Изобретение касается технической области производства стали и, в частности, резки необработанных заготовок из стали с высокими температурами по меньшей мере 750°С.
Такие высокие температуры имеются после изготовления и термообработки необработанных заготовок из стали. Эти необработанные заготовки затем должны отрезаться и дополнительно обрабатываться.
Из уровня техники общеизвестно осуществлять резку необработанных заготовок из стали с температурой по меньшей мере 750°С с помощью кислородного копья. При этом возникают высокие выбросы, которые также требуется отсасывать. Использование кислородного копья - несмотря на обязательно требуемую защитную одежду - для пользователя является опасным и вредным для здоровья.
Кроме того, из уровня техники общеизвестно осуществлять такого рода способ отделения отделяющим диском. Диаметр отделяющего диска должен выбираться очень большим, если с помощью него должны резаться заготовки различных диаметров. Альтернативно, должны использоваться разные отделяющие диски с различными диаметрами для разных заготовок с различными диаметрами. Вследствие этого возникают дополнительные затраты при замене отделяющего диска. Отделяющий диск имеет высокий износ и при такого рода нагруженных использованиях должен часто заменяться.
Дисковое пильное полотно (пильный диск) с несущим зубья телом и множеством расположенных на несущем зубья теле зубьев известно из DE 16 52 756 А. Дисковое пильное полотно служит для резки горячекатаной стали с температурой порядка приблизительно 700-1000°С. Для этого зубья и межзубные впадины имеют особенную геометрию.
Дисковое пильное полотно с несущим зубья телом и множеством расположенных на несущем зубья теле зубьев известно из CN 109 530 806 А. Зубья имеют режущие пластины (вставки), которые состоят из суперсплава.
В основе изобретения лежит задача предоставить отделяющий инструмент, с помощью которого заготовки из стали, которые имеют высокую температуру, могут отделяться надежно, эффективно и экологически чисто.
Задача изобретения решается согласно изобретению с помощью признаков независимых пунктов изобретения.
Другие предпочтительные соответствующие изобретению выполнения могут быть позаимствованы из зависимых пунктов формулы изобретения.
Изобретение касается отделяющего инструмента с несущим зубья телом и множеством расположенных на несущем зубья теле зубьев. Несущее зубья тело состоит из суперсплава.
Кроме того, изобретение касается несущего зубья тела для отделяющего инструмента, который имеет указанное несущее зубья тело и множество расположенных на несущем зубья теле зубьев, причем несущее зубья тело состоит из суперсплава.
Изобретение также касается применения отделяющего инструмента, режущего без снятия стружки инструмента и режущего со снятием стружки инструмента с несущем зубья телом из суперсплава и множеством расположенных на несущем зубья теле зубьев в виде отделяющего сталь при высоких температурах инструмента для отделения необработанной заготовки из стали с температурой по меньшей мере 750°С.
Кроме того, изобретение касается применения режущего со снятием стружки инструмента с несущим зубья телом из суперсплава и множеством расположенных на несущем зубья теле зубьев в виде подводного режущего инструмента для отделения заготовки под водой или в виде инструмента для отделения заготовки с чистой водой в качестве смазочно-охлаждающей среды.
Определения :
Отделяющий инструмент: под отделяющим инструментом в этой заявке в соответствии со стандартом DIN 8588 понимается инструмент, с помощью которого осуществляется технологический процесс отделения. Согласно этому стандарту к отделению относится, среди прочего, резка без снятия стружки, резка со снятием стружки геометрически определенными режущими кромками и резка со снятием стружки геометрически неопределенными режущими кромками.
Резка без снятия стружки: под резкой без снятия стружки в этой заявке в соответствии со стандартом DIN 8588 понимается механическое отделение заготовок без возникновения стружек.
Резка со снятием стружки: под резкой со снятием стружки в этой заявке в соответствии со стандартом DIN 8588 понимается механическое отделение заготовок с возникновением стружек.
Режущий со снятием стружки инструмент: в случае резки со снятием стружки или обработки со снятием стружки следует делать различие между резкой со снятием стружки геометрически определенными режущими кромками и резкой со снятием стружки геометрически неопределенными режущими кромками. К резке со снятием стружки геометрически определенными режущими кромками относится также распиловка согласно DIN 8589-6. Однако, распиловка согласно стандарту не относится к резке со снятием стружки геометрически неопределенными режущими кромками. На этом основании в этой заявке употребляется подходящее обобщенное понятие «отделяющий инструмент» или «режущий со снятием стружки инструмент». На практике режущие со снятием стружки инструменты из этой технической области с режущими частицами, тем не менее, чаще всего называются как пильные ленты, соответственно, пильные полотна.
Пильное полотно: под пильным полотном в этой заявке понимается продольно протяженная пильная лента, ножовочное полотно, дисковое пильное полотно (пильный диск), станочное пильное полотно, сабельное пильное полотно, пильное полотно для (электро-) лобзика или другая возможная конструктивная форма пильного полотна.
Несущее зубья тело: под несущим зубья телом в этой заявке понимается часть отделяющего инструмента, на которой расположены зубья режущего инструмента. Часто в этой связи также говорится об «основном теле» отделяющего инструмента. Однако, понятие «несущее зубья тело» должно лучше выражать то, что речь идет о части отделяющего инструмента, которая сама по себе не может называться как зубья, но на которой зубья расположены. При этом следует учитывать, что здесь существуют различия между соответствующим функции и соответствующим материалу отличием между несущим зубья телами и зубьями. «Соответственно функции» зуб начинается своим основанием зуба в области дна межзубной впадины. Однако, основание зуба часто состоит из того же самого материала, что и несущее зубья тело, и выполнено с ним за одно целое. Иначе говоря, одна часть этого материала выполняет функцию несущего зубья тела, а другая часть - функцию основания зуба и, тем самым, зуба. В таком случае, «соответствующее материалу» отделение происходит лишь дальше отдаленно от несущего зубья тела в области вершины зуба.
Суперсплав: под суперсплавом в этой заявке в соответствии с признанным специальным определением понимается металлический материал с комплексным составом (на основе железа, никеля, платины, хрома или кобальта с добавками элементов Co, Ni, Fe, Cr, Mo, W, Re, Ru, Ta, Nb, Al, Ti, Mn, Zr, С и/или В) для высокотемпературных использований. Суперсплав имеет высокую жаропрочность и высокий предел ползучести. Примером является суперсплав на основе никеля.
