Область техники, к которой относится изобретение
Изобретение относится к режущему инструменту с зубом, имеющим вершину, которая для образования множества геометрически неопределенных режущих кромок покрыта режущими частицами.
Такие режущие инструменты с геометрически неопределенными режущими кромками, в отличие от лезвия пилы с геометрически определенными режущими кромками, часто используются для резки или распила не металла, а других материалов, как, например, стекло, графит, твердый каменный уголь, керамика, кремний, бетонные материалы, углепластик, спеченные материалы и природный камень.
Уровень техники
Абразивный режущий инструмент с зубом, вершина которого для образования множества геометрически неопределенных режущих кромок покрыта режущими частицами, известен из немецкого патента DE 69700910 T2. Вершина зуба имеет центральную продольную ось, плоский участок, первую примыкающую поверхность и вторую примыкающую поверхность. Первая примыкающая поверхность и вторая примыкающая поверхность непосредственно граничат с плоским участком. В варианте осуществления, показанном на фиг. 8, вершина зуба выполнена асимметричной.
Режущий инструмент с включенным в состав смазочным материалом известен из немецкой патентной заявки DE10/2010 062073 A1.
Способ получения абразивного инструмента известен из европейской патентной заявки EP 0569770 A1.
Режущий инструмент для обработки двух разных материалов известен из американской патентной заявки US 2017/0189977 A1.
Режущий инструмент с зубом, вершина которого для образования множества геометрически неопределенных режущих кромок покрыта режущими частицами, известна, например, как пильное полотно марки "DIAGRIT" фирмы-заявителя, из каталога Заявителя "PRÄZISIONS-SÄGEBÄNDER", выпуск 2017, с. 41. Вершина зуба имеет центральную продольную ось, плоский участок, первую примыкающую поверхность и вторую примыкающую поверхность. Первая примыкающая поверхность и вторая примыкающая поверхность непосредственно граничат с плоским участком. Обе примыкающие поверхности проходят на их соответствующей стороне от центральной продольной оси под одинаковым углом при вершине зуба относительно плоского участка. При этом угол при вершине зуба составляет около 0°, т.е. примыкающая поверхность проходит примерно параллельно центральной продольной оси вершины зуба.
Задача изобретения
В основе изобретения стоит задача разработать режущий инструмент, который позволит эффективно обрабатывать детали из различных материалов.
Решение
Согласно изобретению, задача изобретения решается с помощью признаков независимых пунктов формулы изобретения.
Дополнительные предпочтительные варианты осуществления изобретения можно найти в зависимых пунктах формулы.
Раскрытие изобретения
Изобретение относится к режущему инструменту с зубом, вершина которого для образования множества геометрически неопределенных режущих кромок покрыта режущими частицами. Вершина зуба выполнена асимметричной.
Кроме того, изобретение относится к способу резки двух деталей из разных материалов всего одним режущим инструментом с зубом, вершина которого, выполненная асимметричной, покрыта режущими частицами для образования множества геометрически неопределенных режущих кромок. Режущий инструмент в первой ориентации вводится в режущий станок, оснащенный двигателем. Затем первую деталь из первого материала разрезают режущим инструментом в первой ориентации, приводя режущий инструмент в первое направление движения.
Затем, согласно первому варианту a, двигатель переключается для приведения режущего инструмента в противоположное, второе направление движения, после чего вторая деталь из другого, второго материала режется режущим инструментом в первой ориентации.
Согласно второму варианту b, вместо этого режущий инструмент извлекается из режущего станка, и режущий инструмент вводится в режущий станок во второй, противоположной ориентации. Затем вторую деталь из другого, второго материала обрабатывают режущим инструментом во второй ориентации, приводя режущий инструмент в первое направление движения.
Определения
Признак "асимметричная конфигурация вершины зуба" следует понимать как означающий, что вершина зуба выполнена асимметрично относительно своей основной геометрии без учета режущих частиц. Вершина зуба выполнена асимметричной в плоскости основной длины режущего инструмента. Плоскость основной длины режущего инструмента соответствует, например, плоскости чертежа на фигурах 2 и 5. Направление движения режущего инструмента и высота зуба лежат в плоскости основной длины. В плоскости основной длины находится также центральная продольная ось вершины зуба, которая в случае основы в форме ленты проходит перпендикулярно направлению движения режущего инструмента. Таким образом, асимметричная вершина зуба выполнена так, что она на первой стороне от продольной центральной оси имеет другую конфигурацию, чем на противоположной, второй стороне от центральной продольной оси.
Другими словами, вершина зуба, если смотреть на виде сбоку в направлении движения режущего инструмента, выполнена асимметрично таким образом, что величина угла первой поверхности вершины зуба, которая при резке в первом направлении движения режущего инструмента первой входит в контакт с деталью, не равна величине угла второй поверхности вершины зуба, которая первой входит в контакт с деталью при резке во втором, противоположном направлении движения режущего инструмента.
Вершина зуба имеет центральную продольную ось, плоский участок, первую примыкающую поверхность и вторую примыкающую поверхность. Первая примыкающая поверхность и вторая примыкающая поверхность граничат с плоским участком напрямую или опосредовано. Первая примыкающая поверхность проходит на первой стороне от центральной продольной оси под первым углом при вершине зуба, имеющим первое значение, к плоскому участку. Вторая примыкающая поверхность проходит на второй, противоположной стороне от центральной продольной оси под вторым углом при вершине зуба, имеющим другое, второе значение, к плоскому участку. Углы при вершине зуба отличаются друг от друга значениями, в результате чего вершина зуба является асимметричной.
Примыкающая поверхность, передняя в направлении движения режущего инструмента, по своему расположению соответствует режущей поверхности вершины зуба пильного полотна. Следующая в направлении движения режущего инструмента примыкающая поверхность по своему расположению соответствует задней поверхности вершины зуба пильного полотна. Если направление движения или ориентация режущего инструмента меняется на противоположную, функциональность примыкающих поверхностей также соответственно меняется на противоположную.
Угол при вершине зуба передней в направлении движения режущего инструмента примыкающей поверхности соответствует по своему расположению переднему углу резания вершины зуба пильного полотна. Угол при вершине зуба следующей в направлении движения режущего инструмента примыкающей поверхности соответствует по своему расположению заднему углу вершины зуба пильного полотна. Если направление движения или ориентация режущего инструмента меняется на противоположную, функциональность угла при вершине также соответственно меняется на противоположную.
При отрицательном угле при вершине зуба примыкающая поверхность вершины зуба, передняя в направлении движения режущего инструмента, наклонена назад. При положительном угле при вершине зуба примыкающая поверхность вершины зуба, следующая в направлении движения режущего инструмента, наклонена вперед. Положительный угол при вершине зуба более агрессивен с точки зрения режущей способности, чем отрицательный угол при вершине зуба. Для пояснения следует обратиться к фиг.8, на которой первая примыкающая поверхность 8 проходит под отрицательным углом при вершине зуба.
Производственный процесс, выполняемый с помощью режущего инструмента, в соответствии с DIN 8589-0 называется резанием. Согласно этому стандарту, различают резку с геометрически определенными режущими кромками и резку с геометрически неопределенными режущими кромками. К резке с геометрически определенными режущими кромками в соответствии с DIN 8589-6 относится также пиление. Представленный в настоящем документе режущий инструмент работает с геометрически неопределенными режущими кромками, поэтому он не является пильным инструментом в соответствии с вышеупомянутыми стандартами. По этой причине в данной заявке используется более общий термин "режущий инструмент". На практике режущие инструменты из этой области техники с режущими частицами называют также лентой пилы или пильным полотном.
Под режущими частицами в настоящей заявке понимаются частицы, которые приводят к разрезанию детали. Они состоят из режущего материала или содержат такой материал. Режущий материал означает материал, который подходит для резки и снятия стружки с деталей. Таким образом, режущие частицы одновременно являются частицами режущего материала.
Под буферными частицами в настоящей заявке понимаются частицы, присутствие и расположение которых приводит к образованию промежутков между режущими частицами и, которые, таким образом, образуют буфер между режущими частицами. Буферные частицы не приводят к резке детали, по крайней мере в конечном счете, поэтому они не являются режущими частицами. Буферные частицы могут состоять из различных материалов. Однако возможно также, что буферные частицы состоят из режущего материала или включают его. В этом случае буферные частицы являются частицами режущего материала, но не режущими частицами.
Новый режущий инструмент представляет собой режущий инструмент "два в одном", у которого стороны зубьев или вершины зубьев имеют разную конфигурацию для эффективной резки различных материалов. Из-за асимметрии вершины зуба его разные стороны выполняют разные задачи или назначения. Одна сторона вершины зуба оптимизирована для обработки первой группы материалов, а другая сторона оптимизирована для обработки другой, второй группы материалов.
При резке вращающимся режущим инструментом направление привода определяет, какая из двух сторон вершины зуба будет контактировать с обрабатываемой деталью для образования стружки или фрагментации детали. Это та сторона, которая, если смотреть в направлении движения режущего инструмента, является передней. Другая сторона, следующая в направлении движения, сначала является неактивной. Но теперь эта неактивная сторона может активироваться и использоваться для резки другого, второго материала, для этого либо меняют на противоположное направление привода и, тем самым, направление движения режущего инструмента, либо режущий инструмент вставляют в режущий станок в противоположной, второй ориентации. Тогда вторая сторона вершины зуба становится активной, а первая сторона неактивной.
Подлежащие резке материалы представляют собой, в частности, неметаллические неорганические материалы и композиционные материалы. Это может быть, в частности, стекло, графит, твердый каменный уголь, керамика, кремний, бетонные материалы, углепластик, спеченные материалы и природный камень. Но это может быть также и металл.
Некоторые из этих материалов имеют довольно сильно отличающиеся свойства, в результате чего некоторые материалы могут быть лучше обработаны при положительном угле при вершине зуба или угле при вершине зуба около 0°, а другие материалы лучше режутся при отрицательном угле при вершине зуба.
Так, можно, например, предназначить одну из примыкающих поверхностей на одной стороне для хрупких материалов, а другую примыкающую поверхность, на другой стороне, для пластичных (вязких) материалов.
К хрупким материалам относятся, в частности, керамика, кремний, стекло, чугун, бетон, строительный кирпич, природные камни, хрупкие металлы и бакелит. К пластичным материалам относятся, в частности, пластичный бетон, ковкий чугун и ковкие металлы. Пластичные материалы, т.е. материалы с высокой ударной вязкостью, демонстрируют хорошую упругопластическую деформируемость перед разрушением.
В случае хрупких материалов предпочтительно сформировать и использовать режущий инструмент таким образом, чтобы он резал посредством вершины зуба с поверхностью, передней в направлении движения, имеющей отрицательный угол при вершине зуба. Более щадящий режим резания, достигаемый в этом случае, снижает или исключает риск поломки детали во время обработки.
