ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001]
Настоящее изобретение относится к ленточному сердечнику. Приоритет испрашивается по заявке на патент Японии № 2020-178891, поданной 26 октября 2020 г., содержание которой включено в настоящий документ посредством ссылки.
УРОВЕНЬ ТЕХНИКИ
[0002]
Лист анизотропной электротехнической стали представляет собой стальной лист, содержащий 7 мас.% или меньше Si, и имеет текстуру вторичной рекристаллизации, в которой зерна вторичной рекристаллизации концентрируются в ориентации {110}<001> (ориентация Госса). На магнитные свойства листов анизотропной электротехнической стали значительно влияет степень концентрации в ориентации {110}<001>. В последние годы в листах анизотропной электротехнической стали, которые были введены в практическое использование, угол между направлением кристалла <001> и направлением прокатки контролируется так, чтобы он находился в диапазоне приблизительно 5°.
[0003]
Листы анизотропной электротехнической стали шихтуются и используются в металлических сердечниках трансформаторов и т.п. В дополнение к главным магнитным свойствам высокой плотности магнитного потока и низких магнитных потерь также требуется малая магнитострикция, которая вызывает вибрацию и шум. Как известно, кристаллическая ориентация имеет сильную корреляцию с этими свойствами, и, например, Патентные документы 1-3 раскрывают методики точного управления ориентацией.
[0004]
Кроме того, Патентный документ 4, в котором рассматривается влияние деформации и т.п., происходящей во время обработки, раскрывает методику улучшения свойств путем управления динамическим коэффициентом трения поверхности листа анизотропной электротехнической стали. Патентные документы 5 и 6 и т.п. раскрывают методики снижения шума за счет управления динамическим коэффициентом трения поверхности стальных листов, шихтованных в виде сердечника.
[0005]
В дополнение к этому, в предшествующем уровне техники для производства ленточного сердечника, как описано, например, в Патентном документе 7, широко известен способ намотки стального листа в цилиндрическую форму с последующим прессованием цилиндрического шихтованного тела без изменений, так что его угловые части имеют постоянную кривизну, придания ему по существу прямоугольной формы и последующего отжига для снятия напряжений и сохранения формы.
[0006]
С другой стороны, в качестве других способов изготовления ленточного сердечника были раскрыты такие методики, как описанные в Патентных документах 8-10, в которых части стального листа, которые будут угловыми частями ленточного сердечника, заранее сгибаются так, чтобы сформировать относительно небольшую область изгиба с радиусом кривизны 3 мм или меньше, и гнутые стальные листы шихтуются для формирования ленточного сердечника. В соответствии с этими способами производства не требуется обычный крупномасштабный процесс прессования, стальные листы точно сгибаются, чтобы сохранить форму металлического сердечника, и напряжение, образующееся во время обработки, также концентрируется только в изогнутых частях (угловых частях). По этой причине становится возможным устранить снятие напряжений из-за вышеупомянутого процесса отжига, промышленные преимущества являются большими, и применение этого способа прогрессирует.
СПИСОК ЛИТЕРАТУРЫ
ПАТЕНТНЫЕ ДОКУМЕНТЫ
[0007]
[Патентный документ 1]
Японская нерассмотренная патентная заявка, Первая публикация № 2001-192785
[Патентный документ 2]
Японская нерассмотренная патентная заявка, Первая публикация № 2005-240079
[Патентный документ 3]
Японская нерассмотренная патентная заявка, Первая публикация № 2012-052229
[Патентный документ 4]
Японская нерассмотренная патентная заявка, Первая публикация № H11-124685
[Патентный документ 5]
Международная патентная заявка № WO2018/123339
[Патентный документ 6]
Японская нерассмотренная патентная заявка, Первая публикация № 2011-90456
[Патентный документ 7]
Японская нерассмотренная патентная заявка, Первая публикация № 2005-286169
[Патентный документ 8]
Японский патент № 6224468
[Патентный документ 9]
Японская нерассмотренная патентная заявка, Первая публикация № 2018-148036
[Патентный документ 10]
Австралийская опубликованная патентная заявка № 2012337260
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ПРОБЛЕМЫ, РЕШАЕМЫЕ ИЗОБРЕТЕНИЕМ
[0008]
Задачей настоящего изобретения является предложить ленточный сердечник, произведенный способом сгибания стальных листов заранее так, чтобы была сформирована относительно небольшая область изгиба с радиусом кривизны 5 мм или меньше, и шихтовки изогнутых стальных листов для формирования ленточного сердечника, за счет чего минимизируется образование шума, вызванного комбинацией формы металлического сердечника и используемых стальных листов.
СРЕДСТВА ДЛЯ РЕШЕНИЯ ПРОБЛЕМЫ
[0009]
Авторы настоящего изобретения подробно изучили шумовые характеристики металлического сердечника трансформатора, произведенного способом сгибания стальных листов заранее так, чтобы была сформирована относительно небольшая область изгиба, имеющая радиус кривизны 5 мм или меньше, и шихтовки (наслоения) изогнутых стальных листов для формирования ленточного сердечника. В результате они обнаружили, что даже если в качестве материала используются стальные листы по существу с одинаковым контролем ориентации кристаллов и по существу с одинаковой величиной магнитострикции, измеренной для одиночного листа, может существовать разница в шуме металлического сердечника.
[0010]
В результате исследования причины этой проблемы было найдено, что на различие в проблематичном шуме влияет состояние поверхности материалов, и что степень этого явления также изменяется в зависимости от размеров и форм сердечников.
В связи с этим были изучены различные условия производства стального листа и формы сердечников, и было классифицировано их влияние на шум. В результате было найдено, что стальные листы, произведенные при конкретных производственных условиях, могут использоваться в качестве материалов для металлических сердечников с конкретными размерами и формами для минимизации шума металлических сердечников.
[0011]
Для достижения этой цели настоящее изобретение использует следующий аспект.
То есть один аспект настоящего изобретения представляет собой ленточный сердечник, включающий в себя: по существу прямоугольную основную часть ленточного сердечника на виде сбоку, которая включает в себя часть, в которой листы анизотропной электротехнической стали, в которых плоские части и угловые части непрерывно чередуются в продольном направлении, а угол между двумя плоскими частями, смежными друг с другом, с каждой из угловых частей между ними, равен 90°, укладываются в направлении толщины листа, и которая имеет по существу прямоугольную шихтованную структуру на виде сбоку, причем каждая из угловых частей имеет две или более изогнутых частей, имеющих криволинейную форму на виде сбоку листов 1 анизотропной электротехнической стали, сумма углов изгиба изогнутых частей, существующих в одной угловой части, составляет 90°, каждая изогнутая часть на виде сбоку имеет внутренний радиус кривизны r 1-5 мм, листы анизотропной электротехнической стали имеют химический состав, содержащий, в мас.%, Si: 2,0-7,0%, с остатком из Fe и примесей, и имеют текстуру, ориентированную в ориентации Госса, причем больше чем половина измеренных значений, полученных во множестве различных положений по толщине шихтовки, составляют 0,20-0,70 для межслойных коэффициентов трения, которые являются динамическими коэффициентами трения шихтованных листов анизотропной электротехнической стали по меньшей мере в некоторых из плоских частей, а их среднее значение составляет 0,20-0,70.
[0012]
В дополнение к этому, в этом аспекте предпочтительно, чтобы среднеквадратичное отклонение магнитострикции λpp листов анизотропной электротехнической стали составляло 0,01×10-6-0,10×10-6.
Однако стандартное отклонение определяется размахом значения магнитострикции, измеренной на плоских участках каждого из множества произвольно выбранных листов анизотропной электротехнической стали, взятых из шихтованных листов анизотропной электротехнической стали.
[0013]
Кроме того, в этом аспекте предпочтительно, чтобы на плоских участках доля площади, на которой листы анизотропной электротехнической стали обращены друг к другу с коэффициентом межслойного трения 0,20 или больше, составляла 50% или больше от общей площади, на которой листы анизотропной электротехнической стали шихтованы и обращены друг к другу.
[0014]
В дополнение к этому, в этом аспекте предпочтительно, чтобы межслойный коэффициент трения шихтованных листов анизотропной электротехнической стали в области в пределах 50% от толщины шихтованных листов анизотропной электротехнической стали от внутренней стороны ленточного сердечника в плоских частях составлял 0,20-0,70.
ПОЛЕЗНЫЕ ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
[0015]
В соответствии с вышеописанным аспектом настоящего изобретения в ленточном сердечнике, сформированном путем шихтовки изогнутых листов анизотропной электротехнической стали, можно эффективно минимизировать образование шума, вызываемого комбинацией формы металлического сердечника и используемых стальных листов.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0016]
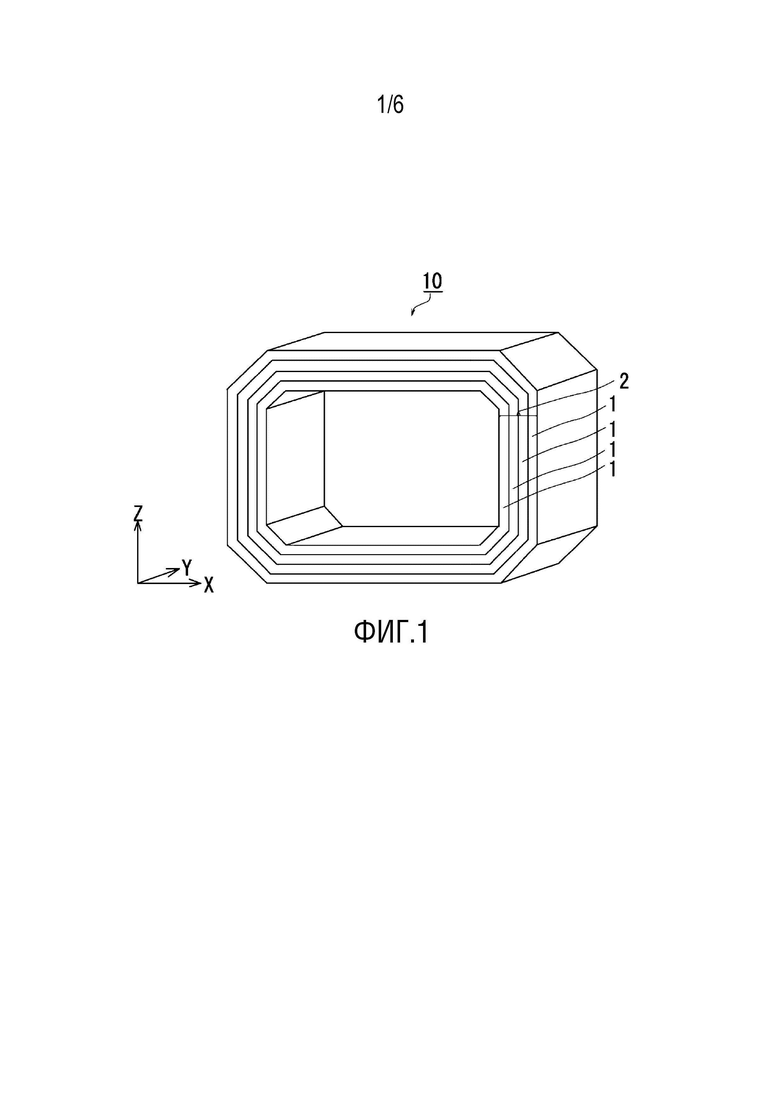
Фиг. 1 представляет собой вид в перспективе, схематично показывающий один вариант осуществления ленточного сердечника в соответствии с настоящим изобретением.
