Область техники
Настоящее изобретение относится к области сортировки товаров, в частности к системе сортировки товаров.
Уровень техники
В настоящее время классификация и сортировка таких товаров, как фрукты, в основном основаны на ручном труде, который не только отнимает время и энергию, но и приводит к ошибкам в оценке.
Следовательно, для решения вышеуказанных технических проблем необходима система сортировки товаров, которая может автоматически классифицировать и сортировать товары.
Сущность изобретения
Для решения технической проблемы низкой эффективности, вызванной ручной классификацией и сортировкой товаров в смежных технологиях, предлагается система сортировки товаров.
Настоящее изобретение обеспечивает систему сортировки товаров, содержащую: устройство классификации для классификации подлежащих сортировке товаров в соответствии с внешним состоянием, внутренним состоянием и весом подлежащих сортировке товаров; и устройство сортировки для сортировки подлежащих сортировке товаров в соответствии с результатом классификации.
Кроме того, устройство классификации содержит: часть визуального распознавания, отличающуюся тем, что часть визуального распознавания используется для сбора информации с изображения подлежащих сортировке товаров для определения уровня внешнего состояния подлежащих сортировке товаров в соответствии с информацией с изображения; и/или часть спектрального распознавания, отличающуюся тем, что часть спектрального распознавания используется для сбора спектральной информации в ближней инфракрасной области о сортируемых товарах для определения уровня внутреннего состояния сортируемых товаров в соответствии со спектральной информацией в ближней инфракрасной области; и/или часть для взвешивания, отличающуюся тем, что часть для взвешивания используется для сбора информации о весе подлежащих сортировке товаров для определения размера подлежащих сортировке товаров в соответствии с информацией о весе.
Кроме того, устройство сортировки содержит: первый механизм сортировки, отличающийся тем, что первый механизм сортировки расположен ниже по потоку от части визуального распознавания и сортирует подлежащие сортировке товары в соответствии с, по меньшей мере, одним из уровней внешнего состояния, или уровнем внешнего состояния и уровнем внутреннего состояния, и размером подлежащих сортировке товаров; и/или второй механизм сортировки, отличающийся тем, что второй механизм сортировки расположен ниже по потоку от части спектрального распознавания и сортирует подлежащие сортировке товары в соответствии с, по меньшей мере, одним из уровней внутреннего состояния, или уровнем внутреннего состояния и уровнем внешнего состояния, и размером подлежащих сортировке товаров; и/или третий механизм сортировки, отличающийся тем, что третий механизм сортировки расположен ниже по потоку от части взвешивания и сортирует подлежащие сортировке товары в соответствии с, по меньшей мере, одним из размеров, или размеров и уровнем внешнего состояния, и уровнем внутреннего состояния подлежащего сортировке товара.
Кроме того, устройство классификации дополнительно содержит конвейерную ленту для распознавания и транспортировки для транспортировки подлежащих сортировке товаров; часть визуального распознавания содержит: первый коробчатый корпус, отличающийся тем, что середина первого коробчатого корпуса снабжена зазором, и, по меньшей мере, часть конвейерной ленты для распознавания и транспортировки проходит через зазор; камеры, отличающиеся тем, что камеры расположены в первом коробчатом корпусе, и, по меньшей мере, одна камера расположена над и под конвейерной лентой для распознавания и транспортировки, выполненной из прозрачного материала, соответственно, для сбора информации с изображения подлежащих сортировке товаров; первый источник света, отличающийся тем, что первый источник света расположен с возможностью регулировки в первом коробчатом корпусе посредством положения первого кронштейна; модуль обработки изображений, отличающийся тем, что модуль обработки изображений электрически соединен с камерами для сравнения собранной информации с изображения с предварительно сохраненными изображениями товаров с различным уровнем внешнего состояния для оценки уровня внешнего состояния сортируемого товара; первый механизм сортировки содержит: поворотный стержень для удаления и первый приводной двигатель; поворотный стержень для удаления расположен над конвейерной лентой для распознавания и транспортировки в поворотном режиме и расположен ниже по потоку от первого коробчатого корпуса, а первый приводной двигатель находится в приводном соединении с поворотным стержнем для удаления; контейнер для вторичной переработки, расположенный на одной стороне конвейерной ленты для распознавания и транспортировки и напротив поворотного стержня для удаления, отличающийся тем, что уровень внешнего состояния включает товары и дефектные товары надлежащего качества, а поворотный стержень для удаления используется для удаления подлежащих сортировке товаров, относящихся к дефектному уровню, в контейнер для вторичной переработки, и осуществляется непрерывная транспортировка подлежащих сортировке товаров, относящихся к товарам надлежащего качества, по конвейерной ленте для распознавания и транспортировки.
Кроме того, часть спектрального распознавания содержит: второй коробчатый корпус, отличающийся тем, что второй коробчатый корпус расположен на конвейерной ленте для распознавания и транспортировки и расположен ниже по потоку от поворотного стержня для удаления, и между дном второго коробчатого корпуса образовано второе пространство для прохода сортируемых товаров и конвейерная лента для распознавания и транспортировки; оптоволоконный зонд, отличающийся тем, что оптоволоконный зонд расположен во втором коробчатом корпусе для сбора спектральной информации ближнего инфракрасного диапазона в подлежащих сортировке товарах, которые проходят через оптоволоконный зонд; второй источник света, отличающийся тем, что второй источник света расположен c возможностью регулировки во втором коробчатом корпусе посредством положения второго кронштейна; спектрометр, отличающийся тем, что спектрометр электрически соединен c оптоволоконным зондом; модуль спектральной обработки, отличающийся тем, что модуль спектральной обработки электрически соединен со спектрометром для сравнения результатов измерений собранной спектральной информации в ближнем инфракрасном диапазоне с предварительно сохраненной спектральной информацией о различных уровнях внутреннего состояния для оценки уровня внутреннего состояния товаров, подлежащих сортировке; второй механизм сортировки содержит: шунтирующий поворотный стержень и второй приводной двигатель; шунтирующий поворотный стержень расположен над конвейерной лентой для распознавания и транспортировки в режиме поворота и расположен ниже по потоку от второго коробчатого корпуса, а второй приводной двигатель находится в приводном соединении с шунтирующим поворотным стержнем, отличающийся тем, что, по меньшей мере, два уровни внутреннего состояния состоят и разделены на множество областей шунтирования вдоль направления ширины конвейерной ленты для распознавания и транспортировки; шунтирующий поворотный стержень имеет множество положений поворота во взаимно однозначном соответствии с множеством областей шунтирования; а шунтирующий поворотный стержень используется для перемещения подлежащих сортировке товаров, относящихся к соответствующим уровням внутреннего состояния, в соответствующие области шунтирования.
Кроме того, система сортировки товаров дополнительно содержит: устройство для очистки, отличающееся тем, что устройство для очистки расположено на конвейерной ленте для распознавания и транспортировки для очистки конвейерной ленты для распознавания и транспортировки.
Кроме того, часть взвешивания содержит: множество конвейерных лент для взвешивания, которые расположены в хвостовой части конвейерной ленты для распознавания и транспортировки вдоль направления ширины конвейерной ленты для распознавания и транспортировки и расположены во взаимно однозначном соответствии с множеством шунтирующих областей для приема подлежащих сортировке товаров на конвейерной ленте для распознавания и транспортировки; множество датчиков напряжения, отличающихся тем, что один датчик напряжения расположен в нижней части каждой конвейерной ленты для взвешивания, каждая конвейерная лента для взвешивания соединена с одним датчиком напряжения через третий кронштейн, и датчики напряжения используются для получения информации о весе подлежащих сортировке товаров на конвейерных лентах для взвешивания; модуль обработки веса, отличающийся тем, что модуль обработки веса электрически соединен с множеством датчиков напряжения для сравнения информации о весе подлежащих сортировке товаров, полученной при взвешивании, с предварительно сохраненной информацией о весе для определения размера подлежащих сортировке товаров; третий механизм сортировки содержит: сортировочную конвейерную ленту, в которой сортировочная конвейерная лента расположена ниже по потоку от множества конвейерных лент для взвешивания, а сортировочная конвейерная лента имеет множество областей сортировки, взаимно соответствующих множеству конвейерных лент для взвешивания для приема подлежащих сортировке товаров на множестве конвейерных лент для взвешивания; множество сортировочных манипуляторов, отличающийся тем, что, по меньшей мере, один сортировочный манипулятор расположен соответственно по обе стороны сортировочной конвейерной ленты, в котором предусмотрено, по меньшей мере, два размера, каждый сортировочный манипулятор соответствует уровню внутреннего состояния и размеру, и сортировочные манипуляторы используются для сортировки подлежащих сортировке товаров с соответствующим уровнем внутреннего состояния и размером на сортировочной конвейерной ленте в соответствующие упаковочные коробки.
Кроме того, каждый сортировочный манипулятор содержит гибкий привод и модуль визуального распознавания; и/или устройство классификации дополнительно содержит: множество шунтирующих пластин для формирования множества шунтирующих каналов во взаимно однозначном соответствии с множеством конвейерных лент для взвешивания, причем каждая шунтирующая пластина проходит от верхней части конвейерной ленты к верхней части конвейерной ленты для взвешивания.
Кроме того, система сортировки товаров дополнительно содержит: множество конвейерных лент для упаковочных коробок; по меньшей мере одна конвейерная лента для упаковочных коробок расположена соответственно по обе стороны сортировочной конвейерной ленты; концевая часть каждой конвейерной ленты для упаковочных коробок вблизи сортировочной конвейерной ленты снабжена рабочим местом для упаковки; один конец каждой конвейерной ленты для упаковочной коробки, отходящая от рабочей позиции упаковки, проходит до рабочей позиции для подачи упаковочной коробки; каждая конвейерная лента для упаковочной коробки используется для транспортировки одной упаковочной коробки к рабочей позиции упаковки; каждая упаковочная коробка соответствует одному внутреннему уровню качества и одному размеру; и множество конвейерных лент для упаковочных коробок расположены во взаимно однозначном соответствии с множеством сортировочных манипуляторов.
Кроме того, система сортировки товаров дополнительно содержит: ролик для транспортировки упаковочных коробок, в котором, по меньшей мере, часть ролика для транспортировки упаковочных коробок проходит под лентой сортировочного конвейера; множество конвейерных лент для упаковочных коробок соединены с роликом для транспортировки упаковочных коробок; ролик для транспортировки упаковочных коробок используется для приема упаковочных коробок после загрузки товара на конвейерные ленты для упаковочных коробок; и один конец ролика для транспортировки упаковочных коробок, отходящий от ленты сортировочного конвейера, проходит в рабочее положение упаковки упаковочных коробок.
Кроме того, система сортировки товаров дополнительно содержит: первый датчик, расположенный перед первым коробчатым корпусом и срабатывающий, когда подлежащие сортировке товары проходят через первый датчик; второй датчик, расположенный между поворотным стержнем для удаления и первым коробчатым корпусом, и срабатывающий, когда подлежащие сортировке товары проходят через второй датчик; третий датчик, расположенный между вторым коробчатым корпусом и поворотным стержнем для удаления и срабатывающий, когда подлежащие сортировке товары проходят через третий датчик; четвертый датчик, расположенный между шунтирующим поворотным стержнем и вторым коробчатым корпусом и срабатывающий, когда подлежащие сортировке товары проходят через четвертый датчик; пятый датчик, расположенный между шунтирующим поворотным стержнем и конвейерной лентой для взвешивания, и срабатывающий, когда подлежащие сортировке товары проходят через пятый датчик; и множество шестых датчиков, отличающихся тем, что каждая конвейерная лента для упаковочных коробок снабжена одним шестым датчиком соответственно, и шестые датчики расположены перед рабочим положением упаковки.
Кроме того, система сортировки товаров дополнительно содержит: подающее устройство, отличающееся тем, что подающее устройство расположено перед устройством классификации и используется для подачи множества подлежащих сортировке товаров в линейном положении к устройству классификации.
