Изобретение относится к способу изготовления режущего электрода для хирургического инструмента, прежде всего инструмента для соединения и рассечения, а также к производимому посредством способа режущему электроду, и к хирургическому инструменту, который имеет соответствующий режущий электрод.
Из US 8740901 В2 известен хирургический инструмент для соединения и рассечения сосудов, то есть для соединения и рассечения ткани, в котором как запечатывание ткани, так и разрезание ткани выполняют посредством электричества. Для соединения сосудов служат выполненные на зажимах двух браншей запечатывающие электроды, которые проводят ток через захваченную между зажимами ткань, которая тем самым нагревается и коагулирует. Таким образом, захваченные инструментом сосуды могут быть запечатаны. При этом размещенный на одной из браншей режущий электрод служит для рассечения сосудов. При этом, в зависимости от варианта осуществления, режущий электрод может быть встроен в изоляционный материал на различной глубине таким образом, что от режущего электрода открыто выступают лишь его ребро и части его плоских сторон.
Из ЕР 0852480 В1 известен выполненный в форме скальпеля электрохирургический инструмент, у которого плоский, выполненный в форме лопатки электрод на обеих его плоских сторонах снабжен толстым изолирующим покрытием. Это покрытие покрывает также ребра, однако там оно является относительно тонким. Соответственно, исходящий от инструмента высокочастотный ток должен преимущественно протекать через кромки инструмента.
Такой инструмент известен также из ЕР 3132765 А1. Он имеет на его верхней, снабженной режущим электродом бранше изолятор, который по центру имеет тонкий, направленный как упор для противоположной бранши стенной участок. В ребро этого стенного участка вставлен режущий электрод.
Конструкция изолятора с режущим электродом, в принципе, может быть также почерпнута из US 2016/0249975 А1. Режущий электрод выполнен посредством узких полосовидных металлических участков, которые имеют различные омические сопротивления.
Другой уровень техники показан посредством US 8394094 В2. Данная публикация предлагает удержание режущего электрода между двумя изолирующими элементами, которые в значительной мере покрывают плоские стороны режущего электрода и оставляют открытым ребро режущего электрода.
Тенденция развития хирургических инструментов направлена на создание тонких, однако при этом весьма эффективных и надежно функционирующих инструментов. Такие инструменты должны производить наиболее точный разрез за малое время. Это должно быть выполнено по возможности с незначительным расходом тока, что обеспечивает возможность одновременного выполнения коагуляции ткани. Прежде всего, в случаях, когда коагулирующие электроды и режущий электрод одновременно получают питание от одного и того же генератора с ограниченной мощностью, экономия электроэнергии при разрезании может иметь существенное значение.
Было обнаружено, что процесс разрезания существенно зависит от геометрии режущего электрода и его изоляции. Однако изготовление соответствующих режущих электродов является затруднительным.
На основании изложенного, целью изобретения является обеспечение способа изготовления режущего электрода.
Эта цель достигнута посредством способа по п. 1 формулы изобретения.
Предлагаемый в изобретении способ изготовления режущего электрода для хирургического инструмента, предназначенного для соединения и рассечения ткани, с использованием заготовки из электропроводящего материала, включает: выполнение на заготовке места запрограммированного разрушения, делящего заготовку на первый и второй участки; размещение снабженной местом запрограммированного разрушения заготовки в литейной форме, которая имеет гнездо, охватывающее с прилеганием (т.е. плотно) первый участок и образующее полость вокруг второго участка; заполнение литейной формы полимером для создания пластикового корпуса, который охватывает второй участок; открытие литейной формы и изъятие пластикового корпуса с захваченной в нем заготовкой; и отламывание первого участка от второго участка вдоль места запрограммированного разрушения.
Таким образом, предлагаемый в изобретении способ основан на обеспечении плоской заготовки из электропроводящего материала, предпочтительно, заготовки из листового металла, которая имеет как образующий впоследствии электрод участок, так и служащий лишь для манипулирования участок. Эта заготовка снабжена местом запрограммированного разрушения, которое подразделяет ее на первый и второй участки. Первый участок служит лишь для манипулирования, в то время как второй участок впоследствии образует электрод. Заготовка является, например, тонким металлическим листом, толщина которого, в зависимости от случая применения, составляет от долей десятой части миллиметра до нескольких десятых частей миллиметра. В предпочтительном варианте осуществления толщина составляет 0,1 мм. Металл может быть представлен сталью, причем сталь, предпочтительно, не является вязкой, прежде всего не является пластично деформируемой.
