Изобретение относится к области авиадвигателестроения и может быть использовано при изготовлении моноколес, применяемых в роторах газотурбинных двигателей.
Известны способы изготовления моноколес турбомашин, заключающиеся в присоединении лопаток к диску посредством сварки плавлением, например, с использованием лазерного луча (US 2007017906, МПК B23K 26/20, опубл.2007 г.) или электронного луча (RU 2395376, МПК B23K 15/00, опубл.2010 г.).
Недостатком данных способов является образование сварного шва, представляющего собой литую крупнозернистую структуру самого шва и околошовной зоны, которые имеет малую пластичность и, соответственно, низкие значения прочностных характеристик, снижающих надежность, долговечность конструкции моноколеса и газотурбинного двигателя в целом.
Известен способ производства моноколес турбомашин из титановых сплавов линейной сваркой трением, при котором предварительно изготовленные детали (лопатки и диск) вводят в контакт между собой с определенным усилием прижима и осуществляют их взаимное перемещение для получения нагрева между свариваемыми поверхностями, а после необходимого разогрева - осуществляют сдавливание (осадку) деталей до определенной величины (RU 2456143, МПК B23K 20/12, опубл. 20.06.2012 г.).
Недостатком данного способа является сложность выполнения ориентации лопаток относительно диска перед линейной сваркой трением с обеспечением требуемой точности позиционирования друг относительно друга, т.к.лопатки базируются не за одну, а за несколько установок, определяемых количеством лопаток в диске. Выполнение сдавливания лопаток и диска на завершающем этапе сварки увеличивает отклонения от первоначального положения за счет больших пластических деформаций.
Другим недостатком способа является пониженная долговечность работы моноколеса, вызванная низким значением предела выносливости материала лопаток в сварном соединении, что является следствием неоднородности микроструктуры в сварном соединении и околошовной зоне, которая формируется в результате локального разогрева свариваемого материала, практически до верхних границ однофазной α-области и высокими скоростями охлаждения сравнительно тонких лопаток по завершению процесса линейной сварки трения.
Известен способ изготовления интегрального блиска с неохлаждаемыми рабочими лопатками для газотурбинного двигателя, по которому отдельные лопатки, выполненные из одного металлического сплава, соединяют с дисковой частью, выполненной из другого металлического сплава. Отдельные лопатки соединяют с дисковой частью в единую деталь горячим изостатическим прессованием в зоне примерно равной длительной прочности этих сплавов, область которой определяют предварительно, например, по кривым длительной прочности Ларсона-Миллера. Профильную часть, трактовую полку и часть ножки выше указанной зоны любой из лопаток располагают вне зоны воздействия горячего изостатического прессования, а другую часть ножки и дисковую часть капсулируют и размещают в зоне его воздействия. Ножки лопаток совмещают с диском, преимущественно встык (RU 2467177, МПК F01D 6/34, опубл. 20.11.2012 г.).
Основные недостатки способа связаны с использованием метода локального горячего изостатического прессования (ГИП), которое, с одной стороны, увеличивает поле отклонения размеров лопаток от номинальных на 2…3 мм, а с другой - не обеспечивает требуемое качество получаемого сварного соединения, ввиду невозможности создания необходимой для сварки глубины вакуума в создаваемой капсуле. Перечисленные недостатки являются причиной, по которой данный способ не может быть использован для изготовления моноколес с полыми лопатками из титановых сплавов, которые позволяют существенно снизить вес моноколеса. Другим недостатком способа является его высокая трудоемкость, вызванная необходимостью изготовления капсулы для выполнения локального ГИП.
Задачей изобретения является снижение веса моноколеса и трудоемкости изготовления.
Техническим результатом является повышение качества сварного моноколеса за счет исключения дефектов макро и микроструктуры в зоне сварки лопаток и диска, благодаря использованию удаляемого после сварки технологического кольца, и как следствие, повышение динамической и циклической прочности материала лопаток и диска в зоне сварки.
Задача решается, а технический результат достигается способом изготовления моноколеса газотурбинного двигателя из титановых сплавов, включающим изготовление полых лопаток с образованием аэродинамического профиля пера и замковой части, технологического кольца и диска, сварку лопаток с технологическим кольцом с образованием блинга, механическую обработку блинга и диска для получения совмещаемых поверхностей, сборку блинга с диском по совмещаемым поверхностям, причем в полости, образуемой между ними, создают вакуум и герметизируют ее, после чего осуществляют сварку давлением блинга с диском для образования моноколеса, термическую правку лопаток и заключительную механическую обработку моноколеса, включающую удаление технологического кольца и формирование межлопаточного пространства и трактовой части.
Согласно изобретению сварку лопаток с технологическим кольцом с образованием блинга выполняют электронно-лучевой сваркой.
