Данное изобретение относится к способу изготовления предмета нижнего белья, в частности бюстгальтера.
Изделие этого типа, очевидно, должно иметь по существу хорошие характеристики эластичности, чтобы гарантировать высокую степень комфортности для особы, которая носит его, с предотвращением дискомфорта или даже раздражений кожи.
Чтобы получить требуемую степень эластичности, обычно используют полосы из эластичной ткани, которые, однако, по существу не могут обеспечить оптимальные результаты в отношении комфорта и предотвращения, например, образования отметин на коже вследствие давления, создаваемого такими эластичными тканями.
Альтернативой, в частности в случае бюстгальтеров, образованных двумя совмещаемыми слоями ткани, может быть использование силиконовых элементов, действующих как в качестве эластичного элемента, так и элемента, соединяющего два слоя ткани.
Однако против силикона часто выдвигают возражения, так как он может быть опасным для здоровья. Кроме того, использование элементов из силикона будет создавать проблемы на конечном этапе термоформования бюстгальтера для придания ему окончательного внешнего вида, требуемого с эстетической точки зрения, а также с точки зрения износостойкости. Фактически термоформование обычно выполняют при температурах, близких к 200°С, что будет означать возникновение опасности расплавления материала из силикона и последующего повреждения изделия.
Основной целью данного изобретения является устранение вышеуказанных недостатков с помощью способа изготовления предмета нижнего белья, в частности бюстгальтера, который не требует эластичных тканей для достижения требуемых характеристик износостойкости.
Другая цель данного изобретения заключается в создании способа изготовления бюстгальтера, который не содержит материалы из силикона.
С учетом такой цели было задумано, в соответствии с данным изобретением, выполнение способа изготовления предмета нижнего белья, в частности бюстгальтера, включающего следующие этапы:
- использование первого тканевого слоя, предназначенного для выполнения наружного слоя предмета нижнего белья и выкроенного в соответствии с формой, по существу соответствующей проекции растянутого предмета нижнего белья на плоскости;
- использование второго тканевого слоя, предназначенного для выполнения внутреннего слоя предмета нижнего белья и выкроенного в соответствии с формой, по существу соответствующей проекции растянутого предмета нижнего белья на плоскости;
- использование третьего пленочного материала, предназначенного для выполнения постоянных соединяющих элементов между первым тканевым слоем и вторым тканевым слоем в готовом предмете нижнего белья, причем указанный третий пленочный материал выкраивают для формирования по меньшей мере одной центральной подгрудной части, пары верхних частей, предназначенных для расположения в соответствии с бретельками бюстгальтера, и пары боковых частей, предназначенных для расположения на соответствующих боковых сторонах бюстгальтера, при этом указанный третий пленочный материал является термоклейкой полиуретановой пленкой, не содержащей силикона;
- напыление на указанный первый тканевый слой, на ту его сторону, которая должна быть обращена ко второму тканевому слою, реактивного полиуретанового термоплавкого клея, выполненного с возможностью только однократной реактивации с помощью нагревания в пределах временного периода реактивации, составляющего по меньшей мере 3 дня от момента нанесения, предпочтительно в течение 5 дней от момента нанесения;
- размещение вышеуказанных частей термоклейкой полиуретановой пленки в требуемом положении на той стороне второго тканевого слоя, которая должна быть обращена к первому тканевому слою, для термосклеивания указанных частей с указанным вторым тканевым слоем путем горячего прессования;
- совмещение указанных первого и второго тканевых слоев так, чтобы сторона первого тканевого слоя, покрытая реактивным полиуретановым клеем, была обращена ко второму тканевому слою, а части термоклейкой полиуретановой пленки, расположенные на втором тканевом слое, были обращены к первому тканевому слою;
- соединение двух тканевых слоев, выкроенных по соответствующим формам, путем горячего прессования в пределах указанного периода реактивации реактивного полиуретанового термоплавкого клея, при этом вышеуказанные части термоклейкой полиуретановой пленки размещены между указанными слоями, реактивацию реактивного полиуретанового клея для его временного перехода в жидкую фазу с обеспечением возможности проникновения указанного клея через волокна соединяемых тканей, и затем инициирование процесса химического сшивания для окончательного отверждения указанного клея с обеспечением окончательной и постоянной фиксации указанных элементов;
- термоформование предмета нижнего белья в соответствии с требуемой формой в конце процесса химического сшивания полиуретановым клеем;
- размещение бретелек, крючков, ярлыков и другой возможной фурнитуры для окончательного завершения предмета нижнего белья.
Для понимания объяснения новых принципов данного изобретения и его преимуществ по сравнению с предшествующим уровнем техники, ниже приведено описание одного возможного иллюстративного варианта выполнения, в котором применяются такие принципы, с помощью прилагаемых чертежей.