Место запрограммированного разрушения, предпочтительно, выполнено посредством линейной зоны, в которой толщина заготовки из листового металла уменьшена. Уменьшение толщины может быть выполнено посредством прямой или дугообразной канавки, которая простирается по плоской стороне заготовки, предпочтительно, от одной ее кромки до другой ее кромки. Альтернативно, могут быть предусмотрены также две канавки или два желобка, которые размещены на обеих противоположных плоских сторонах заготовки, и имеют одинаковые местоположения и одинаковые формы. Другими словами, они ориентированы параллельно друг другу и задают поверхность, которая располагается перпендикулярно плоским сторонам заготовки.
Место запрограммированного разрушения может быть выполнено посредством шлифования, фрезерования, травления, штамповки, роликовой прокатки или подобным, подходящим для локального уменьшения толщины заготовки способом. Кроме того, также является возможным образование места запрограммированного разрушения посредством ряда перфораций или прорезей, или посредством локального изменения материала, например локального охрупчивания материала. Оно может быть вызвано термическим способом, например посредством локальной лазерной закалки.
На следующем шаге, снабженную местом запрограммированного разрушения заготовку вкладывают в гнездо литейной формы, которая захватывает с прилеганием первый участок таким образом, что второй участок выступает в пустоту или же в полость литейной формы. При этом литейная форма, предпочтительно, выполнена таким образом, что место запрограммированного разрушения позиционировано точно на краю полости. На следующем шаге литейную форму заполняют полимером таким образом, что он обтекает второй участок и, при необходимости, также пронизывает предусмотренные во втором участке перфорации. Таким образом, получают геометрическое замыкание между пластиковым корпусом и вторым участком. Предпочтительным способом литья является литье под давлением.
После открытия литейной формы и изъятия пластикового корпуса с захваченной в нем заготовкой, первый участок заготовки отламывают от второго участка на месте запрограммированного разрушения, например, рукой или посредством щипцов или другого подходящего рабочего органа. Тем самым, вдоль края пластикового корпуса образуется разломная кромка, по которой второй участок заготовки теперь открыто простирается в качестве готовой режущей кромки.
Таким образом, режущая кромка является естественно заостренной и не требующей последующей обработки. Минимизированы повреждения или нагрузки на пластиковый корпус в результате шагов последующей обработки. Металлический лист режущего электрода, предпочтительно, размещен в пластиковом корпусе симметричным образом.
Способ делает возможным создание электропроводящей, практически линейной, предпочтительно металлической, режущей кромки непосредственно на выполненном нераздельным или составным пластиковом корпусе, без необходимости в открывании частей плоской стороны режущего электрода. Для отделения первого участка отсутствует необходимость в резервировании поверхностных областей для захватов, щипцов или тому подобного. Режущая кромка может быть закрыта заподлицо с пластиковым корпусом, немного выступать из него или также располагаться немного ниже смежных поверхностей пластикового корпуса. Таким образом, процесс изготовления является простым и надежным в применении при высоком качестве, а также обеспечивающим достижение наивысших характеристик разреза вследствие ограничения тока на узкой разломной кромке режущего электрода. При этом режущий электрод может состоять из металла или электропроводящей керамики. Способ согласно изобретению делает возможным особо точное изготовление режущего электрода, при котором электрод встроен по центру в пластиковый корпус таким образом, что стенки из пластика по обе стороны от электрода имеют одинаковую толщину.
Когда размер первого участка больше или равен размеру второго участка, манипулирование во время изготовления и последующего отделения первого участка от остального заформованного в пластиковый корпус второго участка может быть очень просто выполнено также и вручную.
Когда первый участок позиционирован в литейной форме посредством по меньшей мере одного штифта, предпочтительно по меньшей мере двух штифтов, может быть получено особо надежное позиционирование заготовки в литейной форме.
