УРОВЕНЬ ТЕХНИКИ
Область техники
Настоящее изобретение относится к продуктам, изготовленным или полученным из табака либо иным образом содержащим табак и предназначенным для потребления человеком, и, в частности, к компонентам и конфигурациям сегментных курительных изделий.
Описание известного уровня техники
Популярные курительные изделия, такие как сигареты, имеют по существу цилиндрическую стержнеобразную конструкцию и содержат заполнитель, рулон или столбик курительного материала, такого как резаный табак (например, в виде резаного наполнителя), окруженный бумажной оберткой, таким образом, образуя так называемый "курительный стержень", "табачный стержень" или "сигаретный стержень". В некоторых аспектах эти популярные типы сигарет, в которых использованы углеродсодержащие топливные элементы, представлены на рынке под торговыми марками "Premier" и "Eclipse" табачной компанией R.J. Reynolds Tobacco Company. К примеру, эти типы сигарет описаны в монографии Chemical and Biological Studies on New Cigarette Prototypes that Heat Instead of Burn Tobacco (Химические и биологические исследования новых прототипов сигарет, которые нагревают табак вместо сжигания) табачной компании R.J. Reynolds Tobacco Company (1988 г.) и научном журнале Inhalation Toxicology, 12:5, стр. 1-58 (2000 г.). Кроме того, аналогичный тип сигарет недавно был выпущен на рынок в Японии под торговой маркой "Steam Hot One" табачной компанией Japan Tobacco Inc. Более того, различные типы курительных продуктов, включающих углеродсодержащие топливные элементы для выработки тепла и образования аэрозоля недавно были представлены в патентной литературе. Типы курительных продуктов, например, раскрыты в патентах США №7836897 (Borschke и др.), №8469035 (Banerjee и др.), №8616217 (Tsuruizumi и др.), №8915255 (Poget и др.); и №8464726 (Sebastian и др.); публикациях заявок на патент США №2012/0042885 (Stone и др.), №2013/0133675 (Shinozaki и др.), международных патентных заявках РСТ WO №2012/0164077 (Gladden и др.), №2013/098380 (Raether и др.), №2013/098405 (Zuber и др.), №2013/098410 (Zuber и др.), №2013/104914 (Woodcock), №2013/120849 (Roudier и др.), №2013/120854 (Mironov), европейских патентах ЕР №1808087 (Baba и др.) и №2550879 (Tsuruizumi и др.), которые полностью включены в настоящую заявку посредством ссылки. Историческая перспектива технологии, относящейся к различным типам курительных продуктов, включающих углеродсодержащие топливные элементы для выработки тепла и образования аэрозоля, могут быть найдены, например, в разделе "Известный уровень техники" публикации заявки на патент США №2007/0215167 (Llewellyn Crooks и др.), которая также включена в настоящую заявку посредством ссылки.
Было бы крайне желательно создать курительные изделия, демонстрирующие способность предоставить курильщику многие достоинства и преимущества курения традиционных сигарет без подачи значительного количества продуктов неполного сгорания и пиролиза. В сочетании с такими требуемыми характеристиками было бы также желательно обеспечить для курительного изделия непосредственного поджигания легкое воспламенение и устойчивое горение при использовании курильщиком.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Вышеупомянутые и другие потребности удовлетворяются аспектами настоящего изобретения, согласно одному из которых предлагается система для блинтового тиснения тепловырабатывающего элемента продолговатого курительного изделия, содержащая выданной механизм, выполненный с возможностью последовательной выдачи проходящего в продольном направлении тепловырабатывающего элемента вдоль направления обработки, причем тепловырабатывающий элемент имеет наружную поверхность и определяет продольную ось; и механизм блинтового тиснения, содержащий первую матрицу и противоположную вторую матрицу, каждая из которых образует проходящий в продольном направлении канал, причем каждый канал противоположных первой и второй матриц содержит разнесенные выступы и выполнен с возможностью приема между ними проходящего в продольном направлении тепловырабатывающего элемента от выдачного механизма, причем выступы в каналах выполнены так, чтобы проходить непараллельно каналам и взаимодействовать совместно с тепловырабатывающим элементом для осуществления блинтового тиснения его наружной поверхности.
Согласно другому аспекту настоящего изобретения предлагается курительное изделие, содержащее мундштучный участок, расположенный на мундштучном конце; табачный участок, расположенный между поджигаемым концом и мундштучным участком; и систему генерации аэрозоля, содержащую участок генерации аэрозоля, расположенный между поджигаемым концом и табачным участком, которая содержит участок выработки тепла, расположенный на поджигаемом конце, причем участок выработки тепла содержит проходящий в продольном направлении тепловырабатывающий элемент, выполненный с возможностью приведения в действие посредством воспламенения поджигаемого конца, при этом тепловырабатывающий элемент образует множество разнесенных углублений между его противоположными первым и вторым концами, причем каждое углубление проходит по окружности его наружной поверхности.
Согласно еще одному аспекту предлагается способ блинтового тиснения тепловырабатывающего элемента продолговатого курительного изделия, включающий: последовательную выдачу проходящего в продольном направлении тепловырабатывающего элемента вдоль направления обработки, причем тепловырабатывающий элемент имеет наружную поверхность и определяет продольную ось; и блинтовое тиснение тепловырабатывающего элемента посредством направления тепловырабатывающего элемента между проходящими в продольном направлении каналами первой матрицы и противоположным проходящим в продольном направлении каналом второй матрицы механизма блинтового тиснения, причем каждый канал противоположных первой и второй матриц содержит разнесенные выступы, которые выполнены так, чтобы проходить непараллельно каналам и взаимодействовать совместно с тепловырабатывающим элементом для осуществления блинтового тиснения его наружной поверхности.
Дополнительные признаки и преимущества настоящего изобретения более подробно изложены в нижеследующем описании.
Таким образом, настоящее изобретение включает, без ограничений, следующие варианты осуществления:
Вариант 1 осуществления изобретения: Система для блинтового тиснения тепловырабатывающего элемента продолговатого курительного изделия, содержащая: выдачной механизм, выполненный с возможностью последовательной выдачи проходящего в продольном направлении тепловырабатывающего элемента вдоль направления обработки, причем тепловырабатывающий элемент имеет наружную поверхность и определяет продольную ось; и механизм блинтового тиснения, содержащий первую матрицу и противоположную вторую матрицу, каждая из которых образует проходящий в продольном направлении канал, причем каждый канал противоположных первой и второй матриц содержит разнесенные выступы и выполнен с возможностью приема между ними проходящего в продольном направлении тепловырабатывающего элемента от выдачного механизма, причем выступы в каналах выполнены так, чтобы проходить непараллельно каналам и взаимодействовать совместно с тепловырабатывающим элементом для осуществления блинтового тиснения его наружной поверхности.
Вариант 2 осуществления изобретения: Система в соответствии с любым предшествующим вариантом осуществления или любой комбинацией предшествующих вариантов осуществления, дополнительно содержащая экструзионный механизм, выполненный с возможностью экструдирования тепловырабатывающего элемента в виде монолитного элемента углеродсодержащего материала.
Вариант 3 осуществления изобретения: Система в соответствии с любым предшествующим вариантом осуществления или любой комбинацией предшествующих вариантов осуществления, в которой экструзионный механизм выполнен с возможностью формирования множества разнесенных канавок в монолитном элементе, причем канавки проходят в продольном направлении между противоположными первым и вторым концами тепловырабатывающего элемента.
Вариант 4 осуществления изобретения: Система в соответствии с любым предшествующим вариантом осуществления или любой комбинацией предшествующих вариантов осуществления, в которой выступы в каналах механизма блинтового тиснения выполнены с возможностью совместного взаимодействия с тепловырабатывающим элементом для осуществления блинтового тиснения его наружной поверхности и образования множества разнесенных углублений между противоположными первым и вторым концами тепловырабатывающего элемента, каждое из которых проходит по окружности его наружной поверхности.
Вариант 5 осуществления изобретения: Система в соответствии с любым предшествующим вариантом осуществления или любой комбинацией предшествующих вариантов осуществления, в которой каждый из выступов в каналах механизма блинтового тиснения выполнен с возможностью осуществления блинтового тиснения либо первого полуцилиндрического участка, либо противоположного второго полуцилиндрического участка наружной поверхности тепловырабатывающего элемента с образованием множества разнесенных углублений, проходящих вокруг либо первого полуцилиндрического участка, либо противоположного второго полуцилиндрического участка.
Вариант 6 осуществления изобретения: Система в соответствии с любым предшествующим вариантом осуществления или любой комбинацией предшествующих вариантов осуществления, в которой первая матрица и противоположная вторая матрица выровнены таким образом, что выступы в каналах каждой матрицы выровнены друг с другом так, чтобы совместно взаимодействовать с тепловырабатывающим элементом таким образом, чтобы формируемое множество разнесенных углублений, проходящих вокруг первого и второго полуцилиндрических участков, были выровнены друг с другом, и чтобы разнесенные углубления проходили непрерывно по окружности наружной поверхности тепловырабатывающего элемента.
Вариант 7 осуществления изобретения: Система в соответствии с любым предшествующим вариантом осуществления или любой комбинацией предшествующих вариантов осуществления, в которой первая матрица и противоположная вторая матрица выровнены таким образом, что выступы в канале первой матрицы смещены в направлении обработки относительно выступов в канале второй матрицы, и в которой первая и вторая матрицы совместно взаимодействуют с тепловырабатывающим элементом таким образом, что формируемое множество разнесенных углублений, проходящих вокруг первого полуцилиндрического участка, смещены в направлении обработки относительно формируемого множества разнесенных углублений, проходящих вокруг второго полуцилиндрического участка.
Вариант 8 осуществления изобретения: Курительное изделие, содержащее мундштучный участок, расположенный на мундштучном конце; табачный участок, расположенный между поджигаемым концом и мундштучным участком; и систему генерации аэрозоля, содержащую участок генерации аэрозоля, расположенный между поджигаемым концом и табачным участком, которая содержит участок выработки тепла, расположенный на поджигаемом конце, причем участок выработки тепла содержит проходящий в продольном направлении тепловырабатывающий элемент, выполненный с возможностью приведения в действие посредством воспламенения поджигаемого конца, при этом тепловырабатывающий элемент образует множество разнесенных углублений между его противоположными первым и вторым концами, причем каждое углубление проходит по окружности его наружной поверхности.