На чертежах
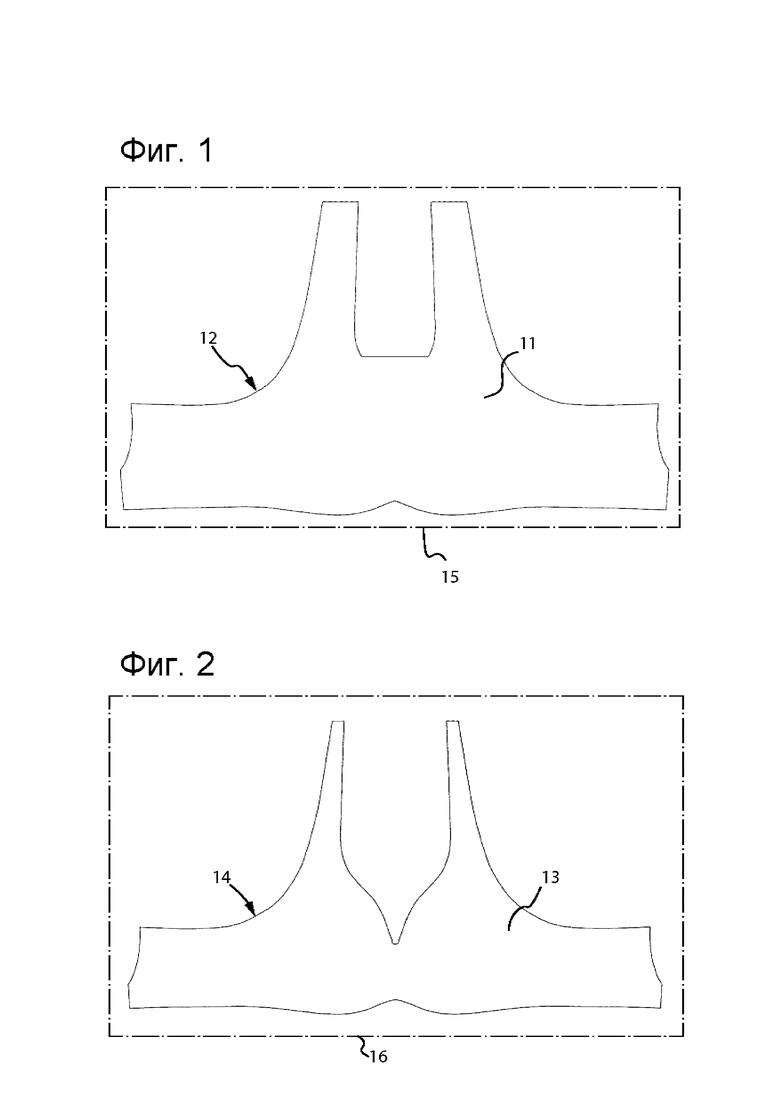
фиг. 1 изображает вид в плане первого имеющего определенную форму тканевого слоя перед сборкой,
фиг. 2 изображает вид в плане второго имеющего определенную форму тканевого слоя перед сборкой,
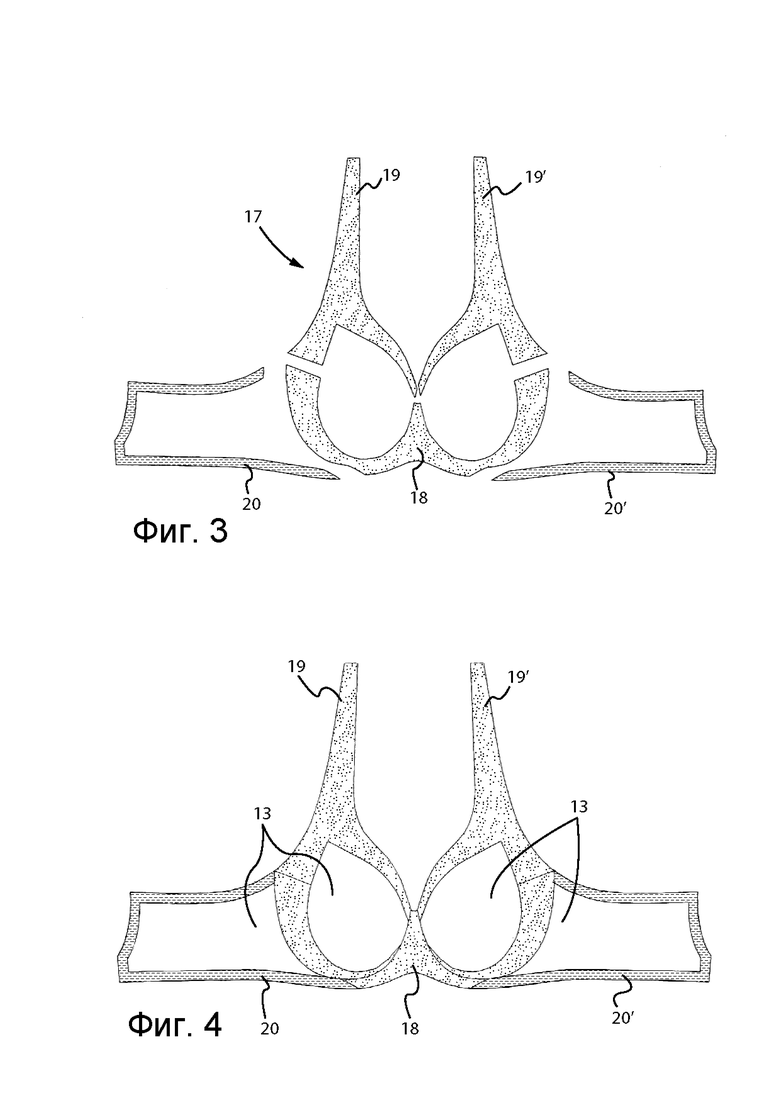
фиг. 3 изображает вид в плане различных элементов, используемых для соединения двух имеющих определенную форму тканевых слоев, составляющих бюстгальтер,
фиг. 4 изображает вид в плане второго имеющего определенную форму тканевого слоя вместе с вышеуказанными