Теплоизоляционный слой: под теплоизоляционным слоем в этой заявке понимается нанесенное на материал покрытие, которое при высокотемпературных использованиях материала из-за его небольшой теплопроводности предотвращает то, что температура материала поднимется слишком сильно. Примерами являются диоксид циркония и цирконат гадолиния.
Твердосплавный слой: под твердосплавным слоем в этой заявке понимается нанесенное на материал покрытие, которое состоит из твердого сплава. Твердость твердосплавного слоя составляет по меньшей мере 2.000 HV1. Кроме того, твердосплавный слой имеет высокую жаропрочность. Примерами являются AlCrN и нанокомпозитные покрытия.
Совершенно новый тип отделяющего инструмента используется для отделения горячих заготовок из стали. Это касается, в частности, отделения необработанных заготовок из стали во время производства стали.
Несмотря на то, что необработанные заготовки имеют очень высокие температуры, составляющие по меньшей мере 750°С, отделение производится посредством отделяющего инструмента, режущего без снятия стружки инструмента, соответственно, режущего со снятием стружки инструмента. В уровне техники до сих пор из-за высоких температур считалось невозможным осуществление такого способа с помощью режущего со снятием стружки инструмента. Это предубеждение теперь впервые преодолевается тем, что несущее зубья тело состоит из суперсплава.
Суперсплав имеет достаточно высокие жаропрочность и предел ползучести и вследствие этого подходит для такого рода высокотемпературного использования. Суперсплав также характеризуется тем, что он при почти 90% от своей температуры плавления еще является структурно стабильным (высокожаропрочным). Таким образом, упомянутый новый инструмент может называться также суперсплавным отделяющим инструментом.
Дополнительно несущее зубья тело может быть покрыто теплоизоляционным слоем. Этим также достигается то, что отделяющий инструмент при рассматриваемом высокотемпературном использовании имеет необходимую структурную стабильность.
Дополнительно несущее зубья тело может быть покрыто твердосплавным слоем. Этим также достигается то, что отделяющий инструмент при рассматриваемом высокотемпературном использовании имеет необходимую структурную стабильность.
Наряду с несущим зубья телом зубья также могут состоять полностью или частично из суперсплава и/или быть покрыты теплоизоляционным слоем и/или твердосплавным слоем. Но вершины зубьев и/или режущие кромки состоят, в частности, из другого материала, соответственно, не покрыты теплоизоляционным слоем. Но они могут быть покрыты твердосплавным слоем.
При высоких имеющихся температурах отделение происходит иначе, чем это имеет место в случае обычных имеющихся при резке со снятием стружки существенно более низких температурах. Образуется малое количество стружки или не образуется вообще. По меньшей мере часть процесса отделения происходит скорее в смысле выдвигании частично текучего материала необработанной заготовки из стали. Поэтому в этой заявке говорится об отделяющем инструменте. Однако, это не изменяет того, что в случае инструмента речь идет об инструменте с соответствующими определению конкретными признаками режущего со снятием стружки инструмента.
Упомянутый новый отделяющий инструмент делает возможным производить последующую обработку стали с высокими температурами непосредственно после ее изготовления и термообработки, без необходимости ее охлаждения перед этим до комнатной температуры. Следовательно, необработанные заготовки не нуждаются ни в каком трудоемком процессе охлаждения для отделения и, тем самым, затем для дальнейшей обработки также не должны вновь нагреваться до температуры обработки. Вследствие этого получается экономия времени, энергии и средств. Кроме того, предварительно могут выполняться оценочные резы необработанных заготовок для последующих исследований и анализов.
В случае отделяющего инструмента речь идет, в частности, о пильном инструменте, в частности, о пильной ленте или дисковом пильном полотне. Если отделяющий инструмент имеет зубья с геометрически неопределенными режущими кромками, речь согласно стандарту идет не о пильном инструменте или пильном полотне, а о другом режущем со снятием стружки инструменте. Но если ввиду высоких температур при использовании отделяющего инструмента исходят из того, что не возникает стружки, то такой инструмент согласно стандарту называется режущим без снятия стружки инструментом. Но геометрия вследствие этого никак не изменяется.
Отделяющий инструмент не служит, в частности, для осуществления одного из других способов резки со снятием стружки с геометрически определенными режущими кромками согласно DIN 8589. Это справедливо, в частности, для точения, сверления или фрезеровки.
Суперсплав позволяет использование отделяющего инструмента при температурах от по меньшей мере приблизительно 750°С, в частности по меньшей мере приблизительно 800°С, в частности по меньшей мере приблизительно 900°С, в частности по меньшей мере приблизительно 1000°С, в частности между приблизительно 800°С и 1400°С, в частности между приблизительно 900°С и 1300°С, в частности между приблизительно 1000°С и 1300°С. Имеющиеся при этом прочность и предел ползучести суперсплава являются достаточными, чтобы осуществить способ отделения без существенных повреждений инструмента.
Кроме того, суперсплав является особенно коррозионностойким.
В случае суперсплава речь может идти о суперсплаве на основе никеля. В случае суперсплава на основе никеля основным компонентом сплава является никель. Имеется по меньшей мере один другой химический элемент в качестве легирующего элемента. Такой суперсплав на основе никеля имеет необходимые свойства, чтобы осуществить желаемую цель использования. Температура плавления составляет приблизительно 1300°С. Жаропрочность и связанная с ней допустимая температура использования находится при приблизительно 1200°С.
В случае теплоизоляционного слоя речь может идти, в частности, о диоксиде циркония, цирконате гадолиния, муллите, цирконате лантана или стабилизированном оксидом иттрия оксиде циркония. Жаропрочность теплоизоляционного слоя составляет, в частности, по меньшей мере 800°С, в частности, по меньшей мере 900°С, в частности, между приблизительно 1000 и 1400°С.
Твердосплавный слой состоит из твердого сплава. При этом речь может идти в частности о TiN, TiCN, TiAlN, TiAlCN, AlTiN, AlTiCrN, AlCrN, ZrCrN, CrN-Cr, CrN, Cr2N, BCN, TiBN, TiB2 или DLC. Речь также может идти о нанокомпозитном слое. Твердость твердосплавного слоя находится в диапазоне между приблизительно 2.000 HV1 и 5.000 HV1, в частности, между приблизительно 3.000 HV1 и 4.500 HV1. Жаропрочность твердосплавного слоя составляет, в частности, по меньшей мере 800°С, в частности, по меньшей мере 900°С, в частности, между приблизительно 1000 и 1200°С.
