Настоящее изобретение относится к способу транспортировки пар пачек. В частности, изобретение относится к способу транспортировки пар пачек при подготовке компоновки пачек для наклеивания акцизных марок.
Для стандартных пачек сигарет наклеивание акцизной марки является автоматизированным процессом. Положение акцизной марки на пачке определено и часто установлено государственными стандартами. Следовательно, существуют механизмы для наклеивания акцизных марок, которые могут надежно наклеивать акцизные марки в определенном положении. Соответственно, такие механизмы не смогут наклеивать акцизные марки в правильном положении на нестандартных пачках, например, на пачках, которые выполнены с нестандартным размером, без каких-либо приспособлений механизма. Однако, так как эти механизмы обычно используют удаленно, ближе к точке продажи, то трудно приспособить все механизмы к новому формату. Более новые продукты табачной промышленности, например, те, которые подлежат использованию в электронных устройствах, генерирующих аэрозоль, имеют размеры, которые отличаются от обычных сигарет. Таким образом, пачки, содержащие эти продукты, также имеют другие размеры. Таким образом, известные механизмы для автоматического выполнения наклеивания акцизной марки могут не быть приспособлены для высокоскоростного наклеивания акцизных марок на пачки, имеющие размеры, отличающиеся от стандартного размера.
Соответственно, существует необходимость в способе, который сокращает ручную обработку пачек разных размеров в процессе наклеивания акцизных марок. Также существует необходимость в способе, который делает обычные процессы наклеивания акцизных марок доступными для разных размеров пачек.
Согласно одному аспекту настоящего изобретения предоставлен способ транспортировки пар пачек. Способ включает расположение первой пары пачек на устройстве горизонтальной транспортировки, транспортировку первой пары пачек в горизонтальном направлении, расположение второй пары пачек на устройстве горизонтальной транспортировки: и в нем, для каждой из первой и второй пар пачек, разделение первой пачки пары пачек и второй пачки пары пачек вертикально друг от друга и дополнительно разделение первой пары пачек и второй пары пачек горизонтально друг от друга на устройстве горизонтальной транспортировки.
Способ позволяет располагать и транспортировать пачки на устройстве горизонтальной транспортировки так, что все пачки вертикально и горизонтально отдалены друг от друга. Вертикальное, а также горизонтальное, разделение может быть определено так, что отдельные пачки будут расположены с возможностью обработки в обычных устройствах наклеивания акцизных марок. Предпочтительно пачки вертикально и горизонтально разделены в устройстве горизонтальной транспортировки так, что положение центра пачки задано и зафиксировано, независимо от размера пачки. Предпочтительно положение центра пачки является, в частности, заданным и зафиксированным в устройстве горизонтальной транспортировки, независимо от глубины и ширины пачки.
Под центром пачки в данном документе понимают геометрический центр пачки. Обычно центр пачки понимают как продольную среднюю ось пачки или как точку пересечения средней оси с передней стороной пачки. Передняя сторона пачки определена в данном документе как сторона пачки, где следует наклеить акцизную марку.
Способ также позволяет располагать группы пар пачек с горизонтальным разделением на устройстве горизонтальной транспортировки. При размещении с вертикальным и горизонтальным разделением пачек на устройстве горизонтальной транспортировки группу пар пачек можно предоставить в расположении согласно требованиям обычных сборок пачек. Например, в коробках, содержащих сигареты, обычно десять пачек сигарет собирают как пять пар, расположенных рядом друг с другом. При обычном наклеивании акцизных марок две пачки сигарет пары пачек сигарет лежат друг на друге, при этом одна из больших сторон каждой пачки контактируют друг с другом. Каждая пачка снабжается акцизной маркой. Положение акцизной марки на пачке задано, и положение пачки в устройстве наклеивания акцизных марок стандартизировано для правильного расположения марки на пачке. Посредством вертикального и горизонтального разделения пачек можно соблюсти требования расположения акцизной марки пачек для обычных процессов наклеивания акцизной марки для различных размеров пачки. Различные размеры пачек, в частности, относятся к глубине пачки и ширине пачки. В частности, пачки с меньшими размерами ширины и глубины могут быть расположены на устройстве горизонтального перемещения так, чтобы они были расположены специально для обеспечения акцизными марками в обычном устройстве наклеивания акцизных марок.
Предпочтительно способ включает разделение первой пары пачек и второй пары пачек горизонтально друг от друга в диапазоне от 2 миллиметров до 20 миллиметров, более предпочтительно в диапазоне от 4 миллиметров до 12 миллиметров, например от 4 миллиметров до 7 миллиметров, на устройстве горизонтальной транспортировки.
Горизонтальные расстояния в этих диапазонах размеров могут компенсировать разницу между шириной обычной пачки сигарет и шириной меньших пачек. Меньшими пачками являются, в частности, пачки, содержащие изделия, генерирующие аэрозоль, например изделия, генерирующие аэрозоль, содержащие табак, для использования в электронных устройствах, генерирующих аэрозоль.
Способ может включать обеспечение разделительных планок в устройстве горизонтальной транспортировки горизонтально отдаленным образом и расположение первой или второй пачки пары пачек между разделительными планками. Разделительные планки являются простым средством определения расстояния между пачками. Посредством изменения ширины разделительной планки расстояние между соседними пачками можно менять и приспосабливать к разным размерам ширины пачки. При транспортировке пачек с разными размерами в устройстве горизонтальной транспортировки это можно легко реализовать посредством обеспечения разделительных планок с разными размерами в устройстве горизонтальной транспортировки.
Разделительные планки могут быть горизонтально отделены друг от друга в диапазоне от 25 миллиметров до 60 миллиметров, более предпочтительно от 30 миллиметров до 55 миллиметров, в устройстве горизонтальной транспортировки.
Разделительные планки могут иметь горизонтальную протяженность по меньшей мере 1,5 миллиметра. Предпочтительно разделительные планки имеют горизонтальную протяженность в диапазоне от 2 миллиметров до 20 миллиметров, более предпочтительно в диапазоне от 4 миллиметров до 12 миллиметров, например, от 4 миллиметров до 7 миллиметров. Таким образом, обеспечение разделительной планки горизонтально отдаляет соседние пачки друг от друга в устройстве горизонтальной транспортировки на по меньшей мере 1,5 миллиметра. Предпочтительно горизонтальная протяженность разделительной планки в сочетании с шириной первой или второй пачки пары пачек достигает ширины стандартной пачки в 56 миллиметров. Таким образом, ширина разделительной планки или горизонтальное разделение между соседними парами пачек может компенсировать меньшую ширину пачки по сравнению с обычными пачками сигарет.
Предпочтительно способ включает отделение первой пачки пары пачек и второй пачки пары пачек вертикально друг от друга в диапазоне от 2 миллиметров до 10 миллиметров, более предпочтительно от 4 миллиметров до 8 миллиметров, например, 6 миллиметров, в устройстве горизонтальной транспортировки. Вертикальные расстояния в этих диапазонах размеров компенсируют разницу между глубиной обычной пачки сигарет и размерами глубины пачек с меньшими размерами глубины.
Вертикальное и горизонтальное разделение между пачками и парами пачек может компенсировать меньшие размеры пачек по сравнению с обычными пачками сигарет. В частности, пачки, содержащие изделия, генерирующие аэрозоль, например, изделия, генерирующие аэрозоль, содержащие табак, для использования в электронных устройствах, генерирующих аэрозоль, могут образовывать пачки с меньшими размерами глубины.
Вертикальное разделение между пачками пар пачек может быть реализовано разными средствами. Например, способ может включать индивидуальное зажимание первой и второй пачки пары пачек в устройстве горизонтальной транспортировки. Таким образом, первая и вторая пачки остаются в своем вертикально разделенном положении. Альтернативно или в дополнение способ может включать сохранение вертикального разделения первой пачки в паре пачек и второй пачки этой пары пачек друг от друга в устройстве горизонтальной транспортировки посредством обеспечения разделяющего элемента между первой и второй пачками.
Зажимания можно, например, достичь посредством зажимания пачки между двумя соседними разделительными планками, обеспеченными в устройстве горизонтальной транспортировки. Однако зажимание может привести к деформации пачки. Разделяющий элемент может быть простым средством, расположенным между пачками в устройстве горизонтальной транспортировки. Разделяющий элемент может, например, быть разделительной пластиной, разделительными штырями, или пластиной-перегородкой. Разделяющий элемент может быть одним элементом, который вертикально разделяет одну пару пачек или несколько пар пачек. Предпочтительно разделяющий элемент проходит на несколько пар пачек, например на группу пар пачек. Соответственно, способ может включать обеспечение разделяющего элемента между первой и второй пачкой нескольких пар пачек. Предпочтительно между от трех до шести пар пачек обеспечен разделяющий элемент, например, между пятью парами пачек. Внутри несколько пар пачек могут образовывать группу.
Предпочтительно разделяющий элемент позволяет пачкам скользить на или вдоль разделяющего элемента. Предпочтительно разделяющий элемент обеспечивает возможность скольжения вдоль разделяющего элемента во время горизонтальной транспортировки пачек.
Предпочтительно толщина разделяющего элемента в сочетании с глубиной первой или второй пачки достигает глубины стандартной пачки в 22,5 миллиметра. Предпочтительно толщина разделяющего элемента компенсирует разницу глубины стандартной пачки и уменьшенной глубины пачки с меньшим размером глубины для обработки по способу согласно настоящему изобретению. Исходное положение на пачке является будущим положением акцизной марки и, следовательно, центром пачки. Разделяющий элемент, расположенный между двумя пачками обычно компенсирует только половину разницы между глубиной пачки и стандартной пачки, но для каждой из двух пачек разделяющий элемент расположен между ними.
Устройство горизонтальной транспортировки может содержать два ленточных конвейера, расположенных параллельно и друг над другом. Разделительные планки могут быть расположены между двумя ленточными конвейерами и перпендикулярно направлению транспортировки двух ленточный конвейеров. Предпочтительно разделительные планки расположены на каждом из двух ленточных конвейеров на сторонах ленточных конвейеров, которые обращены друг к другу. Первая и вторая пара пачек могут быть расположены между двумя ленточными конвейерами и между разделительными планками. Таким образом, пары пачек можно направлять снизу и сверху двумя ленточными конвейерами, в то время как пачки располагаются и закрепляются разделительными планками, которые обеспечены между ленточными конвейерами.
Пары пачек можно транспортировать непрерывным или прерывистым образом в устройстве горизонтальной транспортировки. Для подачи пар в устройство или дополнительной обработки групп пар пачек из устройства горизонтальной транспортировки пары пачек предпочтительно транспортируют горизонтально прерывистым образом. Прерывание транспортировки позволяет, например, загружать пары пачек в устройство горизонтальной транспортировки, пока устройство горизонтальной транспортировки неподвижно. Также разгрузку пар пачек из устройства горизонтальной транспортировки можно выполнять под строгим контролем, если устройство горизонтальной транспортировки неподвижно. В частности, при неподвижном ленточном конвейере пара пачек может проталкиваться между разделительными планками внутрь и наружу управляемым образом.
Способ может дополнительно включать обеспечение нескольких пар пачек в устройстве горизонтальной транспортировки и выталкивание группы пар пачек из устройства горизонтальной транспортировки в упаковку.
Предпочтительно выталкивание группы пар пачек из устройства горизонтальной транспортировки в упаковку сохраняет вертикальное разделение между двумя пачками пары пачек и горизонтальное разделение между парой пачек. Предпочтительно вертикальное разделение и горизонтальное разделение оставляют неизменными.
Способ может включать блочный толкатель и проталкивание группы пар пачек одновременно в упаковку блочным толкателем.
Посредством выталкивания группы пачек из устройства горизонтальной транспортировки, в частности выталкивания всей группы, все пачки группы могут быть одновременно перемещены. При групповом выталкивании сводится к минимуму риск смещения отдельных пачек относительно друг друга внутри группы. Поддержание положения отдельных пачек в группе, в частности поддержание и сохранение неизменным вертикального и горизонтального разделения между пачками и парами пачек в группе, желательно для последующего процесса наклеивания акцизной марки. В дополнение пачки направляют вдоль разделительных планок горизонтального транспортировочного устройства при перемещении пачек в упаковку. Это дополнительно предотвращает смещение пачек. Разделительные планки также определяют горизонтальное разделение между парами пачек при перемещении пачек в упаковку. В дополнение, направление группы пар пачек разделительными планками также позволяет упростить конструкцию проталкивающих средств для группового проталкивания.
