Изобретение относится к сварке трением и может быть использовано в различных отраслях машиностроения, например, при производстве или ремонте моноблоков турбомашин из алюминиевых сплавов.
Нагрев поверхностей соединяемых сваркой трением деталей может осуществляться либо за счет вращения одной из деталей относительно другой, либо за счет линейного колебательного движения [европейский патент №0719614, МПК B23K 20/12], либо за счет углового колебательного движения [европейский патент №0624420, МПК B23K 20/12, и патент РФ №2043891, МПК B23K 20/12]. При этом наиболее распространенными и разработанными способами сварки трением являются ротационная сварка и перемешивающая сварка трением [Сварка трением: Справочник / В.К. Лебедев, И.А. Черненко, Р.Михальски и др.; Под общ. ред. В.К. Лебедева, И.А. Черненко, В.И. Билля. - Л.: Машиностроение. Ленингр. отд-ние, 1987. - 236 с. ].
Известен также способ сварки трением [АС СССР №1512740, опубл. 07.10.89, БИ №37], включающий стадию нагрева, на которой детали приводят в относительное вращение при постоянном приложении контактного давления, и стадию проковки, которую осуществляют после прекращения вращения.
Недостатками известных способов сварки трением являются либо их непригодность [АС СССР №1512740], либо низкая стабильность качества сварных соединений [европейский патент №0624420, МПК B23K 20/12, и патент РФ №2043891, МПК B23K 20/12] применительно для таких деталей, как лопатки турбомашин, вследствие высокой вероятности возникновения непроваров и подрезов, вызываемых выхватыванием поверхностных слоев металла, прилегающего к стыку, гратом. Эти недостатки вызываются неравномерностью нагрева стыка по всему сечению.
Процессы линейной сварки трением становятся ключевыми технологиями формирования сварных соединений из трудносвариваемых материалов и могут быть широко использованы в ремонтном производстве. Достоинством линейной сварки трением является минимальная подготовка поверхностей к свариванию. Линейная сварка трением достаточно активно применяется в авиадвигателестроении для соединения лопаток с дисками [Corzo M., Torres Y., Anglada M., Mateo A. Fracture behaviour of linear friction welds in titanium alloys // Anales de la Mecanica de Fractura. - V.1, 2007. - Pp.75-80].
Известен способ изготовления или ремонта моноблочного лопастного диска, включающий формирование на выступающем выступе, принадлежащем диску и проходящем от переднего конца к заднему по потоку вдоль хорды выступающего выступа, поверхности сварного соединения, предназначен для последующей стадии установки лопасти линейной сваркой трением на выступ диска [патент США №7125227, МПК B23K 20/12, Process for manufacturing or repairing a monobloc bladed disc, 2006 г. ]. Указанный способ позволяет изготавливать моноблоки лопаточных дисков турбомашин или производить их ремонт.
Однако известный способ не может быть использован для сварки деталей из алюминия, поскольку на контактных поверхностях свариваемых деталей из алюминиевых сплавов возникает оксидная пленка, препятствующая качественному формированию сварного шва.
Наиболее близким техническим решением, выбранным в качестве прототипа, является способ линейной сварки трением деталей из алюминиевых сплавов, включающий стадию подготовки контактных поверхностей деталей, стадию нагрева, на которой детали прижимают друг к другу по контактным поверхностям с усилием, обеспечивающим давление процесса сварки стыка при заданной амплитуде и частоте относительного перемещения деталей вдоль их контактных поверхностей, и стадию проковки, осуществляемую после прекращения возвратно-поступательных перемещений деталей приложением давления проковки [С.А.Токоренко, С.Р.Шехтман, И.В.Кандаров. Некоторые особенности микроструктуры и свойства алюминиевого сплава системы Al-Cu-Mg в зоне соединения лопатка-диск, полученного методом линейной сварки трением. //Вестник УГАТУ, т.22, №4 (82), 2018, С.41-47]. Указанный способ предназначен для изготовления моноблоков лопаточных дисков турбомашин.
