Область техники, к которой относится изобретение
Настоящее раскрытие относится к вакуумному адиабатическому элементу, холодильнику и способу изготовления холодильника.
Предпосылки изобретения
Вакуумный адиабатический элемент является изделием для предотвращения передачи тепла посредством вакуумирования внутренней части его основного корпуса. Вакуумный адиабатический элемент может уменьшать передачу тепла посредством конвекции и теплопроводности и, следовательно, используется в нагревательных устройствах и холодильных устройствах. В обычном адиабатическом способе, применяемом к холодильнику, хотя он по-разному используется для охлаждения и замораживания, обычно используется пеноуретановая адиабатическая стенка, имеющая толщину около 30 см или более. Однако, внутренний объем холодильника, следовательно, уменьшен.
Для увеличения внутреннего объема холодильника предпринята попытка использовать вакуумный адиабатический элемент в холодильнике.
Прежде всего, раскрыт корейский патент №. 10-0343719 (ссылочный документ 1) настоящего заявителя. В соответствии со ссылочным документом 1 раскрыт способ, с помощью которого создана вакуумная адиабатическая панель и затем встроена в стенки холодильника, и наружная сторона вакуумной адиабатической панели отделана с помощью отдельного профилированного материала в виде пенополистирола. В соответствии со способом дополнительное запенивание не требуется, и адиабатическая эффективность холодильника повышена. Однако, стоимость производства увеличена, способ изготовления является сложным.
В качестве другого примера способ изготовления стенок с использованием вакуумного адиабатического материала и, кроме того, изготовления стенок с использованием запенивающего материала был раскрыт в корейской патентной публикации №. 10-2015-0012712 (ссылочный документ 2). В соответствии со ссылочным документом 2 стоимость производства увеличена, и способ изготовления усложнен.
В качестве другого примера предпринята попытка изготовить все стенки холодильника с использованием вакуумного адиабатического элемента, который является единственным изделием. Например, способ создания адиабатической конструкции холодильника, который должен находиться в вакуумном состоянии, был раскрыт в публикации выложенного патента США №. US2040226956A1 (ссылочный документ 3). Однако, трудно получить практический уровень адиабатического эффекта посредством создания стенки холодильника с достаточным вакуумом. Более конкретно, существуют ограничения в том, что трудно предотвратить передачу тепла на контактном участке между наружным корпусом и внутренним корпусом, имеющими разные температуры, трудно поддерживать стабильное вакуумное состояние, и трудно предотвратить деформацию корпуса вследствие отрицательного давления вакуумного состояния. Вследствие этих ограничений способ, раскрытый в ссылочном документе 3, ограничен криогенной холодильной машиной и не обеспечивает уровень способа, используемого в обычных домашних хозяйствах.
В качестве альтернативы, настоящий заявитель подал заявку на корейскую патентную публикацию № 10-2017-0016187 (ссылочный документ 4), в которой раскрывается вакуумный адиабатический элемент и холодильник. В соответствии с настоящим раскрытием, как дверь, так и основной корпус холодильника выполнены в виде вакуумного адиабатического элемента, и к кромке двери добавлен большой адиабатический материал для предотвращения утечки холодного воздуха от кромки основного корпуса и двери. Однако, существует ограничение в том, что изготовление является сложным, и внутренний объем холодильника значительно уменьшен.
В холодильнике расположен испаритель, и на испарителе образуется толстый слой инея в соответствии с совокупным использованием испарителя. Поскольку иней испарителя отрицательно влияет на производительность испарителя, его периодически растапливают и удаляют. Здесь удаление инея с испарителя называется процессом размораживания. Талая вода, образуемая во время операции размораживания, выпускается на наружную сторону холодильника.
В качестве способа выпуска талой воды на наружную сторону холодильника был предложен патент США № US9863689B2 (ссылочный документ 5). В ссылочном документе 5 шланг для выпуска талой воды и клапан для открытия и закрытия шланга расположены снаружи холодильника. Шланг проходит через вспененный адиабатический материал, и затем направляется на наружную сторону.
Способы ссылочного документа 5 могут быть применены в случае холодильника, использующего пену. Конкретно, холодильник, использующий пену, использует адиабатический участок, имеющий толщину в несколько десятков сантиметров. С другой стороны, когда в холодильнике используется вакуумный адиабатический элемент, используется адиабатический участок толщиной всего в несколько десятков миллиметров, даже если адиабатический участок является толстым. Кроме того, при использовании пены и при использовании вакуумного адиабатического элемента существует много различий, таких как степень вакуума и различия в материалах.
Вследствие такого конструкционного различия в случае холодильника, использующего вакуумный адиабатический элемент, существует ограничение в том, что большое количество холодного воздуха теряется через зазор между выпускными конструкциями для талой воды в результате небольшой толщины.
В случае холодильника, использующего вакуумный адиабатический элемент, существует ограничение в том, что потери при охлаждении за счет теплопроводности между участками являются большими, поскольку вакуум обеспечивается металлическим соединительным элементом и их сваркой.
В холодильнике, использующем вакуумный адиабатический корпус, вследствие небольшой толщины проникает большое количество холодного воздуха. В этом случае существует ограничение в том, что неисправность возникает вследствие замерзания талой воды.
В случае холодильника, использующего вакуумный адиабатический элемент, изменение температуры является большим вследствие металлической конструкции, и роса, образуемая вокруг металлической конструкции вследствие изменения температуры во время операции размораживания, отрицательно влияет на надежность изделия.
Раскрытие
Техническая проблема
Варианты осуществления описывают холодильник, в котором уменьшена потеря холодного воздуха через тонкий зазор, проходящий через вакуумный адиабатический элемент.
Варианты осуществления также описывают холодильник, в котором уменьшена потеря при охлаждении за счет теплопроводности между участками вследствие высокой теплопроводности металлической конструкции, образующей вакуумный адиабатический элемент.
Варианты осуществления также описывают холодильник, в котором талая вода вследствие небольшой толщины вакуумного адиабатического элемента предотвращена от замерзания для предотвращения повреждения изделия.
Варианты осуществления также описывают холодильник, в котором предотвращено образование росы вокруг металлической конструкции вследствие изменения температуры во время операции размораживания холодильника для повышения надежности изделия.
Техническое решение
В одном варианте осуществления вакуумный адиабатический элемент включает в себя тонкую трубу, выполненную с возможностью соединения отверстия первой пластины с отверстием второй пластины, причем тонкая труба выполнена с возможностью образования, по меньшей мере, участка стенки третьей области пластины, и адиабатический материал, имеющий удлиненную часть, расположенную внутри тонкой трубы, для выполнения адиабатической работы относительно тонкой трубы, и верхнюю часть, расположенную на конце удлиненной части на, по меньшей мере, одной стороне первой пластины и второй пластины, причем талая вода проходит через внутреннюю часть адиабатического материала.
Сквозной трубопровод, проходящий через внутреннюю часть адиабатического материала для обеспечения прохождения материала между первой областью и второй областью, может быть дополнительно расположен для обеспечения прохождения талой воды без замерзания.
Верхняя часть может предотвращать открытие пластин в область, образованную каждой из пластин, для предотвращения возникновения теплопроводности между верхней частью и пластинами.
Тонкая труба может быть гофрированной трубой, и гофрированная труба может иметь поперечное сечение, включающее в себя два вертикальных участка, два горизонтальных участка и закругленный выступающий промежуточный участок между двумя вертикальными участками и двумя горизонтальными участками. Таким образом, величина передачи теплопроводимости может быть уменьшена при использовании недорогой части, которая выполнена с возможностью массового производства для снижения цены адиабатического изделия, использующего вакуумный адиабатический элемент.
Первая область может иметь низкую температуру по сравнению со второй областью, верхняя часть может быть расположена на стороне первой пластины, и верхняя часть может быть выполнена с возможностью блокировки открытия соседнего участка отверстия первой пластины в первую область для препятствия конвективного охлаждения соседнего участка отверстия первой пластины. Таким образом, потеря холодного воздуха из низкотемпературной области стороны первой пластины может быть уменьшена. При этом, верхняя часть может не быть расположена на стороне второй пластины для обеспечения передачи тепла от высокотемпературной стороны, таким образом, предотвращая повреждение изделия талой водой и влагой ее периферийного участка.
Труба может быть соединена с одной стороной тонкой трубы для обеспечения оборудования, которое пригодно для массового производства и применения изделия.
Направляющая пластина может быть соединена с одной или обеими сторонами тонкой трубы, так что соединение и сборка направляющей пластины являются более простыми. При этом, когда отверстие пластины, соответствующее одной стороне тонкой трубы, с которой соединена направляющая пластина, больше отверстия другой пластины, рабочему может быть проще устанавливать сливное устройство для талой воды. В качестве альтернативы, может быть возможным продление срока службы изделия посредством предотвращения отказа изделия и устранения возникновения напряжения.
В другом варианте осуществления холодильник включает в себя сливное устройство, расположенное в основном корпусе, для выпуска талой воды, генерируемой в испарителе, на наружную сторону области для размещения, причем сливное устройство включает в себя тонкую трубу, сливную трубу, расположенную в тонкой трубе для выпуска талой воды, и адиабатический материал, имеющий удлиненную часть, проходящую по сливной трубе, для блокировки передачи тепла между сливной трубой и тонкой трубой, и верхнюю часть, расположенную только на одной стороне из обеих сторон удлиненной части, которая находится рядом с областью для размещения. Поскольку верхняя часть расположена только на одной стороне, может быть сбалансирована работа конвекции в обоих направлениях, и может быть достигнуто тепловое равновесие в удлиненной части. Охлаждение талой воды и влаги на периферийном участке может быть устранено, и тепло утечки может быть уменьшено.
Верхняя часть может блокировать конвекционное охлаждение между областью для размещения и поверхностью стенки области для размещения, поскольку область для размещения находится в плотном контакте с поверхностью стенки. Таким образом, утечка охлаждения вследствие конвективной передачи может быть предотвращена.
Конвекционный нагрев тонкой трубы может быть обеспечен на другой стороне удлиненной части, которая находится далеко от области для размещения. Таким образом, наружное тепло может использоваться в качестве тепла для растворения талой воды.
Основной корпус может использовать вакуумный адиабатический элемент, и тонкая труба может включать в себя выступающий промежуточный участок для увеличения расстояния теплопроводности, таким образом, уменьшая теплопроводность между пластинами. Таким образом, можно уменьшить величину передачи тепла проводимостью, проходящего во внутреннюю часть и наружную часть вакуумного адиабатического элемента.
Тонкая труба может включать в себя основной корпус, включающий в себя, по меньшей мере, два выступающих промежуточных участка и соединительный участок, соединенный с каждой из пластин на конце основного корпуса, для увеличения расстояния для передачи тепла проводимостью.
В еще одном варианте осуществления способ изготовления холодильника, включающего в себя вакуумный адиабатический элемент, который включает в себя тонкую трубу и используется в качестве основного корпуса, включает в себя создание соединительной конструкции на, по меньшей мере, одной стороне тонкой трубы, закрепление одной стороны тонкой трубы на одной из пластин, и закрепление другой стороны тонкой трубы на другой из пластин. Таким образом, участок, проходящий через вакуумный адиабатический элемент, может быть удобно установлен в холодильнике без повреждения.
Направляющая пластина может быть соединена с другой стороной тонкой трубы для более удобной вставки участка в вакуумный адиабатический элемент.
Отверстие пластины, соответствующей другой стороне тонкой трубы, может быть больше отверстия пластины, соответствующей одной стороне тонкой трубы, так что участок более легко вставляется на одну сторону.
Направляющая пластина может иметь наружный диаметр, больший диаметра отверстия пластины, соответствующей другой стороне тонкой трубы, для обеспечения зацепления направляющей пластины.
Тонкая труба может включать в себя основной корпус, имеющий множество гофров, и соединительная конструкция может представлять собой трубу, соединенную с обоими концами основного корпуса. Таким образом, участок, который выполнен с возможностью массового производства, может быть использован недорого.
Прежде чем другая сторона тонкой трубы и другая одна из пластин будут соединены друг с другом, пара пластин может быть соединена друг с другом. Таким образом, это может иметь преимущество в сглаживании подачи и потребления частей и последовательности операций участков изготовления.
После того, как одна сторона тонкой трубы закреплена на одной из пластин, пара пластин может быть соединена друг с другом. Таким образом, это может иметь преимущество в сглаживании подачи и потребления частей и последовательности операций участков изготовления.
Положительные результаты
В соответствии с вариантом осуществления может быть возможным уменьшение конвективных потерь тепла, проходящего через выпускную конструкцию для талой воды, образованную в виде тонкой стенки.
В соответствии с вариантом осуществления потери при охлаждении за счет теплопроводности между участками вследствие высокой теплопроводности металлической конструкции, образующей вакуумный адиабатический элемент, могут быть уменьшены.
В соответствии с вариантом осуществления может быть возможным предотвращение замерзание, которое может произойти в выпускном канале узкой размораживающей воды за счет проникания холодного воздуха, таким образом, предотвращая повреждение изделия.
В соответствии с вариантом осуществления может быть возможным предотвращение появление росы вокруг металлической конструкции вследствие изменения температуры во время операции размораживания холодильника и повышение надежности изделия, и предотвращение выхода из строя изделия вследствие замерзания образующейся росы.
Описание чертежей
Фиг.1 - перспективный вид холодильника в соответствии с вариантом осуществления;
фиг.2 - схематичный вид вакуумного адиабатического элемента, используемого в основном корпусе и двери холодильника;
фиг.3 - вид, показывающий внутреннюю конструкцию вакуумного пространства в соответствии с различными вариантами осуществления;
фиг.4 - вид, показывающий препятствующий проводимости лист и его периферийный участок в соответствии с различными вариантами осуществления;
фиг.5 - кривые, показывающие изменение адиабатической эффективности и изменения проводимости газа в соответствии с вакуумом посредством использования имитационного моделирования;
фиг.6 - кривые, показывающие результаты, полученные путем наблюдения в зависимости от времени и давления за процессом создания вакуума внутренней части вакуумного адиабатического элемента при использовании опоры;
фиг.7 - кривые, показывающая результаты, полученные путем сравнения вакуума с проводимостью газа;
фиг.8 - перспективный вид внутренней части холодильника;
фиг.9 - перспективный вид сливного устройства в соответствии с вариантом осуществления;
фиг.10 - вид в разрезе сливного устройства;
фиг.11-13 - виды для объяснения эффекта адиабатического материала для гофрированной трубы в соответствии с вариантом осуществления, причем фиг.11 - вид, сравнивающий случай, в котором верхняя часть расположена на одном конце адиабатического материала для гофрированной трубы, со случаем, в котором верхняя часть расположена на обоих концах адиабатического материала для гофрированной трубы в соответствии с вариантом осуществления, фиг.12 - вид, показывающий тепловой поток за счет теплопроводности между пластинами, и фиг.13 - вид, сравнивающий изменение температуры для точек сливного устройства в соответствии с адиабатическим способом;
фиг.14 - вид в разрезе сливного устройства в соответствии с другим вариантом осуществления;
фиг.15 - вид, показывающий соединение гофрированного препятствующего проводимости листа и трубы;
фиг.16 - блок-схема для объяснения способа изготовления холодильника в соответствии с другим вариантом осуществления;
фиг.17 - вид, показывающий гофрированную трубу и участок, соединенный с каждым из обоих концов гофрированной трубы в соответствии с другим вариантом осуществления;
фиг.18 - вид в разрезе сливного устройства в соответствии с другим вариантом осуществления;
фиг.19 - блок-схема для объяснения способа изготовления холодильника в соответствии с еще одним вариантом осуществления.
Лучший вариант осуществления изобретения
Далее будут описаны примеры осуществления со ссылкой на прилагаемые чертежи. Однако, изобретение может быть воплощено во многих различных формах и не должно толковаться как ограниченное вариантами осуществления, изложенными в настоящем документе, и специалист в данной области техники, который понимает сущность настоящего изобретения, может легко осуществить другие варианты осуществления, включенные в объем той же идеи, путем добавления, изменения, удаления и добавления элементов, скорее, будет понятно, что они также включены в объем настоящего изобретения.