соединительными элементами, наложенными перед соединением с первым имеющим определенную форму тканевым слоем,
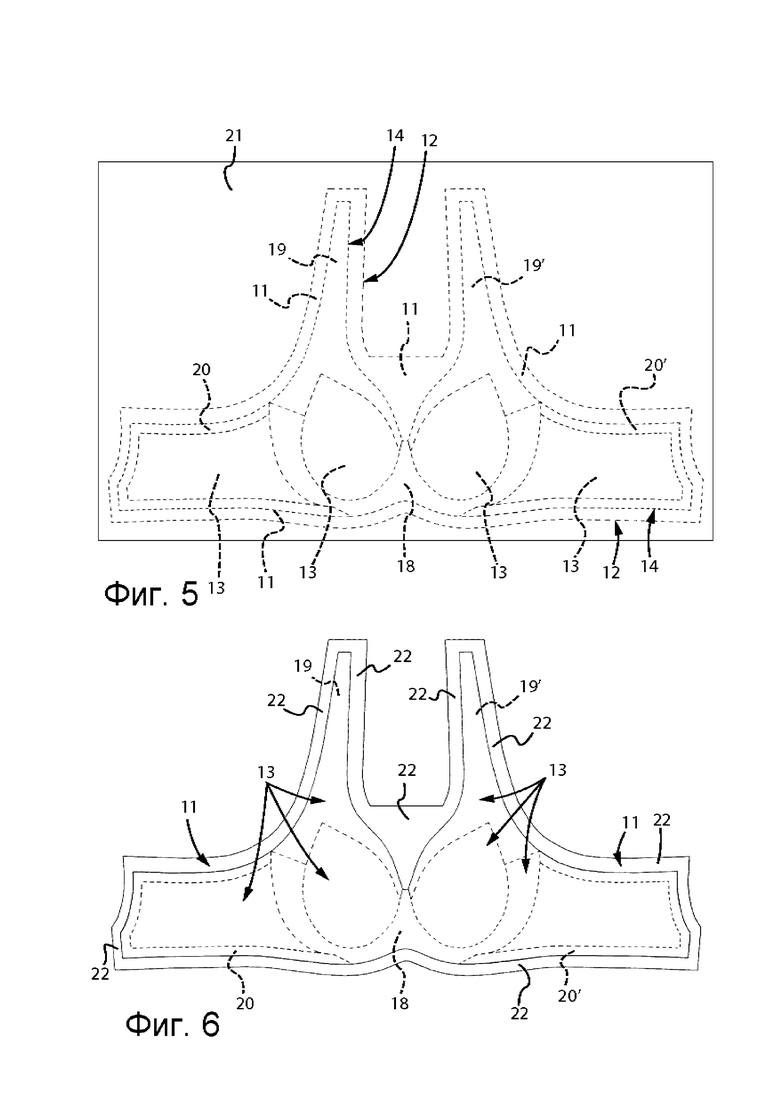
фиг. 5 изображает вид в плане двух совмещенных друг с другом имеющих определенную форму тканевых слоев вместе с размещенными между ними вышеуказанными соединительными элементами, закрытых защитным бумажным листом перед тепловым соединением различных компонентов,
фиг. 6 изображает вид в плане предмета нижнего белья с соединенными двумя тканевыми слоями, перед срезанием излишних кромок.