Вариант 9 осуществления изобретения: Курительное изделие в соответствии с любым предшествующим вариантом осуществления или любой комбинацией предшествующих вариантов осуществления, в котором тепловырабатывающий элемент содержит множество разнесенных канавок, проходящих в продольном направлении между его противоположными первым и вторым концами.
Вариант 10 осуществления изобретения: Курительное изделие в соответствии с любым предшествующим вариантом осуществления или любой комбинацией предшествующих вариантов осуществления, в котором каждое из множества разнесенных углублений имеет постоянную глубину.
Вариант 11 осуществления изобретения: Курительное изделие в соответствии с любым предшествующим вариантом осуществления или любой комбинацией предшествующих вариантов осуществления, в котором каждое из множества разнесенных углублений проходит вокруг первого полуцилиндрического участка или противоположного второго полуцилиндрического участка наружной поверхности тепловырабатывающего элемента.
Вариант 12 осуществления изобретения: Курительное изделие в соответствии с любым предшествующим вариантом осуществления или любой комбинацией предшествующих вариантов осуществления, в котором множество разнесенных углублений, проходящих вокруг первого и второго полуцилиндрических участков, выровнены друг с другом таким образом, что разнесенные углубления проходят непрерывно по окружности наружной поверхности тепловырабатывающего элемента.
Вариант 13 осуществления изобретения: Курительное изделие в соответствии с любым предшествующим вариантом осуществления или любой комбинацией предшествующих вариантов осуществления, в котором множество разнесенных углублений, проходящих вокруг первого полуцилиндрического участка, продольно смещены вдоль тепловырабатывающего элемента относительно множества разнесенных углублений, проходящих вокруг второго полуцилиндрического участка.
Вариант 14 осуществления изобретения: Курительное изделие в соответствии с любым предшествующим вариантом осуществления или любой комбинацией предшествующих вариантов осуществления, в котором множество разнесенных углублений выполнены с возможностью увеличения площади поверхности тепловырабатывающего элемента, за исключением площадей поверхности противоположных первого и второго концов, по сравнению с площадью поверхности, образованной наружной окружностью тепловырабатывающего элемента без множества разнесенных углублений.
Вариант 15 осуществления изобретения: Способ блинтового тиснения тепловырабатывающего элемента продолговатого курительного изделия, включающий: последовательную выдачу проходящего в продольном направлении тепловырабатывающего элемента вдоль направления обработки, причем тепловырабатывающий элемент имеет наружную поверхность и определяет продольную ось; и блинтовое тиснение тепловырабатывающего элемента посредством приема тепловырабатывающего элемента между проходящими в продольном направлении каналами первой матрицы и противоположным проходящим в продольном направлении каналом второй матрицы механизма блинтового тиснения, причем каждый канал противоположных первой и второй матриц содержит разнесенные выступы, которые выполнены так, чтобы проходить непараллельно каналам и взаимодействовать совместно с тепловырабатывающим элементом для осуществления блинтового тиснения его наружной поверхности.
Вариант 16 осуществления изобретения: Способ в соответствии с любым предшествующим вариантом осуществления или любой комбинацией предшествующих вариантов осуществления, в котором последовательная выдача проходящего в продольном направлении тепловырабатывающего элемента включает в себя экструдирование тепловырабатывающего элемента в виде монолитного элемента углеродсодержащего материала.
Вариант 17 осуществления изобретения: Способ в соответствии с любым предшествующим вариантом осуществления или любой комбинацией предшествующих вариантов осуществления, в котором экструдирование единого углеродсодержащего материала включает в себя формирование множества разнесенных канавок в монолитном элементе, причем канавки проходят в продольном направлении между противоположными первым и вторым концами тепловырабатывающего элемента.
Вариант 18 осуществления изобретения: Способ в соответствии с любым предшествующим вариантом осуществления или любой комбинацией предшествующих вариантов осуществления, в котором прием тепловырабатывающего элемента таким образом, что выступы в каналах механизма блинтового тиснения совместно взаимодействуют с тепловырабатывающим элементом для осуществления блинтового тиснения его наружной поверхности, включает в себя образование множества разнесенных углублений между противоположными первым и вторым концами тепловырабатывающего элемента, каждое из которых проходит по окружности наружной поверхности тепловырабатывающего элемента.
