Настоящее изобретение относится к упаковочным машинам. Более конкретно, настоящее изобретение относится к машинам, способам и системам упаковки табачных изделий.
Способы и машины для изготовления и сборки значительно различаются в зависимости от таких факторов, как тип изделия, объем и скорость производства, требования по точности и ограничения по стоимости. Для некоторых применений идеальными оказываются специализированные или одноцелевые машины. Они обеспечивают возможность быстро и постоянно производить идентичные изделия.
В типичной машине для упаковки табачных изделий изделия и упаковочные материалы транспортируются в пункт доставки (подачи) посредством множества рабочих станций для выполнения вслед за этим последовательных сборочных операций, чтобы поместить партии изделий в отдельные пачки, изготовленные из упаковочного материала.
Известны машины для упаковки сигарет, которые могут производить приблизительно восемьсот пачек сигарет в минуту. Это большие, специализированные, дорогостоящие машины, которые, для обеспечения рентабельности, следует непрерывно эксплуатировать на большой скорости, создавая большие объемы идентичных изделий с редкими случаями прекращения работы. Период, во время которого машина отключена для ремонта, технического обслуживания или приспособления к изменению изделий, должен быть сведен к минимуму. Такие высокоскоростные упаковочные машины рассчитаны на максимальную эффективность. Производственная линия сведена к одиночному быстро перемещающемуся полотну. Специальные задачи выполняются на рабочих станциях вдоль полотна посредством различных компонентов машины, скорость и синхронизированность которых определены на основании того, сколько должен этот компонент обработать проходящих через него изделий и с какой скоростью они движутся. Таким образом, вся машина функционирует как единый блок, действия которого продиктованы скоростью центрального полотна. Известно, что для увеличения скорости производства обеспечивается аналогичное параллельное полотно для подачи тех же компонентов на линию для изготовления одиночной пачки. Например, подача на полотно с одиночной сборкой может осуществляться одновременно двумя полотнами, подающими сигареты, одна линия обеспечивает партии по 12 сигарет, расположенных рядом в одном пучке, другие 13 штук - в аналогичном пучке, эти линии сходятся в одну, образуя одиночные партии по 25 штук, изготовленные из одного пучка из 12 штук, лежащего поверх другого пучка из 13 штук.
Однако специализированные машины с одиночным полотном, предназначенные для производства пачек в одной конфигурации, могут потребовать обширного переоборудования при их приспособлении к изменению изделий, и даже тогда возможная степень их приспособления ограничена. Новые изделия часто требуют абсолютно новых машин и производственных линий, разработка и конструирование которых дороги и занимают несколько месяцев тщательного планирования и несколько месяцев и даже лет для их конструирования.
Требования к упаковке и маркировке изделий со временем могут меняться и могут быть различны для разных рынков сбыта, тем самым возрастает потребность в изменении конструкции и упаковке изделий. Такие изменения упаковки дорогостоящи и требуют временных затрат при осуществлении на обычных машинах.
Небольшие производственные циклы можно осуществить посредством процессов ручной сборки. Однако ручная упаковка является медленной, дорогостоящей и не обеспечивает постоянный уровень качества в отличие от процессов упаковки с использованием высокоскоростных машин.
По настоящему изобретению предлагается машина и способ упаковки табачных изделий, где изделия и упаковочный материал подвергаются последовательным операциям сборки, когда изделия упаковывают в пачки, изготовленные из упаковочного материала, при этом изделия и упаковочный материал могут по выбору подвергаться различным последовательностям сборочных операций, так что последовательные партии одинаковых или разных изделий могут быть помещены в одинаковые или разные пачки в соответствии с выбранной последовательностью.
Более конкретно, по настоящему изобретению изделия и упаковочные материалы транспортируют через множество рабочих станций для выполнения на них последовательных сборочных операций, чтобы поместить изделия в пачки, изготовленные из упаковочного материала, и выборочно подвергнуть последовательным операциям сборки на рабочих станциях, так что последовательные партии одинаковых или разных изделий могут быть помещены в одинаковые или разные пачки в соответствии с выбранной последовательностью.
Предусмотрев множество рабочих станций, которые могут быть задействованы выборочно, чтобы выполнять различные последовательности операций сборки курительных изделий и упаковочных материалов, можно создать гибкую производственную систему, которая значительно облегчает механизированное массовое среднесерийное производство партий пачек изделий, не подходящее для эффективного производства путем ручной упаковки и в котором могут часто меняться типы изделий или производимые пачки.
Предпочтительно, по меньше мере одна из рабочих станций, которая выполняет одну последовательность сборочных операций, может быть отрегулирована для выполнения своей операции, в то время как другие рабочие станции выполняют другие последовательности сборочных операций. Таким образом, период простоя машины между последовательными производственными циклами может быть сокращен.
Последовательные производственные циклы могут относиться к одинаковым изделиям в разных пачках разным изделиям в одинаковых пачках или разным изделиям в разных пачках в соответствии с последовательностью выбранных рабочих станций, упаковочных материалов и предлагаемых изделий. Например, последовательные партии изделий могут содержать сигареты с разным ароматом, типом фильтра или размером, или сигары, или сигарильо. Упаковка может быть, например, в форме пачек с картонным лотком в оболочке в одной партии, а в следующей партии в форме заранее заготовленных пачек, таких как барабаны или блистерные пачки, пачки с откидной крышкой или пачки непрямоугольного сечения (например, пачки треугольного или ромбовидного сечения).
Более конкретно, машина для упаковки табачных изделий по настоящему изобретению содержит средство для транспортировки изделий в машину средство для транспортировки упаковочных материалов в машину и множество рабочих станций, расположенных вдоль одного или нескольких путей переноса (транспортировки) через машину, рабочие станции могут выполнять последовательные операции сборки по меньше мере над одним из изделий и упаковочных материалов для упаковки изделий в упаковочный материал с целью создания готового изделия (продукта), причем машина содержит средство для управления перемещением изделий и упаковочных материалов вдоль путей переноса и рабочих станций, чтобы подвергнуть изделия и упаковочные материалы выборочно первой последовательности сборочных операций для создания первого готового изделия или второй последовательности сборочных операций, отличной от первой последовательности, для создания второго готового изделия. Изделия или упаковочные материалы, или и то, и другое, для первого готового изделия могут отличаться от изделия и упаковочных материалов для второго готового изделия.
