Область техники, к которой относится изобретение.
Изобретение относится к строительной области, а именно к сборке металлических конструкций с крышей, таких как беседки, мангальные зоны, кухни на открытом воздухе.
Уровень техники.
Известны разные конструкции мангальных зон и беседок.
Так, например, из уровня техники известна конструкция садовой беседки, которая содержит закрепленные на трубчатом металлическом каркасе стол со столешницей, набор сидений со спинками и двухскатный тент с каркасом в виде рамы, закрепленной сверху на двух центральных вертикальных стойках, плоскость симметрии которых проходит через продольную ось симметрии стола, отличающаяся тем, что сиденья выполнены в виде двух скамеек, состоящих из наборов параллельных деревянных брусков, закрепленных вблизи торцов на соответствующих верхних горизонтальных полках малых наклонных стоек четырех G-образных ножек, спинки скамеек выполнены в виде наборов параллельных деревянных брусков, закрепленных вблизи их торцов на наклонных в сторону от столешницы стола стойках L-образных кронштейнов, нижние горизонтальные полки которых прикреплены к соответствующим верхним полкам малых наклонных стоек ножек скамеек, столешница стола выполнена из набора параллельных горизонтальных деревянных брусков, закрепленных на трех расположенных перпендикулярно брускам опорах - передней L-образной в сечении формы, средней L-образной в сечении формы и задней L-образной в сечении формы, причем передняя и задняя опоры прикреплены к соответствующим верхним полкам больших вертикальных стоек ножек сидений параллельно им, а средняя опора с помощью переднего и заднего кронштейнов усиления  -образной в сечении формы жестко прикреплена через соединенные между собой большие вертикальные стойки ножек сидений к соответствующим нижним частям передней и задней вертикальных стоек тента, передняя левая и передняя правая ножки, а также задняя левая и задняя правая ножки попарно развернуты в разные стороны и расположены так, что вертикальная плоскость симметрии каждой пары ножек перпендикулярна продольной оси симметрии стола, при этом вертикальные стойки ножек сидений попарно скреплены между собой разъемным, например болтовым, соединением, передняя и задняя центральные вертикальные стойки тента имеют
-образной в сечении формы жестко прикреплена через соединенные между собой большие вертикальные стойки ножек сидений к соответствующим нижним частям передней и задней вертикальных стоек тента, передняя левая и передняя правая ножки, а также задняя левая и задняя правая ножки попарно развернуты в разные стороны и расположены так, что вертикальная плоскость симметрии каждой пары ножек перпендикулярна продольной оси симметрии стола, при этом вертикальные стойки ножек сидений попарно скреплены между собой разъемным, например болтовым, соединением, передняя и задняя центральные вертикальные стойки тента имеют  -образную в сечении форму, тент снабжен четырьмя боковыми наклонными стойками-опорами Г-образной формы, нижние концы которых скреплены с помощью разъемного, например болтового, соединения с соответствующими наклонными стойками кронштейнов спинок сидений, каркас тента имеет съемный конек П-образной формы, вставляемый своими вертикальными ступенчатыми на концах отростками сверху в переднюю и заднюю центральные вертикальные стойки тента, рама тента имеет две полурамы, левую и правую, каждая из которых состоит из двух переднего и заднего наклонных боковых скосов
-образную в сечении форму, тент снабжен четырьмя боковыми наклонными стойками-опорами Г-образной формы, нижние концы которых скреплены с помощью разъемного, например болтового, соединения с соответствующими наклонными стойками кронштейнов спинок сидений, каркас тента имеет съемный конек П-образной формы, вставляемый своими вертикальными ступенчатыми на концах отростками сверху в переднюю и заднюю центральные вертикальные стойки тента, рама тента имеет две полурамы, левую и правую, каждая из которых состоит из двух переднего и заднего наклонных боковых скосов  -образной формы, каждый из которых с одной стороны снабжен верхним двухступенчатым наклонным отростком, криволинейная ось которого расположена в вертикальной плоскости, а с другой стороны снабжен нижним прямым отростком, ось которого расположена горизонтально под прямым углом к средней наклонной части бокового скоса, причем нижние отростки боковых скосов направлены друг навстречу другу и соединены между собой вставленной в них прямой ступенчатой трубчатой горизонтальной вставкой, нижние горизонтальные отростки боковых скосов полурам соединены разъемным, например болтовым, соединением с верхними горизонтальными полками соответствующих наклонных левой и правой передних, а также левой и правой задних боковых стоек-опор тента, верхние двухступенчатые наклонные отростки боковых скосов полурам соединены быстроразъемным стопорным устройством с центральными вертикальными стойками тента, быстроразъемное стопорное устройство выполнено в виде разъемного зажима, состоящего из двух надетых на ось с резьбовым концом и поджимаемых с помощью шайбы и гайки цилиндрических, например, пластмассовых колец, в каждом из которых на поверхностях, обращенных друг к другу, выполнены канавки для размещения труб верхних двухступенчатых наклонных отростков боковых скосов полурам тента, причем разъемный зажим установлен на верхней вертикальной части
-образной формы, каждый из которых с одной стороны снабжен верхним двухступенчатым наклонным отростком, криволинейная ось которого расположена в вертикальной плоскости, а с другой стороны снабжен нижним прямым отростком, ось которого расположена горизонтально под прямым углом к средней наклонной части бокового скоса, причем нижние отростки боковых скосов направлены друг навстречу другу и соединены между собой вставленной в них прямой ступенчатой трубчатой горизонтальной вставкой, нижние горизонтальные отростки боковых скосов полурам соединены разъемным, например болтовым, соединением с верхними горизонтальными полками соответствующих наклонных левой и правой передних, а также левой и правой задних боковых стоек-опор тента, верхние двухступенчатые наклонные отростки боковых скосов полурам соединены быстроразъемным стопорным устройством с центральными вертикальными стойками тента, быстроразъемное стопорное устройство выполнено в виде разъемного зажима, состоящего из двух надетых на ось с резьбовым концом и поджимаемых с помощью шайбы и гайки цилиндрических, например, пластмассовых колец, в каждом из которых на поверхностях, обращенных друг к другу, выполнены канавки для размещения труб верхних двухступенчатых наклонных отростков боковых скосов полурам тента, причем разъемный зажим установлен на верхней вертикальной части 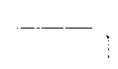 -образного кронштейна, нижняя вертикальная часть которого закреплена на верхней части центральной вертикальной стойки тента (RU 76055 U1 10.09.2008).
-образного кронштейна, нижняя вертикальная часть которого закреплена на верхней части центральной вертикальной стойки тента (RU 76055 U1 10.09.2008).