Вариант 19 осуществления изобретения: Способ в соответствии с любым предшествующим вариантом осуществления или любой комбинацией предшествующих вариантов осуществления, дополнительно включающий выравнивание первой матрицы и противоположной второй матрицы таким образом, чтобы выступы в каналах каждой матрицы были выровнены друг с другом, при этом матрицы совместно взаимодействуют с тепловырабатывающим элементом с формированием множества разнесенных углублений, причем множество разнесенных углублений, проходящих вокруг первого и второго полуцилиндрических участков, выровнены друг с другом таким образом, что разнесенные углубления проходят непрерывно по окружности наружной поверхности тепловырабатывающего элемента.
Вариант 20 осуществления изобретения: Способ в соответствии с любым предшествующим вариантом осуществления или любой комбинацией предшествующих вариантов осуществления, дополнительно включающий выравнивание первой матрицы и противоположной второй матрицы таким образом, чтобы выступы в канале первой матрицы были смещены в направлении обработки относительно выступов в канале второй матрицы, при этом матрицы совместно взаимодействуют с тепловырабатывающим элементом с формированием множества разнесенных углублений, так что множество разнесенных углублений, проходящих вокруг первого полуцилиндрического участка, смещены в направлении обработки относительно множества разнесенных углублений, проходящих вокруг второго противоположного полуцилиндрического участка.
Эти и другие признаки, аспекты и преимущества настоящего изобретения станут очевидными после прочтения нижеследующего подробного описания вместе с сопроводительными чертежами, которые кратко описаны ниже. Настоящее изобретение включает любую комбинацию двух, трех, четырех или более признаков или элементов, сформулированных в данном описании изобретения или изложенных в любом одном или большем количестве пунктов формулы изобретения, независимо от того, скомбинированы ли такие признаки или элементы в явной форме либо иным образом изложены в описании конкретного варианта осуществления изобретения или в формуле изобретения, которые представлены в настоящей заявке. Настоящее описание выполнено для прочтения с учетом всех элементов таким образом, что любые отделимые признаки или элементы описанного изобретения в любом из его аспектов и вариантов осуществления должны рассматриваться как комбинируемые, если контекст изобретения явно не указывает иное.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Таким образом, после описания настоящего изобретения в общих чертах далее ссылка будет сделана на сопроводительные чертежи, которые необязательно изображены с соблюдением масштаба, и на которых:
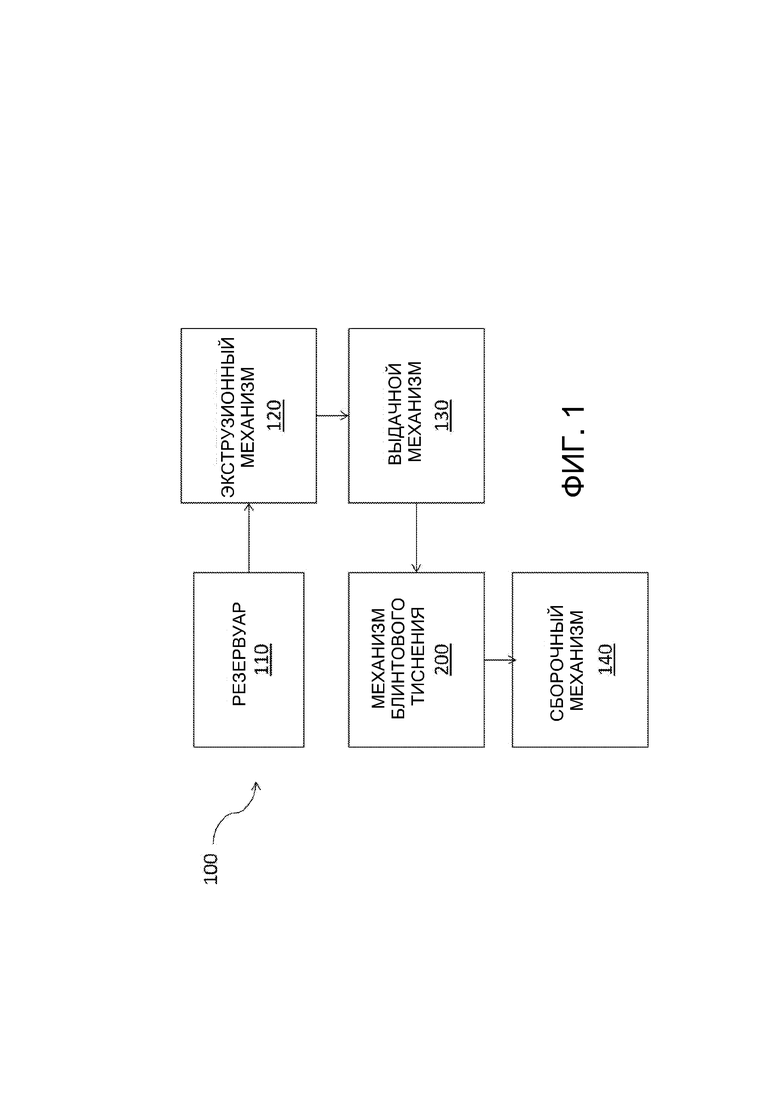
ФИГ. 1 изображает типичную блок-схему системы для блинтового тиснения тепловырабатывающего элемента продолговатого курительного изделия;
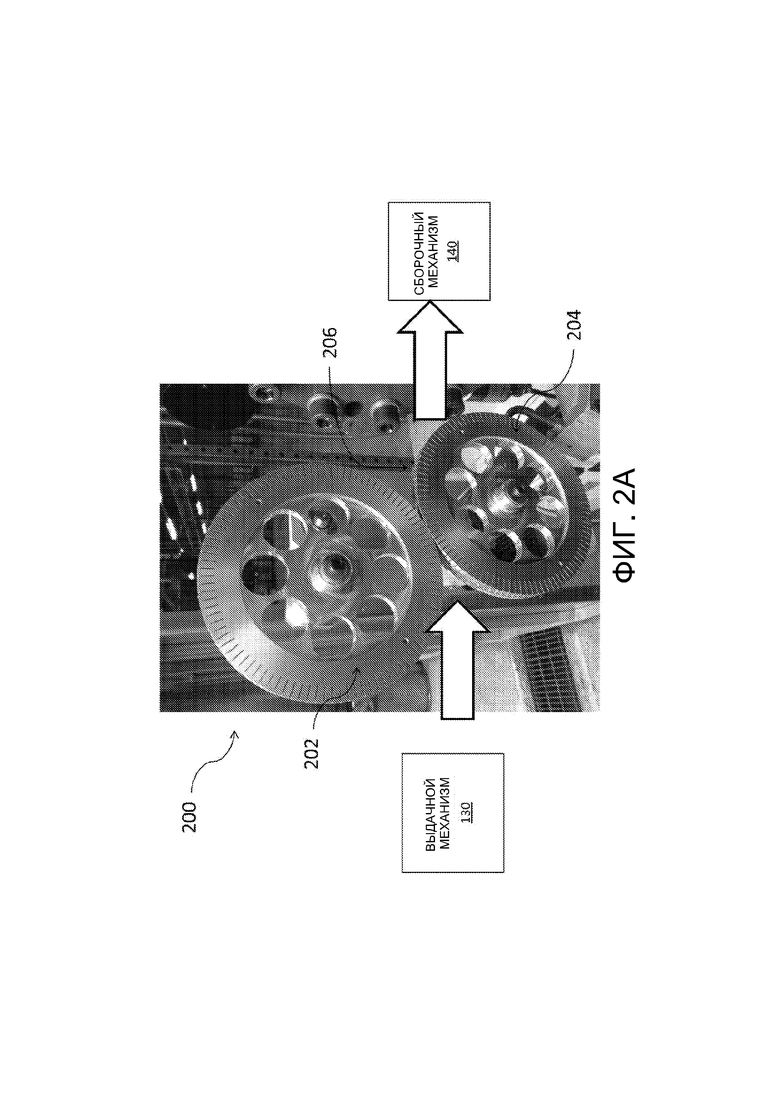
ФИГ. 2А-2В изображают подробные виды типичного механизма блинтового тиснения для системы, представленной на ФИГ. 1;
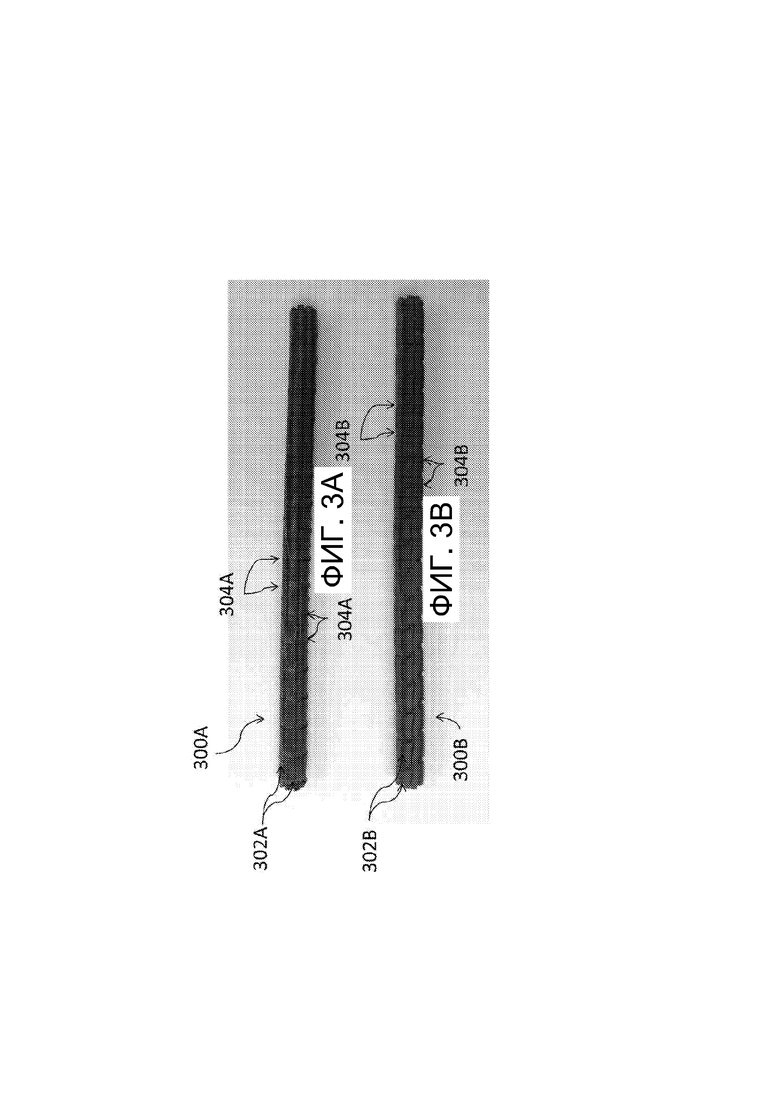
ФИГ. 3А-3В изображают два различных типичных тепловырабатывающих элемента, тисненных при помощи механизма блинтового тиснения;
ФИГ. 4 изображает типичное курительное изделие, содержащее подвергнутый блинтовому тиснению тепловырабатывающий элемент; и
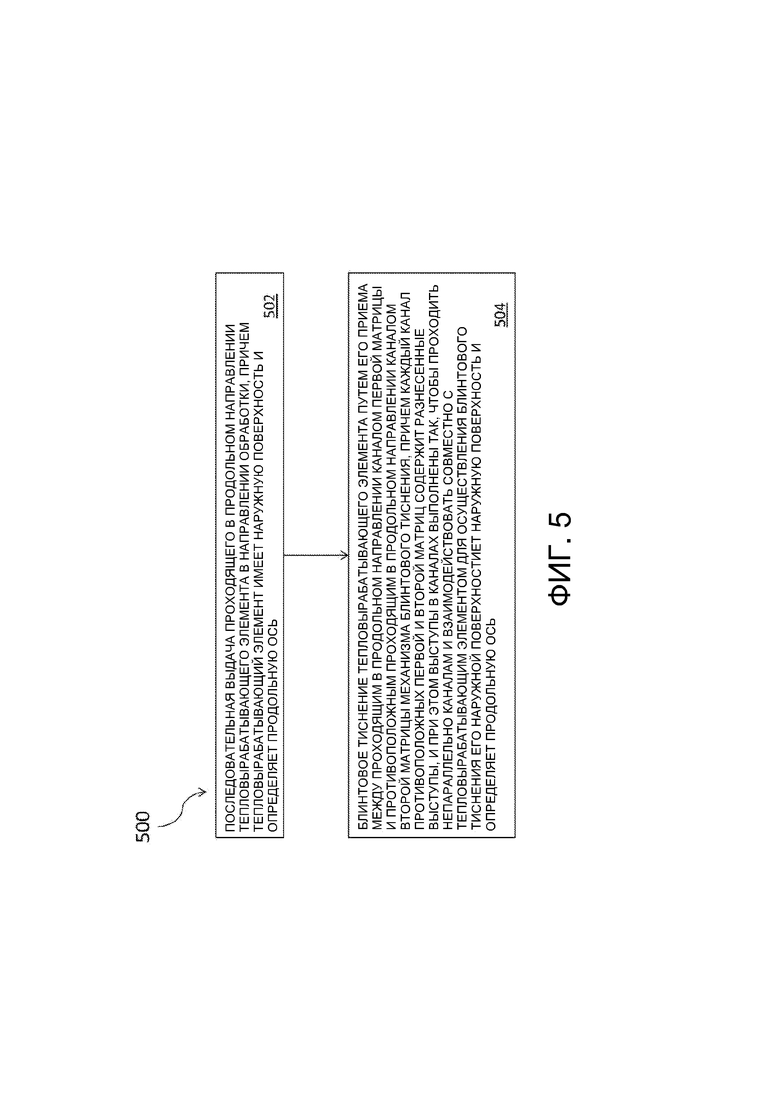
ФИГ. 5 изображает блок-схему способа блинтового тиснения тепловырабатывающего элемента продолговатого курительного изделия.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
Далее приведено более подробное описание настоящего изобретения со ссылкой на сопроводительные чертежи, на которых показаны некоторые, но не все, аспекты изобретения. Следует отметить, что настоящее изобретение может быть реализовано в различных формах и не должно рассматриваться как ограниченное аспектами, описанными в настоящей заявке; точнее, эти аспекты представлены таким образом, что настоящее изобретение удовлетворяет соответствующим требованиям законодательства. Схожие элементы на всех чертежах имеют схожие номера позиций.
Аспекты и варианты осуществления настоящего изобретения относятся, например, к различным курительным изделиям и компоновке их различных компонентов. Конструкция примерного курительного изделия может содержать элементы, раскрытые в патентах США №№8464726 и 9486013 (Sebastian и др.), которые включены в настоящую заявку посредством ссылки.
На ФИГ. 1 изображена типичная система 100 для производства типичного курительного изделия. В некоторых аспектах система 100 включает в себя резервуар 110, экструзионный механизм 120, выдачной механизм 130 и сборочный механизм 140. В некоторых примерных аспектах система 100 дополнительно выполнена с возможностью блинтового тиснения типичного курительного изделия и содержит механизм 200 блинтового тиснения, подробно описанный со ссылкой на ФИГ. 2.
