Изобретение относится к способу и технике контроля качества интумесцентных (вспучивающихся) огнезащитных покрытий металлоконструкций и может быть использовано для оценки коэффициента вспучивания интумесцентных огнезащитных покрытий металлоконструкций непосредственно на объекте. Оно представляет собой оборудование для проверки качества огнезащитной обработки металлических конструкций непосредственно на объекте (полевой метод исследования) и заключается в способе двустороннего прогрева интумесцентных красок огнезащитного типа.
В зависимости от состава интумесцентных красок и соответствия выполняемых работ по нанесению покрытия требованиям технических регламентов и паспортов на покрытия, качество огнезащитного покрытия может кардинально отличатся физико-химическими свойствами и негативно влиять на получение требуемого результата. Механизм интумесцентных красок огнезащитного типа заключается в многократном вспучивании (вспенивании) покрытия с последующим затвердеванием и образованием стойкого к высоким температурам пенококса. Через 15 минут после начала температурного воздействия несущие металлические конструкции начинают сильно деформироваться. Цель огнезащитных покрытий - это защита металлических конструкций от температурного воздействия в результате пожара. Учитывая сложную и зачастую неоднородную структуру огнезащитных покрытий, установить строгую корреляцию между огнезащитной эффективностью и значениями других параметров невозможно.
На данном уровне развития науки и техники отсутствует способ проверки качества интумесцентных красок огнезащитного типа непосредственно на объекте. Существующие на данный момент способы являются трудоемкими и ресурсозатратными.
Аналогичные технические решения известные как методы определения качества огнезащитного покрытия металлоконструкций:
1) «Метод определения огнезащитной эффективности» регламентируется ГОСТом Р 53295-2009.
Сущность метода заключается в отборе образцов составов для огнезащиты металлоконструкций в неотвержденном виде и проверке огнезащитной эффективности таких составов в соответствии с разделом 6 ГОСТ Р 53295-2009 при тепловом воздействии на опытный образец и определении времени от начала теплового воздействия до наступления предельного состояния (достижения образцом температуры в 500°С) опытного образца. Для проведения испытаний изготавливают два одинаковых образца в виде колонн двутаврового сечения длинной 1,7 м.
2) «Контроль качества огнезащитных работ по металлу» регламентируется разделом 6, п. 6.4.3 ГОСТ Р 59637-2021.
Сущность метода заключается в отборе образцов составов для огнезащиты металлоконструкций в неотвержденном виде и проверки качества применяемых огнезащитных составов путем оценки теплоизолирующих свойств. Для проведения испытаний изготавливают один образец. В качестве образца используется стальная пластина размером 600×600×5 мм с нанесенным на нее средством огнезащиты.
3) «Контроль качества огнезащитных работ для вспучивающихся огнезащитных покрытий» регламентируется разделом 6, п. 6.5 ГОСТ Р 59637-2021.
Сущность метода заключается в отборе проб огнезащитных покрытий с фрагментов конструкций и исследования их в лабораторных условиях. Для этого огнезащитные покрытия, нанесенные на металлические поверхности, снимают до грунта, не захватывая его. Из образцов покрытия вырезают диски диаметром 3-5 мм в количестве не менее 3 шт., которые помещают на негорючую термоустойчивую подложку на расстоянии не менее 10 мм друг от друга. Далее проводят определение коэффициента вспучивания. Вспучивание покрытия проводят в термошкафу с выдержкой образца при температуре 600°С в течение 5 мин. Коэффициент вспучивания покрытия определяют как среднее арифметическое значение трех измерений для данного образца огнезащитного покрытия.
Эти методы имеют существенный недостаток, заключающийся в необходимости отбора образцов составов для огнезащиты металлоконструкций в неотвержденном (жидком) виде, в таком виде образцы можно отобрать только до момента нанесения (монтирования) покрытия на металлическую конструкцию и проверить фактические показатели коэффициента вспучивания смонтированного покрытия на объекте этими методами невозможно, а также немаловажным недостатком является необходимость проведения исследований в лабораторных условиях влекущая за собой большую трудоемкость процесса (для проведения исследований требуется специальные установки, опытные образцы, большое количество времени).