Прототипом настоящего изобретения является «Способ изготовления металлических конструкций с крышей» раскрытый в патенте на изобретение RU 2740652 С1 19.01.2021. Согласно данному патенту способ сборки металлической конструкции включает монтирование каркаса на первом этапе. Каркас формируют из основных вертикальных элементов каркаса - торцевых стоек, которые выполнены или составными, скрепленными между собой болтовыми соединениями, или цельными. Затем прикрепляют столики и полки к стойкам, к торцевой наружной части или к внутренней части стойки. После чего устанавливают планки с резными узорными элементами, данную деталь устанавливают горизонтально между торцевыми стойками в верхней части. Завершает конструкцию выполнение кровельной части, которую выполняют или одно-, или двух-, или трехскатной. При этом для изготовления кровельной части используются торцевые стойки и листы кровли. Листы кровли приваривают к торцевым стойкам на заданной высоте, при этом металлические элементы каркаса режутся на плазменном станке, ребра формируют на листогибе, места геометрических форм конструкции достигают путем варки. Все вышеперечисленные детали соединяются последовательно на болтовые соединения. По данной технологии изготавливаются решетки для гриля, которая состоит из двух планок, изготовленных из листовой стали, с отверстиями, при этом одну сторону на каждой планке перегибают на 360°, таким образом, чтобы внутренний радиус загиба был равен радиусу прутка, тем самым формируя паз под диаметр прутка, другую сторону планок гнут на 90°, создавая полку-ограничитель. Планки между собой соединяют прутком и каждым прутом приваривают к каждой планке с обеих сторон.
Однако сборка и производство известных конструкций имеет ряд недостатков, а именно обладают недостаточной жесткостью, имеют целостно сварной каркас основной конструкций, крыши и кровельной части или частично разборную, имеют крупногабаритные детали и элементы, имеют большие затраты на упаковку и транспортировку готовой конструкций, имеют высокую себестоимость и трудозатраты на изготовление, не имеют защиты от травмирования конечного пользователя в процессе эксплуатации конструкций.
Задачей настоящего изобретения является устранение вышеуказанных недостатков, а именно повысить жесткость конструкции, изготовить полностью разборную бескаркасную конструкцию и крышу с кровельной частью, исключить крупногабаритные детали и элементы, значительно снизить затраты на упаковку и транспортировку готовой конструкций, уменьшить себестоимость и трудозатраты на изготовление и сборку конструкции, снизить риск травмирования конечного пользователя в процессе эксплуатации конструкций.
Раскрытие изобретения.
Технический результат заключается в повышении жесткости конструкции,изготовление полностью разборной кровельной части крыши, исключение из конструкций крупногабаритных деталей и элементов, значительном снижение затрат на упаковку и транспортировку готовой конструкций, уменьшение себестоимости и трудозатрат на изготовление и сборку конструкции,снижение риска травмирования конечного пользователя в процессе эксплуатаций конструкций.
Указанный технический результат реализуется за счет следующих приемовсборки из готовых деталей конструкции. Сборка металлической конструкции, включает монтирование каркаса на первом этапе, при этом основной вертикальной деталью каркаса являются торцевые стойки, выполненные составными из двух элементов основной торцевой стойки для крепления столешниц, полок и планок и верхней торцевой стойки для крепления листов кровли, элементы торцевой стойки скрепляют между собой резьбовыми соединениями и придают диагональную жесткость от поперечного качения уже собранной конструкций. В случае если размеры элементов стойки не превышает размеры стандартного листового металлического проката, то элементы изготавливаются цельными, в случае если размер элементов стойки превышает размеры стандартного листового металлического проката, то элементы могут изготавливаться из двух частей и так же скрепляться между собой резьбовыми соединениями. Затем к каждой основной нижней торцевой стойке на резьбовые соединения прикрепляют столешницы и полки с внутренней части стойки, с наружной части стоики возможно прикрепить дополнительные столешницы в случае необходимости. К другой стороне, противоположной поверхности основной нижней стойке к столешницам и полкам на резьбовые соединения прикрепляют дополнительные ножки, тем самым скрепляя в единую конструкцию все перечисленные детали.. Одна ножка крепится максимально ближе к тыльной стороне каркаса, вторая на определенном расстояние от первой, расстояние зависит от назначения готовой конструкций или устанавливаемого оборудования, а так же от формы столешниц и полок. Далее между полученными двумя зеркальными половинами будущей конструкций устанавливаются дополнительные центральные полкидшанки или столешницы в зависимости от назначения конструкций. Для исключения продольного качения готовой конструкций, используется косынка с тремя отверстиями, которая крепится на резьбовые соединения между собой дополнительные ножки с полками, планками или столешницами. Дополнительные центральные полки, планки или столешницы прикрепляются на резьбовые соединения к каждой дополнительной ножке и к каждой полученной половине на определенном уровне по высоте согласно назначения готовой конструкций. Так же между двумя дополнительными ножками крепится либо с одной либо с обоих сторон, на резьбовые соединения опорная планка для формирования высоты установки оборудования. При креплении планки с одной стороны, в сформированное место устанавливается оборудование, у которого нижние части находятся на разной высоте (например смокер, печь под казан с мангалом в цельном виде и т.д.), которое опирается с одной стороны на опорную планку, а с другой на центральную полку. При креплений планки с двух сторон, в сформированное место устанавливается оборудование, у которого нижние части находятся на одинаковой высоте (пример мангалы, мангалы гриль, грили и т.д.), которое в этом случае опирается с как с одной, так и с другой стороны на дополнительную планку, для установки в горизонтальное положение. Затем с тыльной стороны полученной конструкций в верхней части прикрепляется на резьбовые соединения продольная планка с определенным напуском на основные нижние торцевые стойки, скрепляя их и увеличивая продольную диагональную жесткость, данную деталь устанавливают горизонтально. Завершают конструкцию сборка крыши с кровельной частью, которую выполняют одно-, двух-, трех- или пятискатной в зависимости от назначения конструкций. Для сборки крыши с кровельной частью, используются верхние торцевые стойки и листы кровли, для формирования крыши, каждый лист кровли прикрепляется на резьбовые соединения или привариваются сваркой к верхним торцевым стойкам на заданной высоте друг от друга высота задается при нарезке верхних торцевых стоек в зависимости от требуемой высоты и размера конструкции готового изделия. Далее собранную крышу с кровельной частью устанавливают на основной каркас сводя верхний торещосновной нижней торцевой стойки и нижний торец, верхней торцевой стойки и в последующем скрепляя между собой на резьбовые соединения. В случае установки в металлическую конструкцию мангалов и грилей их оснащают решеткой для гриля, которую собираю из двух планок изготовленных из листовой стали с отверстиями под прутки диаметром не менее 4 мм. При этом одну сторону на каждой планке перегибают на 360°, при этом внутренний радиус загиба равен радиусу прутка, тем самым формирует паз под диаметр прутка, другую сторону планок гнут на 90° создавая полку ограничитель. Планки между собой соединяют прутком и каждый пруток приваривается к каждой планке с обеих сторон.
Краткое описание чертежей.
На фиг. 1 представлена гриль-станция.
