Изобретение относится к газовым турбинам, в частности к охлаждению лопаток высокотемпературных газовых турбин.
Известен способ охлаждения лопатки турбины и устройство, реализующее способ (патент RU 2 098 638), включающий подачу потоков охлаждающего воздуха в полую вставку, из которой вытекает в зазор на внутреннюю поверхность входной и выходной кромок и через щель в выходной кромке в проточную часть турбины. Потоки со стороны входной и выходной кромок, охлаждающие спинку и корытце лопатки, двигаясь в противоположных направлениях, вытекают в пространство под корневой и над периферийной зонами лопатки. В устройстве для охлаждения лопатки турбины, содержащей наружный и внутренний корпус, в выходной кромке лопатки выполнена щель, а между корпусами по корытной и спиночной части выполнены ребра, наклоненные диагонально.
Недостатком данной конструкции является то, что технология изготовления и установки ребер на стенах полости охлаждения, представляет собой трудоемкий специфический технологический процесс с множеством особенностей, что усложняет изготовление лопатки, а также в данной конструкции увеличивается сопротивление течению охлаждающего воздуха.
Известен патент охлаждаемая лопатка турбомашины (RU 2 062 886), имеющая на боковых стенах полости охлаждения по всей ее высоте турбулизаторы в виде сферических углублений с тангенциальными канавками, имеющими специальную ориентацию.
Недостатком данной конструкции является то, что использование в качестве теплообмена сферических углублений недостаточно для организации теплообмена в лопатках высокотемпературных газовых турбин.
Задача изобретения повышение интенсивности охлаждения лопатки при упрощении ее изготовления.
Указанная задача достигается тем, что охлаждаемая лопатка турбины, включающая внутреннюю полость, с возможностью поступления в нее охлаждающего воздуха, и отверстия для выхода воздуха отличающаяся тем, что на внутренней поверхности лопатки располагаются сотовая и лунковая поверхность, причем лопатка выполнена штамповкой из листовой металлической пластины с постоянной шириной, при этом сферические лунки, сотовая поверхность, отверстия выполняются на стадии заготовки пластины до выполнения штамповки.
Охлаждаемая лопатка турбины, выполнена штамповкой из листовой металлической пластины с постоянной шириной, при этом сферические лунки, сотовая поверхность, отверстия выполняются на стадии заготовки пластины.
При этом поток воздуха обтекает внутреннюю поверхность лопатки, контактируя с интенсификаторами теплообмена, в данном случае поверхность, состоящая из сферических лунок, в области выходной кромки лопатки и сотовой поверхностью, располагающейся в области корытца и спинки лопатки, имеющую большую поверхность теплообмена. Применение неглубоких сферических лунок, выполненных в виде сферических углублений, предпочтительно с точки зрения уменьшения сопротивления протеканию охлаждающего воздуха в полости лопатки. Рекомендуемая относительная глубина лунки, для достижения повышенной интенсификации теплообмена в области выходной кромки лопатки газовой турбины, составляет hл/dл=0,2, где hл - глубина сферической лунки, dл - диаметр сферической лунки. [Гусаков, А.А. Влияние относительной глубины сферической лунки на теплообмен / А.А. Гусаков, В.Ю. Митяков, С.А. Можайский //. Теплотехника и информатика в образовании, науке и производстве: сборник докладов II Всероссийской научно-практической конференции студентов, аспирантов и молодых ученых (ТИМ'2013) с международным участием (Екатеринбург, 28-29 марта 2013 г.). - Екатеринбург: УрФУ, 2013. - С. 41-44. - ISBN 978-5-321-02282-5].