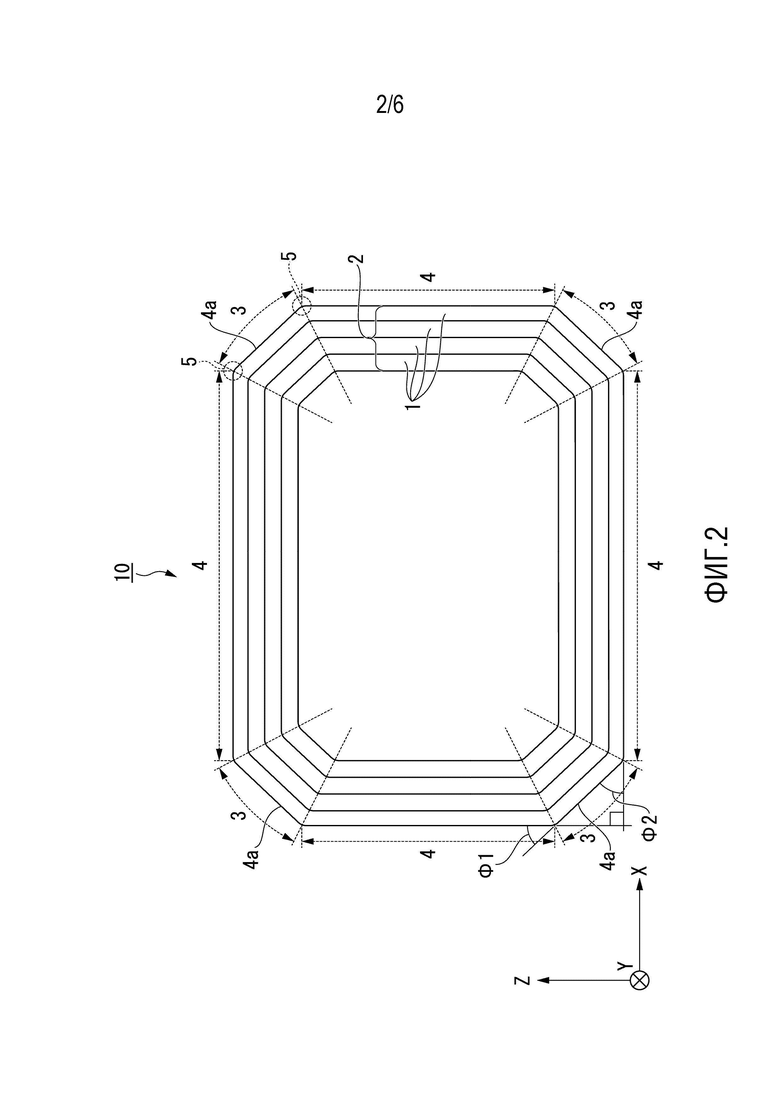
Фиг. 2 представляет собой вид сбоку ленточного сердечника, показанного в варианте осуществления на Фиг. 1.
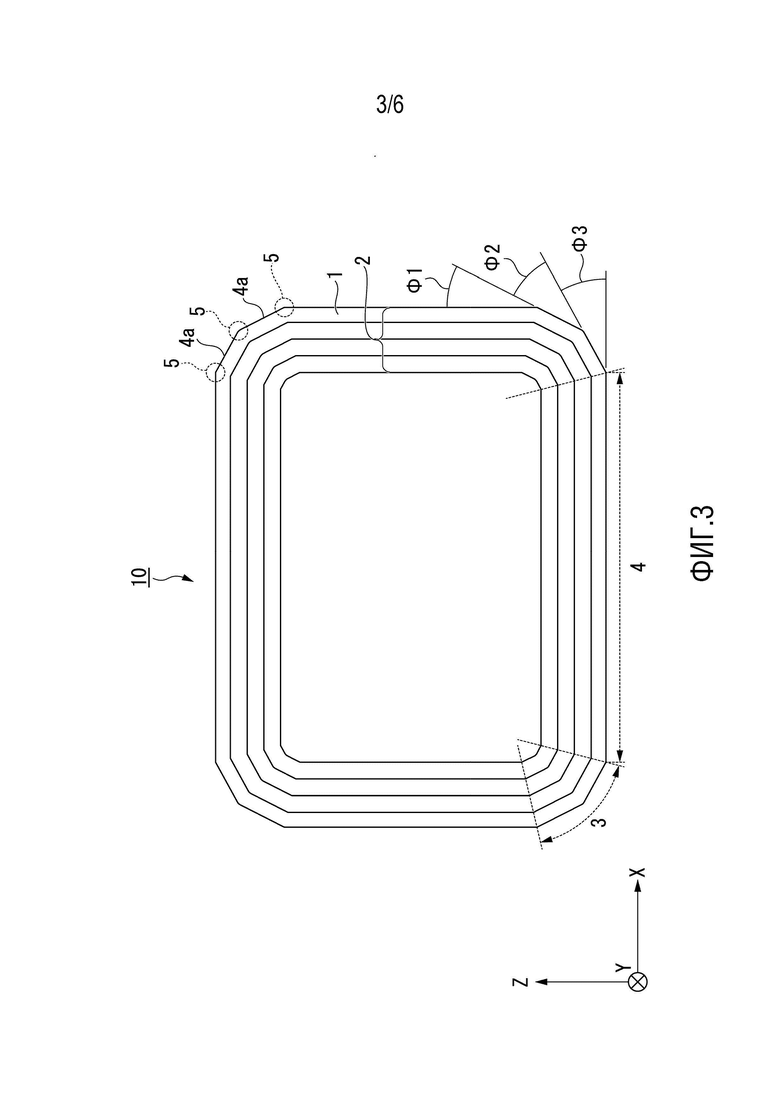
Фиг. 3 представляет собой вид сбоку, схематично показывающий другой вариант осуществления ленточного сердечника в соответствии с настоящим изобретением.
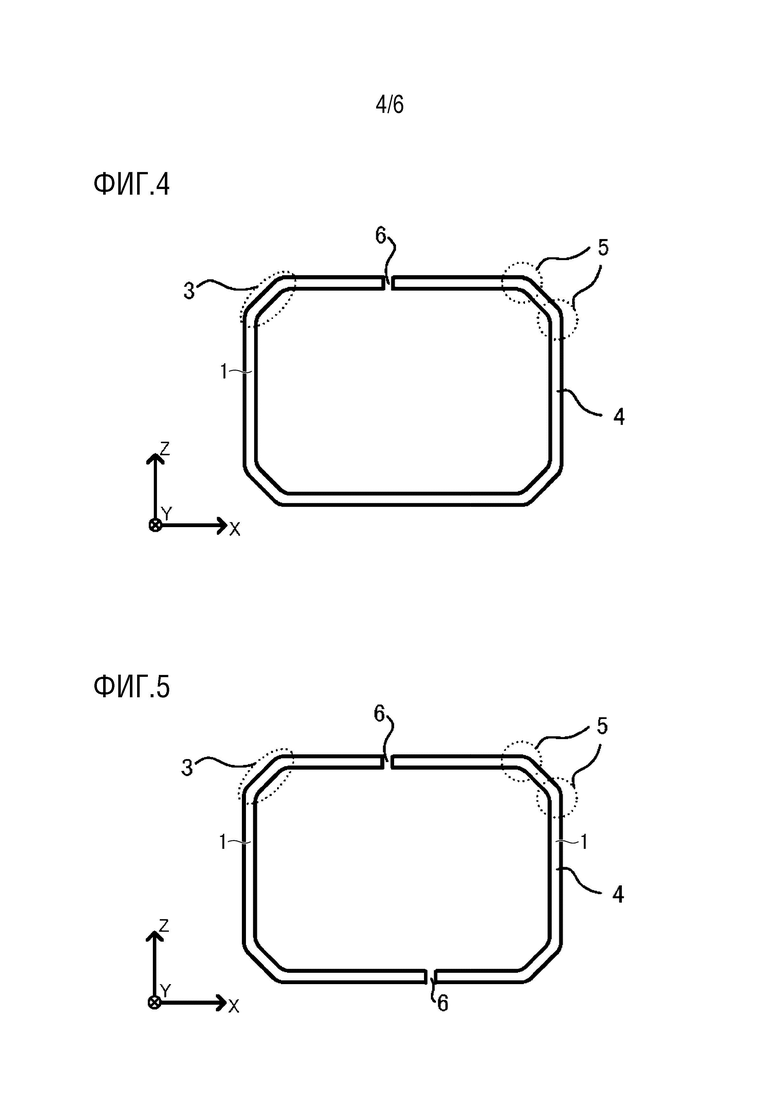
Фиг. 4 представляет собой вид сбоку, схематично показывающий один пример однослойного листа анизотропной электротехнической стали, составляющего ленточный сердечник в соответствии с одним вариантом осуществления настоящего изобретения.
Фиг. 5 представляет собой вид сбоку, схематично показывающий другой пример однослойного листа анизотропной электротехнической стали, составляющего ленточный сердечник в соответствии с одним вариантом осуществления настоящего изобретения.
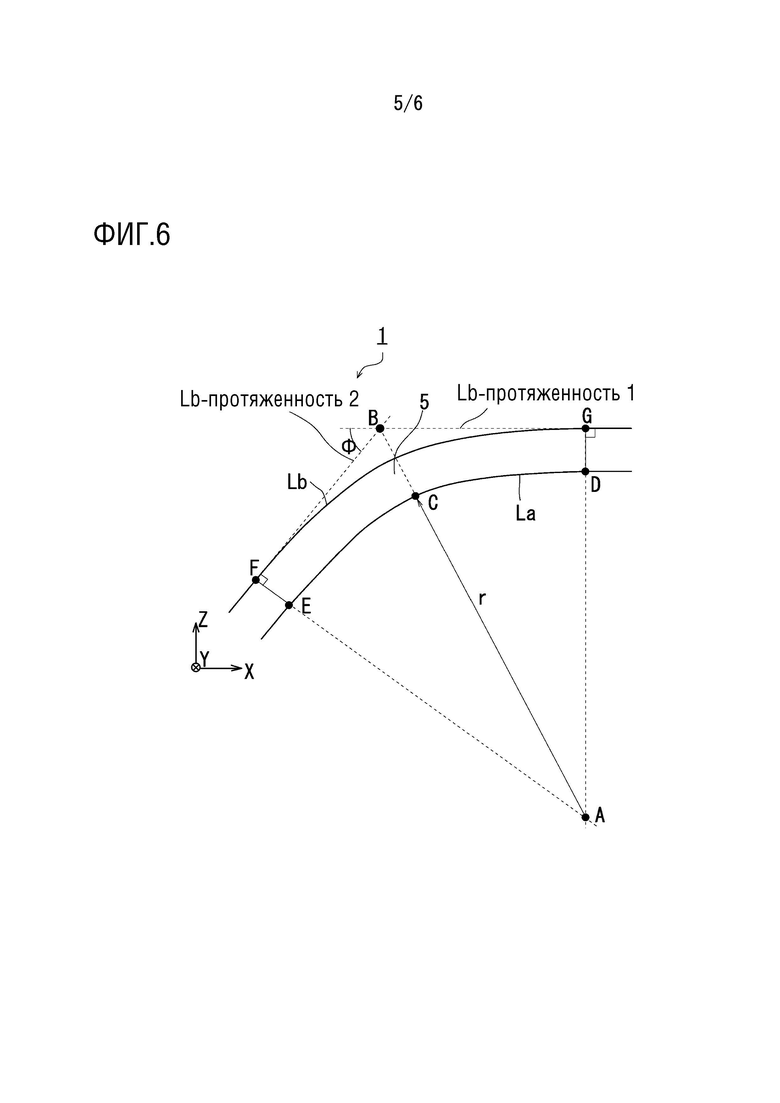
Фиг. 6 представляет собой вид сбоку, схематично показывающий один пример изогнутой части листа анизотропной электротехнической стали, составляющего ленточный сердечник в соответствии с одним вариантом осуществления настоящего изобретения.