По настоящему изобретению, в частности, также предлагается машина для упаковки курительных изделий, содержащая средство для транспортировки курительных изделий в машину, средство для транспортировки упаковочных материалов в машину и множество рабочих станций для выполнения последовательных сборочных операций с курительными изделиями и упаковочными материалами для упаковки курительных изделий в пачки, изготовленные из упаковочного материала по мере их транспортировки через машину в пункт доставки, в машине курительные изделия и упаковочный материал могут выборочно подвергаться последовательным операциям сборки на рабочих станциях, тем самым последовательные партии курительных изделий и упаковочные материалы могут быть упакованы по-разному в соответствии с выбранной последовательностью.
В частности, по настоящему изобретению предлагается процесс упаковки табачных изделий, включающий в себя необязательные одну или несколько операций сборки табачных изделий на одной или нескольких рабочих станциях, чтобы создать блок табачных изделий, необязательные одну или несколько операций сборки упаковочного материала на одной или нескольких рабочих станциях, чтобы создать блок упаковки, и упаковку блока табачных изделий в блок упаковки для создания готового изделия (продукта), причем табачное изделие и упаковочный материал выборочно подвергаются первой серии сборочных операций для создания первого готового изделия или второй последовательности сборочных операций для создания второго готового изделия, первая последовательность сборочных операций и вторая последовательность сборочных операций отличаются друг от друга. Табачное изделие и упаковочный материал, или и то, и другое, различны для первого готового изделия и второго готового изделия.
Чтобы обеспечить выбор нужной комбинации рабочих станций, предпочтительные варианты машин по настоящему изобретению образуют один или несколько путей переноса или маршрутов через рабочие станции для упаковочных материалов курительных изделий. В одном варианте осуществления настоящего изобретения рабочие станции расположены последовательно вдоль одного пути (линии) переноса и срабатывают выборочно в соответствии с конкретной собираемой пачкой. Например, первая серия рабочих станций, приспособленных для сборки пачки с картонным лотком в оболочке, может быть расположена на пути переноса ближе или дальше по ходу процесса относительно второй серии рабочих станций, приспособленных для сборки пачки блистерного типа, первая серия рабочих станций отключена во время производственного цикла изготовления пачек с крышкой и оболочкой и наоборот, так что упаковочный материал и изделия проходят через отключенные рабочие станции без изменения.
В альтернативном варианте изделия и упаковочные материалы могут быть выборочно перенесены через машину вдоль многочисленных альтернативных путей переноса, расположенных параллельно, рабочие станции выполнены с возможностью упаковки партий курительных изделий выборочно в различные упаковочные материалы в соответствии с выбранным путем переноса.
В некоторых машинах по настоящему изобретению рабочие станции для выполнения различных операций расположены последовательно вдоль общего пути переноса, а другие расположены вдоль путей переноса, которые проходят параллельно.
В соответствии с другим аспектом настоящего изобретения предлагается машина для упаковки курительных изделий, которая содержит средство для транспортировки курительных изделий в машину, средство для транспортировки упаковочных материалов в машину, укладчик для упаковки курительных изделий в упаковочный материал и средство для транспортировки упакованных курительных изделий в пункт доставки, причем курительные изделия могут транспортироваться выборочно вдоль множества альтернативных путей переноса через машину, а укладчик выполнен с возможностью упаковки партий курительных изделий выборочно в различные упаковочные материалы в соответствии с выбранным путем переноса.
По этому аспекту настоящего изобретения путь переноса может быть выбран для упаковки партий аналогичных курительных изделий в соответствующие отдельные блоки аналогичных упаковочных материалов, упаковки партий аналогичных курительных изделий в соответствующие отдельные блоки различных упаковочных материалов или для упаковки по меньше мере одной партии первого курительного изделия и по меньше мере одной партии второго курительного изделия в отдельный блок упаковочного материала, например, когда первое курительное изделие обладает первым ароматом, и второе курительное изделие обладает вторым ароматом, или первое курительное изделие имеет первый размер, и второе курительное изделие имеет второй размер.
Предлагаемая в настоящем изобретении машина может дополнительно содержать носитель для хранения в компьютере с кодом компьютерной программы, например, для управления средствами для транспортировки курительных изделий, средствами для транспортировки упаковочных материалов, укладчиками, средствами для транспортировки упакованных курительных изделий или любой их комбинацией.
Настоящее изобретение охватывает изделия промышленного производства, содержащие носитель для записи компьютерных программ со встроенным средством кодирования записываемых на компьютер программ, в котором с помощью средства кодирования записываемых на компьютер программ компьютер дает машине по настоящему изобретению инструкции выполнять процесс упаковки по настоящему изобретению.
Используемый в настоящем документе термин "табачное изделие(я)" или "изделие(я)" относится к любому изделию, изготовленному или продаваемому в табачной промышленности, включая а) табак для трубок или для самокруток, и традиционные курительные изделия, такие как сигареты, сигарильо и сигары (на основе табака, производных табака, вспученного табака, восстановленного табака или заменителей табака); б) некурительные изделия, содержащие табак, производные табака, заменители табака, вспученный табак и восстановленный табак, такие как нюхательный табак, жевательный табак снюс, крепкий табак и нагреваемые негорючие изделия (т.е. устройства для вдыхания, в которых аэрозоль для вдыхания потребителем изгоняется из материала источника, который может быть основан на табаке, посредством нагревания материала без его сжигания), и (с) средства для прекращения курения и другие системы подачи никотина, такие как клейкие пастилки, ингаляторы, леденцы и жевательные резинки.
Предпочтительные машины и процессы по настоящему изобретению позволяют приспособиться к частым, краткосрочным и значительным изменениям изделий и упаковки, при этом обеспечивая более быстрое производство, чем ручная сборка. Они могут дополнительно облегчать последовательные производственные циклы, в которых изделия одного и того же типа упаковывают в различные типы пачек или в которых различные изделия упаковывают в аналогичные типы пачек. Время, требуемое для переналадки этих машин для смены упаковки, значительно сокращается по сравнению со многими машинами, обычно используемыми в упаковке табачных изделий, особенно машинами для упаковки сигарет.