В некоторых примерных вариантах осуществления резервуар 110 выполнен с возможностью удержания некоторого количества вещества и возможностью подачи этого количества к экструзионному механизму 120. Резервуар 110 выполнен с возможностью подачи определенного количества вещества любым количеством способов в зависимости от характеристики удерживаемого в нем вещества. Например, если резервуар 110 удерживает в себе вещество для формирования термовырабатывающих элементов, то он может подавать вещество для формирования термовырабатывающих элементов к экструзионному механизму 120 под действием силы тяжести. Для управления временем подачи вещества к экструзионному механизму 120 с резервуаром 110 может быть связан контроллер (не показан).
Экструзионный механизм 120 может быть выполнен с возможностью приема количества вещества из резервуара 110 и возможностью проталкивания (например, экструдирования) вещества через матрицу для формирования, таким образом, формы наружной окружности продолговатого элемента, образуемого из экструдированного количества вещества. Затем продолговатый элемент разрезают с формированием отдельных монолитных элементов требуемой длины. Каждый из отдельных монолитных элементов можно рассматривать как "тепловырабатывающие элементы", хотя в зависимости от формы, экструдированной из экструзионного механизма 120, также могут быть использованы другие функциональные возможности. Такие формы, как, например, стержни и кубики, могут быть образованы путем сначала экструзии материала через матрицу, имеющую требуемое поперечное сечение (например, круглое или квадратное), а затем, при необходимости, путем разрезания экструдированного материала на отрезки требуемой длины. Способы и оборудование для экструдирования относящихся к табаку материалов представлены в патентах США №3098492 (Wursburg); №4874000 (Tamol и др.); №4880018 (Graves и др.); №4989620 (Keritsis и др.); №5072744 (Luke и др.); №5829453 (White и др.); и №6182670 (White и др.), которые полностью включены в настоящую заявку посредством ссылки. Примерное экструзионное оборудование, подходящее для использования, включает в себя экструдеры для пищевых продуктов или жевательной резинки или промышленные экструдеры для макаронных изделий, такие как модель TP 200/300, выпускаемая компанией Emiliomiti LLC, Италия. В некоторых случаях одна машина может быть выполнена с возможностью осуществления множества этапов обработки, описанных в настоящей заявке, например, месильные системы, выпускаемые компанией Buss AG.
Типичные тепловырабатывающие элементы могут иметь в целом цилиндрическую форму, определяющую продольную ось и имеющую наружную поверхность. В некоторых примерных аспектах типичные тепловырабатывающие элементы могут включать в себя компоненты, содержащие, например, горючий углеродсодержащий материал. Углеродсодержащие материалы, как правило, включают в себя углеродный компонент с высоким содержанием углерода. Предпочтительные углеродсодержащие материалы состоят преимущественно из углерода и, как правило, имеют содержание углерода примерно более 60%, обычно примерно более 70%, часто примерно более 80% и нередко примерно более 90% по сухому весу. Кроме того, углеродсодержащие материалы могут содержать другие неуглеродные компоненты, включающие, например, табачные компоненты, такие как порошкообразный табак или табачный экстракт; вкусоароматические вещества; соли, такие как хлорид натрия, хлорид калия и карбонат натрия; термостойкое графитовое волокно; порошок оксида железа; стеклянные нити; порошок карбоната кальция; гранулы оксида алюминия; источники аммиака, такие как соли аммония; и/или связующие вещества, такие как гуаровая смола, альгинат аммония и альгинат натрия. Типичный тепловырабатывающий элемент может иметь длину около 12 мм и общий наружный диаметр около 4,2 мм.
В этой связи, в одном примере каждый из тепловырабатывающих элементов отрезают на требуемую длину от материала, экструдированного из экструзионного механизма 120 через матрицу в виде монолитного элемента углеродсодержащего материала. Кроме того, матрица экструзионного механизма 120 может быть выполнена с возможностью экструдирования продолговатого элемента таким образом, чтобы на наружной поверхности продолговатого элемента образовывалось множество проходящих в продольном направлении канавок, причем канавки разнесены по окружности его наружной поверхности. Когда отдельные тепловырабатывающие элементы отделены от непрерывно экструдированного материала (монолитного экструдата), так что каждый тепловырабатывающий элемент представляет собой отдельный монолитный элемент, канавки также проходят продольно между противоположными первым и вторым концами каждого тепловырабатывающего элемента, так что каждый из тепловырабатывающих элементов имеет "рифленое" поперечное сечение. Таким образом, каждый из тепловырабатывающих элементов образует от шести до десяти канавок, равноудаленных друг от друга по окружности. В одном предпочтительном аспекте тепловырабатывающий элемент образует восемь канавок, равноудаленных друг от друга по окружности. В таких аспектах множество канавок могут быть выполнены в четном количестве, так что множество канавок включает в себя множество пар канавок, причем канавки в каждой паре диаметрально противоположны друг другу по поперечному сечению тепловырабатывающего элемента. Таким образом, увеличенная площадь поверхности, увеличенное количество кромок и равномерные интервал и распределение канавок могут способствовать более равномерному нагреву/горению тепловырабатывающего элемента (т.е. вследствие того, что конфигурация поперечного сечения является по существу однородной, равномерной и симметричной, может быть получено большее постоянство в воспламенении и выделении тепла по профилю поперечного сечения). Еще другие примерные варианты осуществления экструдированных тепловырабатывающих элементов описаны в патенте США №9788571 (Conner и др.), который полностью включен в настоящую заявку посредством ссылки.
В некоторых других аспектах тепловырабатывающие элементы могут содержать вспененные углеродные монолиты, полученные при помощи процесса вспенивания. В других вариантах осуществления тепловырабатывающие элементы могут быть соэкструдированы со слоем изоляции, что снижает время изготовления и затраты. Другие варианты осуществления тепловырабатывающих элементов могут включать типы элементов, описанные в патенте США №4922901 (Brooks и др.) или публикации патентной заявки США №2009/0044818 (Takeuchi и др.), которые полностью включены в настоящую заявку посредством ссылки. Если тепловырабатывающие элементы не экструдируют и/или экструзионный механизм 120 не используют для формирования тепловырабатывающих элементов в системе 100, резервуар 110 выполнен с возможностью удержания множества объектов, уже сформированных в качестве тепловырабатывающих элементов, и возможностью подачи множества тепловырабатывающих элементов непосредственно в выдачной механизм 130. Тепловырабатывающие элементы могут иметь плотность, превышающую примерно 0,5 г/см3, часто превышающую примерно 0,7 г/см3, и нередко превышающую примерно 1 г/см3, на основании сухого веса. Типы тепловырабатывающих элементов, компонентов, составов и конструкций, например, описаны в патентах США №5551451 (Riggs и др.) и №7836897(Borschke и др.), которые полностью включены в настоящую заявку посредством ссылки. Конкретные аспекты тепловырабатывающих элементов описаны ниже со ссылкой на ФИГ. 3А-3С.
Тепловырабатывающие элементы, экструдируемые экструзионным механизмом 120 или иным образом удерживаемые резервуаром 110, могут подаваться в выдачной механизм 130. В некоторых вариантах осуществления выдачной механизм 130 выполнен с возможностью приема каждого из тепловырабатывающих элементов и последовательной выдачи каждого из тепловырабатывающих элементов в направлении обработки. В некоторых предпочтительных вариантах осуществления выдачной механизм 130 выполнен с возможностью ориентации каждого из тепловырабатывающих элементов таким образом, чтобы при перемещении каждого из тепловырабатывающих элементов его продольная ось была ориентирована параллельно направлению обработки. Таким образом, выдачной механизм 130 может содержать конвейерную ленту, барабан или колесо, вращающееся вокруг оси, перпендикулярной направлению обработки, желобу и т.п.
Выдачной механизм 130 выполнен с возможностью последовательной выдачи каждого из тепловырабатывающих элементов к механизму 200 блинтового тиснения. В некоторых вариантах осуществления и как более подробно изображено на ФИГ. 2А, 2В, механизм 200 блинтового тиснения выполнен с возможностью приема проходящего в продольном направлении тепловырабатывающего элемента от выдачного механизма 130 и возможностью осуществления блинтового тиснения его наружной поверхности. Используемый в настоящей заявке термин "блинтовое тиснение" означает обеспечение или формирование углубления на наружной поверхности тепловырабатывающего элемента, так что механизм блинтового тиснения выполнен с возможностью образования по меньшей мере одного углубления на наружной поверхности тепловырабатывающего элемента между его противоположными первым и вторым концами.
В частности, на ФИГ. 2А, 2В представлен один примерный вариант осуществления механизма блинтового тиснения, в целом изображенного в системе 100. Как показано на ФИГ. 2А, примерный вариант осуществления механизма блинтового тиснения, в целом обозначенного позицией 200, содержит первую матрицу 202 и противоположную вторую матрицу 204. Первая матрица 202 и противоположная вторая матрица 204 могут быть изготовлены из нержавеющей стали или другого подходящего материала. Первая и вторая матрицы 202, 204 могут содержать, например, колеса, барабаны и т.п., которые имеют наружные окружности, расположенные рядом друг с другом, и выполнены с возможностью вращения в противоположных направлениях вокруг оси, перпендикулярной направлению обработки. Каждая из первой матрицы и противоположной второй матрицы может образовывать канал 206, проходящий по ее наружной окружности (т.е. по наружной поверхности или окружности колеса, барабана и т.п.) и, таким образом, считающийся "проходящим в продольном направлении каналом". Проходящие в продольном направлении каналы 206 противоположных первой и второй матриц 202, 204 могут быть выполнены с возможностью приема между ними проходящего в продольном направлении тепловырабатывающего элемента от выдачного механизма 130. Первая матрица 202 может вращаться против часовой стрелки вокруг своей оси, тогда как вторая матрица 204 вращается по часовой стрелке вокруг своей оси для осуществления перемещения проходящих в продольном направлении тепловырабатывающих элементов в направлении обработки. В альтернативном варианте осуществления первая матрица 202 может вращаться по часовой стрелке вокруг своей оси, тогда как вторая матрица 204 вращается против часовой стрелки вокруг своей оси для осуществления перемещения проходящих в продольном направлении тепловырабатывающих элементов в направлении, противоположном направлению обработки.