Например, проталкивающим средством может быть блочный толкатель. Блочный толкатель может иметь форму простой пластины. Например, может быть обеспечена пластина для проталкивания каждой пачки отдельно, или можно обеспечить пластины для проталкивания нескольких пачек группы вместе. Предпочтительно, блочный толкатель имеет форму парных пластин: верхняя пластина может быть обеспечена для проталкивания верхних пачек группы пар пачек, а нижняя пластина может быть обеспечена для проталкивания нижних пачек группы пар пачек. Пластины, в частности пластины, проталкивающие несколько пачек, могут содержать продольные углубления. Разделительные планки могут проходить в углубления, в то время как блочный толкатель выталкивает пачки из устройства горизонтальной транспортировки. Также вертикальное расстояние между парными пластинами позволяет любым элементам для разделения проходить между пластинами без препятствий для процесса перемещения группы пачек.
Группа пар пачек предпочтительно состоит из трех-шести пар пачек, например, пяти пар.
Предпочтительно пары пачек транспортируют горизонтально на устройстве горизонтальной транспортировки поэтапно. Во время перерывов в устройство горизонтальной транспортировки можно подать следующую пару пачек.
Предпочтительно между группами пар пачек в устройстве горизонтальной транспортировки обеспечен зазор, который больше разделительной планки, расположенной между парой пачек. Предпочтительно зазор соответствует пустому отделению для пары пачек в устройстве горизонтальной транспортировки.
Предпочтительно ленточные конвейеры устройства горизонтальной транспортировки перемещаются с двумя разными скоростями. При первой скорости ленты перемещаются на расстояние отделения для пары пачек в такое положение, при котором следующее пустое отделение для пары пачек может быть обеспечено следующей парой пачек. При второй более высокой скорости ленты перемещаются на расстояние наполненного и пустого отделения для пары пачек вслед за группой пар пачек в устройство горизонтальной транспортировки. Благодаря более высокой скорости после нескольких наполненных последовательных отделений для пары пачек образуется зазор, что образует группу пар пачек.
Пустое отделение для пары пачек позволяет блочному толкателю втягиваться после выталкивания группы пар пачек из устройства горизонтальной транспортировки в упаковку.
Скорость блочного толкателя может отличаться при толкании группы пар пачек и при втягивании. Предпочтительно скорость блочного толкателя ниже при толкании и выше при втягивании. Доступна более высокая скорость втягивания, так как при втягивании блочного толкателя не происходит взаимодействия с группами пачек.
Пачки в группе пар пачек предпочтительно вертикально разделены в устройстве горизонтальной транспортировки разделяющим элементом. Разделяющий элемент удаляют при перемещении группы пар пачек. Способ предпочтительно включает удаление разделяющего элемента, обеспеченного между двумя пачками пары пачек в устройстве горизонтальной транспортировки при проталкивании группы пар пачек в упаковку. Предпочтительно разделяющий элемент удаляют из каждой пары пачек группы во время проталкивания в упаковку.
Разделяющий элемент, обеспеченный между двумя пачками пары пачек в устройстве горизонтальной транспортировки, можно, например, заменить на разделитель пачек в упаковке при проталкивании группы пар пачек в упаковку. Предпочтительно разделитель пачек сохраняет вертикальное разделение между пачками пары пачек группы в упаковке.
Способ может дополнительно включать разделение двух пачек каждой пары пачек группы пар пачек вертикально друг от друга в упаковке и дополнительно разделение каждой пары пачек горизонтально друг от друга в упаковке. Способ может дополнительно включать поддержание горизонтального разделения между каждой парой пачек группы пар пачек с одновременной подачей группы пар пачек в упаковку путем направления пар пачек группы пар пачек вдоль разделительных планок, обеспеченных в устройстве горизонтальной транспортировки. Предпочтительно одна разделительная планка расположена между соседними парами пачек. Предпочтительно вертикальное разделение и горизонтальное разделение оставляют неизменными.
Посредством группового наполнения упаковки парами пачек можно достичь очень эффективного наполнения упаковки. Групповое наполнение может быть автоматизировано так, что можно исключить ручную обработку пачек. Скорость наполнения упаковок может быть увеличена. В дополнение, можно исключить смещение при ручной вставке пачек в упаковку.
Вертикальное, а также горизонтальное, разделение между отдельными пачками позволяет располагать пачки в упаковке на заданных и конкретных положениях. Положение пачки в упаковке можно менять посредством изменения горизонтального или вертикального разделения между пачками или посредством изменения горизонтального и вертикального разделения между пачками. Это, в частности, является преимущественным, так как положение пачек в упаковке можно сохранять в заданном положении независимо от размера пачек.
Вертикальное, а также горизонтальное, разделение может быть определено так, что отдельные пачки будут расположены с возможностью обработки в обычных устройствах наклеивания акцизных марок. Предпочтительно пачки вертикально и горизонтально разделены в упаковке так, что положение центра пачки задано и зафиксировано, независимо от размера пачки. Предпочтительно положение центра пачки является, в частности, заданным и зафиксированным в упаковке, независимо от глубины и ширины пачки.
Способ может дополнительно включать подачу заготовки листового материала и изготовление из заготовки листового материала разделителя пачек для вертикального разделения между пачками и пары разделителей для горизонтального разделения между парами пачек.
Предпочтительно способ включает непрерывную подачу заготовок листового материала.
Заготовка листового материала может быть, например, листом бумаги или картона, листом пластикового материала или металлической фольги.
Упаковка, содержащая разделитель пачек и разделители пар может быть образована как единое целое из заготовки листового материала. Это является преимущественным, так как складывание и обработка заготовки листового материала могут быть автоматизированы. Таким образом, ручная обработка заготовки может не требоваться или может быть минимизирована. Заготовки из картона, например, являются экономически эффективными материалами, которые могут быть сделаны из переработанного материала или могут быть переработаны после использования.
С заготовками листового материала для упаковки доступны различные способы образования разделителей пачек и разделителей пар из заготовки листовых материалов. Например, разделители могут быть образованы посредством складывания заготовки. Разделители могут также быть сложены посредством смещения частей заготовки с плоскости заготовки. Например, заготовка может быть обеспечена выступами или клапанами. Для образования клапанов заготовку можно предварительно вырезать. Предварительно вырезанные части можно вытолкнуть из плоскости заготовки с образованием клапана.
Способ формирования элементов для разделения из заготовки листового материала будет более подробно описан ниже.
Способ может дополнительно включать:
- обеспечение подачи отдельных пачек;
- расположение первой пачки в устройстве вертикальной транспортировки;
- расположение второй пачки в устройстве вертикальной транспортировки с расположением таким образом второй пачки вертикально разделенной от первой пачки в устройстве вертикальной транспортировки;
- вертикальную транспортировку первой и второй пачки в устройстве вертикальной транспортировки; затем
- одновременное выталкивание первой и второй пачек как пары пачек из устройства вертикальной транспортировки и в устройство горизонтальной транспортировки, при этом первую и вторую пачки перемещают с вертикальным разделением как пару пачек в устройство горизонтальной транспортировки.
Расположение первой и второй пачек с вертикальным разделением в устройстве вертикальной транспортировки позволяет транспортировать и подавать пачки вверх или вниз. Устройство вертикальной транспортировки также позволяет вертикально располагать две пачки относительно друг друга, в частности независимо от глубины пачек. Таким образом, вертикальное разделение пачек можно отрегулировать в зависимости от глубины пачек. Вертикальное разделение можно, в частности, отрегулировать так, что центр первой пачки будет иметь одинаковое расстояние от центра второй пачки независимо от глубины пачки. Например, пачки с большими размерами глубины могут быть вертикально отдалены друг от друга меньше, чем пачки с меньшими размерами глубины, для сохранения неизменным расстояния от центра к центру между первой и второй пачками. Следует понимать, что вертикальное разделение между двумя пачками также можно отрегулировать относительно других исходных точек или линий. Например, центр первой пачки и верхней или нижней стороны второй пачки можно оставлять неизменными.
С одновременным проталкиванием вертикально разделенной пары пачек и поддержанием вертикального разделения пары пачек в устройстве горизонтальной транспортировки пару пачек можно обеспечить в расположении, которое необходимо в обычных сборках пачек. Этого можно, в частности, достичь для пачек с меньшими размерами глубины, так как вертикальное разделение может компенсировать разницу с глубиной обычных пачек.
Посредством одновременного или парного проталкивания пар пачек с необходимым вертикальным расстоянием друг к другу можно соблюсти требования к расположению акцизных марок пачек для обычных процессов наклеивания акцизных марок для различных размеров пачек, в частности различных глубин пачек. Более конкретно, пачки с меньшими размерами глубины могут быть расположены так, чтобы быть обеспеченными акцизной маркой в обычных устройствах наклеивания акцизных марок.
Предпочтительно способ включает вертикальную транспортировку первой пачки в устройстве вертикальной транспортировки до расположения второй пачки в устройстве вертикальной транспортировки. Предпочтительно первую пачку транспортируют вверх в устройстве вертикальной транспортировки, и вторую пачку затем подают под первую пачку. Благодаря транспортировке уже поданной пачки в вертикальном направлении положение подачи второй или дополнительных пачек может оставаться таким же. Это может упростить процесс подачи пачек и устройство подачи пачек.
Предпочтительно первая пачка и вторая пачка расположены на вертикальном расстоянии от 2 миллиметров до 10 миллиметров, боле предпочтительно от 4 миллиметров до 8 миллиметров, например, 6 миллиметров, в устройстве вертикальной транспортировки. Вертикальные расстояния в этих диапазонах размеров компенсируют разницу между глубиной обычной пачки сигарет и размерами глубины пачек с меньшими размерами глубины. Пачки с меньшими размерами глубины могут, в частности, содержать изделия, генерирующие аэрозоль, например, изделия, генерирующие аэрозоль, содержащие табак, для использования в электронных устройствах, генерирующих аэрозоль.
Предпочтительно способ включает тактируемую, предпочтительно непрерывную подачу отдельных пачек в устройство вертикальной транспортировки. Благодаря непрерывной постоянной подаче пачек можно достичь парного расположения пачек в устройстве вертикальной транспортировки. Это также позволяет циклически выталкивать пары пачек из устройства вертикальной транспортировки в устройство горизонтальной транспортировки. Способ может включать последовательное расположение дополнительных пачек вертикально в устройстве вертикальной транспортировки. Предпочтительно способ затем включает расположение первой, второй и дополнительных пачек вертикально отделенными друг от друга и предпочтительно попарно в устройстве вертикальной транспортировки.
Пачки могут выполнять непрерывное или прерывистое вертикальное перемещение в устройстве вертикальной транспортировки. Предпочтительно пачки выполняют прерывистое вертикальное перемещение. Предпочтительно пачки транспортируют вертикально поэтапно. Во время перерывов в устройство вертикальной транспортировки можно подать следующую пачку. Перерывы также позволяют выталкивать пары пачек из устройства вертикальной транспортировки, пока пара пачек неподвижна в устройстве вертикальной транспортировки.
Предпочтительно способ включает последовательное, предпочтительно прерывистое, выталкивание пар пачек из устройства вертикальной транспортировки в устройство горизонтальной транспортировки. Последовательное выталкивание пар обеспечивает возможность продолжать подавать пары пачек в устройство горизонтальной транспортировки.
Предпочтительно способ включает проталкивание пары пачек в горизонтальном направлении из устройства вертикальной транспортировки в устройство горизонтальной транспортировки. Благодаря горизонтальному перемещению пары пачек можно минимизировать наклон или забивание пачек в устройстве вертикальной транспортировки.
