ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001]
Настоящее изобретение относится к ленточному сердечнику. Приоритет испрашивается по заявке на патент Японии № 2020-178900, поданной 26 октября 2020 г., содержание которой включено в настоящий документ посредством ссылки.
УРОВЕНЬ ТЕХНИКИ
[0002]
Лист анизотропной (с ориентированной зеренной структурой) электротехнической стали представляет собой стальной лист, содержащий 7 мас.% или меньше Si, и имеет текстуру вторичной рекристаллизации, в которой зерна вторичной рекристаллизации концентрируются в ориентации {110}<001> (ориентация Госса). На магнитные свойства листов анизотропной электротехнической стали значительно влияет степень концентрации в ориентации {110}<001>. В последние годы в листах анизотропной электротехнической стали, которые были введены в практическое использование, угол между направлением кристалла <001> и направлением прокатки контролируется так, чтобы он находился в диапазоне приблизительно 5°.
[0003]
Листы анизотропной электротехнической стали шихтуются (укладываются в пакет) и используются в сердечниках трансформаторов и т.п., и в качестве их основных магнитных свойств требуются высокая плотность магнитного потока и низкие магнитные потери. Как известно, кристаллическая ориентация имеет сильную корреляцию с этими свойствами, и, например, Патентные документы 1-3 раскрывают методики точного управления ориентацией.
[0004]
Пленка формируется на поверхности стального листа для уменьшения магнитных потерь. Эта пленка используется для того, чтобы уменьшить магнитные потери одиночного стального листа за счет приложения натяжения к стальному листу, а также уменьшить магнитные потери сердечника, гарантируя электроизоляционные свойства между стальными листами, когда стальные листы шихтуются и используются.
[0005]
В качестве листа анизотропной электротехнической стали, в котором пленка формируется на поверхности стального листа, известен, например, лист анизотропной электротехнической стали, в котором промежуточный слой (первичная пленка), состоящий главным образом из форстерита (Mg2SiO4), формируется на поверхности основного стального листа, и изоляционное покрытие формируется на поверхности промежуточного слоя.
[0006]
Адгезия обеспечивается главным образом за счет якорного эффекта благодаря шероховатости границы между основным стальным листом и промежуточным слоем. Шероховатость границы мешает движению доменной стенки, когда электротехнический стальной лист намагничивается, препятствуя тем самым эффекту уменьшения магнитных потерь. В Патентных документах 4-7 были раскрыты методики, в котором адгезия изоляционного покрытия обеспечивается за счет использования специального промежуточного слоя толщиной от нескольких нм до нескольких десятков нм, состоящего из SiO2, TiN и т.п. в состоянии, в котором вышеупомянутая граница сглаживается, чтобы уменьшить магнитные потери без окончательно отожженной пленки.
[0007]
В дополнение к этому, в предшествующем уровне техники для производства ленточного сердечника, как описано, например, в Патентном документе 8, широко известен способ намотки стального листа в цилиндрическую форму с последующим прессованием цилиндрического шихтованного тела без изменений, так что его угловые части имеют постоянную кривизну, придания ему по существу прямоугольной формы и последующего отжига для снятия напряжений и сохранения формы.
[0008]
С другой стороны, в качестве других способов изготовления ленточного сердечника были раскрыты такие методики, как описанные в Патентных документах 9-11, в которых части стального листа, которые будут угловыми частями ленточного сердечника, заранее сгибаются так, чтобы сформировать относительно небольшую область изгиба с радиусом кривизны 3 мм или меньше, и гнутые стальные листы шихтуются для формирования ленточного сердечника. В соответствии с этими способами производства не требуется обычный крупномасштабный процесс прессования, стальные листы точно сгибаются, чтобы сохранить форму металлического сердечника, и технологическая деформация также концентрируется только в изогнутых частях (угловых частях). По этой причине становится возможным устранить снятие напряжений посредством вышеупомянутого процесса отжига, промышленные преимущества являются большими, и применение этого способа прогрессирует.
СПИСОК ЛИТЕРАТУРЫ
ПАТЕНТНЫЕ ДОКУМЕНТЫ
[0009]
[Патентный документ 1]
Японская нерассмотренная патентная заявка, Первая публикация № 2001-192785
[Патентный документ 2]
Японская нерассмотренная патентная заявка, Первая публикация № 2005-240079
[Патентный документ 3]
Японская нерассмотренная патентная заявка, Первая публикация № 2012-052229
[Патентный документ 4]
Японский патент № 4025514
[Патентный документ 5]
Японская нерассмотренная патентная заявка, Первая публикация № 2002-322566
[Патентный документ 6]
Японская нерассмотренная патентная заявка, Первая публикация № 2019-019360
[Патентный документ 7]
Японская нерассмотренная патентная заявка, Первая публикация № 2005-264236
[Патентный документ 8]
Японская нерассмотренная патентная заявка, Первая публикация № 2005-286169
[Патентный документ 9]
Японский патент № 6224468
[Патентный документ 10]
Японская нерассмотренная патентная заявка, Первая публикация № 2018-148036
[Патентный документ 11]
Австралийская опубликованная патентная заявка № 2012337260
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ПРОБЛЕМЫ, РЕШАЕМЫЕ ИЗОБРЕТЕНИЕМ
[0010]
Авторы настоящего изобретения подробно изучили эффективность металлического сердечника трансформатора, произведенного способом сгибания стальных листов заранее так, чтобы была сформирована относительно небольшая область изгиба, имеющая радиус кривизны 5 мм или меньше, и шихтовки изогнутых стальных листов для формирования ленточного сердечника. В результате было обнаружено, что даже если в качестве материала используются стальные листы по существу с одинаковым контролем ориентации кристаллов и по существу с одинаковой плотностью магнитного потока и магнитными потерями, измеренными на одиночном листе, может иметь место разница в эффективности металлических сердечников.
[0011]
При исследовании причины этой проблемы было найдено, что степень проблемы различия в эффективности также изменяется в зависимости от размеров и форм сердечника. Сравнивая различие в эффективности между типами стали, можно подтвердить влияние типа промежуточного слоя, особенно толщины и формы промежуточного слоя. При более подробном рассмотрении этого явления форма промежуточного слоя изменяет степень ингибирования намагничивания из-за изгиба в изогнутых частях, и поэтому предполагается, что это вызывает разницу в степени ухудшения магнитных потерь стальных листов, включающих изогнутые части.
В связи с этим были изучены различные условия производства стального листа и формы сердечников, и было классифицировано их влияние на эффективность сердечников. В результате было найдено, что формой промежуточного слоя материала можно управлять оптимально для достижения эффективности сердечника, подходящей для магнитных свойств материала стального листа.
[0012]
Настоящее изобретение было создано с учетом вышеупомянутой проблемы, и задачей настоящего изобретения является предложить ленточный сердечник, произведенный способом сгибания стальных листов заранее так, чтобы была сформирована относительно небольшая область изгиба с радиусом кривизны 5 мм или меньше, и шихтовки изогнутых стальных листов для формирования ленточного сердечника, за счет чего минимизируется непреднамеренное ухудшение эффективности.
СРЕДСТВА ДЛЯ РЕШЕНИЯ ПРОБЛЕМЫ
[0013]
Для решения этой задачи настоящее изобретение предлагает ленточный сердечник, имеющий: по существу прямоугольную основную часть ленточного сердечника на виде сбоку, которая имеет часть, в которой листы анизотропной электротехнической стали, в которых первые плоские части и угловые части непрерывно чередуются в продольном направлении, и угол между двумя первыми плоскими частями, смежными друг другу, с каждой из угловых частей между ними, равен 90°, укладываются в пакет в направлении толщины листа, и который имеет по существу прямоугольную шихтованную структуру на виде сбоку, каждая из угловых частей имеет две или более изогнутых частей, имеющих криволинейную форму на виде сбоку листов анизотропной электротехнической стали, и вторую плоскую часть между смежными изогнутыми частями, и сумма углов изгиба изогнутых частей, присутствующих в одной угловой части, составляет 90°, каждая изогнутая часть на виде сбоку имеет внутренний радиус кривизны r, равный 1-5 мм, листы анизотропной электротехнической стали имеют химический состав, содержащий, в мас.%, Si: 2,0-7,0%, с остатком из Fe и примесей, и имеют текстуру, ориентированную в ориентации Госса, и по меньшей мере одна из двух или более изогнутых частей, присутствующих по меньшей мере в одной угловой части, удовлетворяет нижеприведенным Уравнениям (1) - (3).
Tave ≤ 40 нм (1)
(To-Tu)/Tave ≤ 0,50 (2)
Tave (To-Tu) ≤ 240 нм2 (3)
Здесь толщина T (нм) промежуточного слоя, предусматриваемого на поверхности основного стального листа листов анизотропной электротехнической стали, измеряется во множестве положений областей первой и второй плоских частей, смежных с изогнутыми частями, среднее значение толщины T (нм) промежуточного слоя обозначается как Tave (нм), максимальная толщина обозначается как Tmax (нм), минимальная толщина обозначается как Tmin (нм), среднее значение данных, где T>Tave, обозначается как То (нм), и среднее значение данных, где T<Tave, обозначается как Tu (нм).
[0014]
В дополнение к этому, в конфигурации настоящего изобретения по меньшей мере одна из двух или более изогнутых частей, присутствующих по меньшей мере в одной угловой части, может удовлетворять нижеприведенному уравнению (4).
N (To-Tu) ≤ 24 нм (4)
Здесь, в распределении толщины промежуточного слоя вдоль поверхностного направления стальных листов область, в которой значения измерений при T > Tave непрерывны, считается за одну область, а количество этих областей в пределах всей области измерения обозначается как N.
[0015]
В дополнение к этому, в конфигурации настоящего изобретения по меньшей мере одна из двух или более изогнутых частей, присутствующих по меньшей мере в одной угловой части, может удовлетворять нижеприведенному уравнению (5).
N ≥ 2 (5)
[0016]
В дополнение к этому, в конфигурации настоящего изобретения по меньшей мере одна из двух или более изогнутых частей, присутствующих по меньшей мере в одной угловой части, может удовлетворять нижеприведенному уравнению (6).