На ФИГ. 2В показан подробный вид проходящего в продольном направлении канала 206 вокруг наружной окружности первой матрицы 202 и проходящего в продольном направлении канала 206 вокруг наружной окружности второй матрицы 204. Как показано на ФИГ. 2В и в некоторых аспектах, каждый из каналов 206 противоположных первой и второй матриц 202, 204 содержит разнесенные выступы 208. Разнесенные выступы 208 выполнены с возможностью совместного взаимодействия с тепловырабатывающим элементом для осуществления блинтового тиснения его наружной поверхности и образования множества разнесенных углублений между противоположными первым и вторым концами тепловырабатывающего элемента, причем каждое углубление проходит по окружности наружной поверхности тепловырабатывающего элемента (ФИГ. 3А-3В). В некоторых аспектах выступы 208 имеют постоянную высоту и проходят вокруг проходящих в продольном направлении каналов 206 в направлении, поперечном направлению обработки. Однако в других аспектах (не показаны) выступы 208 могут иметь различную высоту и могут проходить по-разному относительно проходящих в продольном направлении каналов 206 (т.е. в целом не параллельно направлению обработки) в зависимости от требуемого блинтового тиснения тепловырабатывающего элемента.
В некоторых аспектах каждый из выступов 208 в каналах 206 механизма 200 блинтового тиснения выполнен с возможностью осуществления блинтового тиснения либо первого полуцилиндрического участка, либо противоположного второго полуцилиндрического участка наружной поверхности тепловырабатывающего элемента. В частности, если проходящий в продольном направлении тепловырабатывающий элемент является цилиндрическим элементом, принимаемым механизмом 200 блинтового тиснения, первый полуцилиндрическй участок тепловырабатывающего элемента будет расположен внутри проходящего в продольном направлении канала 206 первой матрицы 202 и будет взаимодействовать с ним, в то время как противоположный второй полуцилиндрический участок тепловырабатывающего элемента будет расположен внутри проходящего в продольном направлении канала 206 второй матрицы 204 и будет взаимодействовать с ним. В этой связи, выступы 208 в каналах 206 противоположных первой и второй матриц совместно взаимодействуют с тепловырабатывающим элементом и образуют множество разнесенных углублений, проходящих вокруг либо первого полуцилиндрического участка, либо противоположного второго полуцилиндрического участка тепловырабатывающего элемента.
На ФИГ. 3А-3В изображены два примерных тепловырабатывающих элемента 300А-300В, которые могут быть изготовлены системой 100 и могут иметь множество разнесенных углублений, проходящих вокруг либо первого полуцилиндрического участка, либо противоположного второго полуцилиндрического участка указанных элементов. В частности, каждый из тепловырабатывающих элементов 300А-300В может быть экструдирован экструзионным механизмом 120, выдан выдачным механизмом 130, а затем тиснен механизмом 200 блинтового тиснения (например, механизмом 200 блинтового тиснения, ФИГ. 2А, 2В). Таким образом, каждый из тепловырабатывающих элементов 300А-300В содержит множество канавок 302А-302В, разнесенных друг от друга по наружной окружности и проходящих в продольном направлении между противоположными первым и вторым концами тепловырабатывающего элемента (например, из экструзионного механизма 120), а также множество углублений 304А-304В, разнесенных друг от друга в продольном направлении между противоположными первым и вторым концами тепловырабатывающего элемента (например, из механизма 200 блинтового тиснения). Однако рассматриваемые в настоящей заявке тепловырабатывающие элементы не обязательно должны содержать как множество разнесенных канавок, так и множество разнесенных углублений. Например, в некоторых аспектах тепловырабатывающие элементы имеют только такое блинтовое тиснение, что на наружной поверхности образовано только множество разнесенных углублений. Соответственно, площадь поверхности тепловырабатывающего элемента выполнена с возможностью увеличения за счет по меньшей мере множества разнесенных углублений помимо или вместо множества разнесенных канавок, за исключением площадей поверхности противоположных первого и второго концов, по сравнению с площадью поверхности, образованной наружной окружностью тепловырабатывающего элемента без множества разнесенных углублений или канавок (например, цилиндра).
Как показано на ФИГ. 3А, тепловырабатывающий элемент 300А содержит множество разнесенных канавок 302А, расположенных на расстоянии друг от друга по его окружности и проходящих в продольном направлении между противоположными первым и вторым концами тепловырабатывающего элемента, сформированного экструзионным механизмом 120. Кроме того, тепловырабатывающий элемент 300А дополнительно содержит множество разнесенных в продольном направлении углублений 304А, которые соответственно проходят вокруг первого и второго полуцилиндрических участков и выровнены друг с другом между противоположными полуцилиндрическими участками. Таким образом, разнесенные в продольном направлении углубления 304А проходят непрерывно по окружности наружной поверхности тепловырабатывающего элемента 300А. В некоторых аспектах механизм 200 блинтового тиснения выполнен с возможностью образования выровненных разнесенных углублений путем выравнивания первой матрицы 202 и противоположной второй матрицы 204 таким образом, чтобы выступы 208 в каналах 206 противоположных матриц 202, 204 были выровнены друг с другом. Это может быть достигнуто посредством ориентирования или позиционирования осей каждой из матриц 202, 204 таким образом, чтобы противоположные выступы 208 были выровнены в направлении обработки.
Как показано на ФИГ. 3В, тепловырабатывающий элемент 300В содержит множество канавок 302В, разнесенных по его наружной поверхности и проходящих в продольном направлении между противоположными первым и вторым концами тепловырабатывающего элемента, сформированного экструзионным механизмом 120. Кроме того, тепловырабатывающий элемент 300В дополнительно содержит множество разнесенных в продольном направлении углублений 304В, которые проходят вокруг его первого полуцилиндрического участка и смещены в направлении обработки относительно множества разнесенных в продольном направлении углублений, которые проходят вокруг его второго полуцилиндрического участка. В некоторых аспектах механизм 200 блинтового тиснения выполнен с возможностью образования смещенных разнесенных в продольном направлении углублений путем выравнивания первой матрицы 202 и противоположной второй матрицы 204 таким образом, чтобы выступы 208 в каналах 206 первой матрицы 202 были смещены в направлении обработки относительно выступов в канале 206 второй матрицы 204. Это может быть достигнуто посредством ориентирования или позиционирования осей каждой из матриц 202, 204 таким образом, чтобы противоположные выступы 208 были смещены в направлении обработки.
Возвращаясь к ФИГ. 1, механизм 200 блинтового тиснения выполнен с возможностью осуществления блинтового тиснения наружной поверхности тепловырабатывающих элементов, причем тисненые тепловырабатывающие элементы могут быть затем транспортированы к сборочному механизму 140. Сборочный механизм 140 может представлять собой устройство или комбинацию нескольких устройств, выполненных с возможностью сборки тепловырабатывающего элемента с другими компонентами (например, фильтрами, оберточными материалами, субстратами и т.д.) для образования собранного курительного изделия. Различные типы компонентов курительных изделий, а также различные конструкции, форматы, конфигурации и характеристики курительных изделий изложены в докладе Джонсона "Разработка сигаретных компонентов, отвечающих промышленным требованиям" (Development of Cigarette Components to Meet Industry Needs), 52-ая конференция T.S.R.C. (сентябрь 1998 г.); патентах США №5101839 (Jakob и др.); №5159944 (Arzonico и др.); №5220930 (Gentry); №6779530 (Kraker); №7237559 (Ashcraft и др.) и №7565818 (Thomas и др.); и публикациях патентных заявок США №2007/0246055 (Oglesby) и №2005/0066986 (Nestor и др.), которые полностью включены в настоящую заявку посредством ссылки. Примерный сборочный механизм(-ы) для сборки каждого из компонентов в типичное курительное изделие, такое как описано в настоящей заявке, раскрыт в публикации патентной заявки США №2012/0120229 (Brantley и др.), которая полностью включена в настоящую заявку посредством ссылки.
На ФИГ. 4 изображено типичное курительное изделие 400, собранное при помощи сборочного механизма 140 в системе 100. В некоторых аспектах курительное изделие 400 в целом выполнено в виде сигареты. Курительное изделие 400 имеет стержнеобразную или цилиндрическую форму и содержит поджигаемый конец 402 и мундштучный конец 404. На поджигаемом конце 402 расположен проходящий в продольном направлении в целом цилиндрический участок 406 выработки тепла. Участок 406 выработки тепла содержит проходящий в продольном направлении тепловырабатывающий элемент 408, который может быть окружен изоляцией 410 и соосно окружен оберточным материалом. Тепловырабатывающий элемент 408 предпочтительно выполнен с возможностью активации при помощи воспламенения (непосредственного воспламенения или опосредованного воспламенения) поджигаемого конца 402. Кроме того, курительное изделие 400 содержит фильтрующий участок 412, расположенный на другом конце (мундштучном конце 404), и участок 414 генерации аэрозоля (который может содержать табак), расположенный между участком 406 выработки тепла и фильтрующим участком 412.
Тепловырабатывающий элемент 408 может образовывать множество разнесенных углублений между его противоположными первым и вторым концами, причем каждое углубление проходит по окружности его наружной поверхности. В некоторых аспектах каждое из множества разнесенных углублений проходит вокруг первого полуцилиндрического участка или противоположного второго полуцилиндрического участка наружной поверхности тепловырабатывающего элемента 408. Если предусмотрены другие формы тепловырабатывающего элемента 408, каждое из множества разнесенных углублений может проходить вокруг первой проходящей в продольном направлении половины и противоположной проходящей в продольном направлении второй половины тепловырабатывающего элемента.
В частности, в некоторых аспектах (например, 300А, ФИГ. 3А) тепловырабатывающий элемент 408 выполнен таким образом, что множество разнесенных углублений, проходящих вокруг первого и второго полуцилиндрических участков, выровнены друг с другом, так что каждое из разнесенных в продольном направлении углублений проходит непрерывно вокруг наружной поверхности тепловырабатывающего элемента. В других аспектах (например, 300В, ФИГ. 3В) тепловырабатывающий элемент 408 выполнен таким образом, что множество разнесенных в продольном направлении углублений, проходящих вокруг первого полуцилиндрического участка, продольно смещены вдоль тепловырабатывающего элемента 408 относительно множества разнесенных в продольном направлении углублений, проходящих вокруг второго полуцилиндрического участка. В некоторых дополнительных аспектах тепловырабатывающий элемент 408 содержит множество канавок, разнесенных вокруг его наружной поверхности и проходящих в продольном направлении между его противоположными первым и вторым концами. В этих случаях каждое из множества углублений и/или множества канавок может иметь постоянную глубину.