С тем, чтобы отделяющий инструмент в целом - а не только несущее зубья тело - имел требуемые прочность и предел ползучести при высоких имеющихся температурах, принимаются подходящие мероприятия относительно материала зубьев, вершин зубьев и режущих кромок. Эти мероприятия отличаются в зависимости от того, как отделяющий инструмент выполнен, например, в виде пильного полотна с выступами из суперсплава и закрепленными на них вставками из твердого металла или в виде отделяющего инструмента с вершинами зубьев из суперсплава, которые для образования множества геометрически неопределенных режущих кромок покрыты режущими частицами. Детали этого описываются ниже. Является предпочтительным, что жаропрочность всего отделяющего инструмента находится между приблизительно 1000 и 1300°С.
Зубья отделяющего инструмента могут иметь по вершине зуба, которая имеет геометрически определенную режущую кромку. Осуществленный этим отделяющим инструментом способ соответственно относится к резке со снятием стружки геометрически определенными режущими кромками. Эта резка со снятием стружки также называется пилением. Следовательно, в случае отделяющего инструмента речь идет о пильном полотне. Пильное полотно может быть выполнено в виде пильной ленты, дискового пильного полотна или пильного полотна другой геометрии. Если речь идет о пильной ленте, то она называется как суперсплавная пильная лента.
Режущая кромка зуба может иметь переднюю поверхность с отрицательным передним углом резания. Оказалось, что такой отрицательный передний угол резания в сравнении с положительным передним углом резания ведет к существенно улучшенным результатам резания. Это связано с тем, что с помощью передней поверхности с отрицательным передним углом резания материал лучше выталкивается из канала реза. В случае имеющихся здесь высоких температур речь идет в меньшей степени о резке со снятием стружки, а скорее о выталкивании, соответственно, вытеснении стали из канала реза.
Вершина зуба может быть покрыта одним (соответственно, упомянутым) твердосплавным слоем. Твердосплавный слой приводит к уменьшению температурной чувствительности вершины зуба, так что не только несущее зубья тело за счет использования суперсплава, но и вершина зуба подходит для этого применения при имеющихся высоких температурах. Также за счет твердосплавного слоя улучшается твердость и износостойкость зубьев. Кроме того, твердосплавный слой образует эффективную противокоррозионную защиту.
Твердосплавный слой может распространяться не только по вершине зуба, но и по другой части зуба. Твердосплавный слой может распространяться также по всему зубу или даже по несущему зубья телу или его части. В этих случаях весь зуб за счет твердосплавного слоя имеет желаемую твердость. Желаемая термостойкость имеет место вследствие суперсплава в комбинации с теплоизоляционным слоем и/или твердосплавным слоем.
Зубья могут образовываться каждый посредством выступа и вставки, причем выступ расположен на несущем зубья теле, а вставка - на выступе. Под «расположением» выступа на несущем зубья теле следует понимать также выполнение за одно целое. Соответственно, выступ состоит также из суперсплава. Тогда вставка образует вершину зуба и режущую кромку зуба.
Вставка может состоять из твердого металла. В этом случае говорят об оснащенном твердым металлом пильном полотне. В случае твердого металла речь идет, в частности, о стали, которая легирована вольфрамом и/или кобальтом. Такого рода твердые металлы имеют термостойкость до приблизительно 900°С.
Однако, вместо твердого металла вставки могут также состоять из высокопроизводительной быстрорежущей стали (HSS). Высокопроизводительная быстрорежущая сталь имеет термостойкость до приблизительно 600°С. Для повышения термостойкости вставок они покрываются твердосплавным слоем и/или термоизоляционным слоем.
Вставка может быть закреплена на выступе сваркой или высокотемпературной пайкой. Такие способы соединения обеспечивают необходимое жесткое соединение между выступом и вставкой даже при высоких имеющихся температурах.
Вместо выше описанной геометрически определенной режущей кромки зубья также могут иметь по вершине зуба, которая для образования множества геометрически неопределенных режущих кромок покрыта режущими частицами. В случае режущих частиц речь идет о таких, которые имеют требуемую твердость и жаропрочность. Это могут быть, в частности, кубический нитрид бора (CBN), металлорежущая керамика, твердый металл или комбинации из них.
В случае отделяющего инструмента речь может идти также о так называемом биметаллическом пильном полотне, в частности, биметаллической пильной ленте. Такая биметаллическая пильная лента имеет несущий ленточный участок и закрепленный на нем кромочный проволочный участок. Кромочный проволочный участок образует вершины зубьев и режущие кромки зубьев. В этом случае, следовательно, в отношении несущего ленточного участка речь идет о несущем зубья теле. Таким образом, несущий ленточный участок состоит из суперсплава и может быть покрыт теплоизоляционным слоем и/или твердосплавным слоем.
Наряду с этим аспектом высокой жаропрочности и предела ползучести при отделении горячей стали несущее зубья тело из суперсплава еще выполняет другую цель при другом использовании. При этом речь идет об отделении заготовки под водой или при использовании воды как смазочно-охлаждающей среды. Таким образом, изобретение также касается применения отделяющего инструмента с несущим зубья телом из суперсплава и множеством расположенных на несущем зубья теле зубьев в виде подводного отделяющего инструмента для отделения заготовки под водой или в виде инструмента для отделения заготовки с чистой водой в качестве смазочно-охлаждающей среды.
За счет высокой коррозионной стойкости суперсплава новый режущий со снятием стружки инструмент особенно хорошо подходит для использования под водой. Такое использование имеет место, например, для отделения загрязненных или высокозагрязненных конструктивных частей - например, теплообменников, труб, парогенераторов или корпусов реактора под давлением - при демонтаже АЭС. Другим примером использования является подводный ремонт стальных конструкций ветроэнергетических установок или в области нефтяной промышленности или газовой промышленности. Тогда, когда режущий со снятием стружки инструмент долго не входит в контакт с заготовкой в течении ночи или даже в течении выходных или отпускного периоды и подвержен действию воды, то существует повышенная опасность коррозии. Этой опасности противодействует суперсплав.
Другим примером использования является резка со снятием стружки заготовок, у которых может использоваться только чистая вода в качестве смазочно-охлаждающей среды, поскольку, например, масло - которое обычно добавляется в смазочно-охлаждающую среду - загрязнило бы заготовку, соответственно, проникло бы в поверхность подлежащей отделению заготовки и повредило бы поверхность или негативно изменило бы ее внешний вид.
Предпочтительным является то, что весь отделяющий инструмент имеет эту коррозионную стойкость.