Предлагаемые в настоящем изобретении машины могут быть использованы для упаковки стандартных табачных изделий, например сигарет, и альтернативных табачных изделий, таких как снюс, и изделий для подачи никотина через рот, таких как жевательные резинки, пастилки и леденцы. Упаковка, используемая на этих машинах, также может быть стандартной формы, которая для сигарет обычно выполняется сгибанием и приклеиванием плоских заготовок, обычно изготовленных из картона. Упаковка также может быть нестандартной, например изготовленной заранее, несогнутыми пачками, которые могут быть образованы литьем под давлением, вакуумным формованием или другими способами прессования. В основном, более высокие рабочие скорости и меньшее время простоя машин ожидаются в машинах по настоящему изобретению, в которых разные изделия относятся к одному и тому же общему типу, например сигареты с различным ароматом, и упаковка также относится к одному и тому же общему типу, например либо различные блистерные пачки, либо пачки, созданные из различных согнутых заготовок.
Понятно, что, когда варианты осуществления настоящего изобретения описаны со ссылкой на упаковку стандартных изделий в стандартных пачках, оно очевидно не ограничено такой формой изделий или упаковкой.
Предпочтительные машины для упаковки курительных изделий по настоящему изобретению содержат различное число компонентов и рабочих станций, каждая из которых предназначена для специальной задачи.
Предлагаемые в настоящем изобретении машины содержат средство для транспортировки табачных изделий в машину. Средство для транспортировки изделий обычно включает одно или несколько средств для хранения подаваемых изделий, из которых изделия подаются в машину. Предлагаемые в настоящем изобретении машины могут содержать по меньше мере 2, 3, 4 или более таких средств для хранения изделий.
Изделия могут храниться в большом количестве, например в форме запаса отдельных сигарет, содержащихся в емкости, или в отдельных блоках, таких как заранее созданные пучки, которые могут быть без обертки или обернутыми в фольгу, бумагу или другой пленочный материал, или в заранее заполненных пачках, чтобы подвергнуть их дополнительно операциям упаковки. Системы хранения различного типа могут быть использованы в комбинации соответствующим образом с модифицированными линиями подачи для транспортировки различных изделий в машину и могут быть использованы любые из многочисленных систем, применяемых в обычных машинах для упаковки табачных изделий.
Например, средство хранения может включать один или несколько бункеров, из которых, или из каждого из которых, соответствующее изделие может быть подано в машину. Бункеры удобны, например, когда нужно упаковывать сигареты. Системы хранения для других изделий могут содержать коробки с открытым торцом или открытой боковой стороной с содержащимися в них изделиями, сосуды для жидкостей и средства для распределения жидкостей.
В альтернативном варианте средство для транспортировки изделий может иметь прямое или непрямое соединение с выпускающим производственным оборудованием. Например, машина для изготовления изделий, в частности машина для изготовления сигарет, может быть выполнена с возможностью подачи изделий в машину по настоящему изобретению либо непосредственно, либо через промежуточный участок хранения или накопитель. Машина для изготовления изделий, например, может быть машиной для изготовления сигарет, подающей сигареты по отдельности, или она может содержать механизм для подачи изделий в партиях или в пучках, которые могут, если это необходимо, быть обернуты в фольгу или бумагу или другой материал. В других случаях изделия могут подаваться последовательно на конвейерное устройство, входящее в состав средства для транспортировки, чтобы их можно было извлекать по отдельности или группами посредством другого компонента машины.
Средство для транспортировки изделий может быть конфигурировано для подачи заранее изготовленных блоков изделий, например заранее изготовленных, необязательно обернутых, пучков сигарет или сигар, предварительно обернутых по одной.
Предлагаемая в настоящем изобретении машина также содержит средство для транспортировки упаковочных материалов в машину, которая подает упаковочные материалы в машину. Упаковочные материалы могут меняться в широких пределах. Например, они могут быть в форме заготовок для создания пачек сигарет с "картонным лотком в оболочке", коробок сигарет, блистерных упаковок и прочего. Предлагаемые в настоящем изобретении машины могут содержать по меньше мере 2, 3, 4 или несколько таких средств для транспортировки упаковочных материалов. Конструкция средства для транспортировки упаковки зависит от природы используемого упаковочного материла. Например, средство для транспортировки может включать средство для хранения, например бункер, который предпочтительно может быть расположен в месте, где находится упаковочный материал в форме заготовок, или любой из разнообразных приемников и ящиков, которые могут быть с открытым торцом, что позволяет отдельному компоненту машины извлекать из него изделия. Когда упаковочный материал имеет форму листа или полоски материала, средство для хранения упаковки может быть в форме рулона такого материала, и средство транспортировки упаковки может быть в форме ряда валков, поверх которых лист или полоска материала соответствующим образом натянута и подается в машину. Другие примеры включают в себя магазины, позволяющие удерживать заготовки, лотки с множеством открытых торцов и ремни или линии с карманами, конфигурированные для приема упаковочных изделий.
Средство для транспортировки упаковки при необходимости может быть конфигурировано для распределения отдельных блоков или партий упаковочных материалов.
Упаковочный материал может быть в форме заранее сформованных и готовых для упаковки блоков, которые не требуют дополнительной сборки или манипулирования на рабочей станции перед загрузкой в них изделий, например коробки для сигарет с шарнирной крышкой, когда рабочая станция должна быть конфигурирована для выбора пучка, его размещения в коробке и закрывания коробки, или стволы сигар, готовые для загрузки сигар. Средство для транспортировки упаковочных материалов также может быть соединено с выходом блока изготовления упаковочного материала. Когда это предусмотрено, можно предпочтительно обеспечить промежуточный накопитель или участок хранения для равномерной и достаточной подачи упаковочных материалов в машину. Блок изготовления упаковочного материала может содержать оборудование для печати, резки или онлайн-сгибания заготовок или может содержать оборудование для изготовления упаковочного материала из пластического материала, например оборудование для литья под давлением или вакуумной формовки.
Что касается других элементов по настоящему изобретению, известные модули могут быть приспособлены для использования в предлагаемой в настоящем изобретении машине. Например, упаковочные материалы могут подаваться в машину по настоящему изобретению с систем круговой или линейной подачи аналогично используемым для подачи стандартного одиночного полотна упаковочными машинами с большим объемом, которые могут содержать множество взаимосвязанных упаковочных и передающих колес.
