Изобретение относится к области технической эксплуатации магистральных трубопроводов и может быть использовано при выполнении ремонтных работ с заменой дефектного участка трубопровода.
Известно устройство для центрирования труб (патент на ПМ RU № 188586, МПК F16L 55/18, опубл. 17.04.2019 Бюл. № 11), содержащее хомуты, выполненные из двух шарнирно скрепленных половин с запорными устройствами на концах, снабжено силовым набором из стрингеров с подвижными регулируемыми упорами, выполненными с возможностью перемещения вдоль стрингеров, при этом соединение стрингеров с хомутами выполнено с возможностью перемещения относительно друг друга с последующей фиксацией стопорными винтами, причем хомуты снабжены стягивающими устройствами и датчиками контроля соблюдения соосности, состоящими из излучателей, расположенных на хомутах «катушки», и экранов для приема лучей, расположенных на хомутах трубопровода.
Недостатками данного устройства являются узкая область применения из-за невозможности регулировки внутреннего диаметра хомутов, и, как следствие, возможность работы только с одним типоразмером строго цилиндрических труб, сложность изготовления и работы с ним из-за оснащения стягивающими устройствами и датчиками контроля соблюдения соосности, а также высокая металлоемкость из-за необходимости изготовления широких хомутов для исключения перекоса труб после удаления дефектного участка.
Наиболее близки является устройство для центрирования труб (патент RU № 2217650, МПК F16L 55/18, F16L 1/036, опубл. 27.11.2003 Бюл. № 33), содержащее соединенные между собой хомуты из двух шарнирно скрепленных половин, снабженных на концах запорным устройством, причем устройство снабжено силовым набором из стрингеров и подвижными регулируемыми упорами, выполненными с возможностью перемещения вдоль стрингеров, при этом соединение стрингеров с хомутами выполнено с возможностью перемещения относительно друг друга с последующей фиксацией.
Недостатками данного устройства являются узкая область применения из-за невозможности регулировки внутреннего диаметра хомутов, и, как следствие, возможность работы только с одним типоразмером строго цилиндрических труб, а также высокая металлоемкость из-за необходимости изготовления широких хомутов для исключения перекоса труб после удаления дефектного участка.
Техническим результатом является создание устройства для центрирования труб, позволяющее производить регулировку внутреннего диаметра хомутов для работы различными типоразмерами труб за счет использования сменных плашек, также осуществлять охват не строго цилиндрических и/или слегка искривлённых труб из-за ограниченной подвижности плашек внутри хомута и увеличенного на 1-2 % диметра внутренней поверхности хомутов, осуществлять надежную фиксацию без значительного увеличения металлоемкости концов труб после удаления дефектного участка за счет использования парных плашек на концах устройства, разнесенных друг от друга в паре на расстояние, исключающее перекос труб.
Технический результат осуществляет устройство для центрирования труб, включающее соединенные между собой хомуты из двух скрепленных половин, снабженных на концах запорными устройствами, силовой набор из стрингеров, соединенных с хомутами с возможностью перемещения относительно друг друга с последующей фиксацией.
Новым является то, что хомуты на концах, охватывающих с двух сторон удаляемый участок труб, выполнены парными, располагаемыми на расстоянии друг от друга в паре, исключающим перекос труб после удаления участка трубы, каждая половина хомутов снабжена сменной внутренней соответствующей плашкой, взаимодействующей с поверхностью трубы и изготовленной в виде полукольца с кольцевым выступом снаружи, при этом половина хомута оснащена как минимум двумя радиальными резьбовыми отверстиями, а изнутри – кольцевой выборкой под наружный кольцевой выступ плашки, внутренний диаметр которой на 1-2% больше наружного диаметра трубы, наружный – на 1-2% меньше внутреннего диаметра хомута, а диаметр выступа плашки на 1-2% меньше диаметра кольцевой выборки хомута, выступ плашки вставлен в кольцевую выборку соответствующей половины хомута с возможностью ограниченного полукольцом и внутренней поверхностью этой половины перемещения и фиксации регулировочными винтами, установленными в радиальных резьбовых отверстиях соответствующей половины хомута.