Место запрограммированного разрушения, предпочтительно, выполнено как тонкая полосовидная, то есть линейная, область с уменьшенной толщиной материала. Оно может быть выполнено посредством одно- или двухстороннего шлифования, роликовой прокатки или травления заготовки или иным образом. Область уменьшенной толщины материала может быть представлена канавкой. Эта канавка может иметь круглое, прямоугольное, трапециевидное, треугольное или дугообразное поперечное сечение. Эта канавка, независимо от ее формы, предпочтительно, имеет глубину, которая составляет по меньшей мере одну треть, более предпочтительно по меньшей мере половину, толщины заготовки. Как глубину канавки, так и толщину заготовки следует измерять перпендикулярно плоской стороне заготовки. Если канавки размещены в заготовке с двух сторон, их глубина, предпочтительно, составляет от 1/6 до 1/4 толщины заготовки.
Объектом изобретения является также режущий электрод для хирургического инструмента, предназначенного для соединения и рассечения ткани, изготовленный описанным выше способом. Предлагаемый в изобретении режущий электрод имеет пластиковый корпус, в который встроен электрод из электропроводящего материала, имеющий открытую разломную кромку.
Предпочтительно, пластиковый корпус состоит из гибкого полимера, прежде всего эластичного полимера, такого как, например, силикон, или из подобного силикону полимера, эластомера или тому подобного.
Электрод предпочтительно имеет постоянную толщину, а вблизи разломной кромки толщина уменьшена таким образом, что область сужения примыкает к разломной кромке. Эта область сужения способствует концентрации тока на режущей кромке таким образом, что обеспечено достижение быстрого и чистого разреза.