Внутренняя поверхность лопатки, в области корытца и спинки, являются наиболее теплонапряженной зоной и имеют сотовую поверхность с развитой поверхностью теплообмена. Предлагается сотовая структура повышенной глубины (большим соотношением глубины и диаметра сот), имеющая значительную поверхность теплообмена и минимальное сопротивление течению охлаждающего воздуха. Применяемая сотовая структура имеет соотношение размеров ячеек hя/dя>1, где hя - глубина ячейки, dя - диаметр ячейки («глубокие» соты). В большинстве случаев это отношение превышает значение 3-х единиц. Сотовые ячейки, повышенной глубины, создают во внутреннем пространстве замкнутых объемов систему вихрей, контактирующих с поверхностью ячеек и интенсифицирующих конвективный теплообмен, имитируя в некоторой степени эффект пористого охлаждения материала лопатки. [Буглаев, В.Т. Сотовые уплотнения в турбомашинах: монография / В.Т. Буглаев, В.Т. Перевезенцев, С.В. Перевезенцев и др. - Брянск: БГТУ, 2006. - 192 с. - ISBN 5-89838-180-5]. Размеры ячейки сотовой поверхности hя и dя зависят от геометрических размеров лопатки. При этом сотовая поверхность не создает значительное сопротивление течению охлаждающего воздуха, что в конечном счете снижает расход охлаждающего воздуха, уменьшает температуру металла лопатки, при этом в сотовой поверхности создаются воздушные вихри, усиливающие процесс охлаждения спинки и корытца лопатки.