Новым является также то, что плашки внутри покрыты упругим материалом.
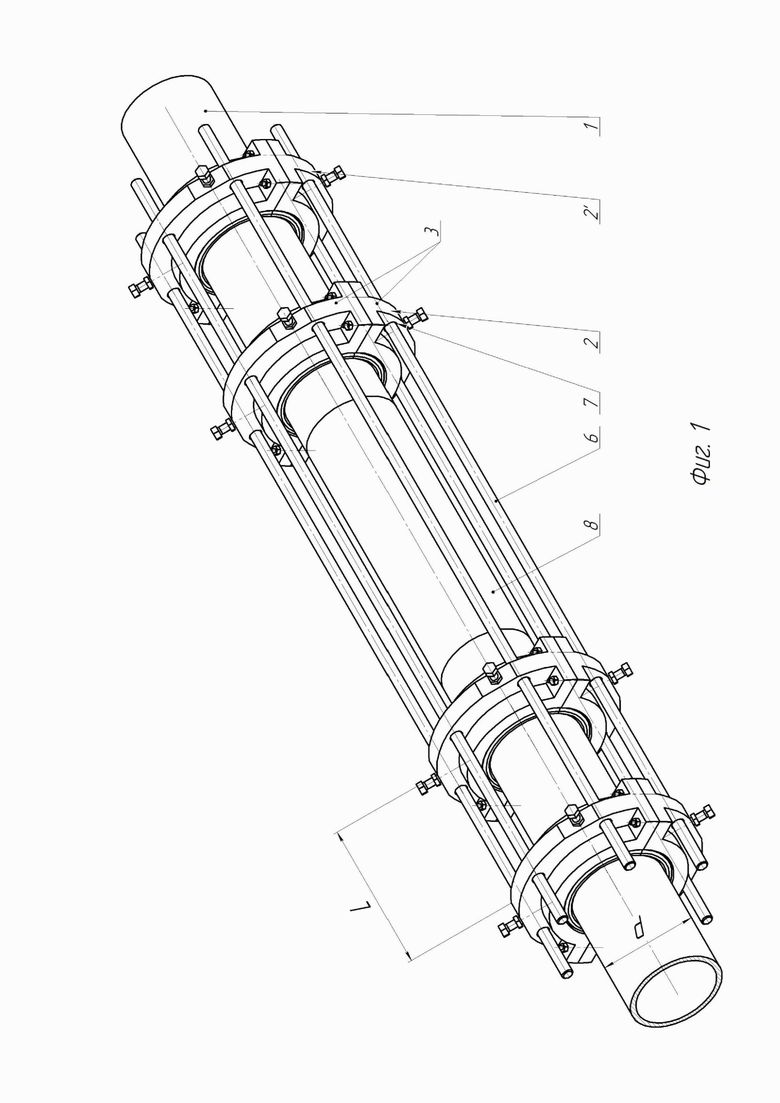
На фиг. 1 изображено устройство в рабочем положение в изометрии.