Вертикальное разделение между первой и второй пачкой может быть одинаковым или может быть разным в устройстве вертикальной транспортировки и в устройстве горизонтальной транспортировки. Предпочтительно вертикальное разделение между первой и второй пачкой сохраняют на протяжении всей обработки пачек, а именно в устройстве вертикального перемещения, при перемещении во вмещающее устройство и в устройстве горизонтальной транспортировки, но также на дальнейшем этапе обработки пачек. Вертикальное разделение не должно быть неизменным во время каждого этапа перемещения или в каждом устройстве. Предпочтительно вертикальное разделение после определения в устройстве вертикального перемещения сохраняют на протяжении обработки пачек. Предпочтительно вертикальное разделение первой и второй пачки в устройстве вертикальной транспортировки соответствует конечному вертикальному разделению пары пачек для наклеивания акцизной марки или конечному вертикальному разделению в упаковке. В связи с этим, способ предпочтительно включает расположение первой и второй пачки пары пачек на том же вертикальном расстоянии в устройстве горизонтальной транспортировки, что и в устройстве вертикальной транспортировки. Предпочтительно величину вертикального разделения между первой и второй пачкой сохраняют без изменений, когда пару пачек выталкивают из устройства вертикальной транспортировки в устройство горизонтальной транспортировки. Это может быть преимущественным, так как перемещение пачек можно выполнять на тех же уровнях.
Устройство вертикальной транспортировки может содержать два расположенных параллельно ленточных конвейера с направляющими. Пачки, подлежащие транспортировке в вертикальном направлении удерживают между двумя ленточными конвейерами, поддерживаемыми направляющей каждого ленточного конвейера. Предпочтительно затем высота направляющей ленточных конвейеров с направляющими определяет минимальное вертикальное разделение между первой и второй пачкой. Ленточные конвейеры, в частности замкнутые кольцевые конвейеры, известны благодаря надежной непрерывной транспортировке товаров. Ленточные конвейеры с направляющими позволяют определить минимальное расстояние между отдельными транспортируемыми пачками по размеру или высоте направляющих. При транспортировке пачек с разными размерами в устройстве вертикальной транспортировки это может быть легко реализовано посредством замены ленточных конвейеров. Также возможно обеспечить ленточные конвейеры направляющими с разными размерами.
Пары пачек можно выталкивать из устройства вертикальной транспортировки толкателем пар. Толкатель пар может быть выполнен в форме поршня, проталкивающего пары пачек. Предпочтительно толкатель пар действует в направлении, перпендикулярном направлению перемещения пачек в устройстве вертикальной транспортировки. Если устройство вертикальной транспортировки содержит два ленточных конвейера с направляющими, то выталкивание пар пачек может быть реализовано посредством вставки толкателя пар между двумя ленточными конвейерами с направляющими для выталкивания пары пачек из устройства вертикальной транспортировки.
Предпочтительно между парами пачек в устройстве вертикальной транспортировки обеспечен зазор, который больше, чем вертикальное разделение между пачками пары пачек. Предпочтительно зазор соответствует пустому отделению для пачки в устройстве вертикальной транспортировки.
Предпочтительно ленточные конвейеры устройства вертикальной транспортировки перемещаются с двумя разными скоростями. При первой скорости ленты перемещаются на расстояние отделения для пачки в такое положение, при котором следующее пустое отделение для пачки может быть обеспечено следующей пачкой. При второй более высокой скорости лента перемещается на расстояние наполненного и пустого отделения для пачки вслед за парой пачек в устройство вертикальной транспортировки. Благодаря более высокой скорости после двух наполненных последовательных отделений для пачки образуется зазор.
Пустое отделение для пачки позволяет толкателю пар втягиваться после выталкивания пары пачек из устройства вертикальной транспортировки.
Скорость толкателя пар может отличаться при толкании пары пачек и при втягивании. Предпочтительно скорость толкателя пар ниже при толкании и выше при втягивании. Возможна более высокая скорость втягивания, так как при втягивании толкателя пар не происходит взаимодействия с пачками.
Устройство вертикальной транспортировки, в частности два ленточных конвейера с направляющими, транспортирующие пачки, могут иметь емкость для четного или нечетного числа пачек. Предпочтительно емкость содержит четное число пачек, например, 2, 4, 6, 8, 10 или 12 пачек. Емкость для пачек может непосредственно соответствовать количеству отделений для пачек. Предпочтительно емкость также содержит пустые отделения, если возможно, для достижения предпочтительной емкости для пачек.
Способ может включать подачу отдельных пачек устройством подачи пачек в устройство вертикальной транспортировки. Устройство подачи пачек может содержать подающее колесо. Способ может включать обеспечение подачи отдельных пачек в устройство вертикальной транспортировки из подающего колеса. Подающее колесо включает расположенные по окружности гнезда, при этом каждое гнездо обеспечено для размещения отдельной пачки. Подающие колеса являются предпочтительными устройствами подачи, так как колеса выполняют простые перемещения. Скорость вращения и приспособление скорости подачи можно легко менять с подающим колесом. В дополнение, подающие колеса обеспечивают возможность загрузки на и разгрузки с подающего колеса на разных местах. На пути от места загрузки к месту разгрузки пачки на подающем колесе могут проходить через контрольный участок.
Способ может дополнительно включать контроль отдельных пачек на подающем колесе, и, в случае несоответствия контролируемой отдельной пачки, отмену подачи отдельной пачки в устройство вертикальной транспортировки. Таким образом, в случае несоответствия пачки эталонным данным, пачка вместо подачи в устройство вертикальной транспортировки может быть отбракована. Такой контроль позволяет обнаруживать и удалять дефектные отдельные пачки. Отдельную пачку можно удалить до того, как были образованы пары или даже группы пачек, содержащие дефектные пачки, которые необходимо отбраковать. Благодаря этому можно уменьшить затраты материалов. Возможно также ограничить прерывание процесса обработки пачек на позднем этапе, или даже избежать его.
Например, способ может включать контроль штрих-кода или точечного кода на отдельных пачках и проверку проконтролированного штрих-кода или точечного кода на предмет правильности. Способ может дополнительно включать отбраковывание проконтролированных отдельных пачек, если проконтролированный штрих-код или точечный код на отдельной пачке является дефектным. Можно контролировать другие или дополнительные признаки. Такими признаками являются, например, разорванная пачка, деформированная пачка, или смещенная маркировка на пачке.
Способ может включать обеспечение разделителя пачек в упаковке для вертикального разделения между пачками и обеспечение разделителей пар в упаковке для горизонтального разделения между парами пачек. Разделитель пачек и разделители пар могут быть отдельными элементами упаковки. Разделитель пачек и разделители пар могут быть выполнены как одно целое с упаковкой.
Разделитель пачек может быть одним элементом, вертикально разделяющим все пары пачек группы пар пачек в упаковке. Разделитель пачек может содержать несколько частичных разделителей пачек, предпочтительно один частичный разделитель пачек для вертикального разделения каждой пары пачек.
Предпочтительно разделитель пачек проходит на группу пар пачек.
Разделитель пар может быть обеспечен между каждыми двумя соседними парами пачек. Разделитель пар может также быть расположен между парой пачек и концом упаковки.
Предпочтительно способ включает обеспечение разделителей пар только между парами пачек, а следовательно, не на концах упаковки.
Предпочтительно разделитель пар надежно горизонтально отделяет верхнюю и нижнюю пачку пары пачек от верхней и нижней пачки соседней пачки. Соответственно, разделитель пар предпочтительно расположен между верхней и нижней пачками соседних пар пачек.
Предпочтительно разделители пар образованы полосками, проходящими во внутреннее пространство упаковки.
Одна или более, например, две, полоски могут проходить от одной стороны или от противоположных сторон во внутреннее пространство упаковки.
Например, одна полоска может проходить от одной стороны упаковки через упаковку и образовывать разделитель пар для двух соседних пар пачек. Полоски могут проходить от двух противоположных сторон упаковки во внутреннее пространство упаковки. Таким образом, полоски одной стороны могут образовывать частичный разделитель пар только для верхней или нижней пачки. Каждая из полосок одной стороны может также образовывать разделитель пар для пары пачек.
Предпочтительно способ включает подачу заготовок листового материала и изготовление разделителя пачек и разделителей пар из заготовки листового материала.
Предпочтительно способ включает обеспечение формирователя полоски и проталкивание формирователя полоски в упаковку на местах предварительно вырезанных полосок в заготовках листового материала с образованием таким образом разделителей пар.
Полоски являются очень простыми формами, которые можно легко предварительно вырезать в заготовках и они могут образовывать клапаны. Например, одна полоска может быть образована из U-образного предварительного выреза в заготовке. Две полоски могут быть образованы из H-образного предварительного выреза в заготовке. Полоски можно вытолкнуть из заготовки простыми средствами. Например, формирователь полоски может иметь простую форму и может выполнять простые перемещения, например, чистое линейное или чистое вращательное перемещение.
Способ может включать проталкивание одной или нескольких предварительно вырезанных полосок заготовки листового материала с одной стороны в упаковку. Способ может включать проталкивание одной или нескольких предварительно вырезанных полосок заготовки листового материала с противоположных сторон в упаковку.
Предпочтительно способ включает проталкивание предварительно вырезанных полосок заготовки листового материала с противоположных сторон во внутреннее пространство упаковки. Например, предварительно вырезанные полоски проталкивают сверху и снизу в упаковку относительно горизонтальной плоскости. В этих вариантах осуществления предварительно вырезанные проталкиваемые сверху полоски затем предпочтительно образуют часть разделителя пар для верхних пачек двух соседних пар пачек. Затем предварительно вырезанные проталкиваемые снизу полоски предпочтительно образуют часть разделителя пар для нижних пачек тех самых двух соседних пар пачек.
Предпочтительно способ включает образование нескольких разделителей пар одновременно. Предпочтительно все разделители пар одной упаковки образованы одновременно. Образование нескольких или всех разделителей пар упаковки одновременно обеспечивает очень эффективный и экономящий время способ образования разделителей пар.
Формирователь полоски может быть реализован, например, как поршнеобразный элемент, как рычагообразный элемент, или как колесо, содержащее кулачковую поверхность. Эти элементы можно перемещать навстречу и в сложенную заготовку листового материала для образования разделителей пар. Один из двух таких элементов обеспечен для обработки упаковки с одной стороны или с противоположных сторон.
Предпочтительно формирователь полоски содержит два вращающихся в противоположном направлении рычага. Вращающиеся в противоположных направлениях рычаги могут вращаться навстречу и в направлении друг от друга. Упаковка может быть расположена между двумя рычагами. Для образования разделителей пар вращающиеся в противоположных направлениях рычаги вращают навстречу друг другу. После образования разделителей пар вращающиеся в противоположных направлениях рычаги вращают в направление друг от друга. Затем упаковку, обеспеченную разделителями пар, можно транспортировать для дальнейшей обработки.
Предпочтительно формирователь полоски содержит ряд головок толкателя, расположенных параллельно и на расстоянии друг от друга. Головки толкателя могут быть расположены на конце поршнеобразного элемента или рычагообразного элемента, предпочтительно вращающегося в противоположном направлении рычага. Головку толкателя формирователя полоски проталкивают в заготовку, образуя разделители пар. Последовательное расположение обеспечивает возможность одновременного образования разделителей пар с надежным расположением.
Предпочтительно головка толкателя меньше, чем ширина предварительно вырезанной полоски в заготовке для образования разделителя пар с учетом производственных допусков. С меньшим инструментом для изготовления разделителей пар можно предотвратить случайные повреждения наружной обертки пачки при вставке головки толкателя между пачками. Головка толкателя может, например, быть на 2 миллиметра, боле предпочтительно на 1,5 миллиметра, например на 1 миллиметр, или на 0,5 миллиметра, или на 0,2 миллиметра, или на 0,1 миллиметра, меньше, чем ширина разделителя пар.
Группы пар пачек можно подавать в упаковку после обеспечения разделителя пачек в упаковке. В частности, группу подают в упаковку после образования разделителя пачек, например, сложенную из заготовки листового материала. Предпочтительно разделитель пачек изготавливают посредством горизонтального расположения сгиба заготовки, при этом горизонтально расположенный сгиб проходит в направлении приема группы пар пачек. Это может гарантировать вертикальное разделение пачек во время и после подачи группы пар пачек к и в упаковку.
Группы пар пачек можно подавать в упаковку до или после обеспечения разделителей пар, в частности, до образования разделителей пар из заготовки листового материала.