Согласно изобретению полость, образуемую совмещаемыми поверхностями блинга и диска, обваривают аргонодуговой сваркой по торцевым поверхностям блинга и диска, создают в ней вакуум остаточным давлением не выше 10-1 Па и герметизируют.
Согласно изобретению окончательную сварку блинга с диском выполняют в автоклаве, в температурном интервале Тпп - (50…60)°С, где Тпп - температура фазового перехода материала лопаток, сварочном давлении 3,0…5,0 МПа и временем сварки 2,0…4,0 часа.
Согласно изобретению термическую правку лопаток выполняют в температурном интервале 600…650°С в течение 1,0…2,0 часов.
Согласно изобретению лопатки и диск изготавливают соответственно из титановых сплавов ВТ6 и ВТ8.
Технический результат достигается благодаря следующему.
Изготовление моноколес из титановых сплавов сваркой давлением позволяет повысить качество сварного соединения в результате исключения типовых дефектов сварного соединения. Самым серьезным из них являются подрезы, расположенные по периметру свариваемых объектов - как результат проявления краевого эффекта. Эти дефекты относятся к классу макро-дефектов сварного соединения. Размеры дефектов увеличиваются с увеличением степени деформации свариваемых объектов вблизи сварного соединения, что характерно для сварки давлением. Поэтому применение технологического кольца позволяет вывести дефекты в технологическую область, расположенную на торце сварного моноколеса, которая удаляется при последующей механической обработке.