Пластиковый корпус, предпочтительно, по меньшей мере достигает области сужения, и более предпочтительно, простирается в область сужения, или может быть выполнен с ее перекрытием таким образом, что открытая площадь излома электрода, предпочтительно, не превышает площадь поперечного сечения режущего электрода. Это означает, что боковые стороны электрода, предпочтительно, являются покрытыми вплоть до разломной кромки полимера.
По обе стороны от разломной кромки пластиковый корпус имеет торцовые поверхности, ширина которых, предпочтительно, является меньшей, чем удвоенная толщина (ширина) электрода. Это предотвращает защемление и механическое рассечение ткани, а также обеспечивает выполнение требуемого разреза, полностью или преимущественно, электрическим, но не механическим способом.
Другие подробности выгодных вариантов осуществления изобретения могут быть получены из чертежа, описания изобретения или пунктов формулы изобретения. Показано на:
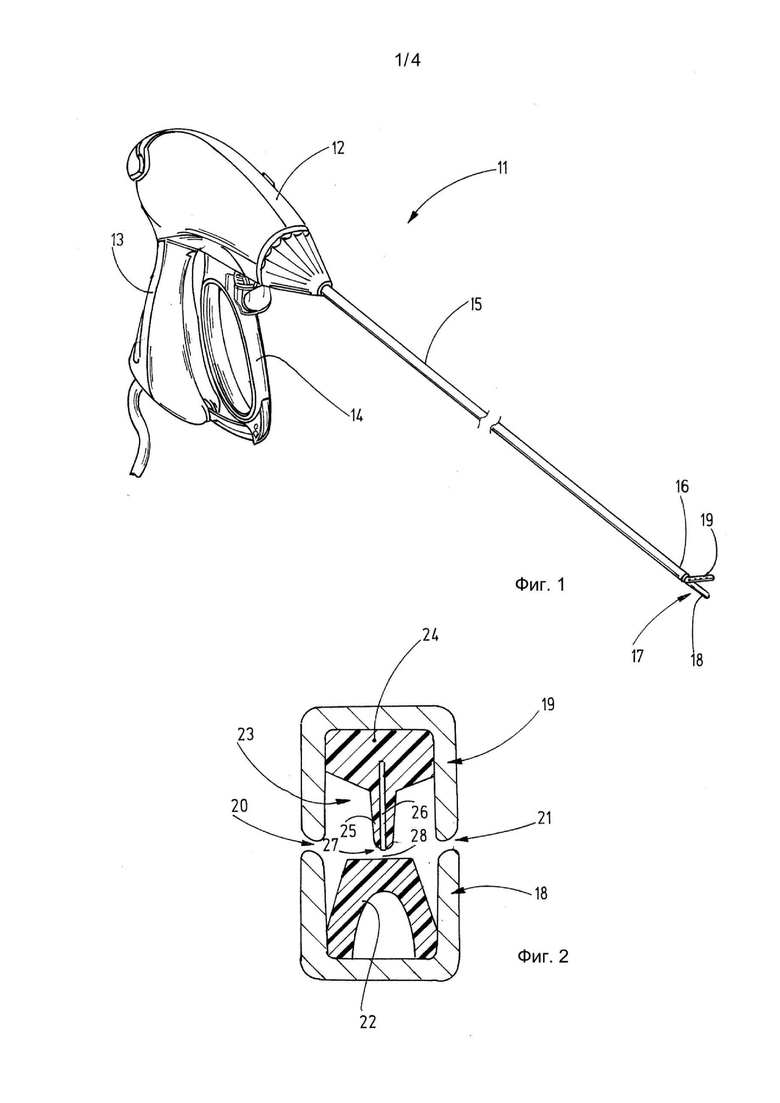
Фиг. 1 - хирургический инструмент в примерном варианте осуществления и в перспективном упрощенном представлении,
Фиг. 2 вынесенный из инструмента согласно фиг. 1 рабочий орган на упрощенном изображении в вертикальном разрезе,
Фиг. 3 - режущий электрод рабочего органа согласно фиг. 2 в упрощенном перспективном представлении,
Фиг. 4 заготовка для изготовления режущего электрода на виде сбоку,
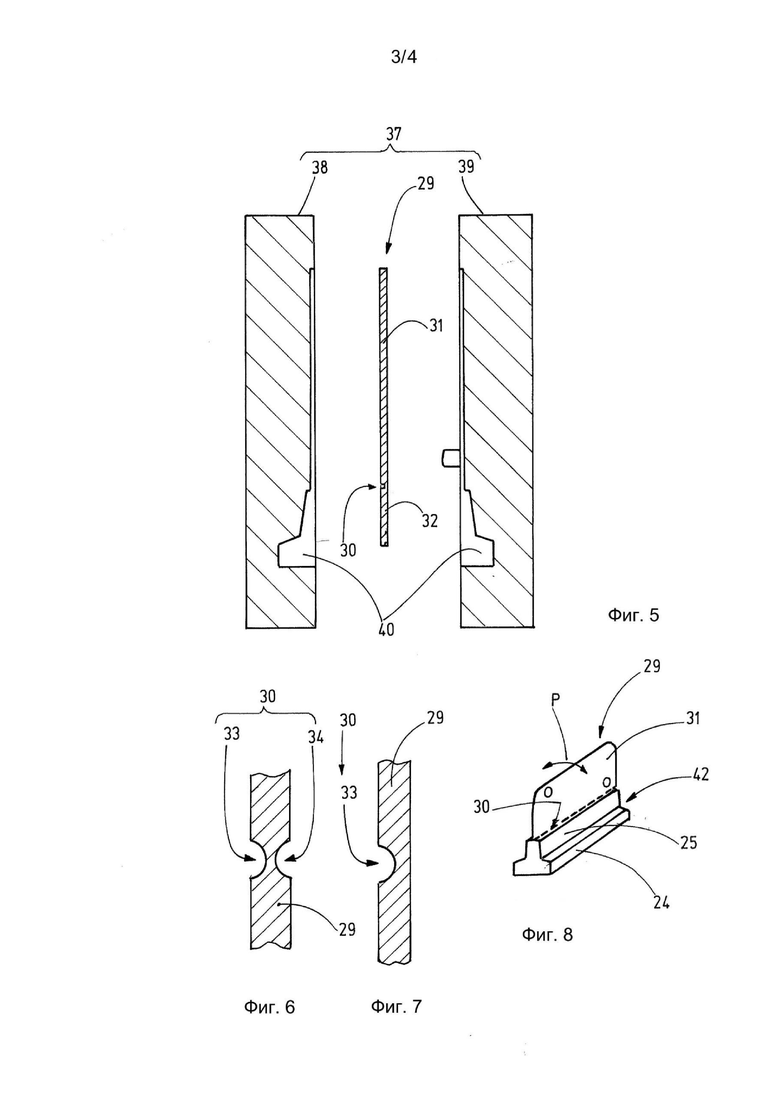
Фиг. 5 литейная форма с заготовкой на изображении в разобранном виде, на перпендикулярном плоскости разъема литейной формы разрезе,
Фиг. 6 - заготовка на фрагментарном изображении в разрезе, в области своего места запрограммированного разрушения,
Фиг. 7 - альтернативный вариант осуществления заготовки на фрагментарном изображении в разрезе, в области своего места запрограммированного разрушения,
Фиг. 8 снабженная пластиковым корпусом заготовка для изготовления режущего электрода,
Фиг. 9 режущий электрод на вертикально разрезанном фрагментарном представлении, в первом варианте осуществления, и
Фиг. 10 - режущий электрод на представлении согласно фиг. 9, однако, в измененном варианте осуществления.