Предпочтительно способ включает подачу группы пар пачек одновременно в упаковку до образования разделителей пар. Подача группы пачек в упаковку без предварительного обеспечения разделителей пар в упаковке может уменьшить риск разрушения пачек или разделителей пар. После того, как группа пар пачек была подана в упаковку, образуют разделители пар. В частности, разделители пар располагают в горизонтальном пространстве между соседними парами пачек. Затем пары пачек фиксируют в их горизонтальном положении в упаковке разделителями пар. Для лучшей фиксации пачек горизонтальная протяженность разделителя пар может быть немного больше, чем горизонтальное пространство между соседними парами пачек, для достижения фрикционной посадки между пачками.
Предпочтительно упаковка содержит все разделители и обеспечена группой пар пачек.
Предпочтительно упаковка образует вставку для картонной коробки. Предпочтительно вставка содержит разделители пар и разделитель пачек в картонной коробке. Предпочтительно вставка выполнена из заготовки листового материала. Упаковка может быть вставлена в картонную коробку как вставка. Таким образом, картонная коробка может иметь размеры, соответствующие размерам обычной коробки для обычных сигарет. Упаковка, образующая вставку, компенсирует любую разницу в размерах отдельных пачек по сравнению с размерами обычных пачек сигарет так, что упаковка и пачки предпочтительно заполняют картонную коробку.
Предпочтительно толщина разделителя пачек в сочетании с глубиной одной пачки пары пачек достигает глубины стандартной пачки в 22 миллиметра. Предпочтительно толщина разделителя пачек компенсирует разницу глубины стандартной пачки и уменьшенной глубины пачки с меньшим размером глубины для обработки способом согласно настоящему изобретению.
Предпочтительно горизонтальное разделение составляет по меньшей мере 1,5 миллиметра, и предпочтительно в диапазоне от 2 миллиметров до 20 миллиметров, более предпочтительно в диапазоне от 4 миллиметров до 12 миллиметров, например, в диапазоне от 4 миллиметров до 7 миллиметров. Предпочтительно горизонтальная протяженность разделителя пар в сочетании с шириной пачки пары пачек достигает ширины стандартной пачки в 56 миллиметров.
Горизонтальные расстояния в этих диапазонах размеров компенсируют разницу между шириной обычной пачки сигарет и размерами ширины пачек с меньшими размерами глубины. В частности, горизонтальная протяженность разделителя пар или горизонтальное разделение между соседними парами пачек может компенсировать меньшую ширину пачки по сравнению с обычными пачками сигарет.
Способ может включать обеспечение разделителей пар при горизонтальном расстоянии друг к другу в диапазоне от 25 миллиметров до 60 миллиметров, более предпочтительно от 30 миллиметров до 55 миллиметров, в упаковке. Расстояния разделителей пар в этих диапазонах размеров позволяют подавать пачки различных размеров в упаковку с использованием картонной коробки со стандартными размерами коробки.
Предпочтительно разделители пар имеют горизонтальную протяженность по меньшей мере 1,5 миллиметра, и предпочтительно имеют горизонтальную протяженность в диапазоне от 2 миллиметров до 20 миллиметров, более предпочтительно в диапазоне от 4 миллиметров до 12 миллиметров, например, в диапазоне от 4 миллиметров до 7 миллиметров. Обеспечение разделителя пар горизонтально отдаляет соседние пачки друг от друга в упаковке на по меньшей мере 1,5 миллиметра. Предпочтительно горизонтальная протяженность разделителя пар в сочетании с шириной любой из пачек пары пачек достигает ширины стандартной пачки в 56 миллиметров. Таким образом, ширина разделителя пар или горизонтальное разделение между соседними парами пачек может компенсировать меньшую ширину пачки по сравнению с обычными пачками сигарет.
Горизонтальная протяженность разделителя пар может быть немного больше, чем горизонтальное разделение для создания фрикционной посадки с пачками и удержания их на месте. Таким образом, горизонтальная протяженность разделителя пар может быть, например, на 0,5 миллиметра, 0,7 миллиметра, или 1 миллиметр больше, чем горизонтальное разделение между соседними парами пачек.
Способ может включать приспособление горизонтальной протяженности разделителей пар и поддержание расстояния между центром передней стороны пачки и центром передней стороны соседней пачки в 56 миллиметров, в зависимости от размера пачек.
Этого можно достичь, например, посредством разделителей пар разных размеров. Например, полоски, образующие разделители пар, могут иметь разные горизонтальные протяженности. Широкие полоски могут быть обеспечены для меньших пачек, небольшие полоски могут быть обеспечены для больших пачек. Например, разные предварительные вырезы могут быть обеспечены в одной заготовке листового материала. В зависимости от необходимого размера разделителя пар можно использовать разные предварительные вырезы для образования разделителей пар.
Способ может дополнительно включать транспортировку упаковки в устройство наклеивания акцизных марок и обеспечение передней части каждой пачки группы пар пачек в упаковке акцизной маркой. В целом, наполненную картонную коробку закрывают, запаковывают в транспортный ящик с несколькими дополнительными картонными коробками и доставляют по месту назначения, например, импортируют в другую страну. Затем там транспортный ящик открывают, пачки, размещенные в картонной коробке, обеспечивают акцизной маркой, картонную коробку снова закрывают и доставляют обратно изготовителю пачек.
Все пачки в картонной коробке могут иметь одинаковый размер, или они могут иметь разные размеры. Например, пара пачек может содержать две пачки разных размеров. Или, например, соседние пары могут содержать пачки, имеющие разные размеры.
Предпочтительно все пачки в картонной коробке имеют одинаковый размер.
Предпочтительно подача группы пар пачек в упаковку одновременно включает прием пар пачек из горизонтального транспортировочного устройства, при этом вертикальное разделение между двумя пачками каждой пары пачек в устройстве горизонтальной транспортировки и горизонтальное разделение между каждой парой пачек в устройстве горизонтальной транспортировки оставляют неизменным во время подачи группы пар пачек в упаковку из устройства горизонтальной транспортировки. Это может быть преимущественным, так как перемещение пачек можно выполнять на тех же уровнях.
Способ, описанный в данном документе, предпочтительно используется при подготовке компоновки пачек для наклеивания акцизных марок. Предпочтительно пачки являются пачками, используемыми в табачной промышленности. Предпочтительно пачки содержат изделия табачной промышленности. Такие изделия могут быть, например, изделиями, генерирующими аэрозоль, предпочтительно изделиями, генерирующими аэрозоль, содержащими табак. Такие изделия используют в электронных устройствах, генерирующих аэрозоль, в которых изделия можно, например, нагревать для генерирования аэрозоля.
Под центром пачки в данном документе понимают геометрический центр пачки. Центр пачки понимают как продольную среднюю ось пачки или как точку пересечения средней оси с передней стороной пачки. Переднюю сторону пачки в данном документе определяют как сторону пачки, на которой необходимо наклеить акцизную марку.
Пачка согласно настоящему изобретению имеет подобную коробке форму с двумя противоположными большими сторонами, двумя противоположными длинными малыми сторонами, передней стороной и задней стороной. Расстояние между двумя большими сторонами определяет ширину пачки. Расстояние между двумя длинными малыми сторонами определяло ширину пачки. Расстояние между передней стороной и задней стороной определяет высоту пачки.
В этом применении «передняя» сторона является стороной пачки, предназначенной для наклеивания акцизной марки. Она определена как сторона пачки, которая обращена к отверстию картонной коробки, в которой расположены пачки для наклеивания акцизной марки. В частности, в обычных пачках сигарет с шарнирной крышкой «передней» стороной является сторона пачки, которая перпендикулярна продольной протяженности сигарет. Изделия, генерирующие аэрозоль, могут быть значительно короче, чем обычные сигареты, и, следовательно, их часто упаковывают в разные пачки, например, в сравнительно широкий ящик с шарнирной крышкой с двумя связками с компоновкой палочек 5-5, расположенных рядом друг с другом (или компоновкой 10-10, если обеспечена только одна связка). Соответственно, «передняя» сторона такой пачки, содержащая изделия, генерирующие аэрозоль, может быть представлена одной из двух противолежащих длинных небольших сторон. В такой пачке изделия, генерирующие аэрозоль, располагают перпендикулярно направлению шарнира, но параллельно направлению «передней» стороны пачки.
Если четко не указано иное, то пачки в настоящем изобретении расположены с одной из их больших сторон, обращенной вниз, и с их противоположной большой стороной, обращенной вверх. Когда две пачки расположены друг над другом, одна большая сторона первой пачки обращена к одной большой стороне второй пачки.
Объединенные расстояния в упаковке включают допуск в диапазоне от 0,3 миллиметра до 1 миллиметра, обычно 0,5 миллиметра. Таким образом, если речь идет о том, что размер пачки и разделителя достигает определенного числа, то это включает такой допуск, что размер пачки и размер разделителя могут точно соответствовать указанному числу, но в целом включают допуск в данном диапазоне. Например, пачка и разделитель пар, пачка и стенка упаковки, пачка и разделитель пачек обычно содержат зазор между двумя объектами в диапазоне от 0,3 миллиметра до 1 миллиметра, как правило 0,5 миллиметра.
Ниже представлен не являющийся исчерпывающим перечень неограничивающих примеров. Любой один или более из признаков этих примеров можно комбинировать с любым одним или более признаками другого примера, варианта осуществления или аспекта, описанного в данном документе.
Пример Ex1. Способ транспортировки пар пачек, включающий: - расположение первой пары пачек на устройстве горизонтальной транспортировки, - транспортировку первой пары пачек в горизонтальном направлении; - расположение второй пары пачек на устройстве горизонтальной транспортировки; в нем, для каждой из первой и второй пар пачек, разделение первой пачки пары пачек и второй пачки пары пачек вертикально друг от друга и дополнительно разделение первой пары пачек и второй пары пачек горизонтально друг от друга на устройстве горизонтальной транспортировки.
Пример Ex2. Способ согласно примеру Ex1, в котором горизонтальное разделение первой и второй пары пачек друг от друга находится в диапазоне от 2 миллиметров до 20 миллиметров, более предпочтительно в диапазоне от 4 миллиметров до 12 миллиметров, например от 4 миллиметров до 7 миллиметров, на устройстве горизонтальной транспортировки.
Пример Ex3. Способ согласно любому из предыдущих примеров, включающий: - обеспечение разделительных планок в устройстве горизонтальной транспортировки с горизонтальным разделением; - расположение первой или второй пачки пары пачек между разделительными планками.
Пример Ex4. Способ согласно примеру Ex3, в котором разделительные планки горизонтально располагают на расстоянии друг от друга в диапазоне от 25 миллиметров до 60 миллиметров, более предпочтительно от 30 миллиметров до 55 миллиметров, на устройстве горизонтальной транспортировки.
Пример Ex5. Способ согласно любому из примеров Ex3-Ex4, в котором разделительные планки имеют горизонтальную протяженность по меньшей мере 1,5 миллиметра и предпочтительно имеют горизонтальную протяженность в диапазоне от 2 миллиметров до 20 миллиметров, более предпочтительно в диапазоне от 4 миллиметров до 12 миллиметров, например от 4 миллиметров до 7 миллиметров.
Пример Ex6. Способ согласно любому из примеров Ex3-Ex5, в котором горизонтальная протяженность разделительной планки в сочетании с шириной первой или второй пачки достигает ширины стандартной пачки в 56 миллиметров.
Пример Ex7. Способ согласно любому из предыдущих примеров, в котором разделение первой пачки пары пачек и второй пачки пары пачек находится в диапазоне от 2 миллиметров до 10 миллиметров, боле предпочтительно от 4 миллиметров до 8 миллиметров, например 6 миллиметров, на устройстве горизонтальной транспортировки.
Пример Ex8. Способ согласно любому из предыдущих примеров, включающий индивидуальное зажимание первой и второй пачки пары пачек в устройстве горизонтальной транспортировки с сохранением таким образом первой и второй пачек вертикально разделенными друг от друга.
Пример Ex9. Способ согласно любому из предыдущих примеров, включающий сохранение первой пачки пары пачек и второй пачки этой пары пачек вертикально разделенными друг от друга посредством обеспечения разделяющего элемента между первой и второй пачками.
Пример Ex10. Способ согласно примеру Ex9, включающий обеспечение разделяющего элемента между первой и второй пачками нескольких пар пачек.
Пример Ex11. Способ согласно любому из примеров Ex9-Ex10, в котором толщина разделяющего элемента в сочетании с глубиной первой или второй пачки достигает глубины стандартной пачки в 22,5 миллиметра.