Наиболее близкими аналогами, принятыми за прототип, являются: Устройство позволяющие достичь температуру необходимую для вспучивания интумесцентного огнезащитного покрытия «Фен технический» например: «Спец БПВ-2000», предназначен для нагрева поверхностей с целью снятия лаков и красок, сварки пластика, нарезки и сгибания различных материалов (от линолеума до металла), сушки изделий и т.д. Теоретически может быть применен для нагрева огнезащитного покрытия непосредственно на объекте с последующим вспучиванием ведь температура вспучивания интумесцентного огнезащитного покрытия около 300°С, а технические характеристики таких фенов позволяют достигать температуры в 600°С.
Физико-химические свойства интумесцентного огнезащитного покрытия должны обеспечивать защищенность металлических элементов от тепла, в связи с чем и происходит формирование защитного теплоизолирующего слоя пенококса. Огнезащитное покрытие вспучивается послойно и вспученные поверхностные слои преобразовавшиеся в пенококс не позволяют теплу проходить к последующим слоям и как следствие абсолютного вспучивания не происходит, его можно достичь только спустя 1-2 часа воздействия технического фена на огнезащитное покрытие.
Общими признаками предлагаемого к патентованию технического решения и выше охарактеризованного аналогичного технического решения, выбранного в качестве ближайшего аналога, прототипа являются:
- выводы и провода питания;
- источник лучистого тепла;
Устройство позволяющие достичь температуру необходимую для вспучивания интумесцентного огнезащитного покрытия с внутренней стороны такое, как «Индукционный нагреватель» например: «МИКРОША-2000», разработанный и производимый компанией «НАША ЭЛЕКТРОНИКА», используется в ремонтных мастерских и цехах. Он предназначен для нагрева металлических деталей: гаек, болтов, и плоских железных поверхностей под действием переменного магнитного поля в индукторе. Приборы данного типа можно использовать для нагревания металлической конструкции, на которую нанесено интумесцентное огнезащитное покрытие. «МИКРОША-2000» способен нагреть металлическую деталь до 800°С за 30-40 секунд, что могло бы значительно ускорить процесс исследования. Ключевым недостатком является то, что при воздействии переменного магнитного поля на металлическую конструкцию со смонтированным огнезащитным покрытием, внутренняя сторона покрытия (граница соприкосновения покрытия и металлического элемента) прогреется до 800°С, начнутся процессы образования пенококса и в следствии поверхностного натяжения и давления изнутри будет происходить растрескивание верхних слоев покрытия. Эти процессы приведут к нарушению огнезащитного покрытия без достижения требуемого результата.
Общими признаками предлагаемого к патентованию технического решения и выше охарактеризованного аналогичного технического решения, выбранного в качестве ближайшего аналога, прототипа являются:
- выводы и провода питания;
- схема управления;
- клеммы с болтовым соединением;
- индуктор.
Технический результат, который невозможно достичь ни одним из выше охарактеризованных технических решений, заключается в совокупности обеспечения необходимых и достаточных для абсолютного вспучивания температур и реализации естественного механизма действия интумесцентного покрытия.
Учитывая характеристику и анализ известных технических решений, можно сделать вывод, что ни в одном из них нет всей совокупности существенных признаков, что позволило утверждать, что предлагаемое к патентованию техническое решение соответствует критериям патентоспособности «новизна» и «изобретательский уровень».
Целью изобретения является создание оптимальных условий для абсолютного вспучивания интумесцентного огнезащитного покрытия способом двустороннего теплового и/или индукционно-теплового прогрева на всю глубину для определения показателя коэффициента вспучивания с последующей оценкой качества смонтированного на металлоконструкции огнезащитного покрытия.