Чертежи, показанные ниже, могут отображаться иначе, чем фактическое изделие, или могут быть удалены преувеличенные или простые или подробные элементы, но это предназначено для облегчения понимания технической идеи настоящего изобретения. Она не должна быть истолкована как ограниченная. Однако, она постарается максимально показать реальную форму.
Нижеследующие варианты осуществления могут быть применены к описанию другого варианта осуществления, если только другой вариант осуществления не противоречит друг другу, и некоторые конструкции любого из вариантов осуществления могут быть изменены в положении, в котором может быть применен только конкретный участок, измененный в другой конструкции.
В нижеследующем описании вакуум означает любое состояние давления ниже атмосферного давления. Кроме того, выражение, в котором степень вакуумирования A выше степени вакуумирования B, означает, что вакуум A ниже вакуума B.
Фиг.1 - перспективный вид холодильника в соответствии с вариантом осуществления.
Как показано на фиг.1, холодильник 1 включает в себя основной корпус 2, содержащий внутреннюю область 9, обеспечивающую хранение продуктов, предназначенных для хранения, и дверь 3, выполненную с возможностью открытия/закрытия основного корпуса 2. Дверь 3 может быть расположена с возможностью поворота или перемещения для открытия/закрытия внутренней области 9. Внутренняя область 9 может содержать, по меньшей мере, одну из холодильной камеры и морозильной камеры.
Части, образующие цикл замораживания, в котором холодный воздух подается во внутреннюю область 9. Конкретно, части включают в себя компрессор 4 для сжатия холодильного агента, конденсатор 5 для конденсации холодильного агента, расширитель 6 для расширения сконденсированного холодильного агента и испаритель 7 для испарения расширенного холодильного агента для отдачи тепла. В качестве типичной конструкции вентилятор может быть установлен в положении рядом с испарителем 7, и текучая среда, подаваемая вентилятором, может проходить через испаритель 7 и затем проходить во внутреннюю область 9. Тепловая нагрузка при замораживании регулируется путем регулирования объема вдувания и направления вдувания вентилятором, регулирования количества циркулирующего холодильного агента или регулирования степени сжатия компрессора, так что можно управлять холодильной областью или морозильной областью.
Фиг.2 - схематичный вид вакуумного адиабатического элемента, используемого в основном корпусе и двери холодильника. На фиг.2 вакуумный адиабатический элемент на стороне основного корпуса показан в положении, в котором стенки верхней и боковой поверхности удалены, и вакуумный адиабатический элемент на стороне двери показан в положении, в котором участок стенки передней поверхности удален. Кроме того, показаны части участков на препятствующих проводимости листах, которые схематично показаны для удобства понимания.
Как показано на фиг.2, вакуумный адиабатический элемент включает в себя первую пластину 10 для образования стенки низкотемпературной области, вторую пластину 20 для образования стенки высокотемпературной области, вакуумную область 50, образованную в виде зазора между первой и второй пластинами 10 и 20. Кроме того, вакуумный адиабатический элемент включает в себя препятствующие проводимости листы 60 и 63 для предотвращения теплопроводности между первой и второй пластинами 10 и 20. Уплотнение 61 для уплотнения первой и второй пластин 10 и 20 расположено таким образом, что вакуумная область 50 находится в уплотняющем состоянии. Когда вакуумный адиабатический элемент используется в холодильнике или термошкафу, первая пластина 10 может называться внутренним корпусом, и вторая пластина 20 может называться наружным корпусом. Машинное отделение 8, в котором размещены части, образующие цикл замораживания, расположено на нижней задней стороне вакуумного адиабатического элемента на стороне основного корпуса, и выпускное отверстие 40 для образования вакуумного состояния посредством выпуска воздуха из вакуумной области 50, расположено на любой одной стороне вакуумного адиабатического элемента. Кроме того, канал 64, проходящий через вакуумную область 50, может быть дополнительно установлен для установки трубы для талой воды и электрических проводов.
Первая пластина 10 может образовывать, по меньшей мере, один участок стенки для первой области. Вторая пластина 20 может образовывать, по меньшей мере, один участок стенки для второй области. Первая область и вторая область могут быть образованы как области, имеющие разные температуры. Здесь, стенка для каждой области может служить не только в качестве стенки, непосредственно контактирующей с областью, но также стенки, не контактирующей с областью. Например, вакуумный адиабатический элемент варианта осуществления может также использоваться для изделия, дополнительно имеющего отдельную стенку, контактирующую с каждой областью.
Факторами передачи тепла, которые вызывают потерю адиабатического эффекта вакуумного адиабатического элемента, являются теплопроводность между первой и второй пластинами 10 и 20, теплоизлучение между первой и второй пластинами 10 и 20 и электропроводность газа вакуумной области 50.
Ниже будет описан не пропускающий тепло узел, выполненный с возможностью уменьшения адиабатических потерь, связанных с факторами передачи тепла. При этом, вакуумный адиабатический элемент и холодильник варианта осуществления не исключают того, что другое адиабатическое средство дополнительно установлено на, по меньшей мере, одной стороне вакуумного адиабатического элемента. Следовательно, адиабатическое средство, использующее запенивание или тому подобное, может быть дополнительно установлено на другой стороне вакуумного адиабатического элемента.
Фиг.3 - вид, показывающий внутреннюю конструкцию вакуумной области в соответствии с различными вариантами осуществления.
Прежде всего, как показано на фиг.3A, вакуумная область 50 образована в третьей области, имеющей давление, отличное от давлений первой и второй областей, предпочтительно, вакуумное состояние, таким образом, уменьшая адиабатические потери. Третья область может находиться при температуре между температурой первой области и температурой второй области. Поскольку третья область образована как область в вакуумном состоянии, первая и вторая пластины 10 и 20 получают усилие, сжимающее в направлении, в котором они приближаются друг к другу вследствие усилия, соответствующего разности давлений между первой и второй областями. Следовательно, вакуумная область 50 может деформироваться в направлении, в котором вакуумная область 50 уменьшается в объеме. В этом случае адиабатические потери могут быть вызваны вследствие увеличения степени теплового излучения, вызванного сужением вакуумной области 50, и увеличения степени теплопроводности, вызванной контактом между пластинами 10 и 20.
Опора 30 может быть выполнена с возможностью уменьшения деформации вакуумной области 50. Опора 30 включает в себя стержень 31. Стержень 31 может проходить в, по существу, вертикальном направлении относительно пластин для поддержания расстояния между первой пластиной и второй пластиной. Опорная пластина 35 может быть дополнительно расположена на, по меньшей мере, любом одном конце стержня 31. Опорная пластина 35 соединяет, по меньшей мере, два или более стержней 31 друг с другом для прохождения в горизонтальном направлении относительно первой и второй пластин 10 и 20. Опорная пластина 35 может быть выполнена в форме пластины или может быть выполнена в форме решетки, так что площадь опорной пластины, контактирующей с первой или второй пластинами 10 или 20, уменьшена, таким образом, уменьшая передачу тепла. Стержни 31 и опорная пластина 35 закреплены друг с другом на, по меньшей мере, участке для вставки вместе между первой и второй пластинами 10 и 20. Опорная пластина 35 контактирует с, по меньшей мере, одной из первой и второй пластин 10 и 20, таким образом, предотвращая деформацию первой и второй пластин 10 и 20. Кроме того, на основании направления прохождения стержней 31, общая площадь сечения опорной пластины 35 выполнена большей площади сечения стержней 31, так что тепло, переданное через стержни 31, может распространяться через опорную пластину 35.
Опора 30 может быть выполнена из полимера, выбранного из поликарбоната, поликарбоната стекловолокна, поликарбоната, полифениленсульфида и жидкокристаллического полимера для низкой дегазации для получения большого сжимающего усилия, низкой дегазации и показателя поглощения воды, низкой теплопроводности, большого сжимающего усилия при высокой температуре и отличной обрабатываемости.
Будет описан препятствующий излучению лист 32 для уменьшения теплового излучения между первой и второй пластинами 10 и 20 через вакуумную область 50. Первая и вторая пластины 10 и 20 могут быть выполнены из нержавеющего материала, обеспечивающего предотвращение коррозии и обеспечения достаточной прочности. Поскольку нержавеющий материал имеет относительно высокую излучательную способность 0,16, большое количество тепла излучением может передаваться. Кроме того, опора 30, выполненная из полимера, имеет низкую излучательную способность по сравнению с пластинами и не полностью расположена на внутренних поверхностях первой и второй пластин 10 и 20. Таким образом, опора 30 не оказывает большого влияния на теплоту излучения. Следовательно, препятствующий излучению лист 32 может быть выполнен в форме пластины на большей части площади вакуумной области 50 для способствования уменьшению тепла излучения, передаваемого между первой и второй пластинами 10 и 20. Изделие, имеющее низкую излучательную способность, может использоваться в качестве материала препятствующего излучению листа 32. В варианте осуществления алюминиевая фольга, имеющая излучательную способность 0,02, может использоваться в качестве препятствующего излучению листа 32. Кроме того, поскольку передача тепла излучением не может в достаточной степени блокироваться с использованием одного препятствующего излучению листа, по меньшей мере, два препятствующих излучению листа 32 могут быть расположены на конкретном расстоянии без возможности контакта друг с другом. Кроме того, по меньшей мере, один препятствующий излучению лист может быть расположен в положении контакта с внутренней поверхностью первой или второй пластины 10 или 20.
Как показано на фиг.3b, расстояние между пластинами поддерживается опорой 30, и пористый материал 33 может быть заполнен в вакуумную область 50. Пористый материал 33 может иметь более высокую излучательную способность по сравнению с излучательной способностью нержавеющего материала первой и второй пластин 10 и 20. Однако, поскольку пористый материал 33 заполнен в вакуумной области 50, пористый материал 33 имеет высокую эффективность для препятствия передачи тепла излучением.
В этом варианте осуществления вакуумный адиабатический элемент может быть выполнен без препятствующего излучению листа 32.
Как показано на фиг.3c, опора 30 для поддержания вакуумной области 50 не установлена. Вместо опоры 30 пористый материал 333 может быть выполнен с возможностью окружения пленкой 34. Здесь пористый материал 33 может быть расположен в состоянии сжатия, так что зазор вакуумной области поддерживается. Пленка 34 выполнена, например, из полиэтилена и может быть образована в состоянии, в котором отверстие образовано в пленке 34.
В этом варианте осуществления вакуумный адиабатический элемент может быть выполнен без опоры 30. Другими словами, пористый материал 33 может одновременно выполнять функцию препятствующего излучению листа 32 и функцию опоры 30.
Фиг.4 - вид, показывающий препятствующий излучению лист и его периферийный участок в соответствии с различными вариантами осуществления. Конструкция каждого из препятствующих проводимости листов кратко показана на фиг.2, но будет понятно в деталях со ссылкой на чертежи.
Прежде всего, препятствующий проводимости лист, предложенный на фиг.4a, может использоваться в вакуумном адиабатическом элементе на стороне основного корпуса. Конкретно, первая и вторая пластины 10 и 20 должны быть уплотнены для вакуумирования внутренней части вакуумного адиабатического элемента. В этом случае, поскольку две пластины имеют температуры, отличные друг от друга, передача тепла может возникнуть между двумя пластинами. Препятствующий проводимости лист 60 выполнен с возможностью предотвращения теплопроводности между двумя разными типами пластин.
Препятствующий проводимости лист 60 может содержать уплотнение 61, на котором уплотнены оба конца препятствующего проводимости листа 60 для образования, по меньшей мере, участка стенки третьей области и поддержания вакуумного состояния. Препятствующий проводимости лист 60 может быть выполнен в виде тонкой фольги в микрометрах для уменьшения количества тепла, передаваемого по стенке для третьей области. Уплотнения 610 могут быть выполнены в виде сварного шва. То есть, препятствующий проводимости лист 60 и пластины 10 и 20 могут быть сплавлены друг с другом. Для вызывания действия сплавления между препятствующим проводимости листом 60 и пластинами 10 и 20 препятствующий проводимости лист 60 и пластины 10 и 20 могут быть выполнены из одного и того же материала, и нержавеющий материал может использоваться в качестве такого материала. Уплотнение 610 может не ограничиваться сварным швом и может быть получено с помощью процесса, такого как спекание. Препятствующий проводимости лист 60 может быть выполнен в криволинейной форме. Таким образом, расстояние для теплопроводности препятствующего проводимости листа 60 больше линейного расстояния каждой из пластин, так что величина теплопроводности может быть дополнительно уменьшена.
Изменение температуры происходит по препятствующему проводимости листу 60. Следовательно, для блокирования передачи тепла на наружную сторону препятствующего проводимости листа 60 защитная часть 62 может быть расположена на наружной стороне препятствующего проводимости листа 60, так что возникает адиабатическое действие. Другими словами, в случае холодильника вторая пластина 20 имеет высокую температуру, и первая пластина 10 имеет низкую температуру. Кроме того, теплопроводимость от высокой температуры до низкой температуры происходит в препятствующем проводимости листе 60, и, таким образом, температура препятствующего проводимости листа 60 изменяется внезапно. Следовательно, когда препятствующий проводимости лист 60 открыт относительно своей наружной стороны, передача тепла через открытое место может реально происходить. Для уменьшения тепловых потерь защитная часть 62 расположена на наружной стороне препятствующего проводимости листа 60. Например, когда препятствующий проводимости лист 60 открыт в любую одну из низкотемпературной области и высокотемпературной области, препятствующий проводимости лист 60 не служит в качестве препятствия для проводимости, а также открытый его участок, что является непредпочтительным.
Защитная часть 62 может быть выполнена в виде пористого материала, контактирующего с наружной поверхностью препятствующего проводимости листа 60. Защитная часть 62 может быть выполнена в виде адиабатической конструкции, например, отдельной прокладки, которая расположена на наружной стороне препятствующего проводимости листа 60. Защитная часть 62 может быть выполнена в виде участка вакуумного адиабатического элемента, который расположен в положении, обращенном к соответствующему препятствующему проводимости листу 60, когда вакуумный адиабатический элемент на стороне основного корпуса закрыт относительно вакуумного адиабатического элемента на стороне двери. Для уменьшения тепловых потерь, даже когда основной корпус и дверь открыты, защитный экран 62 может быть выполнен в виде пористого материала или отдельной адиабатической конструкции.
Препятствующий проводимости лист, предложенный на фиг.4b, может использоваться в вакуумном адиабатическом элементе на стороне двери. На фиг.4b участки, отличные от участков на фиг.4a, описаны подробно, и одно и то же описание используется для участков, идентичных участкам на фиг.4a. Боковая рама 70 дополнительно расположена на наружной стороне препятствующего проводимости листа 60. Часть для уплотнения между дверью и основным корпусом, выпускное отверстие, необходимое для процесса всасывания, отверстие газопоглотителя для поддержания вакуума и тому подобное могут быть расположены на боковой раме 70. Причина состоит в том, что установка частей является удобной в вакуумном адиабатическом элементе на стороне основного корпуса, но установочные положения частей ограничены в вакуумном адиабатическом элементе на стороне двери.
В вакуумном адиабатическом элементе на стороне двери трудно расположить препятствующий проводимости лист 60 на переднем конце вакуумной области, т.е., кромочном боковой участке вакуумной области. Причина состоит в том, что в отличие от основного корпуса угловая кромка двери открыта на наружную сторону. Более конкретно, если препятствующий проводимости лист 60 расположен на переднем конце вакуумной области, угловая кромка двери открыта на наружную сторону, и, следовательно, существует недостаток в том, что отдельный адиабатический участок должен быть выполнен с возможностью теплоизоляции препятствующего проводимости листа 60.
Препятствующий проводимости лист, предложенный на фиг.4c, может быть установлен в трубопроводе, проходящем через вакуумную область. На фиг.4c участки, отличные от участков на фиг.4a и 4b описаны подробно, и одно и то же описание используется для участков, идентичных участкам на фиг.4a и 4b. Препятствующий проводимости лист, имеющий ту же форму, что и форма на фиг.4a, предпочтительно гофрированный препятствующий проводимости лист 63, может быть расположен на периферийном участке трубопровода 64. Соответственно, тракт передачи тепла может быть удлинен, и деформация, вызванная разностью давлений, может быть предотвращена. Кроме того, отдельная защитная часть может быть выполнена с возможностью увеличения адиабатической эффективности препятствующего проводимости листа.