Бюстгальтер в соответствии с предложенным в изобретении способом изготовления относится к типу, содержащему два совмещенных тканевых слоя, причем наружный слой выполняет определенно эстетические функции, а внутренний слой в высокой степени выполняет функции комфортности и износостойкости для особы, носящей его.
Предложенный способ изготовления предмета нижнего белья, прежде всего, предусматривает использование первого тканевого слоя 11, предназначенного для выполнения наружного слоя бюстгальтера, который выкраивают в соответствии с формой 12, соответствующей проекции растянутого предмета нижнего белья на плоскости, но с несколько большими размерами по сравнению с формой, которую само изделие должно иметь после завершения.
Формулировка «проекция растянутого предмета на плоскости» в данном документе означает форму изделия (или его части), растянутого на плоскости. По существу, такая форма соответствует форме, известной в области кройки и шитья одежды как «бумажная выкройка», то есть форма, в соответствии с которой необходимо раскроить ткань для изготовления предмета одежды.
Предложенный способ изготовления дополнительно предусматривает использование второго тканевого слоя 13, предназначенного для выполнения внутреннего слоя бюстгальтера, который выкраивают в соответствии с формой 14, по существу соответствующей проекции растянутого предмета нижнего белья на плоскости.
Соответственно, первый тканевый слой 11 будет иметь немного большие размеры относительно второго тканевого слоя 13.
В соответствии с конкретными организационными требованиями к месту изготовления первый и второй тканевые слои 11, 13 могут быть выполнены в виде непрерывных полос или в виде деталей белья с окончательными размерами.
Фиг. 1 и 2 схематически изображают полосы или детали белья 15, 16, из которых выкраивают, соответственно, формы 12, 14.
Тип материала для первого тканевого слоя 11 по существу выбирают исходя из требуемых для изделия эстетических характеристик. Например, такой материал может быть выбран из гипюра, тюля, микрофибры, шелка, эластичного хлопка и т.д.
Тип материала для второго тканевого слоя 13 вместо этого по существу выбирают исходя из требуемых для изделия характеристик комфорта и износостойкости. Например, такой материал может быть выбран из микрофибры, тюля, шелка, эластичного хлопка и т.д.
Предложенный способ изготовления дополнительно предусматривает использование третьего пленочного материала 17, предназначенного для выполнения постоянных соединяющих элементов между первым тканевым слоем 11 и вторым тканевым слоем 13 в готовом предмете нижнего белья.
Как схематически проиллюстрировано на фиг. 3, третий пленочный материал 17 выкраивают с подходящими формами для образования, соответственно, по меньшей мере одной центральной подгрудной части 18, пары верхних частей 19, 19', предназначенных для расположения в соответствии с бретельками бюстгальтера, и пары боковых частей 20, 20', предназначенных для расположения в соответствии с боковыми сторонами бюстгальтера.
Пленочный материал 17, используемый для выполнения указанных постоянных соединяющих элементов между первым тканевым слоем 11 и вторым тканевым слоем 13, является термоклейким полиуретановым пленочным материалом, который не содержит силикон.
Преимущественно используют два материала с различным удельным весом для указанной термоклейкой полиуретановой пленки, а именно так называемый «тяжелый» первый материал для выполнения центральной подгрудной части 18 и верхних частей 19, 19' бретелек, и так называемый «легкий» второй материал для выполнения частей боковых сторон 20, 20', имеющих меньшую толщину и вес на квадратный метр, чем у предыдущей части.
Конкретнее, в качестве указанной «тяжелой» термоклейкой полиуретановой пленки может использоваться пленка, имеющая толщину 180 мкм и удельный вес 210 г/м2, а в качестве легкой термоклейкой полиуретановой пленки может использоваться пленка, имеющая толщину 75 мкм и удельный вес 90 г/м2.
Например, что касается этих двух типов термоклейкого полиуретанового материала, то было обнаружено, что пленки, изготовленные компанией Фейтпласт (FaitPlast) и известные, соответственно, как Easy-Tech 1381 и Easy-Tech 897, являются оптимальными для использования.
В соответствии с рабочими возможностями производственного предприятия можно одновременно подавать, подготавливать и выкраивать первый и второй тканевые слои 11, 13 и термоклейкую полиуретановую пленку 17, или может быть предусмотрена конкретная заданная последовательность, остающаяся при этом в пределах объема правовой охраны новых принципов данного изобретения.