Дефекты сварного соединения микроуровня - поры, несплошности, структурная и фазовая неоднородность, исключаются в результате применения сварки давлением, которая выполняется в автоклаве по температурно-временному и силовому режиму, обеспечивающему оптимальные условия на всех этапах формирования твердофазного соединения. Первый этап -активация свариваемой поверхности по предложенному способу начинает осуществляться в результате протекания процесса вакуумирования в замкнутом объеме между свариваемыми поверхностями при нагреве. В результате того, что диск и блинг совмещают по скользящей посадке и далее обваривают, величина объема замкнутого пространства между свариваемыми поверхностями становится значительно меньше, чем площадь свариваемой поверхности. Поэтому при нагреве титана и сплавов на его основе до температуры выполнения сварки давлением, его способность растворять оксиды на свободной поверхности, а также способность титана адсорбировать кислород из окружающей атмосферы позволяют быстро достичь в замкнутой полости между свариваемыми поверхностями глубокого вакуума с остаточным давлением ~(10-4…10-5) Па при начальном его уровне до нагрева - 10-1 Па. Приложение к свариваемым объектам внешнего сжимающего давления приводит пластическому течению материала диска и блинга, что усиливает эффект активации свариваемых поверхностей за счет выхода на свариваемую поверхность подвижных дислокаций и обеспечивает формирование физического контакта уже активированных поверхностей. Происходит исчезновение свободных