В случае пластичных материалов предпочтительно сформировать и использовать режущий инструмент таким образом, чтобы он резал посредством вершины зуба с передней поверхностью в направлении движения, имеющей положительный угол при вершине зуба или угол при вершине зуба, равный 0°. Более агрессивный режим резки, достигаемый таким способом, хорошо подходит для быстрой обработки таких вязких и твердых материалов.
Первый угол при вершине зуба < 0°, а второй угол при вершине зуба ≥ 0°. Таким образом, углы при вершине зуба различаются по величине, в результате чего вершина зуба является асимметричной.
Первый угол при вершине зуба может составлять, в частности, от <0° до -80°, а второй угол при вершине зуба от 0° до 20°.
Первый угол при вершине зуба может составлять от -1° до -75°, в частности, от -1° до -73°, в частности, от -1° до -71°, в частности, от -40° до -80°, в частности, от -40° до -75°, в частности, от -40° до -70°, в частности, от -40° до -50°, в частности, от -42° до -48°, в частности, примерно -45°. Второй угол при вершине зуба может составлять от 0° до 15°, в частности, от 0° до 12°, в частности, от 0° до 10°, в частности, от 3° до 13°, в частности, от 5° до 15°, в частности, от 8° до 12°, в частности, примерно 10°.
Примыкающие поверхности (или режущие поверхности) вершины зуба могут быть выполнены как плоские или неплоские поверхности. При отрицательном угле при вершине зуба соответствующая активная примыкающая поверхность выполняется, в частности, плоской. В случае положительного угла при вершине зуба соответствующая активная примыкающая поверхность выполняется, в частности, по меньшей мере частично, неплоской. Так что можно, например, чтобы примыкающая поверхность в ее части, обращенной от несущей основы зубьев, была выполнена плоской, а затем переходила в круговую или иную криволинейную область.
Вершины зубьев нового режущего инструмента могут быть покрыты по меньшей мере двумя разными типами частиц, которые имеют разные свойства и которые выполняют разные функции.
Частицы первого типа представляют собой режущие частицы из режущего материала, которые хорошо известны из уровня техники. Режущие частицы обеспечивают разрезание детали. Новый, второй тип частиц представляет собой буферные частицы, которые используются для увеличения среднего расстояния между режущими частицами.
В уровне техники при покрытии вершины зуба режущего инструмента режущими частицами возникает проблема в том, что образуются так называемые скопления с большим числом режущих частиц на единицу площади и, таким образом, с очень высокой плотностью упаковки. В результате при резке в этой зоне большое число геометрически неопределенных режущих кромок входит в контакт с обрабатываемым материалом, что приводит к снижению производительности резки. Это делает усилие подачи слишком большим, что, в свою очередь, приводит к отклонению режущего инструмента в сторону. В результате не достигается желаемый прямой разрез. Чтобы противодействовать этому, можно использовать более высокую скорость подачи. Однако это приводит к тому, что в других зонах, где плотность упаковки режущих частиц ниже, эти режущие частицы подвергаются воздействию слишком высокого срезывающего усилия и поэтому изнашиваются быстрее. Это сокращает срок службы режущего инструмента.
Кроме того, в уровне техники существует проблема в том, что при такой высокой плотности упаковки режущих частиц не хватает места для стружки, снятой с подлежащего резке материала, и поэтому она не выносится из канала резания в требуемом объеме.
Теперь же, благодаря новым буферным частицам нового режущего инструмента эти недостатки предшествующего уровня техники устраняются или существенно уменьшаются. Буферные частицы предотвращают или существенно снижают образование скоплений и чрезмерно высокой плотности упаковки режущих частиц. Буферные частицы образуют своего рода разделитель между режущими частицами, так что между геометрически неопределенными режущими кромками режущих частиц достигаются желаемые расстояния.
То, что буферные частицы находятся между режущими частицами, не следует понимать так, что каждая буферная частица должна находиться точно между двумя соседними режущими частицами. Точное расположение частиц как результат производственного процесса обычно является стохастическим, так что рядом друг с другом могут также располагаться несколько буферных частиц и/или несколько режущих частиц. Однако возможен и другой вариант расположения буферной частицы точно между двумя режущими частицами.
Когда буферные частицы удаляются позднее в процессе производства, в отдельном процессе пуска или только в начале резки, между режущими частицами создается необходимое свободное пространство для удаления снятого материала из канала резки.
Режущие частицы и буферные частицы имеют разные физические свойства. Они состоят из разных материалов и/или были обработаны по-разному, так что они отличаются по меньшей мере одним физическим свойством, что позволяет частицам выполнять разные функции.
Разные физические свойства режущих частиц и буферных частиц выбираются и используются так, чтобы соответствующие частицы обеспечивали желаемую функцию. В случае буферных частиц это означает, что изначально образованные ими геометрически неопределенные режущие кромки позднее становятся неэффективными или удаляются.
Первая возможность заключается в том, что буферные частицы имеют более низкую твердость, чем режущие частицы. Польза от этой более низкой твердости заключается в том, что буферные частицы в процессе, которому подвергаются также и режущие частицы, сдираются или удаляются, тогда как режущие частицы остаются. Этот процесс может состоять в использовании режущего инструмента для собственно резки или представлять собой другой отдельный процесс, предусмотренный для этой цели. Например, это может быть этап в процессе производства режущих инструментов, на котором буферные частицы полностью или частично удаляются.
Альтернативно или дополнительно, буферные частицы могут иметь более низкую теплостойкость, чем режущие частицы. Польза от этой более низкой теплостойкости заключается в том, что режущий инструмент подвергается процессу нагревания, при котором устанавливается такая высокая температура, которая приводит к полному или частичному удалению буферных частиц, тогда как режущие частицы сохраняются.
Альтернативно или дополнительно, буферные частицы могут также иметь более низкую химическую стойкость, чем режущие частицы. Польза от этой более низкой химической стойкости заключается в том, что режущий инструмент подвергается химическому процессу, при котором некое вещество сталкивается с частицами обоих типов, что приводит к полному или частичному удалению буферных частиц, тогда как режущие частицы сохраняются.
Режущие частицы и буферные частицы могут быть частично внедрены в металлический слой, в частности, электроосажденный слое или слой, нанесенный путем химического осаждения металла. Таким образом, покрытие вершины зуба режущими частицами и буферными частицами реализуется в рамках гальванического процесса или процесса химического осаждения металла, в котором на вершине зуба создается слой металла, и режущие частицы и буферные частицы частично фиксируются в металлическом слое таким образом, что одна часть их поверхности прочно закреплена в металлическом слое, а другая часть их поверхности выступает наружу из металлического слоя, чтобы при использовании режущего инструмента геометрически неопределенные режущие кромки режущих частиц могли вступать в контакт с материалом обрабатываемой детали.
Металлический слой состоит из металла, в частности, никеля, хрома или меди, который нанесен на вершину зуба в виде ионов металла при электроосаждении или химическом осаждении металла. При этом ионы металла и металл металлического слоя не являются буферными частицами. Буферные частицы представляют собой дополнительные частицы, которые следует отличать от ионов металла и металла металлического слоя.
Однако режущие частицы и буферные частицы могут быть также частично внедрены в связующий слой другого типа. В частности, могут использоваться следующие типы связки: связка на основе полимерной смолы, связка на основе керамики, связка на основе спеченного металла и гальваническая связка.
Покрытая часть вершины зуба может на примерно 10-60%, в частности, на примерно 10-50%, в частности, на примерно 20-50%, в частности, на примерно 30-50% состоять из буферных частиц. Эта доля рассчитана на покрытую площадь вершины зуба, а не на всю площадь вершины зуба. Обычно на вершине зуба имеются также области, которые не покрыты ни режущими частицами, ни буферными частицами. Таким образом, если вершина зуба покрыта металлическим слоем, как это пояснялось выше, то свободные от режущих и буферных частиц области также покрыты металлическим слоем. При примерно одинаковом размере режущих частиц и буферных частиц процентная доля покрытой части вершины зуба приблизительно соответствует соотношению этих частиц в смеси, которая предусматривается для процесса нанесения покрытия. Вышеуказанные численные диапазоны обеспечивают, учитывая стохастичность распределения, что между режущими частицами будут достигнуты достаточно большие расстояния, чтобы избежать вышеописанных отрицательных эффектов во время резки.
Режущие частицы и буферные частицы могут иметь примерно одинаковый средний размер. Как указано выше, в таком случае соотношение компонентов в смеси перед процессом нанесения покрытия примерно соответствует соотношению частиц на покрытой вершине зуба. Но также возможно, чтобы режущие частицы и частицы буфера имели разные средние размеры.
Средний размер режущих частиц и средний размер буферных частиц может составлять примерно от 60 до 800 мкм, в частности, примерно от 100 до 800 мкм, в частности, примерно от 200 до 800 мкм, в частности, примерно от 300 до 800 мкм, в частности, примерно от 400 до 800 мкм, в частности, примерно от 500 до 800 мкм, в частности, примерно от 500 до 700 мкм, в частности, примерно 600 мкм. Такие порядки величин гарантируют, что режущие частицы обеспечат желаемые геометрически неопределенные режущие кромки и будут отделены друг от друга желаемым образом буферными частицами.
Режущие частицы могут быть твердыми или высокотвердыми.
Под твердыми режущими частицами понимаются, в частности, частицы из корунда (Al2O3) или карбида кремния (SiC).
Высокотвердые режущие частицы могут содержать монокристаллический алмаз (MKD), поликристаллический алмаз (CVD-D), поликристаллический алмаз (PKD), кубический нитрид бора (CBN), минералокерамический режущий материал, твердый сплав или их комбинации.
Буферные частицы могут содержать монокристаллический алмаз (MKD), поликристаллический алмаз (CVD-D), поликристаллический алмаз (PKD), кубический нитрид бора (CBN), карбид кремния, минералокерамический режущий материал, твердый сплав, полимерный материал, стекло, керамику, карбид бора, никель, медь или их комбинации.
Режущие частицы могут содержать кубический нитрид бора (CBN), а буферные частицы алмаз. Поскольку алмаз растворяется, начиная с примерно 720°C, а CBN стабилен при этой температуре, в этом случае для полного или частичного удаления буферных частиц используется более низкая теплостойкость.
Режущие частицы могут содержать алмаз, карбид кремния, минералокерамический режущий материал, твердый сплав или их комбинации, а буферные частицы могут содержать полимерный материал, стекло, керамику, карбид бора, никель, медь или комбинации.
Вершина зуба может быть сформирована как изготавливаемый отдельно насаженный элемент или как часть такого элемента. Насаженный элемент через зону соединения прочно связан с остальной частью зуба. Подходящими способами соединения являются, например, приклеивание, припаивание или приваривание.