Тракт передачи тепла между первой и второй пластинами 10 и 20 будет описан со ссылкой на фиг.4a. Тепло, проходящее через вакуумный адиабатический элемент, может быть разделено на тепло  поверхностной проводимости, передаваемое по поверхности вакуумного адиабатического элемента, более конкретно, препятствующему проводимости листу 60, тепло
поверхностной проводимости, передаваемое по поверхности вакуумного адиабатического элемента, более конкретно, препятствующему проводимости листу 60, тепло  проводимости опоры, передаваемое по опоре 30, расположенной внутри вакуумного адиабатического элемента, тепло
проводимости опоры, передаваемое по опоре 30, расположенной внутри вакуумного адиабатического элемента, тепло  проводимости газа, передаваемое через внутренний газ в вакуумной области, и тепло
проводимости газа, передаваемое через внутренний газ в вакуумной области, и тепло  передачи излучением, передаваемое через вакуумную область.
передачи излучением, передаваемое через вакуумную область.
Тепло передачи может изменяться в зависимости от различных конструктивных размеров. Например, опора может быть изменена таким образом, что первая и вторая пластины 10 и 20 могут выдерживать вакуум без деформирования, вакуум может быть изменен, расстояние между пластинами 10 и 20 может быть изменено, и длина препятствующего проводимости листа может быть изменена. Тепло передачи может изменяться в зависимости от разности температур между областями (первой и второй областями), соответственно образованными пластинами. В варианте осуществления предпочтительная конструкция вакуумного адиабатического элемента была определена путем учета того, что общая величина передачи тепла меньше общей величины передачи тепла типичной адиабатической конструкции, образованной путем вспенивания полиуретана. В обычном холодильнике, включающем в себя адиабатическую конструкцию, образованную путем вспенивания полиуретана, коэффициент эффективной передачи тепла может быть представлен как 19,6 мВт/мК.
Посредством осуществления относительного анализа величин передачи тепла вакуумного адиабатического элемента варианта осуществления величина передачи тепла за счет тепла проводимости газа может стать наименьшей. Например, величина передачи тепла за счет тепла проводимости газа может регулироваться, чтобы быть равной или меньше 4% от общей величины передачи тепла. Величина передачи тепла за счет тепла проводимости твердого тела, определенная как сумма тепла поверхностной проводимости и тепла проводимости опоры, является наибольшей. Например, величина передачи тепла за счет тепла проводимости твердого тела, может достигать 75% от общей величины передачи тепла. Величина передачи тепла за счет тепла ③ передачи излучением меньше величины передачи тепла за счет тепла проводимости твердого тела, но больше величины передачи тепла за счет тепла проводимости газа. Например, величина передачи тепла за счет тепла передачи излучением может составлять около 20% от общей величины передачи тепла.
В соответствии с таким распределением передачи тепла коэффициенты эффективной передачи тепла (eK: эффективный K) (Вт/мК) тепла поверхностной проводимости, тепла проводимости опоры, тепла проводимости газа и тепла передачи излучением могут иметь порядок математического уравнения 1 при сравнении тепла  ,
,  , и
, и  передачи.
передачи.
[Уравнение 1]
eK тепло проводимости твердого тела > eK тепло передачи излучением > eK тепло проводимости газа
Здесь коэффициент (eK) эффективной передачи тепла является значением, которое может быть измерено, используя форму и разности температур целевого изделия. Коэффициент (eK) эффективной передачи тепла является значением, которое может быть получено путем измерения общей величины передачи тепла и температуры на, по меньшей мере, одном участке, на который передается тепло. Например, теплотворная способность (W) измеряется с помощью источника нагрева, которая может количественно измеряться в холодильнике, распределение (K) температуры двери измеряется с использованием тепла, соответственно переданного через основной корпус и кромку двери холодильника, и тракт, через который передается тепло, рассчитывается как величина (m) преобразования, таким образом, определяя коэффициент эффективной передачи тепла.
Коэффициент (eK) эффективной передачи тепла всего вакуумного адиабатического элемента является значением, заданным k=QL/AΔT. Здесь Q означает теплотворную способность (W) и может быть получен с использованием теплотворной способности нагревателя. A означает площадь (м2) сечения вакуумного адиабатического элемента, L означает толщину (м) вакуумного адиабатического элемента, и ΔT означает разность температур.
Для тепла поверхностной проводимости теплотворная способность проводимости может быть получена за счет разности ΔT температур между входом и выходом препятствующего проводимости листа 60 или 63, площади A сечения препятствующего проводимости листа, длины L препятствующего проводимости листа и теплопроводности (k) препятствующего проводимости листа (теплопроводность препятствующего проводимости листа является свойством материала и может быть получена заранее). Для тепла проводимости опоры теплотворная способность проводимости может быть получена за счет разности ΔT температур между входом и выходом опоры 30, площади A сечения опоры, длины L опоры и теплопроводности (k) опоры. Здесь теплопроводность опоры является свойством материала и может быть получена заранее. Сумма тепла проводимости газа и тепла передачи излучением может быть получена путем вычитания тепла поверхностной проводимости и тепла проводимости опоры из величины передачи тепла всего вакуумного адиабатического элемента. Отношение тепла проводимости газа и тепла передачи излучением может быть получено путем определения тепла передачи излучением, когда не существует тепло проводимости газа за счет значительного понижения степени вакуумирования вакуумной области 50.
Когда пористый материал расположен внутри вакуумной области 50, тепло  проводимости пористого материала может быть суммой тепла проводимости опоры и тепла передачи излучением. Тепло проводимости пористого материала может изменяться в зависимости от различных переменных, включающих в себя тип, количество и тому подобное пористого материала.
проводимости пористого материала может быть суммой тепла проводимости опоры и тепла передачи излучением. Тепло проводимости пористого материала может изменяться в зависимости от различных переменных, включающих в себя тип, количество и тому подобное пористого материала.
В соответствии с вариантом осуществления разность ΔT1 температур между геометрическим центром, образованным соседними стержнями 31 и точкой, в которой расположен каждый из стержней 31, может составлять менее 0,5°C. Также разность ΔT2 температур между геометрическим центром, образованным соседними стержнями 31 и кромкой вакуумного адиабатического элемента, может составлять менее 0,5°C. Во второй пластине 20 разность температур между средней температурой второй пластины и температурой в точке, в которой тракт передачи тепла, проходящий через препятствующий проводимости лист 60 или 63, достигает второй пластины, может быть наибольшей. Например, когда вторая область является областью более горячей, чем первая область, температура в точке, в которой тракт передачи тепла, проходящий через препятствующий проводимости лист, достигает второй пластины, становится наименьшей. Подобным образом, когда вторая область является областью более холодной, чем первая область, температура в точке, в которой тракт передачи тепла, проходящий через препятствующий проводимости лист, достигает второй пластины, становится самой высокой.
Это означает то, что количество тепла, переданного через другие точки за исключением тепла поверхностной проводимости, проходящего через препятствующий проводимости лист, должно регулироваться, и полная величина передачи тепла, соответствующая вакуумному адиабатическому элементу, может быть получена, только когда тепло поверхностной проводимости имеет наибольшую величину передачи тепла. Для этого изменение температуры препятствующего проводимости листа может регулироваться, чтобы быть большим, чем изменение температуры пластины.
Физические характеристики частей, образующих вакуумный адиабатический элемент, будут описаны. В вакуумном адиабатическом элементе усилие под действие вакуума приложено ко всем частям. Следовательно, материал, имеющий прочность (Н/м2) конкретного уровня, предпочтительно может быть использован.
При таких обстоятельствах пластины 10 и 20 и боковая рама 70 могут быть выполнены из материала, имеющего достаточную прочность, при которой пластины 10 и 20 не повреждаются даже под действием вакуума. Например, когда количество стержней 31 уменьшено для ограничения тепла проводимости опоры, деформация каждой из пластин возникает вследствие вакуума, что может плохо влиять на внешний вид холодильника. Препятствующий излучению лист 32 может быть выполнен из материала, который имеет низкую излучательную способность и может легко подвергаться обработки до тонкой пленки. Кроме того, препятствующий излучению лист 32 должен обеспечивать достаточную прочность без деформации под действием внешней ударной нагрузки. Опора 30 имеет прочность, достаточную для поддержания усилия, обусловленного вакуумом, и выдерживания внешней ударной нагрузки, и должна иметь способность поддаваться обработке. Препятствующий проводимости лист 60 может быть выполнен из материала, который имеет форму тонкой пластины и может выдерживать вакуум.
В варианте осуществления пластина, боковая рама и препятствующий проводимости лист могут быть выполнены из нержавеющих материалов, имеющих одинаковую прочность. Препятствующий излучению лист может быть выполнен из алюминия, имеющего меньшую прочность, чем каждый из нержавеющих материалов. Опора может быть выполнена из полимера, имеющего меньшую прочность, чем прочность алюминия.
В отличие от прочности с точки зрения материалов требуется анализ с точки зрения жесткости. Жесткость (Н/м) может быть свойством, при котором материал не будет легко деформироваться. Таким образом, хотя используется один и тот же материал, его жесткость может изменяться в зависимости от его формы. Препятствующие проводимости листы 60 или 63 могут быть выполнены из материала, имеющего прочность, но жесткость материала может быть небольшой для увеличения препятствия теплу и минимизации теплоты излучения, когда препятствующий проводимости лист распределен равномерно без неровностей при приложении вакуума. Препятствующий излучению лист 32 требует жесткость конкретного уровня без возможности контакта с другой частью вследствие деформации. В частности, кромка препятствующего излучению листа может создавать тепло проводимости вследствие опускания, вызванного собственной нагрузкой препятствующего излучению листа. Следовательно, требуется жесткость конкретного уровня. Опора 30 требует жесткость, достаточную для выдерживания сжимающего напряжения пластины и внешней ударной нагрузки.
В варианте осуществления пластина и боковая рама могут иметь наибольшую жесткость для предотвращения деформации, вызванной вакуумом. Опора, в частности, стержень, может иметь вторую наибольшую жесткость. Препятствующий излучению лист может иметь жесткость, которая меньше жесткости опоры, но больше жесткости препятствующего проводимости листа. Препятствующий проводимости лист может быть выполнен из материала, который легко деформируется под действием вакуума и имеет наименьшую жесткость.
Даже когда пористый материал 33 заполнен в вакуумной области 50, препятствующий проводимости лист может иметь наименьшую жесткость, и каждая из пластин и боковая рама предпочтительно могут иметь наибольшую жесткость.
Ниже вакуум может быть определен в зависимости от внутренних состояний вакуумного адиабатического элемента. Как уже описано выше, вакуум должен поддерживаться внутри вакуумного адиабатического элемента с возможностью уменьшения передачи тепла. При этом легко ожидать, что вакуум поддерживается как можно низким для уменьшения передачи тепла.
Вакуумная область может препятствовать передачи тепла с помощью только опоры 30. При этом пористый материал 33 может быть заполнен с опорой внутри вакуумной области 50 для препятствия передачи тепла. Передача тепла с использованием пористого материала может сдерживаться без использования опоры.
Будет описан случай, в котором используется только опора.
Фиг.5 - кривые, показывающие изменение адиабатической эффективности и изменения проводимости газа в соответствии с вакуумом посредством использования имитационного моделирования.
Как показано на фиг.5, можно видеть, что при уменьшении вакуума, т.е., при увеличении степени вакуумирования, тепловая нагрузка в случае только основного корпуса (кривая 1) или в случае, в котором основной корпус и дверь соединены вместе (кривая 2), уменьшается по сравнению с тепловой нагрузкой в случае обычного изделия, выполненного путем вспенивания полиуретана, таким образом, увеличивая адиабатическую эффективность. Однако, можно видеть, что степень увеличения адиабатической эффективности постепенно уменьшается. Также, можно видеть, что, когда вакуум уменьшается, проводимость газа (кривая 3) уменьшается. Однако, можно видеть, что, хотя вакуум уменьшается, отношение, при котором увеличиваются адиабатическая эффективность и проводимость газа, постепенно уменьшается. Следовательно, предпочтительно, чтобы вакуум уменьшался максимально возможно. Однако, это требует длительного времени для получения чрезмерного вакуума, и осуществляются большие затраты вследствие чрезмерного использования газопоглотителя. В варианте осуществления оптимальный вакуум предложен с вышеописанной точки зрения.
Фиг.6 - кривые, иллюстрирующие результаты, полученные путем наблюдения в зависимости от времени и давления за процессом вакуумирования внутренней части вакуумного адиабатического элемента при использовании опоры.
Как показано на фиг.6, для образования вакуумной области 50, которая должна находиться в вакуумном состоянии, газ из вакуумной области 50 выкачивается вакуумным насосом при испарении скрытого газа, остающегося в частях вакуумной области 50 за счет прогревания. Однако, если вакуум достигает конкретного уровня или выше, существует точка, в которой уровень вакуума больше не увеличивается (Δt1). После этого газопоглотитель активируется путем отсоединения вакуумной области 50 от вакуумного насоса и подачи тепла в вакуумную область 50 (Δt2). Если газопоглотитель активирован, давление в вакуумной области 50 уменьшается в течение конкретного периода времени, но затем нормализуется для поддержания вакуума конкретного уровня. Вакуум, который поддерживает конкретный уровень после активации газопоглотителя, составляет приблизительно 1,8×10-6 торр.
В варианте осуществления точка, в которой вакуум, по существу, больше не уменьшается, даже если газ выкачен путем приведения в действие вакуумного насоса, установлена для самого нижнего предела вакуума, используемого в вакуумном адиабатическом элементе, таким образом, устанавливая минимальное внутреннее давление вакуумной области 50 на 1,8×10-6 торр.
Фиг.7 - кривые, показывающие результаты, полученные путем сравнения вакуума с проводимостью газа.
Как показано на фиг.7, проводимость газа относительно вакуума в зависимости от размера зазора в вакуумной области 50, была представлены в виде кривой коэффициента (eK) эффективной передачи тепла. Коэффициент (eK) эффективной передачи тепла был измерен, когда зазор в вакуумной области 50 имеет три размера 2,76 мм, 6,5 мм и 12,5 мм. Зазор в вакуумной области 50 определен следующим образом. Когда препятствующий излучению лист 32 находится внутри вакуумной области 50, зазор является расстоянием между препятствующим излучению листом 32 и пластиной, расположенной рядом с ним. Когда препятствующий излучению лист 32 не находится внутри вакуумной области 50, зазор является расстоянием между первой и второй пластинами.
Можно видеть, что, поскольку размер зазора является небольшим в точке, соответствующей типичному коэффициенту 0,0196 Вт/мК эффективной передачи тепла, который рассчитан для адиабатического материала, полученного путем вспенивания полиуретана, вакуум составляет 2,65×10-1 торр, даже когда размер зазора составляет 2,76 мм. При этом, можно видеть, что точка, в которой уменьшение адиабатического эффекта, вызванное теплом проводимости газа, нейтрализовано, даже если вакуум уменьшается, является точкой, в которой вакуум составляет приблизительно 4,5×10-3 торр. Вакуум 4,5×10-3 торр может быть определен как точка, в которой уменьшение адиабатического эффекта, вызванное теплом проводимости газа, нейтрализовано. Также, когда коэффициент эффективной передачи тепла равен 0,1 Вт/мК, вакуум составляет 1,2×10-2 торр.
Когда вакуумная область 50 не содержит опору, а содержит пористый материал, размер зазора изменяется от нескольких микрометров до нескольких сотен микрометров. В этом случае величина передачи тепла излучением является небольшой благодаря пористому материалу, даже когда вакуум является относительно высоким, т.е., когда степень вакуумирования является низкой. Следовательно, используется соответствующий вакуумный насос для регулировки вакуума. Вакуум, подходящий для соответствующего вакуумного насоса, составляет приблизительно 2,0×10-4 торр. Кроме того, вакуум в точке, в которой уменьшение адиабатического эффекта, вызванного теплом проводимости газа, нейтрализовано, составляет приблизительно 4,7×10-2 торр. Кроме того, давление, при котором уменьшение адиабатического эффекта, вызванного теплом проводимости газа, достигает типичного коэффициента 0,0196 Вт/мК эффективной передачи тепла, составляет 730 торр.