Пример Ex12. Способ согласно любому из примеров Ex3-Ex11, в котором устройство горизонтальной транспортировки содержит два ленточных конвейера, расположенных параллельно и друг над другом, причем разделительные планки расположены на двух ленточных конвейерах и перпендикулярно направлению транспортировки двух ленточных конвейеров, и при этом первая и вторая пара пачек расположены между двумя ленточными конвейерами.
Пример Ex13. Способ согласно любому из предыдущих примеров, включающий горизонтальную транспортировку пар пачек в устройстве горизонтального перемещения прерывистым образом.
Пример Ex14. Способ согласно любому из предыдущих примеров, дополнительно включающий:
- обеспечение нескольких пар пачек на устройстве горизонтальной транспортировки;
- выталкивание группы пар пачек из устройства горизонтальной транспортировки в упаковку.
Пример Ex15. Способ согласно примеру Ex14, дополнительно включающий обеспечение блочного толкателя и выталкивание группы пар пачек одновременно в упаковку.
Пример Ex16. Способ согласно любому из примеров Ex14-Ex15, дополнительно включающий удаление разделяющего элемента, обеспеченного между двумя пачками пары пачек на устройстве горизонтальной транспортировки, при выталкивании группы пар пачек в упаковку.
Пример Ex17. Способ согласно любому из примеров Ex14-Ex16, дополнительно включающий:
- разделение двух пачек каждой пары пачек группы пар пачек вертикально друг от друга в упаковке;
- разделение каждой пары пачек горизонтально друг от друга в упаковке и поддержание горизонтального разделения между каждой парой пачек группы пар пачек при подаче группы пар пачек в упаковку путем направления пар пачек группы пар пачек вдоль разделительных планок, обеспеченных в устройстве горизонтальной транспортировки.
Пример Ex18. Способ согласно примеру Ex17, дополнительно включающий подачу заготовки листового материала и изготовление из заготовки листового материала разделителя пачек для вертикального разделения между пачками и пары разделителей для горизонтального разделения между парами пачек.
Пример Ex19. Способ согласно любому из предыдущих примеров, дополнительно включающий:
- обеспечение подачи отдельных пачек;
- расположение первой пачки в устройстве вертикальной транспортировки;
- расположение второй пачки в устройстве вертикальной транспортировки с расположением таким образом второй пачки вертикально отделенной от первой пачки в устройстве вертикальной транспортировки;
- вертикальную транспортировку первой и второй пачки в устройстве вертикальной транспортировки; затем
- одновременное выталкивание первой и второй пачек как пары пачек из устройства вертикальной транспортировки и в устройство горизонтальной транспортировки, при этом первую и вторую пачки перемещают с вертикальным разделением как пару пачек в устройство горизонтальной транспортировки.
Пример Ex20. Применение способа согласно любому из предыдущих примеров при подготовке компоновки пачек для наклеивания акцизных марок.
Далее примеры будут дополнительно описаны со ссылкой на фигуры, на которых:
на фиг. 1 показан схематический вид в перспективе упаковки, расположенной внутри картонной коробки в форме короба;
на фиг. 2 показан схематический вид сверху наполненной упаковки с использованием способа согласно настоящему изобретению;
на фиг. 3 показан схематический вид сверху группы пачек курительных изделий типа, известного из уровня техники;
на фиг. 4 и 5 показаны виды сверху вариантов конструкции подготовленных заготовок листового материала для образования упаковки;
на фиг. 6 показан вид в перспективе способа для компоновки пачек;
на фиг. 7 и 8 показано перемещение пар пачек из вертикального в устройство горизонтальной транспортировки;
на фиг. 9 и 10 изображена групповая вставка группы пар пачек в упаковку;
на фиг. 11 и 12 показаны виды сбоку в разрезе части процесса вставки по фиг. 9 и 10 и процесс образования разделителя пар.
На фиг. 1 показана наполненная вставка 10, выполненная с возможностью вставки в картонную коробку 23, обозначенная пунктирными линиями. Картонная коробка имеет основную часть 24, выполненную с возможностью размещения наполненной вставки 10, содержащей группу пачек 100. Картонную коробку можно закрыть с возможностью открывания крышкой 25, состоящей из двух клапанов 250, 251, шарнирно соединенных с основной частью 24.
Клапаны 250, 251 можно открывать для получения доступа ко внутренней части картонной коробки 23, например, для изъятия пачек 100 или для выполнения в отношении них одного или более процессов, таких как наклеивание акцизных марок. Впоследствии клапаны можно снова сомкнуть для закрытия картонной коробки 23 в форме короба.
Наполненная вставка 10 содержит пустую вставку 11 и множество пачек 100 для изделий, генерирующих аэрозоль.
Каждая пачка 100 имеет форму параллелепипеда и содержит две противоположные большие боковые стенки 101, две противоположные длинные небольшие боковые стенки 102, нижнюю стенку 103 и верхнюю стенку 104. Верхняя стенка образует переднюю сторону в процессе транспортировки и компоновки, как описано далее ниже.
Предпочтительно размер пачки 100, подходящей для удерживания вставкой 11, равен 15,5 мм x 48 мм, при этом эти значения соответствуют ширине и высотке верхних стенок 102. Ширина верхней стенки 102 соответствует ширине пачки 100. Высота верхней стенки 102 соответствует глубине пачки 100.
Согласно некоторым вариантам осуществления, описанным в настоящем документе, вставка 11 содержит две камеры 12, расположенные смежно друг с другом. Каждая камера 12 образует кожух для соответствующего ряда пачек 100.
Камеры 12 проходят в продольном направлении, которое указано на фигурах ссылочной позицией 700.
В предпочтительном варианте осуществления и как показано на фиг. 1, каждый ряд содержит пять пачек изделий 100, генерирующих аэрозоль.
Каждая камера 12 содержит нижнюю стенку 14 и пару боковых стенок 15, которые проходят от нижней стенки 14. Боковые стенки 15 расположены смежно с нижней стенкой 14 и соединены с нижней стенкой 14 линиями 16 складывания. Линии 16 складывания проходят параллельно продольному направлению 700.
Каждая стенка камер 12, то есть нижняя стенка 14 и пара боковых стенок 15, выполнена с возможностью вхождения в контакт с соответствующей стенкой пачек 100.
Например, боковые стенки 15 двух камер 12 расположены во внутреннем пространстве вставки 11 для разделителя 27 пачек и контактируют с большими боковыми стенками 101 пачек 100. Нижние стенки 14 контактируют с нижними стенками 103 пачек. В примере, показанном на фиг. 1, пачки 100, размещенные во вставке 11, ориентированы так, что направление наибольшей протяженности пачки перпендикулярно продольному направлению 700. В дополнение, пачки 100 ориентированы так, что верхние стенки 102 расположены напротив нижней стенки 14 вставки 11.
Камеры 12 содержат отверстие 17 для доступа, через которое пачки 100 можно вставить, получить к ним доступ, а также извлечь из вставки 11.
Нижняя и боковая стенки 14, 15 расположены относительно друг друга так, что каждая камера 12 выполнена в форме буквы U, при этом открытый конец U образует отверстие 17 для доступа. Пачки 100 ориентированы таким образом, что верхняя стенка 102 расположена возле отверстия 17 для доступа. В частности, верхняя стенка 102 выступает за пределы торцевого края 150 боковых стенок 15, расположенных на противоположной стороне относительно нижней стенки 14. Благодаря этому верхняя стенка 102 пачек 100 остается открытой и легко доступной для выполнения необходимых процессов с ней, таких как, например, наклеивание акцизной марки. Верхние стенки 102 пачек также могут быть расположены на том же уровне, что и торцевой край 105 вставки 11. Благодаря этому также сторона верхней стенки пачек защищена вставкой 11.
По меньшей мере одна из боковых стенок 15 содержит множество разделителей 18 пар, выступающих в направлении внутренней части вставки 11. Разделители 18 пар выполнены с возможностью ограничения отделений 26 пачек, в которых каждая из указанных пачек 100 стабильно расположена и удерживается определенным образом в продольном направлении 700 относительно вставки 11. Благодаря разделителям пар 18 предотвращается перемещение пачек в продольном направлении 700. Благодаря боковым стенкам 15 и разделителю пар 27 предотвращается перемещение или смещение в направлении 701.
Пачки 100 могут быть вставлены в отделения 26 для пачек и извлечены из них через вышеупомянутое отверстие 17 для доступа.
В предпочтительных вариантах осуществления разделители 18 пар выполнены в виде предварительно вырезанных ребер 19, встроенных в боковую стенку 15.
В варианте осуществления, показанном на фиг. 1, каждый разделитель 18 пар состоит из пары ребер 19. Каждое ребро 19 соединено с боковой стенкой 15 соответствующей линией 20 соединения. Ребра отделены друг от друга линией 21 разреза (видно на заготовках, показанных на фиг. 4 и 5). Линии 20 соединения и линия 21 разреза взаимно параллельны друг другу и также параллельны продольному направлению 700.
В альтернативном варианте осуществления, не показанном, каждый разделитель 18 пар состоит из одного ребра 19. В этом случае ребро 19 может проходить от линии 20 соединения, которая соединяет ребро с боковой стенкой 15, до торцевого края 150.
На фиг. 1, на которой каждая камера предназначена для вмещения ряда из пяти пачек 100, обеспечено шесть разделителей 18 пар. Четыре разделителя 18 пар размещены между двумя смежными пачками 100. Оставшиеся два разделителя 18 пар расположены на противоположных концах боковой стенки 15 для удерживания самой крайней пачки 100, расположенной в конце ряда. Разделители 18 пар образуют промежуток, разделяющий две смежные пачки 100. Этот промежуток может быть равен, немного больше или немного меньше, чем ширина ребер 19, измеренная параллельно продольному направлению 700.
В предпочтительных вариантах осуществления разделители 18 пар обеспечены только между пачками. Таким образом, в этих вариантах осуществления разделители пар не обеспечены на противоположных концах боковых стенок 15 в продольном направлении.
Две внутренние боковые стенки 15, образующие разделитель 27 пачек, не обеспечены разделителями 18 пар. Разделители 18 пар обеспечены на боковых стенках 15 камер 12, которые остаются видимыми и доступными снаружи.
Внутренние поверхности боковых стенок 15, которые обращены в направлении внутренней части вставки 11, расположены согласно конфигурации с симметрией друг относительно друга по центральной линии оси 920 нижней стенки 14, которая проходит параллельно продольному направлению 700.
В одном варианте осуществления центральное расстояние 910, измеряемое в поперечном направлении 701, которое по существу перпендикулярно продольному направлению 700, имеет заданное и постоянное значение. Центральное расстояние 910 образовано между центральными линиями 920 нижних стенок 14 камер 12. Например, центральное расстояние 920 может быть приблизительно равно 22,5 мм, как показано на фиг. 2 и фиг. 3.
На фиг. 2 показан способ использования пустой вставки 11 и наполненной вставки 10 согласно настоящему изобретению, который кратко изображен со ссылкой на этап наклеивания акцизной марки 110 на пачки 100.
На фиг. 3 показана упорядоченная группа пачек традиционных курительных изделий, упорядоченных по двум перекрывающимся рядам из пяти пачек каждый. Соседние пачки непосредственно контактируют друг с другом.
Фиг. 2 и 3 позволяют сравнить ситуацию, в которой используется вставка 11, в которой размещено множество нестандартных пачек 100, имеющих меньший размер, чем стандартный размер традиционных пачек (фиг. 3), по сравнению с текущей ситуацией, известной из уровня техники, при которой акцизная марка 110 должна быть наклеена на группу пачек традиционных курительных изделий, без вставки, показанной на фиг. 2.
Как можно увидеть из сравнения между фигурами, внешний профиль вставки 11 ограничивает площадь, которая идентична общей площади, занятой группой традиционных пачек. Другими словами, вставка 11 имеет такие форму и размеры, чтобы компенсировать меньшие объемы, занятые нестандартными пачками, вследствие чего последние, когда они размещены во вставке 11, по существу занимают такие же объемы, как и группа традиционных пачек.
