Изобретение относится к дамскому белью с обработанной верхней частью, в частности к бюстгальтеру.
Бюстгальтеры являются частью дамского белья, которые в соответствии с предназначением для покрытия, поддержки и придания формы женскому бюсту необходимо изготовлять в различных размерах и формах и поддерживать их складской запас. За счет пространственной формы, обусловленной их предназначением, они состоят обычно из множества различных частей, которые для их соединения требуют большого количества рабочих операций, которые связаны с большими затратами времени и с расходами на заработную плату, и в основном не могут изготовляться рациональным промышленным способом. Кроме того, что бюстгальтер состоит из множества различных частей, в основном из текстильных материалов, как например, боковых частей, чашечек, бретелек, отделочных и оборочных лент, задней застежки и т.д., при обычном способе изготовления необходимо эти части скрепить швами. Это требует не только применения процесса сшивания вдоль швов, но и применения соединительного средства, например, швейных нитей.
Из уровня техники известны попытки, с одной стороны, упростить этот сложный процесс изготовления, и с другой стороны, найти такую контурную форму, которая бы охватывала многие размеры и формы, и наконец, объединить эти оба условия друг с другом.
Известен бюстгальтер, под названием "один для всех", который содержит две состоящие из одного куска из текстильного эластичного материала боковые части с чашечками. Эти части на кромках усилены полосками из эластичного материала, которые соединены с боковыми частями точечной сваркой. Таким же образом образованы бретельки, при этом, по меньшей мере, эти усиливающие полоски проходят от боковых частей вдоль бретелек. Хотя за счет такого усиления кромок можно было отказаться от соединительного средства для швейного процесса, остаются все же затраты времени, необходимые для прохода по кромкам бюстгальтера для создания сварных соединений. Кроме того, для соединения боковых частей и закрепления застежек или бретелек нельзя отказаться от швов.
Для повышения, прежде всего, комфорта ношения таких бюстгальтеров, в которые для повышения формующих свойств вставлены стержни, дуги и т.п., известен способ, при котором части кроя в форме подлежащих усилению областей кашируют соответственно более прочным материалом из поддающегося сварке полиэфирного материала и затем эти части накладывают на другую, сплошную деталь из эластичного материала и за счет нагревания соединяют в трехслойную деталь (US 5 154 659 A, кл. A 41 C 3/00, 13.10.92.). После охлаждения из эластичного основного материала в грудной области создают методом формовки нагреванием чашечки. В этом бюстгальтере боковые части по передней средней оси соединяют также нитками в ходе швейного процесса и пришивают задние застежки и бретельки.
Аналогичным образом известно, что для усиления отдельных областей деталей одежды, например, корсетов или бюстгальтеров, на основу из текстильного материала методом трафаретной печати с определенным узором наносят порошкообразный клей, который затем наплавляют в сушильной печи (EP 0255101 A2, кл. A 41 C 5/00, 03.02.88) На снабженные слоем клея области основания накладывают соответствующие этим областям покрытия, которые за счет нагрева и давления соединяются клеем с основанием. Прочность и формирующие свойства определяются при этом формой и размером нанесения клея, а также выбором клеящего материала. Дальнейшее изготовление этого бюстгальтера производят также сшиванием.
Ближайшим аналогом заявленного изобретения дамское белье, в частности, бюстгальтер, состоящий из двух, содержащих чашечки боковых частей. Боковые части соединены друг с другом в передней средней области между чашечками, а также с частями задней застежки и с бретельками посредством ниточных швов. Каждая боковая часть состоит из полноповерхностной заготовки, в нижней области которой настрочена усиливающая часть. Чашечки образованы путем термопластичного формования боковых частей (DE 8011776, кл. A 41 C 3/14, 07.08.80).
В основе изобретения лежит задача создать такую конструкцию дамского белья, в частности, бюстгальтера, которая была бы пригодна для современного промышленного изготовления и исключала бы всякие непрерывные, прежде всего требующие соединительного средства швейные процессы.