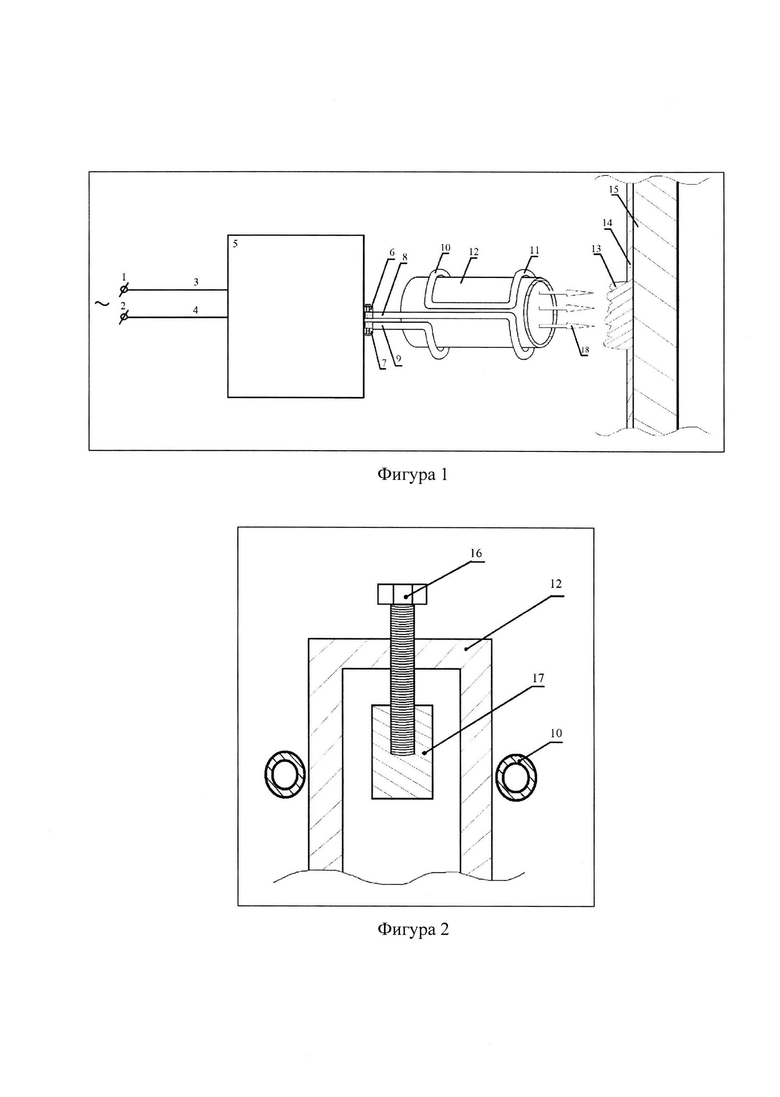
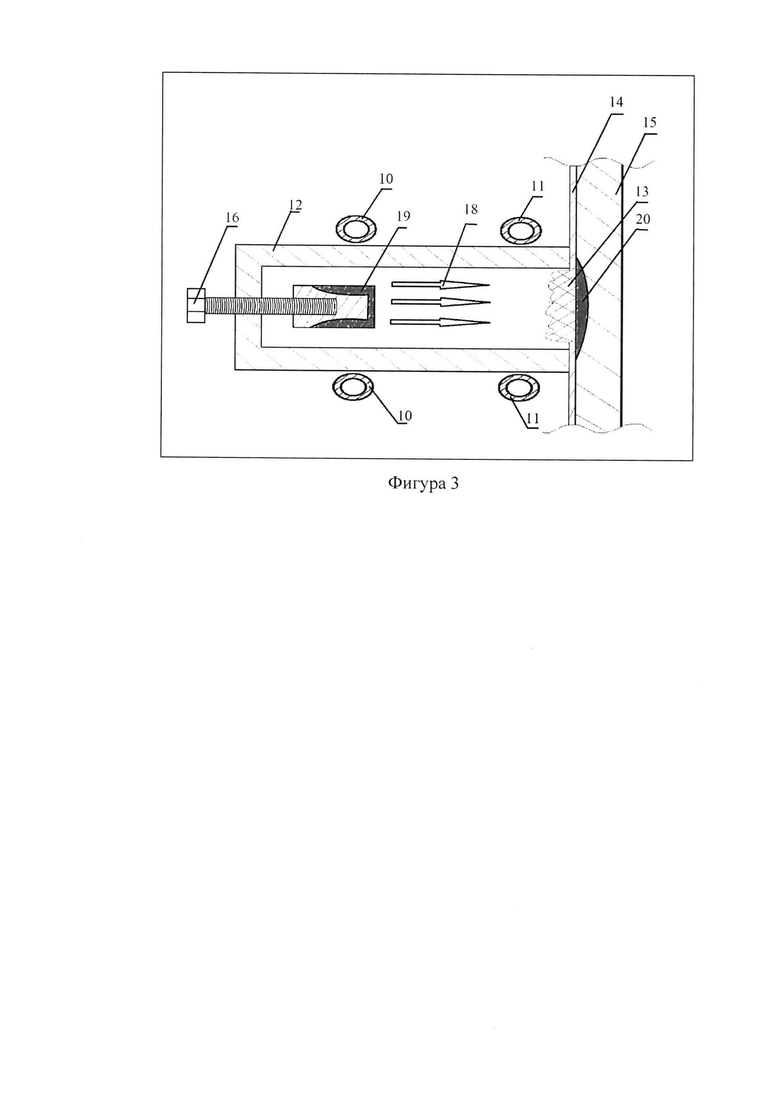
Данная цель достигается тем, что внутри «печи» (отсека для аккумуляции тепла) (12), расположен стержень (17) из сплава металлов обладающих относительно небольшим удельным сопротивлением и необходимой магнитной проницаемостью, на который при помощи индукционного нагревателя (10) направлены вихревые токи (токи Фуко), способствующие разогреву скин-слоя (поверхностного слоя) (19) с последующим выделением энергии в виде лучистого тепла (18). Как альтернатива может быть использована нить с очень высоким удельным сопротивлением (нихромовая нить) позволяющая достичь внутри «печи» необходимую для вспучивания температуру. Это тепло аккумулируется внутри «печи» с плотно прижатой горловиной к огнезащитному покрытию (14), в результате чего происходит достижение необходимой для вспучивания интумесцентного покрытия температуры. Что бы достичь абсолютного вспучивания огнезащитного слоя, на конце горловины установлен индукционный нагреватель (11) вихревые токи (токи Фуко), которого направлены на металлический корпус конструкции (15), в результате чего, посредством разогрева скин-слоя металлической конструкции (20) происходит достижение необходимой для вспучивания интумесцентного покрытия температуры с внутренней стороны покрытия и минимизирование эффекта теплоотвода металлической конструкции. По результатам абсолютного вспучивания покрытия определяется коэффициент вспучивания.
При реализации предложенного алгоритма в обеспечении пожарной безопасности объектов с нанесенными (смонтированными) на металлические конструкции интумесцентными огнезащитными покрытиями используется схема работы, описанная выше, с поправкой на некоторое «упрощение» и удешевление применяемого оборудования.
При реализации предложенного изобретения обеспечивается доступность фактического и незамедлительного контроля качества огнезащитного покрытия непосредственно на объекте, без отбора проб, с минимальными затратами ресурсов и времени.
Таким образом, данное изобретение позволяет за счет эмерджентности (синергии) существующих систем, которые ранее существовали независимо друг от друга (индукционный и тепловой нагрев) выйти на новый уровень обеспечения пожарозащиты и достичь таким образом, ранее невозможных результатов в обеспечении пожаробезопасности объекта.