Первая примыкающая поверхность насаженного элемента, образующая заднюю вершину зуба, может быть выполнена по существу совпадающей с непосредственно граничащей областью первой примыкающей поверхности остальной части зуба. Но она может быть также выполнена и по-другому. Это же относится и ко второй примыкающей поверхности.
Насаженный элемент выполнен асимметричным, чтобы образовать асимметричную вершину зуба. Непосредственно граничащая область первой примыкающей поверхности остальной части зуба также может быть асимметричной. Но она также может быть выполнена и симметричной.
Насаженный элемент может быть образован как спеченный элемент. Спеченный элемент состоит из смеси связующего и режущих частиц. Связующее может представлять собой, например, медь, кобальт, железо, бронзу, никель или их смеси. Кроме того, могут присутствовать буферные частицы.
Разумеется, режущий инструмент имеет не один зуб, выполненный таким способом, но большое число, в частности, множество таких зубьев. При этом речь может идти обо всех зубьях режущего инструмента. Однако возможно также, что на режущем инструменте имеются зубья и другой конструкции.
Режущий инструмент содержит несущую основу зубьев, на которой находятся зубья. Зубья могут быть выполнены с несущей основой как одно целое или отдельно от нее. В последнем случае зубья или вершины зубьев подходящим способом, в частности, сваркой или пайкой, прочно соединены с несущей основой зубьев или основаниями зубьев. Несущая основа зубьев имеет форму вытянутой ленты или круглого диска. Другими словами, режущий инструмент представляет собой либо режущую ленту, похожую на пильное полотно, либо дисковое режущее полотно, подобное полотну циркулярной пилы.
Зубья могут быть распределены на несущей основе зубьев с постоянным шагом. Это означает, что расстояние между зубьями одинаковое. Но возможно также, чтобы зубья располагались на несущей основе зубьев с переменным шагом. Это означает, что расстояния между зубьями будут разными. При этом на режущем инструменте может иметься, в частности, от двух до десяти разных расстояний между зубьями.
Несущая основа зубьев выполнена из подходящего материала. В частности, это металлический материал. Примерами являются пружинная сталь и легированная термически улучшенная сталь.
Однако режущий инструмент может быть также другим режущим инструментом с геометрически неопределенными режущими кромками. Режущий инструмент может, в частности, представлять собой шлифовальный круг, абразивную ленту или другой инструмент для шлифования, хонингования, притирки, пескоструйной очистки или галтовки.
Подлежащие резке материалы представляют собой, в частности, неметаллические неорганические материалы и композиционные материалы. Имеются в виду, в частности, стекло, графит, твердый каменный уголь, керамика, кремний, бетонные материалы, углепластик, спеченные материалы и природный камень. Но это могут быть также и металлы.
Выгодные усовершенствования изобретения выявляются из формулы изобретения, описания и чертежей.
Указанные в описании преимущества признаков и комбинаций нескольких признаков приведены лишь для примера, они могут давать желаемый результат альтернативно или кумулятивно, без необходимости, чтобы преимущества достигались обязательно с помощью вариантов осуществления согласно изобретению.
Что касается объема раскрытия (не объема защиты) оригинальных документов заявки и патента, применимо следующее: дополнительные характеристики, в частности, представленные геометрические формы и относительные размеры нескольких компонентов относительно друг друга, а также их взаимное расположение и функциональное соединение, выявляются из чертежей. Возможна также, и настоящим предлагается, комбинация признаков разных вариантов осуществления изобретения или признаков разных пунктов формулы изобретения, отклоняющаяся от выбранных взаимосвязей пунктов формулы. Это также относится к тем признакам, какие показаны на отдельных чертежах или упомянуты при их описании. Эти признаки могут также комбинироваться с признаками других пунктов формулы изобретения. Аналогично, признаки, перечисленные в формуле изобретения, в других вариантах осуществления изобретения могут быть опущены, но это не относится к независимым пунктам формулы выданного патента.
Количество признаков, указанных в формуле изобретения и описании следует понимать так, что имеется именно это количество или большее количество, чем указано, без необходимости прямого использования выражения "по меньшей мере". Таким образом, когда говорится, например, о зубе, это следует понимать так, что имеется точно один зуб, два зуба или больше зубьев. Эти признаки могут быть дополнены другим признаками или быть единственными характеристиками, определяющими соответствующий продукт.
Обозначения позиций, имеющиеся в формуле изобретения, не ограничивают объем предмета, защищенного формулой. Они служат только для облегчения понимания формулы изобретения.
Краткое описание чертежей
Далее изобретение будет подробнее поясняться и описываться посредством представленных на фигурах предпочтительных примеров осуществления.
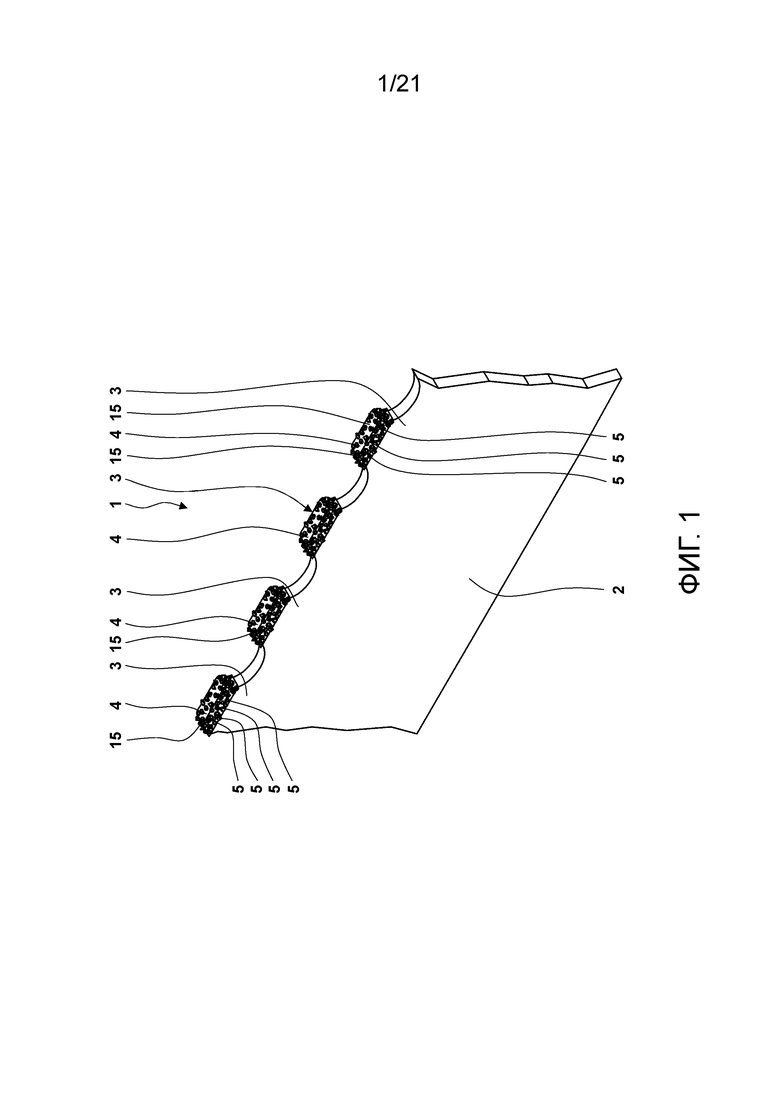
Фиг. 1 показывает вид в перспективе части первого примерного варианта осуществления нового режущего инструмента.
Фиг.2 показывает вид сбоку режущего инструмента с фиг. 1.
Фиг. 3 показывает вид сверху режущего инструмента с фиг. 1.
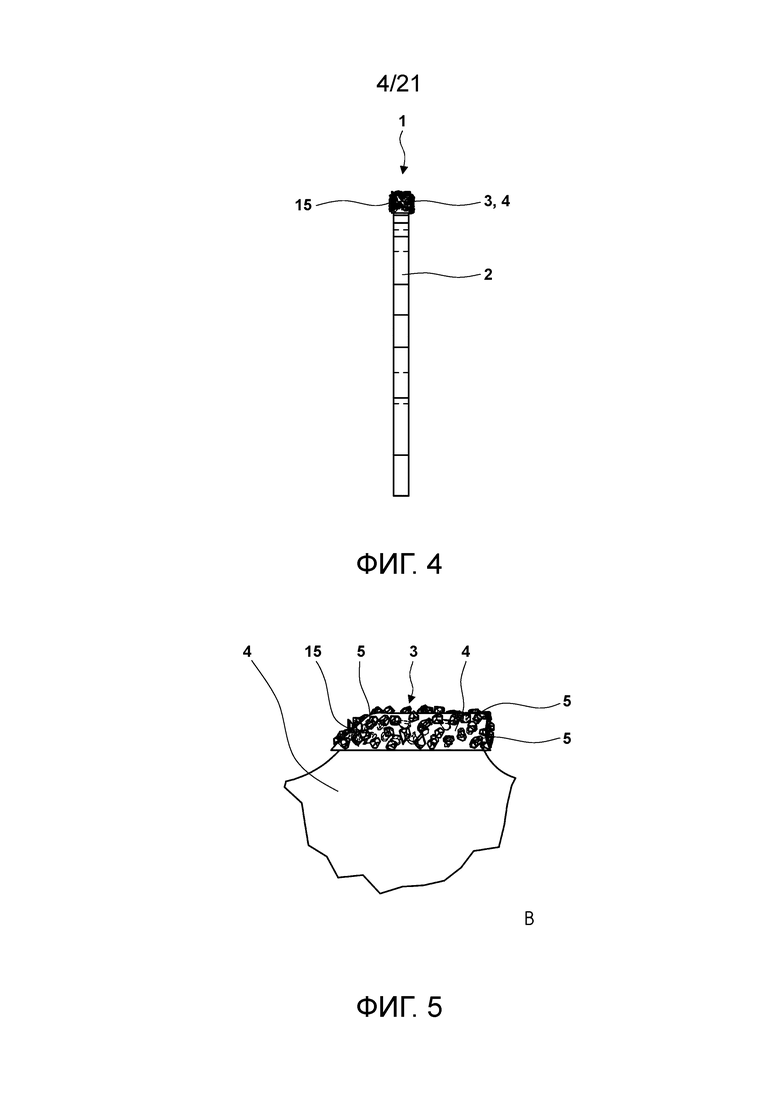
Фиг. 4 показывает вид спереди режущего инструмента с фиг. 1.
Фиг. 5 показывает фрагмент B режущего инструмента с фиг. 2.
Фиг. 6 показывает режущий инструмент с фиг. 1 без изображения режущих частиц.