Однако способ-прототип не способен обеспечить достаточно высокую надежность сварного соединения, поскольку существует достаточно высокая вероятность попадания в зону сварочного стыка загрязнений в виде элементов оксидной пленки. Это в значительной степени касается изготовления таких деталей турбомашин как моноколес с лопатками, где приходится приваривать достаточно большое количество лопаток к диску и вероятность возникновения дефекта в сварном соединении даже одной лопатки может привести к браку всего моноколеса.
В этой связи рассматриваемый способ-прототип не позволяет получать качественные сварные соединения, обеспечивающие высокие эксплуатационные свойства деталей и их надежность.
Задачей предлагаемого изобретения является создание качественных сварных соединений деталей из алюминиевых сплавов, получаемых линейной сваркой трением, за счет устранения с контактных поверхностей свариваемых деталей загрязнений и оксидной пленки.
Техническим результатом заявляемого изобретения является повышение эксплуатационной надежности деталей из алюминиевых сплавов, получаемых линейной сваркой трением, за счет увеличения предела их выносливости.
Технический результат достигается за счет того, что в способе линейной сварки трением детали из алюминиевого сплава, включающем стадию подготовки контактных поверхностей деталей, стадию нагрева, на которой детали прижимают друг к другу по контактным поверхностям с усилием, обеспечивающим давление процесса сварки стыка при заданной амплитуде и частоте относительного перемещения деталей вдоль их контактных поверхностей, и стадию проковки, осуществляемую после прекращения возвратно-поступательных перемещений деталей приложением давления проковки, в отличие от прототипа, стадию подготовки контактных поверхностей деталей осуществляют в вакуумной камере, в которой в начале создают вакуум, затем напускают в нее аргон и при давлении газов в вакуумной камере в диапазоне от 0,8×10-1 Па до 1,0×10-1 Па зажигают плазму индукционного высокочастотного разряда, подавая на свариваемые детали отрицательное напряжение смещения в диапазоне от 400 до 600 В и производят очистку контактных поверхностей деталей с удалением с них окислов, а затем в этой же вакуумной камере проводят стадию нагрева и стадию проковки.
Кроме того, возможно использование в способе следующих дополнительных приемов: величину давления процесса сварки берут в диапазоне от 30 до 180 МПа, время от 0,3 до 6 с, амплитуду от 1 до 3 мм и частоту от 40 до 80 Гц, на этапе проковки величину давления на контактных поверхностях свариваемых деталей задают от 160 до 320 МПа, причем время этапа проковки берут от 0,1 до 2,0 с; возвратно-поступательное перемещение заготовок осуществляют с интервалом времени их остановки от 0,05 до 0,3 с; в качестве свариваемых деталей из алюминиевых сплавов используют перо лопатки и диск турбомашины; коэффициент удельной подводимой мощности при сварке деталей турбомашины выбирают от 2,2 до 3,2 кВт.
В процессе возвратно-поступательного движения деталей подлежащие свариванию поверхности прижимаются для образования плотного контакта. Генерируемая в плоскости сварки теплота способствует пластической деформации приповерхностных объемов свариваемых материалов деталей. В процессе сварки вязко-пластичные слои металла перемещаются к границам свариваемой поверхности. При этом происходит частичное удаление окислов и загрязнений, которые могут присутствовать в зоне сварки. Для надежного удаления окислов и загрязнений, присутствующих на контактных поверхностях свариваемых деталей из алюминиевых сплавов, проводят их очистку помещая детали в вакуумную камеру, в которой в начале создают вакуум, затем напускают в нее аргон и при давлении в диапазоне от 0,8⋅10-1 Па до 1,0⋅10-1 Па зажигают плазму индукционного высокочастотного разряда, подавая на свариваемые детали отрицательное напряжение смещения в диапазоне от 400 до 600 В. Таким образом, обеспечение чистых контактных поверхностей деталей производится за счет двух факторов: защитной среды (вакуума и аргона) и высокочастотного плазменного распыления окисной пленки.