Типичный слой изоляции 410 может содержать стеклянные нити или волокна. Изоляция 410 может действовать как оболочка, помогающая надежно поддерживать и/или удерживать тепловырабатывающий элемент 408 на месте внутри курительного изделия 400. Изоляция 410 может быть выполнена как многослойный компонент, содержащий внутренний слой или мат из нетканых стеклянных нитей, промежуточный слой из восстановленной табачной бумаги и наружный слой из нетканых стеклянных нитей. Эти слои могут быть концентрически ориентированы или каждый из них может обертывать и/или окружать тепловырабатывающий элемент 408. Изоляция может быть дополнительно сконфигурирована таким образом, что втягиваемые воздух и аэрозоль могут легко проходить через нее. Примеры изоляционных материалов, компонентов изоляционных узлов, конфигураций соответствующих изоляционных узлов в тепловырабатывающих сегментах, оберточных материалов для изоляционных узлов, а также способы и методы изготовления таких компонентов и узлов представлены в патентах США №4807809 (Pryor и др.), №4893637 (Hancock и др.), №4938238 (Barnes и др.), №5027836 (Shannon и др.), №5065776 (Lawson и др.), №5105838 (White и др.), №5119837 (Banerjee и др.), №5247947 (Clearman и др.), №5303720 (Banerjee и др.), №5345955 (Clearman и др.), №5396911 (Casey и др.), №5546965 (White), №5727571 (Meiring и др.). №5902431 (Wilkinson и др.), №5944025 (Cook и др.), №8424538 (Thomas и др.) и №8464726 (Sebastian и др.), которые включены в настоящую заявку посредством ссылки. Конкретные изоляционные узлы включены в типы сигарет, выпускаемые на рынке под торговой маркой "PREMIER" и "ECLIPSE" табачной компанией R.J. Reynolds Tobacco Company и под торговой маркой "STEAM НОТ ONE" табачной компанией Japan Tobacco Inc. Пламезамедляющие/огнестойкие материалы и добавки, используемые в изоляции, могут включать кремниевые, углеродные, керамические, металлические волокна и/или частицы. Обработка целлюлозных или других волокон, таких как, например, выполненных из хлопка, борной кислоты или различных органофосфатных соединений, может обеспечить требуемые огнестойкие свойства. Кроме того, необходимое свойство огнестойкости могут придавать различные органические или металлические наночастицы, такие как диаммонийфосфат и/или другие соли. Другие подходящие материалы могут включать органофосфорные соединения, буру, гидроксид алюминия, графит, триполифосфат калия, дипентаэритрит, пентаэритрит и полиолы. Другие материалы, такие как азотистые соли фосфоновой кислоты, монофосфат аммония, полифосфат аммония, бромид аммония, хлорид аммония, борат аммония, борат этаноламмония, сульфамат аммония, галогенизированные органические соединения, тиомочевина и оксиды сурьмы, могут быть использованы, но не являются предпочтительными веществами. В каждом варианте осуществления пламезамедляющих, огнестойких и/или стойких к выгоранию материалов, используемых в изоляции, материале субстрата и других компонентах (либо отдельно, либо в любом сочетании с каждым другим и/или иными материалами), требуемые свойства наиболее предпочтительно обеспечены без нежелательного газовыделения или расплавления.
Изоляционный текстильный материал предпочтительно обладает достаточной способностью обеспечения диффузии кислорода для поддержания курительного изделия, такого как сигарета, в состоянии горения во время необходимого времени использования. Соответственно, изоляционный текстильный материал предпочтительно является пористым за счет своей конструкции. В вязаных, тканых или комбинированных тканых и вязаных конструкциях необходимая пористость может быть обеспечена за счет выполнения оборудования с возможностью оставления достаточных (желательно выдержанных по размерам) зазоров между волокнами, обеспечивающих диффузию кислорода в источник тепла. Для нетканых текстильных материалов, которые могут быть недостаточно пористыми для обеспечения устойчивого горения, дополнительная пористость может быть достигнута посредством выполнения перфорационных отверстий в изоляции при помощи известных в данной области техники способов, включающих, например, горячую или холодную игольчатую перфорацию, перфорацию пламенем, конгревное тиснение, лазерную резку, сверление, резку лезвиями, химическую перфорацию, пробивку и другие способы. Изоляция может содержать нестеклянный материал, который может являться тканым материалом, вязаным материалом или их сочетанием, вспененным металлическим материалом, вспененным керамическим материалом, вспененным металлокерамическим композитным материалом и любым их сочетанием.
В некоторых вариантах осуществления внутренний слой изоляции может содержать разнообразные стеклянные или нестеклянные нити или волокна, которые являются ткаными, вязаными или и ткаными, и вязаными (например, так называемые трехмерные тканые/вязаные гибридные маты). В случае тканого материала внутренний слой может быть сформирован в виде тканого мата или трубки. Тканый или вязаный мат или трубка могут обеспечивать улучшенное управление потоком воздуха в отношении равномерности прохождения через слой изоляции (с учетом возникновения температурных изменений в слое). Специалистам в данной области техники понятно, что тканый, вязаный или гибридный материал может обеспечивать более равномерные и устойчивые воздушные промежутки/зазоры между нитями или волокнами по сравнению с нетканым материалом, который с большей вероятностью будет иметь неравномерно закрытые и открытые пространства, которые могут обеспечивать сравнительно неравномерный и/или уменьшенный поток воздуха. Различные другие варианты осуществления изоляции могут быть отлиты, экструдированы, вспенены или сформированы иным образом. Конкретные варианты осуществления изоляционных конструкций могут включать те, которые описаны в публикации патентной заявки США №2012/0042885 (Stone и др.), которая полностью включена в настоящую заявку посредством ссылки.
В предпочтительном варианте осуществления изобретения оба конца участка 406 выработки тепла открыты для обеспечения доступа по меньшей мере к тепловырабатывающему элементу 408 и изоляции 410 на поджигаемом конце 402. Тепловырабатывающий элемент 408 и окружающая изоляция 410 могут быть сконфигурированы таким образом, что длина обоих материалов одинакова (т.е. концы изоляции 410 расположены заподлицо с соответствующими концами тепловырабатывающего элемента 408 и, в частности, на выходном конце участка 406 выработки тепла). При необходимости, хотя это не обязательно является предпочтительным, изоляция 410 может немного выступать (например, приблизительно от 0,5 мм до 2 мм) за любой из концов или за оба конца тепловырабатывающего элемента 408. Кроме того, тепло и/или нагретый воздух, образуемые при воспламенении поджигаемого конца 402 во время использования курительного изделия 400, может легко проходить через участок 406 выработки тепла при затяжке курильщика со стороны мундштучного конца 404.
В предпочтительном варианте один конец участка 406 выработки тепла расположен на поджигаемом конце 402 и выровнен в осевом направлении торец к торцу с расположенным за ним участком 414 генерации аэрозоля, которые предпочтительно примыкают друг к другу, при отсутствии барьера (отличного от открытого пространства) между ними. Непосредственная близость участка 406 выработки тепла к поджигаемому концу 402 обеспечивает непосредственное поджигание тепловырабатывающего элемента 408 участка 406 выработки тепла.
Далее после участка 406 выработки тепла расположен проходящий в продольном направлении цилиндрический участок 414 генерации аэрозоля. Участок 414 генерации аэрозоля содержит материал 416 субстрата, который, в свою очередь выступает в качестве носителя для относящегося к табаку материала (не показан). Например, участок 414 генерации аэрозоля может содержать восстановленный табачный материал, который включает в себя технологические добавки, вкусоароматические добавки и глицерин. Вышеприведенные компоненты участка 414 генерации аэрозоля могут быть расположены внутри оберточного материала и окружены им. Оберточный материал может быть выполнен с возможностью обеспечения передачи тепла от поджигаемого конца 402 курительного изделия 400 (например, от участка 406 выработки тепла) к компонентам участка 414 генерации аэрозоля. Иными словами, участок 414 генерации аэрозоля и участок 406 выработки тепла могут быть выполнены с возможностью осуществления теплообмена друг с другом. Осуществление теплообмена обеспечивает подачу достаточного количества тепла от тепловырабатывающего элемента 408 к области образования аэрозоля для испарения аэрозолеобразующего материала с целью образования аэрозоля. В некоторых вариантах осуществления изобретения осуществление теплообмена достигнуто за счет расположения указанных участков в непосредственной близости друг к другу. Кроме того, осуществление теплообмена может быть достигнуто за счет прохождения теплопроводного материала из области вблизи тепловырабатывающего элемента 408 в область, занятую участком 414 генерации аэрозоля, или вокруг этой области. Конкретные варианты осуществления субстратов могут включать субстраты, описанные ниже или представленные в публикации патентной заявки США №2012/0042885 (Stone и др.), которая полностью включена в настоящую заявку посредством ссылки.
В некоторых предпочтительных курительных изделиях оба конца участка 414 генерации аэрозоля открыты для обеспечения доступа к материалу 55 субстрата. Вместе участок 406 выработки тепла и участок 414 генерации аэрозоля образуют систему генерации аэрозоля. Эти участки могут вплотную примыкать друг к другу, или они могут быть расположены с небольшим зазором между ними, который может включать в себя буферную область 418. Наружная форма поперечного сечения и размеры этих участков, если смотреть перпендикулярно продольной оси курительного изделия 400, могут быть по существу одинаковы. Компоненты системы генерации аэрозоля предпочтительно соединены друг с другом и закреплены на месте при помощи оберточного материала 420. Например, оберточный материал 420 может включать в себя бумажный оберточный материал или многослойный бумажный материал, который окружает каждую из по меньшей мере части проходящей в продольном направлении наружной поверхности участка 406 выработки тепла и участка 414 генерации аэрозоля. Внутренняя поверхность оберточного материала 420 может быть прикреплена к наружным поверхностям компонентов, которые он окружает, посредством соответствующего адгезива.