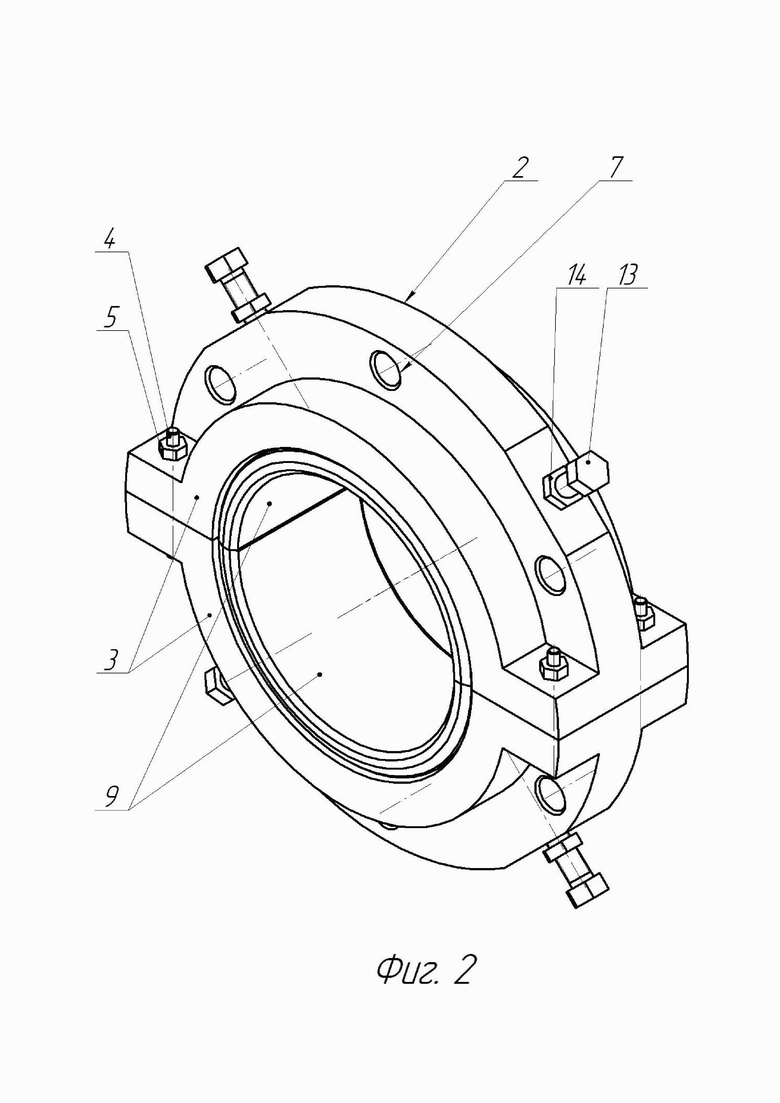
На фиг. 2 изображен хомут в сборе в изометрии.
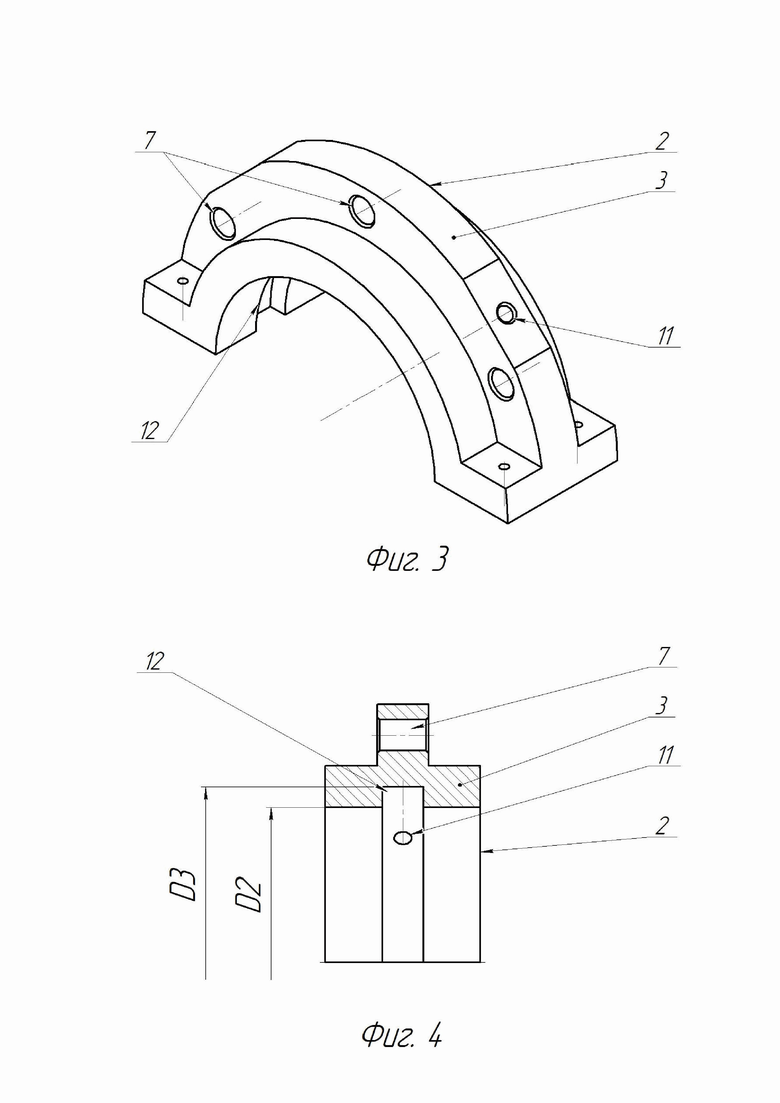
На фиг. 3 изображена половина хомута в изометрии.