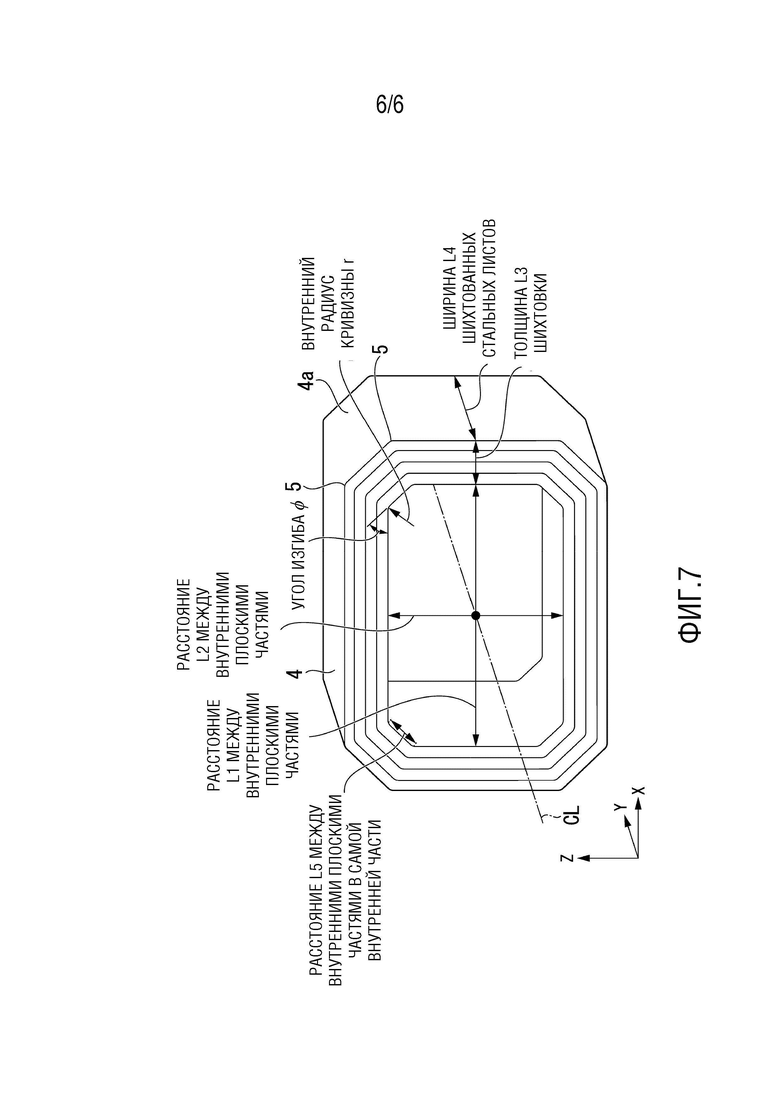
Фиг. 7 представляет собой схематическую диаграмму, показывающую размеры ленточных сердечников, произведенных в примерах и сравнительных примерах.
ВАРИАНТЫ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
[0017]
Далее будут подробно описаны варианты осуществления ленточных сердечников в соответствии с настоящим изобретением. Однако, настоящее изобретение не ограничивается конфигурациями, раскрытыми в этих вариантах осуществления, и может быть различным образом модифицировано без отклонения от сути настоящего изобретения. Нижние предельные значения и верхние предельные значения включаются в диапазоны ограничения числовых значений, описанные ниже. Числовые значения, выражаемые с использованием фраз «больше чем» или «меньше чем», не включаются в указанные диапазоны. В дополнение к этому, «%», относящийся к химическому составу, означает «мас.%», если явно не указано иное.
В дополнение к этому, такие термины, как «параллельный», «перпендикулярный», «идентичный» и «прямой угол», а также значения длины и угла, используемые в данном описании для определения форм, геометрических условий и их степеней, не связаны строгим значением и должны интерпретироваться как включающие в себя степень, в которой можно ожидать аналогичных функций.
В дополнение к этому, в данном описании «лист анизотропной электротехнической стали» иногда просто описывается как «стальной лист» или «электротехнический стальной лист», а «ленточный сердечник» иногда просто описывается как «сердечник».
[0018]
Ленточный сердечник в соответствии с одним вариантом осуществления настоящего изобретения представляет собой ленточный сердечник, включающий в себя: по существу прямоугольную основную часть ленточного сердечника на виде сбоку, которая включает в себя часть, в которой листы анизотропной электротехнической стали, в которых плоские части и угловые части непрерывно чередуются в продольном направлении, а угол между двумя плоскими частями, смежными друг другу с каждой из угловых частей между ними, равен 90°, укладываются в направлении толщины листа, и которая имеет по существу прямоугольную шихтованную структуру на виде сбоку, причем каждая из угловых частей имеет две или более изогнутых частей, имеющих криволинейную форму на виде сбоку листов анизотропной электротехнической стали, сумма углов изгиба изогнутых частей, существующих в одной угловой части, составляет 90°, каждая изогнутая часть на виде сбоку имеет внутренний радиус кривизны r 1-5 мм, листы анизотропной электротехнической стали имеют химический состав, содержащий, в мас.%, Si: 2,0-7,0%, с остатком из Fe и примесей, и имеют текстуру, ориентированную в ориентации Госса, причем больше чем половина измеренных значений, полученных во множестве различных положений по толщине шихтовки, составляют 0,20-0,70 для межслойных коэффициентов трения, которые являются динамическими коэффициентами трения шихтованных листов анизотропной электротехнической стали по меньшей мере в некоторых из плоских частей, а их среднее значение составляет 0,20-0,70.
[0019]
1. Формы ленточных сердечников и листов анизотропной электротехнической стали
Сначала будут описаны формы ленточных сердечников в соответствии с вариантами осуществления настоящего изобретения. Формы описываемых здесь ленточных сердечников и листов анизотропной электротехнической стали не являются особенно новыми. Например, эти формы просто соответствуют формам известных ленточных сердечников и листов анизотропной электротехнической стали, описанных в Патентных документах 8-10 предшествующего уровня техники.
Фиг. 1 представляет собой вид в перспективе, схематично показывающий один вариант осуществления ленточного сердечника. Фиг. 2 представляет собой вид сбоку ленточного сердечника, показанного в варианте осуществления на Фиг. 1. В дополнение к этому, Фиг. 3 представляет собой вид сбоку, схематично показывающий другой вариант осуществления ленточного сердечника.
В данном описании вид сбоку относится к виду в направлении ширины (в направлении оси Y на Фиг. 1) длинных листов анизотропной электротехнической стали, составляющих ленточный сердечник, и вид сбоку является видом (в направлении оси Y на Фиг. 1), показывающим форму, видимую сбоку.
[0020]
Ленточные сердечники в соответствии с вариантами осуществления настоящего изобретения включают в себя по существу прямоугольную основную часть ленточного сердечника на виде сбоку. Основная часть ленточного сердечника имеет по существу прямоугольную шихтованную структуру на виде сбоку, в которой листы анизотропной электротехнической стали уложены в направлении толщины листа. Основная часть ленточного сердечника может использоваться в качестве ленточного сердечника без изменений, или может по мере необходимости иметь известные замки, такие как обвязочная лента, для совместной фиксации множества уложенных друг на друга листов анизотропной электротехнической стали.
[0021]
В данном описании длина основной части ленточного сердечника особенно не ограничивается, но даже если длина металлического сердечника изменяется, объем изогнутых частей является постоянным, так что магнитные потери, возникающие в изогнутых частях, остаются постоянными. Чем больше длина металлического сердечника, тем меньше объемная доля изогнутых частей, и, следовательно, меньше влияние на ухудшение магнитных потерь. Соответственно, длина металлического сердечника предпочтительно составляет 1,5 м или больше, и более предпочтительно 1,7 м или больше. В настоящем изобретении длина основной части ленточного сердечника представляет собой окружную длину основной части ленточного сердечника в центральной точке в направлении шихтовки на виде сбоку.
[0022]
В дополнение к этому, в данном описании толщина шихтованных стальных листов основной части ленточного сердечника особенно не ограничивается. Поскольку считается, что эффект настоящего изобретения вызван неравномерным распределением магнитного потока возбуждения в металлическом сердечнике в зависимости от толщины шихтованных стальных листов в центральной области сердечника, как будет описано ниже, преимущества настоящего изобретения, вероятно, будут получены в металлическом сердечнике с большой толщиной шихтовки стальных листов, где вероятно возникновение неравномерного распределения. По этой причине толщина шихтованных стальных листов предпочтительно составляет 40 мм или больше, и более предпочтительно 50 мм или больше. В настоящем изобретении толщина шихтованных стальных листов основной части ленточного сердечника представляет собой максимальную толщину в направлении шихтовки в плоской части основной части ленточного сердечника на виде сбоку.
[0023]
Хотя ленточные сердечники в соответствии с вариантами осуществления настоящего изобретения также могут быть подходящим образом использованы для любого из традиционно известных применений, они имеют значительные преимущества в металлических сердечниках для силовых трансформаторов, в которых шум является проблематичным.
[0024]
Как показано на Фиг. 1 и 2, основная часть 10 ленточного сердечника включает в себя часть, в которой листы 1 анизотропной электротехнической стали, в которых первые плоские части 4 и угловые части 3 непрерывно чередуются в продольном направлении, и угол, образуемый двумя первыми плоскими частями 4, смежными с каждой из угловых частей 3 между ними, составляет 90°, укладываются в направлении толщины листа, и имеет по существу прямоугольную шихтованную структуру 2 на виде сбоку. В данном описании «первая плоская часть» и «вторая плоская часть» могут упоминаться просто как «плоская часть».
Каждая из угловых частей 3 листов 1 анизотропной электротехнической стали имеет две или более изогнутых частей 5, имеющих криволинейную форму на виде сбоку листов анизотропной электротехнической стали, и сумма углов изгиба изогнутых частей в одной угловой части 3 равна 90°. Угловая часть 3 имеет вторую плоскую часть 4a между смежными изогнутыми частями 5, 5. Соответственно, угловая часть 3 имеет конфигурацию, включающую две или более изогнутых частей 5 и одну или более вторых плоских частей 4a.
Вариант осуществления на Фиг. 2 является случаем, в котором одна угловая часть 3 имеет две изогнутых части 5. Вариант осуществления на Фиг. 3 является случаем, в котором одна угловая часть 3 имеет три изогнутых части 5.
[0025]
Как показано в этих примерах, в настоящем изобретении одна угловая часть может быть сформирована с двумя или более изогнутыми частями, но каждый из углов изгиба ɸ (ɸ1, ɸ2 и ɸ3) изогнутой части 5 предпочтительно составляет 60° или меньше и более предпочтительно 45° или меньше с точки зрения минимизации магнитных потерь за счет минимизации образования напряжений, вызванных деформацией во время обработки.