Кроме того, подающее устройство содержит: подающую конвейерную ленту, при этом скорость перемещения подающей конвейерной ленты меньше скорости движения конвейерной ленты для распознавания и транспортировки; подающий контейнер, расположенный в верхней части подающей конвейерной ленты, отличающийся тем, что подающий контейнер содержит нижнюю пластину, расположенную наклонно вниз, и перегородки, расположенные с обеих сторон нижней пластины для подачи множества сортируемых товаров на подающую конвейерную ленту; ограничительную пластину, расположенную на подающей конвейерной ленте и ниже по потоку от подающего контейнера, отличающуюся тем, что ограничительная пластина содержит сегмент верхней пластины, расположенный над подающей конвейерной лентой, и соединительные сегменты пластин, расположенные по обе стороны сегмента верхней пластины, и между сегментом верхней пластины и подающей конвейерной лентой образовано пространство для подачи; две упорядочивающие пластины, расположенные противоположно, причем каждая упорядочивающая пластина содержит наклонный пластинчатый сегмент и прямой пластинчатый сегмент, которые соединены; наклонный пластинчатый сегмент расположен вблизи ограничительной пластины; прямой пластинчатый сегмент проходит от подающей конвейерной ленты до конвейерной ленты для распознавания и транспортировки; расстояние между двумя наклонными сегментами пластины двух сортировочных пластин постепенно уменьшается в направлении, близком к сегментам прямой пластины; и расстояние между двумя прямыми сегментами пластины двух сортировочных пластин позволяет пропустить один сортируемый товар.
Система сортировки товаров, предоставленная в настоящей заявке, может классифицировать подлежащие сортировке товары в соответствии с внешним состоянием, внутренним состоянием и весом подлежащих сортировке товаров с помощью устройства классификации, затем сортировать подлежащие сортировке товары в соответствии с результатом классификации посредством устройства сортировки, и обладает функциями автоматической классификации и автоматической сортировки, чтобы повысить эффективность классификации и сортировки, уменьшить ошибки при ручном оценивании, обеспечить качество классификации и сортировки и снизить трудозатраты.
Предпочтительное решение настоящей заявки также обладает такими полезными техническими эффектами, как высокая степень интеллектуальности, высокая точность распознавания, распознавание партии, автоматическая сортировка и разумная компоновка.
Описание чертежей
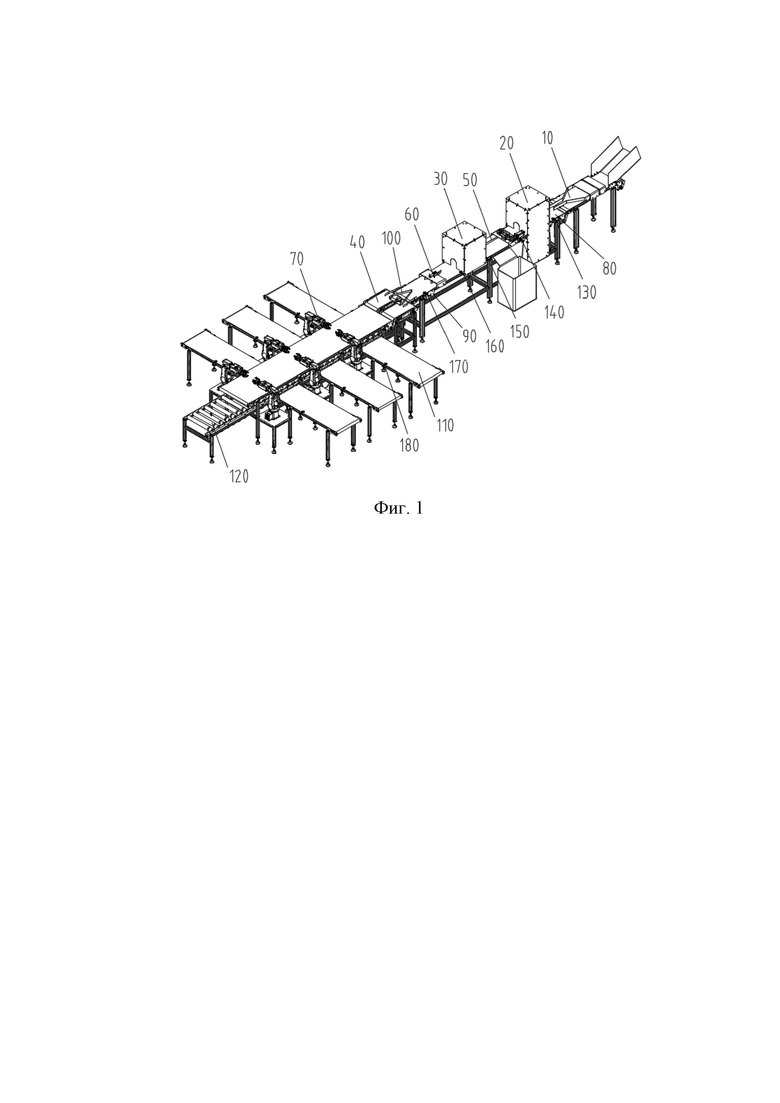
На фиг. 1 показана трехмерная структурная принципиальная схема системы сортировки товаров в необязательном варианте осуществления настоящего изобретения;
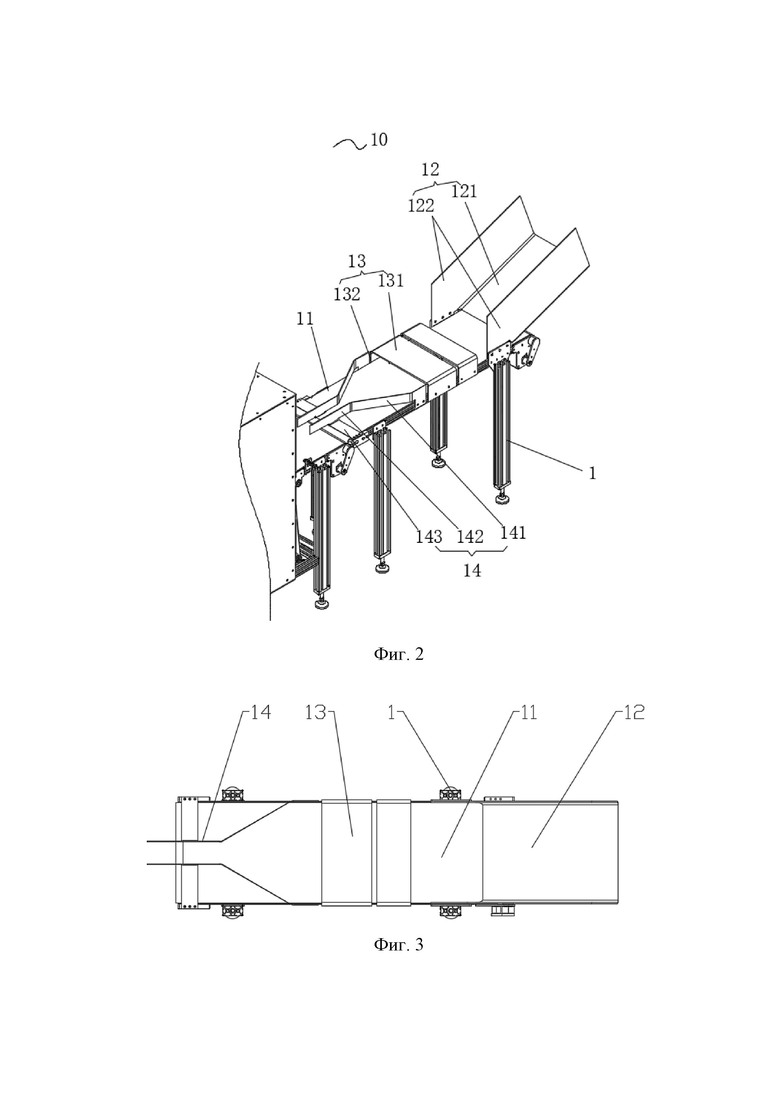
На фиг. 2 показана трехмерная структурная схема устройства подачи в системе сортировки товаров, показанной на фиг. 1;
На фиг. 3 показан вид сверху устройства подачи, показанной на фиг. 2;
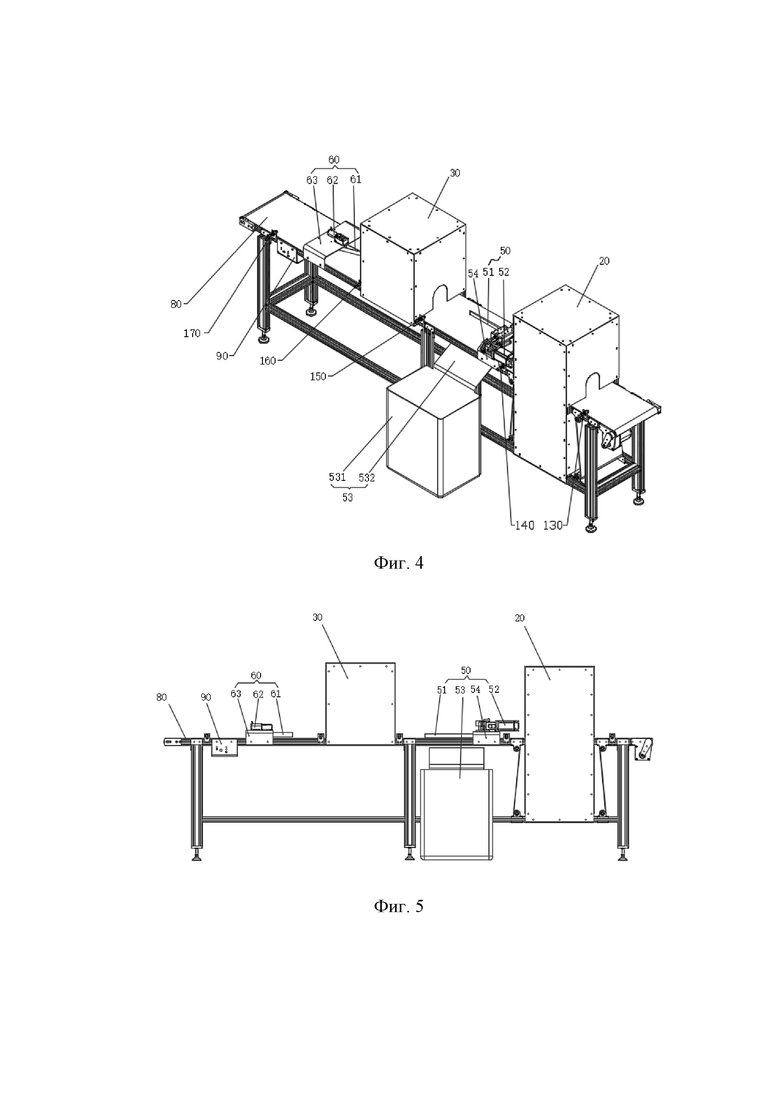
На фиг. 4 показана трехмерная структурная принципиальная схема части визуального распознавания, первого механизма сортировки, части спектрального распознавания, второго механизма сортировки, конвейерной ленты для распознавания и транспортировки, устройства очистки, первого датчика, второго датчика, третьего датчика, четвертого датчика и пятого датчика в системе сортировки товаров, показанной на фиг. 1;
На фиг. 5 показан основной вид фиг. 4;
На фиг. 6 показан вид сверху на фиг. 4;
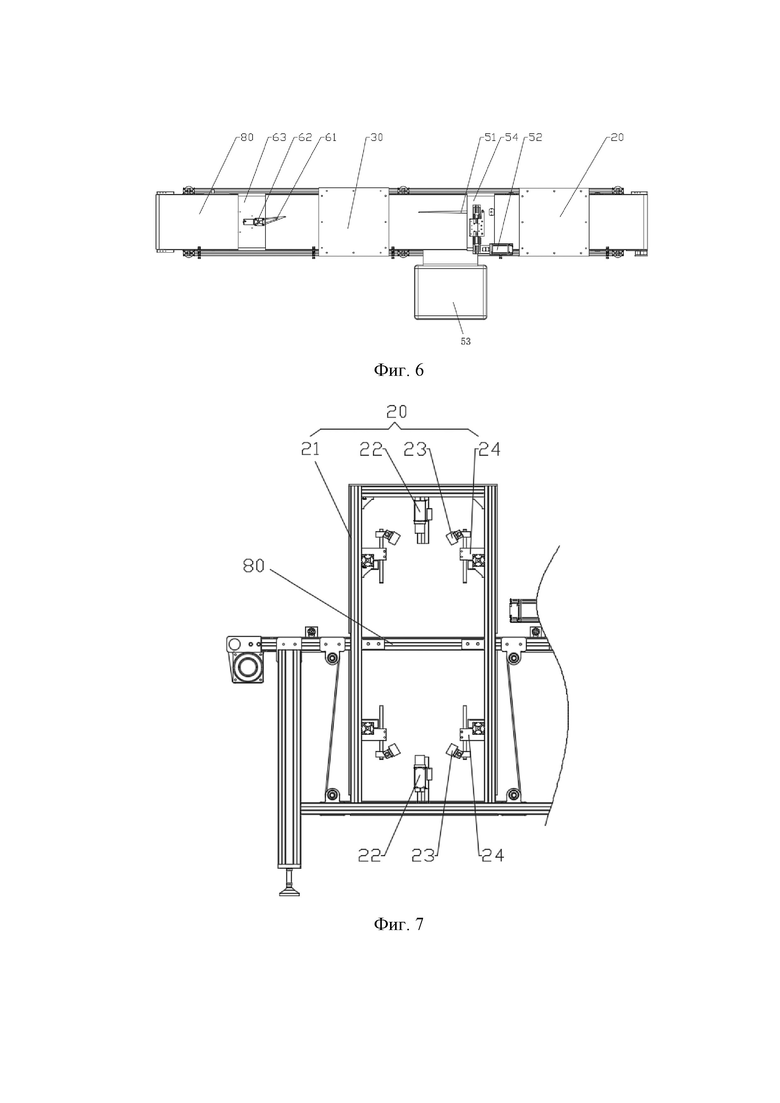
На фиг. 7 показана структурная схема части визуального распознавания, показанного на фиг. 4;
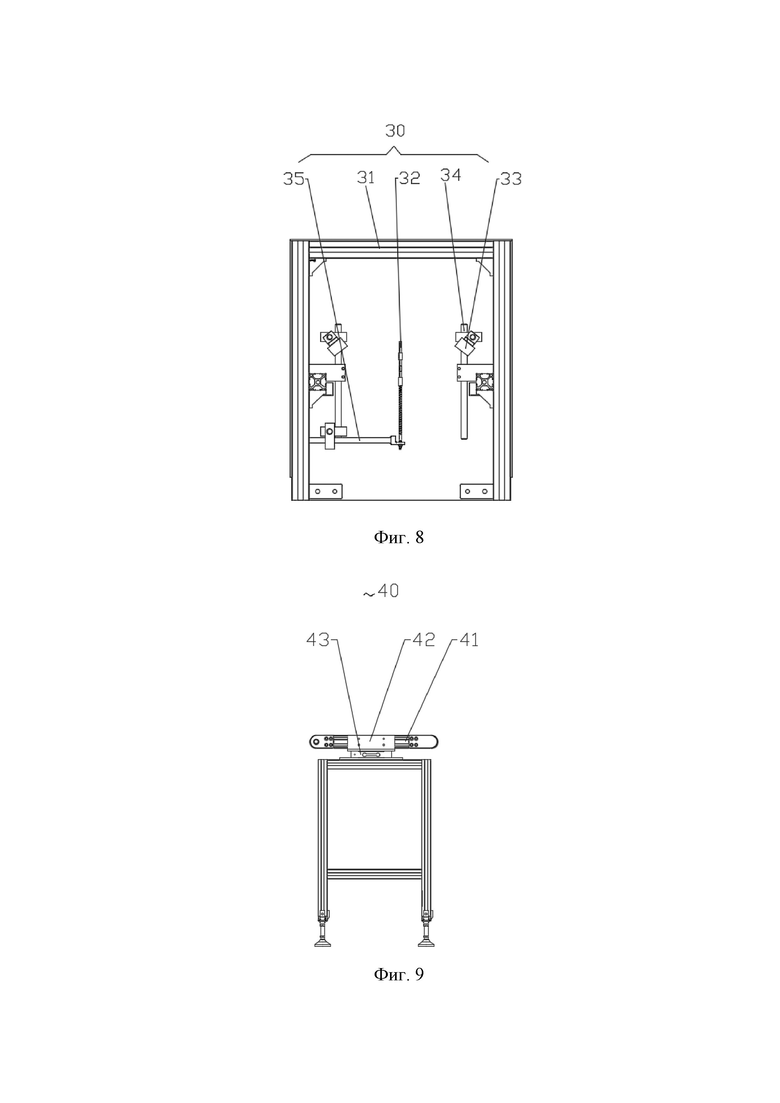
На фиг.8 показана структурная схема части спектрального распознавания, показанного на фиг. 4;
На фиг. 9 показана структурная схема части взвешивания системы сортировки товаров, показанной на фиг. 1;
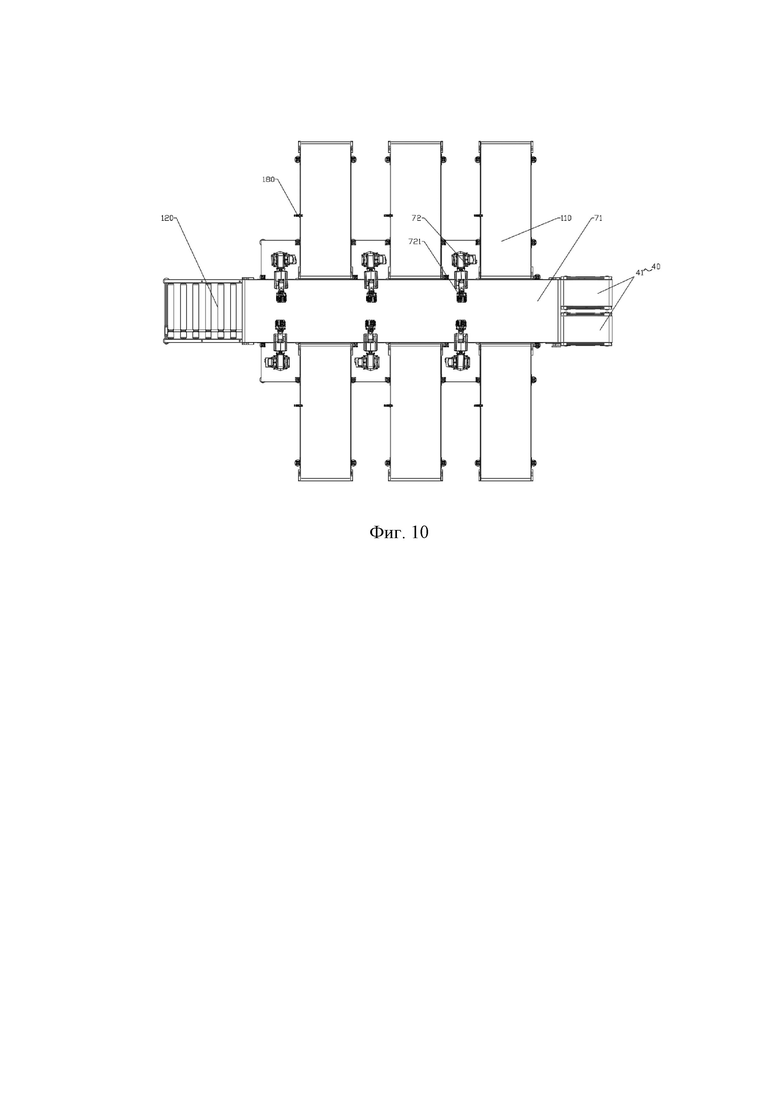
На фиг. 10 показан вид сверху части взвешивания, третьего механизма сортировки, конвейерной ленты для упаковочных коробок, ролика для транспортировки упаковочных коробок и шестого датчика в системе сортировки товаров, показанной на фиг. 1.
Чертежи, описанные здесь, используются для обеспечения дальнейшего понимания настоящего изобретения и являются частью настоящей заявки. Примерные варианты осуществления настоящего изобретения и описание используются для объяснения настоящего изобретения, но не являются ограничением настоящего изобретения.
На рисунках:
1. рама из алюминиевого сплава; 10. подающее устройство; 11. подающая конвейерная лента; 12. коробка подачи; 121. нижняя пластина; 122. перегородка; 13. ограничительная пластина; 131. сегмент верхней пластины; 132. сегмент соединительной пластины; 14. упрятывающие пластины; 141. сегмент наклонной пластины; 142. сегмент прямой пластины; 143. сегмент соединительной пластины; 20. часть визуального распознавания; 21. первый коробчатый корпус; 22. камера; 23. первый источник света; 24. первый кронштейн; 30. часть спектрального распознавания; 31. второй коробчатый корпус; 32. оптоволоконный зонд; 33. второй источник света; 34. второй кронштейн; 35. кронштейн оптоволоконного зонда; 40. часть взвешивания; 41. конвейерная лента для взвешивания; 42. третий кронштейн; 43. датчик напряжения; 50. первый механизм сортировка; 51. поворотный стержень для удаления; 52. первый приводной двигатель; 53. контейнер для вторичной переработки; 531. корпус контейнера; 532. пластина для вторичной переработки; 54. кронштейн первого приводного двигателя; 60. второй механизм сортировки; 61.