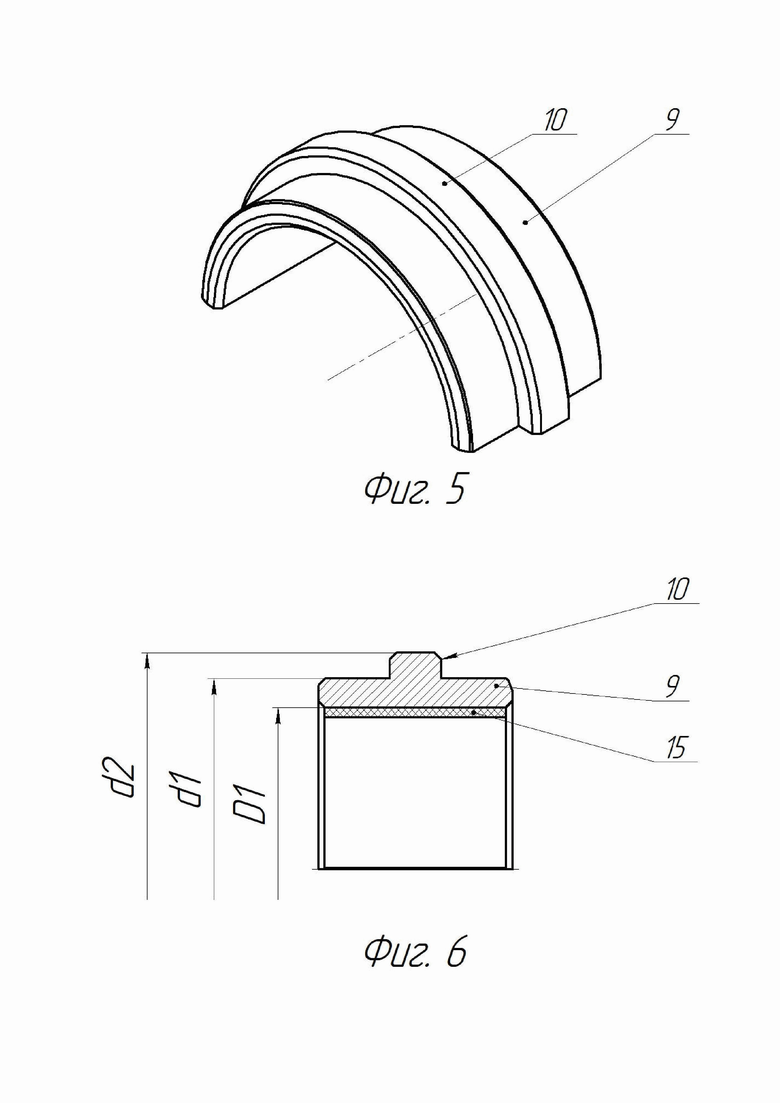
На фиг. 4 изображена половина хомута в продольном разрезе.