В варианте осуществления на Фиг. 2, в котором одна угловая часть имеет две изогнутые части, можно установить, например, ɸ1=60° и ɸ2=30° или ɸ1=45° и ɸ2=45° с точки зрения уменьшения магнитных потерь. Кроме того, в варианте осуществления на Фиг. 3, в котором одна угловая часть имеет три изогнутые части, можно установить, например, ɸ1=30°, ɸ2=30° и ɸ3=30° с точки зрения уменьшения магнитных потерь. Кроме того, с точки зрения эффективности производства предпочтительно, чтобы углы изгиба были равны. Следовательно, предпочтительно установить ɸ1=45° и ɸ2=45° в том случае, когда одна угловая часть имеет две изогнутые части, и предпочтительно установить, например, ɸ1=30°, ɸ2=30° и ɸ3=30° с точки зрения сокращения магнитных потерь в варианте осуществления на Фиг. 3, в котором одна угловая часть имеет три изогнутые части.
[0026]
Изогнутая часть 5 будет более подробно описана со ссылкой на Фиг. 6. Фиг. 6 представляет собой диаграмму, схематично показывающую один пример изогнутой части (криволинейной части) листа анизотропной электротехнической стали. Угол изгиба изогнутой части означает угловое различие между передней прямой частью и задней прямой частью в направлении изгиба на изогнутой части листа анизотропной электротехнической стали и выражается как угол ɸ, который является дополнительным углом к углу, образованному двумя виртуальными линиями Lb-протяженность1 и Lb-протяженность2, полученными путем удлинения прямых участков, которые являются поверхностями плоских частей на обеих сторонах изогнутой части на наружной поверхности листа анизотропной электротехнической стали.
При этом точка, в которой продолженная прямая линия отделяется от поверхности стального листа, является границей между плоской частью и изогнутой частью на наружной поверхности стального листа (точки F и G на Фиг. 6).
[0027]
Кроме того, прямые линии, перпендикулярные наружной поверхности стального листа, соответственно простираются от точек F и G, и их пересечениями с внутренней поверхностью стального листа являются соответственно точка E и точка D. Каждая из точек E и D является границей между плоской частью и изогнутой частью на внутренней поверхности стального листа.
В данном описании на виде сбоку листа анизотропной электротехнической стали изогнутая часть является частью листа анизотропной электротехнической стали, окруженной вышеупомянутыми точками D, E, F и G. На Фиг. 6 поверхность стального листа между точкой D и точкой E, то есть внутренняя поверхность изогнутой части, обозначена как La, а поверхность стального листа между точками F и G, то есть наружная поверхность изогнутой части, обозначена как Lb. Кроме того, пересечение на дуге DE внутри изогнутой части стального листа, когда точки A и B соединены прямой линией, обозначено как C.
[0028]
В дополнение к этому, внутренний радиус кривизны r на виде сбоку изогнутой части 5 показан на Фиг. 6. Радиус кривизны r изогнутой части 5 получается путем аппроксимации вышеупомянутого La дугой, проходящей через точку E и точку D. Меньший радиус кривизны r указывает на большую кривизну изогнутой части 5, а больший радиус кривизны r указывает на меньшую кривизну изогнутой части 5.
В ленточном сердечнике в соответствии с вариантом осуществления настоящего изобретения радиус кривизны r в каждой изогнутой части 5 каждого листа 1 анизотропной электротехнической стали, шихтованного в направлении толщины листа, может изменяться в некоторой степени. Это изменение может быть изменением из-за точности формования, и вполне возможно, что непреднамеренное отклонение может произойти из-за обращения во время шихтовки. Такая непреднамеренная ошибка может быть минимизирована приблизительно до 0,2 мм или меньше в текущем обычном промышленном производстве. В том случае, когда такие вариации являются большими, репрезентативное значение можно получить путем измерения радиуса кривизны достаточно большого количества стальных листов и их усреднения. В дополнение к этому, возможно намеренное изменение радиуса кривизны по некоторым причинам, и настоящее изобретение не исключает такой формы.
[0029]
Способ измерения внутреннего радиуса кривизны r изогнутой части 5 особенно не ограничивается, и внутренний радиус кривизны может быть измерен с помощью коммерчески доступного микроскопа (Nikon ECLIPSE LV150) с увеличением 200х. В частности, центральная точка кривизны A получается из результатов наблюдения. В качестве способа получения этого, например, если пересечение отрезка прямой EF и отрезка прямой DG, продолженных внутрь на стороне, противоположной точке B, определяется как A, размер внутреннего радиуса кривизны r соответствует длине отрезка AC.
В данном описании шум ленточного сердечника может быть минимизирован путем задания внутреннего радиуса кривизны r изогнутой части внутри диапазона 1-5 мм и объединения с конкретным листом анизотропной электротехнической стали с управляемым межслойным коэффициентом трения, описанным ниже. Эффект настоящего изобретения проявляется более значительно, когда внутренний радиус кривизны r изогнутой части предпочтительно составляет 3 мм или меньше.
В дополнение к этому, наиболее предпочтительно, чтобы все изогнутые части, существующие в сердечнике, имели внутренний радиус кривизны r, определенный в данном описании. В том случае, когда имеется изогнутая часть, имеющая внутренний радиус кривизны r в соответствии с вариантом осуществления настоящего изобретения, и изогнутая часть, не удовлетворяющая требованию внутреннего радиуса кривизны r в соответствии с вариантом осуществления настоящего изобретения, желательно, чтобы по меньшей мере половина изогнутых частей удовлетворяла внутреннему радиусу кривизны r, определенному в настоящем изобретении.
[0030]
Фиг. 4 и 5 представляют собой диаграммы, схематично показывающие один пример однослойного листа анизотропной электротехнической стали в основной части ленточного сердечника. Как показано в примерах на Фиг. 4 и 5, лист анизотропной электротехнической стали, используемый в настоящем изобретении, является изогнутым, имеет угловую часть 3, состоящую из двух или более изогнутых частей 5, и плоскую часть 4, и формирует по существу прямоугольное кольцо на виде сбоку посредством соединительной части 6, которая является торцевой поверхностью одного или более листов анизотропной электротехнической стали в продольном направлении.
В данном описании достаточно, чтобы основная часть ленточного сердечника имела шихтованную структуру 2 в целом по существу прямоугольной формы на виде сбоку. Один лист анизотропной электротехнической стали может формировать один слой основной части ленточного сердечника посредством одной соединительной части 6, как показано в примере на Фиг. 4. Альтернативно один лист анизотропной электротехнической стали может формировать примерно половину окружности ленточного сердечника, и два листа анизотропной электротехнической стали могут составлять один слой основной части ленточного сердечника посредством двух соединительных частей 6, как показано в примере на Фиг. 5.
[0031]
Толщина листа анизотропной электротехнической стали, используемого в данном описании, особенно не ограничивается, и может быть подходящим образом выбрана в зависимости от применений и т.п., но обычно находится внутри диапазона 0,15-0,35 мм, и предпочтительно внутри диапазона 0,18-0,23 мм.
[0032]
2. Конфигурация листов анизотропной электротехнической стали
Далее будет описана конфигурация листов анизотропной электротехнической стали, составляющих основную часть ленточного сердечника. В данном описании листы анизотропной электротехнической стали имеют такие особенности, как межслойный коэффициент трения между соседними листами анизотропной электротехнической стали, магнитострикция λpp шихтованных листов анизотропной электротехнической стали, место расположения листов анизотропной электротехнической стали с управляемым межслойным коэффициентом трения в ленточном сердечнике, и коэффициент использования в ленточном сердечнике листа анизотропной электротехнической стали с управляемым межслойным коэффициентом трения.
[0033]
(1) Межслойный коэффициент трения соседних листов анизотропной электротехнической стали
В листе анизотропной электротехнической стали, составляющем ленточный сердечник в соответствии с одним вариантом осуществления настоящего изобретения, межслойный коэффициент трения шихтованных стальных листов по меньшей мере в некоторых из плоских частей составляет 0,20 или больше. Если межслойный коэффициент трения плоских частей составляет менее 0,20, эффект уменьшения шума сердечника, имеющего форму по настоящему варианту осуществления, не проявляется.
Хотя механизм, за счет которого происходит такое явление, неясен, необходимость этого определения мыслится следующим образом.
Целевой металлический сердечник по настоящему изобретению имеет структуру, в которой поочередно располагаются изогнутые части, ограниченные очень узкими областями, и плоские части, которые являются чрезвычайно широкими областями по сравнению с изогнутыми частями. Общеизвестно, что при возбуждении металлического сердечника, образующего замкнутую магнитную цепь, магнитный поток в сердечнике неравномерно распределяется по внутренней периферийной стороне замкнутой магнитной цепи, так что магнитная цепь становится короткой. Считается, что при возбуждении целевого ленточного сердечника по настоящему изобретению, имеющего такую структуру, также изменяется неравномерное распределение магнитного потока в сердечнике. По этой причине в плоских частях возникает большая разница между плотностью магнитного потока на внутренней периферийной стороне и плотностью магнитного потока на внешней периферийной стороне, и величина магнитострикции также различается на внутренней периферийной стороне и внешней периферийной стороне. Таким образом, в стальных листах, шихтованных от внутренней периферийной стороны к внешней периферийной стороне, соседние стальные листы, обращенные друг к другу, физически отклоняются, создавая трение. Считается, что такое трение не имеет особенно заметного эффекта в обычном ленточном сердечнике, в котором площадь плоских частей является относительно малой, а соседние стальные листы ограничены по форме плавной кривизной по всей окружности.
[0034]
С другой стороны, в целевом металлическом сердечнике настоящего изобретения, который имеет относительно большую площадь плоских частей, ограничение по форме почти не действует на плоские части. Поэтому считается, что эффекты, вызванные трением между соседними стальными листами (соседними листами анизотропной электротехнической стали в направлении шихтовки) из-за разницы в магнитострикции (разницы в плотности магнитного потока) проявляются в значительной степени. Одним из эффектов является шум, и в ленточном сердечнике настоящего варианта осуществления трение вносит значительный вклад в шум. В данном описании шум уменьшается за счет увеличения межслойного коэффициента трения, но не считается, что это действие просто минимизирует изменение размеров, вызванное разницей в магнитострикции стальных листов (листов анизотропной электротехнической стали) за счет трения. Причина этого заключается в том, что для минимизации изменения размеров, вызванного разницей в магнитострикции, требуется очень большое сопротивление трения, а принудительная минимизация изменения размеров также препятствует изменению структуры магнитных доменов, что может снизить магнитную эффективность сердечника. На самом деле, в данном описании, даже если межслойный коэффициент трения увеличивается в подходящем диапазоне, который не слишком минимизирует изменение размеров, магнитная эффективность сердечника не снижается и даже имеет тенденцию к увеличению. С учетом этих факторов считается, что эффект настоящего изобретения заключается в том, что кинетическая энергия листов анизотропной электротехнической стали благодаря магнитострикции расходуется как тепловая энергия благодаря трению за счет увеличения межслойного коэффициента трения, уменьшая тем самым энергию вибрации, то есть шум. Это может интерпретироваться так, что тенденция к повышению эффективности сердечника также имеет эффект снижения потерь из-за вихревых магнитных потерь за счет повышения температуры стальных листов из-за потребляемой тепловой энергии и увеличения электрического сопротивления. Таким образом, механизм действия в данном описании может сильно отличаться от обычного.