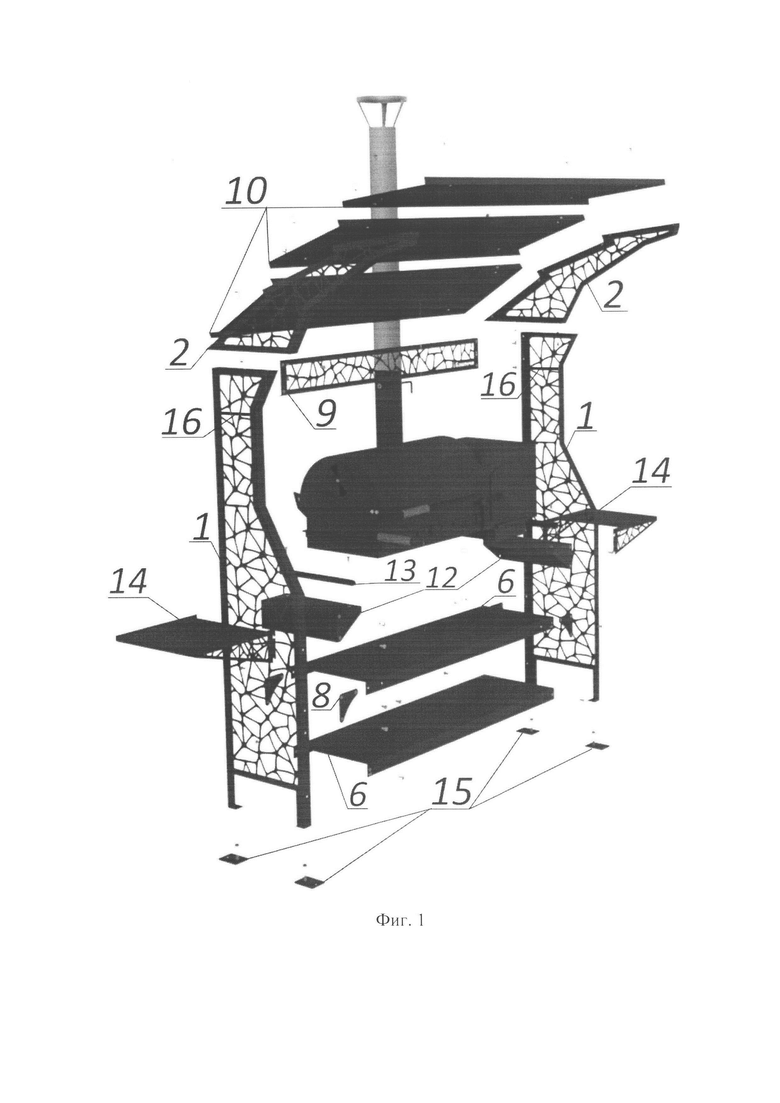
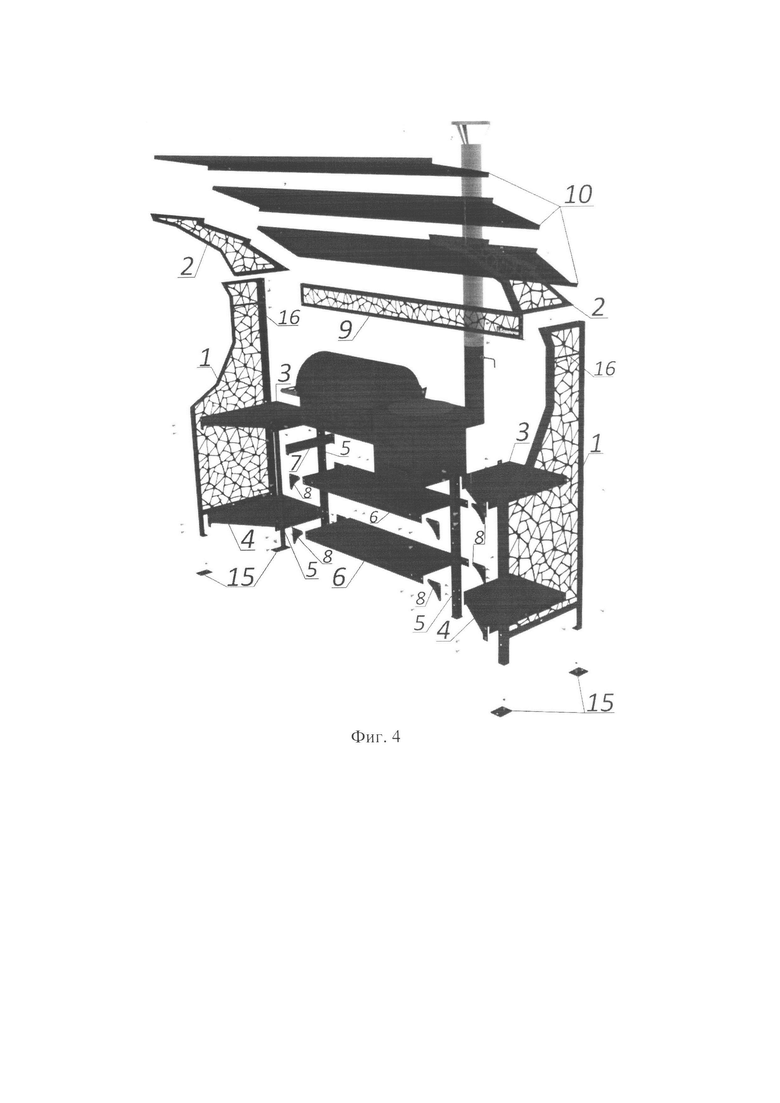
На фиг. 2 и 4 представлена мангальная станция.
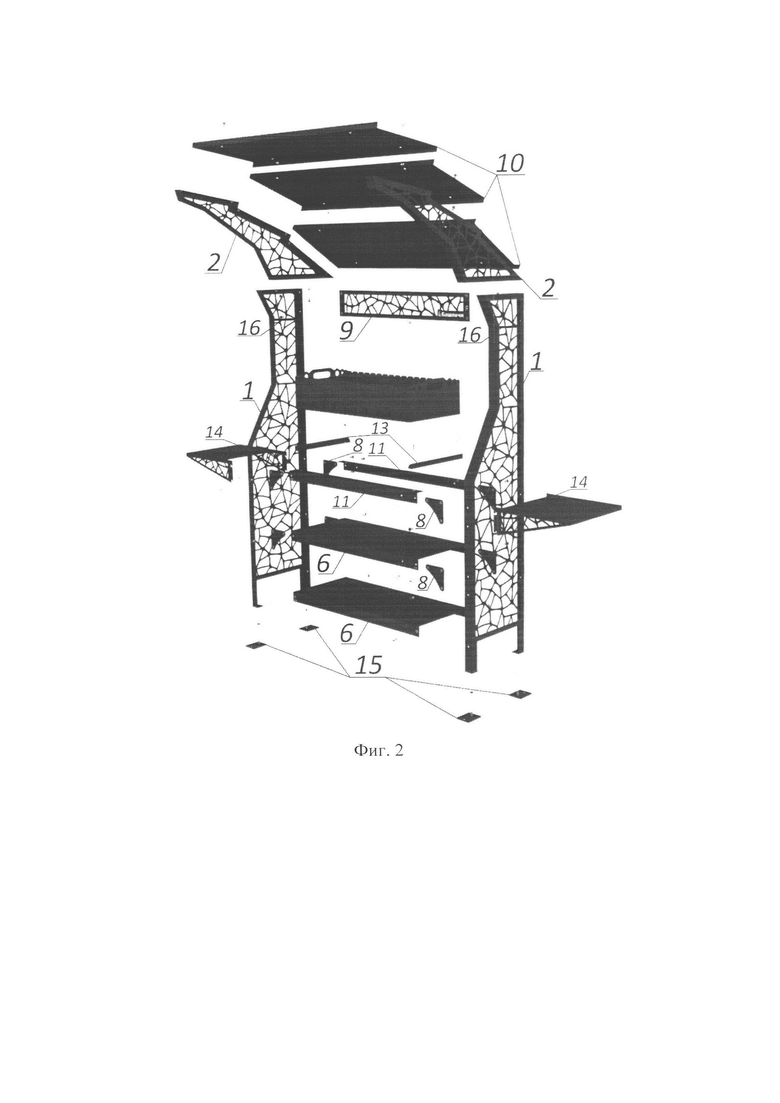
На фиг. 3 представлен мангальный комплекс.