Более того, положение акцизных марок остается неизменным в обоих случаях. Ввиду наличия вставки 11 двухмерные пространственные координаты в продольном и поперечном направлениях 700, 701 акцизных марок 110, наклеенных на пачки 100, остаются идентичными соответствующим координатам подобных акцизных марок, наклеенных на традиционные пачки курительных изделий, как показано на фиг. 3.
Акцизные марки 110 расположены одна за другой на расстоянии 900 марки, измеряемое в продольном направлении 700. Расстояние 900 марки равно заданному и постоянному значению и его измеряют между центром двух акцизных марок 110, наклеенных на две смежные пачки 100 в направлении 700. В предпочтительном варианте осуществления расстояние 900 марки по меньшей мере равно или превышает типовой размер пачки 100, предпочтительно определенный как ширина больших боковых стенок 101 и верхней и нижней стенок 101, 102. Предпочтительно расстояние 900 марки равно ширине стандартной пачки, соответствующей 48 миллиметрам.
На фиг. 2 разделители 18 пар расположены друг за другом, а также на расстоянии 900 марки. Расстояние 900 марки равно заданной и постоянной величине для расположения и удерживания пачек 100 в их соответствующих отделениях 26 для пачек с неизменным шагом относительно друг друга, который соотнесен с расстоянием 900 марки.
Очевидно, что формы, значения размеров и значения толщины, упомянутые в настоящем описании, приведены исключительно в иллюстративных целях, и они могут быть изменены в зависимости от размеров и форм пачек изделий, генерирующих аэрозоль, которые подлежат размещению во вставке 11. В частности, вставка 11 имеет связанные размеры и толщины, в частности, комплементарные размерам и глубине пачки 100, которую она должна удерживать, для поддержания таких же общих объемов группы традиционных пачек и размещения пачек в положениях, вследствие чего акцизная марка может быть наклеена в тех же положениях (или координатах), что и в обычном случае.
На фиг. 4 и фиг. 5 показаны два альтернативных варианта осуществления заготовок листового материала 13 для образования вставки 11.
На фиг. 4 показан материал заготовки для образования вставки 11, изображенной на фиг. 1. В примере, показанном на фиг. 4, две камеры 12 выполнены как единый компонент. Две боковые стенки 15 двух камер 12 соединены по линии 22 рилевки, определяющей участок сгиба, вокруг которого каждая камера 12 может поворачиваться под определенным углом относительно другой камеры 12.
Камеры 12 делают начиная с листового материала 13, например, бумаги, картона, или плотной бумаги, имеющего подходящую толщину для обеспечения необходимой механической прочности.
Предпочтительно заготовка 13 представляет собой гофрированный картон, имеющий однородную толщину от приблизительно 3 миллиметров до приблизительно 3,5 миллиметра. Заготовка 13 может также быть сделана из материалов, не являющихся теми, которые упомянуты выше, такими как, например, пластики.
На фиг. 5 показана заготовка 13, в которой разделители 18 пар обеспечены только в заготовке для расположения разделителей пар только между пачками. Для одинаковых или подобных элементов используются одинаковые ссылочные позиции. В заготовках 13 приведенные в качестве примера размеры указаны следующим образом:
толщина или ширина 920 разделителя пачек: 5 миллиметров
протяженность 940 заготовки в направлении 700: 274,6 миллиметра
протяженность 925 заготовки в направлении 701: 277 миллиметров
высота 930 разделителя пачек/высота 931 боковой стенки 15: 74,6 миллиметра
толщина 915 камеры 15: 15,9 миллиметра
расстояние 935 между смежными разделителями 18 пар: 49,5 миллиметра
расстояние 936 между разделителем пар 18 и концом заготовки (направление 700): 50,05 миллиметра
ширина 937 разделителя 18 пар: 5,6/6,5 миллиметра
размеры пачки: 74,5×48,5×15,8 миллиметра
Образование вставки 11 из заготовки 13 по существу включает следующие этапы:
На первом этапе образуют две камеры 12. На этом этапе заготовку 13 складывают в противоположных направлениях вдоль линий 22 и 16 складывания. Боковые стенки 15 складывают относительно нижней стенки 14 вдоль линий 22 и 16 складывания для получения формы двух смежных камер в форме буквы U. Две внутренние боковые стенки образуют разделитель 27 пачек.
На втором этапе вставку 11 размещают в картонную коробку 23.
На третьем этапе упорядоченную группу пачек 100 размещают во вставку.
На четвертом этапе образуют разделители 18 пар и пачки 100 закрепляют во вставке 11 в противодействии смещению в продольном направлении 700.
На фиг. 6 показано схематическое представление системы, включающей подачу, компоновку и упаковывание отдельных пачек 100 при приготовлении к наклеиванию акцизной марки. Система включает подачу 3 пачек, различные участки 4, 5 подготовки компоновок пачек, обеспечение вставок и образование 6, 7 вставок, а также упаковывание и транспортировку между, во время и после компоновки и упаковывания пачек.
Подающее колесо 30 содержит несколько гнезд 31, расположенных вокруг окружности подающего колеса. Пачки 100 подают в гнезда 31 из элемента обеспечения 29 пачками на месте приема подающего колеса 30. После размещения в гнезде 31 пачку транспортируют в место подачи посредством вращения подающего колеса 30 против часовой стрелки. Место подачи расположено напротив места приема. В месте подачи пачку 100 подают из подающего колеса 30 в устройство 40 вертикальной транспортировки. Таким образом, пачка 100 выталкивается из гнезда 31 подающего колеса 30 в пространство 42 для пачки в 40 вертикальной транспортировки.
Рядом с подающим колесом 30 обеспечен участок 28 контроля для контроля пачек 100, проходящих через участок 28 контроля. Например, пачки 100 можно при необходимости зрительно осмотреть на предмет правильного нанесения кода, поврежденной обертки и т. п. Участок 28 контроля может обнаруживать несоответствующие требованиям пачки 100 и может быть соединен с механизмом отбраковывания подающего колеса 30. Механизм отбраковывания ограничивает перемещение несоответствующих требованиям пачек в устройство 40 вертикальной транспортировки. Вместо этого такие несоответствующие требованиям пачки можно спускать по спускному желобу 280, расположенному под подающим колесом 30.
Устройство 40 вертикальной транспортировки содержит две конвейерные ленты 41 с замкнутым контуром, расположенные вертикально и параллельно друг другу. Ленты 41 содержат равноудаленно расположенные направляющие 410. Направляющие 410 обоих конвейерных лент 41 расположены перпендикулярно направлению вертикального перемещения лент 41. В дополнение, направляющие 410 лент обращены друг к другу и расположены на одних и тех же вертикальных уровнях. Ленты 41 с их направляющими 410 образуют пространства 42 для отдельных пачек для размещения одной пачки. Приводные колеса 411 перемещают ленты 41 в противоположных направлениях так, что образованные пространства 42 для пачек между двумя лентами и между двумя соседними направляющими в каждой ленте 41 перемещаются вертикально вверх.
Ленты 41 перемещаются поэтапно на расстояние одного пространства 42 для пачки так, что следующее пространство для пачки находится в месте подачи для подачи в него пачки от подающего колеса 30. Две пачки 100, подаваемые в устройство 40 вертикальной транспортировки, вертикально отделяются друг от друга на по меньшей мере высоту направляющих 410, расположенных между пачками. Когда две пачки 100 оказываются поданы в устройство 40 вертикальной транспортировки, приводное колесо ускоряется так, что ленты 41 перемещаются вверх на расстояние двух пространств для пачек. Благодаря этому пространство 42 для пачки остается пустым. Каждые две пачки 100, размещенные в следующих пространствах для пачек, образуют пару 200 пачек. Пачки в устройстве 40 вертикальной транспортировки перемещаются вверх до тех пор, пока пара 200 пачек не достигнет места 45 перемещения. Пару 200 в месте 45 перемещают в устройство 50 горизонтальной транспортировки. Пара пачек 200 проталкивается толкателем 47 пар в горизонтальном направлении в пространство между двумя конвейерными лентами 51 устройства 50 горизонтальной транспортировки. Таким образом, пачки направляют вдоль направляющих 410 конвейерных лент 41 устройства 40 вертикальной транспортировки и сохраняют боковую ориентацию в горизонтальном направлении лентами 41. Толкатель 47 пар выполняет линейное перемещение. Пустое пространство 42 для пачки в устройстве 40 вертикальной транспортировки служит толкателю 47 пар для втягивания без препятствий от лент 41 или пачек 100, или замедления скорости обработки устройства 40 вертикальной транспортировки так, что толкатель 47 пар может вернуться в свое изначальное положение, как показано на фиг. 1.
Затем пары пачек 200, после перемещения в устройство 50 горизонтальной транспортировки, перемещают в горизонтальном направлении (влево на фиг. 1) так, что следующую пару 200 пачек можно перемещать из устройства 40 вертикальной транспортировки в устройство 50 горизонтальной транспортировки. Пары 200 пачек разделяют в горизонтальном направлении разделительными планками 510, обеспеченными на ленточных конвейерах 51 устройства 50 горизонтальной транспортировки.
Перемещение пар пачек 200 в устройство 50 горизонтальной транспортировки показана более подробно со ссылкой на фиг. 7 и 8.
Когда группа 300 пар пачек оказывается образована в устройстве 50 горизонтальной транспортировки, группа проталкивается блочным толкателем 57 во вставку (не видна на фиг. 1). На этом этапе вставка была частично образована из заготовки листового материала 13, обеспеченного линиями 22 рилевки и предварительными вырезами 18, как было описано выше. В системе, показанной на фиг. 1, заготовки листового материала 13 подают справа. Заготовка сложена вдоль линий 22 и 16 рилевки с образованием пустой вставки с разделителем 27 пачек. После проталкивания группы 300 пар пачек во вставку разделители 18 пар образуются с формирователем 70 полоски (расположенным за устройством 50 горизонтальной транспортировки). Затем наполненные вставки 10 транспортируют далее к участку картонной коробки, где наполненные вставки 10 помещают в картонную коробку 23, или где картонную коробку складывают вокруг наполненных вставок 10.
Все этапы подачи, перемещения, транспортировки и изготовления синхронизированы в системе. Предпочтительно приводные колеса устройства 40 вертикальной транспортировки определяют такт системы.
На фиг. 7 и фиг. 8 расположение пачек 100 в устройстве 40 вертикального перемещения, перемещение пары 200 пачек и расположение пар пачек в устройстве 50 горизонтального перемещения показаны более подробно.
В вертикальном устройстве 40 вертикального перемещения пачки 100 расположены попарно в пространствах 42 для пачек, образованных между двумя вертикальными конвейерными лентами 41 и направляющими 410, расположенными равномерно по всей длине конвейерных лент 41. Пачки 100 расположены в двух пространствах 42 для пачек друг за другом, в то время как следующее пространство 42 для пачек остается пустым, следующие два пространства для пачек, снова, обеспечиваются пачками, за чем следует пустое пространство для пачек. Когда пара 200 пачек прибывает в место 45 перемещения на верхнем конце устройства 40 вертикальной транспортировки, конвейерные ленты 41 останавливаются. Толкатель 47 пар выталкивает две пачки 100 пары 200 пачек одновременно из пространства 42 для пачек между двумя лентами 51 устройства 50 горизонтальной транспортировки, как показано на фиг. 8. Когда пара 200 была перемещена, устройство 40 вертикальной транспортировки активируется снова так, что следующая пара пачек располагается в месте 45 перемещения. Толкатель пар 47 втягивается, в то время пустое пространство 42 для пачек проходит через место 45 перемещения. Предпочтительно толкатель пар 47 втягивается с более высокой скоростью при втягивании для безопасного расположения на своем начальном положении вновь для проталкивания следующей пары 200 пачек в устройство горизонтальной транспортировки, когда указанная пара 200 прибывает в место 45 перемещения.
Устройство 50 горизонтальной транспортировки содержит две конвейерные ленты 51 с замкнутым контуром, расположенные горизонтально и параллельно друг другу, и друг над другом. Ленты 51 содержат равноудаленно расположенные разделительные планки 510. Разделительные планки 510 обоих конвейерных лент 51 расположены перпендикулярно направлению горизонтального перемещения лент. В дополнение, разделительные планки 510 лент обращены друг к другу и расположены на одних и тех же горизонтальных положениях. Ленты 51 с их разделительными планками 510 образуют пространства 52 для отдельных пар для размещения одной пары 200 пачек. Приводные колеса (не показаны) перемещают ленты 52 в противоположных направлениях так, что образованные пространства 52 для пар между двумя лентами 51 перемещаются горизонтально влево на фиг. 7.