[0035]
Следует отметить, что поскольку данное описание определяет металлический сердечник, межслойный коэффициент трения листов анизотропной электротехнической стали, измеряется не на исходном материале для формирования сердечника, а на листах анизотропной электротехнической стали, полученных путем разборки сердечника. Для межслойного коэффициента трения листов анизотропной электротехнической стали в данном описании 10 наборов из 3 листов в порядке шихтовки произвольно вынимаются из шихтованных стальных листов (все стальные листы, если количество шихтованных стальных листов составляет менее 30 листов), и межслойный коэффициент трения определяется из межслойного коэффициента трения, измеренного в плоских частях каждого стального листа. При случайном извлечении образцов предпочтительно измерять репрезентативное состояние, которое является предпочтительным для выражения эффекта настоящего изобретения.
Центральный стальной лист вытягивается при приложении нагрузки в направлении шихтовки к соприкасающимся поверхностям трех уложенных в стопку стальных листов, и межслойный коэффициент трения получается из соотношения между силой вытягивания и нагрузкой в направлении шихтовки. В данном описании нагрузка в направлении шихтовки устанавливается равной 1,96 Н, скорость вытягивания устанавливается равной 100 мм/мин, изменение силы вытягивания при начале относительного отклонения между контактными поверхностями (которое обычно появляется как пик силы трения покоя) игнорируется, и среднее значение до первых 60 мм после начала относительного отклонения принимается в качестве силы вытягивания. Таким образом, межслойный коэффициент трения в данном описании является динамическим коэффициентом трения.
Межслойный коэффициент трения в данном описании получается по формуле (межслойный коэффициент трения)=(сила вытягивания)/1,96/2, где сила вытягивания измеряется в Н. Здесь «/2» учитывает динамическую силу трения обеих поверхностей, действующую на вытягиваемый стальной лист. Однако, даже если коэффициент трения для каждой поверхности различается, это не учитывается, и межслойный коэффициент трения оценивается как средний межслойный коэффициент трения от обеих поверхностей, действующих на центральный стальной лист, с использованием приведенного выше уравнения.
Само собой разумеется, что для порядка шихтовки в приведенном выше измерении стальные листы укладываются в порядке вытягивания из железного сердечника, а направление вытягивания является направлением намагничивания в железном сердечнике, то есть направлением от одной изогнутой части к другой изогнутой части поперек плоской части, и направлением прокатки листа анизотропной электротехнической стали, который является материалом для обычного металлического сердечника, в котором обычный лист анизотропной электротехнической стали используется в качестве материала для сердечника.
Размер каждого тестового образца особенно не ограничивается, если его можно вытянуть при вышеописанных условиях. Однако, поскольку чрезмерно высокое поверхностное давление на поверхность соприкосновения также вызывает вариации измеренных значений, площадь поверхности соприкосновения должна быть достаточно большой, учитывая размер стальных листов, извлеченных из железного сердечника, являющегося исходным материалом, а также размер испытательного прибора, используемого для вышеупомянутого измерения. Образец, применимый в общем случае с использованием испытания на растяжение, имеет ширину приблизительно 20-150 мм и длину приблизительно 50-400 мм. Кроме того, чтобы стабилизировать распределение нагрузки в направлении шихтовки на поверхности соприкосновения во время измерения, размер стальных листов, окружающих вытягиваемый центральный образец, должен быть значительно меньше, чем размер вытягиваемого центрального образца, и расположение трех стальных листов таким образом, чтобы площадь поверхности соприкосновения во время теста была постоянной с размером стальных листов, окружающих вытягиваемый центральный образец, является предпочтительным для стабилизации результатов теста. Например, в том случае, когда ширина трех стальных листов является одинаковой, а длина этих трех стальных листов составляет 300 мм, если два внешних стальных листа режутся на длину 100 мм, и центральный стальной лист зажимается между этими двумя стальными листами, стабильная сила вытягивания может быть измерена на расстоянии более 200 мм, если пренебречь длиной захватной части для вытягивания центрального листа, в то время как площадь контакта остается строго постоянной при ширине 100 мм. Однако считается, что из-за размеров сердечника, из которого вырезается образец, ограничений на устройство и т.п., могут возникнуть трудности с устойчивым вытягиванием образца до первых 60 мм после начала относительного отклонения. В этом случае допустимо получать среднее значение силы вытягивания из данных измерений на расстояниях менее 60 мм. Однако, даже в этом случае среднее расстояние вытягивания предпочтительно составляет 10 мм или больше. Приведенные выше тестовые условия, используемые в данном описании, соответствуют стандарту JIS K7125: 1999, и если есть условия и т.п., необходимые для более точного измерения, тесты могут быть выполнены в соответствии со стандартом JIS K7125: 1999.
Коэффициент межслойного трения (коэффициент межслойного трения шихтованных листов анизотропной электротехнической стали) предпочтительно составляет 0,25 или больше, и предпочтительно 0,30 или больше. Верхний предел устанавливается равным 0,70 или меньше, потому что необходимо управлять диапазоном, в котором происходит отклонение стальных листов. Верхний предел предпочтительно составляет 0,60 или меньше.
Коэффициент межслойного трения в соответствии с вариантом осуществления настоящего изобретения получается как среднее значение для 10 наборов значений измерения, как было описано выше. Однако, даже если это среднее значение находится внутри вышеупомянутых диапазонов, если отдельные значения измерения выходят за вышеупомянутые диапазоны, могут иметь место ситуации, когда невозможно получить эффект настоящего изобретения. Например, возможен случай, когда 5 наборов значений измерения равны 0,10, 5 наборов значений измерения равны 0,90, и среднее значение всех 10 наборов равно 0,50. В большинстве случаев, если шихтуются стальные листы, промышленно произведенные по одному и тому же стандарту, состояние поверхности не так сильно меняется, и колебания (вариация) межслойного коэффициента трения находятся в диапазоне максимум приблизительно 0,20, и поэтому такую ситуацию можно не принимать во внимание. Однако, вышеупомянутая ситуация может возникнуть в том случае, когда преднамеренно шихтуется множество типов стальных листов с существенно отличающимися состояниями поверхности. Принимая во внимание этот момент, в данном описании более половины измеренных данных по межслойному коэффициенту трения должны находиться в пределах численного диапазона, подходящего в качестве средних значений. При получении межслойного коэффициента трения с 10 наборами значений измерения 5 или более наборов значений измерения должны находиться в диапазоне 0,20-0,70.
[0036]
(2) Расположение шихтуемых элементов (листов анизотропной электротехнической стали) с управляемым межслойным коэффициентом трения
Как было описано выше, эффект настоящего изобретения вызывается разницей в изменении размеров благодаря магнитострикции листов анизотропной электротехнической стали, шихтованных в их плоских частях, причем магнитострикция вызывается неравномерным распределением магнитного потока в сердечнике. В принципе листы анизотропной электротехнической стали, шихтованные во всех плоских частях, не обязательно должны находиться в состоянии трения, определенном в данном описании, и если проявится даже часть явления, описываемого в данном описании, то может ожидаться уменьшение шума. Тем не менее, считается, что в том случае, когда его доля очень мала, уменьшение шума также становится малым, то есть практически бессмысленным. В данном описании, учитывая такую ситуацию, межслойный коэффициент трения смежно шихтованных листов анизотропной электротехнической стали определяется как среднее значение 10 наборов, случайным образом взятых из сердечника, как было описано выше. Таким образом, в данном описании приемлемо иметь область, где межслойный коэффициент трения в сердечнике является чрезвычайно низким, и явление, используемое настоящим изобретением, почти не проявляется, и область, где межслойный коэффициент трения является достаточно высоким, и явление, используемое настоящим изобретением, проявляется в значительной степени.
В том случае, когда такое неравномерное распределение межслойных коэффициентов трения устанавливается преднамеренно, также можно принять предпочтительную форму относительно того, в какой области плоских частей помещается структура противоположных листов анизотропной электротехнической стали с относительно высоким межслойным коэффициентом трения. Например, как было описано выше, коэффициент изменения плотности магнитного потока благодаря неравномерному распределению магнитного потока, которое также является причиной эффекта настоящего изобретения, увеличивается в направлении внутренней поверхностной части сердечника. Таким образом, расположение поверхностей листов анизотропной электротехнической стали с относительно высоким межслойным коэффициентом трения на внутренней периферической части сердечника более эффективно при снижении шума, чем их расположение на части наружной поверхности, и эффект настоящего изобретения может быть эффективно получен.
[0037]
В дополнение к этому, в настоящем варианте осуществления предпочтительно, чтобы в плоских частях доля площади, где стальные листы контактируют с межслойным коэффициентом трения 0,20-0,70, составляла 50% или больше от общей площади, где стальные листы шихтованы и контактируют друг с другом. Если эта доля составляет 50% или выше, достаточный эффект уменьшения уровня шума может быть получен для любой формы ленточного сердечника. Эта доля предпочтительно составляет 70% или выше, и само собой разумеется, лучшее условие состоит в том, чтобы межслойные коэффициенты трения всех контактирующих поверхностей плоских частей удовлетворяли определению настоящего изобретения.
Кроме того, предпочтительная форма определяется для того, в какой область плоских частей помещается структура, удовлетворяющая условиям трения, определенным в данном описании. Как было описано выше, коэффициент изменения плотности магнитного потока благодаря неравномерному распределению магнитного потока, которое также является причиной эффекта настоящего изобретения, увеличивается в направлении внутренней поверхностной части сердечника. Таким образом, контактирующие поверхности, которые удовлетворяют условиям трения, более эффективны при уменьшении уровня шума, когда они располагаются на внутренней периферической части сердечника, чем на части наружной поверхности. В настоящем варианте осуществления эта компоновка определяется таким образом, что в плоских частях межслойный коэффициент трения шихтованных стальных листов составляет 0,20-0,70 в области внутри 50% толщины шихтованных стальных листов с внутренней стороны ленточного сердечника. Возможно эффективно получить эффект настоящего изобретения, располагая их главным образом на внутренней стороне. Упомянутая доля предпочтительно составляет 70% или выше, и само собой разумеется, лучшее условие состоит в том, чтобы межслойные коэффициенты трения всех контактирующих поверхностей толщины шихтованных стальных листов плоских частей удовлетворяли определению настоящего варианта осуществления.
[0038]
(3) Листы анизотропной электротехнической стали
Что касается листов анизотропной электротехнической стали, используемых в данном описании, хотя среднеквадратичные отклонения межслойного коэффициента трения и магнитострикции λpp ограничиваются конкретными диапазонами, основной стальной лист, структура основного покрытия и т.п. могут быть такими же, как и у известных листов анизотропной электротехнической стали. Как было описано выше, основной стальной лист представляет собой стальной лист, в котором ориентации кристаллических зерен в основном стальном листе сильно сконцентрированы в ориентации {110}<001>, и который имеет превосходные магнитные свойства в направлении прокатки.
Известный лист анизотропной электротехнической стали может использоваться в качестве основного стального листа в данном описании. Далее будет описан один пример предпочтительного основного стального листа.