Когда опора и пористый материал расположены вместе в вакуумной области, вакуум может быть создан и использован, который является средним между вакуумом, когда используется только опора, и вакуумом, когда используется только пористый материал. Когда используется только пористый материал, может использоваться самый низкий вакуум.
Вакуумный адиабатический элемент включает в себя первую пластину, образующую, по меньшей мере, участок стенки для первой области, и вторую пластину, образующую, по меньшей мере, участок стенки для второй области и имеющую температуру, отличную от температуры первой области. Первая пластина может включать в себя множество слоев. Вторая пластина может включать в себя множество слоев
Вакуумный адиабатический элемент может дополнительно включать в себя уплотнение, выполненное с возможностью уплотнения первой пластины и второй пластины для образования третьей области, которая находится в вакуумном состоянии и имеет температуру между температурой первой области и температурой второй области.
Когда одна из первой пластины и второй пластины расположена во внутренней области третьей области, пластина может быть представлена в виде внутренней пластины. Когда другая из первой пластины и второй пластины расположена в наружной области третьей области, пластина может быть представлена в виде наружной пластины. Например, внутренняя область третьей области может быть отделением для хранения холодильника. Наружная область третьей области может быть наружной областью холодильника.
Вакуумный адиабатический элемент может дополнительно включать в себя опору, которая поддерживает третью область.
Вакуумный адиабатический элемент может дополнительно включать в себя препятствующий проводимости лист, соединяющий первую пластину со второй пластиной для уменьшения количества тепла, передаваемого между первой пластиной и второй пластиной.
По меньшей мере, участок препятствующего проводимости листа может быть расположен для обращения к третьей области. Препятствующий проводимости лист может быть расположен между кромкой первой пластины и кромкой второй пластины. Препятствующий проводимости лист может быть расположен между поверхностью, на которой первая пластина обращена к первой области, и поверхностью, на которой вторая пластина обращена ко второй области. Препятствующий проводимости лист может быть расположен между боковой поверхностью первой пластины и боковой поверхностью второй пластины.
По меньшей мере, участок препятствующего проводимости листа может проходить в направлении, которое, по существу, является таким же, что и направление, в котором проходит первая пластина.
Толщина препятствующего проводимости листа может быть меньше, по меньшей мере, одной из первой пластины или второй пластины. Чем больше толщина препятствующего проводимости листа уменьшается, тем больше может уменьшаться передача тепла между первой пластиной и второй пластиной.
Чем больше уменьшается толщина препятствующего проводимости листа, тем может быть труднее соединение препятствующего проводимости листа между первой пластиной и второй пластиной.
Один конец препятствующего проводимости листа может быть выполнен с возможностью перекрытия, по меньшей мере, участка первой пластины. Это предназначено для образования области для соединения одного конца препятствующего проводимости листа с первой пластиной. При этом, способ соединения может включать в себя сварку.
Другой конец препятствующего проводимости листа может быть выполнен с возможностью перекрытия, по меньшей мере, участка второй пластины. Это предназначено для образования области для соединения другого конца препятствующего проводимости листа со второй пластиной. При этом, способ соединения может включать в себя сварку.
В качестве другого варианта осуществления замены препятствующего проводимости листа он может быть удален, и одна из первой пластины и второй пластины могут быть тоньше другой. В этом случае любая толщина может быть больше толщины препятствующего проводимости листа. В этом случае любая длина может быть больше длины препятствующего проводимости листа. При такой конструкции можно уменьшить увеличение передачи тепла, посредством удаления препятствующего проводимости листа. Кроме того, эта конструкция может уменьшить трудность при соединении первой пластины со второй пластиной.
По меньшей мере, участок первой пластины и, по меньшей мере, участок второй пластины могут быть выполнены с возможностью перекрытия друг друга. Это предназначено для образования области для соединения первой пластины со второй пластиной. Дополнительное покрытие может быть расположено на любой из первой пластины и второй пластины, которое имеет небольшую толщину. Это предназначено для защиты тонкой пластины.
Вакуумный адиабатический элемент может дополнительно включать в себя выпускное отверстие для выпуска газа из вакуумной области.
Далее будет кратко описана конструкция для слива талой воды.
Фиг.8 - перспективный вид внутренней части холодильника. Как показано на фиг.8, испаритель 7 расположен внутри основного корпуса 2, и холодильный агент, проходящий через внутреннюю часть испарителя 7, испаряется для подачи холодного воздуха во внутреннюю часть. Холодный воздух, генерируемый в испарителе 7, может подаваться в морозильное отделение и может подаваться в холодильное отделение, отделенное от морозильного отделения вертикальной стойкой 300. Вертикальная стойка может назваться перегородкой.
По мере накопления работы испарителя 7 на наружной поверхности испарителя 7 накапливается иней, и при накоплении конкретного количества инея выполняется операция размораживания для удаления инея.
Операция размораживания может быть выполнена за счет воздействия тепла на иней, и талая вода, удаленная теплом, может собираться в поддоне 71 и затем сливаться на наружную сторону.
Сливной канал 72 расположен на стенке основного корпуса 2, соединяющий поддон 71 с наружной стороной. Основной корпус 2 может быть выполнен в виде вакуумного адиабатического элемента, и сливной канал 72 может быть образован путем открытия вакуумного адиабатического элемента. Сливная труба 85, направляющая талую воду, может проходить через сливной канал 72.
Поскольку адиабатическая стенка вакуумного адиабатического элемента находится в состоянии высокого вакуума, она может иметь значительно меньшую толщину, чем вспененная адиабатическая стенка, образуемая обычной уретановой пеной. Подобным образом, сливной канал 72 также выполнен с небольшой толщиной. Тем не менее, необходимо уменьшить потери холодного воздуха, которые могут быть вызваны теплопроводностью и тропическим потоком, и предотвратить закупорку канала вследствие замерзания талой воды. Кроме того, предпочтительно уменьшить появление росы, образующейся вследствие изменения температуры на периферийном участке, таким образом, повышая надежность устройства.
Далее будут описаны конфигурация и работа конструкции, образующей сливное устройство, достигающее вышеупомянутой цели.
Фиг.9 - перспективный вид части, которая образует сливное устройство в соответствии с вариантом осуществления.
Как показано на фиг.9, сливное устройство 72, выпускающее талую воду, включает в себя гофрированную трубу 90, соединяющую отверстия первой и второй пластин 10 и 20 друг с другом для уплотнения третьей области, и адиабатический материал 80 для гофрированной трубы, контактирующий с внутренней частью гофрированной трубы 90 и первой пластиной 10 внутри холодильника. Адиабатический материал 80 для гофрированной трубы может быть выполнен в виде отдельного изделия и вставлен в гофрированную трубу таким образом, как запрессовка. Следовательно, он может быть легко изготовлен и установлен. Адиабатический материал для гофрированной трубы для краткости может называться адиабатическим материалом.
Гофрированная труба 90 может быть понятна как тип гофрированного препятствующего проводимости листа 63, но имеет преимущество в том, что она может быть выполнена с возможностью массового производства вследствие удобства формования. Гофрированную трубу 90 также можно назвать тонкопленочной трубой, которая представляет собой трубу, имеющую небольшую толщину, называя одновременно гофрированным препятствующим проводимости листом 63. Тонкая труба может быть выполнена с небольшой толщиной для препятствия теплопроводности. Тонкая труба может препятствовать теплопроводности за счет использования узкой области теплопроводности. Тонкая труба может быть расположена в положении, в котором удалены гофры, если она препятствует только проводимости, но предпочтительно, чтобы гофры были образованы для удлинения тракта теплопроводности. Конфигурация гофрированной трубы и гофрированного препятствующего проводимости листа может быть четко понятна из описания каждого из участков.
Гофрированная труба 90 может быть выполнена в, по существу, цилиндрической форме. Гофрированная труба 90 включает в себя цилиндрический корпус 93, в котором множество гофр выполнено в кольцевой форме, один соединительный участок 91 соединен с первой пластиной 10, и другой соединительный участок 92 соединен со второй пластиной 20. Соединительные участки 91 и 92 служат для уплотнения третьей области и могут быть соединены с каждым соответствующим участком с помощью сварки или тому подобного.
Адиабатический материал 80 для гофрированной трубы включает в себя верхнюю часть 81, контактирующую с внутренней поверхностью первой пластины 10, которая образует, по меньшей мере, одну стенку первой области внутри холодильника, и удлиненную часть 82, проходящую от верхней части 81 ко второй пластине 20, и отверстие 83, проходящее через внутреннюю часть каждой из верхней части 81 и удлиненной части 82.
Хотя талая вода выгружается через отверстие 83 в качестве примера, материал, который не ограничивается талой водой, может выпускаться из внутренней части холодильника на наружную сторону холодильника. В отверстие 83 может быть вставлена сливная труба 85, направляющая талую воду на наружную сторону. Когда другие материалы или изделия выпускаются через сливную трубу, сливная труба может называться сквозным трубопроводом, и случай, в котором конструкция, такая как электрический провод, проходит через отверстие 83, может быть достаточно рассмотрен. Однако, наиболее предпочтительно может быть проиллюстрирован случай, в котором сливная труба проходит через отверстие 83.
Фиг.10 - вид в разрезе сливного устройства.
Как показано на фиг.10, гофрированная труба 90 соединяет открытые участки первой пластины 10 и второй пластины 20 друг с другом для уплотнения вакуумной области. Адиабатический материал 80 для гофрированной трубы вставлен в гофрированную трубу 90.
Удлиненная часть 82 адиабатического материала 80 для гофрированной трубы может быть размещена между внутренней поверхностью гофрированной трубы 90 и сливной трубой 85 для блокировки теплообмена между гофрированной трубой 90 и сливной трубой 85.
Верхняя часть 81 адиабатического материала 80 для гофрированной трубы может проходить от верхнего конца удлиненной части 82. Верхняя часть 81 может проходить соосно по внутренней поверхности первой пластины 10. Верхняя часть 81 может быть выполнена в виде участка, имеющего заданный диаметр и заданную толщину.
Верхняя часть 81 может предотвращать открытие первой пластины 10 в первую область. Таким образом, передача тепла за счет естественной конвекции и принудительной конвекции от холодного воздуха в холодильнике к первой пластине 10 может быть заблокирована. Другими словами, первая пластина 10, перекрывающая верхнюю часть 81, может иметь температуру выше температуры газа в холодильнике. Конечно, этот случай может быть ограничен в случае с холодильником.
При этом, необходимо отметить, что верхняя часть 81 расположена только на первой пластине 10 и не расположена на второй пластине 20. Таким образом, вторая пластина 20 может выполнять естественную конвекцию и принудительную конвекцию на всем участке относительно газа снаружи холодильника. Другими словами, с учетом отверстия каждой пластины вторая пластина 20 имеет конвективный теплообмен со всеми участками, соединенными с отверстиями. С другой стороны, первая пластина 10 может осуществлять теплообмен с воздухом в холодильнике от участка, который расположен на заданном расстоянии от отверстия, т.е., точки, которая выходит из верхней части 81.
В результате расстояние для передачи тепла проводимостью от внутренней части к наружной части холодильника значительно увеличивается. Другими словами, при наблюдении от центра первой пластины 10 температура является самой низкой в точке, расположенной в одну линию с наружной кромкой верхней части 81, и затем температура может увеличиваться при ее поступлении. То есть, участок первой пластины 10 может выполнять функцию препятствующего проводимости участка, который препятствует теплопроводности.
Конечно, местом, на котором функция наибольшего сопротивления проводимости в сливном устройстве 72, может быть гофрированная труба 90. Тем не менее, отсутствие потери холодного воздуха в гофрированной трубе 9 может быть дополнено способом блокирования конвекции между воздухом внутри холодильника и пластиной с помощью верхней части 81.
С другой стороны, вторая пластина 20 имеет конвективный теплообмен с воздухом снаружи холодильника на всех участках, соединенных с отверстиями. Таким образом, тепло снаружи холодильника может быть подано по гофрированной трубе 90 на заданное расстояние.
В этом случае замерзание талой воды внутри сливной трубы 85 может быть предотвращено для предотвращения блокировки сливной трубы 85. Кроме того, в соответствии с изменениями режима работы, такого как нормальная работа и операция размораживания, роса, которая может образовываться на периферии сливной трубы 85, гофрированной трубе 90 и пластинах 10 и 20, может испаряться за счет заданного тепла. Таким образом, можно предотвратить повреждение изделия вследствие замерзания росы и предотвратить ухудшение качества изделия вследствие влаги.
Основной корпус 93 гофрированной трубы 90 содержит множество гофров. Гофры предназначены для предотвращения потери холодного воздуха за счет увеличения длины теплопроводности между пластинами 10 и 20. Подобно гофрированному препятствующему проводимости листу 63 толщина может быть уменьшена для уменьшения величины передачи тепла проводимостью, и также величина передачи тепла проводимостью может быть дополнительно уменьшена с помощью гофров.
Гофрированный узел гофрированной трубы 90 может включать в себя два вертикальных участка 95 и 98, два горизонтальных участка 96 и 97 и выступающий промежуточный участок 94, расположенный между ними. Выступающий промежуточный участок 94 имеет форму, соединяющую горизонтальные участки 96 и 97 друг с другом закругленным образом, и может быть выполнен большим ширины каждого из горизонтальных участков 96 и 97.
В соответствии с вышеупомянутой формой, когда образованы только вертикальные участки 95 и 98, выступающий промежуточный участок 94 может увеличивать путь холодного воздуха и тепла, которые проходят по гофрированной трубе, при сравнении со случаем, в котором образованы только вертикальные участки 95 и 98 и горизонтальные участки 96 и 97. Другими словами, можно получить эффект дополнительного уменьшения величины передачи тепла за счет передачи тепла проводимостью.
При этом, значения вертикали и горизонтали (горизонтальная плоскость и вертикальная плоскость являются одинаковыми) относятся к двум направлениям прохождения, пересекающим друг друга, а не только к ортогональной направленности.
Адиабатический материал 80 для гофрированной трубы может быть обработан вспенивающим материалом, упруго деформируемым материалом, мягким материалом, уплотняющим материалом, промежуточным или смешанным материалом или путем добавления уплотнения. Таким образом, контактная поверхность между гофрированной трубой 90 и удлиненной частью 82, контактная поверхность между сливной трубой 854 и удлиненной частью 82 и контактная поверхность между верхней частью 81 и первой пластиной 10 могут быть полностью уплотнены. Таким образом, конвективное охлаждение за счет естественной конвекции и принудительной конвекции через контактные поверхности между участками может быть заблокировано.
Фиг.11-13 - виды для объяснения эффекта адиабатического материала для гофрированной трубы в соответствии с вариантом осуществления, причем фиг.11 - вид, сравнивающий случай, в котором верхняя часть расположена на одном конце адиабатического материала для гофрированной трубы, со случаем, в котором верхняя часть расположена на обоих концах адиабатического материала для гофрированной трубы в соответствии с вариантом осуществления, фиг.12 - вид, иллюстрирующий поток тепла проводимостью между пластинами, и на фиг.13 - вид, сравнивающий изменение температуры для точек сливного устройства в соответствии с адиабатическим способом.
Как показано на фиг.11, в отличие от случая (a) в соответствии с вариантом осуществления, показан случай (b), в котором верхняя часть 82 расположена на каждом из обоих концов адиабатического материала для гофрированной трубы.
Как показано на фиг.12, показаны три пути, по которым проходит холодный воздух. Подробно, он был разделен на три пути (), т.е., путь внутри холодильника, путь вакуумной области и путь снаружи холодильника. На пути вакуумной области, поскольку влияние сопротивления проводимости вследствие гофрированной трубы и адиабатического материала для гофрированной трубы велико, может поддерживаться относительно низкое состояние передачи тепла.
Фиг.13 - кривые, показывающие изменение температуры в соответствии с четырьмя случаями.