Предпочтительные предлагаемой в настоящем изобретении машины также содержат множество рабочих станций, на которых изделия и упаковочный материал могут подвергаться последовательным операциям сборки, соответствующим конкретным изделиям и используемым упаковочным материалам. Например, одна рабочая станция или ряд рабочих станций могут быть сконструированы таким образом, чтобы формировать сигареты или другие изделия в пучки; дополнительная рабочая станция затем может обертывать пучки в фольгу или другой оберточный материал или иным образом группировать их в нужной конфигурации. Другая рабочая станция или ряд рабочих станций могут быть сконструированы таким образом, чтобы получать упаковочные материалы в нужной конфигурации, например, путем извлечения заготовки, ее сгибания в форме пачки и приклеивания одного или нескольких краев для уплотнения пачки. Дополнительная рабочая станция затем размещает таким образом сформированные партии изделий в блок упаковочного материала.
Затем вдоль пути переноса рабочие станции могут выполнять дополнительные функции, такие как наклеивание этикеток с отметкой об уплате налогов, внешняя обертка, упаковывание в картонную тару и размещение на поддонах.
В предпочтительных машинах по настоящему изобретению пачки обычно транспортируются в пункт доставки (подачи).
Средство для транспортировки упакованных изделий имеет любую обычную форму, например наклонный ряд валков, по которым упаковки свободно перекатываются под действием гравитации. В другом варианте можно предусмотреть механизированную транспортировочную ленту или серию отдельных чаш или коробок, каждая из которых переносит одну или несколько упаковок. Чаши или коробки могут быть соединены вместе, например, цепью или ремнем. В альтернативном варианте средство для транспортировки упакованных изделий может содержать линию или цепной механизм связанных чаш или коробок, приспособленных к форме изделий. Любые известные материалы или способы транспортировки изделий, которые могут передавать упакованные курительные изделия быстро, точно и надежно, применимы по настоящему изобретению.
Предпочтительные предлагаемой в настоящем изобретении машины транспортируют табачные изделия и упаковочные материалы через множество рабочих станций, на которых выполняются последовательные операции сборки. В противоположность обычным высокоскоростным упаковочным машинам предлагаемая в настоящем изобретении машина выполнена с возможностью подвергнуть изделия и упаковочные материалы выборочно различным последовательностям сборочных операций в соответствии с конкретными изделиями и упаковочными материалами, которые обрабатываются в текущий момент. Для этого рабочие станции могут быть расположены так, чтобы образовывать несколько альтернативных путей переноса через машину для изделий и упаковочных материалов. При такой компоновке рабочие станции вдоль каждого пути переноса выполняют различные последовательности сборочных операций, каждая из которых соответствует изготовлению пачек с различной комбинацией изделий или упаковки.
Последовательность сборочных операций, которую претерпевают изделия и упаковочные материалы, предпочтительно определена передающим оборудованием, которое, в пределах предлагаемой в настоящем изобретении машины, принимает изделия или упаковочные материалы на входе и направляет изделие или упаковку на выходе. Вход в передающее оборудование может содержать одиночный источник изделий или упаковочного материала или несколько (2, 3 или более) источников. Аналогично, на выходе в машине может находиться одна дополнительная рабочая станция или несколько (2, 3 или более) рабочих станций. Передающее оборудование может функционировать выборочно для переноса изделий или упаковочного материала с выбранного входа и подавать их на выбранный выход в зависимости от того, какая последовательность сборочных операций используется. Любое нужное число путей переноса может быть создано между рабочими станциями путем размещения нескольких блоков передающего оборудования между последовательными рабочими станциями.
Предпочтительно передающее оборудование роботизировано или снабжено программным управлением. В усложненном варианте передающее оборудование может, например, содержать шарнирный манипулятор, конец которого может быть установлен в определенное положение относительно трех ортогональных осей и выполнять манипуляции с упаковкой или изделиями вокруг трех ортогональных осей относительно конца манипулятора, обеспечивая свободное перемещение 6 градусов при расположении изделий или упаковочного материала. Может быть использовано менее сложное передающее оборудование, если нужны более простые операции переноса. Например, могут быть использованы простые манипуляторы типа "взять-положить" или подъемные или сдвигающие системы, функционирующие в одной плоскости, когда нужно переместить изделие или упаковочный материал с одной или нескольких параллельных входных линий на одну или другую из нескольких выходных линий, расположенных параллельно с входными линиями.
Например, один путь переноса может продолжаться от первого бункера, который при использовании содержит сигареты первого типа (например, обладающие конкретным ароматом или конструкцией фильтра), через первую серию рабочих станций для упаковки сигарет в первый тип пачки, например обычные пачки с картонным лотком в оболочке, на оберточную машину для обертки пачек в пленку, а затем на укладчик в картонные коробки, который упаковывает обернутые в пленку пачки в картонные коробки. Второй путь переноса может продолжаться от первого бункера через второй ряд рабочих станций для упаковки сигарет в пачку второго типа, например обычную пачку с шарнирной крышкой, а затем на оберточную машину для обертывания пленкой и укладчик в картонные коробки. Третий путь переноса может продолжаться от второго бункера для сигарет второго типа (например, с ароматом или конструкцией фильтра, отличающимися от первого типа), через первый ряд рабочих станций на оберточную машину для обертывания пленкой и укладчик в картонные коробки. Четвертый путь переноса может продолжаться от второго бункера через второй ряд рабочих станций на оберточную машину для обертывания пленкой и укладчик в картонные коробки. Выборочно управляя этими частями машин, связанными с одним из четырех путей переноса, можно на одной и той же машине получить до четырех различных комбинаций упаковки и изделий.
Кроме того, пока действует один из путей переноса, те элементы машины, которые образуют другой альтернативный путь переноса, могут быть подготовлены для использования. Например, в описанной выше машине, пока используется первый путь переноса, второй бункер и второй ряд рабочих станций может быть подготовлен для использования. Когда производственный цикл с использованием первого пути завершен, следующий производственный цикл с использованием второго пути переноса можно запустить с минимальной задержкой.
Очевидно, что вышеуказанное является упрощенным описанием процесса сборки, приведенным только для иллюстрации.