(Tmax-Tmin) < Tave (6)
ПОЛЕЗНЫЕ ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
[0017]
В соответствии с настоящим изобретением можно эффективно минимизировать непреднамеренное ухудшение эффективности в ленточном сердечнике, сформированном путем шихтовки изогнутых стальных листов.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0018]
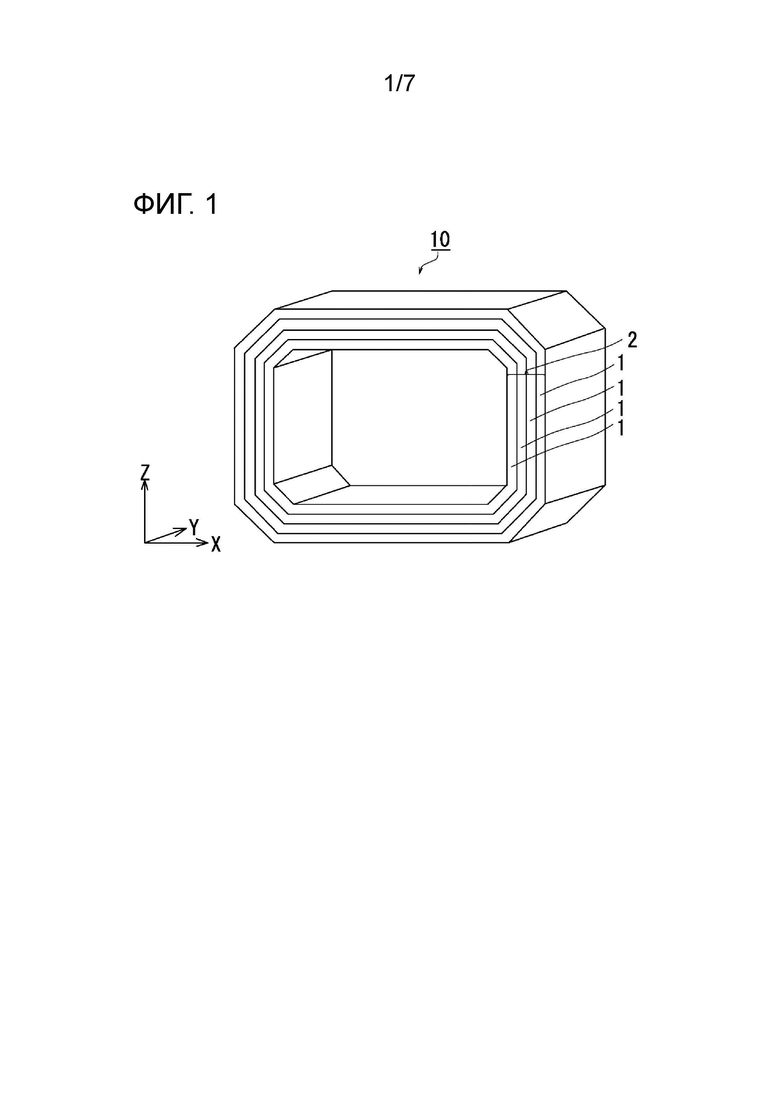
Фиг. 1 представляет собой вид в перспективе, схематично показывающий один вариант осуществления ленточного сердечника в соответствии с настоящим изобретением.
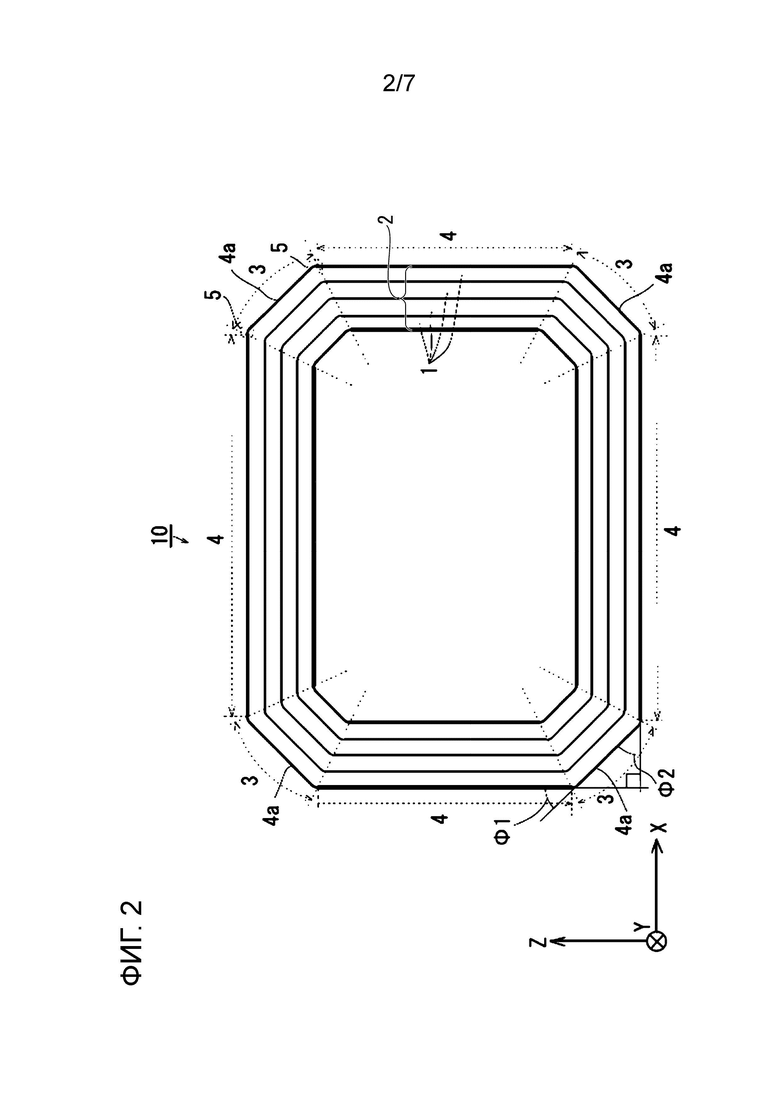
Фиг. 2 представляет собой вид сбоку ленточного сердечника, показанного в варианте осуществления на Фиг. 1.
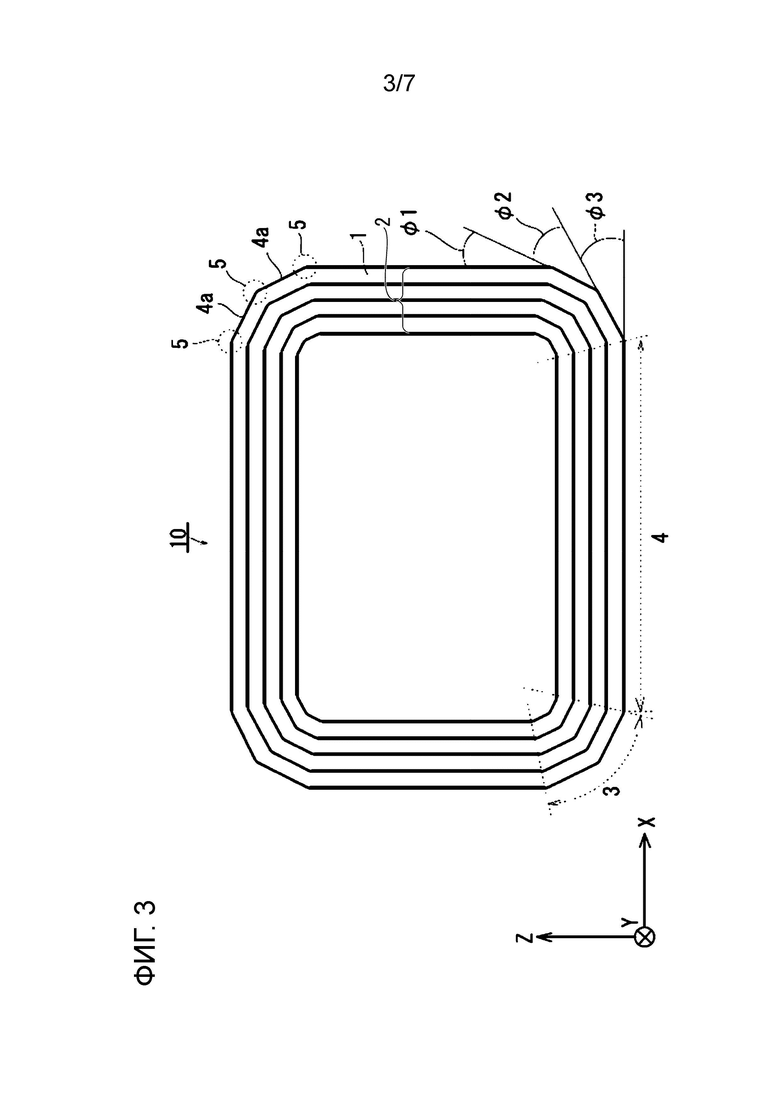
Фиг. 3 представляет собой вид сбоку, схематично показывающий другой вариант осуществления ленточного сердечника в соответствии с настоящим изобретением.
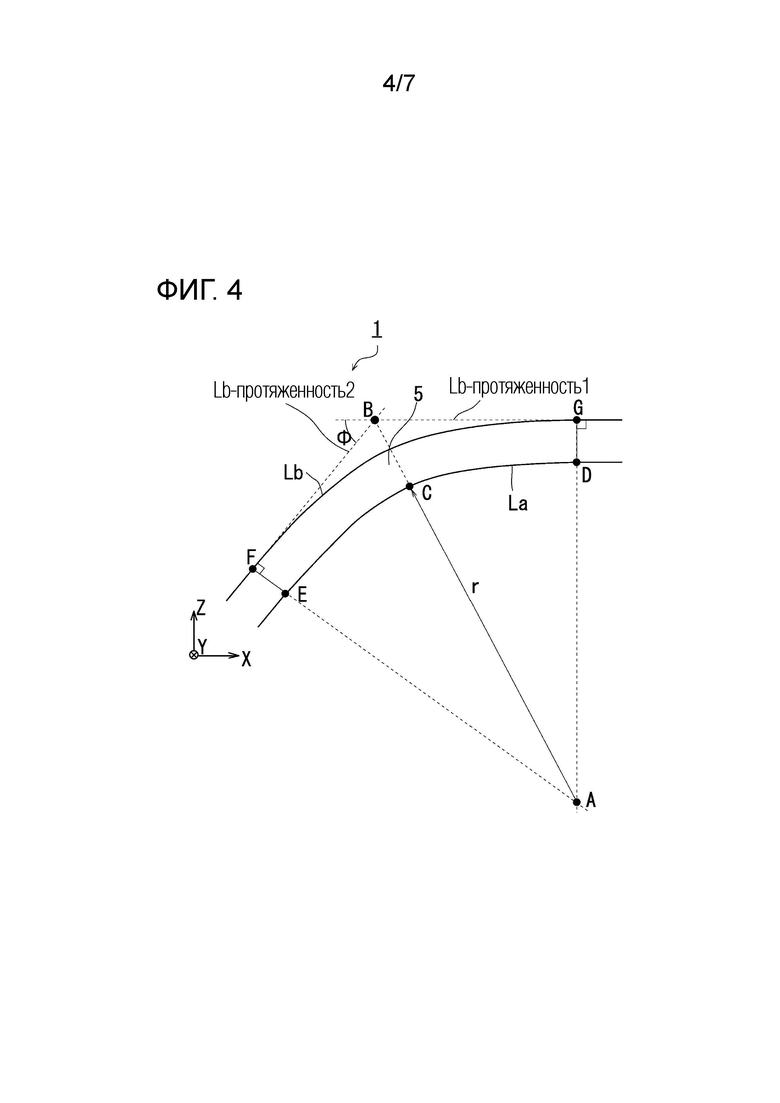
Фиг. 4 представляет собой вид сбоку, схематично показывающий один пример изогнутой части листа анизотропной электротехнической стали, составляющего ленточный сердечник в соответствии с настоящим изобретением.