Фиг. 1 иллюстрирует хирургический инструмент 11, который предусмотрен, прежде всего, для лапароскопической обработки пациента. Инструмент 11 имеет корпус 12 с предусмотренными на нем рукояткой 13 и приводным рычагом 14. От корпуса 12 прочь простирается шток 15, на дистальном конце которого удержан 16 рабочий орган 17. Он имеет первую браншу 18 и вторую браншу 19, из которых по меньшей мере одна, посредством приведения в действие рычага 14, имеет возможность перемещения к другой и прочь от нее, что позволяет захватывать ткань между ними.
Бранши 18, 19 образуют подобный щипцам рабочий орган 17, который предусмотрен для запечатывания ткани и/или для разделения ткани. Для этого обе бранши 18, 19, как, например, в принципе, известно из ЕР 3 132 765 А1, могут быть соединены с различными полюсами источника напряжения, и таким образом, задают между своими плечами зазор 20, 21 коагуляции. Между ними размещены, предпочтительно эластичный, упор 22, а на противоположной бранше 19 - режущий электрод 23. Этот электрод имеет базовый или крепежный участок 24 и стенной участок 25, оба из которых состоят из полимера, предпочтительно из эластичного полимера, причем в стенной участок 25 и, при необходимости, по меньшей мере, участками также в базовый участок 24 встроен выступающий внутрь, предпочтительно состоящий из металла, электрод 26. Лишь узкая его кромка 28 открыто простирается на торце 27. В остальном, электрод 26 встроен в стенной участок 25 и базовый участок 24 таким образом, что он является электрически изолированным.
Рабочий орган 17 может быть также частью другого инструмента, например используемого эндоскопическим образом инструмента или сформированного для открыто-хирургического применения инструмента.
Изготовление режущего электрода 24 осуществляют указанным ниже образом.
Изготовление исходит из заготовки 29, как она проиллюстрирована на фиг. 4. Эта заготовка 29 состоит из подходящего электродного материала, например стального сплава, титанового сплава или из электропроводящей керамики. Предпочтительно, заготовка 29 состоит из пружинящего материала, который не обладает, тем не менее, существенной способностью к пластичной деформации. Прежде всего, наиболее предпочтительно, материал достигает своей границы излома без предшествующей пластичной деформации.
Заготовка 29 снабжена, предпочтительно, выполненным в форме линии местом 30 запрограммированного разрушения, которое отделяет первый участок 31 заготовки 29 от второго участка 32. Второй участок 32 впоследствии образует электрод 26, в то время как первый участок 31 служит только для временного манипулирования. Место 30 запрограммированного разрушения является линейным ослаблением материала заготовки 29, например, посредством выполненной в заготовке 29 канавки 33, как она показана на фиг. 7. Вместо выполненной лишь на одной плоской стороне заготовки 29 канавки 33, место 30 запрограммированного разрушения может быть также выполнено, как это показывает фиг. 6, посредством двух канавок 33, 34, которые проходят параллельно друг другу на обращенных друг от друга плоских сторонах заготовки 29. При этом обе канавки 33, 34 простираются вдоль тех же маршрутов и размещены в тех же положениях.
Независимо от того, предусмотрены ли лишь одна канавка 33 или две канавки 33, 34, они могут быть выполнены произвольным подходящим способом, например посредством шлифования, фрезерования, штамповки, роликовой прокатки или травления. При этом, в зависимости от избранного способа и требуемой формы кромок, поперечное сечение канавок 33, 34 может быть выполнено круглым, прямоугольным, треугольным, четырехугольным, в виде трапеции или также, прежде всего, при травлении, неопределенной формы. Однако глубину и ширину канавки задают также и при травлении.