Согласно изобретению поставленная задача решается тем, что дамское белье, в частности, бюстгальтер, состоит из двух, содержащих чашечки боковых частей, которые соединены друг с другом в передней средней области между чашечками и на обращенных к спине концах имеют заднюю застежку, а также снабжены бретельками, при этом каждая боковая часть состоит из полноповерхностной заготовки, содержащей усиливающие части, заготовки и усиливающие части выполнены из текстильного материала, содержащего, по меньшей мере, частично термопластично оплавляемые волокна, усиливающие части наклеены на заготовках, по меньшей мере, вдоль их внешних кромок, боковые части соединены друг с другом в передней средней области с помощью созданного термическим способом сварного шва, части задней застежки, а также бретельки соединены непосредственно или опосредованно с боковыми частями с помощью создаваемых термическим способом сварных швов.
Поставленная задача, согласно изобретению, решена и за счет того, что заготовки боковых частей и/или усиливающие части состоят из эластичного материала, усиливающие части примерно в виде лент в основном одинаковой ширины проходят вдоль кромок боковых частей и от нижней кромки бюстгальтера простираются в область чашечек, форма контуров и расположение усиливающих частей согласованы с соответствующими требованиями контурной формы, ленточные области усиливающих частей выполнены волнообразными. Кроме того, боковые части в передней средней области между чашечками наложены друг на друга и соединены друг с другом в области перехлеста сварным швом или соединены друг с другом стыковым сварным швом по одинаковой длине кромок, сварной шов предпочтительно с внутренней стороны бюстгальтера усилен наклеенной усиливающей частью. Боковые части на обращенных к спине концах образуют узкие накладки, которые продевают через серьгу частей задней застежки и закрывают с образованием петли, бретельки в передней области закрепления бретелек нерегулируемо соединены с боковыми частями, а в задней части закрепления бретелек регулируемо соединены серьгами, которые в свою очередь соединены с боковыми частями с помощью продетой через серьгу и сложенной в петлю накладки.
В противоположность обычным технологиям соединения, в частности, с помощью швов, бюстгальтер согласно изобретению изготовляют не только без всяких нитей или других соединительных средств, но и он практически требует для соединения отдельных частей, соответственно для изготовления, только точечных рабочих ходов, производимых давлением, сваркой и т.п.
За счет отсутствия часто мешающих и влияющих на эластичность и иногда утолщающих швов, создаваемых при шитье, новый бюстгальтер имеет также улучшенные носильные свойства. Благодаря своим плоским кромкам и переходам материала новый бюстгальтер идеален для ношения под тесно прилегающим платьем, так как он не вырисовывается на носимом сверху платье. За счет снижения числа применяемых материалов улучшаются возможности ухода и обеспечиваются лучшие возможности по утилизации. Наконец, способ изготовления обеспечивает лучшую повторяемость необходимой контурной формы и относительно благоприятную структуру затрат на изготовление.
Изобретение поясняется подробно на примере выполнения с помощью чертежа, который показывает:
фиг.1 - вид изнутри на бюстгальтер, согласно изобретению;
фиг.2A/B - детальное изображение крепления бретелек;
фиг.3A/B - детальное изображение крепления деталей задней застежки;
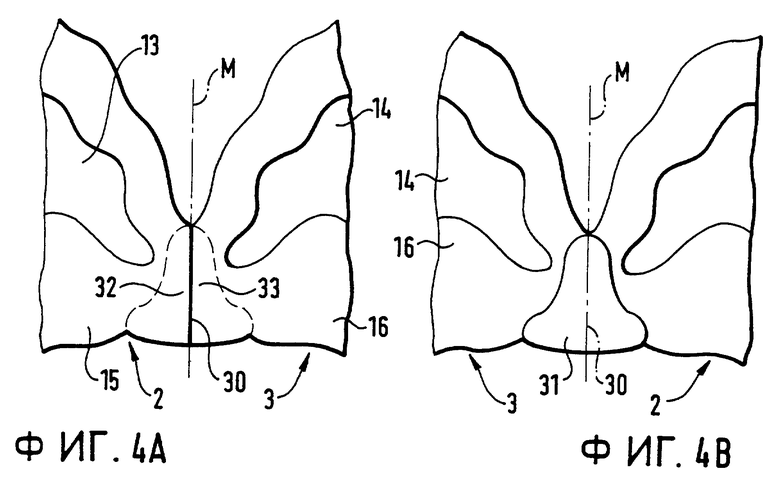
фиг. 4A/B - детальное изображение передней средней области другого варианта выполнения бюстгальтера со стыковым сварным швом;
фиг. 5-7 - схематическое изображение в вертикальном разрезе отдельных стадий изготовления такого сварного шва.