Предложенный способ изготовления дополнительно включает напыление на первом тканевом слое 11, на его внутренней стороне (т.е. стороне, которая должна быть обращена ко второму тканевому слою 13), реактивного полиуретанового (PUR) термоплавкого клея, выполненного с возможностью только однократной реактивации с помощью нагревания в пределах временного периода реактивации, составляющего по меньшей мере 3 дня от момента нанесения, предпочтительно в пределах 5 дней от момента нанесения.
Нанесение клея на ткань выполняют в горячем состоянии, приблизительно при 140°С, чтобы он находился в жидком виде. Примерно через 30 с этот клей, распределенный по ткани, перейдет в твердое состояние, которое будет сохраняться до его следующей реактивации.
Было обнаружено, что для этой цели использование реактивного полиуретанового клея, изготовленного компанией Клейберит (Kleiberit) и известного как Kleiberit 900.7.9967, является особенно преимущественным.
В соответствии с рабочими возможностями производственного предприятия клей может быть нанесен на первый тканевый слой 11 перед раскроем ткани в соответствии с формой 12 или после него.
Предложенный способ изготовления дополнительно предусматривает размещение центральных подгрудных частей 18, верхних частей 19, 19' бретелек и частей 20, 20' боковых сторон, изготовленных из термоклейкой полиуретановой пленки 17, в требуемом положении на внутренней стороне второго тканевого слоя 13 (т.е. стороне, которая должна быть обращена к первому тканевому слою 11), как показано на фиг. 4, и термосклеивание указанных частей с тканевым слоем 13 с использованием горячего прессования примерно в течение 15 - 20 с, предпочтительно 16 с, при температуре около 160°С.
После прикрепления частей 18, 19, 19', 20, 20' к тканевому слою 13 удаляют защитную подложку термоклейкой полиуретановой пленки 17, как это является хорошо известным для специалиста в данной области техники, оставляя лишь эластичную часть полиуретановой пленки 17, присоединенную к тканевому слою 13.
После выполнения описываемых до сих пор операций, но в пределах периода, в котором указанный реактивный полиуретановый термоплавкий клей все еще является способным к реактивации, можно начинать соединение двух тканевых слоев 11, 13 (предварительно выкроенных в соответствии с соответствующими формами 12, 14) с частями 18, 19, 19', 20, 20' термоклейкой полиуретановой пленки 17, размещенными между ними, до окончательного и постоянного закрепления данных частей.
Для выполнения этапа соединения двух тканевых слоев 11, 13 может быть преимущественным расположить первый тканевый слой 11, предназначенный для выполнения наружного слоя бюстгальтера, на плоскости так, чтобы сторона, покрытая реактивным полиуретановым клеем, была повернута вверх, разместить второй слой 13 ткани, предназначенный для выполнения внутреннего слоя бюстгальтера, на указанном первом слое, при этом части термоклейкой полиуретановой пленки 17 повернуты вниз, и следить за тем, чтобы форма 14 второго тканевого слоя 13 находилась в пределах формы 12 первого тканевого слоя 11.
Таким образом, части 18, 19, 19', 20, 20' термоклейкой полиуретановой пленки 17 будут правильно размещены между двумя тканевыми слоями 11, 13.
Затем сборку двух тканевых слоев 11, 13, с размещенными между ними частями термоклейкой полиуретановой пленки 17, преимущественно закрывают бумажным листом 21, как показано на фиг. 3, назначение которого будет изложено ниже.
На этом этапе выполняют горячее прессование двух совмещенных слоев ткани 11, 13. Благодаря описываемым выше характеристикам используемого клея эта операция может быть выполнена в пределах 5 дней от момента нанесения самого клея.
Для выполнения этой операции сборку из совмещенных слоев ткани 11, 13 вместе с частями термоклейкой полиуретановой пленки 17, покрытую слоем защитной бумаги 21, располагают под плоскостью горячего пресса, который подвергает материал нагреванию до примерно 120°С в течение по меньшей мере 10 с.
Такое нагревание обеспечивает реактивацию полиуретанового (PUR) термоплавкого клея, который вновь возвращаясь в жидкое состояние, проникает через волокна тканей, которые должны быть соединены. Эта реакция клея сначала обеспечивает первый этап механического захвата, а затем инициирует процесс химического сшивания, который вызывает окончательное отверждение клея, так что сам клей нельзя будет удалить, если только механически не разорвать две кромки ткани. Полное сшивание клея типа, используемого в предложенном способе изготовления, занимает примерно 7 дней.
Назначение листа бумаги 21 заключается в предотвращении во время этапа нагревания в прессе и последующего разжижения полиуретанового термоплавкого клея прилипания последнего к плоскости пресса на кромках первого тканевого слоя 11, выходящих за форму 14 второго тканевого слоя 13.