шунтирующий поворотный стержень; 62. второй приводной двигатель; 63. кронштейн второго приводного двигателя; 70. третий механизм сортировки; 71. сортировочная конвейерная лента; 72. сортировочный манипулятор; 721. гибкий привод; 80. конвейерная лента для распознавания и транспортировки; 90. устройство для очистки; 100. шунтирующая пластина; 110. конвейерная лента упаковочной коробки; 120. ролик для транспортировки упаковочных коробок; 130. первый датчик; 140. второй датчик; 150. третий датчик; 160. четвертый датчик; 170. пятый датчик; 180. шестой датчик.
Подробное описание
Чтобы специалисты в данной области техники лучше понимали решения настоящего изобретения, технические решения в вариантах осуществления настоящего изобретения будут четко и полностью описаны ниже в сочетании с чертежами в вариантах осуществления настоящего изобретения. Очевидно, что описанные варианты осуществления являются лишь частью вариантов осуществления настоящего изобретения, а не всеми вариантами осуществления. Основываясь на вариантах осуществления настоящего изобретения, все другие варианты осуществления, полученные обычными специалистами в данной области без участия творческого труда, должны относиться к сфере охраны настоящего изобретения.
Для решения технической проблемы низкой эффективности, вызванной ручной классификацией и сортировкой товаров в смежных технологиях, настоящее изобретение обеспечивает систему сортировки товаров.
Как показано на фиг. 1 - фиг. 10, система сортировки товаров содержит: устройство классификации для классификации подлежащих сортировке товаров в соответствии с внешним состоянием, внутренним состоянием и весом подлежащих сортировке товаров; и устройство сортировки для сортировки подлежащих сортировке товаров в соответствии с результатом классификации. Таким образом, система сортировки товаров обладает функциями автоматической классификации и автоматической сортировки, что позволяет повысить эффективность классификации и сортировки, уменьшить ошибки при ручной оценке, обеспечить качество классификации и сортировки и снизить трудозатраты.
Дополнительно, устройство классификации содержит часть визуального распознавания 20, и часть визуального распознавания 20 используется для сбора информации с изображения подлежащих сортировке товаров для определения уровня внешнего состояния подлежащих сортировке товаров в соответствии с информацией с изображения. Таким образом, часть визуального распознавания 20 может быть использована для реализации автоматической классификации уровней внешнего состояния подлежащих сортировке товаров.
Дополнительно, информация с изображения может быть использована для оценки того, поврежден внешний вид подлежащих сортировке товаров или нет, а также может быть использована для оценки того, является ли внешний вид подлежащих сортировке товаров привлекательным, чтобы предварительно задать уровень внешнего состояния, состоящий из нескольких уровней, и стандарт оценки каждого уровня.
Дополнительно, устройство классификации содержит часть спектрального распознавания 30, и часть спектрального распознавания 30 используется для сбора спектральной информации в ближней инфракрасной области о подлежащих сортировке товарах для оценки уровня внутреннего состояния подлежащих сортировке товаров в соответствии со спектральной информацией в ближней инфракрасной области. Таким образом, часть спектрального распознавания 30 может быть использована для реализации автоматической классификации уровней внутреннего состояния подлежащих сортировке товаров.
Дополнительно, уровнем внутреннего состояния является уровень зрелости или степень сахаристости.
Дополнительно, если сортируемым товаром являются фрукты, спектральная информация ближнего инфракрасного диапазона может быть использована для определения степени сахаристости фруктов, чтобы предварительно задать уровень сахаристости, включающий несколько уровней, и стандарт оценки каждого уровня сахаристости.
Дополнительно, сортируемым товаром может быть клубника.
В проиллюстрированных вариантах осуществления настоящей заявки уровни содержания сахара в клубнике устанавливаются в виде двух уровней, а именно с высоким содержанием сахара и с низким содержанием сахара.
В вариантах осуществления, не проиллюстрированных в настоящей заявке, внутренние уровни качества также могут быть установлены как дополнительные уровни.
Дополнительно, если подлежащие сортировке товары являются другими товарами, спектральная информация в ближней инфракрасной области может также использоваться для оценки других внутренних показателей качества подлежащих сортировке товаров.
Дополнительно, устройство классификации содержит часть взвешивания 40, и часть взвешивания 40 используется для сбора информации о весе подлежащих сортировке товаров, чтобы судить о размере подлежащих сортировке товаров в соответствии с информацией о весе. Таким образом, часть взвешивания 40 может использоваться для реализации автоматической классификации по размерам сортируемых товаров.