поверхностей с одновременным образованием физической границы раздела между свариваемыми объектами, которые далее превращаются в ансамбли полноценных межзеренных и межфазных границ микроструктуры свариваемых материалов. Дальнейшая выдержка свариваемых объектов в условиях высокотемпературного всестороннего сжатия обеспечивает залечивание микропор, несплошностей и релаксацию внутренних напряжений на границе перехода от одного материала к другому, например при сварке диска и лопаток из титановых сплавов ВТ8 и ВТ6.
Сущность изобретения поясняется чертежами, где
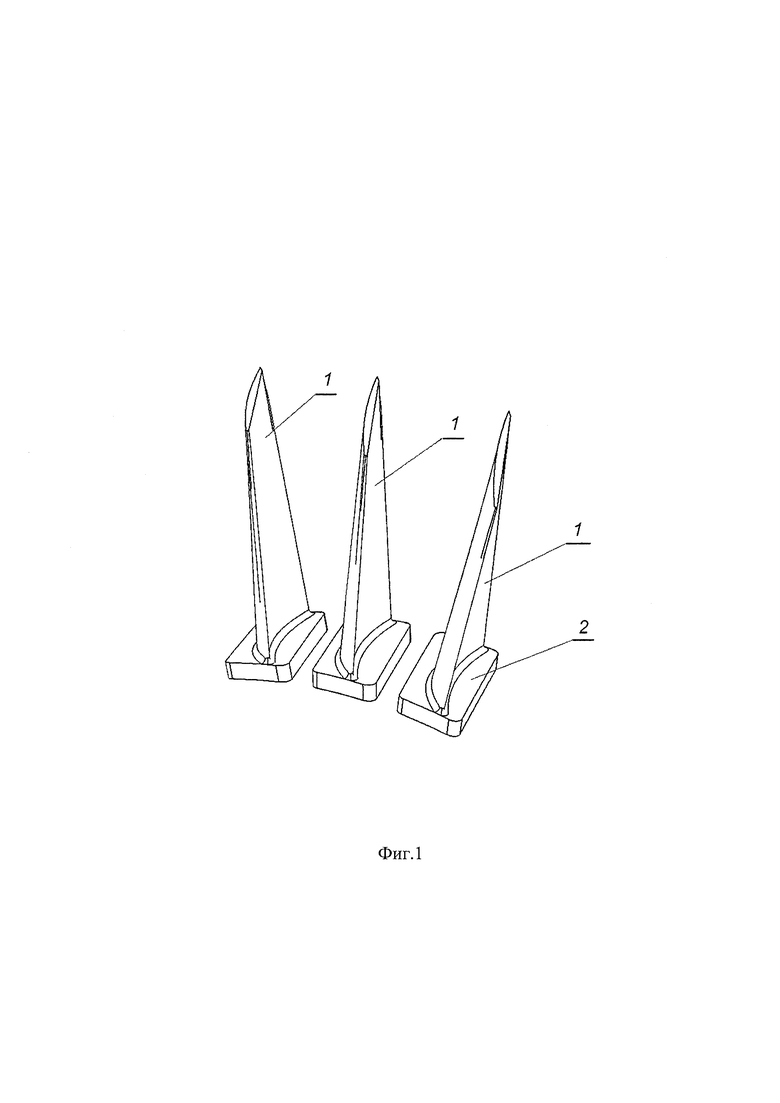
на фиг. 1 представлен эскиз лопаток для получения моноколеса;
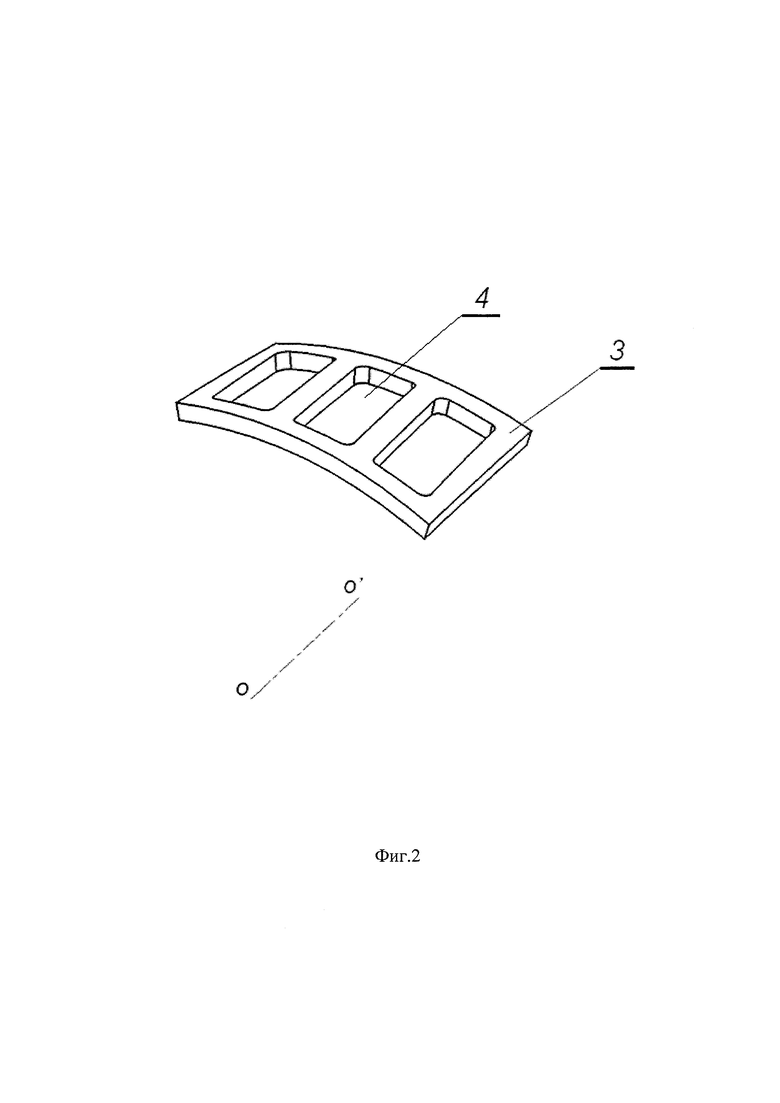
на фиг. 2 представлен эскиз фрагмента технологического кольца для получения моноколеса;
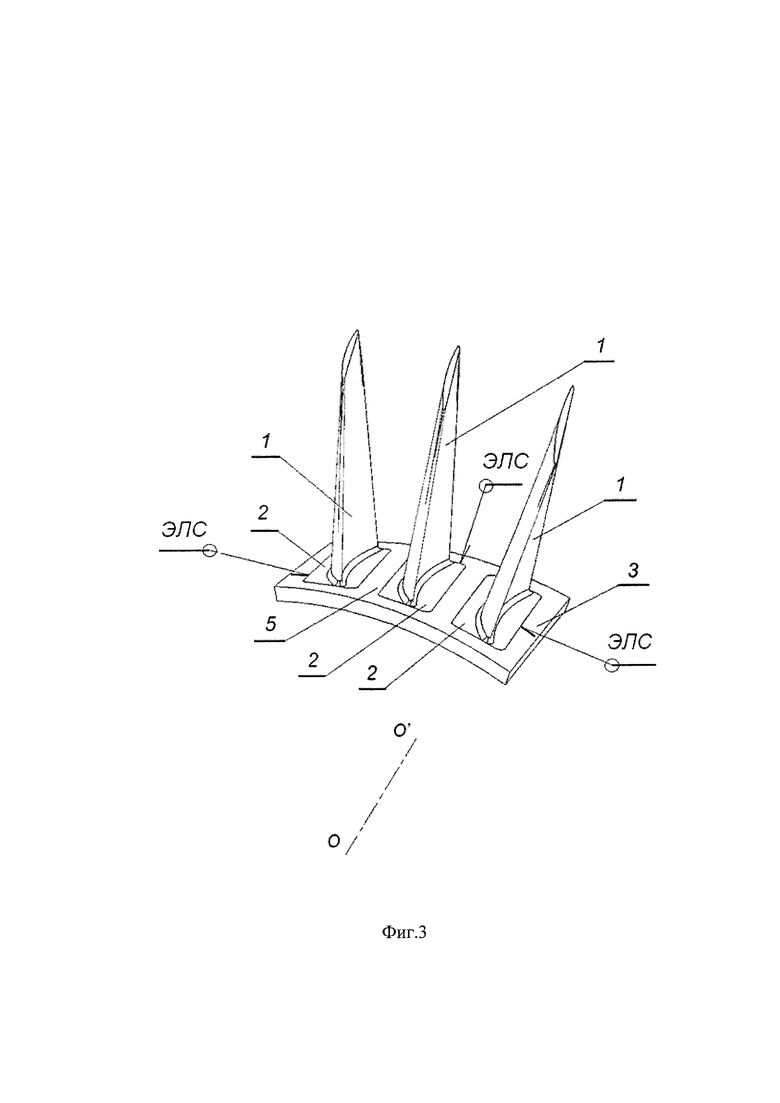
на фиг. 3 представлен эскиз фрагмента сварного блинга (технологическое кольцо с лопатками) для получения моноколеса;
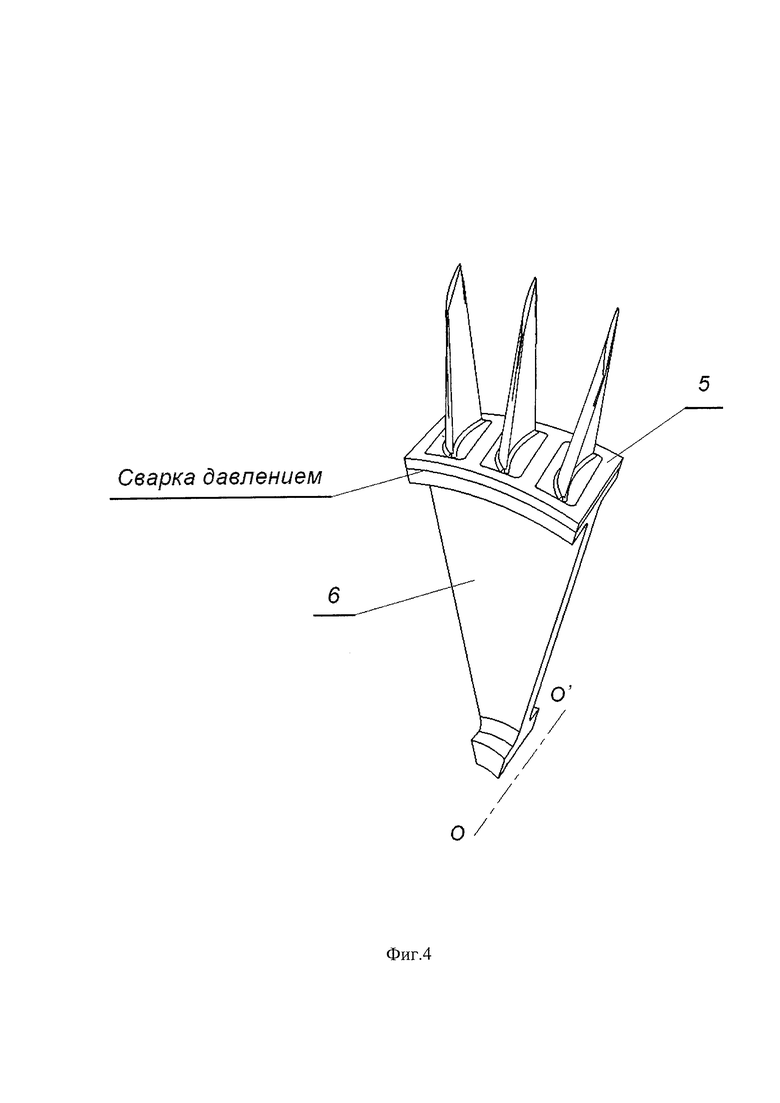
на фиг. 4 представлен эскиз фрагмента сварного блинга и диска;
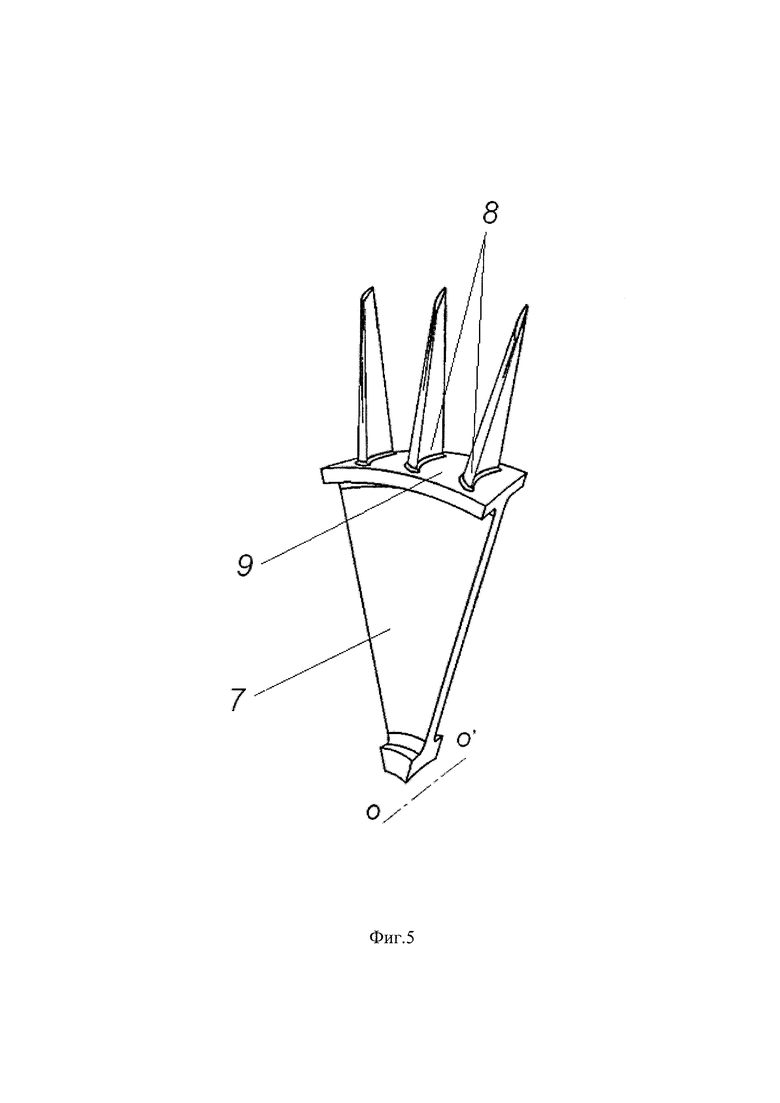
на фиг. 5 представлен эскиз фрагмента обработанного моноколеса;
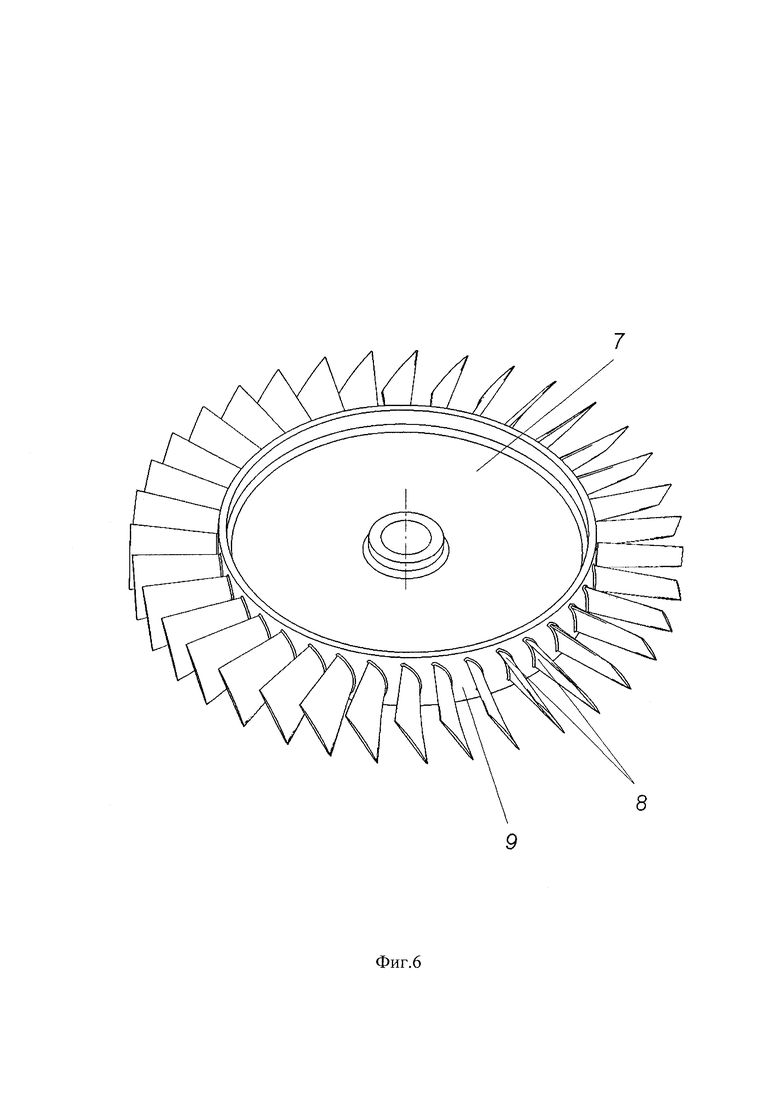
на фиг. 6 представлен общий вид готового моноколеса.
На фигурах обозначено: 1 - аэродинамический профиль (перо) лопатки, 2 - замковая часть лопатки, 3 - фрагмент технологического кольца с окнами 4 для замковой части лопаток, 5 - фрагмент блинга; 6 - фрагмент диска, 7 - фрагмент окончательно обработанного моноколеса, 8 - межлопаточное пространство, 9 - трактовая часть.