После выполнения горячего прессования двух совмещенных тканевых слоев 11, 13 бумажный лист 21 удаляют, и предмет нижнего белья выглядит, как показано на фиг. 6, со вторым тканевым слоем 13, который частично покрывает первый тканевый слой 11, с частями 18, 19, 19', 20, 20' термоклейкой полиуретановой пленки 17, размещенными между двумя тканевыми слоями 11, 13. Если учесть, что, как было показано, первому тканевому слою 11 изначально придана форма с размерами, немного выступающими за второй тканевый слой 13, то теперь предмет нижнего белья будет временно иметь выступающие по периферии кромки 22, образованные первым тканевым слоем 11.
По прошествии по меньшей мере 7 дней от горячего прессования (т.е. времени, необходимого для обеспечения полного сшивания полиуретанового клея) выполняют термоформование изделия для придания бюстгальтеру требуемой формы и размера чашечек. Такой процесс является хорошо известным специалисту в данной области техники и поэтому подробно в данном документе не описывается.
На этой стадии выступающие кромки 22 первого тканевого слоя 11 срезают по профилю готового предмета одежды (также в данном документе в соответствии с техническими средствами и способами, известными специалисту в данной области техники).
В заключение можно приступить к размещению регулируемых бретелек, крючков, ярлыков и т.д. с использованием обычных операций пришивания для окончательного завершения предмета одежды.
На данный момент становится понятным, как способ для изготовления предмета нижнего белья по данному изобретению позволяет создать предмет одежды, получаемый с наилучшими характеристиками, несмотря на отсутствие использования эластичных материалов или материалов на основе силикона.
Очевидно, что приведенное выше описание варианта выполнения, применяющего новые принципы данного изобретения, представлено в виде иллюстративного примера таких новых принципов и поэтому не должно рассматриваться как ограничивающее объем правовой охраны заявленного в данном документе изобретения.
Например, в дополнение к частям 18, 19, 19', 20, 20' термоклейкой полиуретановой пленки 17, предназначенной для соединения двух слоев ткани 11, 13, могут быть предусмотрены другие части в соответствующих местоположениях в зависимости от конкретных эстетических и/или функциональных характеристик, которые время от времени могут быть требуемыми или необходимыми.
Кроме того, форма предмета одежды и ткани, из которых он состоит, также могут быть выбраны исходя из конкретных требуемых характеристик.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИЗДЕЛИЕ ИЗ ОБЛАСТИ НАТЕЛЬНОГО БЕЛЬЯ, ИЗГОТОВЛЕННОЕ ИЗ ТРИКОТАЖНОЙ ЗАГОТОВКИ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ И ОБЛАДАЮЩЕЕ ХАРАКТЕРИСТИКАМИ ПОДДЕРЖАНИЯ | 2001 |
|
RU2221466C2 |
| ВПИТЫВАЮЩИЙ КОМПОНЕНТ | 2020 |
|
RU2780693C1 |
| ДАМСКОЕ БЕЛЬЕ, В ЧАСТНОСТИ БЮСТГАЛЬТЕР | 1997 |
|
RU2127535C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОДОСТОЙКОГО И ПАРОПРОНИЦАЕМОГО БОТИНКА И БОТИНОК, ПОЛУЧЕННЫЙ ДАННЫМ СПОСОБОМ | 2008 |
|
RU2462969C2 |
| ВПИТЫВАЮЩАЯ ПРОКЛАДКА ДЛЯ ПРЕДМЕТА ОДЕЖДЫ | 2020 |
|
RU2784422C1 |
| ФИЗИОТЕРАПЕВТИЧЕСКИЙ БЮСТГАЛЬТЕР РАСШИРЕННОГО ФУНКЦИОНАЛЬНОГО НАЗНАЧЕНИЯ | 2011 |
|
RU2494659C2 |
| БЮСТГАЛЬТЕР С ПЛАСТИНОЙ УСИЛЕНИЯ, ВЫПОЛНЕННЫЙ БЕЗ СПИНКИ И ОПЦИОНАЛЬНО БЕЗ БРЕТЕЛЕК | 2013 |
|
RU2636014C2 |
| БЮСТГАЛЬТЕР | 1998 |
|
RU2143829C1 |
| ПРЕДМЕТ ЖЕНСКОГО БЕЛЬЯ "ЕЛЕНА" И СРЕДСТВО КРЕПЛЕНИЯ | 2016 |
|
RU2671160C2 |
| Поясной предмет одежды и плечевой предмет одежды с усовершенствованным поясом | 2016 |
|
RU2729650C2 |