Фиг. 5 представляет собой вид сбоку, схематично показывающий один пример однослойного листа анизотропной электротехнической стали, составляющего ленточный сердечник в соответствии с настоящим изобретением.
Фиг. 6 представляет собой вид сбоку, схематично показывающий другой пример однослойного листа анизотропной электротехнической стали, составляющего ленточный сердечник в соответствии с настоящим изобретением.
Фиг. 7 представляет собой схематический вид, показывающий способ измерения толщины промежуточного слоя листа анизотропной электротехнической стали, составляющего ленточный сердечник в соответствии с настоящим изобретением.
Фиг. 8 представляет собой схематическую диаграмму, показывающую размеры ленточных сердечников, произведенных в примерах и сравнительных примерах.
Фиг. 9 показывает схематические конфигурации трехфазного ленточного сердечника, произведенного в примерах и сравнительных примерах, в котором (a) представляет собой вид спереди, а (b) представляет собой поперечное сечение по линии A-A на виде (a).
ВАРИАНТЫ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
[0019]
Далее будут подробно описаны ленточные сердечники в соответствии с настоящим изобретением. Однако, настоящее изобретение не ограничивается конфигурациями, раскрытыми в этих вариантах осуществления, и может быть различным образом модифицировано без отклонения от сути настоящего изобретения. Нижние предельные значения и верхние предельные значения включаются в диапазоны ограничения числовых значений, описанные ниже. Числовые значения, выражаемые с использованием фраз «больше чем» или «меньше чем», не включаются в указанные диапазоны. В дополнение к этому, «%», относящийся к химическому составу, означает «мас.%», если явно не указано иное.
В дополнение к этому, такие термины, например, как «параллельный», «перпендикулярный», «идентичный» и «прямой угол», а также значения длины и угла, используемые в данном описании для определения форм, геометрических условий и их степеней, не связаны строгим значением и должны интерпретироваться как включающие в себя степень, в которой можно ожидать аналогичных функций.
В дополнение к этому, в данном описании «лист анизотропной электротехнической стали» иногда просто описывается как «стальной лист» или «электротехнический стальной лист», а «ленточный сердечник» иногда просто описывается как «сердечник».
[0020]
Ленточный сердечник в соответствии с настоящим вариантом осуществления представляет собой ленточный сердечник, имеющий: по существу прямоугольную основную часть ленточного сердечника на виде сбоку, которая имеет часть, в которой листы анизотропной электротехнической стали, в которых первые плоские части и угловые части непрерывно чередуются в продольном направлении, и угол между двумя первыми плоскими частями, смежными друг другу, с каждой из угловых частей между ними, равен 90°, укладываются в пакет в направлении толщины листа, и который имеет по существу прямоугольную шихтованную структуру на виде сбоку, каждая из угловых частей имеет две или более изогнутых частей, имеющих криволинейную форму на виде сбоку листов анизотропной электротехнической стали, и вторую плоскую часть между смежными изогнутыми частями, и сумма углов изгиба изогнутых частей, присутствующих в одной угловой части, составляет 90°, каждая изогнутая часть на виде сбоку имеет внутренний радиус кривизны r, равный 1-5 мм, листы анизотропной электротехнической стали имеют химический состав, содержащий, в мас.%, Si: 2,0-7,0%, с остатком из Fe и примесей, и имеют текстуру, ориентированную в ориентации Госса, и по меньшей мере одна из двух или более изогнутых частей, присутствующих по меньшей мере в одной угловой части, удовлетворяет нижеприведенным Уравнениям (1) - (3).
Tave ≤ 40 нм (1)
(To-Tu)/Tave ≤ 0,50 (2)
Tave (To-Tu) ≤ 240 нм2 (3)
Здесь толщина T (нм) промежуточного слоя, предусматриваемого на поверхности основного стального листа листов анизотропной электротехнической стали, измеряется во множестве положений областей первой и второй плоских частей, смежных с изогнутыми частями, средняя толщина толщины T (нм) промежуточного слоя обозначается как Tave (нм), максимальная толщина обозначается как Tmax (нм), минимальная толщина обозначается как Tmin (нм), среднее значение данных, где T > Tave, обозначается как То (нм), и среднее значение данных, где T < Tave, обозначается как Tu (нм).
[0021]
1. Формы ленточных сердечников и листов анизотропной электротехнической стали
Сначала будут описаны формы ленточных сердечников в соответствии с этими вариантами осуществления. Формы описываемых здесь ленточных сердечников и листов анизотропной электротехнической стали не являются особенно новыми. Например, эти формы просто соответствуют формам известных ленточных сердечников и листов анизотропной электротехнической стали, описанных в Патентных документах 9-11 предшествующего уровня техники.
Фиг. 1 представляет собой вид в перспективе, схематично показывающий один вариант осуществления ленточного сердечника. Фиг. 2 представляет собой вид сбоку ленточного сердечника, показанного в варианте осуществления на Фиг. 1. В дополнение к этому, Фиг. 3 представляет собой вид сбоку, схематично показывающий другой вариант осуществления ленточного сердечника.
Вид сбоку в этих вариантах осуществления означает вид листов анизотропной электротехнической стали длинной формы, составляющих ленточный сердечник, в направлении ширины (в направлении оси Y на Фиг. 1). Вид сбоку представляет собой диаграмму (диаграмму Фиг. 1 в направлении оси Y), показывающую форму, видимую сбоку.
[0022]
Ленточный сердечник в соответствии с настоящим вариантом осуществления имеет по существу прямоугольную (многоугольную) основную часть 10 ленточного сердечника на виде сбоку. Основная часть 10 ленточного сердечника имеет по существу прямоугольную шихтованную структуру 2 на виде сбоку, в которой листы 1 анизотропной электротехнической стали уложены в пакет в направлении толщины листа. Основная часть 10 ленточного сердечника может использоваться в качестве ленточного сердечника без изменений, или может по мере необходимости иметь известные замки, такие как обвязочная лента, для совместной фиксации множества уложенных в пакет листов 1 анизотропной электротехнической стали.
[0023]
В настоящем варианте осуществления длина металлического сердечника основной части 10 ленточного сердечника особенно не ограничивается. Даже если длина металлического сердечника изменяется, объем изогнутых частей 5 является постоянным, так что магнитные потери, возникающие в изогнутых частях 5, остаются постоянными. Чем больше длина металлического сердечника, тем меньше объемная доля изогнутых частей 5 относительно основной части 10 ленточного сердечника, и, следовательно, меньше влияние на ухудшение магнитных потерь. Соответственно, длина основной части 10 ленточного сердечника предпочтительно является большой. Длина основной части 10 ленточного сердечника предпочтительно составляет 1,5 м или больше, и более предпочтительно 1,7 м или больше. В настоящем варианте осуществления длина основной части 10 ленточного сердечника представляет собой окружную длину основной части ленточного сердечника в центральной точке в направлении шихтовки на виде сбоку.
[0024]
Ленточный сердечник настоящего варианта осуществления может подходящим образом использоваться для любых традиционно известных применений.
[0025]
Как показано на Фиг. 1 и 2, основная часть 10 ленточного сердечника имеет часть, в которой листы 1 анизотропной электротехнической стали, в которых первые плоские части 4 и угловые части 3 непрерывно чередуются в продольном направлении, и угол, образуемый двумя первыми плоскими частями 4, смежными с каждой из угловых частей 3 между ними, составляет 90°, укладываются в пакет в направлении толщины листа, и имеет по существу прямоугольную шихтованную структуру 2 на виде сбоку. В данном описании «первая плоская часть» и «вторая плоская часть» могут упоминаться просто как «плоская часть».
Каждая из угловых частей 3 листов 1 анизотропной электротехнической стали имеет две или более изогнутых частей 5, имеющих криволинейную форму на виде сбоку листов анизотропной электротехнической стали, и сумма углов изгиба изогнутых частей 5 в одной угловой части 3 равна 90°. Угловая часть 3 имеет вторую плоскую часть 4a между смежными изогнутыми частями 5. Соответственно, угловая часть 3 имеет конфигурацию, включающую две или более изогнутых частей 5 и одну или более вторых плоских частей 4a.
Вариант осуществления на Фиг. 2 является случаем, в котором одна угловая часть 3 имеет две изогнутых части 5. Вариант осуществления на Фиг. 3 является случаем, в котором одна угловая часть 3 имеет три изогнутых части 5.
[0026]
Как показано в этих примерах, в настоящем варианте осуществления одна угловая часть может быть сформирована с двумя или более изогнутыми частями, и угол изгиба φ (такой как φ1, φ2 и φ3) изогнутой части 5 предпочтительно составляет 60° или меньше и более предпочтительно 45° или меньше с точки зрения минимизации магнитных потерь за счет минимизации образования напряжений, вызванных деформацией во время обработки.
В варианте осуществления на Фиг. 2, в котором одна угловая часть имеет две изогнутые части, можно установить, например, φ1=60° и φ2=30° или φ1=45° и φ2=45° с точки зрения уменьшения магнитных потерь. В дополнение к этому, в варианте осуществления на Фиг. 3, в котором одна угловая часть имеет три изогнутые части, можно установить, например, φ1=30°, φ2=30° и φ3=30° с точки зрения уменьшения магнитных потерь. Кроме того, с точки зрения эффективности производства предпочтительно, чтобы углы сгиба (углы изгиба) были равны. Следовательно, предпочтительно установить φ1=45° и φ2=45° в том случае, когда одна угловая часть имеет две изогнутые части, и предпочтительно установить, например, φ1=30°, φ2=30° и φ3=30° с точки зрения сокращения магнитных потерь в варианте осуществления на Фиг. 3, в котором одна угловая часть имеет три изогнутые части.