Способ изготовления моноколеса газотурбинного двигателя осуществляют следующим образом.
Изготавливают лопатки из титанового сплава с окончательно образованным аэродинамическим профилем пера 1 и развитой замковой частью 2, технологическое кольцо 3 из титанового сплава и диск 6 из титанового сплава. В технологическом кольце 3 выполняют окна 4, в которые развитой замковой частью 2 устанавливают лопатки 1. Затем центрируют их относительно друг друга и фиксируют. Места соединения лопаток с технологическим кольцом обваривают электронно-лучевой сваркой (ЭЛС), получая блинг 5. После выполнения ЭЛС внутреннюю поверхность технологического кольца 3 и блинга 5 (свободную от лопаток) механически обрабатывают по форме и размеру соответствующей внешней поверхности диска 6. Далее диск устанавливают в блинг, совмещая по обработанным поверхностям. Со стороны торцев диска 6 и блинга 5 место выхода совмещаемых поверхностей обваривают герметичным швом, предварительно создав в полости между совмещенными поверхностями вакуум глубиной не выше 10-1 Па.
Полученную сборку помещают в автоклав и сваривают сваркой давлением в температурном интервале Тпп - (50…60°С), где Тпп - температура (α+β)→β фазового перехода материала лопаток, сварочном давлении 3,0…5,0 МПа и временем сварки 2,0…4,0 часа, Интервалы температур, давления и времени сварки выбирают исходя из требуемой конструктивной прочности моноколеса.