В вышеуказанной компоновке пути переноса расположены параллельно вдоль по меньше мере части их протяженности. В некоторых случаях можно сконструировать машину таким образом, чтобы рабочие станции образовывали одиночный путь переноса через машину. Например, при использовании тех же самых рабочих станций, что и описанные выше, путь переноса может продолжаться от первого бункера через первый ряд рабочих станций, затем через второй ряд рабочих станций, а затем на оберточную машину для обертывания пленкой и укладчик в картонные коробки. Первое изделие затем можно упаковать в пачки двух различных типов просто путем выборочного управления первой или второй группами рабочих станций. Обеспечив взаимозаменяемость первого и второго бункеров, можно упаковывать сигареты второго типа в пачки любого типа. В качестве дополнительного альтернативного варианта два бункера могут быть расположены параллельно для подачи изделий на путь переноса.
Предпочтительные предлагаемой в настоящем изобретении машины могут быть конфигурированы для эффективной работы, даже когда изделия и их упаковка требуют разных временных затрат или этапов процесса сборки или иной обработки. Например, если путь переноса для упаковочных изделий предусматривает подачу упаковки на скорости одна штука в секунду, а путь переноса для курительных изделий предусматривает подачу курительных изделий на скорости одна штука за две секунды, могут быть предусмотрены два пути переноса для курительных изделий, тем самым максимально увеличивая эффективность машины.
Рабочая станция, которая упаковывает изделия в упаковку, может быть конфигурирована таким образом, чтобы выборочно упаковывать партии курительных изделий в различные упаковочные материалы. Это свойство обеспечивает неограниченное число комбинаций различных изделий, упаковываемых в различную упаковку, для внесения изменений необходимо только изменить конфигурацию и добавить новые инструкции вдоль пути переноса и на конкретной рабочей станции. Инструкции связаны с указанием того, как и когда перемещать изделия к рабочей станции, выполняющей упаковку, и как эта рабочая станция должна выбирать и манипулировать выбранными объектами. Рабочие станции могут быть конфигурированы и запрограммированы для обращения с одним набором изделий, которые она помещает в первый упаковочный материал для создания упакованного блока, а затем упаковать этот упакованный блок во второй упаковочный материал.
Одним из примеров этого является пачка, в которой пучок сигарет, которые могут быть с оберткой или без, упакован во внутренний каркас, внутренний каркас с пучком сигарет затем упакован в наружный каркас для изготовления готовой пачки. Рабочая станция, конфигурированная для изготовления такой пачки, может, например, содержать блок для удержания упаковочного материала и функционирования совместно с механизмами для создания внутреннего и наружного каркасов, а также чтобы взять и положить пучки во внутренний каркас, а заполненные внутренние каркасы в наружный каркас. Соответствующие механизмы, такие как удерживающие приспособления с вакуумным приводом, имитирующие руку механизмы для манипуляции упаковкой и изделиями, и поднимающие механизмы для взятия, размещения и прочего манипулирования соответствующими изделиями и пачками, хорошо известны специалистам в этой области.
Предлагаемая в настоящем изобретении машина может содержать большое число других модулей в зависимости от конкретной необходимости для упаковываемых товаров. Например, когда одиночные пачки сигарет транспортируются в пункт доставки, можно ожидать, что они будут дополнительно обработаны в соответствии с известными способами. Путь переноса через машину в пункт доставки поэтому может включать в себя рабочие станции для таких функций, как маркировка, осмотр, размещение пробных образцов или вставок, наложение наклеек об уплате налогов, обертка, например, пленкой, включая термоусадочную пленку, вакуумная упаковка или упаковка в готовую картонную коробку, которая также может быть маркирована и обернута и которой может быть придана форма ящика. Эти рабочие станции могут быть расположены друг около друга или встроены в каком-либо месте на любом из путей переноса через машину по настоящему изобретению в соответствии с конкретным ассортиментом изделий и упаковочных материалов, используемых на этой машине.
Эксплуатация и управление одной или несколькими рабочими станциями предлагаемой в настоящем изобретении машины может осуществляться по отдельности отдельными системами управления. В альтернативном варианте или дополнительно, группы рабочих станций могут быть связаны друг с другом посредством сети управления, которая эксплуатирует и управляет этой группой, как подсистемой машины. Предпочтительно средство для транспортировки изделий, средство для транспортировки упаковки и рабочие станции включают в себя отдельные приводные механизмы, которыми управляет общая система управления, такая как центральная система электронного управления или компьютер. Центральное управление обеспечивает эффективность и взаимозаменяемость. Общая система управления предпочтительно задействована по компьютерному коду или программе, которая определяет, какие из отдельных систем в пределах средства транспортировки изделий и упаковки активны; какие рабочие станции в пределах машины активно функционируют; задает быстродействие, рабочие последовательности и графики рабочих операций. Посредством этого компьютер позволяет управлять машиной для выполнения различных сборочных операций. Таким образом, программирование управления рабочими станциями также позволяет переключать машину в различные режимы эксплуатации с минимальной задержкой.
Как известно специалистам, нужное количество готовых изделий можно задать в общем блоке управления, например компьютере, который затем рассчитывает количество материалов и расходных компонентов, необходимых на основе этого количества. Материалы и расходные компоненты могут включать в себя, например, табачные изделия, фольгу, термопластичные материалы, упаковочные заготовки, наклейки с указанием уплаты налогов и т.п. Учитывая типичную степень брака, производственные ошибки и т.п., центральная система управления может выдавать указания в отношении количества различных материалов, которые должны быть поданы от такого источника, как склад для каждого компонента блока, требующего материалов или расходных компонентов. Это позволяет установить производственный цикл с количеством материала каждого сорта, который, как разумно ожидается, потребуется для создания нужного количества готовых изделий с минимальными излишками.
Особенно для рабочих циклов, которые могут потребовать восполнения материалов, центральная система управления может контролировать качество в таких аспектах, как число блоков, отбракованных из-за ошибки или повреждения. Непрерывно ведущиеся расчеты позволяют отрегулировать количество исходных материалов, фактически необходимых для комплектации нужного количества готовых изделий. Система управления может быть основана на датчиках или мониторах, связанных с каждым компонентом или с группой компонентов.