где 1 - основные торцевые стойки, 2 - верхние торцевые стойки, 3 - столешница, 4 -Полки, 5 - дополнительные ножки, 6 - центральные полки, 7 - опорная, 8- косынка, 9 -продольная планка, 10 - листы кровли, 11 - планка, 12 - опорный профиль, 13 -ограничительная планка, 14 - дополнительная столешница, 15 - опорная пятка, 16 -пруток.
Осуществление изобретения.
Конструкция в которую входят основные торцевые вертикальные стойки с резными узорными элементами, которые могут быть как составные и скрепляться между собой резьбовыми соединениями на больших конструкциях, так и цельными в более мелких. Стойки являются основным вертикальным элементом для создания конструкций, их количество зависит от размеров самой конструкций, так и от размеров крыши, минимальное количество основных торцевых стоек используемых в конструкций две. При необходимости наличия крыши в конструкции, количество основных торцевых стоек и верхних торцевых стоек, используется одинаковое, если нет необходимости в конструкции наличия крыши, то используются только основные торцевые стойки. При формируют на листогибочном станке, места геометрических форм (в форме овала, полукруга, волны, ступенчатых форм и т.д.) конструкции достигают путем варки полосы, уголка, полученные ребра в свою очередь так же формируют силовой каркас. Вся конструкция собирается на резьбовые соединения, благодаря такой без каркасной, самонесущей конструкций в отличие от целостносварных мангальных зон, беседок, качелей и других подобных конструкций, нет наложения различных металлопрокатных изделий друг на друга получая, при этомперехлест (например сварка листа с напуском на профильную трубу, пруток, квадрат и т.д.) и тем самым создавая не доступное соединение, для осуществления покраски готового каркаса, такие места являются очагом коррозий и в последующем коррозия распространяется на элементы, детали и конструкцию в целом. В нашей конструкций процесс качественной покраски осуществлять гораздо легче, благодаря разборной конструкций, каждую деталь возможно расположить в любом удобном пространственном положений в процессе покраски. В нашей конструкций благодаря тому что, все детали и элементы представляют собой в объеме, как с маленькой так и с большой площадью, но при этом с достаточно низкой высотой каждой детали конструкции, тем самым уменьшая объем конструкций в разобранном виде и соответственно уменьшая затраты на упаковку и транспортировку.
В конструкции столешницы и полки являются одними из основных деталей конструкций, которые в свою очередь создают удобства использования конечному потребителю, дополнительную жесткость конструкции, как в продольном, так и в поперечном качение и могут нести более высокую нагрузку. Столешницы и полки изготавливаются как с резными узорными элементами, так и без них, так же в столешницу возможно врезать раковину с водопроводным краном для большего удобства при эксплуатациях конструкций как зоны для приготовления пищи на огне, мангальной зоны, гриль зоны и т.д.
В конструкции дополнительные столешницы как с резными узорными элементами, так и без них, устанавливаются с внешней стороны торца каркаса на основные торцевые вертикальные стойки, когда площади поверхностей основных столешниц, считается не достаточной для эксплуатации каркаса по целевому назначению, либо полностью отсутствуют основные столешницы.
Конструкцию оснащают дополнительными ножкам для устойчивости столиков, полок и каркаса в целом, так же ножки используются для формирования ниши, для разгрузки основных торцевых стоек конструкций от веса тяжелого оборудования в виде мангалов, мангалов с топками, смокеров, грилей и т.д. В меньших конструкциях, где не требуется формирование ниш для установки тяжелого оборудования и устанавливается более легкое оборудование в виде мангалов, мангалов гриль, печей под казан и т.д., то дополнительные ножки не используются. В этом случае нагрузка распределяется на основные торцевые стойки, при использовании столешниц, планок или опорных профилей с использованием полок, которые в свою очередь последовательно крепятся на резьбовые соединения между основными торцевыми стойками, а при использование опорного профиля на каждую основную торцевую стойку. Для формирования ниши под установку легкого оборудования используются ограничительные планки, которые в свою очередь крепятся через резьбовые соединения, к столешницам, планкам или к опорному профилю в зависимости от назначения готовой конструкций. Опорные профиля используются парно (по две штуке) в готовой конструкций, для формирования ниш для установки оборудования, у которого имеются выпирающие детали или элементы (например, зольный ящик) в нижней части, не позволяющие установить оборудование в должном горизонтальном положение и требуются опоры именно по торцевых сторонам оборудования.
Крыша с кровельной частью выполняется одно-, двух-, трехскатной и более зависимости от назначения конструкций и состоит из верхних торцевых стоек и листов кровли. Основная функция кровельной части это зашита от прямых солнечных лучей и атмосферных осадков.
В конструкции, так же используются продольная планка с резными узорными элементами, данная деталь устанавливается горизонтально между торцевыми стойками в верхней части для дополнительной диагональной жесткости каркаса от продольного качения, а так же в зависимость от конструкций, при формирований ниши для тяжелого оборудования, формирования сидячих мест (скамеек) и т.п.
Все вышеперечисленные детали соединяются последовательно на резьбовые соединения, создавая тем самым жесткую и прочную конструкцию.