Предлагаемое для реализации способа двустороннего высокотемпературного прогрева тонкослойных лакокрасочных покрытий (интумесцентных красок огнезащитного типа), устройство, поясняется нижеследующим описанием и чертежами, где на фигуре 1 представлена конструкция устройства с принципом его применения, на фигуре 2 вид стержня, а на фигуре 3 принцип температурного воздействия элементов устройства на огнезащитное покрытие, которое содержит:
- выводы питания 220 В - 1 и 2, представляющие собой штепсельную вилку;
- провода питания - 3 и 4;
- схему управления - 5;
- клеммы с болтовым соединением - 6 и 7;
- индуктор - 8 и 9;
- витки индуктора - 10 и 11;
- печь (термокамеру) - 12;
- пенококс (вспученное огнезащитное покрытие) - 13;
- слой интумесцентной краски - 14;
- защищаемую металлическую конструкцию - 15;
- болт крепления стержня - 16;
- стержень - 17;
- тепловой поток - 18;
- раскаленный скин-слой стержня - 19;
- нагретую часть металлической конструкции - 20.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ огнезащитной обработки поверхности металла | 2023 |
|
RU2827453C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОГНЕЗАЩИТНОГО ПОКРЫТИЯ НА ПОВЕРХНОСТИ ГОРЮЧИХ И НЕГОРЮЧИХ МАТЕРИАЛОВ, МИКРОКАПСУЛИРОВАННЫЙ АГЕНТ ДЛЯ СОЗДАНИЯ ОГНЕЗАЩИТНОГО ПОКРЫТИЯ НА ПОВЕРХНОСТИ ГОРЮЧИХ И НЕГОРЮЧИХ МАТЕРИАЛОВ, СПОСОБ ЕГО ПОЛУЧЕНИЯ И СПОСОБ СОЗДАНИЯ ОГНЕЗАЩИТНОГО ВСПУЧИВАЮЩЕГОСЯ ПОКРЫТИЯ | 2014 |
|
RU2580132C2 |
| СПОСОБ ОСЛАБЛЕНИЯ ВОЗДЕЙСТВИЯ ПОТОКА ЭНЕРГИИ В ВИДЕ СВЕТА, ТЕПЛА И КОНВЕКТИВНЫХ ГАЗОВЫХ ПОТОКОВ НА ЗАЩИЩАЕМЫЕ ОБЪЕКТЫ | 2004 |
|
RU2284202C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВОДНО-ДИСПЕРСИОННЫХ ОГНЕЗАЩИТНЫХ ВСПУЧИВАЮЩИХСЯ КРАСОК | 2002 |
|
RU2219208C2 |
| ОГНЕЗАЩИТНОЕ ИНТУМЕСЦЕНТНОЕ РУЛОННОЕ ПОКРЫТИЕ | 2019 |
|
RU2711076C1 |
| ОГНЕЗАЩИТНАЯ ВСПУЧИВАЮЩАЯСЯ КРАСКА | 2003 |
|
RU2224775C1 |
| Полимерная композиция для получения вспучивающихся огнезащитных покрытий | 2024 |
|
RU2825384C1 |
| КРАСКА ОГНЕЗАЩИТНАЯ | 2017 |
|
RU2666861C2 |
| Эпоксидная композиция для получения вспучивающихся огнезащитных покрытий | 2024 |
|
RU2826386C1 |
| Композиция для получения огнезащитных покрытий | 2024 |
|
RU2825383C1 |