Помимо других аспектов, известных специалистам, система управления может определять относительные скорости функционирования рабочих станций и обеспечивать, чтобы любые материалы, требуемые каждой рабочей станцией, подавались на нее в соответствии с ее скоростью функционирования. Предлагаемая в настоящем изобретении машина может содержать одну или несколько накопительных станций, в которых изделия, упаковочные материалы или частично упакованные изделия могут накапливаться, а затем выбрасываться с соответствующей частотой. Накопительные станции могут быть предусмотрены вначале или в любой удобной точке вдоль любого из путей переноса. Они могут быть приспособлены, чтобы позволить оператору машины восполнить в машине материал для обработки, например, при расширенных производственных циклах, тем самым повышая эффективность работы оператора машины по обслуживанию потребностей каждой из рабочих станций.
Когда предусмотрен долгосрочный производственный цикл, за счет модульной системы по настоящему изобретению можно определить, какой этап или стадия процесса упаковки определяет скорость работы блока, и предусмотреть компоненты, совместно влияющие на этот этап или стадию. Например, если изделия упакованы, обернутые изделия накапливаются на конце производственной линии, ожидая выемки для хранения или транспортировки, могут быть предусмотрены дополнительные вилочные погрузчики или другие пригодные устройства для более быстрой выемки упакованных товаров и, таким образом, для повышения скорости всего блока.
Далее настоящее изобретение описывается со ссылкой на сопроводительные схематичные чертежи, приведенные только в качестве примера, на которых:
на фиг.1 показана функциональная схема первого варианта осуществления предлагаемой в настоящем изобретении машины;
на фиг.2 показана последовательность сборочных операций, выполняемых рабочими станциями в машине по фиг.1;
на фиг.3 показана функциональная схема второго варианта осуществления предлагаемой в настоящем изобретении машины;
на фиг.4 показана схематичная компоновка машины, сконструированной в соответствии с фиг.3;
на фиг.4а показана частичная схематическая компоновка модификации машины, показанной на фиг.3 и 4, иллюстрирующая модифицированную часть этой машины;
на фиг.5 показана дополнительная последовательность сборочных операций, выполняемых рабочими станциями в машине по настоящему изобретению; и
на фиг.6 показана еще одна дополнительная последовательность сборочных операций, выполняемых рабочими станциями в машине по настоящему изобретению.
На чертежах аналогичные позиции в разных вариантах осуществления обозначены аналогичными ссылочными номерами.
Со ссылкой на фиг.1 показано функциональное взаимодействие основных систем по первому варианту осуществления предлагаемой в настоящем изобретении машины. Машина 10 содержит средство 20 для транспортировки табачных изделий в машину, средство 40 для транспортировки упаковочных материалов в машину, укладчик 60 для упаковки партий изделий в отдельные блоки упаковочного материала и средство 80 для транспортировки пачек изделий в пункт 81 доставки (подачи).
Средствами 20, 40, 80 для транспортировки и укладчиком 60 управляет обычный электропривод с цифровыми электронными системами управления, которые координированы относительно друг друга с помощью центрального программируемого устройства компьютерного управления (не показано). Само устройство управления снабжено установленным в нем устройством кода программы, тем самым компьютер может дать машине команды на выполнение какой-либо из последовательностей операций предлагаемой машины. Конструкция устройства управления и код программы различны в соответствии с используемым оборудованием в каждом варианте осуществления, но их схемное решение будет понятно специалисту в этой области.
Эксплуатация этой машины показана ниже на разных примерах.
Пример 1
В первом примере эксплуатации машина 10 конфигурирована для упаковки двух альтернативных типов сигарет в обычную пачку "с откидной крышкой". Дополнительные детали пачки и процесс ее сборки показаны на фиг.2.
Как показано на фиг.2, пачка содержит внутренний каркас 101 и наружный каркас (корпус) 105. Внутренний каркас 101 обладает прямоугольным сечением, выполнен из плоской заготовки 102, хранящейся в стопке 103. Заготовки 102 последовательно извлекают из стопки 103, проклеивают вдоль одного края, сгибают, как указано позицией 104, устанавливают и закрывают торцевым клапаном. Внутренний каркас 101 задвигается в наружный каркас 105, прямоугольное сечение которого соответствует сечению внутреннего каркаса 101. Наружный каркас 105 также образован из плоской заготовки 106, хранящейся в стопке 107. Заготовки для наружного каркаса извлекают последовательно из стопки 107, проклеивают вдоль одного края, сгибают, устанавливают и закрывают на одном торце нижним клапаном 109 и на другом торце откидной крышкой 108. Пачка содержит пучок 110 сигарет, обернутых в фольгу 111 и расположенных, в этом примере, в три слоя, два наружных слоя содержат семь сигарет, внутренний слой содержит шесть сигарет. Безусловно, для пучка возможны другие конфигурации, и пучки могут быть обернуты в другие материалы, помимо фольги, или могут быть без обертки. В этом примере пучок 110 сигарет сначала обернут в фольгу, а затем упакован в установленный внутренний каркас 101, который, в свою очередь, затем вставлен в установленный наружный каркас 105. Торцы и крышку наружного каркаса затем закрывают, как показано на чертеже.
Как показано на фиг.1, средство 20 для транспортировки изделий включает первую систему 21 подачи изделий для транспортировки первого изделия в машину для упаковки, в этом случае обернутых в фольгу пучков 110 из двадцати сигарет, и вторую систему 22 подачи изделий для транспортировки второго изделия партиями в машину. В этом примере второе изделие также имеет форму обернутых в фольгу пучков из двадцати сигарет.
Средство 20 для транспортировки изделий также включает передающее оборудование 24, например, в форме устройства "взять-положить" для переноса изделия выборочно с первой или второй систем 21, 22 подачи изделий на укладчик 60. Когда передающее оборудование 24 снабжено программным управлением, его можно заранее запрограммировать для эксплуатации в любом из этих двух режимов, и можно быстро и просто изменить режим эксплуатации, выбрав соответствующую программу управления, с минимальным простоем машины.
Средство 40 для транспортировки упаковочных материалов к машине включает первую и вторую системы 41, 42 подачи упаковочного материала для внутреннего и наружного каркасов 101 и 105 соответственно. Каждая из двух систем содержит бункер (не показан) для хранения стопок заготовок 102, 106 и систему конвейера для выемки последовательных заготовок из бункера и их транспортировки по одной на укладчик 60.