В проиллюстрированных вариантах осуществления настоящей заявки размеры клубники разделены на три уровня: крупный, средний и мелкий, и порог веса, соответствующий каждому уровню, может быть определен соответствующим образом. Вес подлежащей сортировке клубники, полученный при взвешивании, можно сравнить с установленным пороговым значением веса, чтобы определить, к какому уровню относится клубника.
Дополнительно, если подлежащими сортировке товарами являются другие товары, порог веса и размер могут быть скорректированы в соответствии с фактическим состоянием товара.
В вариантах осуществления, показанных на фиг. 1 - фиг. 10, устройство классификации содержит часть визуального распознавания 20, часть спектрального распознавания 30 и часть взвешивания 40, которые расположены последовательно; и компоновка является более разумной, эффективность классификации выше, а эффект классификации лучше.
В вариантах осуществления, не проиллюстрированных в настоящей заявке, другие режимы также могут использоваться для классификации подлежащих сортировке товаров в соответствии с внешним состоянием, внутренним состоянием и весом подлежащих сортировке товаров.
Дополнительно, устройство сортировки содержит первый механизм сортировки 50, и первый механизм сортировки 50 расположен ниже по потоку от части визуального распознавания 20 и сортирует подлежащие сортировке товары в соответствии, по меньшей мере, с одним из уровней внешнего состояния, или уровня внешнего состояния и уровня внутреннего состояния, и размера товаров, подлежащих сортировке. Таким образом, первый механизм сортировки 50 может быть использован для реализации автоматической сортировки подлежащих сортировке товаров.
Дополнительно, первый механизм сортировки 50 содержит механизм удаления, шунтирующий механизм или сортировочные манипуляторы.
При этом, когда уровень внешнего состояния включает в себя два уровня товаров надлежащего качества и бракованных товаров, бракованные товары могут быть удалены с помощью механизма удаления и не участвуют в последующих процессах классификации и сортировки уровня внутреннего состояния и размера, чтобы повысить эффективность классификации и сортировки.
Когда уровень внешнего состояния включает в себя два уровня первых и вторых значений, механизм шунтирования может использоваться для переключения первых значений в первую область и переключения вторых значений во вторую область. Как первые, так и вторые могут участвовать в последующих процессах классификации и сортировки по уровню внутреннего состояния и размера. Товары с неповрежденным и относительно привлекательным внешним видом, а также товары с неповрежденным и дефектным внешним видом могут быть классифицированы для повышения эффективности классификации и сортировки и улучшения качества классификации и сортировки.
Уровень внешнего состояния также может быть выбран для установки большего количества уровней и условий оценки каждого уровня в соответствии с реальной ситуацией.
Соответствующее количество предустановленных позиций также может быть установлено в соответствии с количеством уровней внешнего состояния, и затем сортировочные манипуляторы непосредственно используются для перемещения подлежащих сортировке товаров в соответствующие предустановленные позиции.
Когда подлежащим сортировке товаром является клубника, во избежание повреждения клубники в процессе зажима сортировочных манипуляторов сортировочные манипуляторы могут использоваться только в звене окончательной упаковки, и две функции классификации, сортировки и упаковки могут быть реализованы одновременно.
Дополнительно, устройство сортировки содержит второй механизм сортировки 60, и второй механизм сортировки 60 расположен ниже по потоку от части спектрального распознавания 30 и сортирует подлежащие сортировке товары в соответствии, по меньшей мере, с одним из уровней внутреннего состояния, или с уровнем внутреннего состояния и с уровнем внешнего состояния, и с размером товаров, подлежащих сортировке. Таким образом, второй механизм сортировки 60 может быть использован для реализации автоматической сортировки подлежащих сортировке товаров.
Дополнительно, второй механизм сортировки 60 содержит механизм удаления, шунтирующий механизм или сортировочные манипуляторы.
Аналогично первому механизму сортировки 50, второй механизм сортировки 60 также может выбирать тип механизма сортировки в соответствии с фактической ситуацией, чтобы обеспечить классификацию и сортировку, которые здесь повторяться не будут.
Дополнительно, устройство сортировки содержит третий механизм сортировки 70, и третий механизм сортировки 70 расположен ниже по потоку от части взвешивания 40 и сортирует подлежащие сортировке товары в соответствии, по меньшей мере, с одним из размеров, или размером и уровнем внешнего состояния, и уровнем внутреннего состояния подлежащих сортировке товаров. Таким образом, третий механизм сортировки 70 может быть использован для реализации автоматической сортировки подлежащих сортировке товаров.
Дополнительно, третий механизм сортировки 70 сортирует подлежащие сортировке товары в соответствии с размером, уровнем внешнего состояния и уровнем внутреннего состояния подлежащих сортировке товаров.
Дополнительно, третий механизм сортировки 70 содержит механизм удаления, шунтирующий механизм или сортировочные манипуляторы.
Аналогично первому механизму сортировки 50 и второму механизму сортировки 60, третий механизм сортировки 70 также может выбирать тип механизма сортировки в соответствии с фактической ситуацией, чтобы обеспечить классификацию и сортировку, которые здесь повторяться не будут.
В соответствии с последовательностью расположения части визуального распознавания 20, части спектрального распознавания 30 и части взвешивания 40, а также расположения и типом каждого сортировочного механизма определяется, что каждый сортировочный механизм сортирует подлежащие сортировке товары в соответствии с одним или несколькими из уровня внешнего состояния, уровня внутреннего состояния и размера товаров, подлежащих сортировке.
Например, часть визуального распознавания 20, часть спектрального распознавания 30 и часть взвешивания 40 расположены последовательно. Когда типы первого механизма сортировки 50 и второго механизма сортировки 60 являются механизмами удаления, третьему механизму сортировки 70 требуется только отсортировать подлежащие сортировке товары в соответствии с размером подлежащих сортировке товаров. Когда типом первого механизма сортировки 50 является шунтирующий механизм или сортировочный манипулятор, а типом второго механизма сортировки 60 является механизм удаления, третьему механизму сортировки 70 требуется только отсортировать подлежащие сортировке товары в соответствии с размером и уровнем внешнего состояния подлежащего сортировке товара. Когда первый механизм сортировки 50 является механизмом удаления, а второй механизм сортировки 60 является шунтирующим механизмом или сортировочным манипулятором, третьему механизму сортировки 70 требуется только отсортировать подлежащие сортировке товары в соответствии с размером и уровнем внутреннего состояния подлежащих сортировке товаров. Когда типы первого механизма сортировки 50 и второго механизма сортировки 60 являются сортировочными механизмами или сортировочными манипуляторами, третий механизм сортировки 70 сортирует подлежащие сортировке товары в соответствии с уровнем внешнего состояния, уровнем внутреннего состояния и размером подлежащих сортировке товаров.
Как показано на фиг. 1 и фиг. 4 - фиг. 6, устройство классификации дополнительно содержит конвейерную ленту 80 для распознавания и транспортировки для транспортировки подлежащих сортировке товаров. Таким образом, конвейерная лента 80 для распознавания и транспортировки может использоваться для транспортировки, распознавания, классификации и сортировки партий подлежащих сортировке товаров.
В вариантах осуществления, не проиллюстрированных в настоящей заявке, для транспортировки подлежащих сортировке товаров также могут использоваться другие типы транспортирующих устройств.
Как показано на фиг. 7, часть визуального распознавания 20 содержит: первый коробчатый корпус 21, отличающийся тем, что середина первого коробчатого корпуса 21 снабжена зазорным пространством, и по меньшей мере часть конвейерной ленты 80 для распознавания и транспортировки проходит через зазорное пространство; камеры 22, отличающиеся тем, что камеры 22 размещены в первом коробчатом корпусе 21, и по меньшей мере одна камера 22 расположена над и под конвейерной лентой 80 для распознавания и транспортировки, выполненной из прозрачного материала, соответственно, для сбора информации с изображения подлежащих сортировке товаров; первый источник света 23, отличающийся тем, что первый источник света 23 расположен с возможностью регулировки в первом коробчатом корпусе 21 посредством положения первого кронштейна 24; и модуль обработки изображений, не показанный на чертеже, отличающийся тем, что модуль обработки изображений электрически соединен с камерами 22 для сравнения собранной информации с изображения с предварительно сохраненными изображениями товаров с различными уровнями внешнего состояния для определения уровня внешнего состояния товаров, подлежащих сортировке. Таким образом, по настоящей заявке возможно собирать информацию с изображения товаров, подлежащих сортировке, на 360° с помощью камер 22, расположенных над и под конвейерной лентой 80 для распознавания и транспортировки, что обладает преимуществами высокой точности оценки и высокой эффективности оценки.
Дополнительно, первый коробчатый корпус 21 изготавливается из черного материала для предотвращения попадания рассеянного света на коллекцию изображений подлежащих сортировке товаров.
Дополнительно, первый источник 23 света может регулировать угол заполнения светом для обеспечения эффекта сбора изображений.
Предпочтительно, первый коробчатый корпус 21 выполнен из черных матовых акриловых листов.
В вариантах осуществления, не проиллюстрированных в настоящей заявке, первый источник света 23 и первый коробчатый корпус 21 также могут быть отключены, или первый источник света 23 устанавливается в положение, не подлежащее регулировке.
Дополнительно, система сортировки товаров содержит компьютер, который имеет модуль обработки изображений, и камеры электрически соединены с компьютером.
Как показано на фиг. 1 и фиг. 4 - фиг. 6, первый механизм сортировки 50 содержит: поворотный стержень для удаления 51 и первый приводной двигатель 52; поворотный стержень для удаления 51 расположен над конвейерной лентой 80 для распознавания и транспортировки в режиме поворота и расположен ниже по потоку от первого коробчатого корпуса 21 и первый приводной двигатель 52 находится в приводном соединении со поворотным стержнем для удаления 51; контейнер для вторичной переработки 53, расположенный на одной стороне конвейерной ленты 80 для распознавания и транспортировки и расположенный напротив поворотного стержня для удаления 51, в котором уровень внешнего состояния включает товары надлежащего качества и дефектные товары, а поворотный стержень для удаления 51 используется для удаления подлежащих сортировке товаров, относящихся к дефектному уровню, в контейнер для вторичной переработки 53 и осуществляется непрерывная транспортировка подлежащих сортировке товаров, относящихся к товарам надлежащего качества, по конвейерной ленте 80 для распознавания и транспортировки. Таким образом, первый механизм сортировки 50, предусмотренный в настоящей заявке, имеет простую конструкцию, надежную работу и низкую стоимость. Дефектные товары могут не участвовать в последующей классификации и сортировке, что способствует простоте конструкции последующей структуры. Подлежащие сортировке товары, переработанные в контейнере для вторичной переработки 53, могут быть повторно использованы.
Дополнительно, первый приводной двигатель 52 соединен с конвейерной лентой 80 для распознавания и транспортировки посредством кронштейна 54 первого приводного двигателя.
В вариантах осуществления, не проиллюстрированных в настоящей заявке, контейнер для вторичной переработки 53 также может быть заменен другой конвейерной линией, которая транспортируется в другое указанное положение.
Как показано на фиг. 4 и фиг. 5, контейнер для вторичной переработки 53 содержит корпус контейнера 531 и пластину для вторичной переработки 532; один конец пластины для вторичной переработки 532 проходит к конвейерной ленте для распознавания и транспортировки, а другой конец проходит к краю верхней части корпуса контейнера 531 рядом с конвейерной лентой для распознавания и транспортировки, которая способствует более плавному и точному попаданию подлежащих сортировке товаров в контейнер для вторичной переработки 53.
Как показано на фиг. 8, часть спектрального распознавания 30 содержит: второй коробчатый корпус 31, причем второй коробчатый корпус 31 расположен на конвейерной ленте 80 для распознавания и транспортировки и расположен ниже по потоку от поворотного стержня для удаления 51, и второе пространство для прохода сортируемых товаров образовано между дном второго коробчатого корпуса 31 и конвейерной лентой 80 для распознавания и транспортировки; оптоволоконный зонд 32, отличающийся тем, что оптоволоконный зонд 32 расположен во втором коробчатом корпусе 31 для сбора спектральной информации ближнего инфракрасного диапазона в подлежащих сортировке товарах, которые проходят через оптоволоконный зонд; второй источник 33 света, отличающийся тем, что второй источник 33 света расположен с возможностью регулировки во втором коробчатом корпусе 31 посредством положения второго кронштейна 34; спектрометр, не показанный на чертеже, отличающийся тем, что спектрометр электрически соединен с оптоволоконным зондом 32; модуль спектральной обработки, не показанный на чертеже, отличающийся тем, что модуль спектральной обработки электрически соединен со спектрометром для сравнения собранной спектральной информации в ближней инфракрасной области для подлежащих сортировке товаров с предварительно сохраненной спектральной информацией в ближней инфракрасной области для различных уровней внутреннего состояния для оценки уровня внутреннего состояния подлежащих сортировке товаров. Таким образом, по настоящем заявке возможно собирать внутреннюю спектральную информацию ближнего инфракрасного диапазона подлежащих сортировке товаров через оптоволоконный датчик 32 для определения уровня внутреннего состояния подлежащих сортировке товаров с помощью спектральной информации ближнего инфракрасного диапазона, которая обладает преимуществами высокой точности оценки и высокой эффективности оценки.