Если в случае режущего со снятием стружки инструмента речь идет о биметаллической пильной ленте и она предназначена для подводного использования, то кромочная проволока не должна состоять из устойчивого к высоким температурам материала или иметь устойчивое к высоким температурам покрытие. Например, речь может идти об инструментальной стали или быстрорежущей стали, которая имеет желаемую коррозионную стойкость. Следовательно, в этом случае используется коррозионная стойкость суперсплава, а не его высокожаропрочность.
Суперсплав имеет, в частности, сравнительно высокую долю хрома. Доля хрома составляет, в частности, по меньшей мере приблизительно 12%. Вследствие этого получается особенно хорошая коррозионная стойкость.
Зубья отделяющего инструмента, соответственно, режущего со снятием стружки инструмента могут быть расположены на несущем зубья теле с одинаковыми расстояниями друг от друга - т.е. с постоянным шагом. Но также возможно, что зубья расположены на несущем зубья теле с различными расстояниями друг от друга - т.е. с переменным шагом.
В случае зубьев речь может идти о неразведенных зубьях. Но также является возможным, что речь идет о разведенных зубьях.
Зубья могут быть выполнены и расположены согласно так называемой групповой технике. Это означает, что повторяющиеся группы различающихся зубьев расположены на несущем зубья теле. Зубья в группе имеют различающуюся высоту и/или ширину, так что эти зубья выполняют отличающиеся функции. Но также возможно, что зубья выполнены в смысле так называемой подрезающей (черновой) и зачищающей (чистовой) техники.
Упомянутый новый выполненный в виде ленты отделяющий инструмент («пильная лента») используется в отделяющем станке («пильный станок») для отделения заготовки из стали. Чтобы обеспечить возможного этого отделения необработанной заготовки из стали во время изготовления стали, при котором заготовка имеет температуру по меньшей мере 750°С, пильный станок имеет охлаждающее устройство для охлаждения области пильного станка вне области пиления, в которой заготовка отделяется. Охлаждение осуществляется подходящей охлаждающей средой. В случае этой охлаждающей среды речь может идти, например, о воде, масле или воздухе. Пильная лента натягивается с подходящим натяжением ленты в пильном станке, чтобы компенсировать изменение длины вследствие теплового расширения.
Предпочтительные усовершенствования изобретения следуют из пунктов формулы, описания и чертежей.
Названные в описании преимущества признаков и комбинацией нескольких признаков являются лишь примерными и могут действовать альтернативно или в совокупности без того, чтобы эти преимущества вынужденно должны достигаться соответствующими изобретению вариантами осуществления.
В отношении объема раскрытия - не объема защиты - первоначальных материалов заявки и патента действует следующее: другие признаки могут быть позаимствованы из чертежей - в частности, представленные геометрии и относительные размеры нескольких компонентов друг относительно друга, а также их относительное расположение и функциональное соединение. Комбинация признаков различающихся вариантов осуществления изобретения или признаков различных пунктов формулы также возможна в отступление от выбранной зависимости пунктов формулы и, тем самым, предполагается здесь. Это касается также таких признаков, которые представлены на отдельных чертежах или называются при их описании. Эти признаки также могут комбинироваться с признаками различных пунктов формулы. Также приведенные в пунктах формулы признаки могут отпадать для других примеров осуществления изобретения, что, однако, не относится для независимых пунктов формулы выданного патента.
Названные в пунктах формулы и в описании признаки в отношении их количества следует понимать так, что имеется точно это количество или количество большее, чем названное количество без необходимости в явном использовании выражения «по меньшей мере». Следовательно, если речь идет, например, о передней поверхности, то это следует понимать так, что имеется точно одна передняя поверхность, две передние поверхности или более передних поверхностей. Эти признаки могут дополняться другими признаками или быть отдельными признаками, из которых состоит соответствующий продукт.
Содержащиеся в пунктах формулы ссылочные позиции не представляют собой никакого ограничения объема защищенных пунктами формулы предметов. Они служат лишь цели более легкого понимания пунктов формулы.
В дальнейшем, изобретение дополнительно поясняется и описывается на основе представленных на фигурах, предпочтительных примеров осуществления.
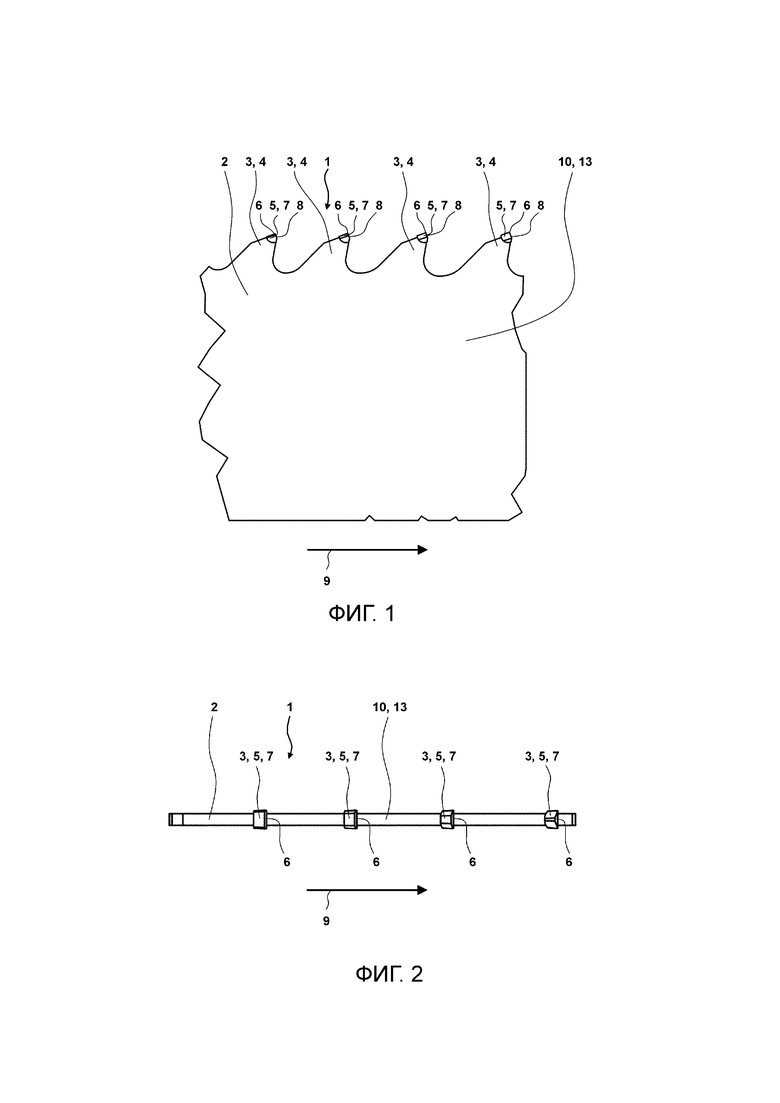
Фиг.1 показывает вид сбоку части первого примерного варианта осуществления нового выполненного в форме ленты отделяющего инструмента.