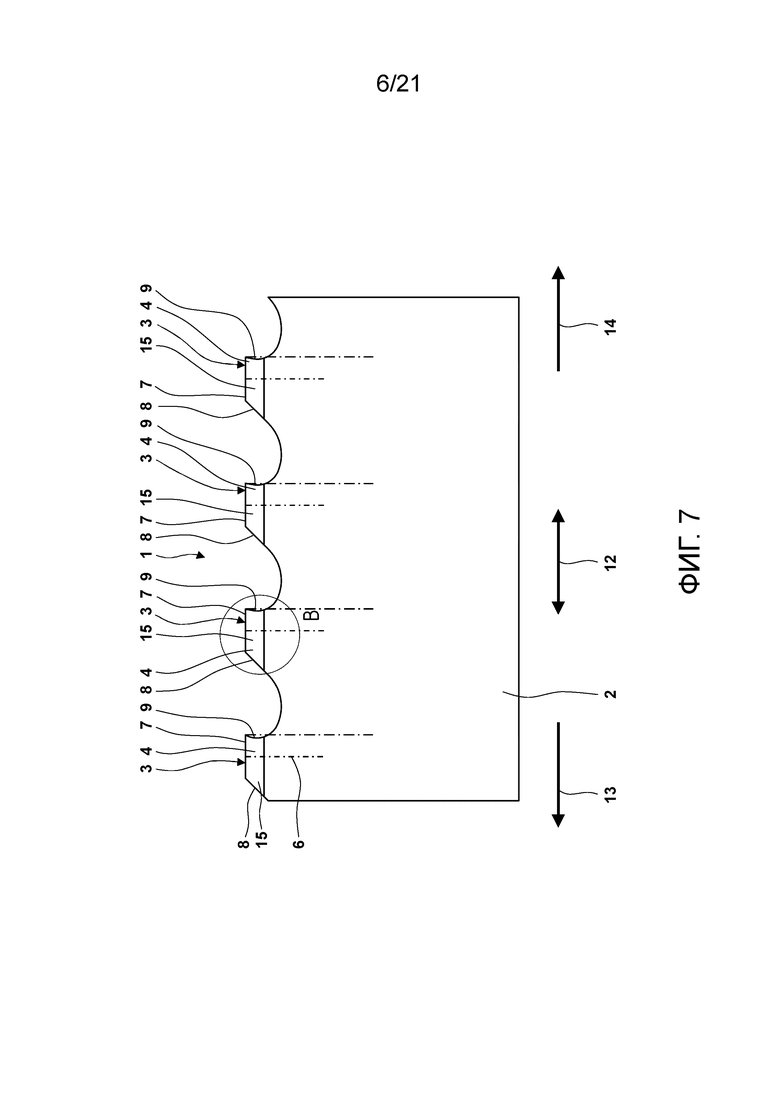
Фиг. 7 показывает режущий инструмент с фиг. 2 без изображения режущих частиц.
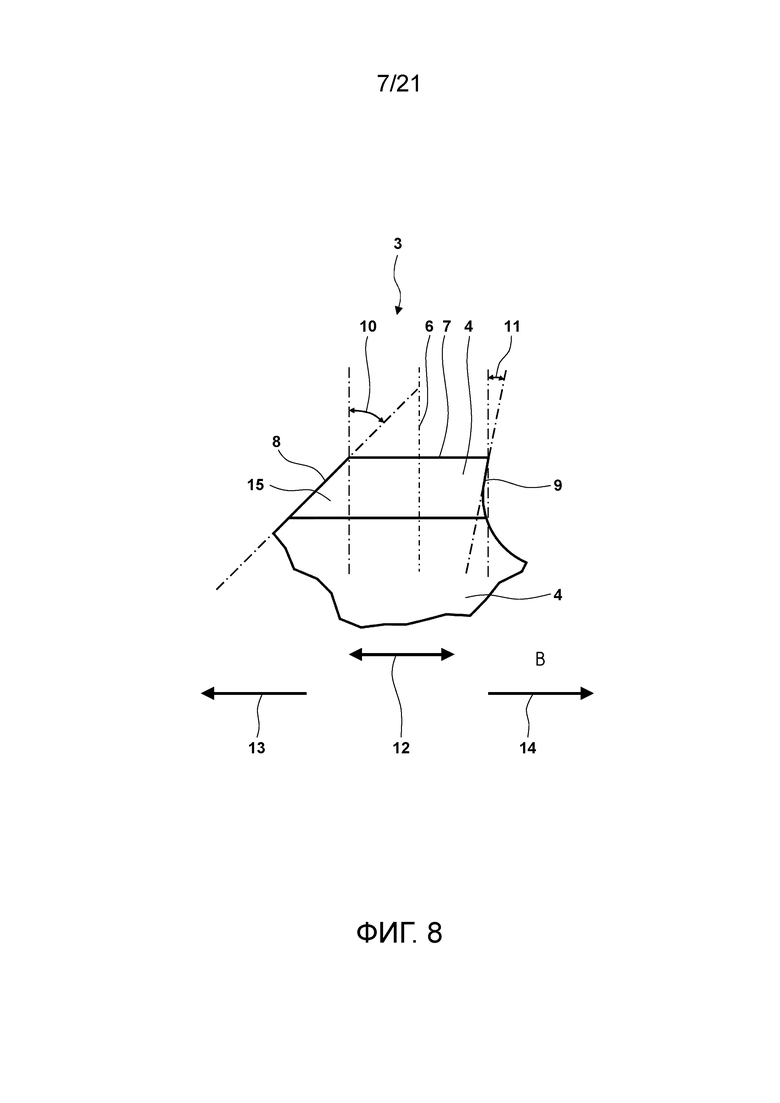
Фиг. 8 показывает фрагмент B с фиг. 5 без изображения режущих частиц.
Фиг. 9 показывает вид в перспективе второго примерного варианта осуществления нового режущего инструмента без изображения режущих частиц.
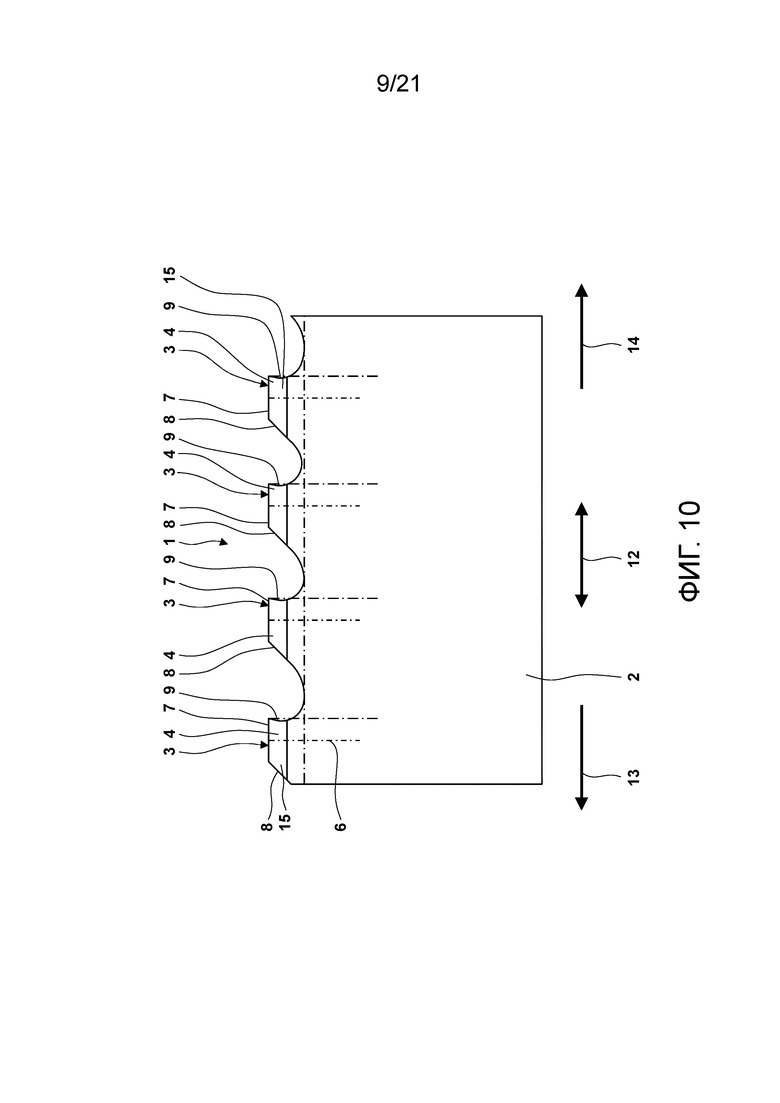
Фиг. 10 показывает вид сбоку режущего инструмента с фиг. 9.
Фиг. 11 показывает вид в перспективе третьего примерного варианта осуществления нового режущего инструмента без изображения режущих частиц.
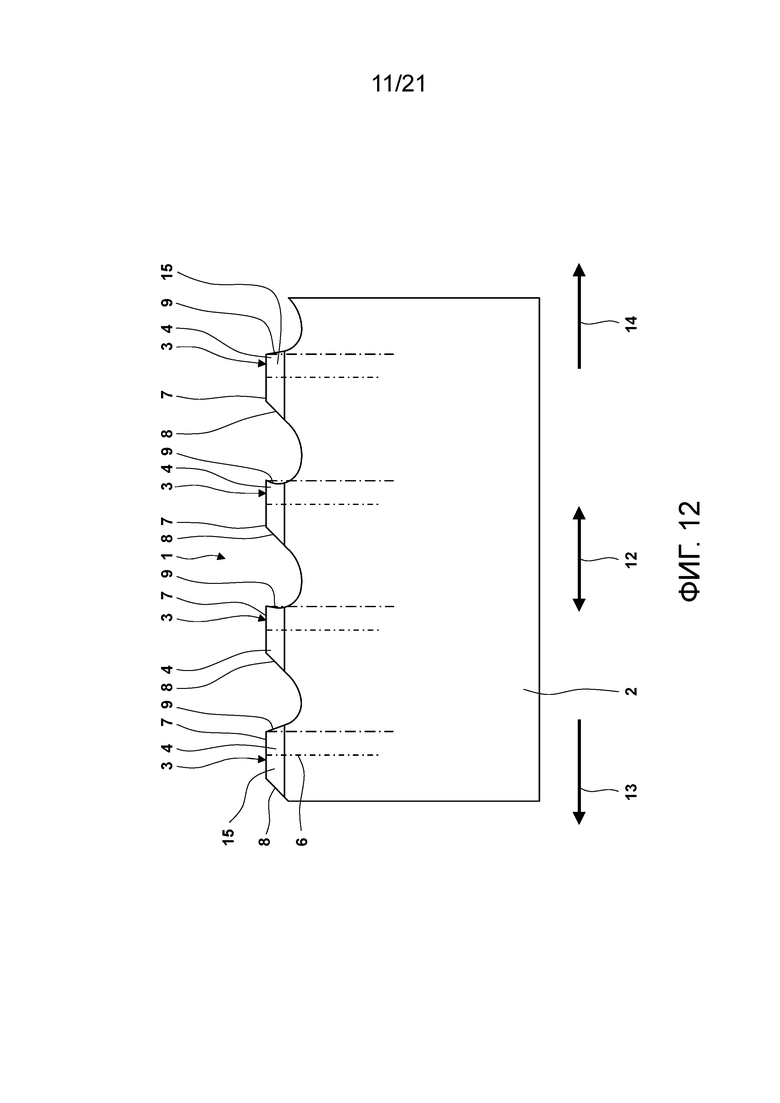
Фиг. 12 показывает вид сбоку режущего инструмента с фиг. 11.