Дополнительно, второй коробчатый корпус 31 изготавливается из черного материала для предотвращения попадания рассеянного света на коллекцию изображений подлежащих сортировке товаров.
Дополнительно, второй источник 33 света может регулировать угол заполнения светом для обеспечения эффекта сбора изображений.
Предпочтительно, второй коробчатый корпус 31 выполнен из черных матовых акриловых листов.
В вариантах осуществления, не проиллюстрированных в настоящей заявке, второй источник 33 света и второй коробчатый корпус 31 также могут быть отключены, или второй источник 33 света устанавливается в положение, не подлежащее регулировке.
Дополнительно, система сортировки товаров содержит компьютер, который имеет модуль спектральной обработки, и спектрометр электрически соединен с компьютером.
Как показано на фиг. 1 и фиг. 4 - фиг. 6, второй механизм сортировки 60 содержит: шунтирующий поворотный стержень 61 и второй приводной двигатель 62; шунтирующий поворотный стержень 61 расположен над конвейерной лентой 80 для распознавания и транспортировки в режиме поворота и расположен ниже по потоку от второго коробчатого корпуса 31, и второй приводной двигатель 62 находится в приводном соединении с шунтирующим поворотным стержнем 61, при этом по меньшей мере два уровня внутреннего состояния состоят и разделены на множество областей шунтирования вдоль направления ширины конвейерной ленты 80 для распознавания и транспортировки; шунтирующий поворотный стержень 61 имеет множество положений поворота во взаимно однозначном соответствии с множеством областей шунтирования; и шунтирующий поворотный стержень 61 используется для перемещения подлежащих сортировке товаров, относящихся к соответствующим уровням внутреннего состояния, в соответствующие зоны шунтирования. Таким образом, второй механизм сортировки 60, предусмотренный в настоящей заявке, имеет простую конструкцию, надежную работу и низкую стоимость.
Дополнительно, второй приводной двигатель 62 соединен с конвейерной лентой 80 для распознавания и транспортировки посредством кронштейна 63 второго приводного двигателя.
В проиллюстрированных вариантах уровни внутреннего состояния разделены на два, а также могут быть установлены на большее значение в необязательных вариантах, не проиллюстрированных в настоящей заявке.
Как показано на фиг. 1, фиг. 4 и фиг. 5, система сортировки товаров дополнительно содержит: устройство для очистки 90, причем устройство для очистки 90 расположено на конвейерной ленте 80 для распознавания и транспортировки для очистки конвейерной ленты 80 для распознавания и транспортировки. Таким образом, подлежащие сортировке товары не загрязняют конвейерную ленту для распознавания и транспортировки и не влияют на эффективность классификации.
Дополнительно, устройство для очистки 90, расположенное под конвейерной лентой 80 для распознавания и транспортировки, которое может очищать конвейерную ленту для распознавания и транспортировки, проходящую через устройство для очистки, и избегать воздействия на транспортировку подлежащих сортировке товаров над конвейерной лентой 80 для распознавания и транспортировки.
Если подлежащим сортировке товаром являются фрукты, сок поврежденных фруктов может загрязнить конвейерную ленту для распознавания и транспортировки, и, если скапливается слишком много сока, это влияет на сбор информации с изображения, что приводит к плохой классификации и возможному загрязнению других фруктов, подлежащих сортировке. Устройство для очистки 90 может быть приспособлено для решения этих проблем.
Как показано на фиг. 9, часть взвешивания 40 содержит: множество конвейерных лент для взвешивания 41, которые расположены в хвостовой части конвейерной ленты 80 для распознавания и транспортировки вдоль направления ширины конвейерной ленты 80 для распознавания и транспортировки и расположены во взаимно однозначном соответствии с множеством шунтирующих областей для приема подлежащих сортировке товаров на конвейерную ленту 80 для распознавания и транспортировки; множество датчиков напряжения 43, отличающийся тем, что один датчик напряжения 43 расположен в нижней части каждой конвейерной ленты для взвешивания 41, каждая конвейерная лента для взвешивания 41 соединена с одним датчиком напряжения 43 посредством третьего кронштейна 42, и датчики напряжения 43 используются для получения информации о весе подлежащих сортировке товаров на конвейерных лентах для взвешивания 41; и модуль обработки веса, не показанный на чертеже, отличающийся тем, что модуль обработки веса электрически соединен с множеством датчиков напряжения 43 для сравнения информации о весе подлежащих сортировке товаров, полученной при взвешивании, с предварительно сохраненной информацией о весе для определения размера подлежащих сортировке товаров. Таким образом, по настоящей заявке возможно получать вес подлежащих сортировке товаров, которые проходят через конвейерную ленту для взвешивания, с помощью датчиков напряжения 43 для определения размера подлежащих сортировке товаров в соответствии с информацией о весе подлежащих сортировке товаров.
В проиллюстрированных вариантах осуществления настоящей заявки уровень внутреннего состояния включает в себя два уровня, и соответственно расположены две конвейерные ленты для взвешивания. Одна конвейерная лента для взвешивания используется для транспортировки одного уровня, а другая конвейерная лента для взвешивания используется для транспортировки другого уровня. Далее, по размеру, могут быть получены различные результаты классификации комбинаций различных размера и различных уровней внутреннего состояния.
Как показано на фиг. 1 и фиг. 10, третий механизм сортировки 70 содержит: сортировочную конвейерную ленту 71, причем сортировочная конвейерная лента 71 расположена ниже по потоку от множества конвейерных лент для взвешивания 41, а сортировочная конвейерная лента 71 имеет множество областей сортировки во взаимно однозначном соответствии с множеством конвейерных лент для взвешивания 41 для приема подлежащих сортировке товаров на множество конвейерных лент для взвешивания 41; и множество сортировочных манипуляторов 72, отличающийся тем, что по меньшей мере один сортировочный манипулятор 72 расположен по обе стороны сортировочной конвейерной ленты 71 соответственно, в котором предусмотрено по меньшей мере два размера, каждый сортировочный манипулятор 72 соответствует уровню внутреннего состояния и размеру, и сортировочные манипуляторы 72 используются для сортировки подлежащих сортировке товаров с соответствующим уровнем внутреннего состояния и размером на сортировочной конвейерной ленте 71 в соответствующие упаковочные коробки. Таким образом, сортировочные манипуляторы 72 могут использоваться непосредственно для транспортировки упаковочных коробок с высокой точностью и высокой эффективностью классификации и сортировки.
В проиллюстрированных дополнительных вариантах осуществления уровень внутреннего состояния по настоящей заявке включает в себя два уровня, а размер включает в себя три уровня: большой, средний и маленький. Соответственно, расположены шесть сортировочных манипуляторов 72.
Размеры также могут быть заменены уровнями веса в соответствии с реальной ситуацией.
Дополнительно, каждый сортировочный манипулятор 72 содержит гибкий привод 721. Таким образом, можно предотвратить повреждение товаров, подлежащих сортировке.
Дополнительно, каждый сортировочный манипулятор 72 содержит модуль визуального распознавания. Таким образом, местоположение подлежащих сортировке товаров может быть точно определено, что способствует повышению эффективности и точности сортировки.
Дополнительно, как показано на фиг. 1, устройство классификации дополнительно содержит: множество шунтирующих пластин 100 для формирования множества шунтирующих каналов во взаимно однозначном соответствии с множеством конвейерных лент для взвешивания 41, и каждая шунтирующая пластина 100 проходит от верхней части конвейерной ленты 80 для распознавания и транспортировки к верхней части конвейерной ленты для взвешивания 41. Таким образом, это более благоприятно для транспортировки товаров, подлежащих сортировке.
Дополнительно, как показано на фиг. 1 и фиг. 10, система сортировки товаров дополнительно содержит: множество конвейерных лент для упаковочных коробок 110; по меньшей мере одна конвейерная лента для упаковочных коробок 110 расположена соответственно по обе стороны сортировочной конвейерной ленты 71; концевая часть каждой конвейерной ленты для упаковочных коробок 110 рядом с сортировочной конвейерной лентой 71 имеет рабочее место для упаковки; каждая конвейерная лента для упаковочной коробки 110 используется для транспортировки одной упаковочной коробки на рабочее место для упаковки; один конец каждой конвейерной ленты для упаковочных коробок 110, удаленный от рабочего положения упаковки, проходит к рабочему положению подачи упаковочных коробок; каждая упаковочная коробка соответствует одному уровню внутреннего состояния и одному размеру; и множество конвейерных лент для упаковочных коробок 110 расположены во взаимно однозначном соответствии с множеством сортировочных манипуляторов 72. Таким образом, может быть реализована автоматическая упаковка подлежащих сортировке товаров и повышена эффективность упаковки.
Дополнительно, на рабочем месте подачи упаковочной коробки может быть установлен подающий робот или другие устройства автоматической подачи, или может быть применена ручная подача.
Дополнительно, как показано на фиг. 1 и фиг. 10, система сортировки товаров дополнительно содержит: ролик для транспортировки упаковочных коробок 120; по меньшей мере часть ролика для транспортировки упаковочных коробок 120 проходит ниже сортировочной конвейерной ленты 71; множество конвейерных лент для упаковочных коробок 110 соединены с роликом для транспортировки упаковочных коробок 120; ролик для транспортировки упаковочных коробок 120 используется для приема упаковочных коробок после загрузки товаров на конвейерные ленты для упаковочных коробок 110; и один конец ролика для транспортировки упаковочных коробок 120, отходящий от сортировочной конвейерной ленты 71, проходит в рабочее положение упаковки упаковочных коробок. Таким образом, эффективность упаковки может быть дополнительно повышена.
Дополнительно, на рабочем месте упаковки упаковочных коробок может быть установлен упаковочный робот или другие автоматические упаковочные устройства, или может быть применена ручная упаковка.
Как показано на фиг. 1, фиг. 4-фиг. 6 и фиг. 10, система сортировки товаров дополнительно содержит: первый датчик 130, расположенный перед первым коробчатым корпусом 21 и срабатывающий, когда подлежащие сортировке товары проходят через первый датчик 130; второй датчик 140, расположенный между поворотным стержнем для удаления 51 и первым коробчатым корпусом 21 и срабатывающий, когда подлежащие сортировке товары проходят через второй датчик 140; третий датчик 150, расположенный между вторым коробчатым корпусом 31 и поворотным стержнем для удаления 51, и срабатывающий, когда подлежащие сортировке товары проходят через третий датчик 150; четвертый датчик 160, расположенный между шунтирующим поворотным стержнем 61 и вторым коробчатым корпусом 31 и срабатывающий, когда подлежащие сортировке товары проходят через четвертый датчик 160; пятый датчик 170, расположенный между шунтирующим поворотным стержнем 61 и конвейерной лентой для взвешивания 41, и срабатывающий, когда подлежащие сортировке товары проходят через пятый датчик 170; множество шестых датчиков 180, при этом каждая конвейерная лента для упаковочных коробок 110 снабжена одним шестым датчиком 180 соответственно, а шестые датчики 180 расположены перед рабочим местом для упаковки. Таким образом, датчики могут определять положение подлежащих сортировке товаров, а затем оценивать время срабатывания каждого составляющего, чтобы повысить точность и эффективность классификации и сортировки и повысить степень интеллектуальности.
Как показано на фиг. 1-фиг. 3, система сортировки товаров дополнительно содержит: подающее устройство 10, причем подающее устройство 10 расположено перед устройством классификации и используется для подачи множества подлежащих сортировке товаров в линейном положении к устройству классификации. Таким образом, может быть реализована классификация партий и сортировка подлежащих сортировке товаров. После линейного расположения точность и эффективность классификации и сортировки могут быть дополнительно повышены.