Фиг.2 показывает вид сверху на отделяющий инструмент согласно фиг.1.
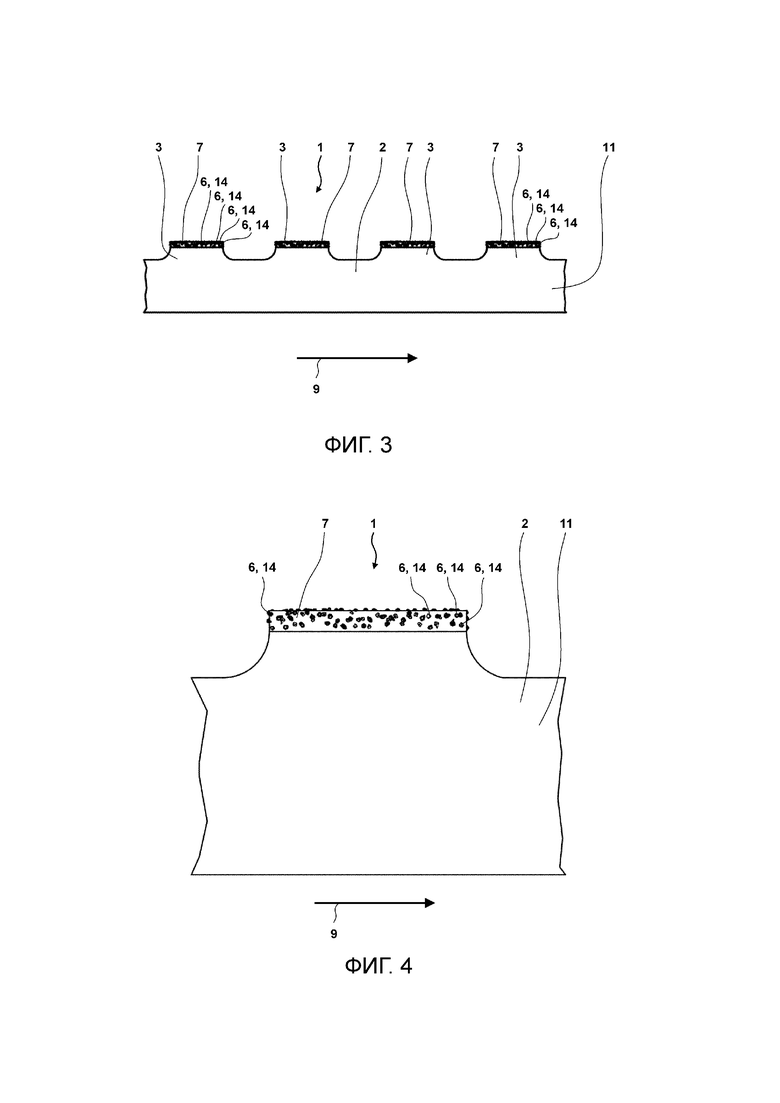
Фиг.3 показывает вид сбоку части второго примерного варианта осуществления нового выполненного в форме ленты отделяющего инструмента.
Фиг.4 показывает фрагмент части отделяющего инструмента согласно фиг.3.
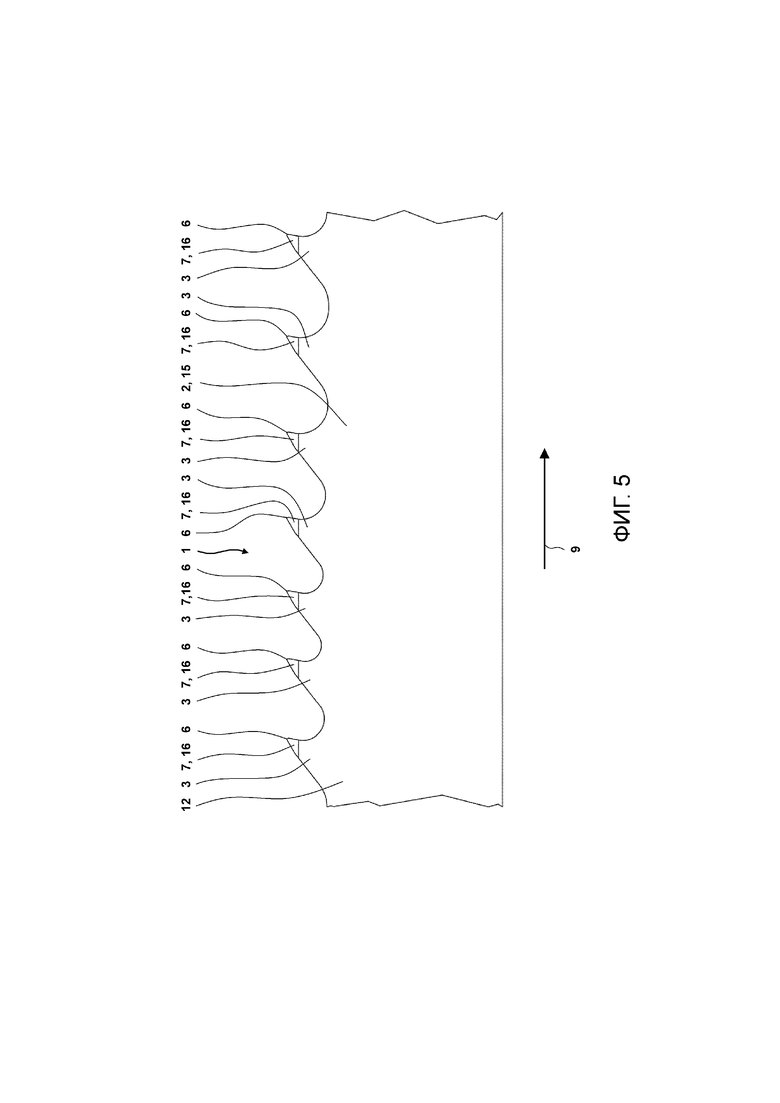
Фиг.5 показывает вид сбоку части третьего примерного варианта осуществления нового выполненного в форме ленты отделяющего инструмента.