При установке в конструкцию мангалов и грилей, их оснащают решеткой для гриля. При этом решетка собирают из двух планок, изготовленных из листовой стали с отверстиями, одну сторону на каждой планке перегибают на 360 градусов (внутренний радиус загиба равен радиусу прутка), тем самым формируя паз под диаметр прутка, другую сторону планок гнут на 90 градусов создавая полку ограничитель, при установки уже в готовом виде на верхнюю часть мангала ограничивает поперечное смешение по ширине мангала, при этом решетка гриль свободно можно сместить по длине как вправо так и влево. Планки между собой соединяются прутком и каждый прутом прихватывается к каждой планке с обеих сторон. Особенности изготовления деталей конструкции:
Все детали конструкций изготавливаются из листового металлопроката толщиной от 0,5 мм и более мм, при более массивных конструкция могут применять другие виды металлопроката, детали и элементы имеющие сложную форму раскроя или художественные элементы, узоры, надписи, символики, отверстия для резьбового соединения деталей между собой и т.п., нарезаются на станке лазерной, плазменной или любым другим существующим методом механизированной резки с числовым программным управлением (ЧПУ). При этом художественные элементы, узоры, надписи, символики и т.д.(далее узоры) могут нарезаться на любой детали конструкций, в определенной площади, с определенным отступом по периметру детали, без потери прочности самой детали в конечном результате. При нарезки деталей, нарезаются и отверстия для резьбового соединяя деталей между собой, согласно пересечению готовых деталей при сборке готовой конструкций. Затем все детали зачищаются от шлака и заусенцев, далее все детали загибаются на листогибочном станке, по краям определенных сторон, согласно назначению детали в конструкций, тем самым формируют на деталях, на прямых и ровных сторонах (краях) ребро жесткости, в поперечном сечений в форме г-образного, п-образного, с-образного, z-образного профилей, в зависимости от нагрузки и назначения каждой конкретной детали. Края выше причисленных форм профилей могут быть перегнуты на 180 градусов в фалец, для придания большей жесткости детали, фалец исключает травмирования конечного пользователя в процессе эксплуатации конструкций, перегиб в фалец производится в зависимости от назначения и места установки детали в каркасе конструкций. В местах сложных форм деталей (в форме овала, полукруга, волны, изгиба, ступенчатых форм и т.п.) по краю приваривается на ребро, перпендикулярно к основной плоскости детали, металлическая полоса или уголок, который формируют в поперечном сечении г-образный или п-образный профиль соответственно.
При изготовление основных торцевые стоек (деталь 1),ребро жесткости формируется по всему периметру, кроме нижней края, ребро жесткости при этом направлено во внутреннюю часть конструкций в собранном виде. Далее указан вид на основную площадь детали в установленном положений, в уже готовой и собранной конструкций. В нижней части в основной торцевой стойке, вырезается часть площади в виде п-образного выреза, с определенным отступом (расстоянием) от ребра жесткости, в зависимости от размера основной торцевой стойки. Отступ с ребром жесткости формирует основные опоры (ноги) с каждой стороны, к которым в последующем в горизонтальном положение, привариваются пластины (пятки)с отверстием, к которым при сборке конструкций прикрепляется на резьбовое соединение основная опорная пятка (деталь 15). По периметру п-образного выреза при необходимости наваривается ребро жесткости, когда жесткость торцевой стойки недостаточна. В других случаях усиление п-образного выреза, осуществляется за счет крепления на резьбовые соединения полки или полок к основной торцевой стойке. К основной торцевой стойке, с определенным расстоянием от верхней части, приваривается пруток круглого или квадратного сечения или полоса между ребрами левой и правой стороны одной детали, тем самым укрепляя конструкцию основной торцевой стойки от скручивания. Данный пруток или полоса (деталь 16) так же выполняет функцию кухонного рейлинга (перекладины), для последующего размещения на него, через навесные крючки кухонной утвари, приборов для готовки на гриле и.т.д.
Косынка с тремя отверстиями (далее косынка, деталь 8), представляющая собой равнобедренный треугольник с кругленными углами, вырезанный из листового металла, с тремя отверстиями под резьбовые соединения. При изготовлении косынок, ребра жесткости могут формироваться, как по длинному краю (стороне), так и по короткому краю (стороне) детали, зависит от нагрузки и размеров конструкций и соединяемых деталей при помощи косынки.
Полки (деталь 4), центральные полки (деталь 6) и столешницы (деталь 3), (далее полки и столешницы), представляют собой форму, с видом на основную площадь детали, в виде прямоугольника, квадрата, прямоугольника или квадрата с частично скошенным углом, при этом угол зависит от ширины основной торцевой стойки и ширины ниши сформированной под определенное оборудование. При изготовлении полок и столешниц, ребро жесткости формируется, как по всему периметру, так и с двух противоположных самых длинных сторон детали представляет собой в поперечном сечений п-образную форму, зависит от размеров и назначения конструкции. При этом ребра направлены в нижнюю часть в уже готовой и собранной конструкций. При необходимости высота ребра жесткости полок и столешниц, может быть с увеличенной высотой по всей длине определенной стороны детали, для размещения дополнительных отверстий. Для креплений на резьбовые соединения, без использования косынок в сборке конструкций, для придания жесткости конструкции в продольном качение, а так же для размещения (выреза) узоров для декорирования готовой конструкций. При необходимости высота ребра жесткости полок и столешниц может быть с увеличенной высотой только по углам детали, придавая вытянутую форму углам детали, для размещения дополнительных отверстий. Для креплений на резьбовые соединения, без использования косынок в сборке конструкций, для придания жесткости конструкции в продольном качение, без возможности размещения (выреза) узоров для декорирования готовой конструкций. При необходимости для усиления поверхности полки или столешницы наваривается ребро перпендикулярно основной площади с нижней части полки или столешницы.
При изготовление дополнительной столешницы(деталь 14)ребро жесткости формируется по трем краям (сторонам) детали кроме той, которая при сборке готовой конструкций обращена в сторону основной торцевой стойки. Дополнительная столешница в готов виде представляет собой, при виде на основную площадь детали (вид верху), квадрат или прямоугольник. Вид дополнительной столешницы в установленном положений, в уже готовой и собранной конструкций, как с тыльной, так и фронтальной стороны представляет собой треугольник с разными катетами. При этом треугольник длинней основной площади дополнительной столешницы, на расстояние достаточное для наложения части детали, более коротким катетом на основную торцевую стойку для последующего крепления на резьбовые соединения, обеих деталей при сборке готовой конструкций.
При изготовлении планки (деталь 11), ребро жесткости формируется и представляет собой в поперечном сечений г- образную или п-образную форму, в зависимости от нагрузки на данную деталь. При необходимости высота ребра жесткости планки, может быть с увеличенной высотой по всей длине определенной стороны детали, для размещения дополнительных отверстий. Для креплений на резьбовые соединения, без использования косынок в сборке конструкций, для придания жесткости конструкции в продольном качение, а так же для размещения (выреза) узоров для декорирования готовой конструкций. При необходимости высота ребра жесткости планок может быть с увеличенной высотой только по углам детали, придавая вытянутую форму углам детали, для размещения дополнительных отверстий. Для креплений на резьбовые соединения, без использования косынок в сборке конструкций, для придания жесткости конструкции в продольном качение, без возможности размещения (выреза) узоров для декорирования готовой конструкций.
При изготовление опорного профиля (деталь 12) ребро жесткости формируется и представляет собой в поперечном сечений П-образную форму, поверхность ребер жесткости которой, при этом разной ширины. К торцам полученного профиля путем варки прикрепляются косынки с обеих сторон, при этом два угла косынки в местах сварки, полностью повторяет п-образную форму профиля, а третий угол находится за пределами п-образного профиля. Опорный профиль, так же можно изготовить с наименьшим количеством сварки, за счет загиба все нужных краев (сторон) детали.