Как показано на фиг. 2 и фиг. 3, подающее устройство 10 содержит: подающую конвейерную ленту 11, при этом скорость перемещения подающей конвейерной ленты 11 меньше, чем у конвейерной ленты 80 для распознавания и транспортировки, и, таким образом, расстояние между двумя соседними сортируемыми товарами на конвейерной ленте 80 для распознавания и транспортировки может быть определено по разнице скоростей; подающий контейнер 12, расположенный в верхней части подающей конвейерной ленты 11, в котором подающий контейнер 12 содержит нижнюю пластину 121, расположенную наклонно вниз, и перегородки 122, расположенные по обе стороны нижней пластины 121, для транспортировки множества подлежащих сортировке товаров на подающую конвейерную ленту 11; ограничительную пластину 13, расположенную на подающей конвейерной ленте 11 и ниже по потоку от подающего контейнера 12, причем ограничительная пластина 13 содержит сегмент верхней пластины 131, расположенный над подающей конвейерной лентой 11, и сегменты соединительной пластины 132, расположенные по обе стороны сегмента верхней пластины 131, а пространство для подачи образовано между сегментом верхней пластины 131 и подающей конвейерной лентой 11; две упорядочивающие пластины 14 расположены противоположно, причем каждая упорядочивающая пластина 14 содержит наклонный пластинчатый сегмент 141 и прямой пластинчатый сегмент 142, которые соединены; сегмент наклонный пластины 141 расположен вблизи ограничительной пластины 13; сегмент прямой пластины 142 проходит от подающей конвейерной ленты 11 до конвейерной ленты 80 для распознавания и транспортировки; расстояние между двумя сегментами наклонной пластины 141 из двух упорядочивающих пластин 14 постепенно уменьшается в направлении вблизи сегментов прямой пластины 142; расстояние между двумя сегментами прямой пластины 142 двух упорядочивающих пластин 14 позволяет проходить одному сортируемому товару. Таким образом, один подлежащий сортировке товар может подаваться в середину конвейерной ленты 80 для распознавания и транспортировки одновременно, что способствует последующей классификации и сортировке.
Дополнительно, сегменты прямых пластин 142 соединяются с конвейерной лентой 80 для распознавания и транспортировки через сегменты соединительных пластин 143.
Дополнительно, для сортировки фруктов используется система сортировки товаров, предусмотренная в настоящей заявкой.
Дополнительно, для сортировки клубники используется система сортировки товаров, предусмотренная в настоящей заявке.
С изменением структуры мировой торговли фрукты стали третьим по величине отечественным растениеводческим продуктом после овощей и зерна. С быстрым развитием экономики у людей предъявляются все более высокие требования к уровню жизни. Определение качества фруктов в наши дни стало актуальной темой и, таким образом, является ключевым шагом для производства фруктов, маркетинга, получения дохода и повышения их стоимости. Технологии распознавания и классификации фруктов влияют на рыночную конкуренцию сельскохозяйственной продукции в Китае и за рубежом. В настоящее время она в основном основана на ручной классификации, поэтому классификация уровней в основном основана на ручной оценке. Автоматическое определение качества выполняется относительно реже, и в основном используется ручное распознавание, которое не только отнимает время и трудозатратно, но и приводит к ошибкам в оценке.
Настоящее изобретение обеспечивает систему сортировки товаров, которая обладает характеристиками высокой степени интеллектуальности, высокой точности распознавания, распознавания партий и автоматической сортировки.
В конкретном варианте осуществления настоящей заявки предусмотрена система сортировки товаров для интеллектуальной неразрушающей сортировки клубники, содержащая подающее устройство 10, часть визуального распознавания 20, первый механизм сортировки 50, часть спектрального распознавания 30, второй механизм сортировки 60, часть взвешивания 40, третий механизм сортировки 70 и конвейерную ленту 80 для распознавания и транспортировки.
Отличающийся тем, что подающее устройство 10 содержит подающий контейнер 12, низкоскоростную подающую конвейерную ленту 11 и упорядочивающую пластину 14. Подающий контейнер расположен над конвейерной лентой, а упорядочивающая пластина 14 используется для перехода клубники, первоначально уложенной вместе, в линейное дискретное состояние. Часть визуального распознавания 20 содержит первый коробчатый корпус 21; верхняя и нижняя части первого коробчатого корпуса 21 снабжены первым источником света 23 и ПЗС-камерами 22 соответственно; конвейерная лента 80 для распознавания и транспортировки изготовлена из прозрачного полиуретанового материала; задний конец конвейерной ленты 80 для распознавания и транспортировки снабжен устройством для очистки 90; и конвейерная лента 80 для распознавания и транспортировки и подающая конвейерная лента 11 используются для того, чтобы расстояние между клубникой достигало расстояния, необходимого для последующего распознавания, за счет использования разницы скоростей между ними. Конвейерная лента 80 для распознавания и транспортировки проходит через середину корпуса контейнера; конвейерная лента 80 для распознавания и транспортировки снабжена инфракрасным датчиком для распознавания клубники; инфракрасный датчик соединен с компьютером; конвейерная лента 80 для распознавания и транспортировки позади корпуса контейнера снабжена механизмом удаления, а именно первым механизмом сортировки 50; первый механизм сортировки 50 содержит первый приводной двигатель 52 и поворотный стержень для удаления 51; и поворотный стержень для удаления 51 снабжен контейнером для вторичного использования 53 под соответствующей конвейерной лентой 80 для распознавания и транспортировки. Часть спектрального распознавания 30 содержит второй коробчатый корпус 31; второй коробчатый корпус 31 снабжен вторым источником света 33 и оптоволоконным зондом 32; оптоволоконный зонд 32 соединен со спектрометром; а спектрометр подключен к компьютеру.
Дополнительно, оптоволоконный зонд 32 соединен со вторым коробчатым корпусом 31 посредством кронштейна 35 оптоволоконного зонда.
Часть взвешивания 40 представляет собой устройство для взвешивания в режиме реального времени; часть взвешивания 40 содержит конвейерную ленту для взвешивания 41 и датчик напряжения 43; и датчик напряжения 43 соединен с компьютером.
Компьютер объединяет всю вышеперечисленную информацию и затем классифицирует клубнику.
Наконец, система сортировки товаров содержит разгрузочное устройство, а разгрузочное устройство содержит сортировочный манипулятор 72, сортировочную конвейерную ленту 71, конвейерную ленту для упаковочных коробок 110 и ролик для транспортирования упаковочных коробок 120. Сортировочный манипулятор 72 посылает инструкции через вышеупомянутый компьютер для помещения клубники в упаковочную коробку на соответствующем уровне конвейерной ленты для упаковочных коробок 110. Упаковочная коробка выполняет следующий этап упаковки посредством ролика для транспортировки упаковочной коробки 120.
Клубника попадает на ленту подающего конвейера 11 через коробку подачи 12. Клубника размещается линейно через наклонные пластинчатые сегменты 141 упорядочивающей пластины 14. Наконец, клубника помещается в центр конвейерной ленты через прямые пластинчатые сегменты 142, что удобно для последующего распознавания. Клубника проходит через позицию распознавания инфракрасного датчика, т.е. первого датчика 130 на конвейерной ленте 80 для распознавания и транспортировки; первый датчик 130 передает сигнал в компьютер; компьютер управляет частью визуального распознавания 20 для получения фотографий в соответствии со скоростью конвейерной ленты 80 для распознавания и транспортировки и расстоянием между положением фотографирования и положением первого датчика 130; информация с изображения, полученная верхней и нижней ПЗС-камерами 22 части визуального распознавания 20, передается в компьютер; и компьютер оценивает, не поврежден ли внешний вид клубники. Часть визуального распознавания 20 может собирать информацию с изображения клубники на 360°, чтобы предотвратить неправильную оценку, вызванную неполным сбором информации. Если клубника повреждена, то после того, как клубника пройдет через положение распознавания второго датчика 140, компьютер управляет первым приводным двигателем 52, приводящим в действие поворотный стержень для удаления 51, так что клубника попадает в контейнер для вторичной переработки 53; и, если клубника не повреждена, клубника поступает непосредственно в часть спектрального распознавания 30 после прохождения через положение распознавания второго датчика 140. Клубника проходит через положение распознавания третьего датчика 150; третий датчик 150 передает сигнал в компьютер; и компьютер управляет оптоволоконным зондом 32 для определения степени сахаристости клубники в соответствии с расстоянием между третьим датчиком 150 и наилучшим положением распознавания оптоволоконного зонда 32 части спектрального распознавания 30. Установлено, что содержание сахара в клубнике включает два уровня, а именно: с высоким содержанием сахара и с низким содержанием сахара. После того, как клубника, подвергнутая определению степени сахаристости, проходит через четвертый датчик 160, компьютер управляет вторым приводным двигателем 62 для приведения в действие шунтирующего поворотного стержня 61 для отклонения на угол, так что клубника поступает на две линии онлайн-определения веса (с высоким содержанием сахара и с низким содержанием сахара). Содержание сахара в клубнике анализируется методом ближней инфракрасной спектроскопии, чтобы получить информацию о содержании сахара в клубнике без повреждения клубники.
Устройство для очистки 90 установлено под конвейерной лентой 80 для распознавания и транспортировки для очистки конвейерной ленты и предотвращения загрязнения конвейерной ленты из-за поломанной клубники или по другим причинам, приводящим к неточным результатам распознавания.
Клубника проходит через позицию распознавания пятого датчика 170 и затем поступает в часть взвешивания 40. Информация о весе клубники, полученная с помощью части взвешивания 40, передается обратно в компьютер.
Наконец, согласно первому датчику 130, второму датчику 140, третьему датчику 150, четвертому датчику 160, пятому датчику 170, информации с изображения, частью распознавания визуального распознавания 20, спектральной информации ближнего инфракрасного диапазона, частью распознавания спектрального распознавания 30, и информации о весе, распознанной посредством взвешивания в части 40 компьютер выносит всестороннее заключение о том, что уровни пригодности клубники включают 6 уровней, т.е. уровень A (крупная и сладкая), уровень B (крупная, несладкая), уровень C (средне-сладкая), уровень D (средне-несладкая), уровень E (мелкая и сладкая), и уровень F (мелкая, несладкая).
Упаковочная коробка транспортируется к сортировочному манипулятору 72 конвейерной лентой для упаковочных коробок 110, и сортировочный манипулятор 72 захватывает различные уровни клубники на сортировочной конвейерной ленте 71 соответственно и помещает клубнику в соответствующие упаковочные коробки. Сортировочный манипулятор 72 имеет функцию визуального распознавания и может определять положение клубники и точно захватывать клубнику. Привод сортировочного манипулятора 72 оснащен гибким приводом 721, и усилие захвата клубники приводом регулируется атмосферным давлением. После установки соответствующего атмосферного давления клубнику можно быстро захватывать, и она не повреждается при захвате.
Наконец, после того, как упаковочная коробка заполнена клубникой, упаковочная коробка поступает на ролик для транспортировки упаковочной коробки 120 для последующей упаковки. Шестой датчик 180 распознает, что упаковочная коробка извлечена, и затем передает информацию обратно в компьютер. Компьютер управляет конвейерной лентой для упаковочных коробок 110, чтобы транспортировать новую упаковочную коробку в назначенное место.
Первый кронштейн 24 и второй кронштейн 34, установленные в части визуального распознавания 20 и части 30 спектрального распознавания, являются кронштейнами светодиодных ламп. Кронштейны светодиодных ламп могут регулировать положения первого источника 23 света и второго источника 33 света, а именно светодиодных ламп, вверх, вниз, влево, вправо, спереди и сзади, и управлять углом облучения светодиодных ламп. Удобно точно настраивать светодиодные лампы для различных сортов клубники, чтобы добиться наилучшего освещения, улучшить эффект фотографирования и спектры отражения в ближнем инфракрасном диапазоне, а также уменьшить погрешности. Внешние рамки первого коробчатого корпуса 21 и второго коробчатого корпуса 31 части визуального распознавания 20 и части спектрального распознавания 30 изготовлены из черных матовых акриловых листов для уменьшения влияния внешнего рассеянного света на информацию распознавания.
Часть взвешивания 40 снабжена датчиком напряжения 43, и конвейерная лента для взвешивания 41 работает плавно. Когда клубника проходит через конвейерную ленту для взвешивания 41, напряжение передается на датчик напряжения 43 через третий кронштейн 42. Датчик напряжения 43 собирает информацию и вводит ее в компьютер. Компьютер анализирует информацию об изменении напряжения в режиме реального времени и вычисляет вес клубники.
Дополнительно, первый датчик 130, второй датчик 140, третий датчик 150, четвертый датчик 160, пятый датчик 170 и шестой датчик 180 являются инфракрасными датчиками.
Дополнительно каждая конвейерная лента имеет раму 1 из алюминиевого сплава.