Укладчик 60 включает две рабочие станции 25, 26, расположенные последовательно, каждая из которых выполняет ряд операций с подаваемыми на нее материалами. На первой рабочей станции 25 отдельные заготовки 102 для внутреннего каркаса транспортируют из бункера в первую систему 41 подачи упаковочного материала, проклеивают вдоль одного края, сгибают и устанавливают для создания внутреннего каркаса 101, как показано на фиг.2. Обернутый фольгой пучок 110 сигарет, полученных либо с первой, либо со второй системы 21, 22 подачи изделий, вставляют во внутренний каркас. На второй рабочей станции 26 заготовки 106 для наружного каркаса транспортируют из бункера во вторую систему 42 подачи упаковочного материала, проклеивают, сгибают и устанавливают для создания оболочки, как показано на фиг.2. Внутренний каркас 101, содержащий пучок 110 сигарет, вставляют в наружный каркас, который затем закрывают снизу и сверху. Собранные пачки затем транспортируют от укладчика на пункт 81 доставки.
Выбрав режим эксплуатации передающего оборудования 24, можно управлять машиной 10 таким образом, что изделие транспортируется выборочно на укладчик 60 либо с первой, либо со второй системы 21, 22 подачи изделий и оттуда в пункт 81 доставки вдоль любого из двух путей переноса А, В, указанных стрелкой на фиг.1. Очевидно, что два пути переноса расположены параллельно относительно первой и второй систем 21, 22 подачи изделий, а затем они проходят общим путем через укладчик 60 в пункт 81 доставки. Выражение "параллельно" использовано в отношении систем 21, 22, чтобы отличить их конфигурацию от "последовательной" конфигурации, но не для описания физического соотношения между путями переноса. Действительно, физическое расположение компонентов машины может образовывать пути переноса, которые, когда они конфигурированы параллельно, физически расположены для прохождения радиально, пересечения или вдоль любого другого приемлемого направления.
При использовании первая система 21 подачи изделий загружается изделиями первого типа, например сигаретами с фильтром без аромата ментола, а системы 41, 42 подачи упаковочного материала загружаются заготовками 102, 106 внутренней и наружной упаковки. Машиной 10 затем управляет передающее оборудование 24 в первом режиме эксплуатации, так что сигареты с фильтром первого типа подают в машину, формируют обернутые в фольгу пучки, транспортируют вдоль первого пути переноса А, собирают во внутренних каркасах 101 на первых рабочих станциях 25, а затем в наружных каркасах 105 на вторых рабочих станциях 26. Собранные пачки затем транспортируют в пункт 81 доставки.
Если нужно изменить производственный цикл, чтобы получить те же самые или аналогичные пачки, содержащие изделия второго типа, например сигареты с ароматом ментола, вторую систему 22 подачи изделий загружают сигаретами с ментолом. Этот этап можно выполнить без прерывания работы машины. Машину затем выключают, вторую систему 42 подачи упаковки загружают заготовками 106, пригодными для сигарет с ментолом, и машина повторно включается с передающим оборудованием 24 во втором режиме эксплуатации, так что сигареты с ментолом теперь транспортируют через машину вдоль альтернативного пути переноса В от второй системы 22 подачи изделий на пункт 81 доставки через первый и второй ряд рабочих станций 25, 26. Следовательно, переналадку производства можно выполнить быстро и легко без длительного простоя машины 10 просто путем конфигурирования машины, насколько это возможно, для следующего производственного цикла в то время, пока осуществляется текущий производственный цикл, а затем конфигурирования передающего оборудования 24 для обеспечения альтернативного пути переноса изделия через машину.
Пример 2
Во втором примере эксплуатации машины 10 по фиг.1 она конфигурирована для упаковки двух табачных изделий различных типов в один упаковочный материал. Первое изделие содержит одиночные подушечки бездымного табака, а второе изделие содержит леденцы, оба изделия упакованы в блистерные пачки аналогичной конструкции.
На фиг.6 в общем показана процедура сборки, применяемая к порциям бездымного табака, известного как снюс.
В этом примере первая система 21 подачи изделий по фиг.1 содержит полоску 161 оберточного материала из полотна ацетата целлюлозы, изготовленную в виде ряда отдельных герметично закрытых подушечек 163. Каждая подушечка содержит порцию табака, герметично закрытую в оберточном материале. Способы и машины для изготовления, упаковки и герметичного уплотнения отдельных порций бездымного табака или снюса в полоске полотна ацетата целлюлозы известны специалистам. Полоска 161 может быть предусмотрена сложенной или скрученной для создания рулона, чтобы облегчать использование. Первая система 21 подачи изделий дополнительно содержит режущее средство для разделения полоски на отдельные подушечки. В альтернативном варианте подушечки 163 могут быть предусмотрены для машины в виде множества отдельных легко отделяемых блоков. Подушечки 163 транспортируют посредством передающего оборудования 24 вдоль первого пути переноса А и принимают на первой рабочей станции 25 укладчика 60.
Первая система 41 подачи упаковочного материала в этом варианте осуществления содержит систему для транспортировки блистерной полоски 165 в машину 10. Блистерная полоска 165 содержит лист упаковочного материала, выполненного с прямоугольными выемками 167, каждая из которых конфигурирована для удержания подушечки бездымного табака или другого табачного изделия, такого как никотиновая пастилка или никотиновый леденец. Блистерная полоска 165 может быть изготовлена из пластического материала, включая многослойный пластический материал, или из фольги, бумаги, картона или другого пригодного материала. Материал можно выбрать для получения барьерообразующих свойств, таких как непроницаемость для влаги, он может быть с покрытием, светонепроницаемый, прозрачный и/или цветной, и на него может быть нанесена печать.
Блистерная полоска 165 продолжается на первую рабочую станцию 25 укладчика 60, на которой одиночную подушечку 163 бездымного табака помещают в каждую выемку 167. Первая рабочая станция 25 также может быть предусмотрена со средством для распыления влагоудерживающего вещества и ароматизатора на каждую подушечку 163. Блистерную полоску 165 затем транспортируют на вторую рабочую станцию 26, на которую также подается дополнительно упаковочный материал со второй системы 42 подачи упаковки. Этот дополнительный упаковочный материал предусмотрен в форме уплотняющей полоски 169, которая используется, чтобы закрыть выемки 167 и герметично укупорить подушечки.