На фиг. 5 изображена плашка хомута в изометрии.
На фиг. 6 изображена плашка хомута в продольном разрезе.
Устройство для центрирования труб 1 (фиг. 1) включает в себя соединенные между собой хомуты 2 (фиг. 2) из скрепленных двух половин 3, снабженных на концах запорными устройствами (например, шпильками 4 с гайками 5, винтами с гайками, болтами, пружинными скобами или т.п. – последнее не показано), силовой набор из стрингеров 6 (фиг. 1), соединенных с хомутами 2 с возможностью перемещения в отверстиях 7 (фиг. 2) относительно друг друга с последующей фиксацией (например, гайками или хомутами с двух сторон от хомута, поперечным болтом хомута 2, клином, вставляемым между стрингером 6 (фиг. 1) и соответствующим отверстием 7 хомута 2 или т.п. – фиксация не показана). На фиксацию стингеров 6 (фиг. 1) в соответствующих отверстиях 7 хомутов 2 и на вид запорных устройств для концов половин 3 хомутов 2 авторы не претендуют, так как это известно из открытых источников.
Хомуты 2 (фиг. 1) на концах труб 1, охватывающих с двух сторон удаляемый участок 8 (показан условно) труб 1, выполнены парными 2 и 2’, располагаемыми на расстоянии L друг от друга в паре 2 и 2’, исключающим перекос труб после удаления участка 8 (не показано) трубы 1. Расстояние L между хомутами парными 2 и 2’определяется эмпирическим путем, то есть из опыта эксплуатации труб 1 соответствующего наружного диаметра d. Каждая половина 3 (фиг. 2 и 3) хомутов 2 снабжена сменной внутренней соответствующей плашкой 9 (фиг. 2 и 5), взаимодействующей с поверхностью трубы 1 (фиг. 1) и изготовленной в виде полукольца с кольцевым выступом 10 (фиг. 5 и 6) снаружи. Половина 3 (фиг. 3 и 4) хомута 2 оснащена как минимум двумя радиальными резьбовыми отверстиями 11, а изнутри – кольцевой выборкой 12 под наружный кольцевой выступ 10 (фиг. 5) плашки 9.
Внутренний диаметр D1 (фиг. 6) плашки 9 на 1-2% больше наружного диаметра d (фиг. 1) трубы 1:
 , [1]
, [1]
где D1 – диаметр плашки 9 (фиг. 6), мм;
d – наружный диаметр трубы 1 (фиг. 1), мм.
наружный диаметр d1 (фиг. 6) плашки 9 на 1-2% меньше внутреннего диаметра D2 (фиг. 4) половины 3 хомута 2:
 , [2]
, [2]
где d1 – диаметр плашки 9 (фиг. 6), мм
D2 – внутренний диаметр половины 3 (фиг. 4) хомута 2, мм.
Диаметр d2 (фиг. 6) выступа 10 плашки 9 на 1-2% меньше диаметра D3 (фиг. 4) выборки 12 половины 3 хомута 2:
 , [3]
, [3]
где d2 – диаметр выступа 10 (фиг. 6) плашки 9, мм;
D3 – диаметр выборки 12 (фиг. 4) половины 3 хомута 2, мм.
При диаметре d (фиг. 1) трубы 250 мм и более рекомендуется использовать в формулах [1], [2] и [3] отклонение около 1%, 100 мм и менее – около 2%, между 100 мм и 250 мм – промежуточное значение между 1% и 2% в прямой зависимости. Неточности могут возникать из-за погрешностей при изготовлении плашки 9 (фиг. 5 и 6)
Выступ 10 (фиг. 5) плашки 9 вставлен в кольцевую выборку 12 (фиг. 3) соответствующей половины 3 хомута 2 с возможностью ограниченного полукольцом с наружным диаметром d1 (фиг. 6) плашки 9 и внутренней поверхностью внутренним диаметром D2 (фиг. 4) этой половины 3 перемещения и фиксации регулировочными винтами 13, установленными в радиальных резьбовых отверстиях 11 (фиг. 3) соответствующей половины 3 хомута 2. При больших диаметрах d (фиг. 1) трубы 1 (250 мм и более) рекомендуется дополнительно фиксировать в рабочем (закрученном) положении регулировочными винтами 13 (фиг. 2) соответствующими контргайками 14 (авторы на это не претендуют).