Короткая длительность процесса сварки (несколько секунд) обеспечивает малую зону термического влияния. Для обеспечения точности сварки необходимо предусматривать мероприятия для устранения перекосов и погрешностей расположения свариваемых поверхностей. Процесс формирования сварного шва достаточно сложен и определяется трибологическими свойствами контакта, особенностями протекания процессов внутреннего трения и пластической деформации, а также физико-химическими и металлургическими аспектами.
Для осуществления интенсивного нагрева поверхностей стыка соединяемых заготовок, а также для дополнительного удаления остаточных загрязнений и окислов из зоны контакта необходимо производить подвод значительной энергии, которая определяется, при прочих равных условиях, частотой и амплитудой возвратно-поступательного движения заготовок, а также усилием их прижатия. При этом одна и та же величина подводимой энергии может быть получена при различном сочетании указанных параметров процесса сварки и свойства сварного соединения во всех этих случаях будут различаться.
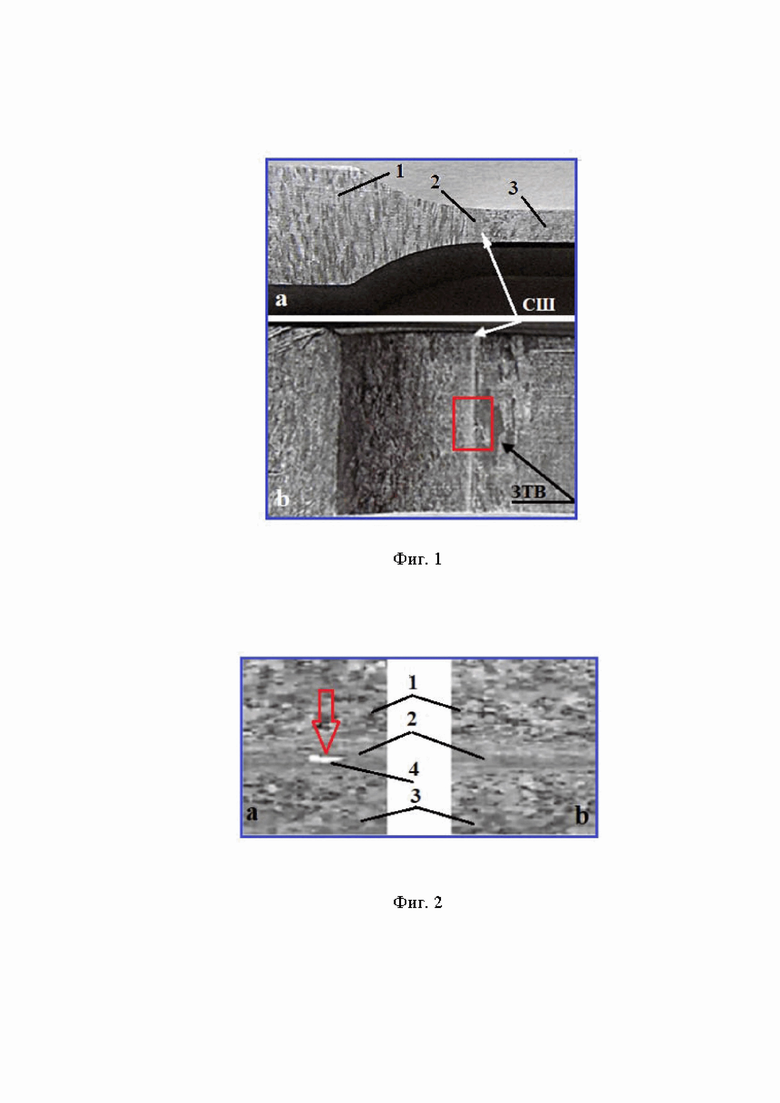
На фигурах представлены фотографии сварных швов алюминиевых деталей. На фигуре 1 показан внешний вид сварного соединения (фиг.1а - вид сбоку, фиг. 1b - вид спереди). На фигуре 2 представлены фрагменты сварных швов деталей из алюминиевого сплава, полученных по сравниваемым вариантам (фиг.2a - сварной шов, полученный по способу-прототипу, фиг. 2b - сварной шов, полученный по предлагаемому способу). Фигуры 1 и 2 содержат: 1 - базовый элемент детали, 2 - сварной шов, 3 - привариваемый элемент детали, 4 - оксидное включение (полой красной стрелкой показано расположение дефекта сварного соединения в виде оксидного включения, красным прямоугольником обозначено место просмотров сварного шва).