Фиг. 13 показывает вид сбоку четвертого примерного варианта осуществления нового режущего инструмента без изображения режущих частиц.
Фиг. 14 показывает вид в перспективе части режущего инструмента с фиг. 13.
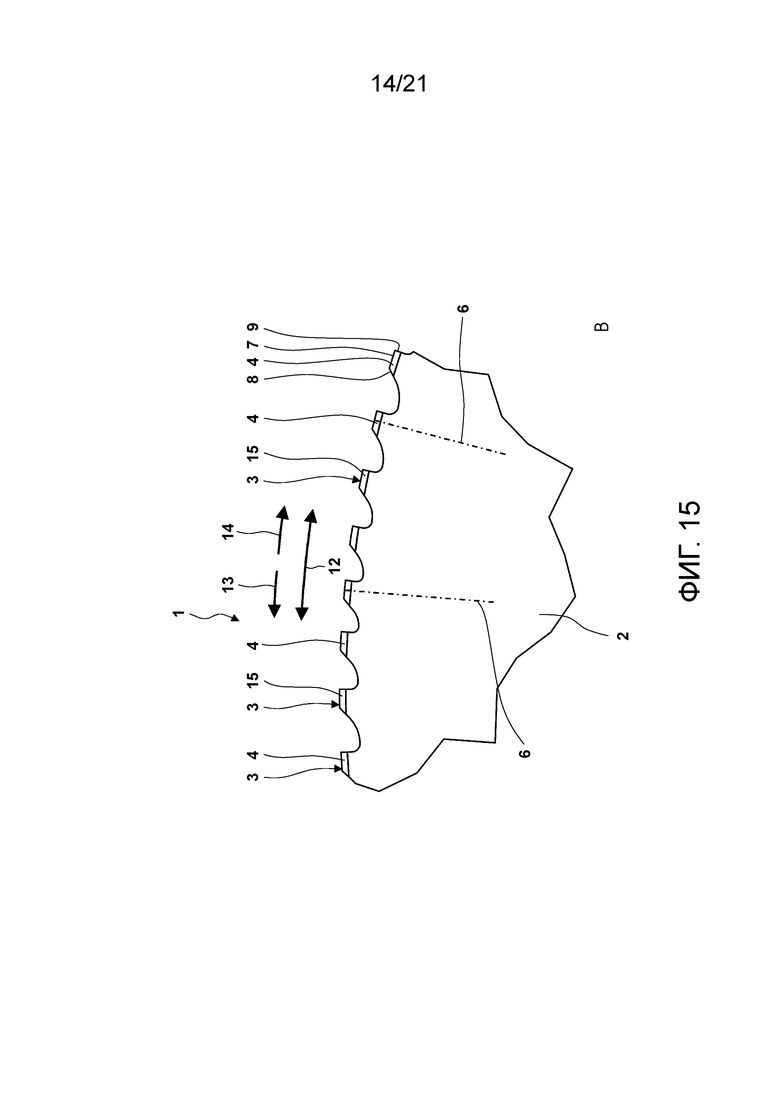
Фиг. 15 показывает фрагмент B с фиг. 13.
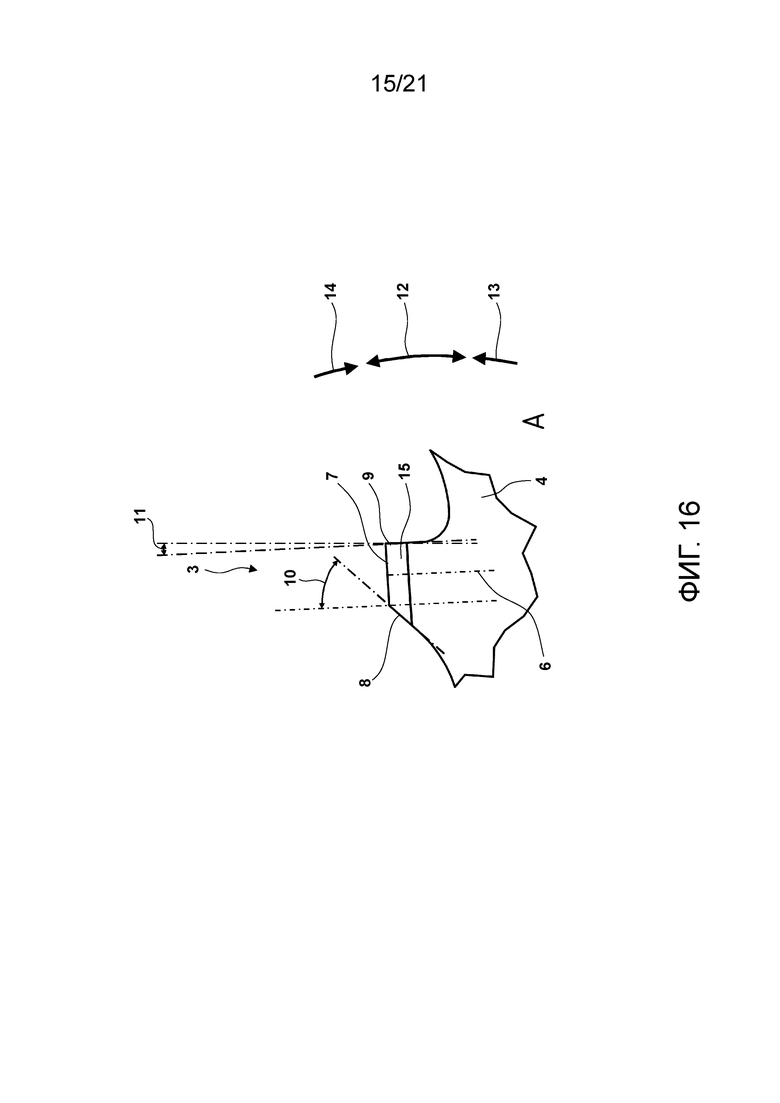
Фиг. 16 показывает фрагмент A с фиг. 13.
Фиг. 17 показывает вершину зуба в пятом примерном варианте осуществления нового режущего инструмента в виде спереди.
Фиг. 18 показывает фрагмент вершины зуба в пятом примерном варианте осуществления нового режущего инструмента.
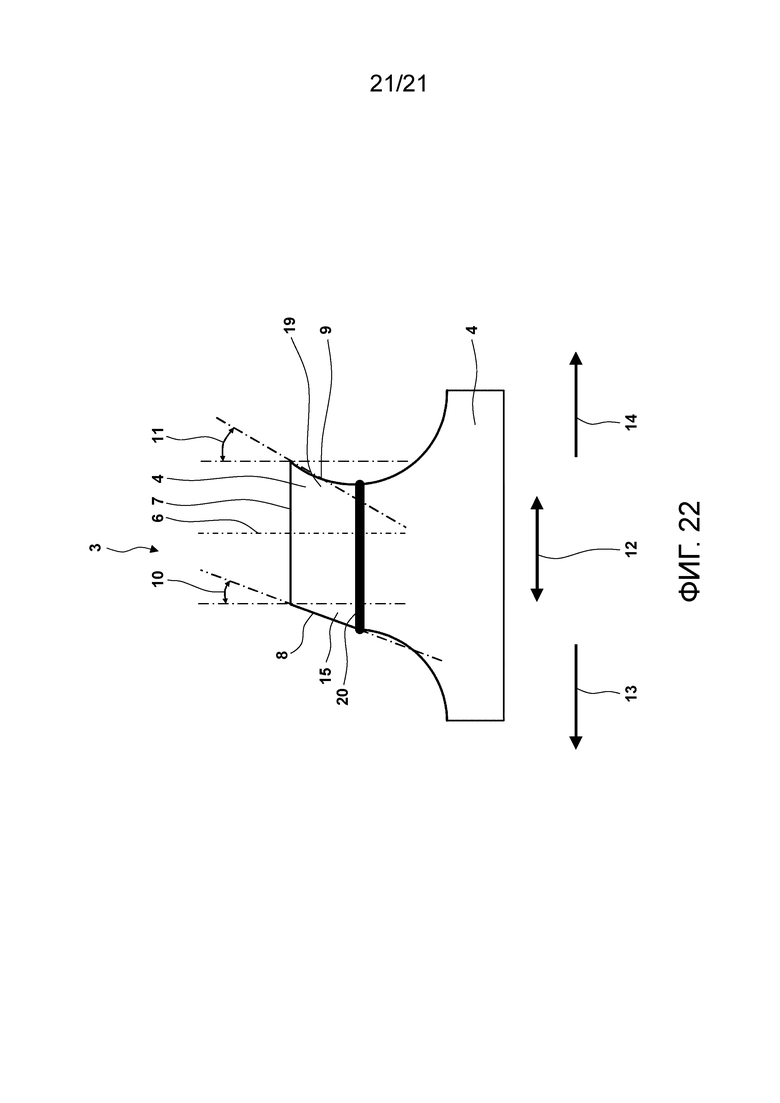
Фиг. 19 показывает соответствующий фиг. 8 подробный вид вершины зуба согласно еще одному примерному варианту осуществления нового режущего инструмента.
Фиг. 20 показывает соответствующий фиг. 8 подробный вид вершины зуба согласно еще одному примерному варианту осуществления нового режущего инструмента.
Фиг. 21 показывает соответствующий фиг. 8 подробный вид вершины зуба согласно еще одному примерному варианту осуществления нового режущего инструмента.
Фиг. 22 показывает соответствующий фиг. 8 подробный вид вершины зуба согласно еще одному примерному варианту осуществления нового режущего инструмента.
Осуществление изобретения
На фигурах 1-5 показаны различные виды первого примерного варианта осуществления нового режущего инструмента 1. Режущий инструмент 1 имеет несущую основу 2 зубьев. В данном случае он представляет собой вытянутый режущий инструмент 1 в виде ленты, из которого показан всего один фрагмент. Само собой разумеется, что режущий инструмент 1 простирается соответственно дальше за пределы показанных на фиг. 1 линий разрыва. Однако режущий инструмент 1 может также представлять собой режущий инструмент 1 в форме круглого диска. Следующие утверждения применимы и к такому варианту осуществления.