Случаи разделены со ссылкой на фиг.13. Случай адиабатической стенки с использованием толстой пены называется a. Случай, в котором используется только гофрированная труба 90, называется b. Случай, в котором используется гофрированная труба 90 и адиабатический материал 80 для гофрированной трубы в соответствии с вариантом осуществления (относящийся к случаю a на фиг.11), называется с. Случай, в котором используется гофрированная труба 90 и адиабатический материал для гофрированной трубы, имеющий верхнюю часть на обоих концах (относящийся к случаю b на фиг.11), называется d.
По длине горизонтальной оси кривых на фиг.13 путь вакуумной области может быть установлен на 50 мм в случае пены и 20 мм в случае вакуумного адиабатического элемента.
Будут описаны кривые изменения температуры в соответствии с каждым из случаев.
В случае (а) адиабатической стенки с использованием пены расстояние пути проводимости и изменение температуры пропорциональны друг другу. В случае (b) с использованием только гофрированной трубы, хотя потеря холодного воздуха уменьшена за счет адиабатического эффекта самой гофрированной трубы, можно наблюдать, что потеря холодного воздуха больше, чем в двух других случаях.
В случае (c) варианта осуществления по сравнению со случаем (d), в котором используется гофрированная труба 90 и адиабатический материал для гофрированной трубы, имеющий верхние части на обоих концах, имеет место потеря холодного воздуха. Однако, поскольку на пути вакуумной области поддерживается высокая температура, охлаждение талой воды может быть предотвращено. Другими словами, конвективный нагрев пластины, контактирующей с гофрированной трубой, с наружной стороны, может быть допущен для предотвращения охлаждения талой воды.
Кроме того, в случае (c) варианта осуществления потеря холодного воздуха может быть уменьшена вследствие низкой теплопроводности при сравнении со случаем (b), в котором используется только гофрированная труба.
В результате работа, при которой конкретное количество тепла поглощается от тепла внутри холодильника к сливному устройству 72 для предотвращения замерзания талой воды, и работа, при которой верхняя часть 81 образована на адиабатическом материале 80 для гофрированной трубы только внутри холодильника для предотвращения возникновения потери холодного воздуха внутри холодильника, могут выполняться одновременно.
Далее будет описан еще один пример выполнения закрепления сливного устройства.
Содержание, описанное со ссылкой на фиг.8-13 применено к нижеследующим вариантам осуществления, но предполагается, что описание других вариантов осуществления, приведенных ниже, применимо ранее к участкам, которые не используются.
Фиг.14 - вид в разрезе сливного устройства в соответствии с другим вариантом осуществления, и фиг.15 - вид, показывающий соединение гофрированного препятствующего проводимости листа и трубы.
На Фиг.14 и 15, сливная труба 85 и адиабатический материал 80 для гофрированной трубы опущены, но могут быть включены таким же образом, как и в первоначальном варианте.
Как показано на фиг.14 и 15, гофрированный препятствующий проводимости лист 63 расположен внутри каждой из пластин 10 и 20 в вакуумной области. Максимальный диаметр L2 гофрированного препятствующего проводимости листа 63 больше отверстия каждой из пластин 10 и 20. Гофрированный препятствующий проводимости лист 63 не может перемещаться внутри вакуумной области.
При сравнении с гофрированной трубой 90 максимальный диаметр гофрированного препятствующего проводимости листа 63 значительно больше. Таким образом, гофрированный препятствующий проводимости лист 63 может быть изготовлен по индивидуальному заказу с использованием сварки или тому подобного между участками, и в результате может потребоваться высокая стоимость производства.
Одна боковая труба 101 может быть соединена с одной стороной гофрированного препятствующего проводимости листа 63, и другая боковая труба 102 может быть соединена с другой стороной гофрированного препятствующего проводимости листа 63. Максимальный диаметр L2 гофрированного препятствующего проводимости листа 63 значительно больше диаметра L1 каждой из одной боковой трубы 101 и другой боковой трубы 102. При этом, труба может быть выполнена с возможностью соединения гофрированной трубы и может называться соединительной конструкцией для тонкой трубы. Когда тонкая труба имеет отдельную соединительную конструкцию, может не потребоваться отдельная соединительная конструкция, такая как труба.
Внутри вакуумной области могут быть расположены опорная пластина 35 и стержень 31, образующий опору 30.
Адиабатический материал 80 для гофрированной трубы может быть расположен внутри гофрированного препятствующего проводимости листа 63 и на внутренней поверхности первой пластины 10 подобно первоначальному варианту, и, таким образом, конвективный теплообмен может быть уменьшен.
Фиг.16 - блок-схема, показывающая способ изготовления холодильника в соответствии с другим вариантом осуществления, уделяя основное внимание способу изготовления сливного устройства для талой воды, но не ограничивается этим. То есть, под ним понимают способ установки всех трубопроводов, проходящих через вакуумный адиабатический корпус.
Как показано на фиг.16, выполняются процессы (S1 - S3) подготовки опоры 30 и пластин 10 и 20, расположенных внутри вакуумной области, в качестве первого процесса, и процесс (S4) соединения гофрированного препятствующего проводимости листа 63 с трубами 101 и 102 в качестве второго процесса.
Будет описан первый процесс.
Во-первых, опорную пластину 35, расположенную на одной стороне, устанавливают на пластинах 10 и 20, расположенных на одной стороне (S1). При этом, одна сторона и другая сторона означают любой из участков, которые могут быть расположены в паре и не имеют направленности. То же самое относится к нижеследующему.
Препятствующий излучению лист 32 устанавливают на одной боковой опорной пластине 35 (S2). Препятствующий излучению лист 32 может быть расположен на одной боковой опорной пластине 35 для закрепления без перемещения.
После этого другая боковая опорная пластина 35 может быть установлена для соответствия одной боковой опорной пластине 35. Под одной боковой опорной пластиной и другой боковой опорной пластиной можно понимать участки, соответствующие внутренним поверхностям первой и второй пластин, соответственно.
Во втором процессе одна боковая труба 101 и другая боковая труба 102 могут быть соединены с обоими открытыми концами гофрированного препятствующего проводимости листа 63 (S4). Когда этот процесс завершен, гофрированный узел, в котором труба и гофрированный препятствующий проводимости лист выполнены как одно целое, может быть выполнен.
После этого выполняется третий процесс, в котором два участка выполнены как одно целое.
Во-первых, гофрированный узел может быть установлен и вставлен в сквозное отверстие одной боковой пластины (S10). Сквозное отверстие одной боковой пластины может иметь диаметр, так что трубу 101 вставляют и могут установить до расположения опорной пластины (S1), но не ограничиваются этим. Поскольку сквозное отверстие одной боковой пластины меньше максимального диаметра гофрированного препятствующего проводимости листа, он может быть закреплен в положении без отделения от сквозного отверстия.
После этого вставленная одна боковая труба 101 может быть соединена с одной боковой пластиной 10 (S11). При этом, оба участка могут быть металлическими участками и соединяться друг с другом посредством сварки или тому подобного.
После этого другую боковую пластину 20 устанавливают таким образом, чтобы другая боковая труба 102 вставлялась в сквозное отверстие другой боковой пластины 20 (S12), и другая боковая труба 102 и другая боковая пластина 20 соединялись друг с другом (S13).
При этом, даже в процессе (S12), в котором другая боковая труба 102 установлена на другой боковой пластине 20, поскольку сквозное отверстие другой боковой пластины меньше максимального диаметра гофрированного препятствующего проводимости листа, гофрированная препятствующая проводимости форма может быть закреплена в положении без отделения от сквозного отверстия.
Соединение (S11 - S13) между трубами 101 и 102 и пластинами 10 и 20 может быть выполнено различными способами.
Например, перед процессом (S11) соединения одной боковой трубы 101 с одной боковой пластиной 10 способом, таким как сварка, в положении, в котором установлены только одна боковая труба 101 и одна боковая пластина 10, также могут быть установлены другая боковая труба 102 и другая боковая пластина 20 (S12). После этого может быть завершено соединение (S11) одной боковой трубы 101 и одной боковой пластины 10 и соединение (S13) другой боковой трубы 102 и другой боковой пластины 20.
Кроме того, соединение одной боковой трубы 101 и одной боковой пластины 10 и соединение другой боковой трубы 102 и другой боковой пластины 20, т.е., два процесса соединения могут выполняться одновременно или могут выполняться отдельно.
Гофрированный препятствующий проводимости лист 63, имеющий трубу в паре пластин 10 и 20, может быть точно расположен с помощью вышеописанных процессов.
После этого пара пластин 10 и 20 уплотнены друг с другом (S14), и воздух может быть удален для образования внутренней вакуумной области (S15).
В вышеупомянутом варианте осуществления, если имеется встроенный выступ, достаточный для перекрытия пластины на конце гофрированного проводящего листа, трубы 101 и 102 могут не использоваться в качестве отдельных элементов, но могут быть закреплены в положении относительно пластин. Однако, для деформации формы, которая является достаточной для изменения максимального диаметра и минимального диаметра гофрированного препятствующего проводимости листа, может быть использована отдельная труба вследствие сложности обработки.
Далее будет описан другой вариант осуществления, в котором в основном рассмотрено требование закрепление сливного устройства. Содержание, описанное со ссылкой на фиг.8-13, применимо к нижеследующим вариантам осуществления, но предполагается, что описание других вариантов осуществления, приведенных ниже, применимо ранее к участкам, которые не используются.
Фиг.17 - вид, показывающий гофрированную трубу и участок, соединенный с каждым из обоих концов гофрированной трубы в соответствии с другим вариантом осуществления, и фиг.18 - вид в разрезе сливного устройства в соответствии с еще одним вариантом осуществления.
На фиг. 17 и 18 сливная труба 85 и адиабатический материал 80 для гофрированной трубы опущены, но можно предположить, что они включены таким же образом, что и в первоначальном варианте осуществления.
Как показано на фиг.17 и 18, направляющая пластина 111 может быть соединена с одной стороной гофрированной трубы 90, и другая боковая труба 102 может быть соединена с другой стороной гофрированной трубы 90.
Как может быть ясно понятно из вышеприведенного описания, гофрированная труба 90 может быть выполнена с максимальным диаметром, меньшим диаметра гофрированного препятствующего проводимости листа 63. В результате гофрированная труба 90 может быть более удобно и просто установлена на вакуумном адиабатическом элементе.
Конструкция сливного устройства в соответствии с еще одним вариантом осуществления будет подробно описана.
Одна сторона гофрированной трубы 90 может быть соединена с первой пластиной 10, и другая сторона гофрированной трубы 90 может быть соединена со второй пластиной 10. Одна сторона гофрированной трубы 90 может быть косвенно соединена с первой пластиной 10 в положении, в котором соединена направляющая пластина 111. Другая сторона гофрированной трубы 90 может быть соединена прямо или косвенно со второй пластиной 20 в положении, в котором соединена другая боковая труба 102.
Сквозные отверстия первой пластины и сквозные отверстия второй пластины могут иметь разные диаметры. Причина состоит в том, что трудно регулировать размер для установки по одной прямой двух сквозных отверстий в процессе производства изделия. Другими словами, независимо от того, насколько точным является положение, качество изделия может пострадать, поскольку в двух сквозных отверстиях, несмотря на небольшой диаметр, возникают несоосные положения.
Для предотвращения этого явления в соответствии с еще одним вариантом осуществления сквозное отверстие первой пластины 10 может быть больше сквозного отверстия второй пластины 20. Когда две пластины 10 и 20 расположены по одной линии вертикально, площадь сквозного отверстия первой пластины 10 включает в себя всю площадь сквозного отверстия второй пластины 20.
Соответственно, даже если положение слегка искажено после изготовления пластин 10 и 20, направляющая пластина 111 может закрывать сквозное отверстие первой пластины 10 в положении, в котором гофрированная труба 90 установлена на второй пластине 20. Таким образом, нет проблемы в установке гофрированной трубы 90 и уплотнении вакуумной области.
Для обеспечения вышеописанной конструкции и работы диаметр каждого участка, образующего сливное устройство, может иметь следующее взаимоотношение.
Во-первых, наружный диаметр L6 направляющей пластины 111 может быть образован больше диаметра L7 сквозного отверстия первой пластины 10. Соответственно, направляющая пластина 111 может обеспечивать уплотнение между пластинами.
Диаметр L7 сквозного отверстия первой пластины 10 может быть образован большим или равным максимальному диаметру L4 гофрированной трубы. Соответственно, гофрированная труба 90 может быть установлена в вакуумной области в положении, в котором соединены пластины 10 и 20. Конечно, диаметр L7 сквозного отверстия первой пластины 10 может быть образован с таким же максимальным диаметром L4 гофрированной трубы. Однако вследствие удобства изготовления и характеристик участка, выполненного из металла, диаметр L7 сквозного отверстия первой пластины 10 может быть немного больше максимального диаметра L4 гофрированной трубы.
Внутренний диаметр L8 направляющей пластины 111 может быть меньше максимального диаметра L4 гофрированной трубы и больше диаметра L3 конца гофрированной трубы 90. Соответственно, направляющая пластина 111 может поддерживаться за счет зацепления с концом гофрированной трубы. При этом, диаметр конца гофрированной трубы может называться ее наружным диаметром.
Диаметр L3 конца гофрированной трубы 90 может быть образован равным или большим диаметра L5 другой боковой трубы 102. Соответственно, соединение гофрированной трубы и другой боковой трубы может быть легко выполнено.
Диаметр L9 сквозного отверстия второй пластины может быть выполнен большим каждого из диаметра L3 конца гофрированной трубы и диаметра другой боковой трубы 102. Соответственно, гофрированная труба 90 может быть соединена со второй пластиной 20. Конечно, для надежной сварки между участками в будущем диаметр L9 сквозного отверстия второй пластины может быть образован меньшим максимального диаметра L4 гофрированной трубы. Соответственно, можно повысить удобство уплотнения. Кроме того, диаметр L9 сквозного отверстия второй пластины не образован слишком большим, так что расстояние между обоими участками уменьшается настолько, насколько это возможно. Соответственно, желательно повысить надежность операции уплотнения за счет сварки или тому подобного.
С другой стороны, например, местом, с которым соединена другая боковая труба 102, может быть вторая пластина 20 из первой и второй пластин 10 и 20, т.е., пластина, образующая, по меньшей мере, участок стенки в области внутри холодильника. Причина состоит в том, что предпочтительно направлять отвод сливной трубы на заданную длину и устранять дополнительно выступающую трубу, поскольку область внутри холодильника узкая.
Не ограничиваясь этим, другая боковая труба 102 может быть установлена внутри холодильника, то есть, на первой пластине 10. В этом случае может быть предотвращено увеличение передачи холодного воздуха в гофрированную трубу, которое образуется, когда направляющая пластина 111 установлена внутри холодильника. Другими словами, когда направляющая пластина 111 установлена внутри холодильника, толщина участка, который является теплопроводным настолько, насколько направляющая пластина 111 может увеличиваться по толщине в месте, которое расположено по одной прямой вертикально с верхней частью 81 адиабатического материала для гофрированной трубы.
В этом случае существует недостаток в том, что уменьшение потери холодного воздуха вследствие конвективной теплопередачи, которое может быть получено за счет верхней части 81 адиабатического материала для гофрированной трубы, может быть уменьшено, но когда направляющая пластина выполнена тонкой, ее можно игнорировать, поскольку уменьшена возможность проводимости холодного воздуха.
Фиг.19 - блок-схема, показывающая способ изготовления холодильника в соответствии с другим вариантом осуществления, в котором основное внимание уделяется способу изготовления сливного устройства для талой воды, но не ограничивается этим. То есть, под ним понимается способ расположения всех трубопроводов, проходящих через вакуумный адиабатический элемент.
Как показано на фиг.19, в качестве первого процесса направляющую пластину 111 и другую боковую трубу 102 соединяют с гофрированной трубой 90 (S21), и в качестве второго процесса, в положении, в котором размещены участки в вакуумной области, такие как опора 30 и тому подобное, выполняют процесс соединения пластин 10 и 20 (S22). Узел гофрированной трубы выполнен в виде изделия первого процесса.
Первый процесс и второй процесс могут выполняться в разное время в разных местах подобно другому варианту осуществления.