Предложен способ изготовления бюстгальтера, включающий следующие этапы: использование первого тканевого слоя (11), предназначенного для выполнения наружного слоя предмета нижнего белья, второго тканевого слоя (13), предназначенного для выполнения внутреннего слоя предмета нижнего белья, и третьего материала (17), выполненного из термоклейкой полиуретановой пленки и предназначенного для выполнения постоянных соединяющих элементов между первым тканевым слоем (11) и вторым тканевым слоем (13) в готовом предмете нижнего белья; напыление на первый тканевый слой (11), на ту его сторону, которая должна быть обращена ко второму тканевому слою (13), реактивного полиуретанового термоплавкого клея, выполненного с возможностью только однократной реактивации; размещение указанной термоклейкой полиуретановой пленки (17) на той стороне второго тканевого слоя (13), которая должна быть обращена к первому тканевому слою (11); совмещение указанных первого и второго тканевых слоев (11, 13) так, чтобы сторона первого тканевого слоя, покрытая реактивным полиуретановым клеем, была обращена ко второму тканевому слою, а части (17) термоклейкой полиуретановой пленки, расположенные на втором тканевом слое, были обращены к первому тканевому слою; соединение двух тканевых слоев (11, 13) путем горячего прессования, при этом вышеуказанные части термоклейкой полиуретановой пленки (17) размещены между указанными слоями; реактивацию реактивного полиуретанового клея для его временного перехода в жидкую фазу и затем инициирование процесса химического сшивания для окончательного отверждения указанного клея с обеспечением фиксации указанных элементов; и термоформование предмета нижнего белья в соответствии с требуемой формой. 9 з.п. ф-лы, 6 ил.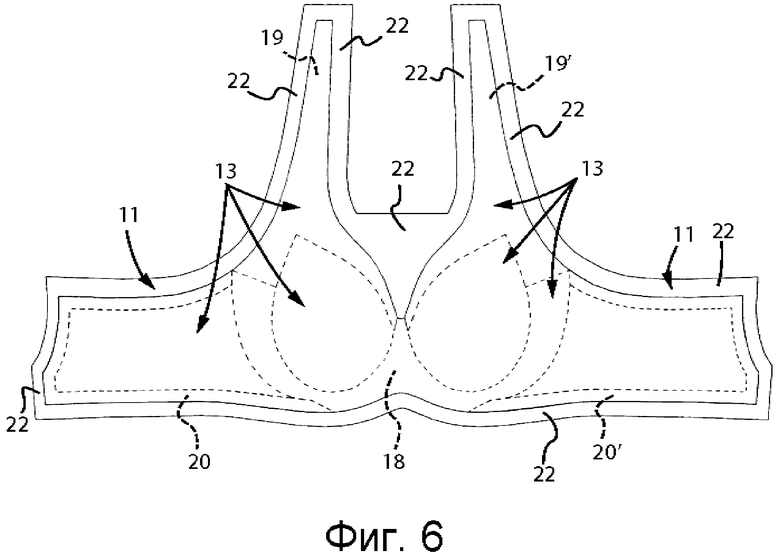
1. Способ изготовления предмета нижнего белья, в частности бюстгальтера, включающий следующие этапы:
использование первого тканевого слоя (11), предназначенного для выполнения наружного слоя предмета нижнего белья и выкроенного в соответствии с формой (12), по существу соответствующей проекции растянутого предмета нижнего белья на плоскости;
использование второго тканевого слоя (13), предназначенного для выполнения внутреннего слоя предмета нижнего белья и выкроенного в соответствии с формой (14), по существу соответствующей проекции растянутого предмета нижнего белья на плоскости;
использование третьего пленочного материала (17), предназначенного для выполнения постоянных соединяющих элементов между первым тканевым слоем (11) и вторым тканевым слоем (13) в готовом предмете нижнего белья, причем третий пленочный материал (17) выкраивают для формирования по меньшей мере одной центральной подгрудной части (18), пары верхних частей (19, 19'), предназначенных для расположения в соответствии с бретельками бюстгальтера, и пары боковых частей (20, 20'), предназначенных для расположения на соответствующих боковых сторонах бюстгальтера, при этом третий пленочный материал (17) является термоклейкой полиуретановой пленкой, не содержащей силикона;
напыление на первый тканевый слой (11), на ту его сторону, которая должна быть обращена ко второму тканевому слою (13), реактивного полиуретанового термоплавкого клея, выполненного с возможностью только однократной реактивации путем нагревания в пределах временного периода реактивации, составляющего по меньшей мере 3 дня от момента нанесения, предпочтительно в течение 5 дней от момента нанесения;
размещение указанных частей (18, 19, 19', 20, 20') термоклейкой полиуретановой пленки в требуемом положении на той стороне второго тканевого слоя (13), которая должна быть обращена к первому тканевому слою (11), для термосклеивания указанных частей с указанным вторым тканевым слоем (13) путем горячего прессования;
совмещение указанных первого и второго тканевых слоев (11, 13) так, чтобы сторона первого тканевого слоя (11), покрытая реактивным полиуретановым клеем, была обращена ко второму тканевому слою (13), а части (18, 19, 19', 20, 20') термоклейкой полиуретановой пленки, расположенные на втором тканевом слое (13), были обращены к первому тканевому слою (11);