После сварки полученную заготовку моноколеса 7 подвергают термической правке в интервале температур 600…650°С в течение 1,0…2,0 часов.
После термической правки заготовку моноколеса 7 механически обрабатывают, удаляя технологическое кольцо, и формируя межлопаточное пространство 8, трактовую часть 9. Получают окончательно обработанное моноколесо 7.
Пример конкретного исполнения.
Изготавливали лопатки из титанового сплава ВТ6 с окончательно образованным аэродинамическим профилем пера 1 и развитой замковой частью 2. С целью снижения затрат, технологическое кольцо 3 изготавливали из титанового сплава ВТ 1-0. Диск 6 изготавливали из титанового сплава ВТ8. В технологическом кольце 3 методом гидроабразивной резки и последующей механической обработки выполняли окна 4 по размеру соответствующей развитой замковой части лопаток 2. В окна развитой замковой частью 2 вставляли лопатки 1 с зазором не более 0,05…0,15 мм. Далее лопатки центрировали друг относительно друга и фиксировали прихваткой аргонодуговой сваркой. Места соединения лопаток с технологическим кольцом обваривали электронно-лучевой сваркой и получали блинг 5. После электронно-лучевой сварки внутреннюю поверхность блинга 5 механически обрабатывали по размеру внешней поверхности диска 6 с допуском на скользящую посадку. Затем диск 6 вставляли в блинг 5. Со стороны торцев диска и блинга совмещенные поверхности, образующие полость, обваривали аргонодуговой сваркой. В полости создавали вакуум с остаточным давлением 10-2 Па, после чего ее герметизировали.