Узел гофрированной трубы может быть вставлен в сквозное отверстие пластины (S30). При вставке узла гофрированной трубы в сквозное отверстие каждой из пластин 10 и 20, другая боковая труба 102 может быть вставлена первой в первую пластину 10 (S30). Вставка узла гофрированной трубы может выполняться до тех пор, пока направляющая пластина 111 не будет зацеплена и поддерживаться на внутренней поверхности первой пластины 10. Поскольку сквозное отверстие первой пластины 10 больше гофрированной трубы, узел гофрированной трубы может быть легко вставлен.
В положении, в котором направляющая пластина 111 установлена на первой пластине 10, предпочтительно, сквозное отверстие второй пластины 20 может совпадать с центром другой боковой трубы 102. С другой стороны, центр направляющей пластины 111 и центр сквозного отверстия первой пластины 10 могут не совпадать друг с другом. Тем не менее, соединение между участками может быть легко выполнено, как уже описано.
После этого другая боковая труба 102 и вторая пластина 20 могут быть соединены друг с другом (S31). После этого направляющая пластина 111 и первая пластина 10 могут быть соединены друг с другом (S32).
В операции соединения гофрированной трубы процесс соединения (S32) с первой пластиной выполняется позже, чем процесс соединения (S31) со второй пластиной. Причина заключается в том, что во время процесса (S31) соединения со второй пластиной может произойти смещение в гофрированной трубе, и в этом случае смещение может быть поглощено за счет обеспечения перемещения направляющей пластины 111.
С другой стороны, когда процесс (S32) соединения с первой пластиной выполняется первым, другая боковая труба 102 может не поглощать смещение. Таким образом, смещение гофрированной трубы остается в гофрированной трубе, что может привести к ухудшению качества и поломке изделия.
После этого завершается процесс уплотнения сливного устройства 72, и внутри вакуумного адиабатического элемента может создаваться вакуум для завершения процесса (S33).
В этом варианте осуществления видно, что, даже если размеры каждого участка и взаимные положения между элементами не совсем совпадают, выполняется точная операция сборки. Этот вариант осуществления является результатом внутреннего ограничения изделия, в котором эффективность вакуумного адиабатического элемента не ухудшена вследствие приведения к разрушению вакуума даже за счет дефектов сборки вследствие небольших ошибок.
Промышленная применимость
В соответствии с вариантами осуществления, можно повысить надежность сливного устройства изделия, которое выводит талую воду испарителя, расположенного внутри холодильника, на наружную сторону посредством расположения трубы, проходящей через внутреннюю часть и наружную часть вакуумного адиабатического элемента.
В соответствии с вариантами осуществления, поскольку достигнуты цели обеспечения почти неизменной надежности вакуумного адиабатического элемента, уменьшения тепловых потерь и предотвращения выхода из строя вследствие замерзания текучей среды трубопровода, можно сказать, что его применение срочно ожидают в холодильной промышленности.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВАКУУМНЫЙ АДИАБАТИЧЕСКИЙ КОРПУС И ХОЛОДИЛЬНИК | 2018 |
|
RU2758114C1 |
| ВАКУУМНЫЙ АДИАБАТИЧЕСКИЙ КОРПУС И ХОЛОДИЛЬНИК | 2018 |
|
RU2759960C1 |
| ВАКУУМНЫЙ АДИАБАТИЧЕСКИЙ ЭЛЕМЕНТ И ХОЛОДИЛЬНИК | 2016 |
|
RU2684737C1 |
| ВАКУУМНЫЙ АДИАБАТИЧЕСКИЙ ЭЛЕМЕНТ И ХОЛОДИЛЬНИК | 2016 |
|
RU2684469C1 |
| ВАКУУМНЫЙ АДИАБАТИЧЕСКИЙ КОРПУС И ХОЛОДИЛЬНИК | 2018 |
|
RU2840875C2 |
| ВАКУУМНЫЙ АДИАБАТИЧЕСКИЙ КОРПУС И ХОЛОДИЛЬНИК | 2018 |
|
RU2761872C1 |
| ВАКУУМНЫЙ АДИАБАТИЧЕСКИЙ КОРПУС И ХОЛОДИЛЬНИК | 2018 |
|
RU2837856C2 |
| ВАКУУМНЫЙ АДИАБАТИЧЕСКИЙ КОРПУС И ХОЛОДИЛЬНИК | 2018 |
|
RU2759958C1 |
| ВАКУУМНОЕ АДИАБАТИЧЕСКОЕ ТЕЛО И ХОЛОДИЛЬНИК | 2019 |
|
RU2776222C1 |
| ВАКУУМНОЕ АДИАБАТИЧЕСКОЕ ТЕЛО И ХОЛОДИЛЬНИК | 2019 |
|
RU2765795C1 |



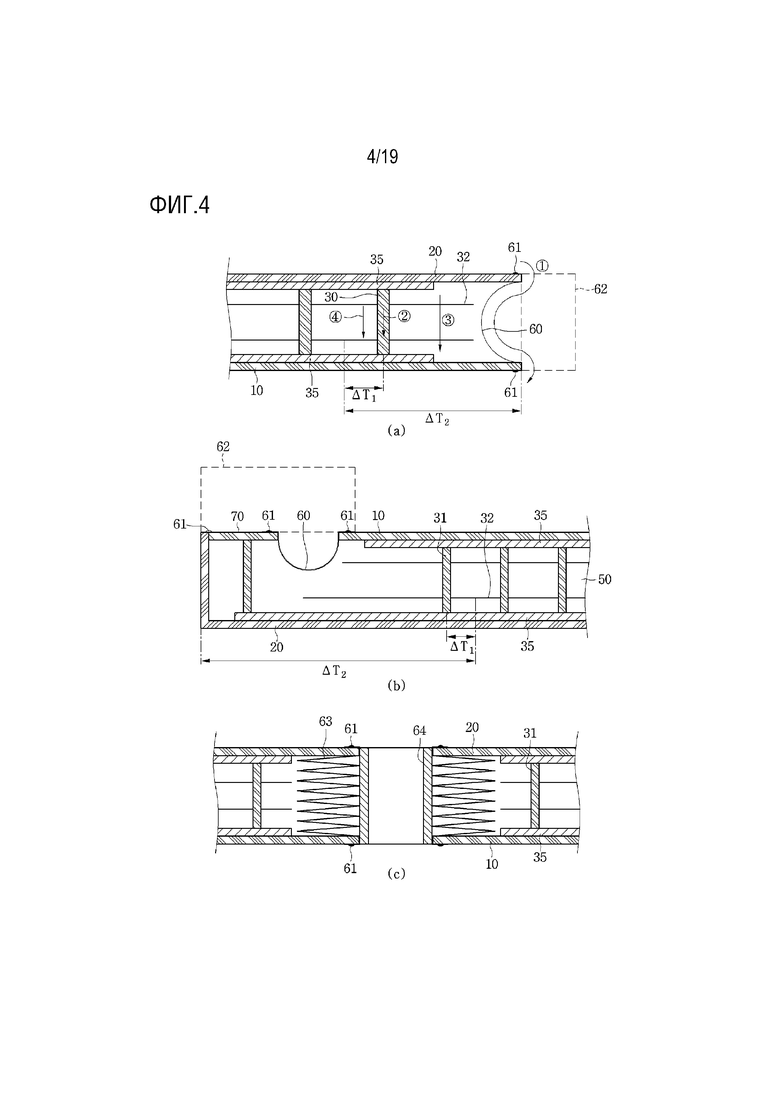
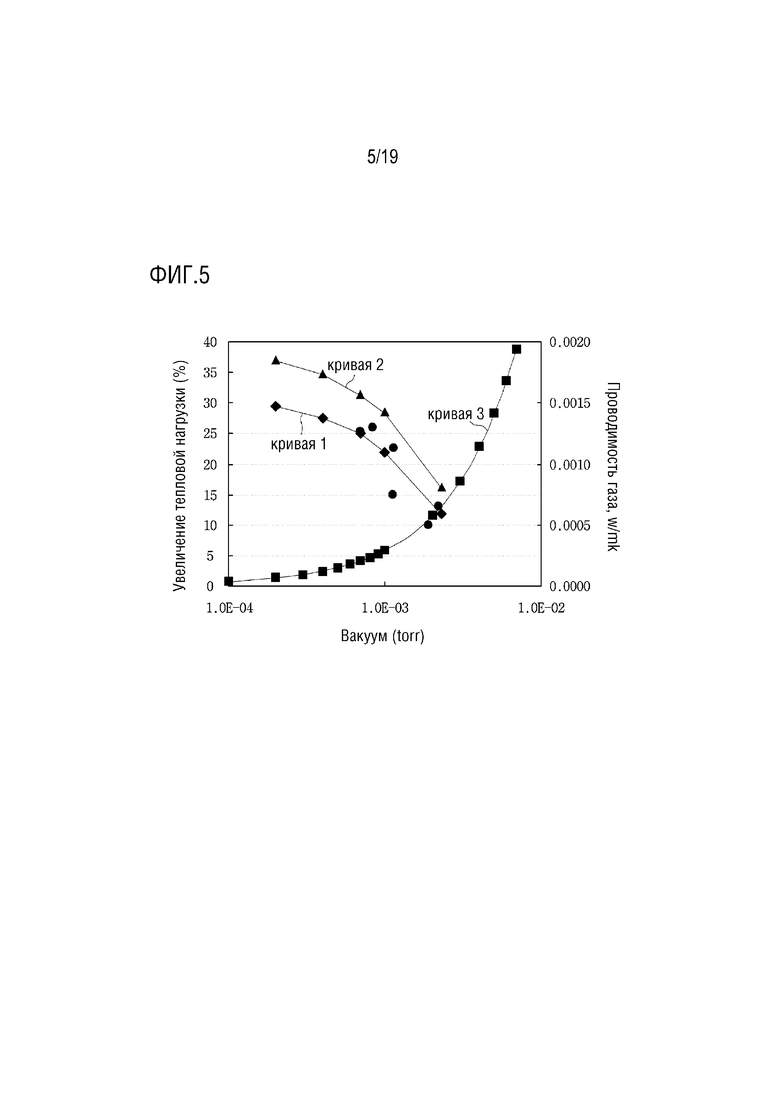
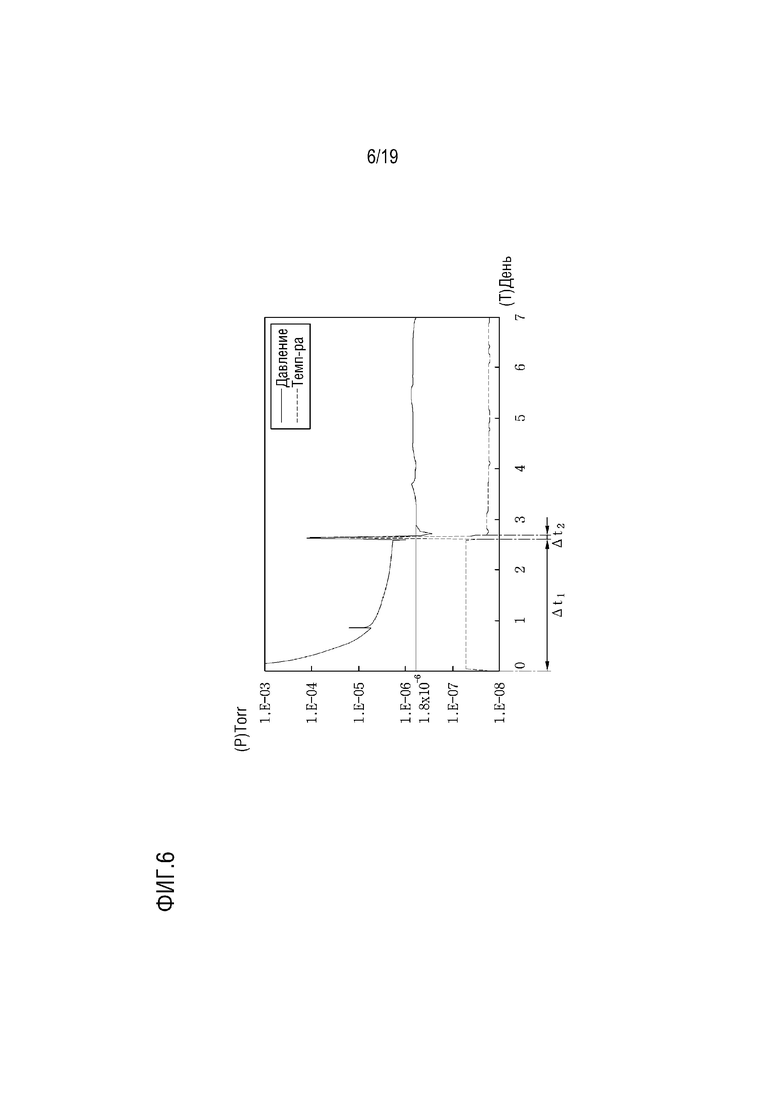
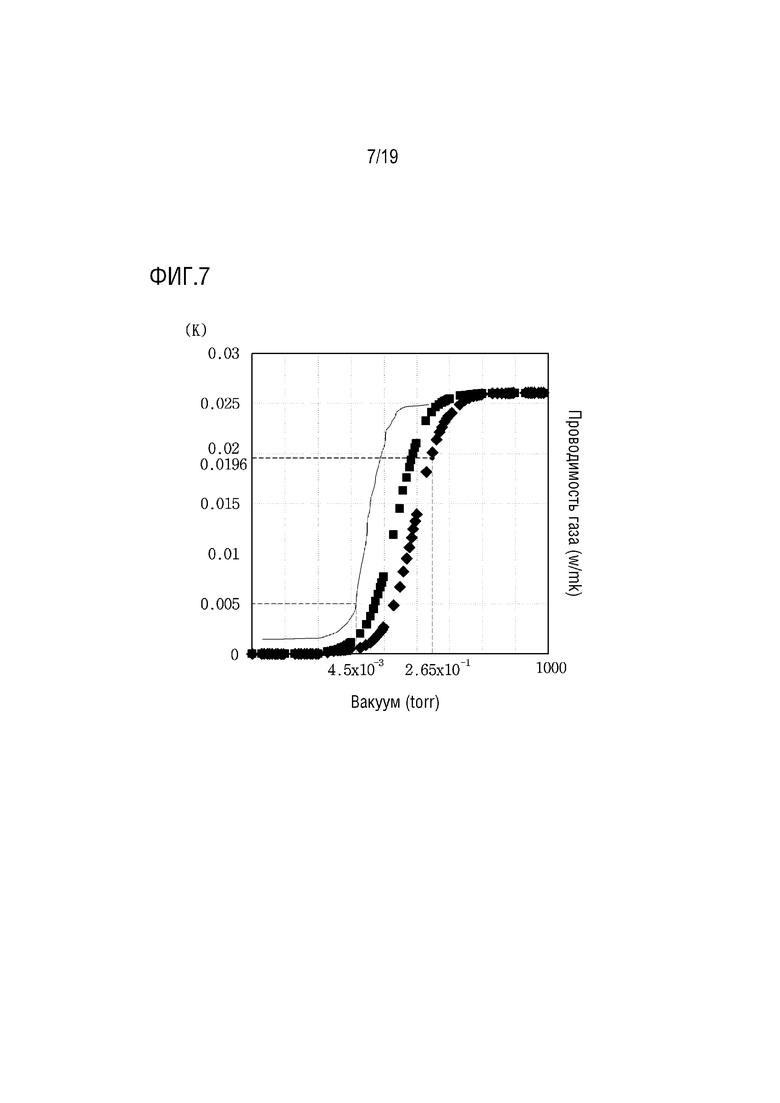
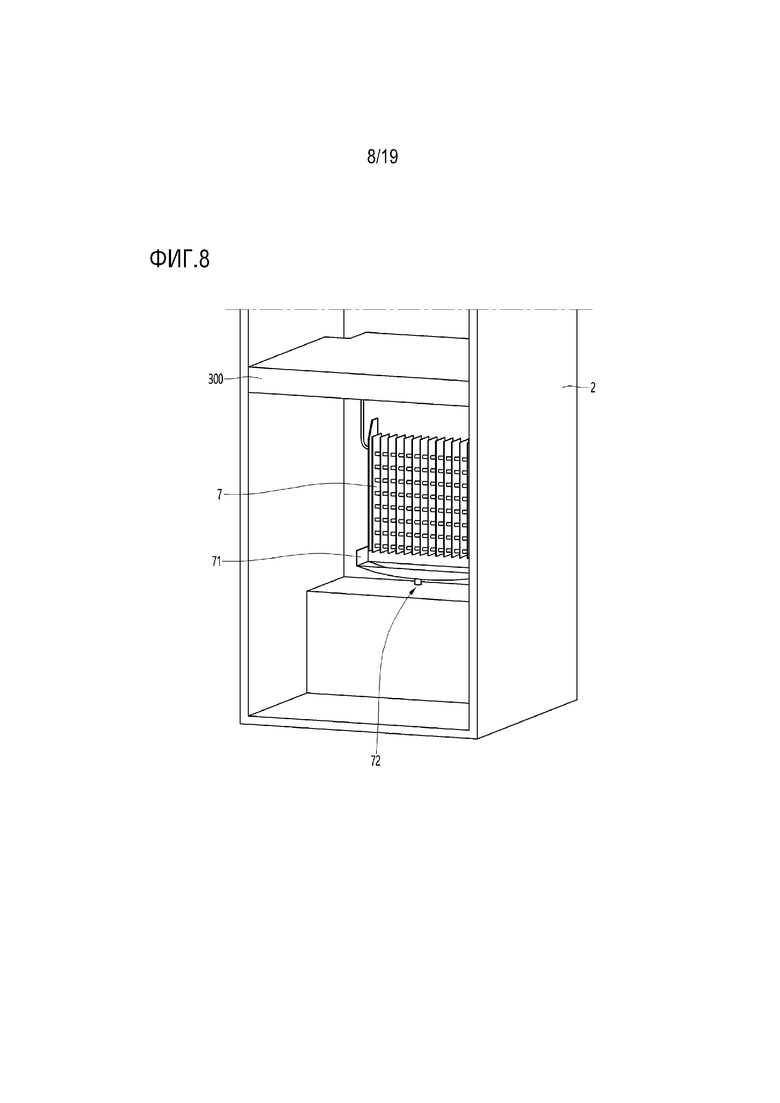
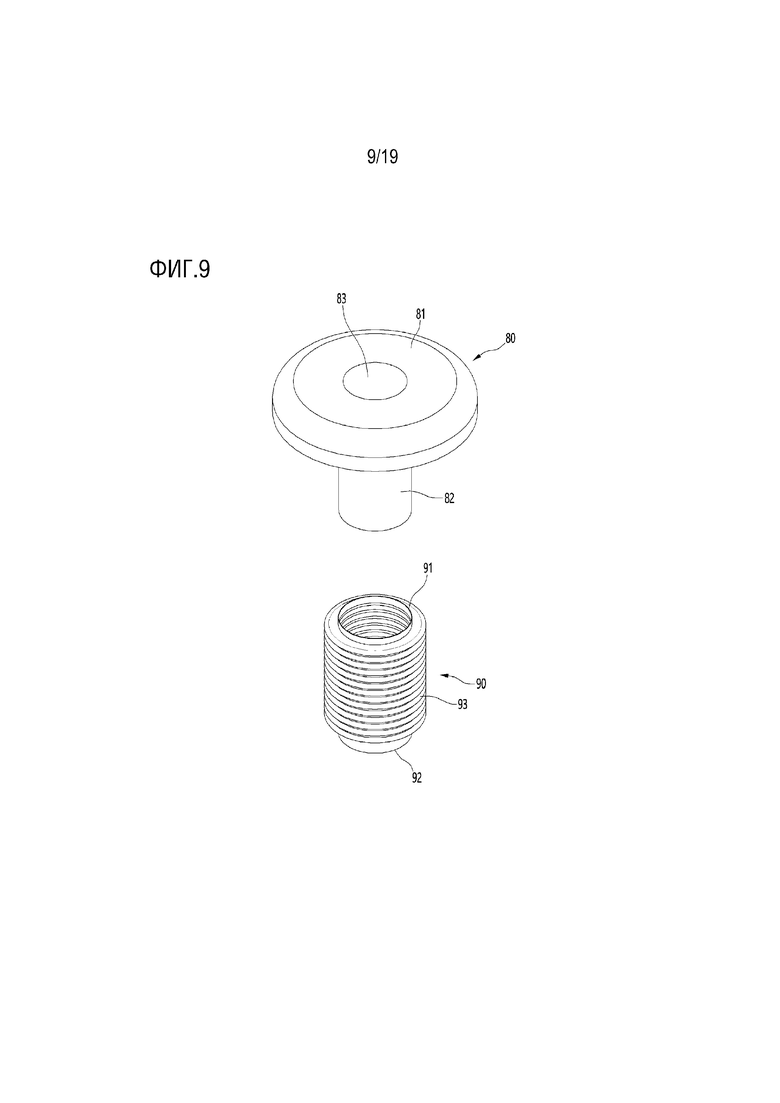

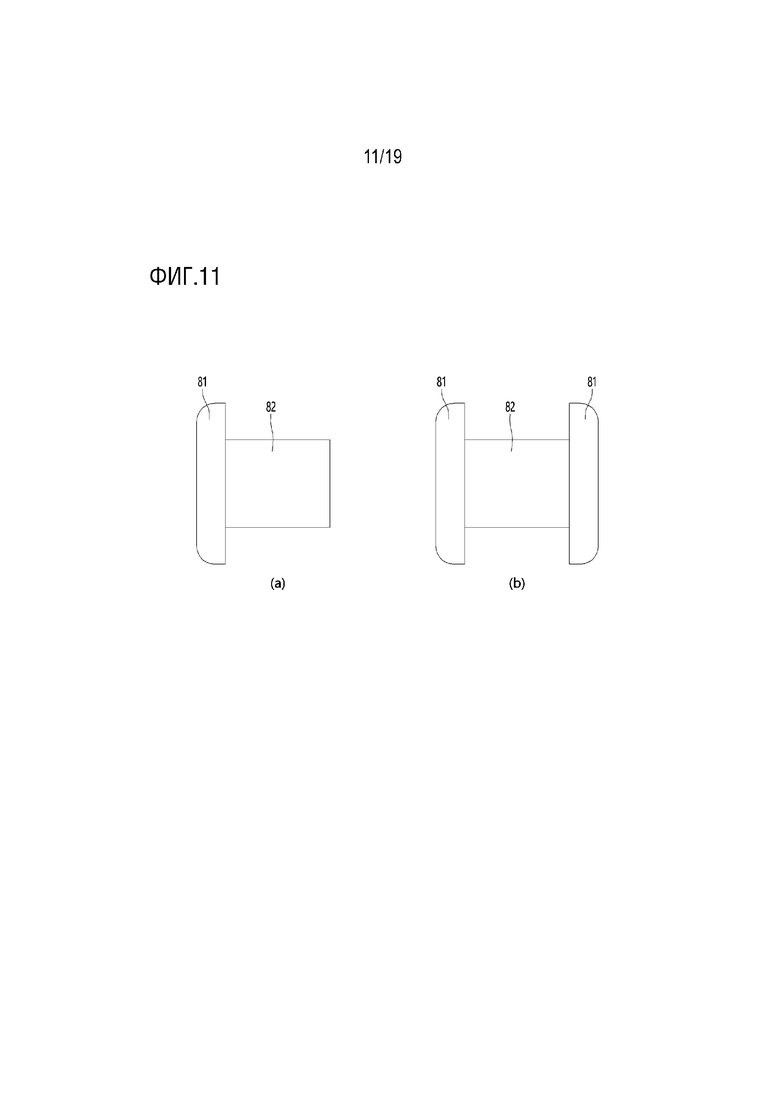


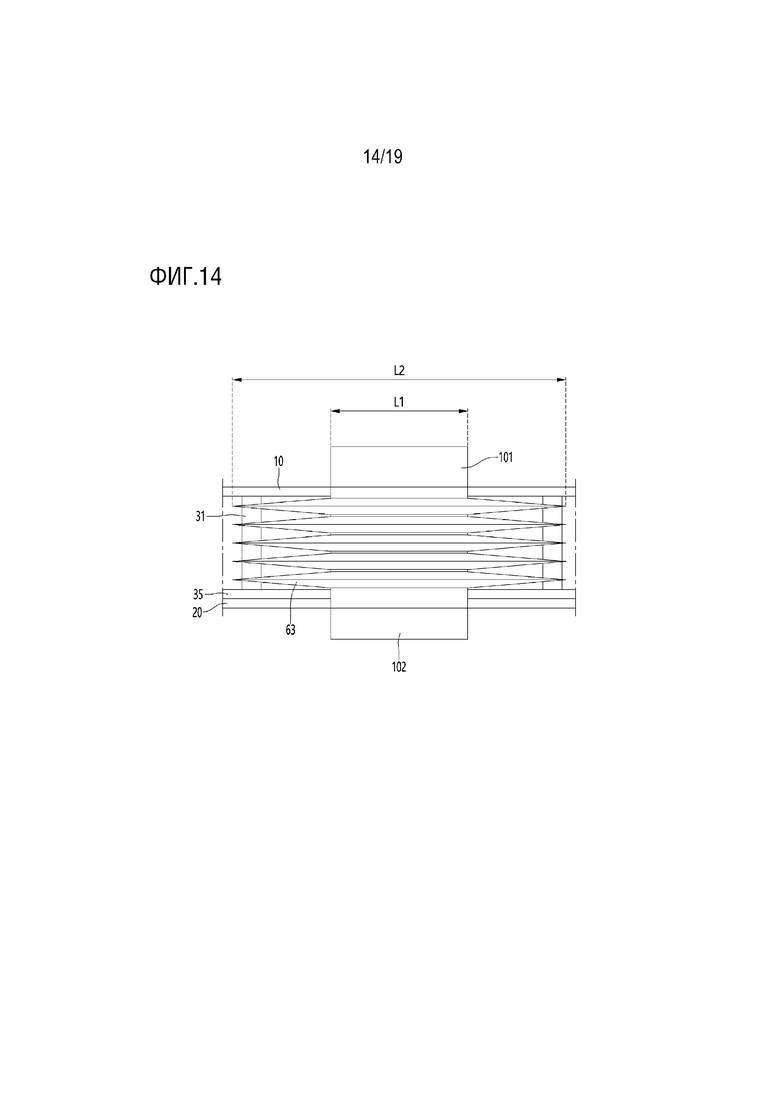
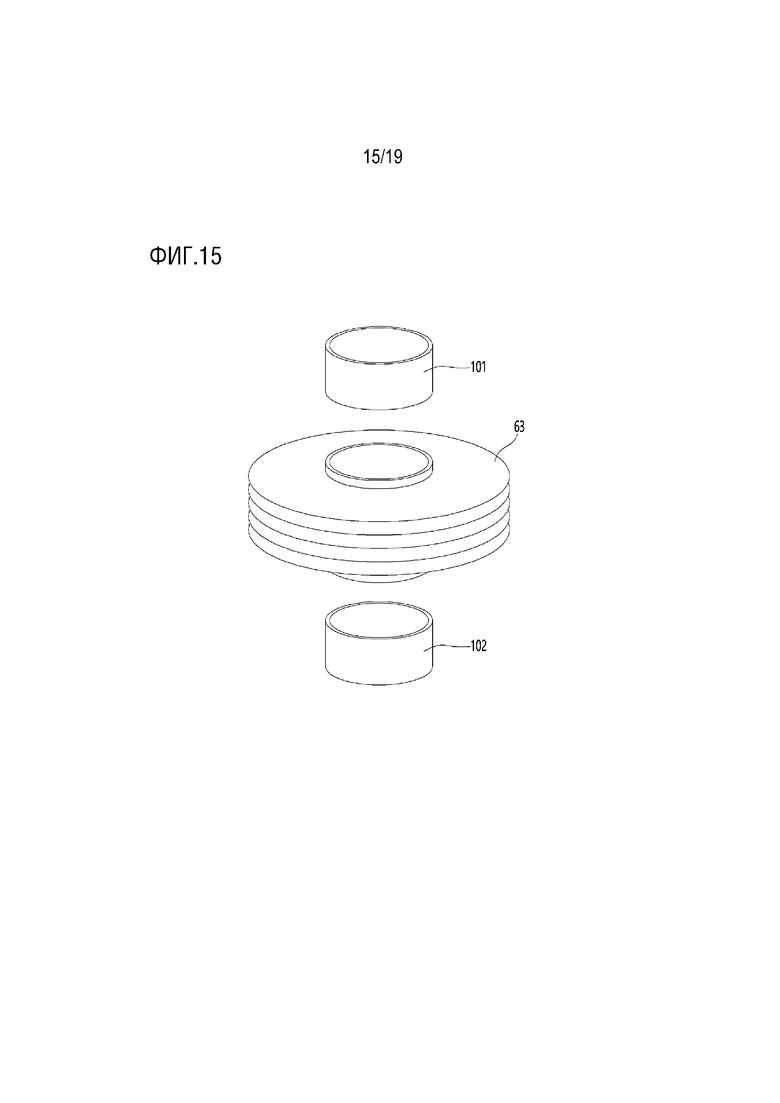
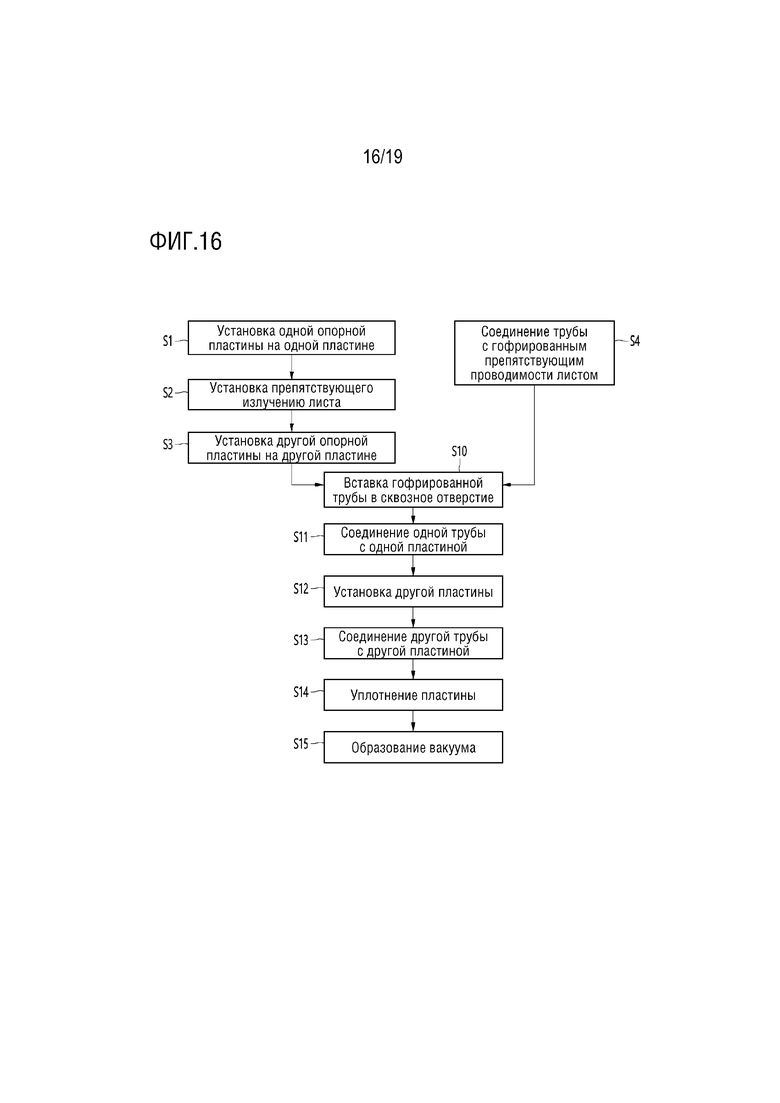
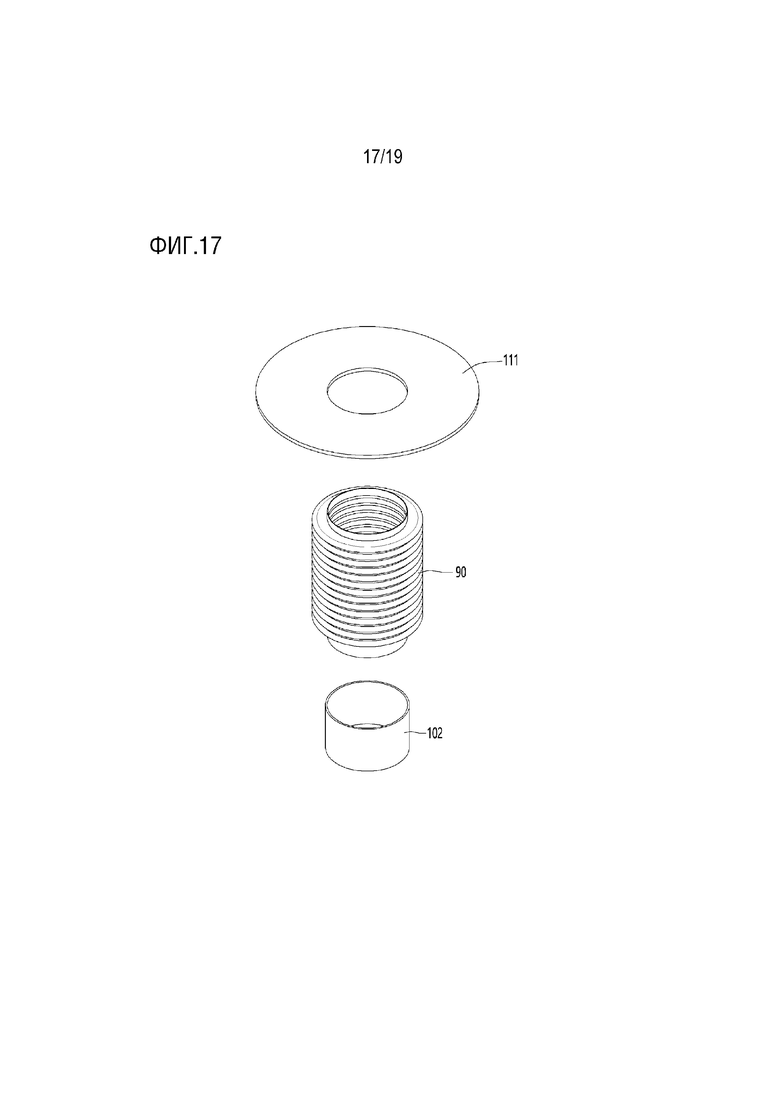