[0027]
Изогнутая часть 5 будет более подробно описана со ссылкой на Фиг. 4. Фиг. 4 представляет собой диаграмму, схематично показывающую один пример изогнутой части (криволинейной части) листа анизотропной электротехнической стали. Угол изгиба изогнутой части 5 означает угловое различие между передней прямой частью и задней прямой частью в направлении изгиба на изогнутой части 5 листа 1 анизотропной электротехнической стали, и выражается как угол φ, который является дополнительным углом к углу, образованному двумя виртуальными линиями Lb-протяженность 1 и Lb-протяженность2, полученными путем удлинения прямых участков, которые являются поверхностями плоских частей 4, 4a с обеих сторон изогнутой части 5 на наружной поверхности листа 1 анизотропной электротехнической стали. При этом точка, в которой продолженная прямая линия отделяется от поверхности стального листа, является границей между плоской частью и изогнутой частью на наружной поверхности стального листа (точки F и G на Фиг. 6).
[0028]
Кроме того, прямые линии, перпендикулярные наружной поверхности стального листа, соответственно простираются от точек F и G, и их пересечениями с внутренней поверхностью стального листа являются соответственно точка E и точка D. Каждая из точек E и D является границей между плоской частью и изогнутой частью на внутренней поверхности стального листа.
В настоящем варианте осуществления на виде сбоку листа 1 анизотропной электротехнической стали изогнутая часть является частью листа 1 анизотропной электротехнической стали, окруженной вышеупомянутыми точками D, E, F и G. На Фиг. 6 поверхность стального листа между точкой D и точкой E, то есть внутренняя поверхность изогнутой части 5, обозначена как La, а поверхность стального листа между точками F и G, то есть наружная поверхность изогнутой части 5, обозначена как Lb.
[0029]
В дополнение к этому, внутренний радиус кривизны r на виде сбоку изогнутой части 5 показан на Фиг. 4. Радиус кривизны r изогнутой части 5 получается путем аппроксимации вышеупомянутого La дугой, проходящей через точку E и точку D. Меньший радиус кривизны r указывает на большую кривизну изогнутой части 5, а больший радиус кривизны r указывает на меньшую кривизну изогнутой части 5.
В ленточном сердечнике настоящего варианта осуществления радиус кривизны r в каждой изогнутой части 5 каждого листа 1 анизотропной электротехнической стали, шихтованного в направлении толщины листа, может изменяться в некоторой степени. Это изменение может быть изменением из-за точности формования, и вполне возможно, что непреднамеренное отклонение может произойти из-за обращения во время шихтовки. Такая непреднамеренная ошибка может быть минимизирована приблизительно до 0,2 мм или меньше в текущем обычном промышленном производстве. В том случае, когда такие вариации являются большими, репрезентативное значение можно получить путем измерения радиуса кривизны r достаточно большого количества стальных листов и их усреднения. В дополнение к этому, возможно намеренное изменение радиуса кривизны по некоторым причинам, и настоящий вариант осуществления не исключает такую форму.
[0030]
Способ измерения внутреннего радиуса кривизны r изогнутой части 5 особенно не ограничивается, и внутренний радиус кривизны может быть измерен, например, с помощью коммерчески доступного микроскопа (Nikon ECLIPSE LV150) с увеличением 200х. В частности, центральная точка A кривизны получается из результатов наблюдения. В качестве способа получения этого, например, если пересечение отрезка прямой EF и отрезка прямой DG, продолженных внутрь на стороне, противоположной точке B, определяется как A, размер внутреннего радиуса кривизны r соответствует длине отрезка AC.
В настоящем варианте осуществления внутренний радиус кривизны r изогнутой части 5 может быть задан внутри диапазона 1-5 мм, и формой промежуточного слоя, предусматриваемого на поверхности основного стального листа листа 1 анизотропной электротехнической стали, описанного ниже, можно оптимально управлять для оптимизации эффективности металлического сердечника, являющейся подходящей для магнитных свойств. Эффект настоящего варианта осуществления проявляется более значительно, когда внутренний радиус кривизны r изогнутой части 5 предпочтительно составляет 3 мм или меньше.
В дополнение к этому, наиболее предпочтительно, чтобы все изогнутые части 5 в сердечнике удовлетворяли внутреннему радиусу кривизны стороны r, определенному в настоящем варианте осуществления. В том случае, когда имеется изогнутая часть 5, удовлетворяющая внутреннему радиусу кривизны стороны r настоящего варианта осуществления, и изогнутая часть 5, не удовлетворяющая внутреннему радиусу кривизны r настоящего варианта осуществления, желательно, чтобы по меньшей мере половина изогнутых частей 5 удовлетворяла внутреннему радиусу кривизны r, определенному в настоящем варианте осуществления.
[0031]
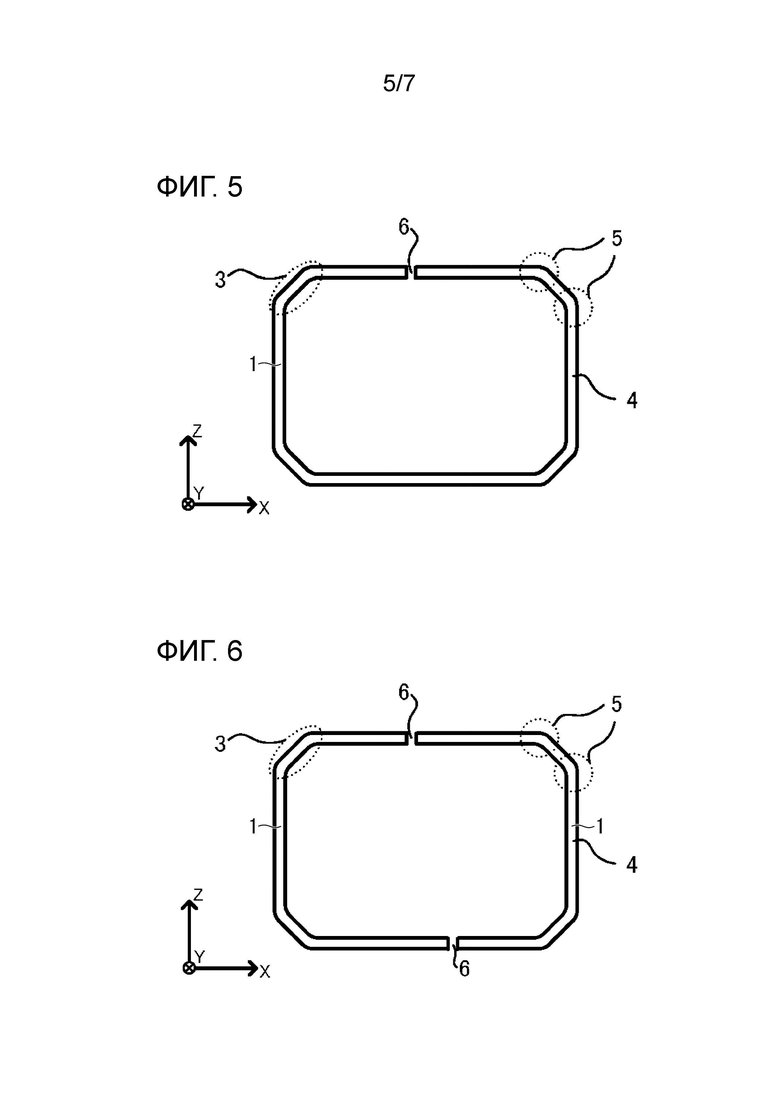
Фиг. 5 и 6 представляют собой диаграммы, схематично показывающие один пример однослойного листа 1 анизотропной электротехнической стали в основной части 10 ленточного сердечника. Как показано в примерах на Фиг. 5 и 6, лист 1 анизотропной электротехнической стали, используемый в настоящем варианте осуществления, является изогнутым, имеет угловую часть 3, состоящую из двух или более изогнутых частей 5, и плоскую часть 4, и формирует по существу прямоугольное кольцо на виде сбоку посредством соединительной части 6 (зазора), которая является торцевой поверхностью одного или более листов 1 анизотропной электротехнической стали в продольном направлении.
В настоящем варианте осуществления достаточно, чтобы основная часть 10 ленточного сердечника имела шихтованную структуру 2 с по существу прямоугольной формой в целом на виде сбоку. Один лист 1 анизотропной электротехнической стали может формировать один слой основной части 10 ленточного сердечника посредством одной соединительной части 6, как показано в примере на Фиг. 5 (один лист 1 анизотропной электротехнической стали соединяется посредством одной соединительной части 6 для каждого витка). Альтернативно один лист 1 анизотропной электротехнической стали может составлять приблизительно половину окружности ленточного сердечника, и два листа 1 анизотропной электротехнической стали могут формировать один слой основной части 10 ленточного сердечника посредством двух соединительных частей 6, как показано в примере на Фиг. 6 (два листа 1 анизотропной электротехнической стали соединяются друг с другом посредством двух соединительных частей 6 для каждого витка).
[0032]
Толщина листа 1 анизотропной электротехнической стали, используемого в настоящем варианте осуществления, особенно не ограничивается и может быть подходящим образом выбрана в зависимости от применения и т.п., но обычно она находится в диапазоне 0,15 мм - 0,35 мм, и предпочтительно в диапазоне 0,18 мм - 0,23 мм.
[0033]
2. Конфигурация листов анизотропной электротехнической стали
Далее будет описана конфигурация листов 1 анизотропной электротехнической стали, составляющих основную часть 10 ленточного сердечника. Настоящий вариант осуществления имеет такие особенности, как форма промежуточного слоя около изогнутых частей 5 соседних шихтованных электротехнических стальных листов и расположение места электротехнических стальных листов в сердечнике с управляемой формой промежуточного слоя.
[0034]
(1) Форма промежуточного слоя в плоской части, смежной с изогнутой частью
В листах 1 анизотропной электротехнической стали, составляющих ленточный сердечник по настоящему варианту осуществления, формой промежуточного слоя в шихтованных стальных листах управляют так, чтобы она была тонкой и гладкой около по меньшей мере части изогнутых частей 5. Если форма промежуточного слоя около изогнутых частей 5 является толстой и неровной, эффективность сердечника настоящего варианта осуществления значительно ухудшается.
Хотя механизм, с помощью которого происходит такое явление, неясен, предполагается, что он заключается в следующем.