Охлаждаемые лопатки выполняются полыми с внутренними полостями для течения охлаждающего воздуха, который после процесса теплосъема выдувается в проточную часть турбины. Расположение, формы и другие конструктивные особенности полостей лопатки при проектировании определяются из соображений получения максимальных коэффициентов эффективности охлаждения для различных участков и сечений пера лопатки. Существует техническая проблема изготовления множество однотипных лопаток турбины, причем лопатки должны обладать едиными качественными и геометрическими характеристиками. В данном техническом решении сферические лунки, сотовая поверхность, а также отверстия выполняются на стадии заготовки плоской пластины до выполнения конечной операции - штамповки, что значительно сокращает стоимость изделия.
Изобретение направлено на повышение интенсивности охлаждения лопатки при упрощении ее изготовления.
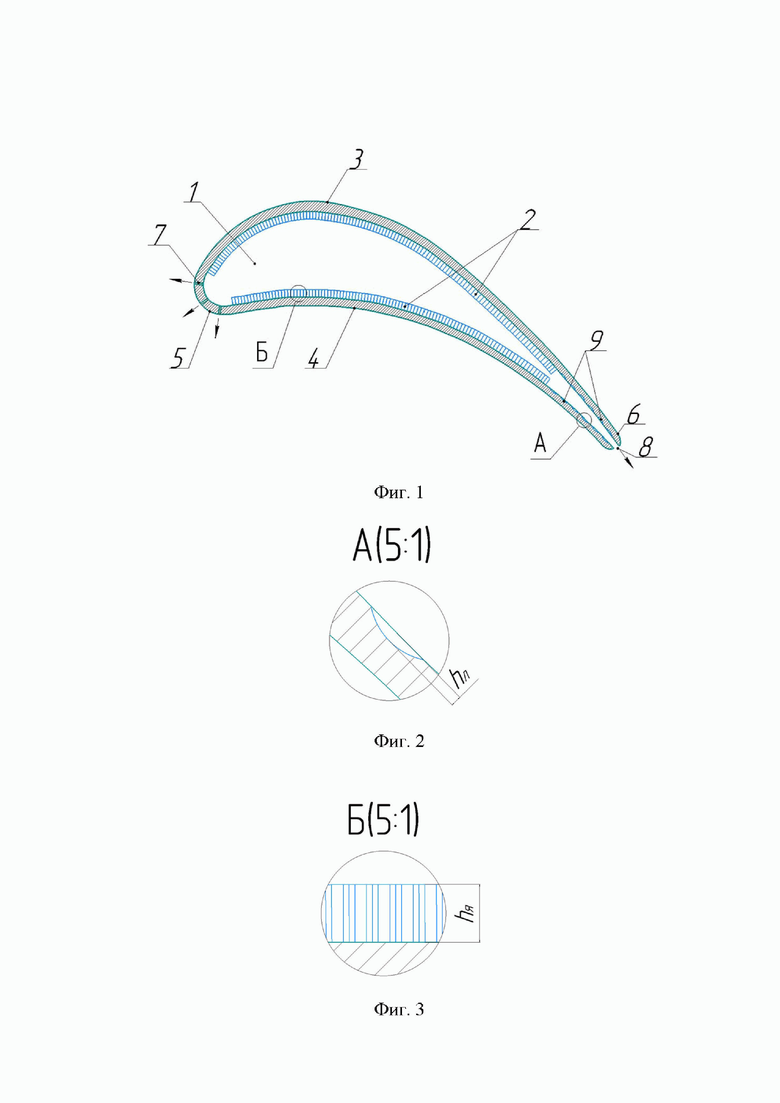
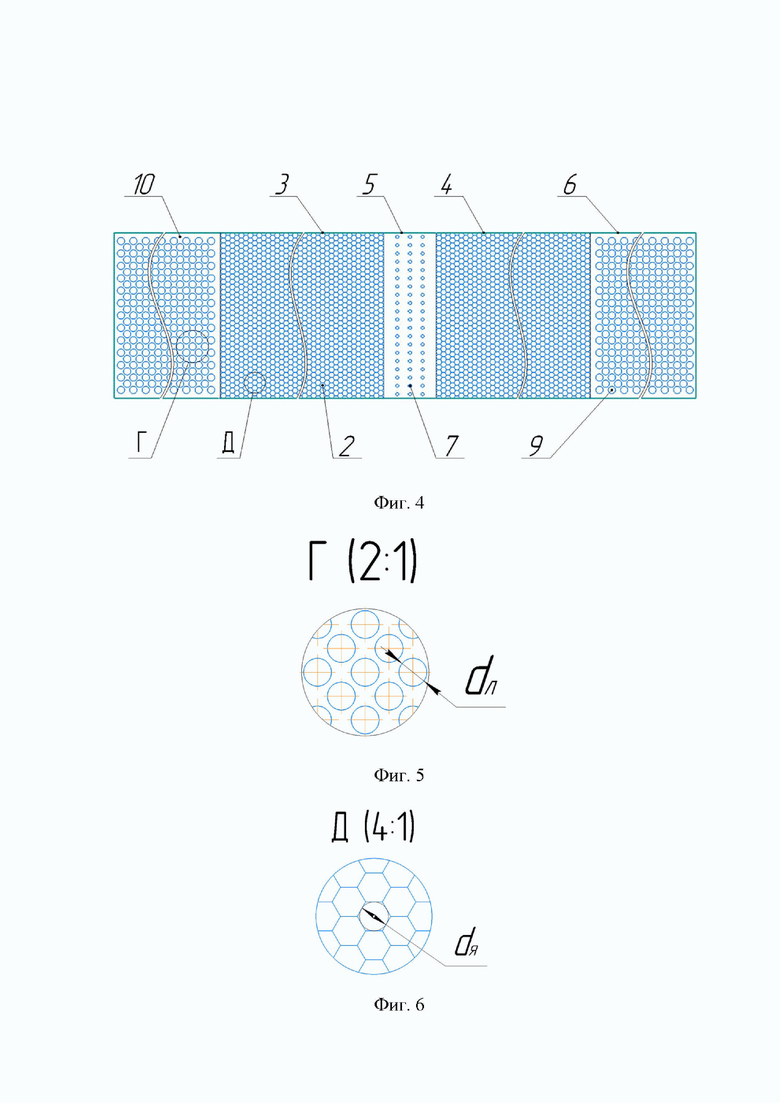
На фиг. 1 изображена турбинная лопатка в поперечном разрезе, на фиг. 2 указаны размеры сферических лунок, на фиг. 3 указаны размеры сот, на фиг. 4 развертка пластины-заготовки лопатки газовой турбины, на фиг. 5 указана лунковая поверхность в увеличенном виде, на фиг. 6 указана сотовая поверхность в увеличенном виде.