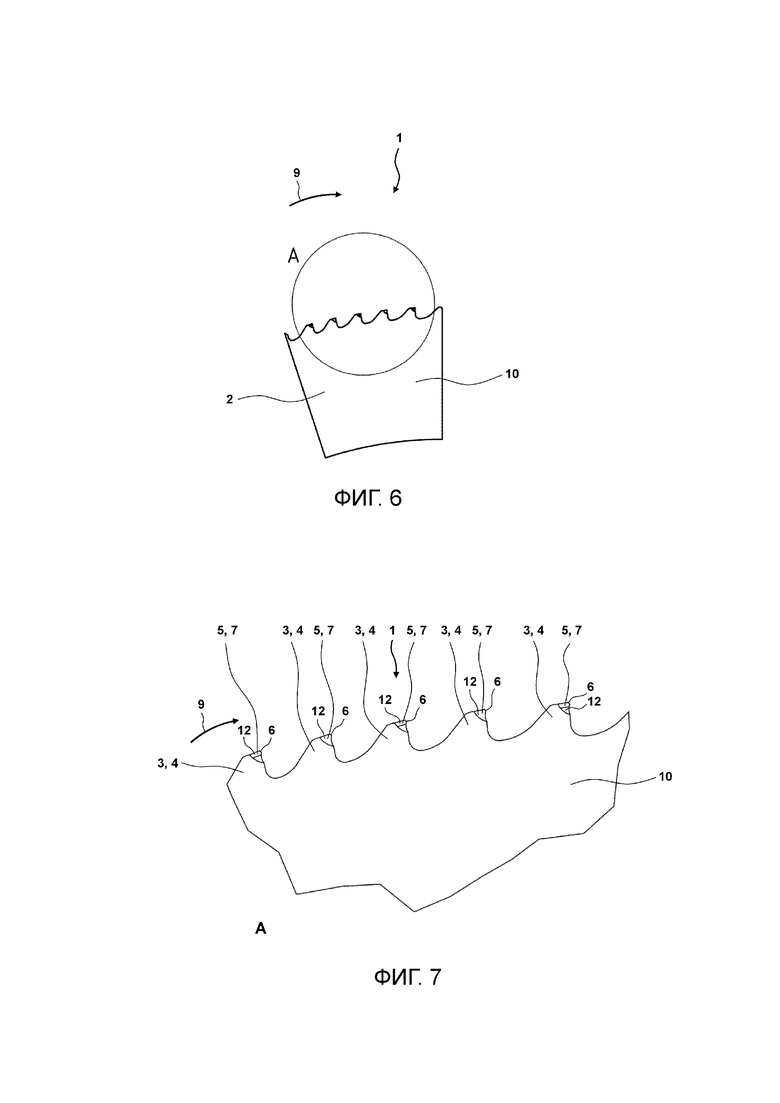
Фиг.6 показывает виде сбоку части четвертого примерного варианта осуществления нового выполненного в форме диска отделяющего инструмента.
Фиг.7 показывает фрагмент А из фиг.6.
Фиг.1 и 2 показывают виды выреза первого примерного варианта осуществления нового отделяющего инструмента 1, который здесь выполнен в виде ленты. Вырез выделен посредством соответствующих линий обрыва в левой и правой области представления на фиг.1. Такой лентообразный отделительный инструмент 1 в уровне техники также часто называется как пильная лента.
Представления с этих фигур, а также со следующих фигур сделаны с соблюдение масштаба, так что из этих фигур могут быть позаимствованы геометрические соотношения между отдельными элементами отделяющего инструмента 1.
Отделяющий инструмент 1 имеет несущее зубья тело 2 и множество расположенных на этом несущем зубья теле 2 зубьев 3. Зубья 3 могут быть выполнены полностью или частично за одно целое с несущим зубья телом 2. В данном случае зубья 3 расположены вдоль несущего зубья тела 2 в повторяющихся группах геометрически по-разному выполненных зубьев 3. Зубья 3 здесь расположены на несущем зубья теле 2 с переменным шагом. Но зубья 3 также могли бы быть расположены на несущем зубья теле 2 не в соответствии с групповой техникой и/или с постоянным шагом.
Зубья 3 имеют каждый вершину 7 зуба, которая расположена на противоположном несущему зубья телу 2 конце соответствующего зуба 3. Зубья 3 образуются каждый посредством выступа 4 несущего зубья тела 2, а также вставки (пластины) 5. Вставка 5 состоит из материала, который тверже материала выступов 4 и несущего зубья тела 2 отделяющего инструмента 1. Предпочтительным образом, в случае этого материала вставки 5 речь идет о твердом металле. Но также речь могла бы идти о другом подходящем материале. Вставки 5 жестко (неразъемно) соединены с соответственно согласованным выступом 4 - в частности, посредством пайки или сварки.
На вставке 5 образована режущая кромка 6 зуба 3. В данном случае речь идет о геометрически определенной режущей кромке 6. Режущая кромка 6 имеет переднюю поверхность 8 с отрицательным передним углом резания. Направление 9 движения ленты отделяющего инструмента 1 проходит здесь слева направо. Но передний угол резания также мог бы быть положительным или равным 0°.
Новый отделяющий инструмент 1 имеет особый состав материала, который способствует тому, что с помощью этого отделяющего инструмента 1 заготовки из стали, которые имеют высокую температуру, могут надежно, эффективно и экологично отделяться. Другая возможность использования представляет собой применение отделяющего инструмента 1 для отделения заготовки под водой или в качестве инструмента для отделения заготовки с чистой водой в качестве смазывающе-охлаждающего средства.
Для этого несущее зубья тело 2 состоит из суперсплава 10. Выступы 4 также состоят из этого суперсплава 10. Дополнительно, несущее зубья тело 2 может быть покрыто теплоизоляционным слоем 11 и/или твердосплавным слоем 12. Слои 11, 12 в случае варианта осуществления отделяющего инструмента 1 согласно фиг.1 и 2 отсутствуют, так что ссылочные позиции 11 и 12 на фиг.1 и 2 не проставлены. Поэтому, следует сослаться на последующие чертежи, на которых слои 11, 12 частично имеются.
В данном примере в случае суперсплава 10 речь идет о суперсплаве 13 на основе никеля. Но также речь могла бы идти о другом суперсплаве 10.
Фиг.3 и 4 показывают другой примерный вариант осуществления нового отделяющего инструмента 1, который не подпадает под дословную формулировку независимых пунктов формулы изобретения. Речь идет, в свою очередь, об отделяющем инструменте 1 с продольно протяженном, лентообразном несущем зубья теле 2.