Режущий инструмент 1 имеет множество зубьев 3, расположенных на несущей основе 2. Зубья 3 могут быть полностью или частично выполнены за одно целое с несущей основой 2 зубьев. В данном примере зубья 3 распределены по несущей основе 2 зубьев с постоянным шагом. Однако они могут также располагаться на несущей основе 2 зубьев с переменным шагом.
Каждый из зубьев 3 имеет вершину 4 зуба, которая направлена от несущей основы 2 зубьев. Вершина 4 зуба полностью или частично покрыта режущими частицами 5 в области 15 покрытия режущими частицами. Режущие частицы 5 являются твердыми или высокотвердыми. Речь может идти, например, о корунде (Al2O3), монокристаллическом алмазе (MKD), поликристаллическом алмазе (CVD-D) и др. Для наглядности только некоторые из режущих частиц обозначены позицией 5. Граница области 15 покрытия режущими частицами, в которой находятся режущие частицы 5, символически показана горизонтальной линией.
Геометрическую конфигурацию вершины 4 зуба легче понять из иллюстраций на фигурах 6, 7 и 8. На этих фигурах, в отличие от соответствующих фигур 1, 2 и 5, режущие частицы не показаны. Однако понятно, что на этих, а также на следующих фигурах режущие частицы всегда присутствуют. Здесь также границы областей, где имеются режущие частицы, символически обозначены горизонтальной линией.
Каждая вершина 4 зуба имеет центральную продольную ось 6, плоский участок 7, первую примыкающую поверхность 8 и вторую примыкающую поверхность 9. Первая примыкающая поверхность 8 и вторая примыкающая поверхность 9 непосредственно граничат с плоским участком 7. Однако возможно также наличие косвенного примыкания, т.е. чтобы между плоским участком 7 и соответствующей примыкающей поверхностью 8, 9 имелась еще другая поверхность.
Вершина 4 зуба является асимметричной. Это означает, что первая примыкающая поверхность 8 на первой стороне от центральной продольной оси 6 (здесь: левая сторона) проходит к плоскому участку 7 под первым углом 10 при вершине зуба, имеющим первое значение, а вторая примыкающая поверхность 9 на противоположной, второй стороне от центральной продольной оси 6 (здесь: правая сторона) проходит к плоскому участку 7 под вторым углом 11 при вершине зуба, имеющим второе, другое значение (смотри фиг. 8).
При этом углы 10, 11 при вершине зуба отсчитываются относительно вертикали. В показанном примерном варианте осуществления величина первого угла 10 при вершине зуба составляет примерно 45°, а величина второго угла 11 при вершине зуба составляет примерно 20°.
Когда режущий инструмент 1 перемещается в первом направлении движения 13 (здесь: налево), первая примыкающая поверхность 8 является активной режущей поверхностью, которая первой вступает в контакт с обрабатываемым материалом детали. Если смотреть в этом первом направлении движения 13, первый угол 10 при вершине зуба является отрицательным углом. Режущий инструмент 1 при резке в этом первом направлении движения 13 обеспечивает щадящий режим обработки и особенно хорошо подходит для резки хрупких материалов.
Напротив, когда режущий инструмент 1 приводится в движение и перемещается в противоположном, втором направлении движения 14 (здесь: направо), активной режущей поверхностью является вторая примыкающая поверхность 9. Этого можно достичь, например, переключением направления вращения двигателя режущего станка, приводящего в движение режущий инструмент 1. Другая возможность активации второй примыкающей поверхности 9 заключается в изменении ориентации (расположения) режущего инструмента 1 в режущем станке на противоположную. В обоих случаях это приводит к тому, что теперь активная режущая поверхность имеет положительный угол при вершине зуба, что приводит к более агрессивному режиму обработки. Теперь этот же режущий инструмент 1 особенно хорошо подходит для резки пластичных материалов.
На фиг. 9 и 10 показан второй примерный вариант осуществления нового режущего инструмента 1. Этот вариант осуществления имеет много общих черт с вышеописанными вариантами осуществления, так что во избежание ненужного повторения в этом отношении следует обратиться к изложенному выше. Это же относится и к другим, описываемым ниже вариантам осуществления.
В отличие от прежних вариантов, здесь имеется переменный шаг зубьев 3 на несущей основе 2 зубьев, что можно понять по более длинным штрихпунктирным линиям на фиг. 10. Расстояние между первым зубом 3 и вторым зубом 3 больше, чем расстояние между вторым зубом 3 и третьим зубом 3 (см. фиг. 10 слева направо). В свою очередь, расстояние между третьим зубом 3 и четвертым зубом 3 меньше, чем расстояние между вторым зубом 3 и третьим зубом 3. Однако переменный шаг может быть и другим.
На фиг. 11 и 12 представлен третий примерный вариант осуществления нового режущего инструмента 1. Здесь зубья 3 имеют разную конфигурацию. Помимо описанного выше первого типа зубьев 3 (фиг. 12: второй зуб 3 и третий зуб 3, считая слева), имеется еще второй тип зубьев 3 (фиг. 12: первый зуб 3 и четвертый зуб 3, считая слева), у которого оба угла 10, 11 при вершине зуба являются отрицательными. И в случае этих зубьев 3 вершина 4 зуба является асимметричной, так как значение углов 10, 11 при вершине зуба разные. В данном примере величина первого угла 10 при вершине первого зуба 3 составляет примерно 45°, а величина второго угла 11 при вершине первого зуба 3 составляет примерно 20°. У четвертого зуба 3 величина первого угла 10 при вершине зуба также равна примерно 45°, тогда как величина второго угла 11 при вершине четвертого зуба 3 составляет около 10°. Зубья 3 распределены на несущей основе 2 зубьев с постоянным шагом. Но они могут быть также расположены с переменным шагом.
На фиг. 13-16 в различных видах показан четвертый примерный вариант осуществления нового режущего инструмента 1. Здесь режущий инструмент 1 выполнен как круглый диск, т.е. несущая основа 2 зубьев имеет форму круглого диска. Зубья 3 расположены на несущей основе 2 зубьев с переменным шагом. Первый угол 10 при вершине зуба является отрицательным. Его величина составляет около 45°. Второй угол 11 при вершине зуба равен примерно 2°.
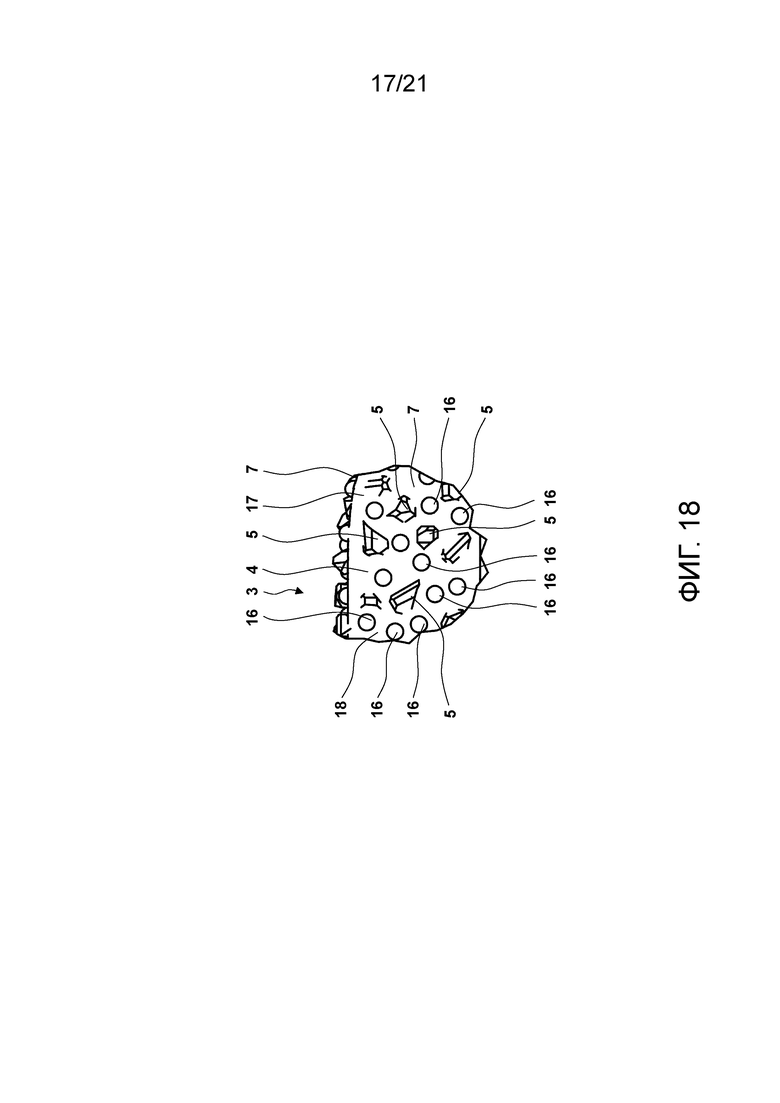
Фигуры 17 и 18 показывают пятый примерный вариант осуществления нового режущего инструмента 1. В этом случае вершина 4 зуба покрыта не только режущими частицами 5, но и буферными частицами 16. Режущие частицы 5 и буферные частицы 16 прочно закреплены в металлическом слое 17 и частично внедрены в него. Таким образом, они частично выступают наружу из металлического слоя 17. Металлический слой 17 представляет собой, в частности, электроосажденный слой или слой, полученный химическим осаждением металла.
Режущие частицы 5 и буферные частицы 16 отличаются своим материалом и выполняемой функцией. Для пояснений следует обратиться к изложенному выше.
Режущие частицы 5, буферные частицы 16 и металлический слой 17 вместе образуют зону 18 покрытия, которая обеспечивает желаемую режущую функцию режущего инструмента 1, поскольку она содержит необходимые для этого режущие кромки. Эта зона 18 покрытия простирается по всей вершине 4 зуба или части вершины 4 зуба. Она представляет собой покрытую часть вершины 4 зуба.
Само собой разумеется, что изображения на фиг. 17 и 18 выполнены без соблюдения масштаба, и геометрия частиц 5, 16 на практике также выглядит или может выглядеть иначе. Частицы 5, 16 также могут иметь примерно одинаковую геометрию. Иллюстрация предназначена для того, чтобы частицы 5, 16 можно было отличить и наглядно показать, что благодаря размещению буферных частиц 16 создаются свободные промежутки между режущими частицами 5, которые в случае размещения одних только режущих частиц 5, как это известно из уровня техники, отсутствуют или имеются не в такой степени.
Относительно следующих возможных конструкций режущего инструмента 1 и вершины 4 зуба следует обратиться к пояснениям в связи с фигурами 1-16. Другими словами, в вариантах осуществления режущего инструмента 1, показанных на фигурах 1-16, также могут быть предусмотрены буферные частицы 16.