Полученную сборку устанавливали в автоклав и сваривали сваркой давлением при температуре 930°С, сварочном давлении не менее 4,0 МПа в течение 3,0 часов, что обеспечивало пластическую деформацию 1…2%.
После сварки выполняли термическую правку лопаток моноколеса при температуре 650°С в течение 2 часов, затем заготовку моноколеса механически обрабатывали, удаляя технологическое кольцо и, формируя межлопаточное пространство 8 и трактовую часть 9. После механической обработки получали моноколесо 7.
Аналогичным образом изготавливали моноколеса с полыми лопатками, у которых внутренняя полость сообщалась с внешней атмосферой посредством выполненных в торцах лопаток отверстий.
Анализ проведенных результатов испытаний показал, что применение сварки давлением в автоклаве для соединения лопаток и диска в соответствии с заявляемым изобретением позволило повысить качество сварного моноколеса за счет повышения предела усталости сварного соединения до уровня 450…460 МПа на базе 10 циклов, снизило трудоемкость изготовления за счет исключения изготовления герметичной капсулы, а при использовании полых лопаток из титановых сплавов для изготовления моноколеса, снизило его вес на ~3,0 кг по сравнению с вариантом сварки лопаток и диска методом линейной сварки трением.
Таким образом, предложенное изобретение позволяет снизить вес моноколеса и трудоемкость его изготовления с одновременным повышением качества сварного моноколеса.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПАКЕТ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛОГО МНОГОСЛОЙНОГО ЯЧЕИСТОГО ИЗДЕЛИЯ СПОСОБОМ ДИФФУЗИОННОЙ СВАРКИ И СВЕРХПЛАСТИЧЕСКОЙ ФОРМОВКИ | 2014 |
|
RU2570714C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНТЕГРАЛЬНОГО БЛИСКА С НЕОХЛАЖДАЕМЫМИ РАБОЧИМИ ЛОПАТКАМИ ДЛЯ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ И ИНТЕГРАЛЬНЫЙ БЛИСК | 2011 |
|
RU2467177C1 |
| Моноколесо осевого компрессора и ротор компрессора низкого давления авиационного газотурбинного двигателя | 2019 |
|
RU2740442C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНТЕГРАЛЬНОГО МОНОКОЛЕСА ТУРБИНЫ ИЗ РАЗЛИЧНЫХ МЕТАЛЛИЧЕСКИХ СПЛАВОВ ДЛЯ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2015 |
|
RU2576558C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНТЕГРАЛЬНОГО БЛИСКА С ОХЛАЖДАЕМЫМИ РАБОЧИМИ ЛОПАТКАМИ, ИНТЕГРАЛЬНЫЙ БЛИСК И ОХЛАЖДАЕМАЯ ЛОПАТКА ДЛЯ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2011 |
|
RU2478796C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРОВ | 2004 |
|
RU2268131C1 |
| ОБРАЗЕЦ ДЛЯ ИСПЫТАНИЯ ДИФФУЗИОННОГО СОЕДИНЕНИЯ ЛИСТОВЫХ ЗАГОТОВОК НА СДВИГ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И ИСПЫТАНИЯ | 2011 |
|
RU2490613C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРОВ | 2004 |
|
RU2276635C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ЛОПАТКИ ТУРБОМАШИНЫ | 2011 |
|
RU2464450C1 |
| Способ изготовления рабочего колеса малоразмерного центробежного насоса | 2018 |
|
RU2699888C1 |