Охлаждаемая лопатка турбины содержит (фиг. 1) полую полость лопатки 1, в которую поступает охлаждающий воздух.
Сотовая поверхность 2 (фиг. 6) располагается в области спинки 3 (фиг. 1) и корытца 4 лопатки напротив друг друга, оставляя узкий проход для охлаждающего воздуха, который направляется далее в полости входной 5 и выходной 6 кромок. Применяемая сотовая структура 2 имеет соотношение размеров ячеек hя/dя>1 (фиг. 3) Затем охлаждающий воздух через три ряда отверстий 7 на входной кромке 5 и щель 8 на выходной кромке 6 выдувается в проточную часть турбины (фиг. 1).
В узкой части полости лопатки (фиг. 1), на внутренней поверхности выходной кромки 6, выполнены сферические лунки, образуя лунковую поверхность 9, состоящая из сферических углублений (фиг. 5). Относительная глубина лунки, для достижения повышенной интенсификации теплообмена в области выходной кромки 6 лопатки газовой турбины, составляет hл/dл=0,2 (фиг. 2).
Охлаждение лопатки происходит следующим способом. Охлаждающий воздух поступает внутрь лопатки. При этом поток воздуха обтекает внутреннюю поверхность лопатки (фиг. 1), контактируя с интенсификаторами теплообмена, лунковой поверхностью 9 в области выходной кромки 6 и сотовой поверхностью 2. Выпуск охлаждающего воздуха осуществляется через три ряда отверстий 7 на входной кромке 5 и щель 8 по всей высоте лопатки на выходной кромке 6.
На листовую металлическую пластину с постоянной шириной 10 (фиг. 4) наносят сферические лунки, образуя лунковую поверхность 9, с каждой стороны пластины 10, далее сотовую поверхность 2 и по середине пластины 10 просверливают три ряда отверстий 7. Охлаждающая лопатка выполняется штамповкой. Форма лопатки и размер длин поверхности сферических лунок, сотовой поверхности на ней выполняются по соответствующей форме проектируемой направляющей лопатки газовой турбины.
Данная конструкция позволяет упростить технологию изготовления полых направляющих лопаток с использованием указанных интенсификаторов теплообмена, сотовая поверхность и лунковая поверхность, которые наносятся на заготовку в виде плоской пластины на стадии подготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОХЛАЖДАЕМАЯ ЛОПАТКА ТУРБИНЫ | 2003 |
|
RU2247839C1 |
| СПОСОБ ОХЛАЖДЕНИЯ ЛОПАТКИ ТУРБИНЫ И УСТРОЙСТВО, РЕАЛИЗУЮЩЕЕ СПОСОБ | 1993 |