При изготовление опорной (деталь 7) и ограничительной планки (деталь 13),ребро жесткости формируется и представляет собой в поперечном сечений Г-образную форму, при этом ширина полученных поверхностей одинакова, а длина одной поверхности больше с каждой стороны, на ширину поверхности. Следующее ребро жесткости формируется с двух сторон детали, поверхность которых больше. При этом получаю форму детали в виде прямоугольного параллелепипеда, без двух прямоугольных вытянутых сторон примыкающих друг другу. То есть профиль в поперечном сечений с Г-образной формой заглушенный по торцам, путем варки квадратной или треугольной пластины, у которой размеры равны ширине поверхностей ребер жесткости.
При изготовление продольной планки (деталь 9), ребро жесткости формируется под длинным краям (сторонам) и представляет собой в поперечном сечении П-образную форму, на основной площади размещены (вырезаны) узоров для декорирования готовой конструкции.
При изготовление дополнительной ножки (деталь 5), ребро жесткости формируется и представляет собой в поперечном сечений Г-образную форму, как с равной полкой загиба, так и с разными полками загиба. В нижней части дополнительной ножки приваривается опорная пластина (пятка).
Особенность изготовления не разборной, бескаркасной, крыши с кровельной частью. При изготовлении крыши, состоящей из верхней торцевой стойки и листа или листов кровли, в верхних торцевых стойках, формируется ребро жесткости по всему периметру детали (производятся те же операций, как и при изготовлении остальных деталей конструкции, перечисленные в особенности изготовления деталей конструкций), кроме места сваривания листов кровли с верхней торцевой стойкой. Ребро жесткости на верхней торцевой стойке, направлена во внутреннюю часть конструкций. При изготовлении листа или листов кровли, если крыша двух, трехскатная или больше, формируется Г-образный профиль - загиб на 90 градусов при помощи листогибочного станка. Для достижения необходимой жесткости кровельной части в больших конструкциях, на загнутых краях листов кровли, могут быть сформированы перегибы на 180 градусов в фалец. Далее листы кровли приваривают к верхней части верхних торцевых стоек и к ребрам жесткости верхней торцевых стоек. При этом загиб листа кровли и ребро верхней торцевой стойки находятся на максимально близком расстояние, для создания максимальной жесткости готовой крыши с кровельной частью. Расстояние между верхними торцевыми стойками, зависит от размера конструкций и свеса кровельных листов в торцевые стороны готовой конструкций. Верхняя часть верхней торцевой стойки, имеет изогнутую форму - радиус, тем самым формируется изогнутая форма кровли, дополнительно к листам кровли с внутренней стороны, привариваются усиления в необходимых местах в больших конструкциях, в форме Г-образного или П-образного профиля, привариваемая часть которого повторяют форму верхней части верхней торцевой стойки. Загиб на листе кровли создает не только ребро жесткости, но выполняет функцию водоотведения - отлива.
При изготовлении крыши с двухскатной кровельной частью, скаты которых, направлены в одну сторону, листы кровли располагаются на определенной высоте друг от друга с определенным свесом, образую при этом продольный вентиляционный просвет между кровельными частями. Свес зависит от высоты расположения друг от друга верхней части по отношению к нижней части кровли, для исключения попадания под крышу атмосферных осадков.
При изготовлении крыши трехскатной кровельной частью, скаты которых, направлены в разные стороны, листы кровли располагаются на определенной высоте друг от друга с определенным свесом, образую при этом продольный вентиляционный просвет между кровельными частями. Свес зависит от высоты расположения друг от друга верхней части по отношению к нижней части кровли, для исключения попадания под крышу атмосферных осадков. При этом направление уклона двух нижних частей кровли направлены в противоположные стороны по отношению друг к другу. Верхняя часть кровли располагается с определенным свесом - с перехлестом на обе нижние части кровли, тем самым формирует конек кровли.
Данная конструкция крыши и кровли в целом создают достаточную жесткость и получая при этом самонесущую крышу с кровлей без дополнительных усилений и каркасов, соответственно уменьшая себестоимость и трудозатраты на изготовление конструкций
Особенность изготовления разборной крыши со ступенчатой кровельной частью.
При изготовлении крыши с разборной кровельной частью, состоящей из верхней торцевой стойки (деталь 2) и листа или листов кровли (деталь 10), в верхних торцевых стойках, формируется ребро жесткости по всему периметру детали, производятся те же операций, как и при изготовлении остальных деталей конструкции, перечисленные в особенности изготовления деталей конструкций). На верхней торцевой стойке, ребра жесткости своей торцевой стороной направлены, перпендикулярно по отношению к основной площади верхней торцевой стойки и направлены во внутреннюю часть уже готовой и собранной конструкций. Плоскость ребер жесткости на верхней части верхней торцевой стойки, придают ступенчатую форму, с определенным наклоном каждой плоскости ступени как предыдущей, так и к последующей плоскости, но при этом разница угла наклона каждой плоскости друг к другу одинакова. Количество плоскостей ребра жесткости зависит от количества листов кровли, к которой в последующем при сборе готовой конструкций крепятся при помощи резьбовых соединений. Ступенчатую форму придают и листам кровли, которой при сборке конструкций крепится на резьбовые соединения. На более массивных крышах для увеличения жесткости конструкций, ребро жесткости со ступенчатой формой, в местах крепления основной площадью листа кровли создается радиус, направленный своей выпуклой стороной наружу, заданную форму в свою очередь придают и листам кровли по всей длине. Для поддержания формы радиуса по всей длине на листах кровли, в случае необходимости, с внутренней стороны привариваются усиления в необходимых местах, в форме Г-образного или П-образного профиля, привариваемая часть которого повторяют форму плоскости ребра жесткости.
При изготовлении листов кровли, формируется г-образный профиль - загиб на 90 градусов при помощи листогибочного станка. Для достижения необходимой жесткости кровельной части в конструкциях с большой и длиной крышей, расстояние между загибами на листах кровли уменьшается, увеличивается высота ребра загиба и толщина используемого листового металлопроката на загнутых краях листов кровли, могут быть сформированы перегибы на 180 градусов в фалец. На листе или листах кровли, расположенных между первым нижним и последнем верхнем листах кровли, ребро загиба формируется на нижней части листа кровли в низ, на верхней части в верх, получая Z-образную форму листа кровли. И соответственно листы кровли повторят ступенчатую форму верхней части верхней торцевой стойки, при этом на первом нижнем и на последнем верхнем листе кровли загибы, расположенные на краю кровельной части с тыльной и фронтальной стороны загибается на верх для формирования отлива, либо вниз для беспрепятственного скатыванию по готовой крыше атмосферных осадков. Листы кровли при сборке крыши из уже готовых изделий и деталей, крепятся при помощи резьбовых соединений к верхней части верхних торцевых стоек, в начале сборки устанавливается первый нижний лист, затем последующий, который в свою очередь перекрывает нижним загибом, верхний загиб первого нижнего листа, а последующий лист нижним загибом перекрывает верхний загиб предыдущего листа и т.д. Завершает сборку крыши установка последнего верхнего листа кровли, который в свою очередь нижним загибом перекрывает верхний загиб предыдущего листа. Для увеличения жесткости и прочности кровельной части крыши, листы кровли соединяются на резьбовые соединения между собой в местах пересечения загибов. Расстояние между верхними торцевыми стойками, зависит от размера конструкций и свеса кровельных листов в торцевые стороны готовой конструкций. На более массивных крышах для увеличения жесткости конструкций, верхняя часть верхней торцевой стойки, имеет изогнутую форму - радиус, тем самым формируется изогнутая форма кровли, дополнительно к листам кровли с внутренней стороны, привариваются усиления в необходимых местах в больших конструкциях, в форме Г-образного или П-образного профиля, привариваемая часть которого повторяют форму верхней части верхней торцевой стойки.