Пару 200 пачек, поданных в устройство 50 горизонтальной транспортировки, горизонтально отделяют друг от друга на ширину разделительной планки 510, расположенной между парами 200 пачек. Разделительные планки 510 верхней конвейерной ленты 51 горизонтально сохраняют расстояние между верхней пачкой 100 пары 200 пачек, в то время как разделительные планки 510 нижней конвейерной ленты 51 горизонтально отделяют нижнюю пачку 100 той же пары 200 пачек на такое же расстояние.
Разделяющий элемент 53 (схематично показан на фиг. 8 только пунктирной линией) обеспечен для сохранения вертикального разделения пачек 100 пары 200 пачек в устройстве 50 горизонтальной транспортировки. Разделяющий элемент 53 представляет собой пластину, горизонтально расположенную между двумя лентами 51 устройства 50 горизонтальной транспортировки и между двумя пачками 100 пары 200 пачек. Предпочтительно толщина разделяющего элемента 53 идентична высоте направляющих 410 устройства 40 вертикальной транспортировки. Так как пары 200 пачек вертикально отделены друг от друга на по меньшей мере высоту направляющих 410 в устройстве вертикальной транспортировки, при перемещении пар пачек в устройство 50 горизонтальной транспортировки верхнюю пачку располагают над разделяющим элементом 53, а нижнюю пачку располагают под разделяющим элементом.
Ленты 51 перемещаются поэтапно на расстояние одного пространства 52 для пары так, что следующее пространство 52 для пары находится в месте 45 для перемещения для обеспечения парой 200 пачек из устройства 40 вертикальной транспортировки. Это повторяют до тех пор, пока группа 300 пар пачек, например, пять пар пачек, не будет перемещена в устройство 50 горизонтальной транспортировки в последующие пространства 52 для пар. Предпочтительно разделяющий элемент 53 расположен неподвижно в устройстве 50 горизонтальной транспортировки. Предпочтительно пачки 100 скользят по поверхности разделяющего элемента 53 при горизонтальной транспортировке.
Когда группа 300 пар 200 пачек 100 оказывается перемещенной в устройство 50 горизонтальной транспортировки, приводное колесо ускоряется так, что ленты 51 перемещаются горизонтально на расстояние двух пространств 52 для пар. Благодаря этому создается пустое пространство 52 для пар.
На фиг. 9 и фиг. 10 группа 300 пар пачек была образована в устройстве 50 горизонтальной транспортировки и транспортирована в место 75 для вставки. Блочный толкатель 57 также расположен в месте 75 для вставки. Блочный толкатель 57 содержит две идентичные пластины 570, расположенные друг над другом и проходящие над горизонтальной протяженностью группы 300 пар пачек. Каждая пластина содержит пять концов 571 толкателя, разделенных продольными выемками 572. Каждую из пяти верхних пачек группы 300 толкают пять концов 571 толкателя верхних пластин 570 и каждую из пяти нижних пачек группы 300 толкают пять концов 571 толкателя нижней пластины 570 блочного толкателя 57. Все десять пачек 100 толкают одновременно в пустую вставку 11, заранее образованную и расположенную в месте 75 для вставки напротив блочного толкателя 57.
Блочный толкатель расположен на горизонтальном и вертикальном уровне так, что каждый конец 571 толкателя толкает одну пачку 100 группы 300 пар пачек. Блочный толкатель 57 выполнен с возможностью горизонтального и линейного перемещения для выполнения толкательного действия.
Как показано на фиг. 10, концы 571 толкателя далее проходят в разделительные планки 510 горизонтальных конвейерных лент 51. Однако выемки 572 в пластинах 570 блочного толкателя 57 гарантируют, что толкательное, а также втягивающее действие блочного толкателя можно выполнять без препятствий от разделительных планок для блочного толкателя.
Разделительные планки 510 служат в качестве направляющих средств для пачек 100 и сохраняют горизонтальное разделение между пачками при перемещении пачек в пустую вставку 11.
Вертикальное расстояние между пластинами блочного разделителя 57 позволяет разделительным планкам 510, а также разделяющему элементу 53, проходить между пластинами 570 без препятствий для процесса перемещения группы 300 пар пачек.
Вертикальное разделение между пачками 100 пары 200 пачек сохраняют разделителем 27 пачек вставки. Это можно лучше увидеть на виде в поперечном разрезе процесса вставки, показанного на фиг. 11 далее ниже.
Формирователь 70 полоски расположен на противоположной стороне от блочного толкателя 57, напротив устройства 50 горизонтальной транспортировки. Формирователь полоски 70 содержит два вращающихся в противоположных направлениях рычага 71 (только верхний рычаг показан на фиг. 9 и 10). Каждый рычаг содержит шесть головок 710 толкателя, при этом четыре головки 710 толкателя в центре рычагов 71 используют для образования разделителей пар 18 во вставке. Как можно лучше всего увидеть на фиг. 10, первая и последняя головка толкателя 710 формирователя полоски 70, то есть головка толкателя, расположенная ближе всего по ходу потока и дальше всего по ходу потока при рассмотрении в направлении транспортировки вставок, расположена рядом со вставкой. Таким образом, расположенные ближе всего по ходу потока и дальше всего по ходу потока головки 710 толкателя закрепляют расположенные ближе всего по ходу потока и дальше всего по ходу потока пары 200 пачек группы 300 пар, размещенных во вставке 11 по отношению к горизонтальному смещению при образовании разделителей пар 18.
Вставки 11, обеспеченные разделителем 27 пачек, но без разделителей пар, чьи вставки были сложены из заготовок листового материала, направляют параллельно конвейерным лентам 51 устройства 50 горизонтальной транспортировки в место 75 вставки. В пустые вставки 11 в месте 75 вставки подают группу 300 пар пачек. Затем разделители 18 пар образуют формирователем 70 полоски, что более подробно показано со ссылкой на фиг. 11 ниже. Затем наполненные таким образом вставки 10 транспортируют далее к участку картонной коробки, где наполненные вставки 10 размещают в картонную коробку 23.
В середине фиг. 11 две пластины 570 блочного толкателя 57 находятся в положении для выталкивания пары 200 пачек из конвейерных лент 51 устройства 50 горизонтальной транспортировки. Таким образом, две пачки пары направляют разделительными планками 510. Пачки 100 вставляют во вставку 11 и оставляют вертикально разделенными разделителем 27 пачек. Разделитель 27 пачек сохраняет вертикальное разделение пачек 100 на примерно таком же расстоянии, что и разделяющий элемент устройства 50 горизонтальной транспортировки.
На левой стороне фиг. 11 показан формирователь 70 полоски в таком состоянии, при котором разделители 18 пар были образованы на противоположных боковых стенках 15 вставки, и при этом головки 710 толкателя все еще находятся в их положении образования. На фиг. 12 головки 710 толкателя показаны в их втянутом положении.
Предварительно вырезанные ребра 19 в заготовке листового материала были вытолканы головками 710 толкателя с противоположных сторон вставки во внутреннее пространство наполненной вставки 10. Каждые два ребра образуют частичный разделитель пар для верхней и для нижней пачек 100 пары пачек.