Целевой сердечник настоящего варианта осуществления проектируется таким образом, чтобы плоские части 4, 4a, которые практически не деформируются, были относительно очень широкими, чтобы магнитные свойства стальных листов, которые в достаточной степени отражают свойства сердечника, а также напряжение (деформация) из-за изгиба были ограничены очень узкими областями около изогнутых частей 5. По этой причине ухудшение магнитных свойств в областях около изогнутых частей 5 влияет на свойства всего сердечника. Считается, что ухудшение магнитных свойств в изогнутых частях 5 в основном вызывается изменением структуры магнитных доменов, включая количество введенных дефектов решетки, таких как плотность дислокации и результирующее изменение кристаллической ориентации. Нет почти никакого практического руководства по контролю за изменением структуры магнитных доменов из-за деформации изгиба с чрезвычайно малым диаметром, который является целью настоящего варианта осуществления. Однако, в соответствии с знанием, которое формирует основу настоящего варианта осуществления, считается, что когда форма промежуточного слоя является тонкой и гладкой, изменение структуры магнитных доменов, когда применяется то же самое напряжение, является небольшим, и благоприятные магнитные свойства вероятнее всего будут поддержаны. Просто считается, что если промежуточный слой, который является относительно более твердым, чем основной стальной лист, является толстым и имеет сложную форму границы с основным стальным листом, возникает сложная деформация, особенно в области поверхностного слоя (около границы с промежуточным слоем) основного стального листа, которая усложняет структуру магнитных доменов и значительно ухудшает магнитные свойства. Считается, что такой механизм действия настоящего варианта осуществления является особым явлением в сердечнике с конкретной формой, которая является целью настоящего варианта осуществления. Хотя этот механизм вряд ли рассматривался до сих пор, можно интерпретировать, что он согласуется с информацией, полученной авторами настоящего изобретения.
[0035]
В описании настоящей патентной заявки термин «промежуточный слой» в основном означает слоистую область (в форме пленки), расположенную между основным стальным листом, который представляет собой фазу α-Fe, и изоляционным покрытием, придающим натяжение и изоляцию листам 1 анизотропной электротехнической стали, чтобы гарантировать адгезию к основному стальному листу и изоляционному покрытию. Материал промежуточного слоя не ограничивается форстеритом, SiO2, и TiN, упомянутыми выше в разделе «Уровень техники», и рассматриваются также известные вещества, предназначенные для вышеупомянутой цели. В дополнение к этому, учитывая механизм действия эффекта настоящего варианта осуществления, целевым является вещество, имеющее значительную разницу в деформируемости по сравнению с основным стальным листом. В настоящем варианте осуществления оно определяется как компаунд. Таким образом, целевой промежуточный слой настоящего варианта осуществления состоит из оксидов, карбидов и нитридов металлических элементов и их композитов. Это вещества, которые, как известно, играют роль обеспечения адгезии, будучи зажатыми между основным стальным листом и изоляционным покрытием в листах 1 анизотропной электротехнической стали.
В том случае, когда разница в деформируемости между основным стальным листом и промежуточным слоем является малой, вся поверхность раздела деформируется однородно, независимо от толщины или формы промежуточного слоя. Следовательно, не нужно применять эффект настоящего варианта осуществления, и в то же время эффект настоящего осуществления не проявляется.
[0036]
В настоящем варианте осуществления форма промежуточного слоя измеряется следующим образом.
Листы 1 анизотропной электротехнической стали, взятые из сердечника, наблюдаются в поперечном сечении, параллельном боковой поверхности сердечника. Способ наблюдения может быть обычным, и не требует специального способа. Поскольку толщина целевого промежуточного слоя настоящего варианта осуществления является очень малой, его поперечное сечение наблюдается с помощью просвечивающего электронного микроскопа (STEM) для измерения толщины промежуточного слоя.
[0037]
В частности, в первых плоских частях 4 и вторых плоских частях 4a областей, смежных с изогнутыми частями 5 на вышеупомянутом наблюдаемом поперечном сечении, количественный анализ выполняется в 101 положении (то есть в области измерения 10 мкм), определенных с интервалами 0,1 мкм в направлении (продольном направлении) вдоль поверхности стального листа с интервалами 1 нм в направлении толщины листа с помощью энергодисперсионной рентгеновской спектроскопии (EDS) с диаметром электронного луча 10 нм. Область, в которой полная концентрация составляющих элементов вещества промежуточного слоя (например полная концентрация Si и O, если промежуточный слой представляет собой SiO2, или полная концентрация Ti и N, если промежуточный слой представляет собой TiN), равна 50 ат.% или больше, рассматривается как промежуточный слой, и определяется его толщина.
В настоящем варианте осуществления, что касается областей первой плоской части 4 и второй плоской части 4a, смежных с изогнутой частью 5, области первой плоской части 4 и второй плоской части 4a, отделенные более чем двойной длиной изогнутой части 5 от границ между изогнутой частью 5 и первой плоской частью 4 и между изогнутой частью 5 и второй плоской частью 4a, устанавливаются как область измерения промежуточного слоя. Здесь причина, почему эта область должна более чем в два раза превышать длину изогнутой части 5, состоит в том, что влияния деформации промежуточного слоя из-за изгиба можно избежать, если область отделяется таким расстоянием от изогнутой части 5. Следует отметить, что эффект настоящего варианта осуществления первоначально выражается механизмом действия в соответствии с формой промежуточного слоя внутри изогнутой части 5, как было описано выше, и по существу оценивается по тому, как деформируется промежуточный слой внутри изогнутой части 5, или как это влияет на деформацию основного стального листа. Однако, поскольку промежуточный слой внутри изогнутой части 5 деформируется сложным образом, и структура основного стального листа также изменяется сложным образом в соответствии с его формой, как было описано выше, считается, что трудно количественно определить деформацию и изменение в качестве определения настоящего варианта осуществления. По этой причине в настоящем варианте осуществления количественное значение, соответствующее проявлению вышеупомянутого механизма действия, определяется состоянием до применения деформации изгиба, то есть формой промежуточного слоя первой плоской части 4 и второй плоской части 4a.
Область второй плоской части 4a находится внутри угловой части 3, а область первой плоской части 4 находится вне угловой части 3. Форма промежуточного слоя определяется второй плоской частью 4a и/или первой плоской частью 4 по меньшей мере в одной изогнутой части 5.
[0038]
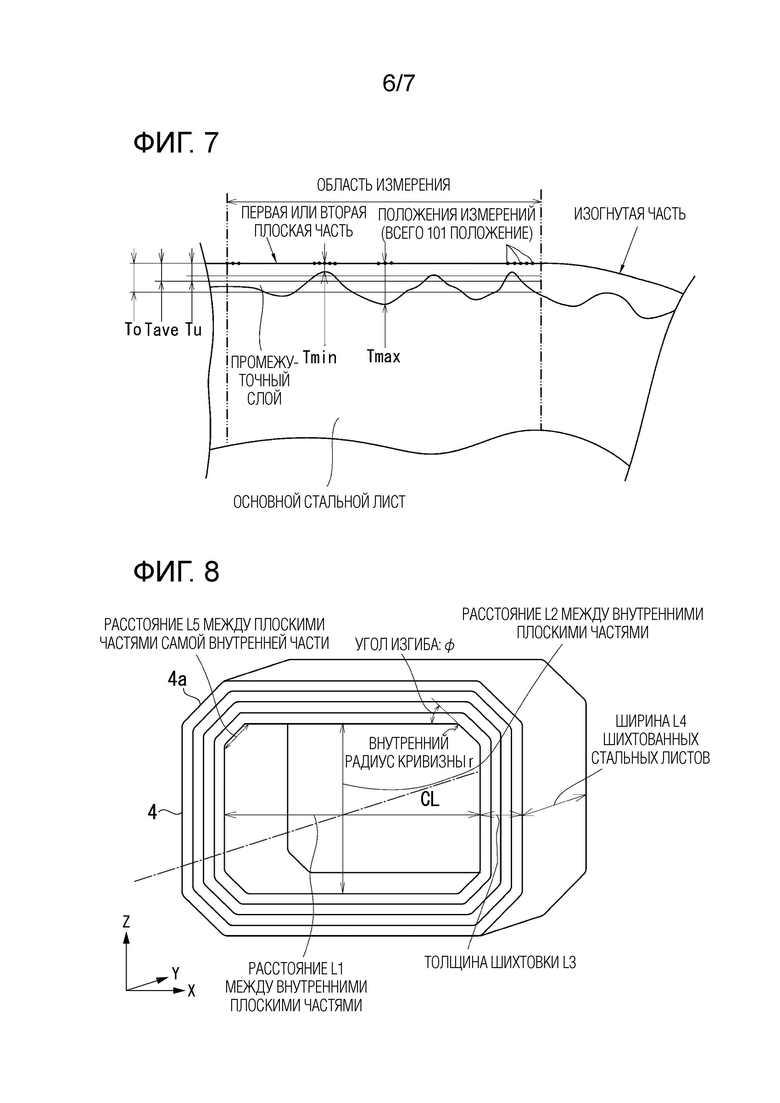
В настоящем варианте осуществления характеристические значения, относящиеся к форме промежуточного слоя, дополнительно определяются следующим образом из 101 значения измерений толщины промежуточного слоя, которые получаются как описано выше.
Например, как показано на Фиг. 7, сначала среднее значение толщины T (нм) промежуточного слоя в 101 положении (положениях измерения) определяется как Tave (нм), максимальная толщина определяется как Tmax (нм), минимальная толщина определяется как Tmin (нм), среднее значение данных, где T>Tave, определяется как То (нм), и среднее значение данных, где T <Tave, определяется как Tu (нм). Кроме того, в распределении толщины вдоль поверхностного направления стальных листов (продольном направлении) область, в которой значения измерений при T>Tave непрерывны, считается за одну область, а количество этих областей в пределах всей области измерения определяется как N. Это N представляет собой число выпуклых областей внутри области измерения размером 10 мкм. Таким образом, в области измерения размером 10 мкм, когда непрерывная область, более толстая, чем Tave (область, выступающая в направлении толщины), рассматривается как выпуклая область, N представляет собой число выпуклых областей.
Здесь, вышеупомянутая форма промежуточного слоя измеряется на внешней стороне и внутренней стороне стальных листов, и значения, полученные на поверхностях, усредняются для определения Tave, Tmax, Tmin, То, Tu и N стальных листов. Внешняя сторона стальных листов схематично показана на Фиг. 7, и толщина промежуточного слоя преувеличена для удобства объяснения. В дополнение к этому, хотя на промежуточном слое формируется изоляционное покрытие, оно не будет проиллюстрировано.
[0039]
В настоящем варианте осуществления по меньшей мере одна из двух или более изогнутых частей 5, присутствующих по меньшей мере в одной угловой части 3, удовлетворяет нижеприведенным Уравнениям (1) - (3).
Tave ≤ 40 нм (1)
(To-Tu)/Tave ≤ 0,50 (2)
Tave (To-Tu) ≤ 240 нм2 (3)
Определение Уравнения (1) не является особенным, и является общим определением, соответствующим листам 1 анизотропной электротехнической стали, в которых граница промежуточного слоя зеркально отполирована. Левая часть Уравнения (1) предпочтительно составляет 20 нм или меньше, и более предпочтительно 10 нм или меньше.