Курительное изделие 400 предпочтительно содержит подходящий мундштук, такой как, например, фильтрующий участок 412. Фильтрующий участок 412 предпочтительно расположен на мундштучном конце 404 сигаретного стержня, прилегающем к одному концу участка 414 генерации аэрозоля, так что фильтрующий участок 412 и участок 414 генерации аэрозоля выровнены в осевом направлении торец к торцу, примыкая друг к другу, при отсутствии барьера между ними. В предпочтительном варианте осуществления изобретения общая форма поперечного сечения и размеры указанных участков 412, 414 по существу одинаковы, если смотреть перпендикулярно продольной оси курительного изделия. Фильтрующий участок 412 может содержать фильтрующий материал 422, обмотанный вдоль его поверхности, проходящей в продольном направлении, окружающим материалом фицеллы. В одном примере фильтрующий материал 422 содержит жгут пластифицированного ацетатцеллюлозного волокна, тогда как в некоторых примерах фильтрующий материал может дополнительно содержать активированный уголь в количестве примерно от 20 мг до 80 мг, расположенный как дискретный заряд или диспергированный по всему жгуту ацетатного волокна в далматинском (Dalmatian) фильтре. Оба конца фильтрующего участка 412 предпочтительно открыты для обеспечения возможности прохождения через него аэрозоля. Система генерации аэрозоля предпочтительно прикреплена к фильтрующему участку 412 посредством ободковой бумаги 424. Кроме того, фильтрующий участок 412 может содержать разрушаемую вкусоароматическую капсулу, тип которой описан в патентах США №7479098 (Thomas и др.), №7793665 (Dube и др.) и №8186359 (Ademe и др.), которые полностью включены в настоящую заявку посредством ссылки. В дополнительном или альтернативном варианте осуществления фильтрующий участок 412 может содержать нити табакосодержащего материала, какие описаны в патенте США №5025814, который полностью включен в настоящую заявку посредством ссылки.
Курительное изделие 400 может содержать средство разбавления, такое как серия перфорационных отверстий 426, каждое из которых может проходить через ободковую бумагу 424 фильтрующего элемента и оберточный материал, как показано на чертеже, и/или может доходить до субстарата или проходить в субстрат.
При использовании курильщик поджигает поджигаемый конец 402 курительного изделия 400 при помощи спички или зажигалки аналогично тому, как поджигают традиционные курительные изделия, таким образом, что тепловырабатывающий элемент 408, расположенный на поджигаемом конце 402, воспламеняется. Мундштучный конец 404 курительного изделия 400 курильщик размещает между губ. Курильщик вдыхает продукты термического распада (например, компоненты табачного дыма), образуемые системой генерации аэрозоля, которые через курительное изделие 400, через фильтрующий участок 412 попадают в рот курильщика. Иными словами, при курении курительное изделие производит видимый основной вдыхаемый аэрозоль, который похож на основной вдыхаемый табачный дым традиционных сигарет, которые сжигают резаный табачный наполнитель.
Непосредственное поджигание приводит в действие тепловырабатывающий элемент 408 участка 406 выработки тепла таким образом, что он предпочтительно воспламеняется или активируется иным образом (например, начинает гореть или тлеть). Тепловырабатывающий элемент 408 в системе генерации аэрозоля после воспламенения вырабатывает тепло для испарения аэрозолеобразующего материала, находящегося в участке 414 генерации аэрозоля, которое происходит в результате теплообмена между этими двумя сегментами. Определенные тепловырабатывающие элементы не уменьшаются в объеме при активизации, тогда как другие могут разлагаться таким образом, что это приводит к уменьшению объема. В предпочтительном варианте осуществления изобретения компоненты участка 414 генерации аэрозоля не претерпевают термического распада (например, обугливания или сгорания) в какой-либо значительной степени. Испаряемые компоненты увлекаются потоком воздуха, который втягивают через область генерации аэрозоля. Образованный таким образом аэрозоль курильщик втягивает через фильтрующий участок 412 в рот.
На ФИГ. 5 изображен способ блинтового тиснения тепловырабатывающего элемента продолговатого курительного изделия, в целом обозначенный номером 500. На первом этапе 502 проходящий в продольном направлении тепловырабатывающий элемент последовательно выдают в направлении обработки, причем тепловырабатывающий элемент имеет наружную поверхность и определяет продольную ось. На втором этапе 504 выполняют блинтовое тиснение тепловырабатывающего элемента путем его приема между проходящими в продольном направлении каналами противоположных первой и второй матриц механизма блинтового тиснения, причем каждый канал противоположных первой и второй матриц содержит разнесенные вдоль каналов выступы, и при этом выступы в каналах выполнены так, чтобы проходить непараллельно каналам и взаимодействовать совместно с тепловырабатывающим элементом для осуществления блинтового тиснения его наружной поверхности.
В некоторых аспектах последовательная выдача проходящего в продольном направлении тепловырабатывающего элемента включает в себя экструдирование тепловырабатывающего элемента в виде монолитного элемента углеродсодержащего материала.
В некоторых аспектах экструдирование единого углеродсодержащего материала включает в себя формирование множества разнесенных канавок в монолитном элементе вокруг его наружной окружности, причем канавки проходят в продольном направлении между противоположными первым и вторым концами тепловырабатывающего элемента.
В некоторых аспектах блинтовое тиснение тепловырабатывающего элемента посредством приема тепловырабатывающего элемента таким образом, что выступы в каналах механизма блинтового тиснения совместно взаимодействуют с тепловырабатывающим элементом для осуществления блинтового тиснения его наружной поверхности, включает в себя образование множества разнесенных в продольном направлении проходящих по окружности углублений между противоположными первым и вторым концами тепловырабатывающего элемента, каждое из которых проходит по окружности наружной поверхности тепловырабатывающего элемента.
В некоторых аспектах способ 500 дополнительно включает выравнивание первой матрицы и противоположной второй матрицы таким образом, чтобы выступы в каналах матриц были выровнены друг с другом, при этом матрицы совместно взаимодействуют с тепловырабатывающим элементом с формированием множества разнесенных углублений, причем множество разнесенных углублений, проходящих вокруг первого и второго полуцилиндрических участков тепловырабатывающего элемента, выровнены друг с другом таким образом, что разнесенные углубления проходят непрерывно вокруг наружной поверхности тепловырабатывающего элемента.
В некоторых аспектах способ дополнительно включает выравнивание первой матрицы и противоположной второй матрицы таким образом, чтобы выступы в канале первой матрицы были смещены в направлении обработки относительно выступов в канале второй матрицы, при этом матрицы совместно взаимодействуют с тепловырабатывающим элементом с формированием множества разнесенных углублений, причем множество разнесенных в продольном направлении углублений, проходящих вокруг первого полуцилиндрического участка тепловырабатывающего элемента, смещены в направлении обработки относительно множества разнесенных в продольном направлении углублений, проходящих вокруг второго противоположного полуцилиндрического участка тепловырабатывающего элемента.
Множество модификаций и других аспектов изобретения, изложенных в настоящей заявке, могут быть очевидными для специалистов в данной области техники после ознакомления с вышеприведенными описаниями и сопроводительными чертежами. Например, специалистам в данной области техники понятно то, что варианты осуществления изобретения, не представленные в явной форме в настоящей заявке, могут быть реализованы в пределах объема настоящего изобретения, а также то, что характеристики, описанные в настоящей заявке для различных вариантов осуществления изобретения, могут быть объединены друг с другом и/или с техническими решениями, известными в настоящее время или разработанными в будущем, в пределах объема формулы изобретения, представленной в настоящей заявке. Таким образом, следует понимать, что настоящее изобретение не ограничено конкретными описанными в настоящей заявке аспектами, и что эквиваленты, модификации и другие аспекты включены в объем охраны настоящего изобретения, определенный прилагаемой формулой изобретения. Несмотря на то, что в настоящей заявке используются конкретные термины, они использованы только в родовом и описательном смысле, а не в целях ограничения.