Способ осуществляется следующим образом. На собранные встык и зафиксированные соединяемые элементы детали 1 и 3 устанавливают в одно из известных устройств для линейной сварки трением [например, патент РФ №2280546, МПК B23K 20/12. Инструмент для фиксации лопаток и его применение для сварки лопаток трением. Опубл. 27.07.2006 г. Бюл. №21]. Затем размещают свариваемые элементы детали 1 и 3 в вакуумной камере установки для сварки, создают в ней вакуум (порядка 1,0⋅10-2 Па), напускают в вакуумную камеру аргон и при давлении газов в камере порядка от 0,8⋅10-1Па до 1,0⋅10-1Па зажигают плазму индукционного высокочастотного разряда, подавая на свариваемые элементы детали 1 и 3 отрицательное напряжение смещения в диапазоне от 400 до 600 В и производят очистку контактных поверхностей элементов детали 1 и 3 с удалением с них окислов, а затем в этой же вакуумной камере проводят стадию нагрева и стадию проковки элементов детали 1 и 3. Для этого задают требуемое усилие прижатия, обеспечивая величину давления процесса сварки в диапазоне от 30 до 180 МПа, время от 0,3 до 6 с, устанавливают требуемые значения нагрева и усилие проковки. Причем на этапе нагрева величину амплитуды задают из диапазона от 1 до 3 мм и частоту из диапазона от 40 до 80 Гц. Величину давления проковки выбирают из диапазона значений от 160 до 320 МПа, а время проковки берут из диапазона от 0,1 до 2,0 с. Затем включают сварочное устройство, запрограммированное согласно выбранным параметрам процесса, и производят весь цикл сварки.
Пример. С целью оценки эксплуатационных свойств деталей из алюминиевого сплава (АА2139), полученных по предлагаемому способу и способу-прототипу, были проведены следующие исследования. Были изготовлены две партии образцов. Первая партия лопаток изготавливалась по способу-прототипу, а вторая - в соответствии с предлагаемым техническим решением.
Линейную сварку трением деталей по способу-прототипу осуществляли по следующим режимам: амплитуда 3 мм, частота 45 Гц, величина давления процесса сварки 40 МПа, величина давления проковки 160 МПа.
Линейную сварку трением деталей по предлагаемому способу осуществляли по следующим условиям и режимам.
Подготовку контактных поверхностей деталей осуществляли в вакуумной камере, в которой вначале создавали вакуум (1,0⋅10-3 Па), затем напускали в нее аргон и при давлении газов в вакуумной камере в диапазоне от 0,8⋅10-1 Па до 1,0⋅10-1 Па зажигали плазму индукционного высокочастотного разряда, подавая на свариваемые детали отрицательное напряжение смещения в диапазоне от 400 до 600 В и производили очистку контактных поверхностей деталей с удалением с них окислов, а затем в этой же вакуумной камере проводят стадию нагрева и стадию проковки.
При этом при оценке результатов сварки удовлетворительным результатом (У.Р.) для предлагаемого способа считался результат, превышающий полученную по способу-прототипу усталостную прочность не менее чем в 1,1 раза, в противном случае результат признавался неудовлетворительным (Н.Р.).