|
RU2098638C1 |
| ЛОПАТКА ТУРБИНЫ, СОДЕРЖАЩАЯ СИСТЕМУ ОХЛАЖДЕНИЯ | 2017 |
|
RU2741357C2 |
| ОХЛАЖДАЕМАЯ РАБОЧАЯ ЛОПАТКА ГАЗОВОЙ ТУРБИНЫ | 2012 |
|
RU2506429C1 |
| ПАЛЬЧИКОВОЕ УПЛОТНЕНИЕ С СОТОВОЙ СТРУКТУРОЙ | 2009 |
|
RU2416752C1 |
| ЛОПАТКА С УСОВЕРШЕНСТВОВАННЫМ КОНТУРОМ ОХЛАЖДЕНИЯ И ГАЗОТУРБИННЫЙ ДВИГАТЕЛЬ, СОДЕРЖАЩИЙ ТАКУЮ ЛОПАТКУ | 2018 |
|
RU2772364C2 |
| СЕКЦИЯ РЕЗОНАНСНОГО УСКОРИТЕЛЯ ЗАРЯЖЕННЫХ ЧАСТИЦ | 1989 |
|
RU1664106C |
| ОХЛАЖДАЕМАЯ ЛОПАТКА ТУРБИНЫ | 2017 |
|
RU2726235C2 |
| ЛОПАТКА ТУРБИНЫ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ, СОДЕРЖАЩАЯ КОНТУР С УЛУЧШЕННОЙ РАВНОМЕРНОСТЬЮ ОХЛАЖДЕНИЯ | 2015 |
|
RU2674105C2 |
| ЛОПАТКА ТУРБИНЫ С УСОВЕРШЕНСТВОВАННОЙ СТРУКТУРОЙ И ГАЗОВАЯ ТУРБИНА, СОДЕРЖАЩАЯ ТАКУЮ ЛОПАТКУ | 2018 |
|
RU2772363C2 |
Изобретение относится к газовым турбинам, в частности к охлаждению лопаток высокотемпературных газовых турбин. Охлаждаемая лопатка турбины включает внутреннюю полость с возможностью поступления в нее охлаждающего воздуха и отверстия для выхода воздуха. На внутренней поверхности лопатки располагаются сотовая и лунковая поверхность. причем лопатка выполнена штамповкой из листовой металлической пластины с постоянной шириной, при этом сферические лунки, сотовая поверхность, отверстия выполняются на стадии заготовки пластины до выполнения штамповки. Техническим результатом является повышение интенсивности охлаждения лопатки при упрощении ее изготовления. 6 ил.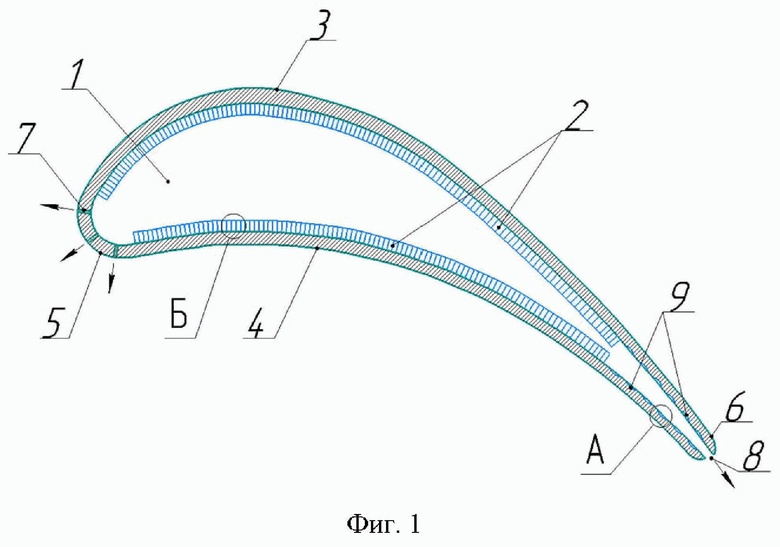
Охлаждаемая лопатка турбины, включающая внутреннюю полость с возможностью поступления в нее охлаждающего воздуха и отверстия для выхода воздуха, отличающаяся тем, что на внутренней поверхности лопатки располагаются сотовая и лунковая поверхность, причем лопатка выполнена штамповкой из листовой металлической пластины с постоянной шириной, при этом сферические лунки, сотовая поверхность, отверстия выполняются на стадии заготовки пластины до выполнения штамповки.
| СПОСОБ ОХЛАЖДЕНИЯ ЛОПАТКИ ТУРБИНЫ И УСТРОЙСТВО, РЕАЛИЗУЮЩЕЕ СПОСОБ | 1993 |
|
RU2098638C1 |
| US 2022170375 A1, 02.06.2022 | |||
| ОХЛАЖДАЕМАЯ ЛОПАТКА ГАЗОВОЙ ТУРБИНЫ | 1990 |
|
SU1792118A1 |
| ОХЛАЖДАЕМАЯ ЛОПАТКА ТУРБОМАШИНЫ | 1993 |
|
RU2062886C1 |
| US 3644059 A, 22.02.1972. | |||