При изготовлении крыши с односкатной кровельной частью (изделие 1, 2, 3), при этом кровельная часть может состоять, как из одного, так из двух и более кровельных листов, листы кровли располагаются с перекрытием загибов, без формирования продольного вентиляционного просвета. Данный вид крыши используется в относительно не больших конструкциях с малой площадью кровельной части
При изготовлении крыши с двумя кровельными частями(изделие4), при этом кровельные части могут состоять, как из одного, так из двух и более кровельных листов, скаты которых направлены в одну сторону. Кровельные части располагаются на определенной высоте друг от друга с определенным свесом, высота задается при изготовлениях верхней торцевой стойки, образую при этом продольный вентиляционный просвет между кровельными частями. Свес зависит от высоты расположения друг от друга верхней части по отношению к нижней части кровли, для исключения попадания под крышу атмосферных осадков.
При изготовлении крыши с тремя кровельными частями, при этом кровельные части могут состоять, как из одного, так из двух и более кровельных листов скаты которых, направлены в разные стороны, кровельные части располагаются на определенной высоте друг от друга с определенным свесом. Высота задается при изготовлениях верхней торцевой стойки, образую при этом продольный вентиляционный просвет между кровельными частями. Свес зависит от высоты расположения друг от друга верхней части по отношению к нижней части кровли, для исключения попадания под крышу атмосферных осадков. При этом направление уклона двух нижних частей кровли направлены в противоположные стороны по отношению друг к другу. Верхняя часть кровли располагается с определенным свесом - с перехлестом на обе нижние части кровли, тем самым формирует конек кровли. Данный вид кровли используется для формирования конструкций по виду беседок, навесов и т.д.
Применение и назначение конструкций: Данный способ изготовления конструкций может применять при изготовлении: мангальных комплексов с крышей; или мангальных зон с крышей; или мангальных станций с крышами; или гриль станций с крышами, гриль комплексов с крышами; или подставок со столиками под печь под казан, мангал, смокер, гриль; или качелей; или беседок; или скамеек; или навесов; или столов; или ограждений; или оградок для могил; или заборов; или декоративных заборов; или стеллажей и т.д.
Размеры конструкций могут быть любых размеров и форм и назначение, толщина используемого материала увеличивается соотносительно размеру и назначению конструкций.
Конструкций после изготовления могут окрашиваться любым из известных способом покраски и любым видом краски в зависимости от применения конструкций.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления металлических конструкций с крышей | 2020 |
|
RU2740652C1 |
| ПОЛНОСБОРНОЕ ЗДАНИЕ ИЗ ЛЕГКИХ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ | 2010 |
|
RU2429327C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ЛИСТОВОЙ КРОВЛИ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2260660C1 |
| Мини-теплица из системы профильных элементов | 2023 |
|
RU2805963C1 |
| Облицовочная панель для арочных кровель, фасадов и ограждений | 2021 |
|
RU2751308C1 |
| МЕТАЛЛИЧЕСКАЯ КРОВЛЯ ДЛЯ КАРКАСНЫХ ЗДАНИЙ | 2010 |
|
RU2426845C1 |
| Фальц-опора для фальцевой кровли (варианты) | 2021 |
|
RU2769678C1 |
| КРОВЛЯ СО СРЕДСТВАМИ ДЛЯ ПРЕДОТВРАЩЕНИЯ ОБРАЗОВАНИЯ НАЛЕДИ И СОСУЛЕК | 2021 |
|
RU2779365C1 |
| Облицовочный ОМЕГА-профиль | 2021 |
|
RU2752831C1 |
| СТОЛ ЛАБОРАТОРНЫЙ | 2011 |
|
RU2462312C1 |
Изобретение относится к строительной области, а именно к сборке металлических конструкций с крышей, таких как беседки, мангальные зоны. Технический результат заключается в повышении жесткости конструкции, изготовлении полностью разборной кровельной части крыши, исключении из конструкций крупногабаритных деталей и элементов, значительном снижении затрат на упаковку и транспортировку готовой конструкции, уменьшении себестоимости и трудозатрат на изготовление и сборку конструкции, снижении риска травмирования конечного пользователя в процессе эксплуатаций конструкций. Способ сборки металлической конструкции с крышей включает монтирование каркаса на первом этапе, при этом основной вертикальной деталью каркаса являются торцевые стойки, выполненные составными, при этом стойка выполнена из двух элементов основной нижней торцевой стойки для крепления столешниц, полок и планок и верхней торцевой стойки для крепления листов кровли, элементы торцевой стойки скрепляют между собой резьбовыми соединениями; затем к каждой нижней торцевой стойке на резьбовые соединения прикрепляют столешницы и полки с внутренней части стойки, с наружной части столики, к другой стороне, противоположной поверхности нижней стойки, к столешницам и полкам на резьбовые соединения прикрепляют дополнительные ножки, тем самым скрепляя в единую конструкцию все перечисленные детали, при этом одна ножка крепится у тыльной стороны каркаса, вторая на расстоянии от первой, между полученными двумя зеркальными половинами будущей конструкций устанавливаются дополнительные центральные полки, планки или столешницы, кроме того, в конструкции используют косынку