По настоящей заявке может получать информацию с изображения, спектральную информацию ближнего инфракрасного диапазона и информацию о весе клубники. Информация с изображения может отражать внешние характеристики качества клубники, а информация о спектре ближнего инфракрасного диапазона может отражать внутренние характеристики качества плодов и преобразовывать собранные аналоговые сигналы в цифровые сигналы с помощью карты сбора изображений. Путем установки пороговых диапазонов информации с изображений, спектральной информации ближнего инфракрасного диапазона и информации о весе клубники надлежащего качества, когда текущая собранная клубника, подлежащая классификации, находится в пределах порогового диапазона, считается, что клубника относится к этому уровню, и клубника доставляется по различным выходным каналам путем управления приводом для реализации классификации.
Настоящее изобретение имеет положительный эффект в виде сокращения трудозатрат, повышения эффективности производства, повышения надежности сортировки и уменьшения повреждения клубники в процессе сортировки.
Настоящее изобретение раскрывает систему сортировки товаров, которая относится к товарам сельскохозяйственных производителей и направлена на решение проблем определения качества и классификации клубники после сбора, в основном содержащую часть визуального распознавания 20, часть спектрального распознавания 30 и часть взвешивания 40. Информация о внешнем виде, спектральная информация в ближнем инфракрасном диапазоне и информация о весе клубники получаются с помощью части визуального распознавания 20, части спектрального распознавания 30 и части взвешивания 40. После анализа вышеуказанной информации компьютер управляет сортировочным манипулятором 72 и другими исполнительными механизмами для классификации клубники. Система сортировки товаров осуществляет неразрушающую классификацию клубники после сбора с помощью визуального распознавания, спектрального анализа в ближнем инфракрасном диапазоне и части взвешивания 40 и может одновременно упаковывать отсортированную клубнику. Настоящее изобретение обладает преимуществами высокой степени интеллектуальности, высокой точности распознавания, определения партии и автоматической сортировки, способствует стандартизации работы всех звеньев, таких как производство и оборот клубники, и уменьшает потери технологических звеньев.
Примерные варианты осуществления настоящего изобретения конкретно показаны и описаны выше. Следует понимать, что настоящее изобретение не ограничивается подробной структурой, режимом компоновки или способом реализации, описанными здесь. Вместо этого настоящее изобретение предназначено для охвата различных модификаций и эквивалентных настроек, включенных в суть и объем прилагаемой формулы изобретения.
Следует отметить, что термины, используемые здесь, предназначены просто для описания конкретных вариантов осуществления, а не для ограничения примерных вариантов осуществления в соответствии с настоящей заявкой. Использованная в настоящей заявке, если контекст четко не указывает на иное, форма единственного числа также предназначена для включения формы множественного числа. Кроме того, следует также понимать, что при использовании в описании терминов “содержать” и/или “включающий” указывают на существование признаков, этапов, операций, устройств, компонентов и/или их комбинаций.
Если конкретно не указано иное, относительное расположение, числовые выражения и числовые значения компонентов и этапов, указанные в вариантах осуществления, не ограничивают объем настоящего изобретения. Между тем, следует понимать, что для удобства описания размеры различных деталей, показанные на чертежах, не приведены в соответствии с фактическими пропорциональными соотношениями. Технологии, способы и устройства, известные обычным специалистам в соответствующей области техники, могут не обсуждаться подробно, но технологии, способы и устройства следует рассматривать как часть официального описания, если это уместно. Во всех примерах, показанных и обсуждаемых здесь, любое конкретное значение следует интерпретировать как просто примерное, а не ограничительное. Следовательно, другие примеры иллюстративных вариантов осуществления могут иметь другие значения. Следует отметить, что аналогичные контрольные знаки и буквы обозначают аналогичные элементы на следующих рисунках. Следовательно, определенный элемент не будет далее обсуждаться на последующих чертежах после того, как он определен на одном чертеже.
В описании настоящего изобретения следует понимать, что существительные, обозначающие местоположение, такие как «спереди, сзади, сверху, снизу, слева и справа», «поперечно, вертикально, перпендикулярно и горизонтально», «сверху и снизу», указывают направление или отношения положения, показанные на основе чертежей, и предназначены только для облегчения описания настоящего изобретения и его упрощения, а не для указания или подразумевания того, что указанное устройство или элемент должны иметь определенное направление или сконструированы и эксплуатироваться в определенном направлении, если не указано иное, и поэтому, не следует понимать как ограничение объема охраны настоящего изобретения. Существительные местности, такие как «внутренний и внешний», относятся к внутренней и внешней частям относительно контура каждого компонента.
Для удобства описания пространственные относительные термины, такие как «на», «над», «на верхней поверхности» и «верхний», могут быть использованы здесь для описания соотношения пространственного положения между одним устройством или элементом и другими устройствами или элементами, как показано на чертежах. Следует понимать, что пространственные относительные термины предназначены для включения различных ориентаций при использовании или эксплуатации в дополнение к ориентациям устройств, описанных на чертежах. Например, если устройство на чертеже перевернуто, устройство, описанное как «над другим устройством или конструкцией» или «на другом устройстве или конструкции», будет расположено как «под другим устройством или конструкцией» или «под другим устройством или конструкцией». Таким образом, примерный термин «вверху» может включать в себя две ориентации «вверху» и «внизу». Устройство также может быть расположено другими различными способами (повернуто на 90 градусов или в других ориентациях), и пространственное относительное описание, используемое здесь, поясняется соответствующим образом.
Следует отметить, что такие термины, как «первый», «второй» и т.п., в описании и формуле изобретения, а также чертежах в настоящем изобретении используются для различения аналогичных объектов, а не для описания особого порядка или очередности следования. Следует понимать, что такими данными можно обмениваться при соответствующих обстоятельствах, так что варианты осуществления настоящего изобретения, описанные здесь, могут быть реализованы в порядке, отличном от проиллюстрированных или описанных здесь. Кроме того, термины «включать» и «иметь», а также любой другой вариант предназначены для охвата неисключительного включения.
Приведенное выше описывает только предпочтительные варианты осуществления настоящего изобретения и не предназначено для ограничения настоящего изобретения. Для специалистов в данной области в настоящее изобретение могут быть внесены различные вариации и изменения. Любая модификация, эквивалентная замена, усовершенствование и т.д., выполненные в соответствии с сущностью и принципом настоящего изобретения, должны быть включены в сферу охраны настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛНОСТЬЮ АВТОМАТИЧЕСКАЯ МАШИНА ДЛЯ РАСКРЫТИЯ, УПАКОВКИ И ШТАБЕЛИРОВАНИЯ | 2021 |
|
RU2766124C1 |
| СОРТИРОВОЧНАЯ СИСТЕМА И СПОСОБ СОРТИРОВКИ ОБЪЕКТОВ | 2020 |
|
RU2743623C1 |
| УПАКОВОЧНОЕ УСТРОЙСТВО И СИСТЕМА СОРТИРОВКИ ДЛЯ НАПРАВЛЕННОГО УПАКОВЫВАНИЯ ПРОДУКТОВ И СПОСОБ УПАКОВЫВАНИЯ | 2017 |
|
RU2721093C2 |
| СПОСОБ И СИСТЕМА ПРЕДВАРИТЕЛЬНОГО ОТБОРА РУДЫ НА ОСНОВЕ ИНТЕЛЛЕКТУАЛЬНОЙ СОРТИРОВКИ ИЕРАРХИЧЕСКОГО МАССИВА | 2022 |
|
RU2830393C2 |
| СОРТИРОВОЧНОЕ УСТРОЙСТВО | 2012 |
|
RU2589537C2 |
| РОБОТИЗИРОВАННЫЙ АВТОМАТИЧЕСКИЙ КОМПЛЕКС ПО СОРТИРОВКЕ ТВЁРДЫХ КОММУНАЛЬНЫХ ОТХОДОВ НА ОСНОВЕ НЕЙРОННЫХ СЕТЕЙ | 2019 |
|
RU2731052C1 |
| СИСТЕМА ОБРАБОТКИ ЛИСТОВ | 2015 |
|
RU2697620C2 |
| АВТОМАТИЗИРОВАННЫЙ КОМПЛЕКС ПО СОРТИРОВКЕ ИСПОЛЬЗОВАННОЙ ТАРЫ | 2021 |
|
RU2782408C1 |
| СПОСОБ И СИСТЕМА ИНТЕЛЛЕКТУАЛЬНОЙ СОРТИРОВКИ НА ОСНОВЕ ДИНАМИЧЕСКОЙ РЕГУЛИРОВКИ ПОРОГОВОГО ЗНАЧЕНИЯ | 2022 |
|
RU2833232C2 |
| СПОСОБ ОБРАБОТКИ ПОЧТОВЫХ ОТПРАВЛЕНИЙ | 2004 |
|
RU2340412C2 |
Изобретение относится к области сортировки. Система сортировки товаров содержит устройство классификации и устройство сортировки. Устройство классификации классифицирует подлежащие сортировке товары в соответствии с внешним состоянием, внутренним состоянием и весом. Устройство сортировки сортирует подлежащие сортировке товары в соответствии с результатом классификации. Достигается повышение эффективности классификации и сортировки, уменьшение количества ошибок, обеспечение качества классификации и сортировки, снижение трудозатрат. 12 з.п. ф-лы, 10 ил. 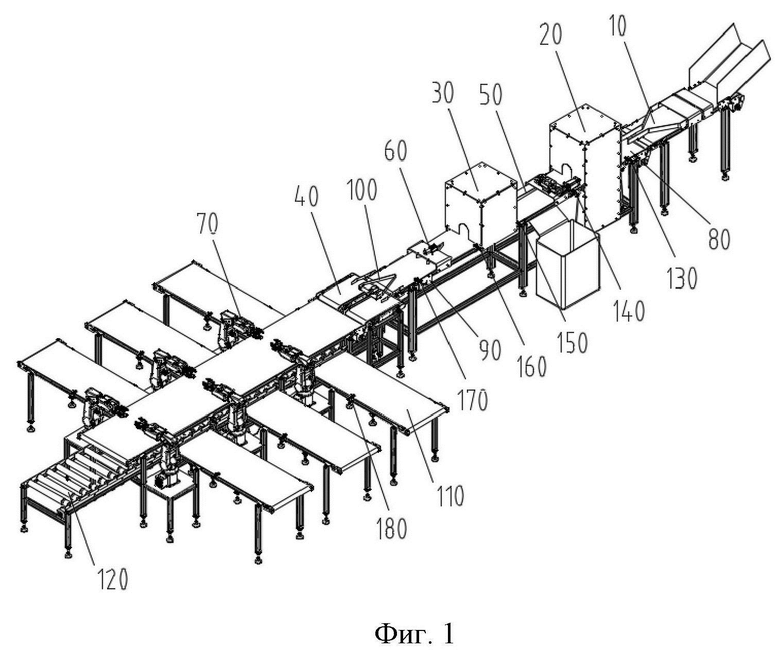
1. Система сортировки товаров, включающая:
устройство классификации для классификации подлежащих сортировке товаров в соответствии с внешним состоянием, внутренним состоянием и весом подлежащих сортировке товаров;
устройство сортировки для сортировки подлежащих сортировке товаров в соответствии с результатом классификации.
2. Система сортировки товаров по п.1, отличающаяся тем, что
устройство классификации содержит:
часть визуального распознавания (20), выполненную с возможностью сбора информации с изображения подлежащих сортировке товаров для оценки уровня внешнего состояния подлежащих сортировке товаров в соответствии с информацией с изображения; и/или
часть спектрального распознавания (30), выполненную с возможностью сбора спектральной информации ближнего инфракрасного диапазона подлежащих сортировке товаров для оценки уровня внутреннего состояния подлежащих сортировке товаров в соответствии со спектральной информацией ближнего инфракрасного диапазона; и/или
часть взвешивания (40), выполненную с возможностью сбора информации о весе подлежащих сортировке товаров для оценки размера подлежащих сортировке товаров в соответствии с информацией о весе.
3. Система сортировки товаров по п.2, отличающаяся тем, что
устройство сортировки содержит:
первый механизм сортировки (50), расположенный ниже по потоку от части визуального распознавания (20) и выполненный с возможностью сортировки подлежащих сортировке товаров в соответствии с по меньшей мере одним из уровней внешнего состояния или уровнем внешнего состояния и уровнем внутреннего состояния, и размером товаров, подлежащих сортировке; и/или
второй механизм сортировки (60), расположенный ниже по потоку от части спектрального распознавания (30) и выполненный с возможностью сортировки подлежащих сортировке товаров в соответствии с по меньшей мере одним из уровней внутреннего состояния, или с уровнем внутреннего состояния и с уровнем внешнего состояния, и размером товаров, подлежащих сортировке; и/или
третий механизм сортировки (70), расположенный ниже по потоку от части взвешивания (40) и выполненный с возможностью сортировки подлежащих сортировке товары в соответствии с по меньшей мере одним из размера, или размера и уровня внешнего состояния, и уровнем внутреннего состояния подлежащих сортировке товаров.