Можно сказать, что Уравнение (2) является одним из определений, указывающих на характерную особенность настоящего варианта осуществления. С учетом вышеупомянутого механизма это определение означает, что малая вариация (разница между выпуклой частью и вогнутой частью) в толщине промежуточного слоя является необходимым условием. Левая часть Уравнения (2) предпочтительно составляет 0,3 или меньше, и более предпочтительно 0,2 или меньше.
Уравнение (3) является одним из определений, указывающих на характерную особенность настоящего варианта осуществления. Это определение означает, что чем тоньше промежуточный слой, тем более допустима вариация (различие между выпуклой частью и вогнутой частью) толщины промежуточного слоя. Считается, что это определение, соответствующее индексу для оценки степени влияния на основной стальной лист в том случае, когда стальные листы с покрытием более твердым, чем основной стальной лист, сгибаются и деформируются. Левая часть Уравнения (3) предпочтительно составляет 200 нм2 или меньше, и более предпочтительно 180 нм2 или меньше.
Если вышеприведенные Уравнения (1) - (3) удовлетворяются, структура магнитных доменов изогнутых частей 5 становится структурой, в которой минимизируется влияние изгиба, и проявляется эффект настоящего варианта осуществления. В дополнение к этому само собой разумеется, что в одной угловой части 3 предпочтительно, чтобы все изогнутые части 5, существующие в этой угловой части 3, удовлетворяли вышеприведенным Уравнениям (1) - (3). Кроме того, само собой разумеется, что предпочтительно, чтобы все четыре угловые части 3, существующие в ленточном сердечнике, удовлетворяли вышеприведенным Уравнениям (1) - (3).
[0040]
В другом варианте осуществления по меньшей мере одна из двух или более изогнутых частей 5, присутствующих по меньшей мере в одной угловой части 3, удовлетворяет нижеприведенному Уравнению (4).
N (To-Tu)≤24 нм (4)
Это определение означает степень крутизны вариации толщины листа промежуточного слоя, то есть, степень изменения толщины листа от выпуклой части до вогнутой части распределения толщины листа в области вдоль промежуточного слоя. Если это значение является большим, толщина листа изменяется быстро в локальной области промежуточного слоя, основной стальной лист в изогнутых частях 5 деформируется сложным образом, и структура магнитных доменов усложняется. Следовательно, эффективность сердечника понижается. В дополнение к этому само собой разумеется, что в одной угловой части 3 предпочтительно, чтобы все изогнутые части 5, существующие в этой угловой части 3, удовлетворяли вышеприведенному Уравнению (4). Кроме того, само собой разумеется, что предпочтительно, чтобы все четыре угловые части 3, существующие в ленточном сердечнике, удовлетворяли вышеприведенному Уравнению (4).
[0041]
В еще одном варианте осуществления по меньшей мере одна из двух или более изогнутых частей 5, присутствующих по меньшей мере в одной угловой части 3, удовлетворяет нижеприведенному Уравнению (5).
N ≥ 2 (5)
С точки зрения вышеприведенного Уравнения (4) определение кажется странным, потому что оно означает, что степень крутизны увеличивается. Однако, это означает, что когда N превышает определенный уровень, то есть когда интервал изменения толщины листа от выпуклой части до вогнутой части распределения толщины листа в области вдоль промежуточного слоя становится очень узким, даже если степень крутизны, оцениваемая Уравнением (4), имеет высокое значение, усложнение структуры магнитных доменов в изогнутых частях 5 минимизируется. Хотя причина этого неясна, считается, что она заключается в том, что существует предел усложнения и измельчения структуры магнитных доменов, даже если величина вариации формы границы до некоторой степени уменьшается, и поэтому граница действует как плоская граница. В соответствии с вышеприведенным Уравнением (5), если интервал (шаг) изменения толщины листа составляет 5 мкм или меньше, влияние основного стального листа на структуру магнитных доменов интерпретируется как более близкое к влиянию плоской поверхности. В дополнение к этому само собой разумеется, что в одной угловой части 3 предпочтительно, чтобы все изогнутые части 5, существующие в этой угловой части 3, удовлетворяли вышеприведенному Уравнению (5). Кроме того, само собой разумеется, что предпочтительно, чтобы все четыре угловые части, существующие в ленточном сердечнике, удовлетворяли вышеприведенному Уравнению (5).
[0042]
В еще одном варианте осуществления по меньшей мере одна из двух или более изогнутых частей 5, присутствующих по меньшей мере в одной угловой части 3, удовлетворяет нижеприведенному Уравнению (6).
(Tmax-Tmin)<Tave (6)
Это определение является просто индексом, указывающим на относительную величину вариации толщины листа промежуточного слоя. Интуитивно можно понимать, что чем меньше значение Уравнения (6), тем более оно предпочтительно, но оно имеет особое значение в настоящем варианте осуществления. Другими словами, поскольку целевой промежуточный слой настоящего варианта осуществления является очень тонким, существует неизбежное беспокойство насчет того, что аномальная часть может быть произведена из-за вариаций в условиях промышленного производства. Например, может быть несколько областей, где промежуточный слой отсутствует. Настоящий вариант осуществления определяет, что предпочтительно, чтобы такие области были минимизированы. В дополнение к этому само собой разумеется, что в одной угловой части 3 предпочтительно, чтобы все изогнутые части 5, существующие в этой угловой части 3, удовлетворяли вышеприведенному Уравнению (6). Кроме того, само собой разумеется, что предпочтительно, чтобы все четыре угловые части 3, существующие в ленточном сердечнике, удовлетворяли вышеприведенному Уравнению (6).
[0043]
(2) Листы анизотропной электротехнической стали
Как было описано выше, основной стальной лист листов 1 анизотропной электротехнической стали, используемый в настоящем варианте осуществления, является стальным листом, в котором ориентации кристаллических зерен сильно сконцентрированы в ориентации {110}<001>, и который имеет превосходные магнитные свойства в направлении прокатки.
Известный лист анизотропной электротехнической стали может использоваться в качестве основного стального листа в настоящем варианте осуществления. Далее будет описан один пример предпочтительного основного стального листа.
[0044]
Основной стальной лист имеет следующий химический состав, в мас.%: Si: от 2,0% до 6,0%, с остатком из Fe. Этот химический состав позволяет управлять кристаллической ориентацией до текстуры Госса, сконцентрированной в ориентации {110}<001>, чтобы обеспечить благоприятные магнитные свойства. Другие элементы особенно не ограничиваются, и известные элементы могут содержаться в известном диапазоне вместо Fe. Диапазоны содержания репрезентативных элементов являются следующими.
C: 0-0,0050%,
Mn: 0-1,0%,
S: 0-0,0150%,
Se: 0-0,0150%,
Al: 0-0,0650%,
N: 0-0,0050%,
Cu: 0-0,40%,
Bi: 0-0,010%,
B: 0-0,080%,
P: 0-0,50%,
Ti: 0-0,0150%,
Sn: 0-0,10%,
Sb: 0-0,10%,
Cr: 0-0,30%,
Ni: 0-1,0%,
Nb: 0-0,030%,
V: 0-0,030%,
Mo: 0-0,030%,
Ta: 0-0,030%,
W: 0-0,030%,
Поскольку эти необязательные элементы могут содержаться в зависимости от конкретной цели, нет никакой необходимости в ограничении их нижнего предела, и поэтому необязательные элементы могут по существу не содержаться. В дополнение к этому, даже если эти необязательные элементы содержатся как примеси, эффект настоящего варианта осуществления не ухудшается. Примеси относятся к элементам, которые содержатся неумышленно, и означают элементы, попадающие в сталь из руды, металлолома, производственной среды и т.п. при промышленном производстве основного стального листа.
[0045]
Химический компонент основного стального листа может быть измерен с помощью обычного аналитического способа для стали. Например, химический состав основного стального листа может быть измерен с использованием атомной эмиссионной спектрометрии с индуктивно сопряженной плазмой (ICP-AES). В частности, химический состав может быть определен, например, путем взятия квадратного тестового образца размером 35 мм из центрального положения основного стального листа после удаления покрытия и выполнения измерения с помощью измерительного прибора ICPS-8100 производства компании Shimadzu Corporation и т.п. на основе калибровочной кривой, подготовленной заранее. Содержание C и S может быть измерено путем использования способа поглощения инфракрасного луча пламенем, а содержание N может быть измерено путем использования способа определения удельной теплопроводности при плавлении в инертном газе.
[0046]
Вышеупомянутый химический состав представляет собой состав основного стального листа. В том случае, когда лист 1 анизотропной электротехнической стали, используемый в качестве образца для измерения, имеет на своей поверхности, например, изоляционное покрытие и первичное покрытие (такое как стеклянная пленка или промежуточный слой), полученное из оксида и т.п., химический состав измеряется после удаления этого покрытия и т.п. известными способами.
[0047]
(3) Способ производства листа анизотропной электротехнической стали
Способ производства листа 1 анизотропной электротехнической стали особенно не ограничивается, и может быть подходящим образом выбран традиционно известный способ производства листа анизотропной электротехнической стали. Предпочтительные конкретные примеры способа производства включают в себя способ, в котором сляб, содержащий от 0,04 до 0,1 мас.% C, а в остальном имеющий химический состав вышеупомянутого листа 1 анизотропной электротехнической стали, нагревается до 1000°C или выше для выполнения горячей прокатки, а затем по мере необходимости выполняется отжиг в горячем состоянии, холоднокатаный стальной лист затем получается посредством холодной прокатки один, два или более раз, включая промежуточный отжиг, нагревается при 700°C - 900°C, например, во влажной атмосфере водорода и инертного газа, подвергается обезуглероживающему отжигу, дополнительно подвергается азотирующему отжигу по мере необходимости, и подвергается окончательному отжигу приблизительно при 1000°C после нанесения сепаратора отжига на холоднокатаный стальной лист, чтобы сформировать изоляционное покрытие при температуре приблизительно 900°C. Кроме того, после этого может быть нанесено покрытие для регулировки динамического коэффициента трения.
В дополнение к этому, эффект настоящего варианта осуществления может быть получен даже со стальным листом, который был подвергнут обработке, называемой «управление магнитным доменом», в процессе производства стального листа известным способом.
[0048]
Способ управления формой промежуточного слоя, который является особенностью листа 1 анизотропной электротехнической стали, используемого в настоящем варианте осуществления, особенно не ограничивается, сообразно с обстоятельствами может использоваться известный способ. Например, различные формы промежуточных слоев могут быть сформированы путем термоокисления после окончательного отжига, использующего сепаратор отжига, состоящий главным образом из глинозема (Al2O3). Альтернативно после окончательного отжига, использующего сепаратор отжига, состоящий главным образом из оксида магния (MgO), форстерит, формируемый на поверхности стального листа, может быть удален путем травления или шлифовки, а затем окислительным поведением во время процесса повышения температуры запекания для формирования изоляционного покрытия можно управлять так, чтобы сформировать различные формы промежуточных слоев.