На чертеже изобретение представлено на примере бюстгальтера как части дамского белья. Изобретение может быть применено к другим деталям одежды, имеющим обработанную верхнюю часть, как например, купальники и т.п.
Фиг. 1 показывает бюстгальтер согласно изобретению с внутренней стороны. Бюстгальтер 1 состоит из двух боковых частей 2 и 3, которые выполнены и расположены зеркально симметрично по отношению к передней средней оси М. Боковые части 2 и 3 содержат образованные методом формовки нагреванием чашечки 4 и 5. Боковые части 2 и 3 соединены в области передней средней оси М в области 6. На обращенных к спине концах боковых частей 2 и 3 расположены активная и пассивная часть задней застежки 7. В передней верхней области боковых частей 2 и 3 над чашечками 4 и 5 присоединены неподвижно бретельки 8 и 9 и в задней области в точке 10 - с возможностью регулирования в петле 12, образованной с помощью регулирующего элемента 11.
Каждая из боковых частей 2 и 3 состоит из одного, покрывающего всю ее поверхность слоя 13, соответственно, 14 из текстильного, в определенной степени эластичного материала, который содержит, по меньшей мере, частично термопластично оплавляемые волокна. На эти основные части 13 и 14 с внутренней стороны наклеены усиливающие части, обозначенные в целом позициями 15 и 16. Эти усиливающие части 15 и 16 состоят также из текстильного, преимущественно менее эластичного материала, содержащего также, по меньшей мере, частично термопластично оплавляемые волокна.
Как показано на фиг. 1, усиливающие части 15 и 16 состоят из рамкообразных выкроек, которые примерно с одинаковой шириной полосами расположены вдоль внешних кромок боковых частей 2 и 3 для обеспечения усиления и стабилизации кромок. Они включают в себя нижние, проходящие параллельно нижней кромке 17 части 18, примыкающие к ним в области спины, проходящие к бретелькам 8 части 19, проходящие вдоль верхних кромок 20 части 21 и наконец, проходящие над чашечками 4 и 5 части 22. Начиная от нижней кромки 17 бюстгальтера 1 части 18 усиливающих частей 15, 16 простираются в область чашечек 4 и 5; они образуют там усиления 23 для поддержания бюста, соответственно для формирования его контура.
Хотя дамское белье согласно изобретению представлено здесь на примере бюстгальтера с задней застежкой и бретельками, изобретение этим не ограничивается. Бюстгальтер вместо задней застежки может иметь переднюю застежку, соответственно, быть выполненным вообще без застежек в виде так называемого одеваемого снизу бюстгальтера. Он может быть выполнен также без бретелек. Наконец, изобретение применимо к купальникам, как к цельным, так и к состоящим из двух частей.
Для изготовления бюстгальтера согласно изобретению сперва изготовляют обе боковые части 2 и 3, соединяют их друг с другом в передней средней области 6 и наконец, снабжают бретельками 8 и застежками 7.
Для изготовления боковых частей 2 и 3 бюстгальтера 1 сперва на основное полотно или на грубую выкройку образующего усиления 15, 16 текстильного материала наносят слой, с помощью которого может образовываться соединение с основным полотном 13 или 14. Это может быть либо слой клея, расплавляемого под воздействием нагревания, или тонкая пленка, активируемая под воздействием тепла. Затем из этой грубой выкройки штампуют внутренние контуры усилений 15, 16 и остающиеся рамкообразные части - еще без внешнего контура - накладывают на грубую выкройку для выкраиваемых частей 13 и 14. За счет применения тепла и давления грубы выкройки, содержащие усиливающие части 15, 16 соединяют с грубыми выкройками 13, 14 основного полотна. Только после этого формируют нагреванием чашечки 4 и 5 и штампуют внешние контуры. При этом целесообразно накладывать друг на друга две соответствующие боковые части 2 и 3 части в конгруэнтном положении.