[0039]
(3-1) Химический состав основного стального листа
Основной стальной лист имеет следующий химический состав, в мас.%: Si: от 2,0% до 7,0%, с остатком из Fe. Этот химический состав позволяет управлять кристаллической ориентацией до текстуры Госса, сконцентрированной в ориентации {110}<001>, и обеспечивать благоприятные магнитные свойства. Другие элементы особенно не ограничиваются, и известные элементы могут содержаться в известном диапазоне вместо Fe. Диапазоны содержания репрезентативных элементов являются следующими.
C: от 0% до 0,070%,
Mn: от 0% до 1,0%,
S: от 0% до 0,0250%,
Se: от 0% до 0,0150%,
Al: от 0% до 0,0650%,
N: от 0% до 0,0080%,
Cu: от 0% до 0,40%,
Bi: от 0% до 0,010%,
B: от 0% до 0,080%,
P: от 0% до 0,50%,
Ti: от 0% до 0,0150%,
Sn: от 0% до 0,10%,
Sb: от 0% до 0,10%,
Cr: от 0% до 0,30%,
Ni: от 0% до 1,0%,
Nb: от 0% до 0,030%,
V: от 0% до 0,030%,
Mo: от 0% до 0,030%,
Ta: от 0% до 0,030%,
W: от 0% до 0,030%.
Поскольку эти необязательные элементы могут содержаться в зависимости от конкретной цели, нет никакой необходимости в ограничении их нижнего предела, и поэтому необязательные элементы могут по существу не содержаться. В дополнение к этому, даже если эти необязательные элементы содержатся как примеси, эффект настоящего изобретения не ухудшается. Примеси относятся к элементам, которые содержатся неумышленно, и означают элементы, попадающие в сталь из руды, металлолома, производственной среды и т.п. при промышленном производстве основного стального листа.
[0040]
Химический компонент основного стального листа может быть измерен с помощью обычного аналитического способа для стали. Например, химический компонент основного стального листа может быть измерен с использованием атомной эмиссионной спектрометрии с индуктивно сопряженной плазмой (ICP-AES). В частности, химический состав может быть определен, например, путем взятия квадратного тестового образца размером 35 мм из центрального положения основного стального листа и выполнения измерения с помощью измерительного прибора ICPS-8100 производства компании Shimadzu Corporation и т.п. на основе калибровочной кривой, подготовленной заранее. Содержание C и S может быть измерено способом поглощения инфракрасного луча пламенем, а содержание N может быть измерено способом определения удельной теплопроводности при плавлении в инертном газе.
[0041]
Вышеупомянутый химический состав представляет собой состав основного стального листа. В том случае, когда лист анизотропной электротехнической стали, используемый в качестве образца для измерения, имеет на своей поверхности, например, изоляционное покрытие и первичное покрытие (такое как стеклянное покрытие или промежуточный слой), сделанное из оксида и т.п., химический состав измеряется после удаления этого покрытия и т.п. известными способами.
[0042]
(3-2) Магнитострикция листов анизотропной электротехнической стали
Листы анизотропной электротехнической стали, применяемые в металлическом сердечнике в соответствии с вариантом осуществления настоящего изобретения, имеют такую особенность, как коэффициент межслойного трения (коэффициент межслойного трения шихтованных листов анизотропной электротехнической стали), как было описано выше. Далее будет описана еще одна важная характеристика, относящаяся к выражению эффекта настоящего изобретения. Как было описано выше, эффект настоящего изобретения вызывается различием в величине магнитострикции между шихтованными друг с другом листами анизотропной электротехнической стали. В вышеприведенном объяснении описано, что одной из причин разницы в величине магнитострикции является неоднородная плотность магнитного потока, но причиной этого также является вариация магнитострикционных свойств произведенных стальных листов, и это также может использоваться. В данном описании это определяется среднеквадратичным отклонением магнитострикции λpp шихтованных листов анизотропной электротехнической стали, и среднеквадратичное отклонение магнитострикции составляет 0,01×10-6 - 0,10×10-6.
[0043]
В том случае, когда среднеквадратичное отклонение магнитострикции λpp равно нулю, отклонение соседних шихтованных стальных листов вызывается только неоднородной плотностью магнитного потока. Однако, если среднеквадратичное отклонение является значительным, в дополнение к неоднородной плотности магнитного потока разница в величине магнитострикции сама по себе вызывает отклонение соседних шихтованных стальных листов, что снижает шум. Нижний предел, который вызывает значительную разницу, предпочтительно составляет 0,01×10-6 или больше. Более предпочтительно нижний предел составляет 0,03×10-6 или больше.
[0044]
С другой стороны, в том случае, когда пытаются увеличить среднеквадратичное отклонение магнитострикции λpp, поскольку нижний предел магнитострикции λpp равен нулю, нет никакого другого выбора, кроме как увеличить магнитострикцию λpp стальных листов с большей магнитострикцией λpp. Увеличение магнитострикции λpp стальных листов, шихтованных таким образом, приводит к увеличению шума. Чтобы избежать этого, предпочтительно установить верхний предел равным 0,10×10-6 или меньше. Более предпочтительно верхний предел составляет 0,08×10-6 или меньше.
[0045]
Следует отметить, что, если стальные листы, имеющие различные магнитострикционные свойства, расположены в соответствии с неоднородной плотностью магнитного потока, эффект настоящего изобретения навряд ли проявится. Например, если стальной лист с малой магнитострикцией λpp помещается с внутренней стороны, где плотность магнитного потока является высокой, и стальной лист с высокой магнитострикцией λpp помещается с внешней стороны, где плотность магнитного потока является низкой, независимо от того факта, что среднеквадратичное отклонение магнитострикции λpp находится в пределах настоящего изобретения, эффект настоящего изобретения может быть уменьшен по сравнению со случаем, где среднеквадратичное отклонение магнитострикции λpp равно нулю. Однако, расположение стальных листов, имеющих вариации в магнитострикции λpp в соответствии с вариациями плотности магнитного потока таким образом, требует большого количества времени и усилий, что не является реалистичным. Среднеквадратичное отклонение магнитострикции λpp в данном описании определяется из характеристических значений магнитострикции λpp, измеренных в плоских частях каждого стального листа, полученного путем произвольного извлечения множества уложенных друг на друга стальных листов. Что касается множества листов, вынимаются, например, 20 листов (все стальные листы в том случае, когда количество шихтованных стальных листов составляет менее 20). За счет случайного извлечения образцов таким образом, произвольное расположение, как описано выше, может быть исключено, и могут быть определены репрезентативные условия, предпочтительные для проявления эффекта настоящего изобретения.
[0046]
(4) Способ производства листа анизотропной электротехнической стали
Способ производства лист анизотропной электротехнической стали особенно не ограничивается, и может быть подходящим образом выбран традиционно известный способ производства листа анизотропной электротехнической стали. Предпочтительные конкретные примеры способа производства включают в себя способ, в котором сляб, содержащий от 0 до 0,070 мас.% C, а в остальном имеющий химический состав вышеупомянутого листа анизотропной электротехнической стали, нагревается до 1000°C или выше для выполнения горячей прокатки, а затем по мере необходимости выполняется отжиг в горячем состоянии, холоднокатаный стальной лист затем получается посредством холодной прокатки один, два или более раз, включая промежуточный отжиг, нагревается при 700°C - 900°C, например, во влажной атмосфере водорода и инертного газа, подвергается обезуглероживающему отжигу, дополнительно подвергается азотирующему отжигу по мере необходимости, и подвергается окончательному отжигу приблизительно при 1000°C после нанесения сепаратора отжига на прошедший азотирующий отжиг холоднокатаный стальной лист, чтобы сформировать изоляционное покрытие при температуре приблизительно 900°C. Кроме того, после этого может быть нанесено покрытие для регулировки коэффициента трения промежуточного слоя.
В дополнение к этому, эффект настоящего изобретения может быть получен даже со стальным листом, который был подвергнут обработке, называемой «управление магнитным доменом», в процессе производства стального листа известным способом.
[0047]
Межслойный коэффициент трения, который является особенностью листа анизотропной электротехнической стали, используемого в данном описании, регулируется типом покрытия и состоянием поверхности, таким как шероховатость поверхности. Способ особенно не ограничивается, и сообразно с обстоятельствами может использоваться известный способ. Например, шероховатостью основного стального листа можно управлять путем подходящего управления шероховатостью валка при получении горячекатаного стального листа и холоднокатаного стального листа, а также путем шлифовки поверхности основного стального листа и химического травления. В дополнение к этому, другие примеры этого включают в себя способ повышения температуры запекания покрытия или увеличения времени запекания для того, чтобы способствовать поверхностной гладкости стеклянного покрытия, уменьшению шероховатости и увеличению поверхности соприкосновения между стальными листами для увеличения статического коэффициента трения. В результате межслойный коэффициент трения увеличивается, и проскальзывание может быть уменьшено.
В действительности может быть необходимо контролировать межслойный коэффициент трения до желаемого уровня при наблюдении за состоянием поверхности стальных листов, фактически производимых в качестве пробы, и для специалиста в данной области техники не составит сложности регулировать состояние поверхности продуктов на ежедневной основе при выполнении прокатки или обработки поверхности.
В дополнение к этому, выбор времени выполнения обработки для управления межслойным коэффициентом трения особенно не ограничивается. Считается, что вышеупомянутые прокатка, химическое травление и запекание покрытия могут выполняться сообразно с обстоятельствами в обычных процессах производства листов анизотропной электротехнической стали. Способ не ограничивается этим, и возможно, например, нанесение какого-либо смазывающего вещества посредством распыления или с помощью нанесения роликом и т.п. при выборе времени непосредственно до или сразу после изгиба в процессе резки стального листа и производства шихтуемых в сердечник элементов изогнутых стальных листов. В дополнение к этому, также можно расположить прокатывающий валок непосредственно перед сгибанием и изменять поверхностную шероховатость посредством легкой прокатки для управления межслойным коэффициентом трения.
[0048]
3. Способ производства ленточного сердечника
Способ производства ленточного сердечника в соответствии с настоящим вариантом осуществления особенно не ограничивается, если он может произвести ленточный сердечник в соответствии с настоящим изобретением, и, например, могут применяться способы в соответствии с известными ленточными сердечниками, описанные в Патентных документах 8-10 в предшествующем уровне техники. В частности, можно упомянуть, что способ, использующий производственное устройство UNICORE (зарегистрированная торговая марка: https://www.aemcores.com.au/technology/unicore/) компании AEM UCORE является оптимальным.
[0049]
Кроме того, термическая обработка может быть выполнена по мере необходимости в соответствии с известным способом. В дополнение к этому, полученная основная часть ленточного сердечника может использоваться в качестве ленточного сердечника без изменений, или может использоваться в качестве ленточного сердечника, получаемого путем интегральной фиксации множества уложенных друг на друга листов анизотропной электротехнической стали с использованием по мере необходимости известного замка, такого как обвязочная лента.
[0050]
Варианты осуществления настоящего изобретения не ограничиваются вышеописанными. Вышеописанные варианты осуществления являются примерами, и любая форма, которая имеет по существу ту же самую конфигурацию, что и техническая идея, описанная в формуле изобретения и показывающая те же самые рабочие эффекты, также входит в область охвата данного описания.
[Примеры]
[0051]
Далее технические подробности будут дополнительно описаны со ссылкой на примеры настоящего изобретения. Условия в показанных ниже примерах являются примерами условий, используемых для подтверждения выполнимости и эффекта настоящего изобретения, и настоящее изобретение не ограничивается этими примерами условий. В дополнение к этому, данное описание может использовать различные условия, пока цель настоящего изобретения достигается без отступления от сути настоящего изобретения.