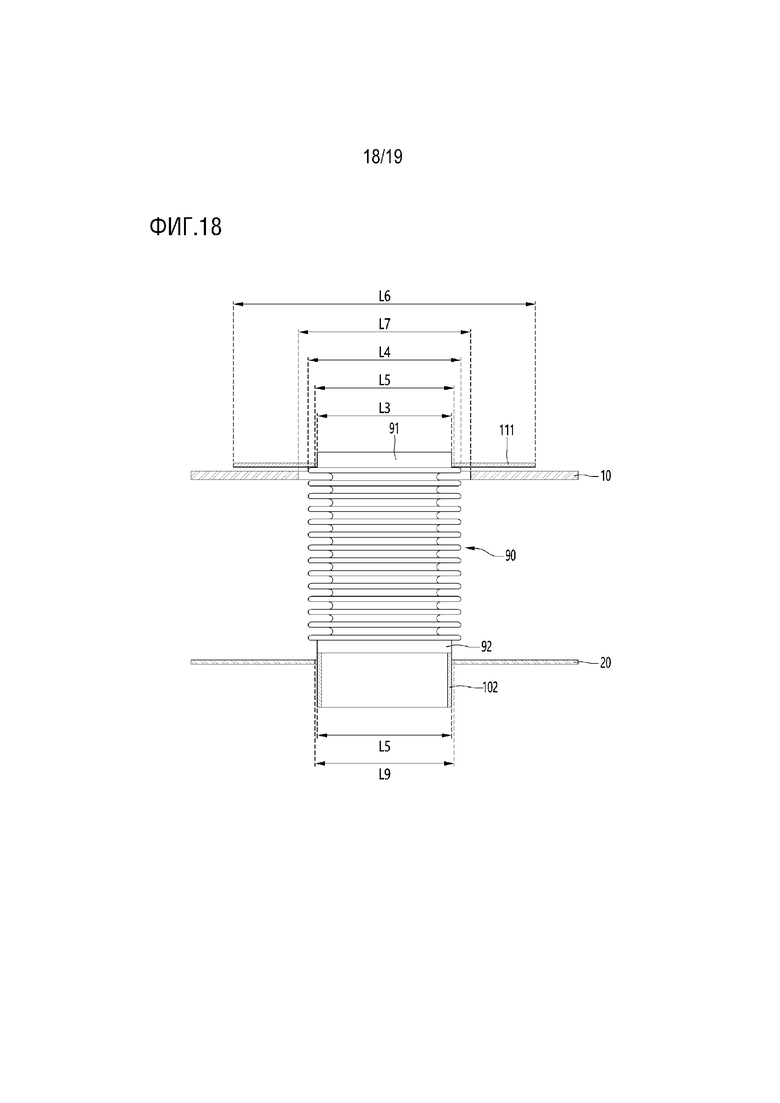
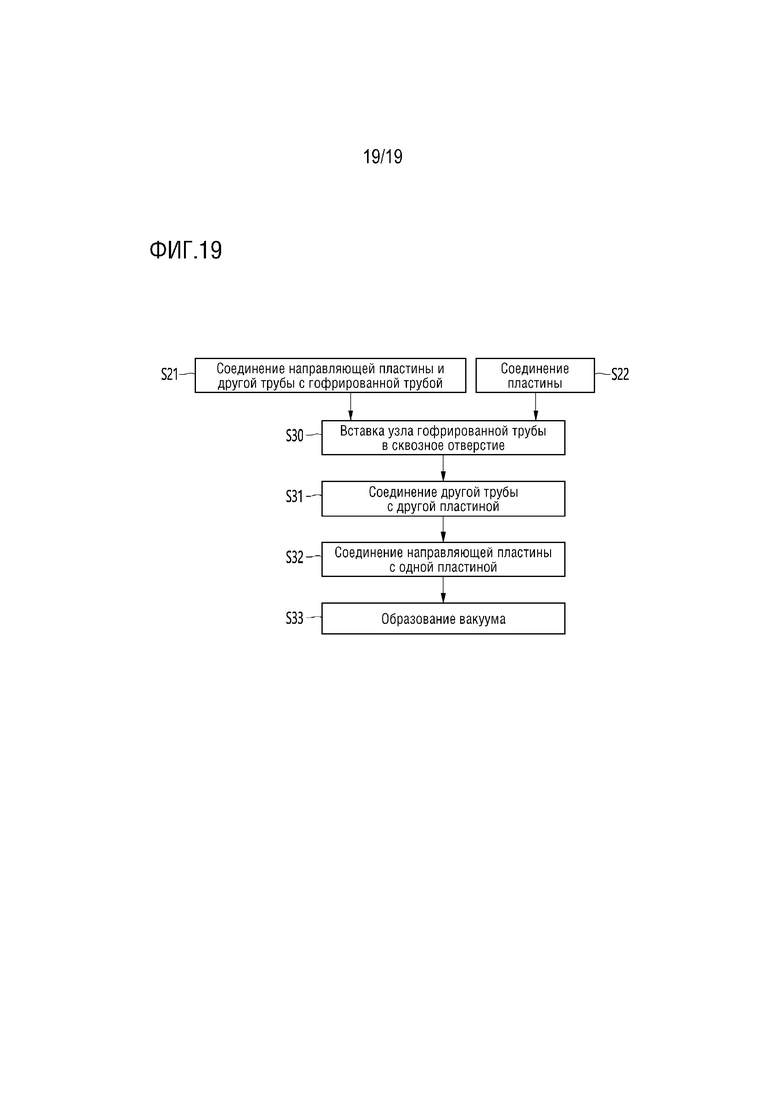
Группа изобретений относится к холодильникам. Вакуумный адиабатический элемент содержит первую пластину, вторую пластину, уплотнение, опору, тонкую трубу, выполненную с возможностью соединения отверстия первой пластины с отверстием второй пластины, адиабатический материал, имеющий удлиненную часть, расположенную внутри тонкой трубы для выполнения адиабатической работы относительно тонкой трубы, и верхнюю часть, расположенную на конце удлиненной части, с возможностью расположения по меньшей мере на одной стороне первой пластины и второй пластины, и сквозной трубопровод, проходящий через внутреннюю часть адиабатического материала для обеспечения прохождения материала между первой областью и второй областью. Холодильник содержит основной корпус, дверь, испаритель для генерации холодного воздуха, сливное устройство, содержащее тонкую трубу, внутри которой расположена сливная труба, и адиабатический материал, имеющий удлиненную часть, проходящую по сливной трубе. Выполняют образование соединительной конструкции по меньшей мере на одной стороне тонкой трубы, закрепление одной стороны тонкой трубы на одной из пластин и закрепление другой стороны тонкой трубы на другой из пластин. Повышается надежность вакуумного адиабатического элемента, уменьшаются тепловые потери холодильника. 3 н. и 17 з.п. ф-лы, 19 ил.
1. Вакуумный адиабатический элемент, содержащий: первую пластину, выполненную с возможностью образования по меньшей мере участка стенки для первой области; вторую пластину, выполненную с возможностью образования по меньшей мере участка стенки для второй области, имеющей температуру, отличную от температуры первой области; уплотнение, выполненное с возможностью уплотнения первой пластины и второй пластины с возможностью образования третьей области, которая имеет температуру между температурой первой области и температурой второй области и находится в вакуумном состоянии; опору, выполненную с возможностью поддержания третьей области; тонкую трубу, выполненную с возможностью соединения отверстия первой пластины с отверстием второй пластины; адиабатический материал, имеющий удлиненную часть, расположенную внутри тонкой трубы для выполнения адиабатической работы относительно тонкой трубы, и верхнюю часть, расположенную на конце удлиненной части, с возможностью расположения по меньшей мере на одной стороне первой пластины и второй пластины; и сквозной трубопровод, проходящий через внутреннюю часть адиабатического материала для обеспечения прохождения материала между первой областью и второй областью.
2. Вакуумный адиабатический элемент по п.1, в котором верхняя часть выполнена с возможностью предотвращения открытия пластины в область, в которой расположена каждая из пластин.
3. Вакуумный адиабатический элемент по п.1, в котором тонкая труба является гофрированной трубой, и гофрированная труба имеет поперечное сечение, содержащее два вертикальных участка; два горизонтальных участка; и закругленный выступающий промежуточный участок, расположенный между двумя вертикальными участками и двумя горизонтальными участками.
4. Вакуумный адиабатический элемент по п.1, в котором первая область имеет низкую температуру по сравнению со второй областью, верхняя часть расположена на стороне первой пластины, и верхняя часть выполнена с возможностью блокировки открытия соседнего участка отверстия первой пластины в первую область для прерывания конвективного охлаждения соседнего участка отверстия первой пластины.
5. Вакуумный адиабатический элемент по п.4, в котором верхняя часть не расположена на стороне второй пластины.
6. Вакуумный адиабатический элемент по п.1, в котором труба соединена с одной стороной тонкой трубы.
7. Вакуумный адиабатический элемент по п.1, в котором направляющая пластина соединена с одной или обеими сторонами тонкой трубы.
8. Вакуумный адиабатический элемент по п.7, в котором отверстие пластины, соответствующей одной стороне тонкой трубы, с которой соединена направляющая пластина, больше отверстия другой пластины.