При работе с тонкостенными трубами 1 (толщина стенки 2,5 мм и менее), пластиковыми трубами, трубами из композитных материалов и т.п. рекомендуется плашки 9 (фиг. 6) внутри покрывать (напылением, вклейкой, клепанием или т.п.) упругим материалом 15 (полиуретаном, резиной, медью или т.п.) для увеличения площади контакта и более равномерного распределения усилия по поверхности трубы 1 (фиг. 1) перед сжатием хомутами 2 для исключения повреждения геометрии охватываемых хомутами 2 (фиг. 1) труб 1. Плашки 9 (фиг. 5 и 6) могут быть изготовлены из лёгкого металла (например, алюминия, текстолита или т.п.) для облегчения общего веса устройства.
Конструктивные элементы, технологические соединения и уплотнения, не влияющие на работоспособность устройства, на чертежах (фиг. 1-6) не показаны или показаны условно.
Устройство для центрирования труб работает следующим образом.
Половинки 3 (фиг. 3 и 4) хомутов 2 изготавливают одинаковыми для нескольких типоразмеров труб 1 (фиг. 1), например, с перепадом наружного диаметра d труб 1 в 40 – 65 мм (выбрано для трубопроводов месторождениях Республики Татарстан – РТ). Плашки 9 (фиг. 6) изготавливают исходя из требований формул [1], [2] и [3], причем наружные диаметры d1 и d2 плашек 9, исходя из внутренних диаметров D2 (фиг. 4) и D3 соответствующих половин 3 хомутов 2, а внутренний диаметр D2 (фиг. 6) плашки 9 – из наружного диаметра d (фиг. 1) трубы 1 с которой плашки 9 (фиг. 6) будут контактировать. При необходимости плашки 9 внутри прокрывают упругим материалом 15.
После доставки к месту проведения работ в половины 3 (фиг. 3) хомутов 2 вставляют соответствующие плашки 9 (фиг. 5) так, чтобы выступ 10 плашки 9 вошел в проточку 12 (фиг. 3) половины 3 хомута 2. В отверстия 11 предварительно (чтобы не выступали с внутренней стороны соответствующей половины 3) вкручивают регулировочные винты 13 (фиг. 2) с контргайками 14. Аналогичным образом собирают восемь половин 3 для четырех хомутов 2. Собранные половины 3 попарно соединяют в хомуты 2, охватывая трубу 1 (фиг. 1) в четырех местах и предварительно скрепляя концы запорными устройствами, например, шпильками 4 с гайками 5 так, чтобы хомуты 2 могла вращаться и продольно перемещаться вдоль трубы 1. Затем в соответствующие отверстия 7 хомутов 2 продевают стрингеры 6, хомуты 2 и 2’ попрано раздвигают так, чтобы между парами хомутов 2 и 2’ располагался удаляемый участок 8 труб 1. Крайние в парах хомуты 2’ отодвигают по стингерам 6 от внутреннего хомута 2 на необходимое расстояние L. Далее все хомуты 2 и 2’ фиксируют относительно стингеров 6, например, при помощи съемных хомутов (не показаны), устанавливаемых на стингеры 6 с фиксацией с двух сторон от каждого хомута 2 и 2’.