После этих подготовительных операций начинают отделку бюстгальтера. Для этого лежащие друг на друге штампованные и сформированные части 2 и 3 раскрывают, создают в передней средней области 6 средней оси М перехлест 23 и прочно соединяют в этой области с помощью сварного шва 24. Это можно осуществлять с помощью одного процесса сдавливания и сварки. Это соединение может быт выполнено оптически аттрактивным с помощью нанесения изображения, например, цветка.
После этого укрепляют части застежки 7 и бретелек 8. Это можно пояснить с помощью фиг.2 и 3, которые показывают эти части в увеличенном виде.
Нерегулируемое соединение 9 бретельки 8 с передней верхней областью бюстгальтера 1 показано на фиг. 2A. Бретельки 8, состоящие обычно из эластичного ленточного материала, содержат, как правило, термопластично оплавляемые волокна, так что при наложении их на боковые части 2, 3 они могут быть соединены с помощью сварных швов 25. Для регулируемого закрепления 10 бретелек 8 в обращенной к спине области (фиг. 2B) из материала боковых частей 2 или 3 с наклеенным усилением образуют накладку 26, которую протягивают через серьгу 27 и откидывают обратно. С помощью сварного шва 25 накладку 26 сваривают с боковой частью 2 или 3. Через серьгу 27 известным способом продевают бретельку 8, которая образует петлю 12.
Аналогичным образом закрепляют части задней застежки 7 (фиг.3). Задняя застежка 7 состоит из активной части 7a и пассивной части 7b. Активная часть 7a застежки имеет запирающую головку 7c, пассивная часть 7b - выемку 7d. Обе запирающие части 7a и 7b имеют серьгу 7e. Концы боковых частей 2 и 3 и в этом случае имеют накладки 28, которые продевают через серьги 7e и откидывают обратно для соединения с помощью сварных швов 29 с материалом боковых частей 2 или 3.
Отсюда следует, что для изготовления бюстгальтера согласно изобретению не требуются швейные процессы, проходящие вдоль участка и требующие соединительного средства; изготовление ограничивается простыми процессами штамповки, прессования и сварки, т.е. такими процессами, которые простыми способами могут автоматически выполняться машинами.
В то время как боковые части 2, 3 бюстгальтера 1 согласно изобретению в примере выполнения по фиг. 1 наложены друг на друга в передней средней области 6 с образованием перехлеста 23 и соединены также треугольным, соответствующим треугольному контуру перехлеста 23 сварным швом 24, существует также возможность соединения боковых частей 2, 3 друг с другом в передней средней области 6 между чашечками 4, 5 с помощью стыкового сварного шва 30 с равными кромками. Эта возможность детально показана на фиг. 4A в виде спереди и на фиг. 4B в виде изнутри на соответствующий участок. Простой способ изготовления такого стыкового сварного шва схематично изображен на фиг. 5-7 в следующих друг за другом фазах.
Эта простая возможность соединения основана на том, что в соответствии с изобретением как для грубых выкроек 13, 14 боковых частей, так и для усиливающих частей 15, 16 применены текстильные материалы, которые содержат, по меньшей мере, частично термопластично оплавляемые волокна. Такие волокна с помощью ультразвука и тепла, при необходимости при одновременном воздействии давления, могут быть сварены. При этом возможно после конгруэнтного наложения друг на друга состоящих из грубых выкроек 13, 14 и усиливающих частей 15, 16 боковых частей 2, 3 соединить их так в области концов 32, 33, позже образующих переднюю среднюю область 6, с помощью сварки с применением давления при полном разрезании, что после раскрытия частей 2, 3 лежащие друг на друге и сваренные концы 32, 33 попадают в вытянутое положение и оказываются сваренными друг с другом встык по кромке одинаковой длины. Таким способом удается создать практически незаметное, во всяком случае не утолщающее прямолинейное соединение обеих передних внутренних частей концов боковых частей 2, 3.