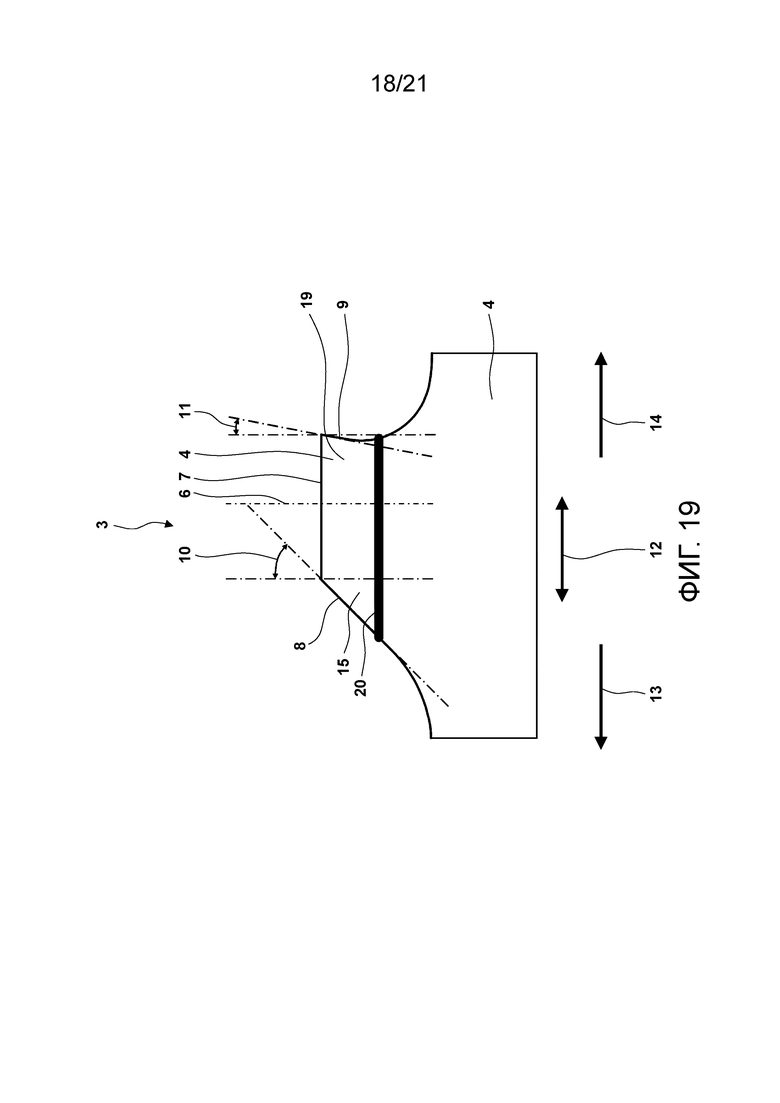
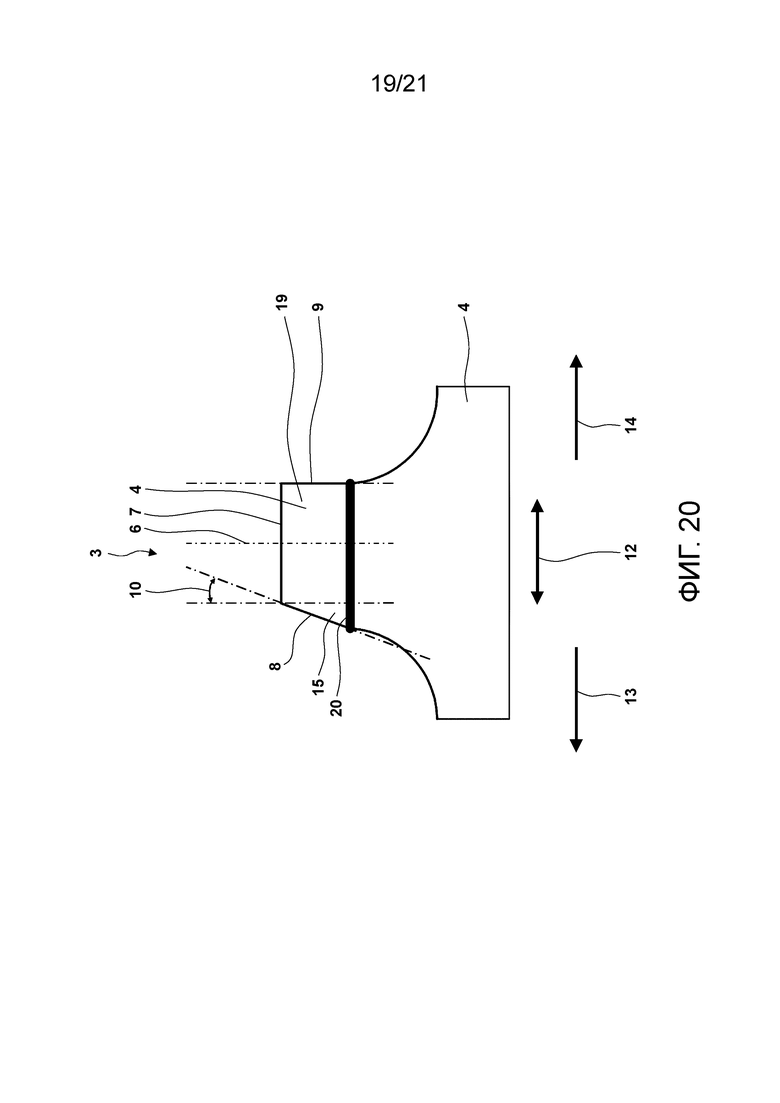
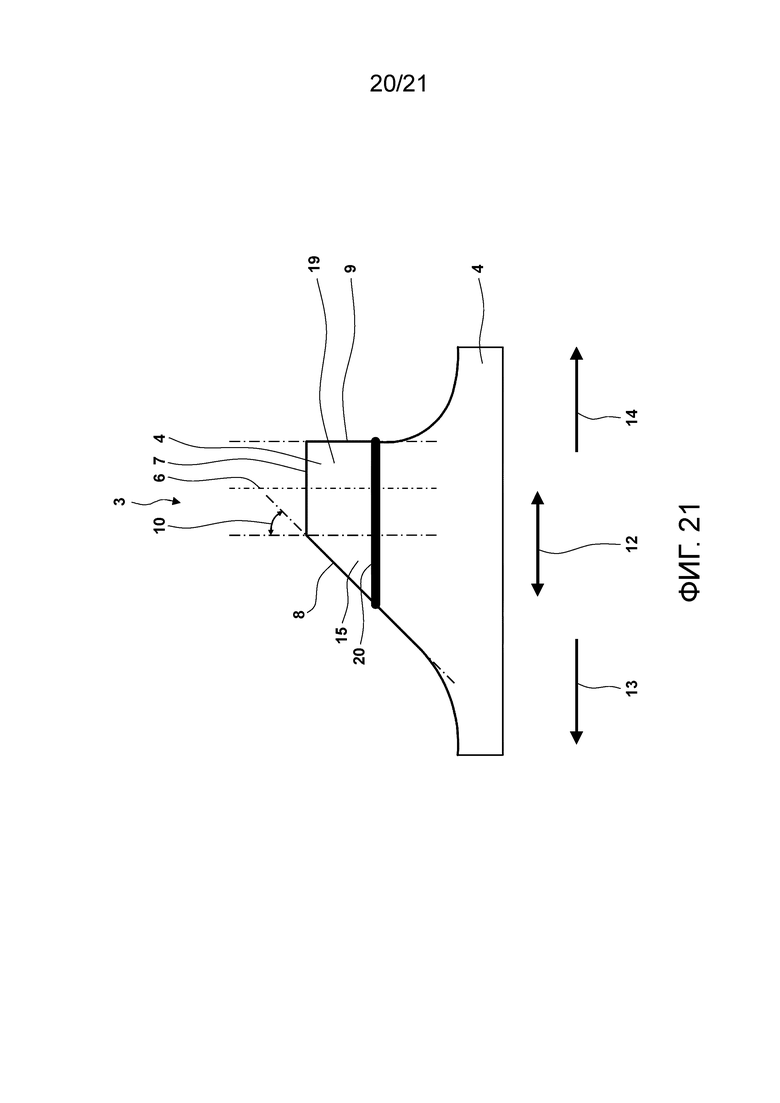
Фигуры 19-22 показывают подробные виды, соответствующие фиг. 8, других примерных вариантов осуществления вершины 4 зуба режущего инструмента 1. В этих вариантах осуществления вершина 4 зуба сформирована как изготавливаемый отдельно насаженный элемент 19 или как часть такого элемента. Насаженный элемент 19 через зону 20 соединения прочно связан с остальной частью зуба 3. Подходящими способами соединения являются, например, приклеивание, припаивание или приваривание. Зона 20 соединения символически показано более толстой черной линией.
Из различных вариантов осуществления можно видеть, что первая примыкающая поверхность 8 насаженного элемента 19, образующая заднюю вершину 4 зуба, может быть выполнена по существу совпадающей или отличной от непосредственно граничащей области первой примыкающей поверхности 8 остальной части зуба 3. Это же справедливо и для второй примыкающей поверхности 9.
Насаженный элемент 19 может быть образован как спеченный элемент. Спеченный элемент состоит из смеси связующего и режущих частиц. Связующее может представлять собой, например, медь, кобальт, железо, бронзу, никель или их смеси. Кроме того, могут присутствовать буферные частицы.