[0049]
3. Способ производства ленточного сердечника
Способ производства ленточного сердечника в соответствии с настоящим вариантом осуществления особенно не ограничивается, если он способен произвести ленточный сердечник в соответствии с настоящим вариантом осуществления, и могут применяться, например, способы для известных ленточных сердечников, описанные в Патентных документах 9-11 предшествующего уровня техники. В частности, можно упомянуть, что оптимальным является способ использования производственного устройства UNICORE (https://www.aemcores.com.au/technology/unicore/) компании AEM UNICORE.
[0050]
Кроме того, термическая обработка может быть выполнена по мере необходимости в соответствии с известным способом. В дополнение к этому, полученная основная часть 10 ленточного сердечника может использоваться в качестве ленточного сердечника без изменений, или может использоваться в качестве ленточного сердечника, получаемого путем совместной фиксации множества уложенных в пакет листов 1 анизотропной электротехнической стали с использованием по мере необходимости известного замка, такого как обвязочная лента.
[0051]
Настоящий вариант осуществления не ограничивается вышеописанными вариантами осуществления. Вышеописанные варианты осуществления являются всего лишь примерами, и любая форма, которая имеет по существу ту же самую конфигурацию и показывает эффект, аналогичный технической идее, описанной в формуле настоящего изобретения, также входит в область охвата настоящего изобретения.
[Примеры]
[0052]
Далее технические подробности настоящего изобретения будут дополнительно описаны со ссылкой на примеры настоящего изобретения. Условия в показанных ниже примерах являются примерами условий, используемых для подтверждения выполнимости и эффекта настоящего изобретения, и настоящее изобретение не ограничивается этими примерами условий. В дополнение к этому, настоящее изобретение может использовать различные условия, пока цель настоящего изобретения достигается без отступления от сути настоящего изобретения.
[0053]
(Листы анизотропной электротехнической стали)
Сляб, имеющий химический состав, показанный в Таблице 1 (в мас.%, с остатком из Fe), использовался в качестве материала для производства конечного продукта с химическим составом (в мас.%, с остатком из Fe), показанным в Таблице 2.
В Таблицах 1 и 2 «-» означает, что данный элемент не использовался, контроль данного элемента не выполнялся, и таким образом его содержание не измерялось.
[0054]
[Таблица 1]
[0055]
[Таблица 2]
[0056]
Процесс производства соответствует производственным условиям для общеизвестных листов анизотропной электротехнической стали.
Выполнялись горячая прокатка, отжиг в горячем состоянии и холодная прокатка. Некоторые из холоднокатаных стальных листов после обезуглероживающего отжига были подвергнуты обработке азотированием (азотирующему отжигу) в смешанной атмосфере водорода, азота и аммиака.
Кроме того, главным компонентом был оксид магния или глинозем, и сепаратор отжига с различным соотношением смешивания наносился и подвергался окончательному отжигу. Раствор для нанесения изоляционного покрытия, содержащий хром и состоящий главным образом из фосфата и коллоидного кремнезема, наносился на первичные пленки, сформированные на поверхностях окончательно отожженных стальных листов, и подвергался термообработке для формирования изоляционного покрытия. Для некоторых материалов покрытие из TiN было сформировано посредством ионной металлизации поверхности основного стального листа, который был получен путем отслаивания первичной пленки во время окончательного отжига стальных листов и выполнения зеркальной отделки, а затем на эту поверхность наносился раствор для формирования изоляционного покрытия, содержащий хром и состоящий главным образом из фосфата и коллоидного кремнезема, и подвергался термообработке для формирования изоляционного покрытия.
[0057]
Таким образом был произведен стальной лист с регулируемыми типом и формой промежуточного слоя, расположенного между основным стальным листом и изоляционным покрытием, чтобы обеспечить адгезию. Детали произведенного стального листа показаны в Таблице 3.
[0058]
[Таблица 3]
[0059]
(Металлический сердечник)
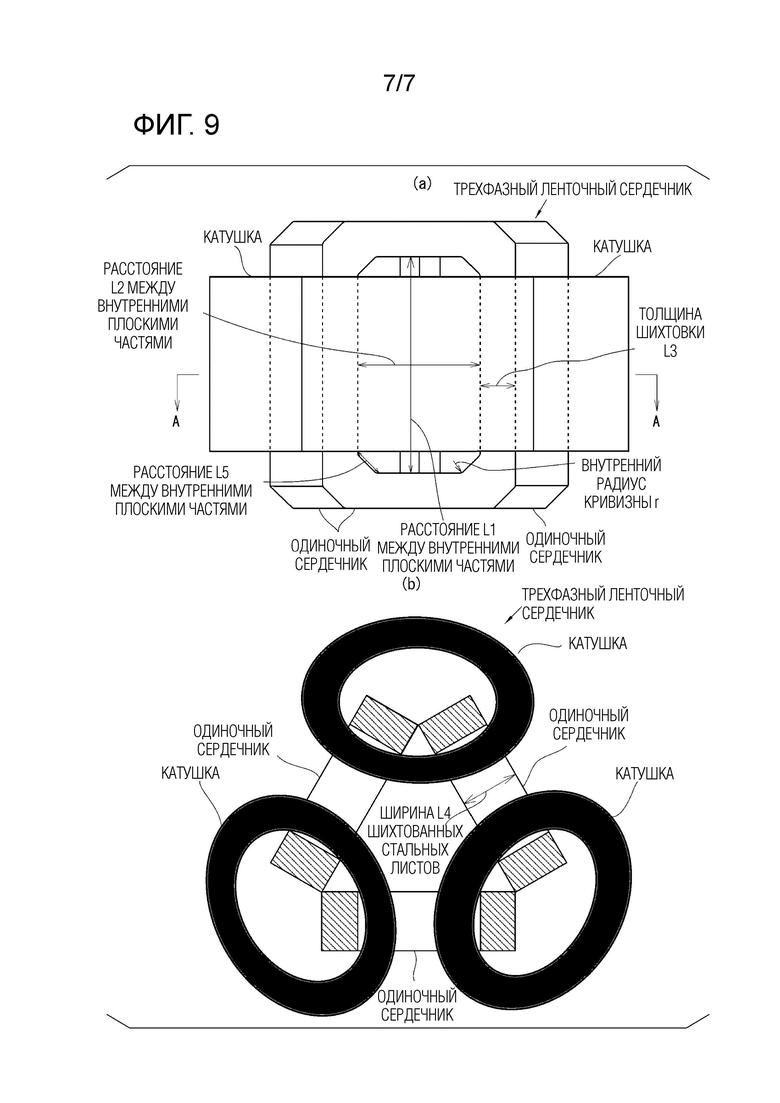
Сердечники a - h, имеющие формы, показанные в Таблице 4 и на Фиг. 8, были произведены с использованием каждого стального листа в качестве материала. При этом сердечники g и h не использовались для тестов в качестве отдельных сердечников, но по три штуки каждого были подготовлены как одиночные сердечники и были расположены в равносторонней треугольной цилиндрической форме, как показано на Фиг. 9, и был подготовлен трехфазный ленточный сердечник (например, металлический сердечник, показанный в японской нерассмотренной патентной заявке, первая публикация № 2005-333057), полученный путем намотки катушки вокруг каждой ветви (части, включающей первую плоскую часть 4). В дополнение к этому, три единичных металлических сердечника располагаются симметрично вокруг оси равностороннего треугольного цилиндра. Фиг. 9(a) представляет собой вид спереди, иллюстрирующий схематическую конфигурацию трехфазного ленточного сердечника, а Фиг. 9(b) представляет собой поперечное сечение по линии A-A на Фиг. 9(a).
L1 параллельно направлению оси X и является расстоянием между параллельными листами 1 анизотропной электротехнической стали на самой внутренней периферии ленточного сердечника в плоском поперечном сечении, включающем центр CL (расстоянием между внутренними плоскими частями). L2 параллельно направлению оси Z и является расстоянием между параллельными листами 1 анизотропной электротехнической стали на самой внутренней периферии ленточного сердечника в вертикальном поперечном сечении, включающем центр CL (расстоянием между внутренними плоскими частями). L3 параллельно направлению оси X и является толщиной шихтовки (толщиной в направлении шихтовки) ленточного сердечника в плоском поперечном сечении, включающем центр CL. L4 представляет собой ширину шихтованных стальных листов ленточного сердечника в плоском поперечном сечении, параллельном направлению оси X и включающем центр CL. L5 является расстоянием между плоскими частями (расстоянием между изогнутыми частями), которые смежны друг другу в самой внутренней части ленточного сердечника и образуют вместе прямой угол. Другими словами, L5 представляет собой кратчайшую длину плоской части 4a в продольном направлении между плоскими частями 4, 4a листа анизотропной электротехнической стали на самой внутренней периферии. r представляет собой радиус кривизны изогнутой части на внутренней стороне ленточного сердечника, а φ представляет собой угол изгиба изогнутой части ленточного сердечника. По существу прямоугольные сердечники a - h, в которых плоские части, имеющие расстояние L1 между плоскими частями на внутренней стороне, разделены приблизительно в центре расстояния L1, имеют структуру, в которой соединяются два сердечника, имеющие по существу U-образную форму. Здесь сердечник f представляет собой сердечник, который традиционно используется в качестве обычного ленточного сердечника, и производится способом, в котором стальные листы сматываются в цилиндрическую форму, угловые части 3 цилиндрического шихтованного тела затем сжимаются так, чтобы они имели постоянную кривизну, и цилиндрическое шихтованное тело формируется по существу в прямоугольную форму, а затем отжигается для поддержания этой формы. По этой причине радиус кривизны r изогнутой части 5 значительно изменяется в зависимости от положения шихтовки стальных листов. r в таблице 4 означает r на самой внутренней поверхности. r увеличивается в направлении наружу и составляет примерно 90 мм на самой внешней периферийной части.
[0060]
[Таблица 4]
[0061]
(Способ оценки)
(1) Магнитные свойства листа анизотропной электротехнической стали
Магнитные свойства листа 1 анизотропной электротехнической стали были измерены способом однолистового тестера (SST), определенным в стандарте JIS C 2556: 2015.
В качестве магнитных свойств были измерены плотность B8 магнитного потока (Tл) стального листа в направлении прокатки при возбуждении током с плотностью 800 A/м и магнитные потери при частоте переменного тока 50 Гц и плотности магнитного потока возбуждения 1,7 Tл.
(2) Форма промежуточного слоя
Как было описано выше, форма промежуточного слоя была измерена посредством наблюдения поперечного сечения стального листа, взятого из сердечника.