Вращающиеся в противоположных направлениях рычаги 71 выполнены с возможностью вращения в противоположных направлениях вокруг двух осей 712. В положении образования рычаги 71 расположены параллельно друг другу так, что головки 710 толкателя выполняют симметричное действие в отношении предварительно вырезанных ребер 19 частичного разделителя пар. Головки 710 толкателя представляют собой небольшие пластины треугольным концом. Плоскость пластины расположена параллельно длинным небольшим сторонам 102 пачек. Форма треугольного конца определяет конечное положение ребер 19, образующих разделитель 18 пар.
Предпочтительно толщина головки 710 толкателя меньше, чем ширина предварительно вырезанного ребра 19 настолько, чтобы проталкивать предварительно вырезанные ребра только без контакта с пачками 100.
Для целей настоящего описания и приложенной формулы изобретения, за исключением случаев, в которых указано иное, все числа, выражающие величины, количества, процентные доли и т. д., следует понимать как модифицированные во всех случаях термином «приблизительно». Кроме того, все диапазоны включают раскрытые точки минимума и максимума и включают любые промежуточные диапазоны внутри них, которые могут перечисляться или не перечисляться конкретно в данном документе. Следовательно, в этом контексте номер A следует понимать как A плюс или мину два процента от A.

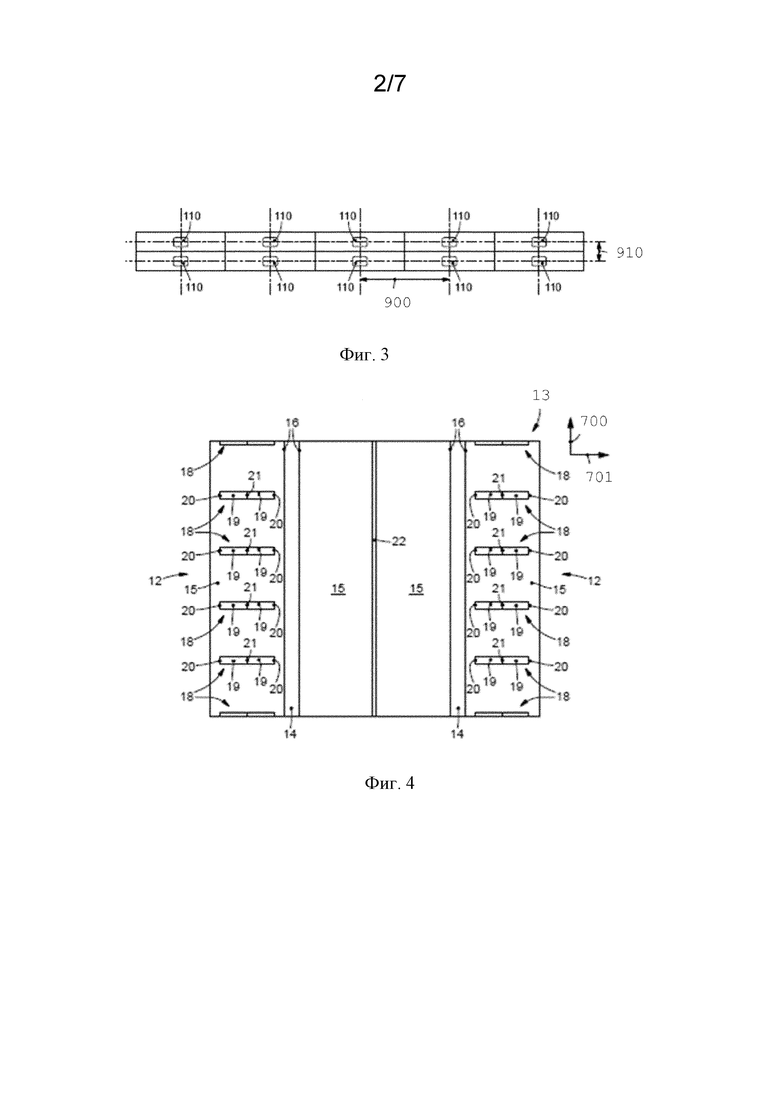


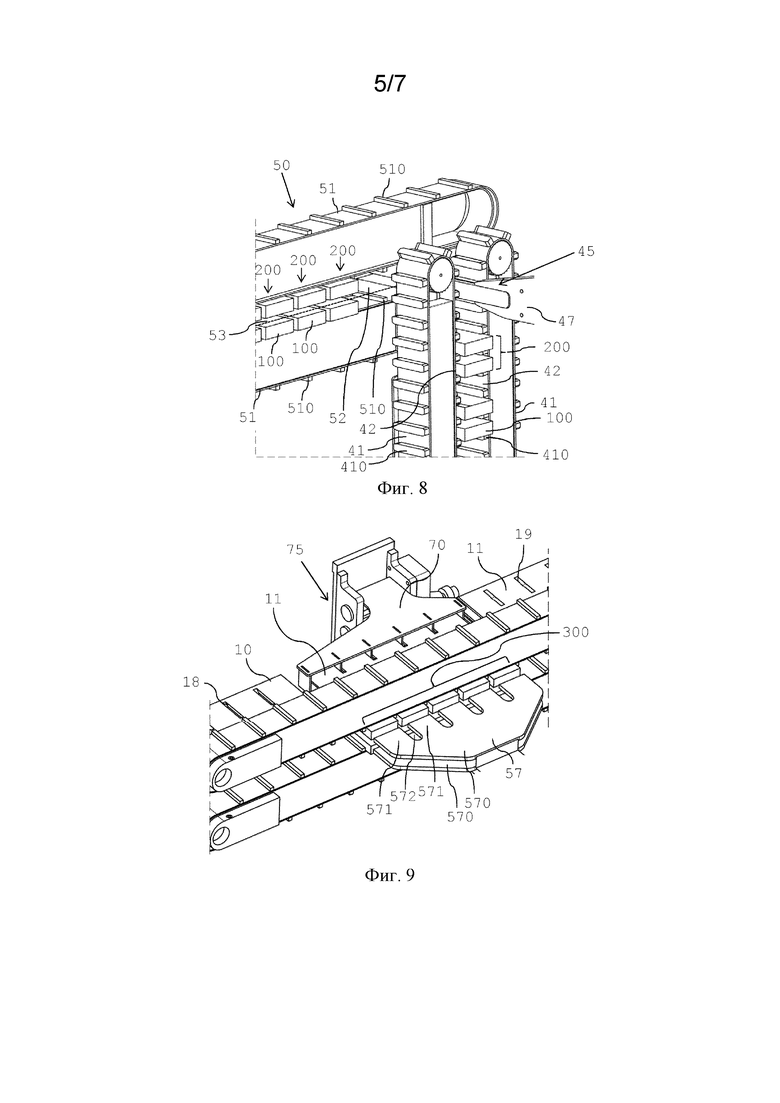
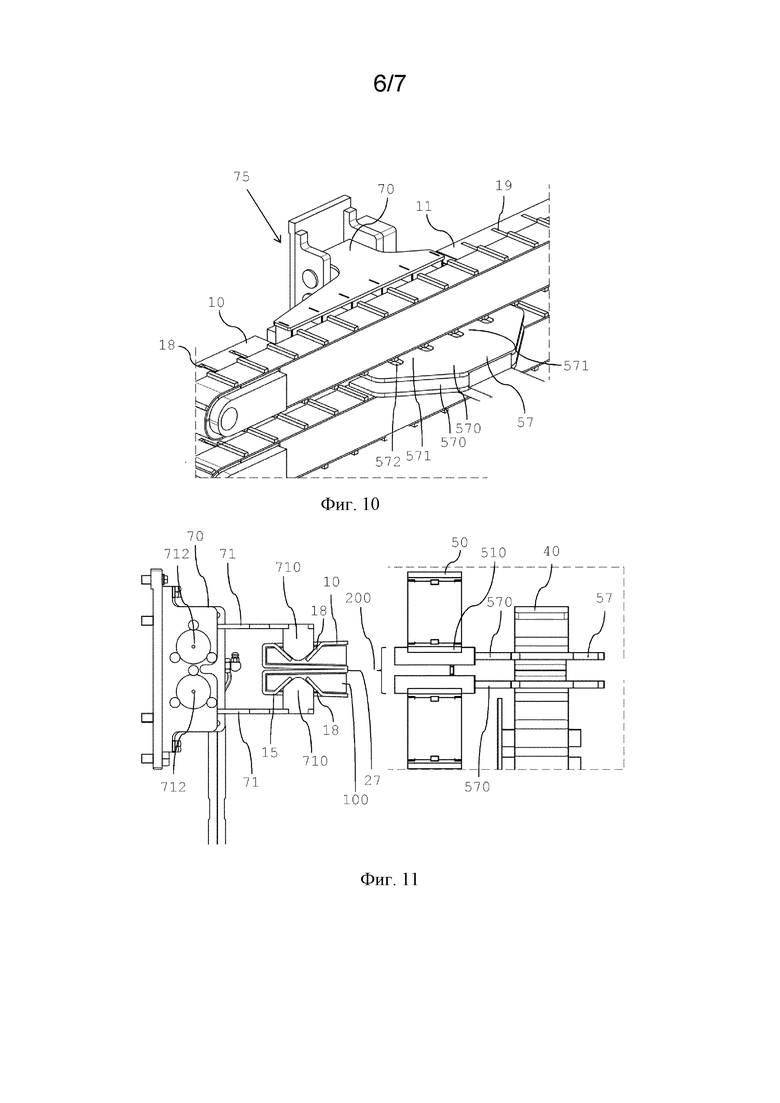

Способ транспортировки пар пачек (100) включает расположение первой пары пачек на устройстве (50) горизонтальной транспортировки, транспортировку первой пары пачек в горизонтальном направлении, расположение второй пары пачек на устройстве (50) горизонтальной транспортировки в нем, для каждой из первой пары и второй пары пары пачек, разделение первой пачки пары пачек и второй пачки пары пачек вертикально друг от друга и дополнительно разделение первой пары пачек и второй пары пачек горизонтально друг от друга на устройстве горизонтальной транспортировки. Способ может быть использован при подготовке компоновки пачек для наклеивания акцизных марок на пачки разных размеров. 2 н. и 12 з.п. ф-лы, 12 ил.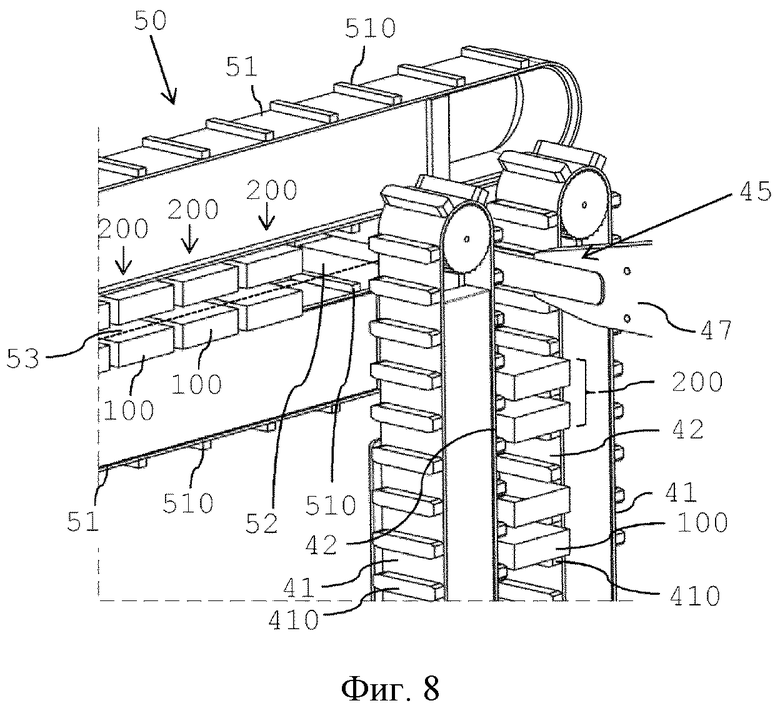
1. Способ транспортировки пар пачек, включающий:
расположение первой пары пачек на устройстве горизонтальной транспортировки,
транспортировку первой пары пачек в горизонтальном направлении в устройстве горизонтальной транспортировки;
расположение второй пары пачек на устройстве горизонтальной транспортировки;
в нем, для каждой из первой пары и второй пары пары пачек, разделение первой пачки из первой и второй пары пачек и второй пачки из первой и второй пары пачек вертикально друг от друга в устройстве горизонтальной транспортировки и дополнительно разделение первой пары пачек и второй пары пачек горизонтально друг от друга на устройстве горизонтальной транспортировки; и сохранение первой пачки и второй пачки первой и второй пары пачек вертикально разделенными друг от друга в устройстве горизонтальной транспортировки посредством обеспечения разделяющего элемента между первой пачкой и второй пачкой первой и второй пары пачек, при этом разделяющий элемент расположен неподвижно в устройстве горизонтальной транспортировки.
2. Способ по п. 1, отличающийся тем, что включает разделение первой пары пачек и второй пары пачек горизонтально друг от друга в диапазоне от 2 миллиметров до 20 миллиметров, более предпочтительно в диапазоне от 4 миллиметров до 12 миллиметров, например от 4 миллиметров до 7 миллиметров, на устройстве горизонтальной транспортировки.
3. Способ по любому из предыдущих пунктов, отличающийся тем, что включает:
обеспечение разделительных планок в устройстве горизонтальной транспортировки с горизонтальным разделением;
расположение первой пачки или второй пачки пары пачек между разделительными планками.
4. Способ по любому из предыдущих пунктов, отличающийся тем, что включает индивидуальное зажимание первой пачки и второй пачки пары пачек в устройстве горизонтальной транспортировки с сохранением таким образом первой пачки и второй пачки вертикально разделенными друг от друга.
5. Способ по п. 1, отличающийся тем, что включает обеспечение разделяющего элемента между первыми пачками и вторыми пачками нескольких пар пачек.
6. Способ по любому из пп. 3-5, отличающийся тем, что устройство горизонтальной транспортировки содержит два ленточных конвейера, расположенных параллельно и друг над другом, причем разделительные планки расположены между двумя ленточными конвейерами и перпендикулярно направлению транспортировки двух ленточных конвейеров, и при этом первая пара пачек и вторая пара пачек расположены между двумя ленточными конвейерами.
7. Способ по любому из предыдущих пунктов, отличающийся тем, что включает горизонтальную транспортировку пар пачек в устройстве горизонтальной транспортировки прерывистым образом.
8. Способ по любому из предыдущих пунктов, отличающийся тем, что дополнительно включает:
обеспечение нескольких пар пачек на устройстве горизонтальной транспортировки;
выталкивание группы пар пачек из устройства горизонтальной транспортировки в упаковку.
9. Способ по п. 8, отличающийся тем, что дополнительно включает обеспечение блочного толкателя и выталкивание группы пар пачек одновременно в упаковку.
10. Способ по любому из пп. 8, 9, отличающийся тем, что дополнительно включает удаление разделяющего элемента, обеспеченного между двумя пачками пары пачек на устройстве горизонтальной транспортировки, при выталкивании группы пар пачек в упаковку.
11. Способ по любому из пп. 8-10, отличающийся тем, что дополнительно включает:
разделение двух пачек каждой пары пачек группы пар пачек вертикально друг от друга в упаковке;
разделение каждой пары пачек горизонтально друг от друга в упаковке; и
поддержание горизонтального разделения между каждой парой пачек группы пар пачек при подаче группы пар пачек в упаковку путем направления пар пачек группы пар пачек вдоль разделительных планок, обеспеченных в устройстве горизонтальной транспортировки.
12. Способ по п. 11, отличающийся тем, что дополнительно включает подачу заготовки листового материала и изготовление из заготовки листового материала разделителя пачек для вертикального разделения между пачками и пары разделителей для горизонтального разделения между парами пачек.
13. Способ по любому из предыдущих пунктов, отличающийся тем, что дополнительно включает:
обеспечение подачи отдельных пачек;
расположение первой пачки в устройстве вертикальной транспортировки;
расположение второй пачки в устройстве вертикальной транспортировки с расположением таким образом второй пачки вертикально отделенной от первой пачки в устройстве вертикальной транспортировки;
вертикальную транспортировку первой пачки и второй пачки в устройстве вертикальной транспортировки; затем
одновременное выталкивание первой пачки и второй пачки как пары пачек из устройства вертикальной транспортировки и в устройство горизонтальной транспортировки, при этом первую пачку и вторую пачку перемещают с вертикальным разделением как пару пачек в устройство горизонтальной транспортировки.
14. Применение способа по любому из предыдущих пунктов при подготовке компоновки пачек для наклеивания акцизных марок.
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| Станок для придания концам круглых радиаторных трубок шестигранного сечения | 1924 |
|
SU2019A1 |
| US 5460258 А, 24.10.1995 | |||
| US 5768856 A, 23.06.1998 | |||
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ОТРЫВНЫХ КУПОНОВ НА ПО СУЩЕСТВУ ПАРАЛЛЕЛЕПИПЕДНУЮ ПАЧКУ (ВАРИАНТЫ) | 1998 |
|
RU2212368C2 |