[0052]
(Листы анизотропной электротехнической стали)
Сляб, имеющий химический состав, показанный в Таблице 1 (в мас.%, с остатком из Fe), использовался в качестве материала для производства конечного продукта с химическим составом (в мас.%, с остатком из Fe), показанным в Таблице 2.
В Таблицах 1 и 2 «-» означает, что данный элемент не использовался, контроль данного элемента не выполнялся, и таким образом его содержание не измерялось. В дополнение к этому, «<0,002» и» <0,004» означают, что элемент контролировался с пониманием содержания, содержание было измерено, но не были получены достаточно точные значения измерения (предел обнаружения или меньше).
[0053]
[Таблица 1]
[0054]
[Таблица 2]
[0055]
Процесс производства соответствует производственным условиям для общеизвестных листов анизотропной электротехнической стали.
В частности, выполнялись горячая прокатка, отжиг в горячем состоянии и холодная прокатка. Некоторые из холоднокатаных стальных листов после обезуглероживающего отжига были подвергнуты обработке азотированием (азотирующему отжигу) в смешанной атмосфере водорода, азота и аммиака. В дополнение к этому, для управления магнитным доменом периодические линейные бороздки формировались на поверхностях стальных листов путем облучения лазером.
Кроме того, наносился сепаратор отжига, состоящий главным образом из MgO, и выполнялся окончательный отжиг. Раствор для нанесения изоляционного покрытия, содержащий хром и состоящий главным образом из фосфата и коллоидного кремнезема, наносился на первичные покрытия, сформированные на поверхностях стальных листов, подвергнутых окончательному отжигу, и подвергался термообработке для формирования изоляционного покрытия.
[0056]
Что касается межслойного коэффициента трения, степенью поверхностной гладкости (шероховатостью) стеклянного изоляционного покрытия, которое будет окончательной внешней поверхностью, управляли с помощью известной методики, например, изменяя диаметр частиц оксида, добавляемых к сепаратору отжига, или изменяя температуру и время запекания при формировании изоляционного покрытия для того, чтобы отрегулировать межслойный коэффициент трения.
Кроме того, для некоторых материалов эпоксидные смолы с различными вязкостями наносились в количестве 2 г/м2 и запекались при 200°C для того, чтобы сформировать поверхностные пленки с различными межслойными коэффициентами трения.
В дополнение к этому, вариацией магнитострикции λpp управляли путем регулирования положения взятия образцов из рулона анизотропной электротехнической стали, используемого для создания сердечника. Существуют вариации в магнитострикции λpp в промышленно произведенных рулонах анизотропной электротехнической стали, например, из-за вариаций кристаллической ориентации, особенно угла вращения β вокруг направления, ортогонального к направлению прокатки стальных листов, которое в частности называют «углом деления» из-за свойств рулона (кривизна в рулонах: кривизна увеличивается в направлении внутренней окружной части) во время вторичной рекристаллизации; вариаций натяжения в процессе термообработки для образования изоляционного покрытия; или остаточной деформации из-за обращения с рулонами. Такие вариации являются малыми на небольших участках рулона, но являются большими при рассмотрении всей длины рулона, например, от верхней части до нижней части. В этом примере был произведен не только сердечник с малой вариацией магнитострикции λpp, используя только листы, взятые из небольшой области, но также и сердечник с большой вариацией магнитострикции λpp с использованием листов, взятых из всего рулона, от верхней части до нижней части.
Различные свойства листов анизотропной электротехнической стали, используемых в качестве материалов для сердечников, и листов анизотропной электротехнической стали, взятых из сердечников, были измерены с помощью следующей методики. Свойства листов анизотропной электротехнической стали показаны в Таблице 3 для эксперимента, в котором контролировался межслойный коэффициент трения, и в Таблице 4 для эксперимента, в котором контролировались вариации магнитострикции λpp. В Таблицах 3, 4, 6 и 7 «межслойный коэффициент трения» для краткости упомянут как «коэффициент трения».
[0057]
[Таблица 3]
[0058]
[Таблица 4]
[0059]
(Металлический сердечник)
Ленточные сердечники а - e, имеющие формы, показанные в Таблице 5 и на Фиг. 7, были произведены с использованием каждого стального листа в качестве материала.
L1 параллельно направлению оси X и является расстоянием между параллельными листами 1 анизотропной электротехнической стали на самой внутренней периферии ленточного сердечника в плоском поперечном сечении, включающем центр CL (расстоянием между внутренними плоскими частями). Плоские части относятся к линейным частям, отличающимся от изогнутых частей. L2 параллельно направлению оси Z и является расстоянием между параллельными листами 1 анизотропной электротехнической стали на самой внутренней периферии ленточного сердечника в вертикальном поперечном сечении, включающем центр CL (расстоянием между внутренними плоскими частями). L3 параллельно направлению оси X и является толщиной шихтовки (толщиной в направлении шихтовки) ленточного сердечника в плоском поперечном сечении, включающем центр CL. L4 параллельно направлению оси X и является шириной шихтованных стальных листов ленточного сердечника в плоском поперечном сечении, включающем центр CL. L5 является расстоянием между плоскими частями (расстоянием между изогнутыми частями), которые смежны друг другу в самой внутренней части ленточного сердечника и образуют вместе прямой угол. Другими словами, L5 представляет собой кратчайшую длину плоских частей 4a в продольном направлении между плоскими частями 4, 4a листа анизотропной электротехнической стали на самой внутренней периферии. r представляет собой радиус кривизны изогнутой части на внутренней стороне ленточного сердечника, а ɸ представляет собой угол изгиба изогнутой части ленточного сердечника. По существу прямоугольные сердечники а - e, в которых плоские части, имеющие расстояние L1 между внутренними плоскими частями, разделены приблизительно в центре расстояния L1, имеют структуру, в которой соединяются два сердечника, имеющие по существу U-образную форму. Здесь сердечник e представляет собой сердечник, который традиционно используется в качестве обычного ленточного сердечника, и производится способом, в котором стальные листы нарезаются, а затем сматываются в цилиндрическую форму, угловые части цилиндрического шихтованного тела затем сжимаются так, чтобы они имели постоянную кривизну, и цилиндрическое шихтованное тело формируется по существу в прямоугольную форму, а затем отжигается для поддержания этой формы. По этой причине радиус кривизны изогнутой части значительно изменяется в зависимости от положения шихтовки стальных листов. r в таблице 5 означает r на самой внутренней поверхности. r увеличивается в направлении наружу и составляет примерно 70 мм на самой внешней периферийной части.
[0060]
[Таблица 5]
[0061]
(Способ оценки)
(1) Магнитные свойства листа анизотропной электротехнической стали
Магнитные свойства листа анизотропной электротехнической стали были измерены способом однолистового тестера (SST), определенным в стандарте JIS C 2556: 2015. Каждое свойство было измерено в общей сложности в 20 точках, включая 5 положений на продольной стороне (1/10, 3/10, 5/10, 7/10 и 9/10 от полной длины) длинного электротехнического стального листа, размотанного из произведенного рулона, и 4 положения в направлении ширины (1/5, 2/5, 3/5 и 4/5 от ширины) в каждом из положений на продольной стороне, и их среднее значение было взято в качестве свойства стального листа. В дополнение к этому, среднеквадратичное отклонение магнитострикции λpp было получено из этих измеренных значений в 20 точках.
Измеряемый электротехнический стальной лист имеет ширину, равную или больше ширине одиночного листа (электротехнического стального листа), используемого в способе тестирования магнитных свойств одиночного листа (SST).
[0062]
(2) Межслойный коэффициент трения листов анизотропной электротехнической стали (материалов)
Межслойный коэффициент трения листов анизотропной электротехнической стали был получен в основном тем же самым образом, что и межслойный коэффициент трения листов анизотропной электротехнической стали, шихтованных в сердечник, как было описано выше. Однако, сбор образцов был выполнен следующим образом. Сначала 20 стальных листов с длиной в направлении ширины 50 мм и длиной в направлении прокатки 350 мм были вырезаны в вышеупомянутых 20 положениях (20 точках), из них были произвольно выбраны 18 листов, и они были дополнительно разделены на 6 наборов по 3 листа. Для каждого набора один лист рассматривался как вытягиваемый образец, а другие два листа рассматривались как охватывающие его образцы, регулируя размер листов в направлении прокатки так, чтобы он составлял 100 мм. 50 мм концевой части вытягиваемого образца в направлении прокатки рассматривались как часть захвата, смежная с ней часть зажималась между охватывающими образцами, и нагрузка величиной 1,96 Н равномерно прикладывалась к охватывающим образцам. При вытягивании вытягиваемого образца в этом состоянии изменение силы вытягивания после приблизительно 200 мм изменялось. Затем изменение силы вытягивания при начале относительного отклонения между контактными поверхностями не учитывалось, и среднее значение силы вытягивания на расстоянии вытягивания 60 мм от 30 до 90 мм после начала относительного отклонения использовалось в качестве силы вытягивания в тесте одного набора, чтобы получить межслойный коэффициент трения для каждого набора. Кроме того, среднее значение межслойных коэффициентов трения для 6 наборов рассматривалось как межслойный коэффициент трения листов анизотропной электротехнической стали.
[0063]
В качестве магнитных свойств были измерены плотность B8 магнитного потока (Tл) стального листа в направлении прокатки при возбуждении током с плотностью 800 A/м и размах магнитострикции при частоте переменного тока 50 Гц и плотности магнитного потока возбуждения 1,7 Tл.
(3) Шумовые характеристики металлического сердечника
Шум каждого металлического сердечника был измерен на основе способа IEC60076-10, который определяет количество микрофонов, их расположение, расстояния между микрофонами и сердечником и т.п. во время измерения шума.
[0064]
(4) Межслойный коэффициент трения листов анизотропной электротехнической стали, шихтованных в сердечник
Межслойный коэффициент трения листов анизотропной электротехнической стали, шихтованных в сердечник, был получен следующим образом. Сердечник был разобран, 10 наборов из 3 листов каждый были произвольно выбраны в порядке шихтовки из шихтованных стальных листов, и в общей сложности 60 стальных листов, имеющих длину в направлении прокатки 90 мм и ширину 80 мм от центральной части в направлении ширины, были вырезаны из плоских частей, для которых вышеупомянутое расстояние между внутренними плоскими частями составляло L1. Кроме того, для каждого набора, один лист в центре шихтовки рассматривался как вытягиваемый образец, а другие два листа рассматривались как окружающие его образцы, регулируя длину листов в направлении прокатки до 10 мм. 20 мм концевой части вытягиваемого образца в направлении прокатки рассматривались как часть захвата, смежная с ней часть зажималась между охватывающими образцами, и нагрузка величиной 1,96 Н равномерно прикладывалась к охватывающим образцам. При вытягивании вытягиваемого образца в этом состоянии изменение силы вытягивания после приблизительно 60 мм изменялось. Затем изменение силы вытягивания при начале относительного отклонения между контактными поверхностями не учитывалось, и среднее значение силы вытягивания на расстоянии вытягивания 40 мм от 10 до 50 мм после начала относительного отклонения использовалось в качестве силы вытягивания в тесте одного набора, чтобы получить межслойный коэффициент трения для каждого набора. Кроме того, среднее значение межслойных коэффициентов трения для 10 наборов рассматривалось как межслойный коэффициент трения листов анизотропной электротехнической стали, шихтованных в сердечнике. В дополнение к этому получалось количество значений измерения в диапазоне 0,20-0,70 из 10 значений измерения для каждого сердечника.