На первом участке 31 могут быть предусмотрены одна или несколько позиционирующих структур, например в форме позиционирующих отверстий 35, 36. Они могут служить, например, для позиционирования заготовки 29 в литейной форме 37 с двумя полуформами 38, 39, как показано на фиг. 5.
Полуформы 38, 39 снабжены соответственно гнездом, которое в области первого участка 31 заготовки имеет такие размеры формы и глубины, что при закрытой форме 37 заготовка 29 зафиксирована относительно первого участка 31, причем обе полуформы 38, 39 поверхностно прилегают к первому участку 31. Прежде всего, при этом удерживающая первый участок 31 область полуформ 38, 39 закрыта по существу заподлицо с местом 30 запрограммированного разрушения. Тем самым, при закрытой форме 37 вокруг второго участка 32 образуется полость 40, внутрь которой второй участок 32 выступает консольно закрепленным образом. Эта полость 40 опять-таки закрыта заподлицо с местом 30 запрограммированного разрушения.
Для изготовления режущего электрода 22 участок 32, при закрытой форме 37, заполняют подходящим полимером, например силиконом, который может пронизывать при этом также отверстия 41, которые могут быть выполнены во втором участке 32 для закрепления с геометрическим замыканием полимера на заготовке. Форма отверстий может быть круглой или прямоугольной.
После затвердевания полимера и открытия литейной формы 37, заготовка 29 с выполненным на ней пластиковым корпусом 42 может быть изъята из литейной формы 37. Как проиллюстрировано на фиг. 8, место 30 запрограммированного разрушения располагается теперь непосредственно на верхнем конце стенного участка 25. Из пластикового корпуса 42, при необходимости, выступает размещенный на участке 32 заготовки 29 кабель 43.
Для завершения изготовления режущего электрода 23 первый участок 31 перемещают теперь относительно пластикового корпуса 40 в обозначенном на фиг. 8 посредством стрелки Р направление с возвратно-поступательным его поворачиванием, вследствие чего, первый участок 31 отламывают на месте 30 запрограммированного разрушения от второго участка. При этом образуется разломная кромка 44, как показано на фиг. 9. Область сужения 45 образуется из бывшей канавки 32 таким образом, что разломная кромка 44 имеет меньшую ширину, чем толщина встроенного в пластиковый корпус второго участка 32. Как ширина разломной кромки 44, так и толщина второго участка 32 располагаются на фиг. 9 горизонтально, то есть подлежат измерению, в любом случае, перпендикулярно плоской стороне второго участка 32.
Стенной участок 25 имеет на его торце 27 по обеим сторонам от разломной кромки 44 ровные или закругленные поверхностные участки 46, 47, ширина которых соответственно превышает, предпочтительно, максимально в 10 раз, более предпочтительно максимально в три раза или также максимально в два раза толщину второго участка 32.
В то время как стенной участок 25 может непосредственно примыкать с торца к области 45 сужения, как это проиллюстрировано на фиг. 9, он может также простираться, согласно фиг. 10, внутрь области сужения 45 таким образом, что также и он является, частично или полностью, покрытым полимером, и исключительно разломная кромка 44 является открытой. За счет этого достигают особо высокой концентрации тока.
Разломная кромка 44 может быть естественно заостренной и не подвергнутой последующей обработке. После отламывания первого участка 31 от второго заформованного экструзией участка 32 согласно фиг. 8, режущий электрод 23 является готовым и может быть встроен в инструмент согласно фиг. 1. При разрезании, на разломной кромке, вследствие шероховатостей, образуются локальные концентрации тока, которые обеспечивают разрезание. Однако также является возможной дополнительная обработка разломной кромки, например посредством полировки, прежде всего электрополировки.
Описанные в связи с фиг. 5, а также 8-10 детали равным образом являются действительными для заготовок 29 согласно фиг. 6 и заготовок 29 согласно фиг. 7.