Для страховки сварного шва 30 и одновременно для усиления этой сильно нагружаемой передней средней области 6 бюстгальтера 1 целесообразно в этой области, предпочтительно с внутренней стороны бюстгальтера, наклеить усиливающую часть 31, которая целесообразно состоит из того же материала, что и боковые части 2, 3 и может быть соединена тем же способом, что и их различные слои (фиг. 4 A/B).
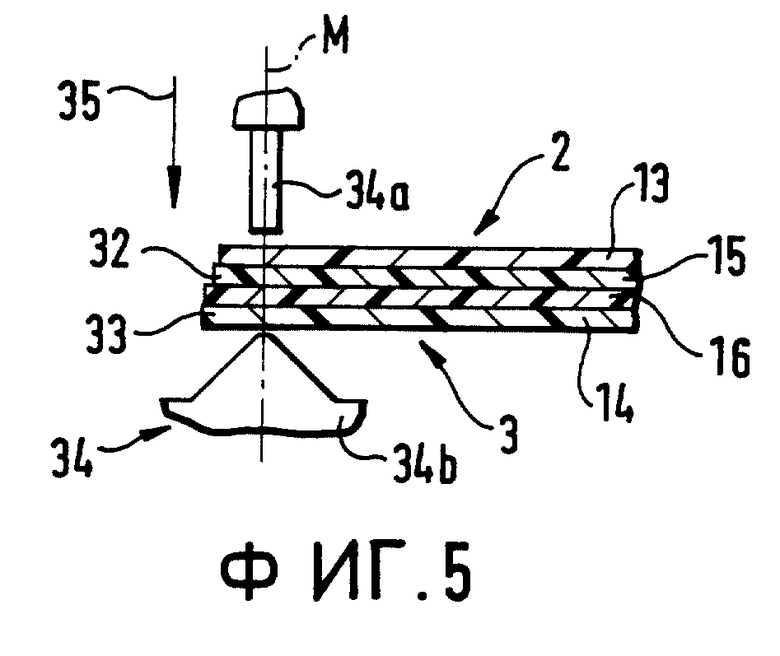
Предпочтительный способ создания такого стыкового сварного шва 30 показан на фиг. 5-7.
Фиг. 5 схематично показывает, как обе боковые части 2, 3 из основного материла 13, 14 и усиливающих частей 15, 16 так накладывают друг на друга, что их передние внутренние концы 32, 33 перекрывают друг друга. Эту область двойного слоя затем подают в область действия ультразвукового сварного аппарата 34, который обозначен лишь сонотродом 34a и нижней опорой 34b. Нижняя опора 34b на своем верхнем, обращенном к материалу конце имеет треугольное поперечное сечение, для того, чтобы обеспечить не только сварку, но и разделение частей материала.
За счет опускания сонотрода 34a в направлении стрелки 35 подводят в находящийся между сонотродом 34a и нижней опорой 34 материал энергию. Это приводит к образованию тепла и тем самым к свариванию пластмассовых нитей в обоих слоях материала. Сварной шов 30, соединяющий оба лежащих друг на друге конца 32, 33 боковых частей 2, 3 показан на фиг. 6 после варки и отделения.
Таким способом соединяют друг с другом обе передние средние кромки 32, 33 боковых частей 2, 3.
После раскрытия обеих боковых частей 2, 3 лежащие до этого друг на друге концы 32, 33 попадают в развернутое положение (фиг. 7), в котором боковые части 2, 3 соединены друг с другом в стык по равной длине кромок.