Изобретение относится к способу и технике контроля качества интумесцентных (вспучивающихся) огнезащитных покрытий металлоконструкций непосредственно на объекте. Уникальность данного оборудования (устройства) заключается в двустороннем прогреве огнезащитного покрытия, что позволяет добиться абсолютного вспучивания интумесцентного огнезащитного покрытия, смонтированного на металлоконструкции. Предлагаемая конструкция устройства включает в себя: устройство теплового и/или индукционно-теплового действия, позволяющее осуществить прогрев огнезащитного покрытия, нанесенного на металлоконструкции с наружной стороны; устройство, позволяющее осуществлять прогрев огнезащитного покрытия, нанесенного на металлоконструкции со стороны контакта покрытия и металлоконструкции, посредством локального индукционного прогрева самой металлической конструкции; отсек для локализации вспучивания с шкалой для оценки коэффициента вспучивания интумесцентного огнезащитного покрытия. Технический результат заключается в совокупности обеспечения необходимых и достаточных для абсолютного вспучивания температур и реализации естественного механизма действия интумесцентного покрытия, а также создание оптимальных условий для абсолютного вспучивания интумесцентного огнезащитного покрытия способом двустороннего теплового и/или индукционно-теплового прогрева на всю глубину для определения показателя коэффициента вспучивания с последующей оценкой качества смонтированного на металлоконструкции огнезащитного покрытия. 3 ил.
Способ двустороннего высокотемпературного прогрева тонкослойных лакокрасочных покрытий интумесцентных красок огнезащитного типа, характеризующийся тем, что на месте смонтированного на металлическую конструкцию вспучивающегося огнезащитного покрытия измеряют его коэффициент вспучивания с помощью устройства, включающего в себя два источника тепла, один из которых оказывает температурное воздействие на огнезащитное покрытие снаружи, а второй внутри в месте контакта металлической конструкции и огнезащитного покрытия, отличающийся тем, что для абсолютного вспучивания интумесцентного покрытия применяется система двустороннего теплового и/или индукционного прогрева.
| JP S5890157 A, 28.05.1983 | |||
| JP 2020201084 A, 17.12.2020 | |||
| CN 113030158 A, 25.06.2021 | |||
| AU 2020329576 A1, 24.02.2022 | |||
| Генератор газо-воздушной смеси под давлением | 1938 |
|
SU59637A1 |