Способ согласно изобретению служит для изготовления режущего электрода для хирургического инструмента 11, причем способ предотвращает приложение необходимого для отделения поперечного сечения режущего электрода 23 усилия после размещения пластикового корпуса на режущем электроде 23. Изготовление режущего электрода 23 исходит из заготовки 29, которая снабжена местом 30 запрограммированного разрушения. Оно наделено такими размерами, что является возможным его разделение с незначительными усилиями, которые являются, прежде всего, столь незначительными, что они могут быть переданы также через пластиковый корпус. Место 30 запрограммированного разрушения подразделяет заготовку 29 на первый участок 31, который служит лишь для манипулирования и позиционирования заготовки 29 в литейной форме 37, а также на второй участок 32, который открыто выступает в полость формы 40 и подвергается заформовке в полимер способом экструзии.
После формирования, первый участок 31 может быть легко отломлен от режущего электрода 23. Образующаяся разломная кромка 44 образует идеальную режущую кромку.
Перечень ссылочных обозначений:
11 инструмент
12 корпус
13 рукоятка
14 рычаг
15 шток
16 дистальный конец штока 15
17 рабочий орган
18, 19 бранши
20, 21 зазор коагуляции
22 упор
23 режущий электрод
24 базовый участок
25 стенной участок
26 электрод
27 торец
28 режущая кромка
29 заготовка
30 место запрограммированного разрушения
31 первый участок
32 второй участок
33, 34 канавки
35, 36 позиционирующие отверстия
37 литейная форма
38, 39 полуформы
40 полость
41 отверстия
42 пластиковый корпус
43 кабель
Р стрелка
44 разломная кромка
45 область сужения
46, 47 поверхностные участки
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ ДЛЯ КОАГУЛЯЦИИ И РАССЕЧЕНИЯ СО ШТЫРЕВЫМИ ЭЛЕКТРОДАМИ | 2018 |
|
RU2764703C2 |
| ИНСТРУМЕНТ ДЛЯ СРАЩИВАНИЯ И РАССЕЧЕНИЯ СОСУДОВ | 2014 |
|
RU2693447C2 |
| Инструмент для захвата, рассечения и/или коагуляции биологической ткани | 2016 |
|
RU2713962C2 |
| ХИРУРГИЧЕСКИЙ ИНСТРУМЕНТ | 2015 |
|
RU2618186C2 |
| ХИРУРГИЧЕСКИЙ ИНСТРУМЕНТ С ДВУХСТУПЕНЧАТЫМ ИСПОЛНИТЕЛЬНЫМ ЗУБЧАТЫМ МЕХАНИЗМОМ | 2018 |
|
RU2766266C2 |
| ХИРУРГИЧЕСКИЙ РЕЖУЩИЙ ИНСТРУМЕНТ, АНАЛИЗИРУЮЩИЙ ТОЛЩИНУ ТКАНИ | 2010 |
|
RU2566079C2 |
| КОНФИГУРАЦИИ БРАНШЕЙ И ЭЛЕКТРОДОВ ХИРУРГИЧЕСКОГО КОНЦЕВОГО ЭФФЕКТОРА | 2013 |
|
RU2642219C2 |
| СОЕДИНЕНИЯ ЭЛЕКТРОДОВ ДЛЯ ХИРУРГИЧЕСКИХ ИНСТРУМЕНТОВ С ПОВОРОТНЫМ ПРИВОДОМ | 2013 |
|
RU2659629C2 |
| КАССЕТА С КРЕПЕЖНЫМИ ЭЛЕМЕНТАМИ, СОДЕРЖАЩАЯ РЕЖУЩИЙ ЭЛЕМЕНТ ДЛЯ ВЫСВОБОЖДЕНИЯ КОМПЕНСАТОРА ТОЛЩИНЫ ТКАНИ | 2014 |
|
RU2662880C2 |
| ХИРУРГИЧЕСКИЙ ИНСТРУМЕНТ ДЛЯ КОАГУЛЯЦИИ, ЗАХВАТЫВАНИЯ И РАССЕЧЕНИЯ БИОЛОГИЧЕСКОЙ ТКАНИ | 2019 |
|
RU2786337C2 |


Группа изобретений относится к медицинским инструментам. Способ изготовления режущего электрода для хирургического инструмента, предназначенного для соединения и рассечения ткани, с использованием заготовки из электропроводящего материала, включает выполнение на заготовке места запрограммированного разрушения, делящего заготовку на первый и второй участки, размещение снабженной местом запрограммированного разрушения заготовки в литейной форме, которая имеет гнездо, охватывающее с прилеганием первый участок и образующее полость вокруг второго участка, заполнение литейной формы полимером для создания пластикового корпуса, который охватывает второй участок, открытие литейной формы и изъятие пластикового корпуса с захваченной в нем заготовкой, и отламывание первого участка от второго участка вдоль места запрограммированного разрушения. Раскрыты режущий электрод для хирургического инструмента и хирургический инструмент для соединения и рассечения ткани, содержащий этот режущий электрод. Технический результат состоит в создании электрода, обеспечивающего экономию электроэнергии. 3 н. и 12 з.п. ф-лы, 10 ил.