с тремя отверстиями, которая крепится на резьбовые соединения, скрепляя между собой дополнительные ножки с полками, планками или столешницами, дополнительные центральные полки, планки или столешницы прикрепляют на резьбовые соединения к каждой дополнительной ножке и к каждой полученной половине, кроме того, между двумя дополнительными ножками крепится либо с одной, либо с обеих сторон на резьбовые соединения опорная планка, с тыльной стороны полученной конструкции в верхней части прикрепляют на резьбовые соединения продольную планку с напуском на основные нижние торцевые стойки, скрепляя их, при этом данную деталь устанавливают горизонтально, завершают конструкцию сборкой крыши с кровельной частью, которую выполняют одно-, двух-, трех- или пятискатной, для чего используют верхние торцевые стойки и листы кровли для формирования крыши, каждый лист кровли прикрепляется на резьбовые соединения или приваривается сваркой к верхним торцевым стойкам на заданной высоте друг от друга, высота задается при нарезке верхних торцевых стоек в зависимости от требуемой высоты и размера конструкции готового изделия, далее собранную крышу с кровельной частью верхним торцом стойки сводят с нижней торцевой стойкой и нижним торцом и скрепляют между собой на резьбовые соединения. В дополнение мангалы и грили, устанавливаемые в металлическую конструкцию, оснащают решеткой для гриля, которую собираю из двух планок, изготовленных из листовой стали с отверстиями, при этом одну сторону на каждой планке перегибают на 360°, тем самым формируя паз под диаметр прутка, другую сторону планок гнут на 90°, создавая полку-ограничитель. При этом планки между собой соединяют прутком и каждым прутом приваривают к каждой планке с обеих сторон. Способ позволяет повысить жесткость конструкции, снизить риск травмирования конечного пользователя, уменьшить себестоимость и трудозатраты на изготовление и сборку конструкции. 1 з.п. ф-лы, 4 ил.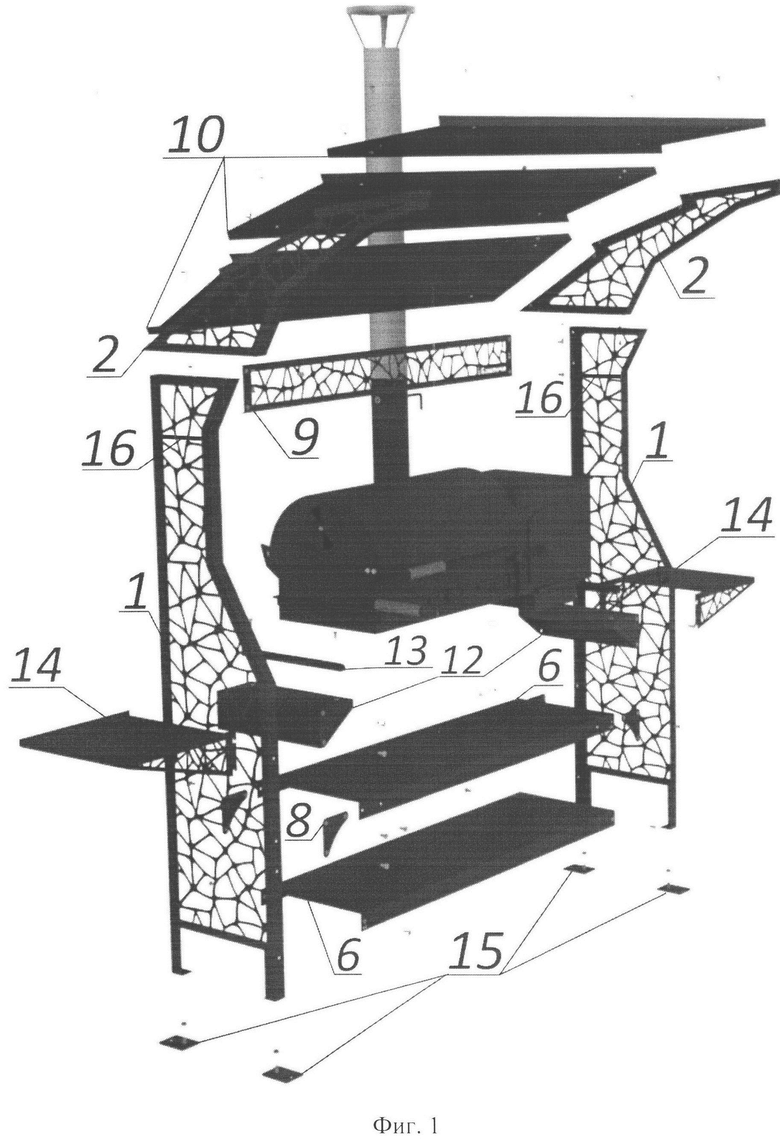
1. Способ сборки металлической конструкции с крышей, включающий монтаж каркаса на первом этапе, при этом основной вертикальной деталью каркаса являются торцевые стойки, выполненные составными, отличающийся тем, что каждая стойка выполнена из двух элементов – основной нижней торцевой стойки для крепления столешниц, полок и планок и верхней торцевой стойки для крепления листов кровли, элементы торцевой стойки скрепляют между собой резьбовыми соединениями; затем к каждой нижней торцевой стойке на резьбовые соединения прикрепляют столешницы и полки с внутренней части стойки, с наружной части столики, к другой стороне, противоположной поверхности нижней стойки, к столешницам и полкам на резьбовые соединения прикрепляют дополнительные ножки, тем самым скрепляя в единую конструкцию все перечисленные детали, при этом одна ножка крепится у тыльной стороны каркаса, вторая на расстоянии от первой, между полученными двумя зеркальными половинами будущей конструкции устанавливаются дополнительные центральные полки, планки или столешницы, кроме того, в конструкции используют косынку с тремя отверстиями, которая крепится на резьбовые соединения, скрепляя между собой дополнительные ножки с полками, планками или столешницами, дополнительные центральные полки, планки или столешницы прикрепляют на резьбовые соединения к каждой дополнительной ножке и к каждой полученной половине, кроме того, между двумя дополнительными ножками крепится либо с одной, либо с обеих сторон на резьбовые соединения опорная планка, с тыльной стороны полученной конструкции в верхней части прикрепляют на резьбовые соединения продольную планку с напуском на основные нижние торцевые стойки, скрепляя их, при этом данную деталь устанавливают горизонтально, завершают конструкцию сборкой крыши с кровельной частью, которую выполняют одно-, двух-, трех- или пятискатной, для чего используют верхние торцевые стойки и листы кровли для формирования крыши, каждый лист кровли прикрепляют на резьбовые соединения или приваривают сваркой к верхним торцевым стойкам на заданной высоте друг от друга, высота задается при нарезке верхних торцевых стоек в зависимости от требуемой высоты и размера конструкции готового изделия, далее собранную крышу с кровельной частью верхним торцом стойки сводят с нижней торцевой стойкой и нижним торцом и скрепляют между собой на резьбовые соединения.
2. Способ по п. 1, отличающийся тем, что в случае установки в металлическую конструкцию мангалов и грилей их оснащают решеткой для гриля, которую собирают из двух планок, изготовленных из листовой стали с отверстиями под прутки диаметром не менее 4 мм, при этом одну сторону на каждой планке перегибают на 360°, при этом внутренний радиус загиба равен радиусу прутка, тем самым формируют паз под диаметр прутка, другую сторону планок гнут на 90°, создавая полку-ограничитель, планки между собой соединяют прутком и каждый пруток приваривают к каждой планке с обеих сторон.
| Способ изготовления металлических конструкций с крышей | 2020 |
|
RU2740652C1 |
| Гидроэлектростанция | 1947 |
|
SU76055A1 |
| US 2002006510 A1, 23.05.2002 | |||
| FR 2844173 B1, 22.10.2004 | |||
| DE 20104443 U1, 23.05.2001 | |||
| DE 29920920 U1, 24.02.2000. | |||