(3) Эффективность сердечника
Эффективность сердечника была измерена на основе измерения мощности сердечника, выполненного из стальных листов.
[0062]
Эффективность оценивалась в различных металлических сердечниках, произведенных с использованием различных стальных листов с различными ширинами магнитного домена. Результаты показаны в Таблице 5. Можно заметить, что даже в том случае, когда используется один и тот же тип стали, эффективность сердечника может быть улучшена за счет подходящего управления формой промежуточного слоя.
[0063]
[Таблица 5]
мм
нм
нм
нм
нм2
нм
нм
Вт
[0064]
Из вышеприведенных результатов видно, что ленточные сердечники по настоящему изобретению являются очень эффективными, потому что по меньшей мере одна из двух или более изогнутых частей 5, присутствующих по меньшей мере в одной угловой части 3, удовлетворяет вышеприведенным Уравнениям (1) - (3).
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
[0065]
В соответствии с настоящим изобретением можно эффективно минимизировать непреднамеренное ухудшение эффективности в ленточном сердечнике, сформированном путем шихтовки изогнутых стальных листов.
КРАТКОЕ ОПИСАНИЕ ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
[0066]
1 - лист анизотропной электротехнической стали
2 - шихтованная структура
3 - угловая часть
4 - первая плоская часть
4a - вторая плоская часть
5 - изогнутая часть
6 - соединительная часть
10 - основная часть ленточного сердечника.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛЕНТОЧНЫЙ СЕРДЕЧНИК | 2021 |
|
RU2814178C1 |
| ЛЕНТОЧНЫЙ СЕРДЕЧНИК | 2021 |
|
RU2811454C1 |
| ЛЕНТОЧНЫЙ СЕРДЕЧНИК | 2021 |
|
RU2809519C1 |
| ЛЕНТОЧНЫЙ СЕРДЕЧНИК | 2021 |
|
RU2825327C1 |
| ЛЕНТОЧНЫЙ СЕРДЕЧНИК | 2021 |
|
RU2809494C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЛЕНТОЧНОГО СЕРДЕЧНИКА | 2021 |
|
RU2811988C1 |
| ЛЕНТОЧНЫЙ СЕРДЕЧНИК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2713622C1 |
| ЛЕНТОЧНЫЙ СЕРДЕЧНИК, СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕНТОЧНОГО СЕРДЕЧНИКА И УСТРОЙСТВО ИЗГОТОВЛЕНИЯ ЛЕНТОЧНЫХ СЕРДЕЧНИКОВ | 2021 |
|
RU2805262C1 |
| ЛЕНТОЧНЫЙ СЕРДЕЧНИК, СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕНТОЧНОГО СЕРДЕЧНИКА И УСТРОЙСТВО ИЗГОТОВЛЕНИЯ ЛЕНТОЧНЫХ СЕРДЕЧНИКОВ | 2021 |
|
RU2805169C1 |
| ЛЕНТОЧНЫЙ СЕРДЕЧНИК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2777448C1 |
Изобретение относится к ленточному сердечнику. Ленточный сердечник содержит прямоугольную основную часть ленточного сердечника на виде сбоку, в котором основная часть ленточного сердечника имеет часть, в которой листы анизотропной электротехнической стали, в которых первые плоские части и угловые части непрерывно чередуются в продольном направлении, и угол, образуемый двумя первыми смежными друг с другом плоскими частями, с каждой из угловых частей между ними, составляет 90°, укладываются в пакет в направлении толщины листа, и имеет по существу прямоугольную шихтованную структуру на виде сбоку, в котором каждая из угловых частей имеет две или более изогнутых частей, имеющих криволинейную форму на виде сбоку листов анизотропной электротехнической стали, и вторую плоскую часть между смежными изогнутыми частями, и сумма углов изгиба изогнутых частей в одной угловой части равна 90°, в котором каждая изогнутая часть на виде сбоку имеет внутренний радиус кривизны r, равный 1-5 мм. Причем листы анизотропной электротехнической стали имеют химический состав, содержащий, в мас.%: С до 0,0050, не включая 0, Si: 2,0-7,0, Fe и примеси – остальное и имеют текстуру, ориентированную в ориентации Госса, и в котором по меньшей мере одна из двух или более изогнутых частей, присутствующих по меньшей мере в одной угловой части, удовлетворяет нижеприведенным уравнениям (1) - (3): Tave ≤ 40 нм (1), (Тo – Tu)/Tave ≤ 0,5 (2), Tave·(Тo – Tu)≤ 240 нм2 (3), где толщина Т (нм) промежуточного слоя, предусматриваемого на поверхности основного стального листа листов анизотропной электротехнической стали, измеряется во множестве положений областей первой и второй плоских частей, смежных с изогнутыми частями, среднее значение толщины Т (нм) промежуточного слоя обозначается как Tave (нм), максимальная толщина обозначается как Tmax (нм), минимальная толщина обозначается как Tmin (нм), среднее значение данных, где Т>Tave, обозначается как То (нм), и среднее значение данных, где Т<Tave, обозначается как Tu, (нм). Технический результат заключается в создании ленточного сердечника, произведенного способом сгибания стальных листов заранее так, чтобы была сформирована относительно небольшая область изгиба с радиусом кривизны 5 мм или меньше, и шихтовки изогнутых стальных листов для формирования ленточного сердечника, за счет чего минимизируется непреднамеренное ухудшение эффективности. 3 з.п. ф-лы, 5 табл., 9 ил.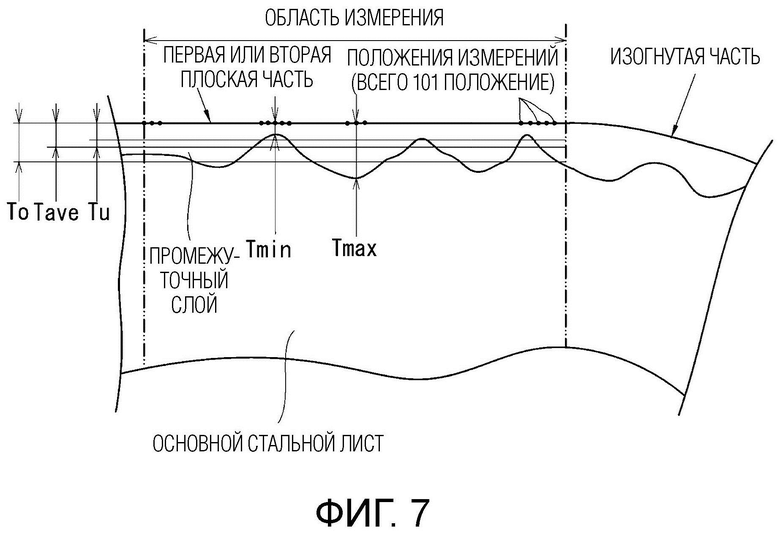
1. Ленточный сердечник, содержащий прямоугольную основную часть ленточного сердечника на виде сбоку,
в котором основная часть ленточного сердечника имеет часть, в которой листы анизотропной электротехнической стали, в которых первые плоские части и угловые части непрерывно чередуются в продольном направлении, и угол, образуемый двумя первыми смежными друг с другом плоскими частями, с каждой из угловых частей между ними, составляет 90°, укладываются в пакет в направлении толщины листа, и имеет по существу прямоугольную шихтованную структуру на виде сбоку,
в котором каждая из угловых частей имеет две или более изогнутых частей, имеющих криволинейную форму на виде сбоку листов анизотропной электротехнической стали, и вторую плоскую часть между смежными изогнутыми частями, и сумма углов изгиба изогнутых частей в одной угловой части равна 90°,
в котором каждая изогнутая часть на виде сбоку имеет внутренний радиус кривизны r, равный 1-5 мм,
причем листы анизотропной электротехнической стали имеют химический состав, содержащий,
в массовых процентах:
С: до 0,0050, не включая 0,
Si: 2,0-7,0, с остатком из Fe и примесей, и
имеют текстуру, ориентированную в ориентации Госса, и
в котором по меньшей мере одна из двух или более изогнутых частей, присутствующих по меньшей мере в одной угловой части, удовлетворяет нижеприведенным уравнениям (1) - (3),
где толщина Т (нм) промежуточного слоя, предусматриваемого на поверхности основного стального листа листов анизотропной электротехнической стали, измеряется во множестве положений областей первой и второй плоских частей, смежных с изогнутыми частями, среднее значение толщины Т (нм) промежуточного слоя обозначается как Tave (нм), максимальная толщина обозначается как Tmax (нм), минимальная толщина обозначается как Tmin (нм), среднее значение данных, где Т>Tave, обозначается как То (нм), и среднее значение данных, где Т<Tave, обозначается как Tu (нм).
2. Ленточный сердечник по п.1,
в котором по меньшей мере одна из двух или более изогнутых частей, присутствующих по меньшей мере в одной угловой части, удовлетворяет нижеприведенному уравнению (4),

где в распределении толщины промежуточного слоя вдоль поверхностного направления стальных листов область, в которой значения измерений при Т>Tave непрерывны, считается за одну область, а количество этих областей в пределах всей области измерения обозначается как N.
3. Ленточный сердечник по п.2,
в котором по меньшей мере одна из двух или более изогнутых частей, присутствующих по меньшей мере в одной угловой части, удовлетворяет нижеприведенному уравнению (5)
4. Ленточный сердечник по п.1,
в котором по меньшей мере одна из двух или более изогнутых частей, присутствующих по меньшей мере в одной угловой части, удовлетворяет нижеприведенному уравнению (6)

| Способ получения цианистых соединений | 1924 |
|
SU2018A1 |
| WO 2020149319 А, 23.07.2020 | |||
| Веникодробильный станок | 1921 |
|
SU53A1 |
| СЕРДЕЧНИК ТРАНСФОРМАТОРА ДЛЯ ТРАНСФОРМАТОРА С СЕРДЕЧНИКОМ НАБОРНОГО ТИПА И ТРАНСФОРМАТОР, ВКЛЮЧАЮЩИЙ В СЕБЯ ТАКОЙ СЕРДЕЧНИК | 2016 |
|
RU2713469C1 |
| ЛИСТ ИЛИ ПОЛОСА FeCo СПЛАВА, FeSi СПЛАВА ИЛИ Fe, СПОСОБ ИХ ИЗГОТОВЛЕНИЯ, МАГНИТНЫЙ СЕРДЕЧНИК ТРАНСФОРМАТОРА, ИЗГОТОВЛЕННЫЙ ИЗ УКАЗАННОГО ЛИСТА ИЛИ ПОЛОСЫ, И ТРАНСФОРМАТОР, ВКЛЮЧАЮЩИЙ ТАКОЙ СЕРДЕЧНИК | 2016 |
|
RU2724810C2 |