соединение двух тканевых слоев (11, 13), выкроенных по соответствующим формам (12, 14), путем горячего прессования в пределах указанного периода реактивации реактивного полиуретанового термоплавкого клея, при этом указанные части (18, 19, 19', 20, 20') термоклейкой полиуретановой пленки размещены между указанными слоями, реактивацию реактивного полиуретанового клея для его временного перехода в жидкую фазу с обеспечением возможности проникновения указанного клея через волокна соединяемых тканей, и затем инициирование процесса химического сшивания для окончательного отверждения клея с обеспечением окончательной и постоянной фиксации указанных элементов;
термоформование предмета нижнего белья в соответствии с требуемой формой в конце процесса химического сшивания полиуретановым клеем;
размещение бретелек, крючков, ярлыков и другой возможной фурнитуры для окончательного завершения предмета нижнего белья.
2. Способ по п. 1, в котором для выполнения центральной подгрудной части (18) и верхних частей (19, 19') для бретелек используют термоклейкую полиуретановую пленку (17), имеющую первый, больший удельный вес, а для выполнения боковых частей (20, 20') используют термоклейкую полиуретановую пленку (17), имеющую второй, меньший удельный вес.
3. Способ по п. 2, в котором термоклейкая полиуретановая пленка в соответствии с указанным первым, большим удельным весом имеет толщину 180 мкм и удельный вес 210 г/м2, а термоклейкая полиуретановая пленка в соответствии с указанным меньшим удельным весом имеет толщину 75 мкм и удельный вес 90 г/м2.
4. Способ по п. 1, в котором термосклеивание вышеуказанных частей (18, 19, 19', 20, 20') термоклейкой полиуретановой пленки со вторым тканевым слоем (13) выполняют путем горячего прессования в течение примерно 15-20 секунд, предпочтительно 16 секунд, при температуре примерно 160°С.
5. Способ по п. 1, в котором нанесение реактивного полиуретанового термоплавкого клея на первый тканевый слой (11) выполняют при температуре примерно 140°С.
6. Способ по п. 1, в котором соединение двух тканевых слоев (11, 13), с размещенными между ними вышеуказанными частями (18, 19, 19', 20, 20') термоклейкой полиуретановой пленки выполняют путем горячего прессования при температуре примерно 120°С в течение по меньшей мере 10 секунд.
7. Способ по п. 1, в котором второй тканевый слой (13) выкраивают в соответствии с формой (14), имеющей размеры, по существу соответствующие форме, которую должен иметь предмет нижнего белья в готовом виде, тогда как первый тканевый слой (11) выкраивают в соответствии с формой (12), которая немного больше формы, которую должен иметь предмет нижнего белья в готовом виде.
8. Способ по п. 7, в котором совмещение первого и второго тканевых слоев (11,13) с размещенными между ними частями (18, 19, 19', 20, 20') термоклейкой полиуретановой пленки выполняют путем размещения формы (14) второго тканевого слоя (13) в пределах формы (12) первого тканевого слоя (11), с образованием тем самым выступающих по периферии кромок (22) указанного первого тканевого слоя (11).
9. Способ по п. 8, в котором после термоформования предмета нижнего белья в соответствии с требуемой формой срезают вышеуказанные выступающие по периферии кромки (22) по профилю готового предмета нижнего белья.
10. Способ по п. 8, в котором перед горячим прессованием оба выкроенных по соответствующим формам (12, 14) тканевых слоя (11, 13), с размещенными между ними вышеуказанными частями (18, 19, 19', 20, 20') термоклейкой полиуретановой пленки, целиком закрывают защитным бумажным листом (21) для предотвращения прилипания полиуретанового термоплавкого клея к плоскости пресса в соответствии с вышеупомянутыми выступающими за периферию кромками (22) первого тканевого слоя (11), покрытого клеем, во время горячего прессования и последующего разжижения указанного клея.
| Устройство для сведения краев раны | 1983 |
|
SU1123666A1 |
| WO 2014202477 A1, 24.12.2014 | |||
| US 6344238 B1, 05.02.2002 | |||
| 0 |
|
SU158047A1 | |