1. Способ изготовления режущего электрода для хирургического инструмента, предназначенного для соединения и рассечения ткани, с использованием заготовки из электропроводящего материала, отличающийся тем, что он включает:
- выполнение на заготовке места запрограммированного разрушения, делящего заготовку на первый и второй участки,
- размещение снабженной местом запрограммированного разрушения заготовки в литейной форме, которая имеет гнездо, охватывающее с прилеганием первый участок и образующее полость вокруг второго участка,
- заполнение литейной формы полимером для создания пластикового корпуса, который охватывает второй участок,
- открытие литейной формы и изъятие пластикового корпуса с захваченной в нем заготовкой, и
- отламывание первого участка от второго участка вдоль места запрограммированного разрушения.
2. Способ по п. 1, отличающийся тем, что размер первого участка больше или равен размеру второго участка.
3. Способ по одному из предшествующих пунктов, отличающийся тем, что первый участок позиционируют в литейной форме посредством позиционирующей структуры.
4. Способ по одному из предшествующих пунктов, отличающийся тем, что заготовку перед размещением в литейной форме снабжают электрическим присоединительным проводником.
5. Способ по одному из предшествующих пунктов, отличающийся тем, что место запрограммированного разрушения выполняют в виде линейной области с уменьшенной толщиной материала.
6. Способ по п. 5, отличающийся тем, что область с уменьшенной толщиной материала образована посредством по меньшей мере одной канавки, расположенной по меньшей мере на одной плоской стороне заготовки.
7. Способ по п. 6, отличающийся тем, что канавка выполнена посредством травления.
8. Режущий электрод для хирургического инструмента, предназначенного для соединения и рассечения ткани, изготовленный способом по одному из пп. 1-7, характеризующийся тем, что он имеет пластиковый корпус, в который встроен электрод из электропроводящего материала, имеющий открытую разломную кромку.
9. Режущий электрод по п. 8, отличающийся тем, что пластиковый корпус выполнен из гибкого полимера, в частности эластичного полимера, прежде всего силикона.
10. Режущий электрод по п. 8 или 9, отличающийся тем, что электрод имеет постоянную толщину, а вблизи разломной кромки толщина уменьшена таким образом, что область сужения примыкает к разломной кромке.
11. Режущий электрод по п. 10, отличающийся тем, что пластиковый корпус достигает области сужения.
12. Режущий электрод по п. 10, отличающийся тем, что пластиковый корпус выполнен с перекрытием области сужения.
13. Режущий электрод по одному из пп. 8-12, отличающийся тем, что электрод имеет отверстия, пронизываемые полимером.
14. Режущий электрод по одному из пп. 8-13, отличающийся тем, что ширина разломной кромки меньше толщины электрода, предпочтительно не превышает половину толщины электрода.
15. Хирургический инструмент для соединения и рассечения ткани, содержащий режущий электрод по одному из пп. 8-14.
| EP 2959854 A1, 30.12.2015 | |||
| EP 1958583 A2, 20.08.2008 | |||
| Способ приготовления лака | 1924 |
|
SU2011A1 |
| ПАЧКА С ШАРНИРНОЙ КРЫШКОЙ | 2012 |
|
RU2617378C2 |
| RU 2015124783 A, 10.01.2017 | |||
| ХИРУРГИЧЕСКИЙ ИНСТРУМЕНТ, ПРЕЖДЕ ВСЕГО ЭЛЕКТРОХИРУРГИЧЕСКИЙ ИНСТРУМЕНТ | 2011 |
|
RU2506903C2 |