9. Холодильник, содержащий: основной корпус, имеющий отверстие относительно области для размещения продуктов; испаритель, расположенный в основном корпусе для генерации холодного воздуха; дверь, выполненную с возможностью открытия и закрытия отверстия основного корпуса; и сливное устройство, расположенное в основном корпусе, для выпуска талой воды, генерируемой в испарителе, на наружную сторону области для размещения, причем сливное устройство содержит тонкую трубу, проходящую через основной корпус для соединения внутренней части области для размещения с наружной частью области для размещения; сливную трубу, расположенную внутри тонкой трубы, для слива талой воды; и адиабатический материал, имеющий удлиненную часть, проходящую по сливной трубе, для блокировки передачи тепла между сливной трубой и тонкой трубой, и верхнюю часть, расположенную на одной стороне из обеих сторон удлиненной части, которая находится близко к области для размещения.
10. Холодильник по п.9, в котором верхняя часть находится в плотном контакте со стенкой области для размещения для блокировки конвекционного охлаждения между областью для размещения и стенкой области для размещения.
11. Холодильник по п.9, в котором конвекционный нагрев тонкой трубы допустим на другой стороне удлиненной части, которая находится далеко от области для размещения.
12. Холодильник по п.9, в котором основной корпус содержит вакуумный адиабатический элемент для образования области для размещения, вакуумный адиабатический элемент содержит: первую пластину, выполненную с возможностью образования по меньшей мере участка стенки для области для размещения; вторую пластину, выполненную с возможностью образования по меньшей мере участка стенки для наружной области области для размещения; уплотнение, выполненное с возможностью уплотнения первой пластины и второй пластины для образования вакуумной области, которая имеет температуру между температурой области для размещения и температурой наружной области и находится в вакуумном состоянии; и опору, выполненную с возможностью поддержания вакуумной области, и выступающий промежуточный участок, закругленный для увеличения расстояния теплопроводности для уменьшения теплопроводности между пластинами.
13. Холодильник по п.12, в котором тонкая труба содержит: основной корпус, содержащий по меньшей мере два выступающих промежуточных участка; и соединительный участок, соединенный с каждой из пластин на конце основного корпуса.
14. Способ изготовления холодильника, который использует вакуумный адиабатический элемент в качестве основного корпуса, причем вакуумный адиабатический элемент содержит: первую пластину, выполненную с возможностью образования по меньшей мере участка стенки для области для размещения; вторую пластину, выполненную с возможностью образования по меньшей мере участка стенки для наружной области области для размещения; уплотнение, выполненное с возможностью уплотнения первой пластины и второй пластины для образования вакуумной области, которая имеет температуру между температурой области для размещения и температурой наружной области и находится в вакуумном состоянии; опору, выполненную с возможностью поддержания вакуумной области; и тонкую трубу, выполненную с возможностью соединения отверстия первой пластины с отверстием второй пластины, причем способ включает: образование соединительной конструкции по меньшей мере на одной стороне тонкой трубы; закрепление указанной одной стороны тонкой трубы на одной из пластин; и закрепление другой стороны тонкой трубы на другой из пластин.
15. Способ по п.14, в котором направляющая пластина соединена с другой стороной тонкой трубы.
16. Способ по п.14, в котором отверстие пластины, соответствующей другой стороне тонкой трубы, больше отверстия пластины, соответствующей одной стороне тонкой трубы.
17. Способ по п.16, в котором направляющая пластина имеет наружный диаметр, больший диаметра отверстия пластины, соответствующей другой стороне тонкой трубы.
18. Способ по п.14, в котором тонкая труба содержит основной корпус, имеющий множество гофров, и соединительная конструкция является трубой, соединенной с обоими концами основного корпуса.
19. Способ по п.14, в котором перед соединением другой стороны тонкой трубы и другой одной из пластин друг с другом пара пластин соединены друг с другом.
20. Способ по п.14, в котором после закрепления одной стороны тонкой трубы с одной из пластин пара пластин соединена друг с другом.
| KR 1020190076939 A, 02.07.2019 | |||
| JP 2011196581 A, 06.10.2011 | |||
| JPH 11132639 A, 21.05.1999 | |||
| ХОЛОДИЛЬНЫЙ АППАРАТ | 2012 |
|
RU2553251C2 |
| ХОЛОДИЛЬНИК И ЭЛЕКТРИЧЕСКОЕ УСТРОЙСТВО | 2011 |
|
RU2537196C2 |