Однако, в отличие от варианта осуществления отделяющего инструмента 1 согласно фиг.1, 2, зубья 3 имеют каждый вершину 7 зуба, которая для образования множества геометрически неопределенных режущих кромок 6 покрыта режущими частицами 14. Зубья 3 расположены с постоянным шагом вдоль несущего зубья тела 2. В этом варианте осуществления отделяющего инструмента 1 несущее зубья тело 2 состоит не из суперсплава 10, а покрыто теплоизоляционным слоем 11. Но также было бы возможным то, чтобы несущее зубья тело 2 дополнительно состояло из суперсплава 10 и/или было покрыто твердосплавным слоем 12.
Фиг.5 показывает другой примерный вариант осуществления нового отделяющего инструмента 1, который не подпадает под дословную формулировку независимых пунктов формулы изобретения. В этом случае, при упоминании отделяющего инструмента 1 речь идет о биметаллической пильной ленте с несущим ленточным участком 15 и закрепленным на нем кромочным проволочным участком 16.
Кромочный проволочный участок 16 образует вершины 7 зубьев и режущие кромки 6 зубьев 3. Остальное от первоначально непрерывного лентообразного кромочного проволочного участка 16 было удалено посредством фрезерования. Несущий ленточный участок 15 покрыт твердосплавным слоем 12. Несущий ленточный участок 15 в этом случае состоит не из суперсплава 10. Но он мог бы также состоять из суперсплава 10 и/или покрыт теплоизоляционным слоем 11.
Фиг.6 и 7 показывают виды другого примерного варианта осуществления отделяющего инструмента 1. В этом случае отделяющий инструмент 1 выполнен в виде дискового пильного полотна (пильный диск).
Зубья 3 распложены на несущем зубья теле 2 согласно групповой технологии и с переменным шагом зубьев. На несущем зубья теле 2 образованы выступы 4, на которых закреплены вставки 5. Передняя поверхность 6 имеет отрицательный передний угол резания. Несущее зубья тело 2 состоит из суперсплава 10. Вершины 7 зубьев и другая часть выступов 4 покрыты твердосплавным слоем 12.
Следует учитывать, что описанные выше различные материальные выполнения отдельных вариантов осуществления в отношении суперсплава 10, теплоизоляционного слоя 11 и твердосплавного слоя 12 также могут быть применимы на геометриях других вариантов осуществления.
Список ссылочных позиций:
1 отделяющий инструмент,
2 несущее зубья тело,
3 зуб,
4 выступ,
5 вставка,
6 режущая кромка,
7 вершина зуба,
8 передняя поверхность,
9 направление движения ленты,
10 суперсплав,
11 теплоизоляционный слой,
12 твердосплавный слой,
13 суперсплав на основе никеля,
14 режущие частицы,
15 несущий ленточный участок ,
16 кромочный проволочный участок.
| название | год | авторы | номер документа |
|---|---|---|---|
| Режущий инструмент с асимметричными зубьями, имеющими режущие частицы | 2020 |
|
RU2808089C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ В ФОРМЕ ЛЕНТЫ С БУФЕРНЫМИ ЧАСТИЦАМИ | 2020 |
|
RU2808864C2 |
| ПИЛЬНОЕ ПОЛОТНО ДЛЯ ПИЛЕНИЯ ПОЛЫХ ФОРМОВАННЫХ ПРОФИЛЕЙ | 2012 |
|
RU2580260C2 |
| ПИЛЬНОЕ ПОЛОТНО С ПРОФИЛИРОВАННОЙ ЗАДНЕЙ СТОРОНОЙ ПОЛОТНА | 2014 |
|
RU2681583C2 |
| ДИСКОВАЯ ПИЛА | 1998 |
|
RU2131336C1 |
| Полотно ленточной пилы по металлу | 2024 |
|
RU2828893C1 |
| Пильное полотно для ножовки по металлу | 2024 |
|
RU2834518C1 |
| УСТРОЙСТВО ДЛЯ РАЗДЕЛЕНИЯ МАТЕРИАЛА С ТОНКИМ ПРОПИЛОМ | 2012 |
|
RU2574546C2 |
| Полотно пилы по металлу | 2024 |
|
RU2834793C1 |
| ЗАГОТОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПИЛЬНЫХ ПОЛОТЕН ИЛИ ПИЛЬНЫХ ЛЕНТ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2366548C2 |
Изобретение касается технической области производства стали и, в частности резки необработанных заготовок из стали с высокими температурами - по меньшей мере 750°С. Отделяющий инструмент с несущим зубья телом и множеством расположенных на несущем зубья теле зубьев, причем несущее зубья тело состоит из суперсплава, отличающийся тем, что каждый зуб имеет вершину зуба, которая имеет геометрически определенную режущую кромку и покрыта твердосплавным слоем. Также вершина зуба для образования множества геометрически неопределенных режущих кромок покрыта режущими частицами. Каждый зуб образован посредством выступа и вставки, причем выступ расположен на несущем зубья теле, а вставка - на выступе, причем вставка образует вершину зуба и режущую кромку зуба, а выступ состоит из суперсплава. Обеспечивается эффективное и экологичное отделение стальных заготовок, которые имеют высокую температуру, под водой или с чистой водой в качестве смазывающе-охлаждающего средства. 3 н. и 19 з. п. ф-лы, 7 ил.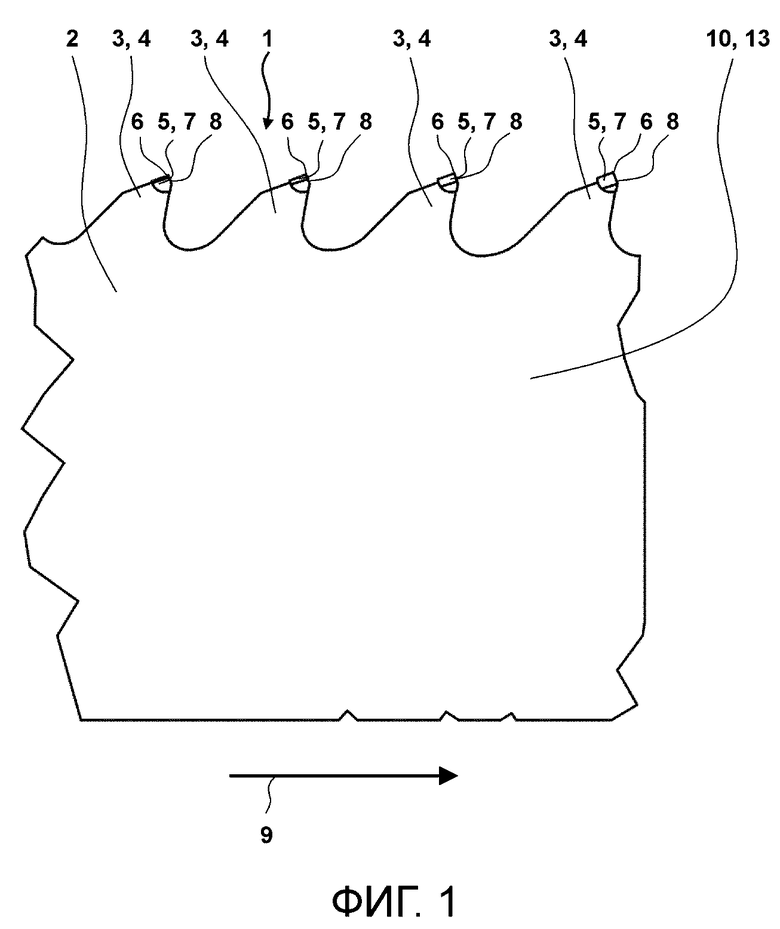
1. Отделяющий инструмент (1) с несущим зубья телом (2) и множеством расположенных на несущем зубья теле (2) зубьев (3), причем несущее зубья тело (2) состоит из суперсплава (10), отличающийся тем, что каждый зуб (3) имеет вершину (7) зуба, которая имеет геометрически определенную режущую кромку (6) и покрыта твердосплавным слоем (12).