(5) Магнитострикция λpp листов анизотропной электротехнической стали, шихтованных в сердечник, и ее среднеквадратичное отклонение
Среднеквадратичное отклонение магнитострикции λpp листов анизотропной электротехнической стали, шихтованных в сердечник, было получено следующим образом. Сердечник был разобран, 20 стальных листов были произвольно выбраны из шихтованных стальных листов, и их плоские части были вырезаны и использовались в качестве образцов. Для этих образцов был измерен размах магнитострикции при частоте переменного тока 50 Гц и плотности магнитного потока возбуждения 1,7 Тл. Среднее значение для этих 20 листов рассматривалось как магнитострикция λpp листов анизотропной электротехнической стали, шихтованных в сердечник, и было получено ее среднеквадратичное отклонение.
[0065]
(Пример 1)
Шум был оценен в различных сердечниках, произведенных с использованием различных стальных листов, имеющих различные межслойные коэффициенты трения. В дополнение к этому, каждый сердечник был разобран, и был получен межслойный коэффициент трения шихтованных листов анизотропной электротехнической стали. Результаты показаны в Таблице 6. Можно заметить, что даже в том случае, когда используются материалы одного и того же типа стали, имеющие по существу одинаковую магнитострикцию λpp, шум сердечников может быть уменьшен за счет подходящего управления межслойным коэффициентом трения.
В дополнение к этому, Таблица 6 показывает примеры (Тесты №№ 1-25-1-28), в которых стальные листы, которые имеют существенно отличающиеся межслойные коэффициенты трения и показали значительные различия в шуме в том случае, когда форма сердечника соответствует настоящему изобретению, используются в качестве материалов для производства сердечника (сердечника e), имеющего больший радиус кривизны изогнутой части. Сердечник e представляет собой сердечник, который традиционно используется в качестве обычного ленточного сердечника и производится способом, в котором стальные листы сматываются в цилиндрическую форму, затем угловые части цилиндрического шихтованного тела сжимаются так, чтобы они имели постоянную кривизну, и цилиндрическое шихтованное тело формируется по существу в прямоугольную форму, а затем отжигается для снятия напряжений и поддержания формы. В этих случаях отжиг для снятия напряжений выполняется при 700°C в течение 2 час. В таблице значения свойств стальных листов, полученных при разборке сердечника, обозначены знаком «-», что означает, что формы стальных листов, полученных при разборке сердечника e были получены в результате термической обработки и применения деформации в вышеописанном процессе производства, и поэтому подходящие значения свойств не могли быть получены. В этих случаях, хотя сам шум уменьшается окончательным отжигом для снятия напряжений, можно заметить, что эффекта настоящего изобретения нельзя ожидать, даже если по меньшей мере межслойный коэффициент трения исходного стального листа значительно изменится.
[0066]
[Таблица 6]
[0067]
(Пример 2)
Шум был оценен в различных сердечниках, произведенных с использованием различных стальных листов, имеющих различные межслойные коэффициенты трения, магнитострикцию λpp и среднеквадратичные отклонения магнитострикции λpp. Кроме того, каждый сердечник был разобран, и были получены межслойный коэффициент трения, магнитострикция λpp и среднеквадратичное отклонение магнитострикции λpp шихтованных листов анизотропной электротехнической стали. Результаты показаны в Таблице 7. Можно заметить, что шум сердечников может быть уменьшен путем оптимизации среднеквадратичного отклонения магнитострикции λpp в дополнение к межслойному коэффициенту трения.
[0068]
[Таблица 7]
[0069]
Из вышеприведенных результатов видно, что в ленточном сердечнике настоящего изобретения более половины значений измерения, полученных во множестве различных положений толщины шихтовки, находятся в диапазоне 0,20-0,70 для межслойных коэффициентов трения по меньшей мере некоторых листов анизотропной электротехнической стали, шихтованных по меньшей мере в некоторых плоских частях, их среднее значение составляет 0,20-0,70, а среднеквадратичное отклонение магнитострикции λpp листов анизотропной электротехнической стали составляет
0,01×10-6 - 0,10×10-6, и поэтому образование шума, вызываемого комбинацией используемых стальных листов и формы металлических сердечников, может быть эффективно минимизировано.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
[0070]
В соответствии с каждым из аспектов настоящего изобретения в ленточном сердечнике, сформированном путем шихтовки изогнутых листов анизотропной электротехнической стали, можно эффективно минимизировать образование шума, вызываемого комбинацией формы металлического сердечника и используемых стальных листов. Соответственно, промышленная применимость является значительной.
КРАТКОЕ ОПИСАНИЕ ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
[0071]
1 - лист анизотропной электротехнической стали
2 - шихтованная структура
3 - угловая часть
4 - первая плоская часть (плоская часть)
5 - изогнутая часть
6 - соединительная часть
10 - основная часть ленточного сердечника
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛЕНТОЧНЫЙ СЕРДЕЧНИК | 2021 |
|
RU2814178C1 |
| ЛЕНТОЧНЫЙ СЕРДЕЧНИК | 2021 |
|
RU2811454C1 |
| ЛЕНТОЧНЫЙ СЕРДЕЧНИК | 2021 |
|
RU2814177C1 |
| ЛЕНТОЧНЫЙ СЕРДЕЧНИК | 2021 |
|
RU2825327C1 |
| ЛЕНТОЧНЫЙ СЕРДЕЧНИК | 2021 |
|
RU2809494C1 |
| ЛИСТ АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2020 |
|
RU2805510C1 |
| ЛИСТ АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2020 |
|
RU2802217C1 |
| ЛИСТ АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2020 |
|
RU2776383C1 |
| ЛИСТ АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2019 |
|
RU2764622C1 |
| ЛИСТ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ | 2019 |
|
RU2764010C1 |
Изобретение относится к электротехнике. Технический результат заключается в уменьшении шума в сердечнике. Ленточный сердечник содержит по существу прямоугольную основную часть ленточного сердечника на виде сбоку. Основная часть ленточного сердечника включает в себя часть, в которой листы анизотропной электротехнической стали, в которых плоские части и угловые части непрерывно чередуются в продольном направлении, и угол, образуемый двумя смежными друг с другом плоскими частями, с каждой из угловых частей между ними, составляет 90°, укладываются в направлении толщины листа, и имеет по существу прямоугольную шихтованную структуру на виде сбоку. Каждая из угловых частей имеет две или более изогнутых частей, имеющих криволинейную форму на виде сбоку листов анизотропной электротехнической стали, и сумма углов изгиба изогнутых частей в одной угловой части равна 90°. Каждая изогнутая часть на виде сбоку имеет внутренний радиус кривизны r, равный 1-5 мм. Листы анизотропной электротехнической стали имеют химический состав, содержащий, в мас.%, Si: 2,0-7,0%, с остатком из Fe и примесей, и текстуру, ориентированную в ориентации Госса. Больше чем половина измеренных значений, полученных во множестве различных положений по толщине шихтовки, составляют 0,20-0,70 для межслойных коэффициентов трения, которые являются динамическими коэффициентами трения шихтованных листов анизотропной электротехнической стали по меньшей мере в некоторых из плоских частей, а их среднее значение составляет 0,20-0,70. 2 з.п. ф-лы, 7 ил., 7 табл.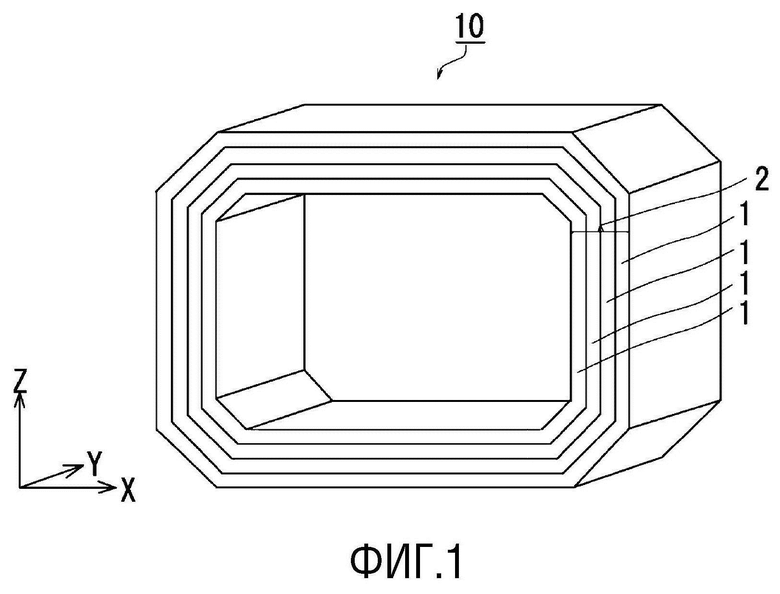
1. Ленточный сердечник, содержащий по существу прямоугольную основную часть ленточного сердечника на виде сбоку,
в котором основная часть ленточного сердечника включает в себя часть, в которой листы анизотропной электротехнической стали, в которых плоские части и угловые части непрерывно чередуются в продольном направлении, и угол, образуемый двумя смежными друг с другом плоскими частями, с каждой из угловых частей между ними, составляет 90°, укладываются в направлении толщины листа, и имеет по существу прямоугольную шихтованную структуру на виде сбоку,
в котором каждая из угловых частей имеет две или более изогнутых частей, имеющих криволинейную форму на виде сбоку листов анизотропной электротехнической стали, и сумма углов изгиба изогнутых частей в одной угловой части равна 90°,
в котором каждая изогнутая часть на виде сбоку имеет внутренний радиус кривизны r, равный 1-5 мм,
в котором листы анизотропной электротехнической стали имеют
химический состав, содержащий, в мас.%, Si: 2,0-7,0%, с остатком из Fe и примесей, и
текстуру, ориентированную в ориентации Госса, и
в котором больше чем половина измеренных значений, полученных во множестве различных положений по толщине шихтовки, составляют 0,20-0,70 для межслойных коэффициентов трения, которые являются динамическими коэффициентами трения шихтованных листов анизотропной электротехнической стали по меньшей мере в некоторых из плоских частей, а их среднее значение составляет 0,20-0,70.
2. Ленточный сердечник по п. 1,
в котором среднеквадратичное отклонение магнитострикции λpp листов анизотропной электротехнической стали, определяемое размахом значения магнитострикции, измеренной на плоских участках каждого из множества произвольно выбранных листов анизотропной электротехнической стали, взятых из шихтованных листов анизотропной электротехнической стали, составляет 0,01×10-6 - 0,10×10-6.
3. Ленточный сердечник по п. 1 или 2,
в котором межслойный коэффициент трения шихтованных листов анизотропной электротехнической стали в области в пределах 50% от толщины шихтованных листов анизотропной электротехнической стали от внутренней стороны ленточного сердечника в плоских частях составляет 0,20-0,70.
| JP 2018148036 A, 20.09.2018 | |||
| JP 2011246770 A, 08.12.2011 | |||
| WO 2020027215 A1, 06.02.2020 | |||
| WO 2020027218 A1, 06.02.2020 | |||
| ЛИСТ ИЗ ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2524026C1 |