4. Система сортировки товаров по п.3, отличающаяся тем, что
устройство классификации дополнительно содержит конвейерную ленту (80) для распознавания и транспортировки подлежащих сортировке товаров;
часть (20) визуального распознавания содержит:
первый коробчатый корпус (21), при этом середина первого коробчатого корпуса (21) снабжена зазорным пространством, и по меньшей мере часть конвейерной ленты (80) для распознавания и транспортировки проходит через зазорное пространство;
камеры (22), расположенные в первом коробчатом корпусе (21), и по меньшей мере одна камера (22) расположена над и под конвейерной лентой (80) для распознавания и транспортировки, выполненной из прозрачного материала, соответственно, для сбора информации с изображения подлежащих сортировке товаров;
первый источник света (23), расположенный с возможностью регулировки в первом коробчатом корпусе (21) посредством положения первого кронштейна (24);
модуль обработки изображений, соединенный с камерами (22) для сравнения собранной информации с изображения с предварительно сохраненными изображениями товаров с различными уровнями внешнего состояния для оценки уровня внешнего состояния товаров, подлежащих сортировке;
первый механизм сортировки (50) содержит:
поворотный стержень для удаления (51) и первый приводной двигатель (52); съемный поворотный стержень (51) расположен над конвейерной лентой (80) для распознавания и транспортировки в режиме поворота и расположен ниже по потоку от первого коробчатого корпуса (21), а первый приводной двигатель (52) находится в приводном соединении с поворотным стержнем для удаления (51);
контейнер для вторичной переработки (53), расположенный на одной стороне конвейерной ленты (80) для распознавания и транспортировки и расположенный напротив поворотного стержня для удаления (51);
внешний уровень состояния включает в себя товары надлежащего качества и дефектные товары, а поворотный стержень для удаления (51) выполнен с возможностью удаления подлежащих сортировке товаров, относящихся к дефектному уровню, в контейнер для вторичной переработки (53) и непрерывной транспортировки подлежащих сортировке товаров, относящихся к товарам надлежащего качества, посредством конвейерной ленты (80) для распознавания и транспортировки.
5. Система сортировки товаров по п.4, отличающаяся тем, что
часть спектрального распознавания (30) содержит:
второй коробчатый корпус (31), размещенный на конвейерной ленте (80) для распознавания и транспортировки и расположенный ниже по потоку от поворотного стержня для удаления (51) и между нижней частью второго коробчатого корпуса (31) и конвейерной лентой (80) для распознавания и транспортировки;
оптоволоконный зонд (32), расположенный во втором коробчатом корпусе (31) для сбора спектральной информации ближнего инфракрасного диапазона в подлежащих сортировке товарах, которые проходят через оптоволоконный зонд;
второй источник света (33), расположенный с возможностью регулировки во втором коробчатом корпусе (31) посредством положения второго кронштейна (34);
спектрометр, электрически соединенный с оптоволоконным зондом (32);
модуль спектральной обработки, электрически соединенный со спектрометром для сравнения собранной ближней инфракрасной спектральной информации подлежащих сортировке товаров с предварительно сохраненной ближней инфракрасной спектральной информацией различных уровней внутреннего состояния для оценки уровня внутреннего состояния подлежащих сортировке товаров;
второй механизм сортировки (60) содержит:
шунтирующий поворотный стержень (61) и второй приводной двигатель (62); шунтирующий поворотный стержень (61) расположен над конвейерной лентой (80) для распознавания и транспортировки в режиме поворота и расположен ниже по потоку от второго коробчатого корпуса (31), а второй приводной двигатель (62) находится в приводном состоянии с шунтирующим поворотным стержнем (61);
по меньшей мере два уровня внутреннего состояния состоят из и разделены на множество областей шунтирования вдоль направления ширины конвейерной ленты (80) для распознавания и транспортировки; шунтирующий поворотный стержень (61) имеет множество положений поворота во взаимно однозначном соответствии с множеством областей шунтирования; и шунтирующий поворотный стержень (61) выполнен с возможностью перемещения подлежащих сортировке товаров, относящихся к соответствующим уровням внутреннего состояния, в соответствующие области шунтирования.
6. Система сортировки товаров по п.4, отличающаяся тем, что система сортировки товаров дополнительно содержит:
устройство для очистки (90), расположенное на конвейерной ленте (80) для распознавания и транспортировки для очистки конвейерной ленты (80) для распознавания и транспортировки.
7. Система сортировки товаров по п.5, отличающаяся тем, что
часть взвешивания (40) содержит:
множество конвейерных лент для взвешивания (41), которые расположены в хвостовой части конвейерной ленты (80) для распознавания и транспортировки вдоль направления ширины конвейерной ленты (80) для распознавания и транспортировки и расположены во взаимно однозначном соответствии с множеством областей шунтирования для приема сортируемого товара на конвейерной ленте (80) для распознавания и транспортировки;
множество датчиков напряжения (43), при этом один датчик напряжения (43) расположен в нижней части каждой конвейерной ленты для взвешивания (41), каждая конвейерная лента для взвешивания (41) соединена с одним датчиком напряжения (43) через третий кронштейн (42), а датчики напряжения (43) выполнены с возможностью получения информации о весе подлежащих сортировке товаров на конвейерных лентах для взвешивания (41);
модуль обработки веса, в котором модуль обработки веса электрически соединен с множеством датчиков напряжения (43) для сравнения информации о весе подлежащих сортировке товаров, полученной при взвешивании, с предварительно сохраненной информацией о весе для определения размера подлежащих сортировке товаров;
третий механизм сортировки (70) содержит:
сортировочную конвейерную ленту (71), расположенную после множества конвейерных лент для взвешивания (41), и сортировочная конвейерная лента (71) имеет множество областей сортировки во взаимно однозначном соответствии с множеством конвейерных лент для взвешивания (41) для приема подлежащих сортировке товаров на множестве конвейерных лент для взвешивания (41);
множество сортировочных манипуляторов (72), при этом по меньшей мере один сортировочный манипулятор (72) расположен по обе стороны сортировочной конвейерной ленты (71) соответственно;
причем предусмотрено по меньшей мере два размера, и каждый сортировочный манипулятор (72) соответствует уровню внутреннего состояния и размеру, и сортировочные манипуляторы (72) выполнены с возможностью сортировки подлежащих сортировке товаров с соответствующим уровнем внутреннего состояния и размером на сортировочной конвейерной ленте (71) в соответствующие упаковочные коробки.
8. Система сортировки товаров по п.7, отличающаяся тем, что
каждый сортировочный манипулятор (72) содержит гибкий привод (721) и модуль визуального распознавания; и/или
устройство классификации дополнительно содержит: множество шунтирующих пластин (100) для формирования множества шунтирующих каналов во взаимно однозначном соответствии с множеством конвейерных лент для взвешивания (41), каждая шунтирующая пластина (100) выполнена от верхней части конвейерной ленты (80) для распознавания и транспортировки до верхней части конвейерной ленты для взвешивания (41).
9. Система сортировки товаров по п.7, отличающаяся тем, что система сортировки товаров дополнительно содержит:
множество конвейерных лент для упаковочных коробок (110); по меньшей мере одна конвейерная лента для упаковочных коробок (110) расположена соответственно по обе стороны сортировочной конвейерной ленты (71); концевая часть каждой конвейерной ленты для упаковочных коробок (110) вблизи сортировочной конвейерной ленты (71) имеет рабочее положение упаковки; один конец каждой конвейерной ленты для упаковочной коробки (110), отходящий от рабочего положения упаковки, проходит до рабочего положения для подачи упаковочной коробки; каждая конвейерная лента для упаковочной коробки (110) выполнена с возможностью транспортировки одной упаковочной коробки к рабочему положению упаковки; каждая упаковочная коробка соответствует одному уровню внутреннего состояния и одному размеру; и множество конвейерных лент для упаковочных коробок (110) расположены во взаимно однозначном соответствии с множеством сортировочных манипуляторов (72).
10. Система сортировки товаров по п.9, отличающаяся тем, что система сортировки товаров дополнительно содержит:
ролик для транспортировки упаковочных коробок (120), при этом по меньшей мере часть ролика для транспортировки упаковочных коробок (120) выполнена ниже сортировочной конвейерной ленты (71); множество конвейерных лент для упаковочных коробок (110) соединены с роликом для транспортировки упаковочных коробок (120); ролик для транспортировки упаковочных коробок (120) выполнен с возможностью приема упаковочных коробок после загрузки товаров на конвейерные ленты для упаковочных коробок (110); и один конец ролика для транспортировки упаковочных коробок (120), удаленный от сортировочной конвейерной ленты (71), проходит до рабочего положения упаковки упаковочных коробок.
11. Система сортировки товаров по п.9, отличающаяся тем, что система сортировки товаров дополнительно содержит:
первый датчик (130), расположенный перед первым коробчатым корпусом (21) и выполненный с возможностью срабатывания при прохождении подлежащих сортировке товаров через первый датчик (130);
второй датчик (140), расположенный между поворотным стержнем для удаления (51) и первым коробчатым корпусом (21) и выполненный с возможностью срабатывания при прохождении подлежащих сортировке товаров через второй датчик (140);
третий датчик (150), расположенный между вторым коробчатым корпусом (31) и поворотным стержнем для удаления (51) и выполненный с возможностью срабатывания при прохождении подлежащих сортировке товаров через третий датчик (150);
четвертый датчик (160), расположенный между шунтирующим поворотным стержнем (61) и вторым коробчатым корпусом (31) и выполненный с возможностью срабатывания при прохождении подлежащих сортировке товаров через четвертый датчик (160);
пятый датчик (170), расположенный между шунтирующим поворотным стержнем (61) и конвейерной лентой для взвешивания (41) и выполненный с возможностью срабатывания при прохождении подлежащих сортировке товаров через пятый датчик (170);
множество шестых датчиков (180), при этом каждая конвейерная лента для упаковочных коробок (110) снабжена одним шестым датчиком (180) соответственно, и шестые датчики (180) расположены перед рабочим положением упаковки.
12. Система сортировки товаров по любому из пп.4-11, отличающаяся тем, что система сортировки товаров дополнительно содержит:
подающее устройство (10), расположенное перед устройством классификации и выполненное с возможностью подачи множества подлежащих сортировке товаров в линейном положении к устройству классификации.
13. Система сортировки товаров по п.12, отличающаяся тем, что подающее устройство (10) содержит:
подающую конвейерную ленту (11), в которой скорость перемещения подающей конвейерной ленты (11) меньше, чем у конвейерной ленты (80) для распознавания и транспортировки;
подающий контейнер (12), расположенный в верхней части подающей конвейерной ленты (11) и содержащий нижнюю пластину (121), расположенную наклонно вниз, и перегородки (122), расположенные по обе стороны нижней пластины (121) для транспортировки множества подлежащих сортировке товаров на подающую конвейерную ленту (11);
ограничительная пластина (13), расположенная на подающей конвейерной ленте (11) и расположенная ниже по потоку от подающего контейнера (12), причем ограничительная пластина (13) содержит сегмент верхней пластины (131), расположенный над подающей конвейерной лентой (11), и соединительные сегменты пластины (132), расположенные по обе стороны сегмента верхней пластины (131), и между сегментом верхней пластины (131) и подающей конвейерной лентой (11) образовано пространство для подачи;
две упорядочивающие пластины (14), расположенные противоположно, причем каждая упорядочивающая пластина (14) содержит сегмент наклонной пластины (141) и сегмент прямой пластины (142), которые соединены; сегмент наклонной пластины (141) расположен вблизи ограничительной пластины (13); сегмент прямой пластины (142) выполнен от подающей конвейерной ленты (11) до конвейерной ленты (80) для распознавания и транспортировки; расстояние между двумя наклонными пластинчатыми сегментами (141) двух упорядочивающих пластин (14) выполнено с постепенным уменьшением в направлении вблизи прямых пластинчатых сегментов (142); а расстояние между двумя прямолинейными сегментами (142) двух упорядочивающих пластин (14) позволяет проходить одному сортируемому товару.
| CN 110751442 A, 04.02.2020 | |||
| RU 2018135315 A3, 08.04.2020 | |||
| СИСТЕМА СОРТИРОВКИ ПОСЫЛОК | 2020 |
|
RU2784983C1 |
| EP 1872869 A2, 02.01.2008 | |||
| CN 115156090 A, 11.10.2022. | |||