2. Отделяющий инструмент (1) по п. 1, отличающийся тем, что суперсплав (10) представляет собой суперсплав (13) на основе никеля.
3. Отделяющий инструмент (1) по п. 1, отличающийся тем, что режущая кромка (6) имеет переднюю поверхность (8) с отрицательным передним углом резания.
4. Отделяющий инструмент (1) по любому из предыдущих пунктов, отличающийся тем, что отделяющий инструмент (1) является пильной лентой.
5. Отделяющий инструмент (1) по любому из пп. 1-4, отличающийся несущим ленточным участком (15) и закрепленным на нем кромочным проволочным участком (16), причем кромочный проволочный участок (16) образует вершину (7) зуба и режущую кромку (6) зуба (3), а несущий ленточный участок (15) состоит из суперсплава (10).
6. Отделяющий инструмент (1) по любому из пп. 1-5, отличающийся тем, что несущее зубья тело (2) покрыто теплоизоляционным слоем (11) и/или твердосплавным слоем (12).
7. Отделяющий инструмент (1) с несущим зубья телом (2) и множеством расположенных на несущем зубья теле (2) зубьев (3), причем несущее зубья тело (2) состоит из суперсплава (10), отличающийся тем, что каждый зуб (3) имеет вершину (7) зуба, которая для образования множества геометрически неопределенных режущих кромок (6) покрыта режущими частицами (14).
8. Отделяющий инструмент (1) по п. 7, отличающийся тем, что суперсплав (10) представляет собой суперсплав (13) на основе никеля.
9. Отделяющий инструмент (1) по п. 7 или 8, отличающийся тем, что отделяющий инструмент (1) является пильной лентой.
10. Отделяющий инструмент (1) по п. 7 или 8, отличающийся тем, что режущие частицы (14) имеют кубический нитрид бора (CBN), металлорежущую керамику, твердый металл или комбинацию из них.
11. Отделяющий инструмент (1) по любому из пп. 7-10, отличающийся несущим ленточным участком (15) и закрепленным на нем кромочным проволочным участком (16), причем кромочный проволочный участок (16) образует вершину (7) зуба и режущую кромку (6) зуба (3), а несущий ленточный участок (15) состоит из суперсплава (10).
12. Отделяющий инструмент (1) по любому из пп. 7-11, отличающийся тем, что несущее зубья тело (2) покрыто теплоизоляционным слоем (11) и/или твердосплавным слоем (12).
13. Отделяющий инструмент (1) с несущим зубья телом (2) и множеством расположенных на несущем зубья теле (2) зубьев (3), причем несущее зубья тело (2) состоит из суперсплава (10), отличающийся тем, что
каждый зуб (3) имеет вершину (7) зуба, которая имеет геометрически определенную режущую кромку (6), и
каждый зуб (3) образован посредством выступа (4) и вставки (5), причем выступ (4) расположен на несущем зубья теле (2), а вставка (5) - на выступе (4), причем вставка (5) образует вершину (7) зуба и режущую кромку (6) зуба (3), а выступ (4) состоит из суперсплава (10).
14. Отделяющий инструмент (1) по п. 13, отличающийся тем, что суперсплав (10) представляет собой суперсплав (13) на основе никеля.
15. Отделяющий инструмент (1) по п. 13, отличающийся тем, что режущая кромка (6) имеет переднюю поверхность (8) с отрицательным передним углом резания.
16. Отделяющий инструмент (1) по любому из пп. 13-15, отличающийся тем, что отделяющий инструмент (1) является пильной лентой.
17. Отделяющий инструмент (1) по любому из пп. 13-16, отличающийся тем, что вставка (5) состоит из твердого металла.
18. Отделяющий инструмент (1) по любому из пп. 13-17, отличающийся тем, что вставка (5) закреплена на выступе (4) посредством сварки или высокотемпературной пайки.
19. Отделяющий инструмент (1) по любому из пп. 13-18, отличающийся тем, что несущее зубья тело (2) покрыто теплоизоляционным слоем (11) и/или твердосплавным слоем (12).
20. Применение отделяющего инструмента (1) по любому из пп. 1-19 в качестве отделяющего сталь при высоких температурах инструмента для отделения необработанной заготовки из стали с температурой по меньшей мере 750°С.
21. Применение по п. 20, отличающееся тем, что отделение осуществляется во время изготовления стали.
22. Применение отделяющего инструмента (1) по любому из пп. 1-19 в качестве
подводного отделяющего инструмента для отделения заготовки под водой или
инструмента для отделения заготовки с чистой водой в качестве смазочно-охлаждающей среды.
| US 20080233428 A1, 25.09.2008 | |||
| CN 209681322 U, 26.11.2019 | |||
| JP 2000158206 A, 13.06.2000 | |||
| КЕРАМИЧЕСКОЕ СВЕРЛО ДЛЯ ВЫСОКОСКОРОСТНОГО СВЕРЛЕНИЯ | 2004 |
|
RU2350436C2 |
| ПОЛОТНО ПИЛЫ | 2004 |
|
RU2277459C1 |