Режимы:
- давление газов (аргона) в вакуумной камере: 0,6⋅10-1 Па (Н.Р.), 0,8⋅10-1 Па (У.Р.), 0,9⋅10-1 Па (У.Р.), 1,0⋅10-1 Па (У.Р.), 1,2⋅10-1 Па (Н.Р.);
- индукционный высокочастотный (ВЧ) разряд (мощность - 800 Вт.): отрицательное напряжение смещения: 300 В (Н.Р.), 400 В (У.Р.), 500 В (У.Р.), 600 В (У.Р.), 700 В (Н.Р.). При напряжении 300 В - неполное удаление окислов, при 700 В - травление основного материала. В диапазоне от 400 В до 600 В - удаление оксидной пленки;
- величина давления процесса сварки: 20 МПа (Н.Р.), 30 МПа (У.Р.), 90 МПа (У.Р.), 180 МПа (У.Р.), 200 МПа (Н.Р.);
- время от 0,3 до 6 с: 0,2 с (Н.Р.), 0,3 с (У.Р.), 1 с (У.Р.), 4 с (У.Р.), 6 с (У.Р.), 8 с (Н.Р.);
- амплитуда: 0,5 мм (Н.Р.), 1 мм (У.Р.), 3 мм (У.Р.), 5 мм (У.Р.);
- частота: от 40 до 80 Гц, 30 Гц (Н.Р.), 40 Гц (У.Р.), 50 Гц (У.Р.), 80 Гц (У.Р.), 100 Гц (Н.Р.);
-величина давления на контактных поверхностях свариваемых деталей на этапе проковки: 140 МПа (Н.Р.), 160 МПа (У.Р.), 220 МПа (У.Р.), 320 МПа (У.Р.), 360 МПа (Н.Р.);
- время этапа проковки: 0,05 c (Н.Р.), 0,1 c (У.Р.), 1 c (У.Р.), 2 c (У.Р.), 3 c (Н.Р.).
Предел выносливости (на базе N=20⋅106 циклов, по 10 образцам) плоских образцов (фиг.1), изготовленных из сплава АА2139, после линейной сварки трением (ЛСТ) по способу-прототипу составляет 14 кгс/мм2, а полученных ЛСТ по предлагаемому способу находится на уровне 18 кгс/мм2. Снижение предела выносливости образцов, полученных по способу-прототипу, связано с наличием оксидных включений (фиг.2a), попадающих в сварное соединение из-за отсутствия операции удаления оксидной пленки с контактных поверхностей перед ЛСТ.
Таким образом, проведенные сравнительные испытания показали, что предлагаемый способ ЛСТ деталей из алюминиевого сплава позволяет обеспечить заявленный технический результат изобретения - повышение эксплуатационной надежности деталей из алюминиевых сплавов, получаемых линейной сваркой трением, за счет увеличения предела их выносливости.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФРИКЦИОННОЙ СВАРКИ ДЕТАЛИ ИЗ АЛЮМИНИЕВОГО СПЛАВА | 2023 |
|
RU2815634C1 |
| СПОСОБ ЛИНЕЙНОЙ СВАРКИ ТРЕНИЕМ ДЕТАЛЕЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2010 |
|
RU2456141C2 |
| СПОСОБ ЛИНЕЙНОЙ СВАРКИ ТРЕНИЕМ ДЕТАЛЕЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2010 |
|
RU2456142C2 |
| СПОСОБ ЛИНЕЙНОЙ СВАРКИ ТРЕНИЕМ ЗАГОТОВОК ИЗ ТИТАНОВЫХ СПЛАВОВ ДЛЯ МОНОБЛОКОВ ТУРБОМАШИН | 2010 |
|
RU2456143C2 |
| Способ азотирования детали из алюминиевого сплава | 2023 |
|
RU2809974C1 |
| СПОСОБ НАНЕСЕНИЯ МНОГОСЛОЙНОГО ИОННО-ПЛАЗМЕННОГО ПОКРЫТИЯ НА ПОВЕРХНОСТЬ ГРАВЮРЫ ШТАМПА ИЗ ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА | 2016 |
|
RU2631573C1 |
| СПОСОБ НАНЕСЕНИЯ МНОГОСЛОЙНОГО ИОННО-ПЛАЗМЕННОГО ПОКРЫТИЯ НА ПОВЕРХНОСТЬ ГРАВЮРЫ ШТАМПА ИЗ ЖАРОПРОЧНОЙ СТАЛИ | 2016 |
|
RU2631572C1 |
| Способ ионного азотирования детали из алюминиевого сплава | 2023 |
|
RU2812924C1 |
| Способ диффузионной сварки деталей из трудно свариваемых сплавов | 2022 |
|
RU2787287C1 |
| Способ изготовления моноколеса газотурбинного двигателя | 2018 |
|
RU2687855C1 |