Так как плашки 9 (фиг. 2) установлены с небольшим зазором (см. формулы [1], [2] и [3]) относительно половин 3 хомута 2, то плашки 9 сами устанавливаются в положении ремонтируемой трубы 1 (фиг. 1), не смотря на наличие наружной деформации труб 1 или небольших её продольных искривлений (связанных, например, с воздействием грунта, провисанием под собственным весом и/или т.п.). Для фиксации плашек 9 (фиг. 2) в таком положении вкручивают (на практике – от руки) регулировочные винты 13 до взаимодействия с плашкой 9 (рабочее положение), после чего зажимают концы половин 3 хомутов 2, до фиксации на трубах 1 (фиг. 1). При необходимости контргайки 14 (фиг. 2) накручивают с усилием до взаимодействия с соответствующей половиной 3 хомута 2, удерживая регулировочный винт в рабочем положении, для его дополнительной фиксации. Так происходит окончательная фиксация устройства на трубах 1, исключая смещение концов при удалении участка 8 трубы 1.
Из труб 1 вырезают (сваркой, пилой, специальными ножницами или т.п.) дефектный участок 8 труб 1, вместо которого вставляют и фиксируют (сваркой, вклейкой, напрессовкой или т.п.) целый участок 8 труб 1. После чего устройство разбирается в обратном порядке.
Предлагаемое устройство для центрирования труб позволяет производить регулировку внутреннего диаметра хомутов для работы различными типоразмерами труб за счет использования сменных плашек, также осуществлять охват не строго цилиндрических и/или слегка искривлённых труб из-за ограниченной подвижности плашек внутри хомута и увеличенного на 1-2% диметра внутренней поверхности хомутов относительно трубы, осуществлять при этом надежную фиксацию без значительного увеличения металлоемкости концов труб после удаления дефектного участка за счет использования парных плашек на концах устройства, разнесенных друг от друга в паре на расстояние, исключающее перекос труб.
| название | год | авторы | номер документа |
|---|---|---|---|
| Превентор сдвоенный | 2021 |
|
RU2753223C1 |
| Комплект плашек трубных превентора | 2020 |
|
RU2731975C1 |
| Превентор для скважины с двухрядной колонной труб и наклонным устьем | 2020 |
|
RU2736022C1 |
| ПРЕВЕНТОР | 1996 |
|
RU2102579C1 |
| Превентор для скважин с наклонным устьем | 2019 |
|
RU2719884C1 |
| Превентор для скважин с двухрядной колонной труб | 2020 |
|
RU2730162C1 |
| Пакер извлекаемый | 2022 |
|
RU2787672C1 |
| Противовыбросовое устройство для скважин с наклонным устьем | 2020 |
|
RU2724711C1 |
| Стенд для опрессовки двухрядного превентора | 2023 |
|
RU2795659C1 |
| Превентор для скважины с двухрядной колонной труб | 2023 |
|
RU2808812C1 |
Изобретение относится к области ремонта магистральных трубопроводов и может быть использовано при замене дефектного участка трубопровода. Устройство для центрирования труб включает хомуты из двух скрепленных половин, снабженных на концах запорными устройствами. Хомуты соединены силовым набором из стрингеров с возможностью перемещения относительно друг друга с последующей фиксацией. Хомуты на концах, охватывающих с двух сторон удаляемый участок труб, выполнены парными. Хомуты в паре расположены на расстоянии друг от друга, исключающем перекос труб после удаления