| название | год | авторы | номер документа |
|---|---|---|---|
| БЮСТГАЛЬТЕР | 1998 |
|
RU2143829C1 |
| БЮСТГАЛЬТЕР С ДУЖКАМИ ЖЕСТКОСТИ | 1998 |
|
RU2128930C1 |
| БРЕТЕЛЬКА ДЛЯ ЖЕНСКОГО НИЖНЕГО БЕЛЬЯ | 1993 |
|
RU2107444C1 |
| БЮСТГАЛЬТЕР, ПРЕДНАЗНАЧЕННЫЙ В ОСНОВНОМ ДЛЯ ИСПОЛЬЗОВАНИЯ В ПЕРИОД КОРМЛЕНИЯ ГРУДЬЮ | 2003 |
|
RU2349236C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОЭЛАСТИЧНОЙ РАСТЯЖИМОЙ В ПРОДОЛЬНОМ НАПРАВЛЕНИИ ЛЕНТЫ ДЛЯ ПОДТЯЖЕК НА БАСОННЫХ МАШИНАХ ИЛИ РАШЕЛЬ-МАШИНАХ И ЛЕНТА ДЛЯ ПОДТЯЖЕК ДАМСКОГО НАТЕЛЬНОГО БЕЛЬЯ | 1994 |
|
RU2093053C1 |
| БЮСТГАЛЬТЕР И ПРЕДМЕТ ДАМСКОГО БЕЛЬЯ | 1992 |
|
RU2096006C1 |
| ФУНКЦИОНАЛЬНЫЙ БЮСТГАЛЬТЕР | 2012 |
|
RU2633244C2 |
| БЮСТГАЛЬТЕР С ПЛАСТИНОЙ УСИЛЕНИЯ, ВЫПОЛНЕННЫЙ БЕЗ СПИНКИ И ОПЦИОНАЛЬНО БЕЗ БРЕТЕЛЕК | 2013 |
|
RU2636014C2 |
| БЮСТГАЛЬТЕР С УЛУЧШЕННОЙ ВИБРОУСТОЙЧИВОСТЬЮ | 2012 |
|
RU2573370C1 |
| БЮСТГАЛЬТЕР С МАНИШКОЙ | 2015 |
|
RU2617664C2 |




Дамское белье, в частности бюстгальтер, состоит из содержащих чашечки боковых частей, которые соединены друг с другом в передней средней области между чашечками и на обращенных к спине концах имеют заднюю застежку, а также снабжены бретельками. Боковые части состоят из полноповерхностных заготовок, на которые наклеены вдоль их внешних кромок усиливающие части, при этом боковые и усиливающие части выполнены из текстильного материала, содержащего термопластично оплавляемые волокна. Боковые части соединены друг с другом с помощью созданного термическим способом сварного шва. Части задней застежки, а также бретельки соединены непосредственно или опосредованно с боковыми частями с помощью создаваемых термическим способом сварных швов, что обеспечивает достижение лучшей репродуцируемости контурной формы и более экономичное изготовление изделия. 11 з.п. ф-лы, 7 ил.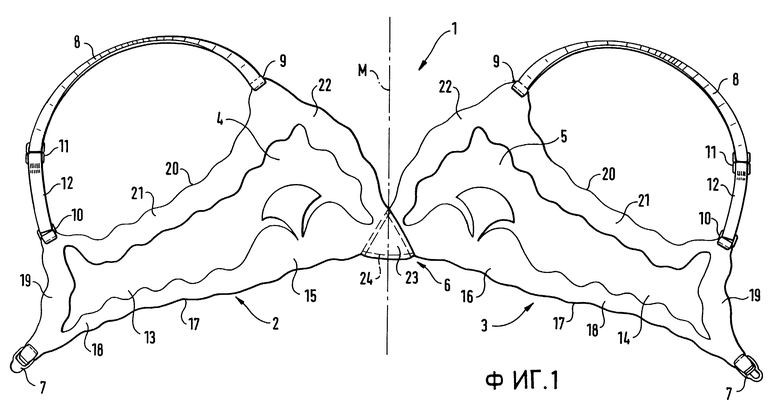
| DE 8011776 U, 07.08.80 | |||
| US 5154659 A, 13.10.92 | |||
| СТРЕЛКОВОЕ ОРУЖИЕ | 2010 |
|
RU2438089C1 |
| СПОСОБ ТОРМОЖЕНИЯ ЛЕТАТЕЛЬНОГО АППАРАТА С ДВУХКИЛЕВЫМ ВЕРТИКАЛЬНЫМ ОПЕРЕНИЕМ (ВАРИАНТЫ) | 2004 |
|
RU2255023C1 |
| Магнитная литейная форма | 1984 |
|
SU1245398A1 |
| Способ изготовления бюстгальтера | 1990 |
|
SU1790905A1 |
| Термобатарея | 1949 |
|
SU126202A1 |