| название | год | авторы | номер документа |
|---|---|---|---|
| КУРИТЕЛЬНОЕ ИЗДЕЛИЕ | 2016 |
|
RU2718359C2 |
| КУРИТЕЛЬНОЕ ИЗДЕЛИЕ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И ВЫРАБАТЫВАЮЩИЙ АЭРОЗОЛЬ КАРТРИДЖ | 2019 |
|
RU2826035C2 |
| УСТРОЙСТВО ДОСТАВКИ АЭРОЗОЛЯ С РАСХОДУЕМЫМ КАРТРИДЖЕМ И КАРТРИДЖ ДЛЯ ИСПОЛЬЗОВАНИЯ С ДЕРЖАТЕЛЕМ УСТРОЙСТВА ДОСТАВКИ АЭРОЗОЛЯ (ВАРИАНТЫ) | 2020 |
|
RU2839950C2 |
| ТЕПЛОВЫРАБАТЫВАЮЩИЙ СЕГМЕНТ ДЛЯ СИСТЕМЫ ОБРАЗОВАНИЯ АЭРОЗОЛЯ КУРИТЕЛЬНОГО ИЗДЕЛИЯ | 2016 |
|
RU2744289C2 |
| КУРИТЕЛЬНОЕ ИЗДЕЛИЕ И МУНДШТУК ДЛЯ НЕГО | 2016 |
|
RU2674975C1 |
| КУРИТЕЛЬНОЕ ИЗДЕЛИЕ С ОТСОЕДИНЯЕМЫМ КАРТРИДЖЕМ | 2019 |
|
RU2819580C2 |
| ДЕРЖАТЕЛЬ ДЛЯ УСТРОЙСТВА ДОСТАВКИ АЭРОЗОЛЯ С ОТСОЕДИНЯЕМЫМ КАРТРИДЖЕМ | 2020 |
|
RU2840682C2 |
| ПРИСПОСОБЛЕНИЕ, ВЫПОЛНЕННОЕ С ВОЗМОЖНОСТЬЮ ЗАРЯДКИ УСТРОЙСТВА ДОСТАВКИ АЭРОЗОЛЯ, И СООТВЕТСТВУЮЩИЙ СПОСОБ | 2017 |
|
RU2724682C2 |
| ТАРА, ИМЕЮЩАЯ ПО МЕНЬШЕЙ МЕРЕ ОДНУ ПОДВИЖНУЮ ПАНЕЛЬ | 2017 |
|
RU2760793C2 |
| АТОМАЙЗЕР И УСТРОЙСТВО ДОСТАВКИ АЭРОЗОЛЯ | 2019 |
|
RU2816751C2 |


Группа изобретений относится к системе для блинтового тиснения тепловырабатывающего элемента продолговатого курительного изделия и соответствующему способу. Система для блинтового тиснения тепловырабатывающего элемента продолговатого курительного изделия содержит выдачной механизм, выполненный с возможностью последовательной выдачи проходящего в продольном направлении тепловырабатывающего элемента вдоль направления обработки, причем тепловырабатывающий элемент имеет наружную поверхность и определяет продольную ось. Система дополнительно содержит механизм блинтового тиснения, содержащий первую матрицу и противоположную вторую матрицу, каждая из которых образует проходящий в продольном направлении канал. Каждый канал противоположных первой и второй матриц содержит разнесенные выступы и выполнен с возможностью приема между ними проходящего в продольном направлении тепловырабатывающего элемента от выдачного механизма. Выступы в каналах выполнены так, чтобы проходить непараллельно каналам и взаимодействовать совместно с тепловырабатывающим элементом для осуществления блинтового тиснения его наружной поверхности. Кроме того, предложен соответствующий способ. Изобретения направлены на обеспечение для курительного изделия непосредственного поджигания легкого воспламенения и устойчивого горения при использовании курильщиком. 2 н. и 11 з.п. ф-лы, 7 ил.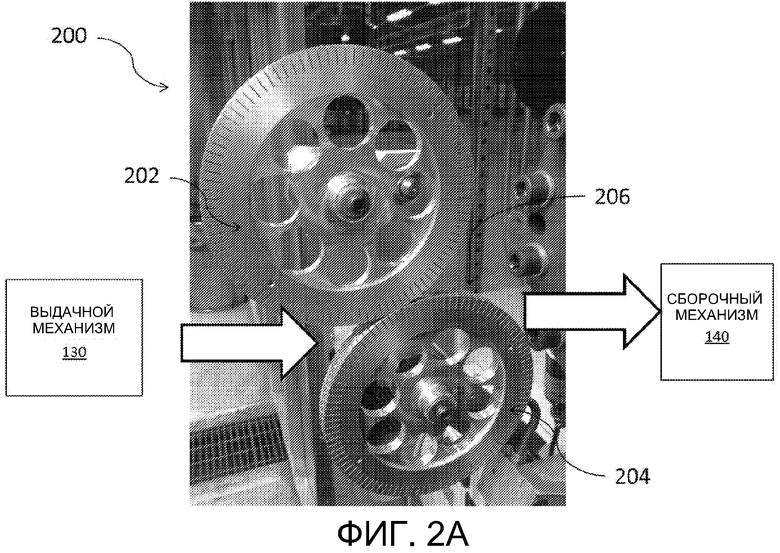
1. Система для блинтового тиснения тепловырабатывающего элемента продолговатого курительного изделия, содержащая:
выдачной механизм, выполненный с возможностью последовательной выдачи проходящего в продольном направлении тепловырабатывающего элемента вдоль направления обработки, причем тепловырабатывающий элемент имеет наружную поверхность и определяет продольную ось; и
механизм блинтового тиснения, содержащий первую матрицу и противоположную вторую матрицу, каждая из которых образует проходящий в продольном направлении канал,
причем каждый канал противоположных первой и второй матриц содержит разнесенные выступы и выполнен с возможностью приема между ними проходящего в продольном направлении тепловырабатывающего элемента от выдачного механизма, причем выступы в каналах выполнены так, чтобы проходить непараллельно каналам и взаимодействовать совместно с тепловырабатывающим элементом для осуществления блинтового тиснения его наружной поверхности.
2. Система по п. 1, дополнительно содержащая экструзионный механизм, выполненный с возможностью экструдирования тепловырабатывающего элемента в виде монолитного элемента углеродсодержащего материала.
3. Система по п. 2, в которой экструзионный механизм выполнен с возможностью формирования множества разнесенных канавок в монолитном элементе, причем канавки проходят в продольном направлении между противоположными первым и вторым концами тепловырабатывающего элемента.
4. Система по п. 3, в которой выступы в каналах механизма блинтового тиснения выполнены с возможностью совместного взаимодействия с тепловырабатывающим элементом для осуществления блинтового тиснения его наружной поверхности и образования множества разнесенных углублений между противоположными первым и вторым концами тепловырабатывающего элемента, каждое из которых проходит по окружности его наружной поверхности.
5. Система по п. 4, в которой каждый из выступов в каналах механизма блинтового тиснения выполнен с возможностью осуществления блинтового тиснения либо первого полуцилиндрического участка, либо противоположного второго полуцилиндрического участка наружной поверхности тепловырабатывающего элемента с образованием множества разнесенных углублений, проходящих вокруг либо первого полуцилиндрического участка, либо противоположного второго полуцилиндрического участка.
6. Система по п. 5, в которой первая матрица и противоположная вторая матрица выровнены таким образом, что выступы в каналах каждой матрицы выровнены друг с другом так, чтобы совместно взаимодействовать с тепловырабатывающим элементом таким образом, чтобы формируемое множество разнесенных углублений, проходящих вокруг первого и второго полуцилиндрических участков, были выровнены друг с другом, и чтобы разнесенные углубления проходили непрерывно по окружности наружной поверхности тепловырабатывающего элемента.
7. Система по п. 5, в которой первая матрица и противоположная вторая матрица выровнены таким образом, что выступы в канале первой матрицы смещены в направлении обработки относительно выступов в канале второй матрицы, и в которой первая и вторая матрицы совместно взаимодействуют с тепловырабатывающим элементом таким образом, что формируемое множество разнесенных углублений, проходящих вокруг первого полуцилиндрического участка, смещены в направлении обработки относительно формируемого множества разнесенных углублений, проходящих вокруг второго полуцилиндрического участка.
8. Способ блинтового тиснения тепловырабатывающего элемента продолговатого курительного изделия, включающий:
последовательную выдачу проходящего в продольном направлении тепловырабатывающего элемента вдоль направления обработки, причем тепловырабатывающий элемент имеет наружную поверхность и определяет продольную ось; и
блинтовое тиснение тепловырабатывающего элемента посредством приема тепловырабатывающего элемента между проходящими в продольном направлении каналами первой матрицы и противоположным проходящим в продольном направлении каналом второй матрицы механизма блинтового тиснения,
причем каждый канал противоположных первой и второй матриц содержит разнесенные выступы, которые выполнены так, чтобы проходить непараллельно каналам и взаимодействовать совместно с тепловырабатывающим элементом для осуществления блинтового тиснения его наружной поверхности.
9. Способ по п. 8, в котором последовательная выдача проходящего в продольном направлении тепловырабатывающего элемента включает в себя экструдирование тепловырабатывающего элемента в виде монолитного элемента углеродсодержащего материала.
10. Способ по п. 9, в котором экструдирование единого углеродсодержащего материала включает в себя формирование множества разнесенных канавок в монолитном элементе, причем канавки проходят в продольном направлении между противоположными первым и вторым концами тепловырабатывающего элемента.
11. Способ по п. 10, в котором прием тепловырабатывающего элемента таким образом, что выступы в каналах механизма блинтового тиснения совместно взаимодействуют с тепловырабатывающим элементом для осуществления блинтового тиснения его наружной поверхности, включает в себя образование множества разнесенных углублений между противоположными первым и вторым концами тепловырабатывающего элемента, каждое из которых проходит по окружности наружной поверхности тепловырабатывающего элемента.
12. Способ по п. 11, дополнительно включающий выравнивание первой матрицы и противоположной второй матрицы таким образом, чтобы выступы в каналах каждой матрицы были выровнены друг с другом, при этом матрицы совместно взаимодействуют с тепловырабатывающим элементом с формированием множества разнесенных углублений, причем множество разнесенных углублений, проходящих вокруг первого и второго полуцилиндрических участков, выровнены друг с другом таким образом, что разнесенные углубления проходят непрерывно по окружности наружной поверхности тепловырабатывающего элемента.
13. Способ по п. 11, дополнительно включающий выравнивание первой матрицы и противоположной второй матрицы таким образом, чтобы выступы в канале первой матрицы были смещены в направлении обработки относительно выступов в канале второй матрицы, при этом матрицы совместно взаимодействуют с тепловырабатывающим элементом с формированием множества разнесенных углублений, так что множество разнесенных углублений, проходящих вокруг первого полуцилиндрического участка, смещены в направлении обработки относительно множества разнесенных углублений, проходящих вокруг второго противоположного полуцилиндрического участка.
| US 5247947 A, 28.09.1993 | |||
| Устройство для крепления бандажа на корпусе печи | 1983 |
|
SU1330434A1 |
| EP 0545186 A2, 09.06.1993 | |||
| Способ приготовления лака | 1924 |
|
SU2011A1 |
| ИЗДЕЛИЕ, ГЕНЕРИРУЮЩЕЕ АЭРОЗОЛЬ, СОДЕРЖАЩЕЕ ТЕПЛОПРОВОДНЫЙ ЭЛЕМЕНТ, И ОБРАБОТКА ПОВЕРХНОСТИ | 2016 |
|
RU2639106C1 |
| КУРИТЕЛЬНОЕ ИЗДЕЛИЕ С ЗАКРЫТЫМ КОНЦОМ, СПОСОБЫ И АППАРАТ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2442507C2 |