Изобретение может быть использовано при производстве или ремонте моноблоков турбомашин из алюминиевых сплавов с использованием линейной сварки трением. Перед осуществлением сварки трением проводят подготовку контактных поверхностей элементов деталей 1 и 3. В вакуумной камере создают вакуум, затем напускают в нее аргон, при давлении в диапазоне от 0,8·10-1 до 1,0·10-1 Па зажигают плазму индукционного высокочастотного разряда, подают отрицательное напряжение смещения от 400 до 600 В и производят очистку контактных поверхностей деталей с удалением с них окислов. Затем в этой же вакуумной камере осуществляют стадию нагрева и стадию проковки. Элементы детали 1 и 3 нагревают, прижимают друг к другу по контактным поверхностям с усилием, обеспечивающим давление при заданной амплитуде и частоте относительного их перемещения. После прекращения перемещений осуществляют проковку с приложением давления проковки. Способ обеспечивает высокую эксплуатационную надежность деталей из алюминиевых сплавов, получаемых линейной сваркой трением, за счет увеличения предела их выносливости. 4 з.п. ф-лы, 2 ил., 1 пр.
1. Способ линейной сварки трением деталей из алюминиевого сплава, включающий стадию подготовки контактных поверхностей деталей, стадию нагрева, на которой детали прижимают друг к другу по контактным поверхностям с усилием, обеспечивающим давление процесса сварки стыка при заданной амплитуде и частоте относительного перемещения деталей вдоль их контактных поверхностей, и стадию проковки, осуществляемую после прекращения возвратно-поступательных перемещений деталей приложением давления проковки, отличающийся тем, что стадию подготовки контактных поверхностей деталей осуществляют в вакуумной камере, в которой вначале создают вакуум, затем напускают в нее аргон и при давлении аргона в вакуумной камере в диапазоне от 0,8·10-1 Па до 1,0·10-1 Па зажигают плазму индукционного высокочастотного разряда, подавая на свариваемые детали отрицательное напряжение смещения в диапазоне от 400 до 600 В и производят очистку контактных поверхностей деталей с удалением с них окислов, а затем в этой же вакуумной камере проводят стадию нагрева и стадию проковки.
2. Способ по п.1, отличающийся тем, что величину давления процесса сварки берут в диапазоне от 30 до 180 МПа, время от 0,3 до 6 с, амплитуду от 1 до 3 мм и частоту от 40 до 80 Гц, на этапе проковки величину давления на контактных поверхностях свариваемых деталей задают от 160 до 320 МПа, причем время этапа проковки берут от 0,1 до 2,0 с.
3. Способ по п.2, отличающийся тем, что возвратно-поступательное перемещение заготовок осуществляют с интервалом времени их остановки от 0,05 до 0,3 с.
4. Способ по любому из пп.1-3, отличающийся тем, что в качестве свариваемых деталей из алюминиевых сплавов используют перо лопатки и диск турбомашины.
5. Способ по п.4, отличающийся тем, что коэффициент удельной подводимой мощности при сварке деталей турбомашины выбирают от 2,2 до 3,2 кВт.
| С.А.Токоренко и др | |||
| Некоторые особенности микроструктуры и свойства алюминиевого сплава системы Al-Cu-Mg в зоне соединения лопатка-диск, полученного методом линейной сварки трением//Вестник УГАТУ, т.22, N4 (82), 2018, С.41-47 | |||
| Способ сварки трением | 1987 |
|
SU1512740A1 |
| СПОСОБ ФРИКЦИОННОЙ СВАРКИ ЛИСТОВЫХ ЗАГОТОВОК | 2019 |
|
RU2702536C1 |
| СПОСОБ ЛИНЕЙНОЙ СВАРКИ ТРЕНИЕМ ДЕТАЛЕЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2010 |
|
RU2456141C2 |
| US 7125227 B2, 24.10.2006. | |||