Изобретение относится к области авиадвигателестроения и может быть использовано при изготовлении моноколес, применяемых в роторах газотурбинных двигателей. Способ включает изготовление полых лопаток с образованием аэродинамического профиля пера и замковой части, технологического кольца и диска, сварку лопаток с технологическим кольцом с образованием блинга, после чего проводят механическую обработку блинга и диска для получения совмещаемых поверхностей. Собирают блинг с диском по совмещаемым поверхностям, причем в полости, образуемой между ними, создают вакуум и герметизируют ее. Затем осуществляют сварку давлением блинга с диском для образования моноколеса. Производят термическую правку лопаток и заключительную механическую обработку моноколеса, включающую удаление технологического кольца и формирование межлопаточного пространства и трактовой части. Сварку лопаток с технологическим кольцом с образованием блинга можно выполнить электронно-лучевой сваркой. Полость, образуемую совмещаемыми поверхностями блинга и диска, можно обваривать аргонодуговой сваркой по торцевым поверхностям блинга и диска и создавать в ней вакуум остаточным давлением не выше 10-1 Па, после чего герметизировать. Окончательную сварку блинга с диском можно выполнять в автоклаве, в температурном интервале Тпп - (50…60)°С, где Тпп - температура фазового перехода материала лопаток, при сварочном давлении 3,0…5,0 МПа и времени сварки 2,0…4,0 часа. Термическую правку лопаток можно выполнять в температурном интервале 600…650°С в течение 1,0…2,0 часов. Согласно изобретению лопатки и диск изготавливают соответственно из титановых сплавов ВТ6 и ВТ8. Предложенное изобретение позволяет снизить вес моноколеса и трудоемкость его изготовления с одновременным повышением качества сварного моноколеса. Изобретение позволяет повысить динамическую и циклическую прочность материала лопаток и диска в зоне сварки. 5 з.п. ф-лы, 6 ил.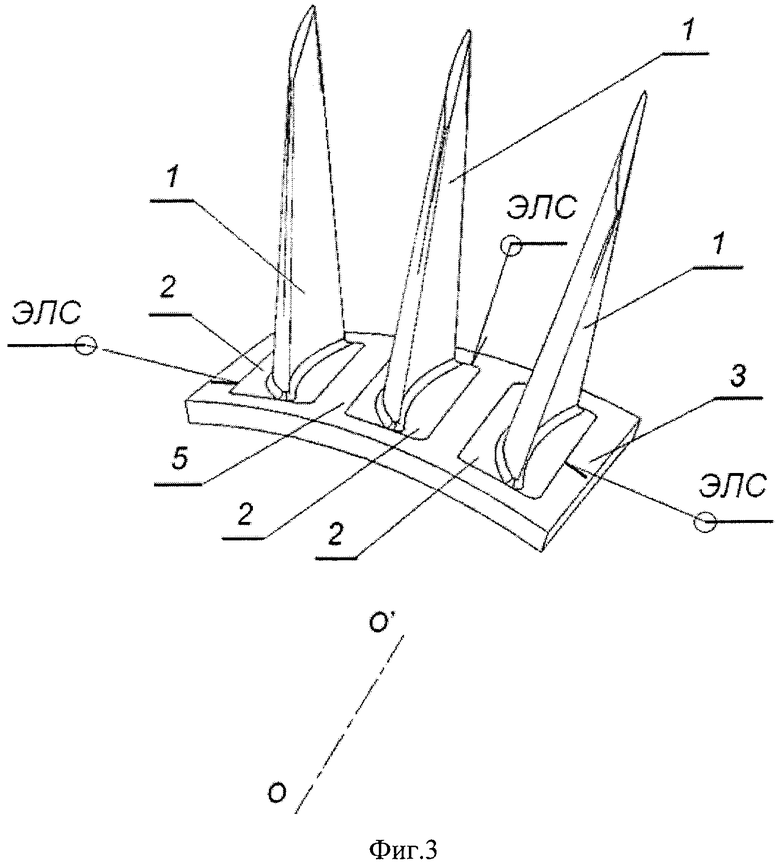
1. Способ изготовления моноколеса газотурбинного двигателя из титановых сплавов, включающий изготовление полых лопаток с образованием аэродинамического профиля пера и замковой части, технологического кольца и диска, сварку лопаток с технологическим кольцом с образованием блинга, механическую обработку блинга и диска для получения совмещаемых поверхностей, сборку блинга с диском по совмещаемым поверхностям, причем в полости, образуемой между ними, создают вакуум и герметизируют ее, после чего осуществляют сварку давлением блинга с диском для образования моноколеса, термическую правку лопаток и заключительную механическую обработку моноколеса, включающую удаление технологического кольца и формирование межлопаточного пространства и трактовой части.
2. Способ по п. 1, отличающийся тем, что сварку лопаток с технологическим кольцом с образованием блинга выполняют электронно-лучевой сваркой.
3. Способ по п. 1, отличающийся тем, что полость, образуемую совмещаемыми поверхностями блинга и диска, обваривают аргонодуговой сваркой по торцевым поверхностям блинга и диска, создают в ней вакуум остаточным давлением не выше 10-1 Па и герметизируют.
4. Способ по п. 1, отличающийся тем, что окончательную сварку блинга с диском выполняют в автоклаве, в температурном интервале Тпп - (50…60)°С, где Тпп - температура фазового перехода материала лопаток, при сварочном давлении 3,0…5,0 МПа и времени сварки 2,0…4,0 часа.
5. Способ по п. 1, отличающийся тем, что термическую правку лопаток выполняют в температурном интервале 600…650°С в течение 1,0…2,0 часов.
6. Способ по п. 1, отличающийся тем, что лопатки и диск изготавливают соответственно из титановых сплавов ВТ6 и ВТ8.
| US 4152816 A, 08.05.1979 | |||
| US 9724780 B2, 08.08.2017 | |||
| Способ термической обработки изделий | 1972 |
|
SU461137A1 |
| US 4796343 A, 10.01.1989 | |||
| US 5593085 A, 14.01.1997 | |||
| US 8408446 B1, 02.04.2013. | |||