участка трубы. Каждая половина хомутов снабжена сменной внутренней соответствующей плашкой, взаимодействующей с поверхностью трубы и изготовленной в виде полукольца. Половина хомута оснащена как минимум двумя радиальными резьбовыми отверстиями, а изнутри – кольцевой выборкой под наружный кольцевой выступ плашки. Внутренний диаметр плашки на 1-2% больше наружного диаметра трубы, наружный – на 1-2% меньше внутреннего диаметра хомута, а диаметр выступа плашки на 1-2% меньше диаметра кольцевой выборки хомута. Выступ плашки вставлен в кольцевую выборку соответствующей половины хомута с возможностью ограниченного полукольцом и внутренней поверхностью этой половины перемещения и фиксации регулировочными винтами, установленными в радиальных резьбовых отверстиях соответствующей половины хомута. Устройство позволяет осуществлять охват не строго цилиндрических и/или слегка искривлённых труб из-за ограниченной подвижности плашек внутри хомута. Сменные плашки позволяют регулировать хомуты для различных типоразмеров труб. Надежность фиксации концов труб без значительного увеличения металлоемкости обеспечивается за счет использования парных плашек, разнесенных друг от друга в паре на расстояние, исключающее перекос труб. 1 з.п. ф-лы, 6 ил.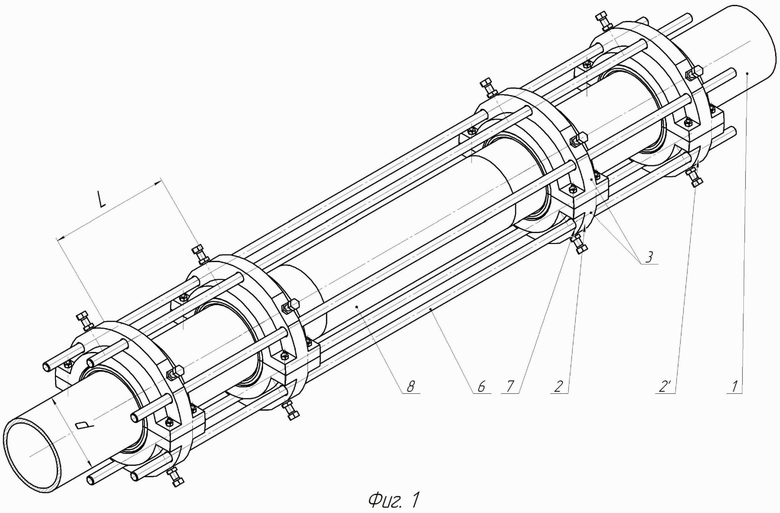
1. Устройство для центрирования труб, включающее соединенные между собой хомуты из двух скрепленных половин, снабженных на концах запорными устройствами, силовой набор из стрингеров, соединенных с хомутами с возможностью перемещения относительно друг друга с последующей фиксацией, отличающееся тем, что хомуты на концах, охватывающих с двух сторон удаляемый участок труб, выполнены парными, располагаемыми на расстоянии друг от друга в паре, исключающем перекос труб после удаления участка трубы, каждая половина хомутов снабжена сменной внутренней соответствующей плашкой, взаимодействующей с поверхностью трубы и изготовленной в виде полукольца с кольцевым выступом снаружи, при этом половина хомута оснащена как минимум двумя радиальными резьбовыми отверстиями, а изнутри – кольцевой выборкой под наружный кольцевой выступ плашки, внутренний диаметр которой на 1-2% больше наружного диаметра трубы, наружный – на 1-2% меньше внутреннего диаметра хомута, а диаметр выступа плашки на 1-2% меньше диаметра кольцевой выборки хомута, выступ плашки вставлен в кольцевую выборку соответствующей половины хомута с возможностью ограниченного полукольцом и внутренней поверхностью этой половины перемещения и фиксации регулировочными винтами, установленными в радиальных резьбовых отверстиях соответствующей половины хомута.
2. Устройство для центрирования труб по п. 1, отличающееся тем, что плашки внутри покрыты упругим материалом.
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВАНИЯ ТРУБ | 2000 |
|
RU2217650C2 |
| DE 102006026275 A1, 06.12.2007 | |||
| ИНДИКАТОР ЧАСТИЧНЫХ РАЗРЯДОВ | 0 |
|
SU188586A1 |
| Устройство для замены участка трубопровода | 1985 |
|
SU1341441A1 |
| Клапан разъема | 1974 |
|
SU586297A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ТЕМПЕРАТУРЫ КОНТАКТНЫХ СОЕДИНЕНИЙ В УСТРОЙСТВАХ, НАХОДЯЩИХСЯ ПОД ВЫСОКИМ НАПРЯЖЕНИЕМ | 2009 |
|
RU2408120C1 |