Список позиций
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЖУЩИЙ ИНСТРУМЕНТ В ФОРМЕ ЛЕНТЫ С БУФЕРНЫМИ ЧАСТИЦАМИ | 2020 |
|
RU2808864C2 |
| СУПЕРСПЛАВНОЕ ПИЛЬНОЕ ПОЛОТНО | 2021 |
|
RU2839405C2 |
| ПИЛЬНОЕ ПОЛОТНО С ПРОФИЛИРОВАННОЙ ЗАДНЕЙ СТОРОНОЙ ПОЛОТНА | 2014 |
|
RU2681583C2 |
| ПИЛЬНОЕ ПОЛОТНО ДЛЯ ПИЛЕНИЯ ПОЛЫХ ФОРМОВАННЫХ ПРОФИЛЕЙ | 2012 |
|
RU2580260C2 |
| РЕЖУЩИЕ СТРУКТУРЫ ДЛЯ БУРОВОГО ДОЛОТА С ЗАКРЕПЛЕННЫМИ РЕЖУЩИМИ ИНСТРУМЕНТАМИ | 2014 |
|
RU2628359C2 |
| РЕЖУЩАЯ ВСТАВКА | 2007 |
|
RU2450894C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 2008 |
|
RU2466828C2 |
| СПОСОБ И ИНСТРУМЕНТ ДЛЯ ФОРМИРОВАНИЯ ПОВЕРХНОСТИ С ЗАДАННОЙ ШЕРОХОВАТОСТЬЮ | 2009 |
|
RU2519335C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ И РЕЖУЩАЯ ПЛАСТИНА (ВАРИАНТЫ) | 2014 |
|
RU2557118C1 |
| СПОСОБЫ ОБРАЗОВАНИЯ ОПОРНЫХ ПОДЛОЖЕК ДЛЯ РЕЖУЩИХ ЭЛЕМЕНТОВ И СООТВЕТСТВУЮЩИЕ РЕЖУЩИЕ ЭЛЕМЕНТЫ, СПОСОБЫ ОБРАЗОВАНИЯ РЕЖУЩИХ ЭЛЕМЕНТОВ И ПОРОДОРАЗРУШАЮЩИЕ ИНСТРУМЕНТЫ | 2018 |
|
RU2739840C1 |








Изобретение относится к области режущих инструментов. Режущий инструмент содержит зуб с вершиной зуба, которая для образования геометрически неопределенных режущих кромок покрыта режущими частицами. Вершина зуба выполнена асимметричной. Изобретение также включает способ резки двух деталей из разных материалов с помощью режущего инструмента. Техническим результатом изобретения является повышение эффективности резки разных материалов. 2 н. и 17 з.п. ф-лы, 22 ил.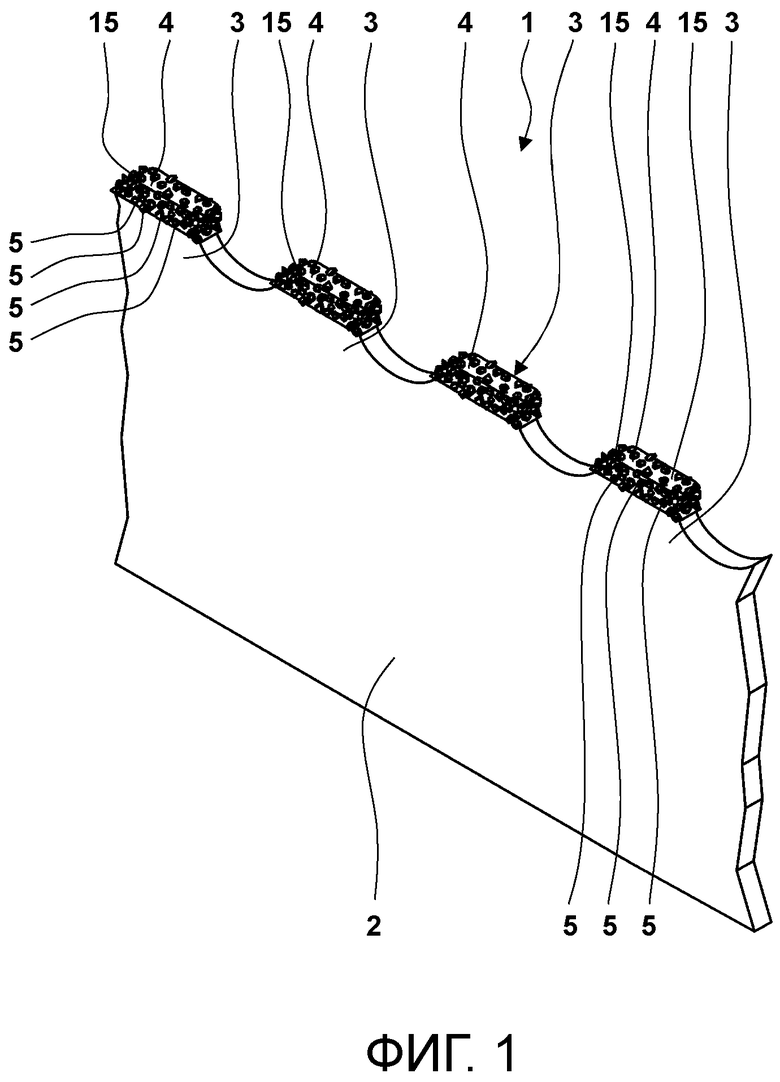
1. Режущий инструмент (1) с зубом (3), имеющим вершину (4) зуба, которая для образования геометрически неопределенных режущих кромок покрыта режущими частицами (5), причем
вершина (4) зуба имеет центральную продольную ось (6), плоский участок (7), первую примыкающую поверхность (8) и вторую примыкающую поверхность (9), причем
первая примыкающая поверхность (8) и вторая примыкающая поверхность (9) граничат напрямую или опосредованно с плоским участком (7), и
первая примыкающая поверхность (8) проходит на первой стороне от центральной продольной оси (6) под первым углом (10) при вершине зуба, имеющим первое значение, к плоскому участку (7), и
вершина (4) зуба выполнена асимметричной,
отличающийся тем, что
вторая примыкающая поверхность (9) проходит на второй противоположной стороне от центральной продольной оси (6) под вторым углом (11) при вершине зуба, имеющим другое второе значение, к плоскому участку (7),
первый угол (10) при вершине зуба в первом направлении движения (13), в котором первая примыкающая поверхность (8) предшествует второй примыкающей поверхности (9), меньше 0°, и
второй угол (11) при вершине зуба в противоположном втором направлении движения (14), в котором вторая примыкающая поверхность (9) предшествует первой примыкающей поверхности (8), больше или равен 0°.
2. Режущий инструмент (1) по п. 1, отличающийся тем, что первый угол (10) при вершине зуба составляет от <0° до -80°, а второй угол (11) при вершине зуба составляет от 0° до 20°.
3. Режущий инструмент (1) по п. 1, отличающийся тем, что
первый угол (10) при вершине зуба составляет от -1° до -75°, в частности от -1° до -73°, в частности от -1° до -71° или в частности от -40° до -75°, в частности от -40° до -70°, в частности от -40° до -50, в частности от -42° до -48°, в частности равен -45°,
второй угол (11) при вершине зуба составляет от 0° до 15°, в частности от 0° до 12°, в частности от 0° до 10°, или в частности от 3° до 13°, или в частности от 5° до 15°, в частности от 8° до 12°, в частности равен 10°.
4. Режущий инструмент (1) по одному из пп.1-3, отличающийся тем, что режущие частицы (5) являются твердыми или высокотвердыми.
5. Режущий инструмент (1) по п.4, отличающийся тем, что высокотвердые режущие частицы (5) содержат монокристаллический алмаз (MKD), поликристаллический алмаз (CVD-D), поликристаллический алмаз (PKD), кубический нитрид бора (CBN), минералокерамический режущий материал, твердый сплав или их комбинации.
6. Режущий инструмент (1) по одному из пп.1-5, отличающийся тем, что вершина (4) зуба дополнительно покрыта буферными частицами (16) из материала, отличающегося от материала режущих частиц (5), и буферные частицы (16) находятся между режущими частицами (5).
7. Режущий инструмент (1) по п. 6, отличающийся тем, что режущие частицы (5) и буферные частицы (16) частично внедрены в металлический слой (17), в частности электроосажденный слой или слой, полученный химическим осаждением металла.
8. Режущий инструмент (1) по п. 7, отличающийся тем, что металлический слой (17) состоит из металла, в частности никеля, хрома или меди, нанесенного на вершину (4) зуба в виде ионов металла при нанесении электролитического покрытия или при химическом осаждении металла, и ионы металла и металл металлического слоя (17) не являются буферными частицами (16).
9. Режущий инструмент (1) по одному из пп. 6-8, отличающийся тем, что покрытая часть вершины (4) зуба на 10-60%, в частности на 10-50%, в частности на 20-50%, в частности на 30-50% состоит из буферных частиц (16).
10. Режущий инструмент (1) по одному из пп. 6-9, отличающийся тем, что режущие частицы (5) и буферные частицы (16) имеют одинаковый средний размер.
11. Режущий инструмент (1) по одному из пп. 6-10, отличающийся тем, что средний размер режущих частиц (5) и средний размер буферных частиц (16) составляет от 60 до 800 мкм, в частности от 100 до 800 мкм, в частности от 200 до 800 мкм, в частности от 300 до 800 мкм, в частности от 400 до 800 мкм, в частности от 500 до 800 мкм, в частности от 500 до 700 мкм, в частности 600 мкм.
12. Режущий инструмент (1) по одному из пп. 6-11, отличающийся тем, что буферные частицы (16) имеют меньшую твердость, чем режущие частицы (5).
13. Режущий инструмент (1) по одному из пп. 6-12, отличающийся тем, что буферные частицы (16) имеют более низкую теплостойкость, чем режущие частицы (5).
14. Режущий инструмент (1) по одному из пп. 6-13, отличающийся тем, что буферные частицы (16) содержат монокристаллический алмаз (MKD), поликристаллический алмаз (CVD-D), поликристаллический алмаз (PKD), кубический нитрид бора (CBN), карбид кремния, минералокерамический режущий материал, твердый сплав, полимерный материал, стекло, керамику, карбид бора, никель, медь или их комбинации.
15. Режущий инструмент (1) по одному из пп. 6-13, отличающийся тем, что режущие частицы (5) содержат алмаз, карбид кремния, минералокерамический режущий материал, твердый сплав или их комбинации, а буферные частицы (16) содержат полимерный материал, стекло, керамику, карбид бора, никель, медь или их комбинации.
16. Режущий инструмент (1) по одному из пп. 1-15, отличающийся тем, что режущий инструмент (1) содержит зубья (3).
17. Режущий инструмент (1) по одному из пп. 1-16, отличающийся тем, что несущая основа (2) зубьев выполнена в форме ленты или круглого диска.
18. Режущий инструмент (1) по п. 6 или 7, отличающийся тем, что зубья (3) расположены на несущей основе (2) зубьев с переменным шагом.
19. Способ резки двух деталей из разных материалов с помощью режущего инструмента (1) по одному из пп. 1-18, включающий следующие этапы:
установка режущего инструмента (1) в первой ориентации в режущий станок, оснащенный двигателем;
резка первой детали из первого материала режущим инструментом (1) в первой ориентации путем приведения режущего инструмента (1) в первое направление движения (13), и
a1) переключение двигателя для приведения режущего инструмента (1) в противоположное второе направление движения (14), и
a2) резка второй детали из другого второго материала режущим инструментом (1) в первой ориентации;
или
b1) извлечение режущего инструмента (1) из режущего станка,
b2) установка режущего инструмента (1) в режущий станок во второй противоположной ориентации, и
b3) резка второй детали из другого второго материала режущим инструментом (1) во второй ориентации путем приведения режущего инструмента (1) в первое направление движения (13).
| DE 69700910 T2, 29.06.2000 | |||
| АБРАЗИВНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ | 1994 |
|
RU2114723C1 |
| WO 2008119299 A1, 09.10.2008 | |||
| US 2003209125 A1, 13.11.2003 | |||
| CN 106625304 A, 10.05.2017. | |||