Уплотнительная полоска 165 может быть изготовлена из любого пригодного материалы, такого как пластический материал, фольга, бумага или их комбинация, как указано для блистерной полоски. В этом варианте осуществления уплотнительная полоска 169 изготовлена из многослойной пленки. Первый слой представляет собой экологически непроницаемый пластический материал, который обладает возможностью создавать термосклеиваемое уплотнение с пластическим материалом блистерной полоски 165. Вторым слоем является бумага, приклеенная к пластическому материалу, на который печатью нанесена информация в отношении находящегося внутри изделия.
Уплотнительная полоска 169 предпочтительно имеет такой размер и форму, чтобы она совпадала с участками блистерной полоски 165 без необходимости этапа обрезания кромки и без избыточных отходов. Она может содержать адгезив, который позволяет создавать уплотнение с блистерной полоской, альтернативно или дополнительно она может быть присоединена термосваркой, приклеена, припрессована или иным образом обработана на второй рабочей станции 26 для создания герметичного уплотнения поверх блистерной полоски. Одна или обе, и уплотнительная полоска 169, и блистерная полоска 165 могут быть предварительно обработаны или обработаны на второй рабочей станции 26, чтобы облегчить приклеивание, например, путем задирания поверхностей, чтобы они стали шершавыми и более восприимчивыми для жидкого адгезива. При использовании адгезива предпочтительно предусматривают средства для совмещения участков уплотнительной полоски, на которую нанесен адгезив, с участками без выемок блистерной полоски 165 и таким образом устраняют загрязнение, вызванное контактом между табачным изделием и адгезивом.
Уплотнительная полоска 169 может быть конфигурирована таким образом, чтобы ее можно было отодрать от блистера с выемками во время использования, например, предусмотрев неуплотненный край, который легко захватывается пользователем; в альтернативном варианте уплотнительная полоска 169 может быть из достаточно деформируемого материала, так что блок упакованных табачных изделий можно протолкнуть через него. Уплотнительная полоска 169 может содержать обратную сторону для создания защищенной от неумелого обращения конструкции и может быть с нанесенной печатью с любым числом визуальных или осязаемых рисунков.
Уплотнительная полоска 169 уплотнена на блистерной полоске 165 для создания множества герметичных одиночных блоков, которые затем разделяют на отдельные блоки на второй рабочей станции 26 и передают на станцию 81 заключительной подачи. В этом варианте осуществления полоска разделена на блоки с помощью режущего инструмента, однако могут быть использованы эквивалентные способы, такие как заранее выполненная перфорация или деформация.
Когда создано нужное число подушечек бездымного табака в блистерной упаковке, для машины 10 предусмотрен второй набор инструкций, который позволяет машине производить упаковки блистерного типа, каждая из которых содержит леденец.
Для этой цели вторая система 22 подачи изделий (фиг.1) содержит емкость с множеством леденцов. На укладчике 60 первая рабочая станция 25 конфигурирована для размещения одиночного леденца в каждую выемку 167 в блистерной полоске, и вторая рабочая станция 26 конфигурирована для размещения уплотнительной полоски 169 поверх блистерной полоски и для их разделения на блоки, как описано выше. Каждый блок может содержать одиночный блистер. В альтернативном варианте блистерные полоски могут быть разрезаны на блоки, содержащие два или более блистеров.
Когда нужна переналадка машины с упаковки снюса на упаковку леденцов, вторая система 22 подачи изделий может быть загружена леденцами в то время, как машина работает, облегчая таким образом переналадку и сокращая время простоя. Аналогично, когда передающее оборудование 24 заранее запрограммировано с инструкциями для приема изделий от одной или другой системы 21, 22 подачи, его режим эксплуатации можно поменять с минимальной задержкой.
Если это необходимо, может быть предусмотрена дополнительная система подачи изделий (не показана) для изготовления на той же самой машине третьего изделия в блистерной пачке, например, никотиновой пастилки, т.е. клейкой пастилки, которая, когда она попадает к пользователю, выделяет никотин. В этом случае предусмотрена третья система подачи изделий, содержащая бункер с отдельными никотиновыми пастилками. При выключенных первой и второй станциях подачи изделий для машины 10 может быть предусмотрен третий набор инструкций по сборке, который позволяет машине производить упаковки блистерного типа, каждая из которых содержит никотиновую пастилку при использовании процесса сборки, аналогичного описанному выше. На укладчике 60 первая рабочая станция 25 конфигурирована для размещения отдельной пастилки в каждой выемке блистерной полоски 165, и вторая рабочая станция конфигурирована для герметичного уплотнения уплотнительной полоски 169 на блистерной полоске и для разделения блистеров на блоки. Каждый блок может содержать один или несколько блистеров, например пять блистеров.
В альтернативном варианте дополнительная система подачи изделий может быть сконструирована таким образом, чтобы она была взаимозаменяемой с одной или обеими системами подачи изделий для транспортировки других изделий (пучков 110 сигарет или герметично закрытых подушечек 163) на машину, чтобы машина могла быть подготовлена для производства третьего изделия, например никотиновых пастилок, в то время, например, когда изготавливается первое изделие с использованием первой системы подачи изделий. В этом случае вторая система подачи изделий может быть удалена и заменена третьей системой подачи изделий.
Машина по фиг.1 дополнительно может быть модифицирована, чтобы можно было предварительно упаковывать любые упакованные изделия, описанные выше, в более крупные контейнеры. Для этой цели предусмотрена третья система 23 подачи изделий, указанная штриховой линией на фиг.1. Третья система 23 подачи изделий приспособлена для транспортировки в машину 10 блистерных пачек, предварительно изготовленных на машине посредством описанного выше процесса. Предусмотрена третья система 43 подачи упаковочного материала, также указанная штриховой линией на фиг.1, которая транспортирует в машину 10 заготовки для более крупных контейнеров. Предусмотрена третья рабочая станция 27 для сборки заготовок для более крупных контейнеров и их заполнения предварительно упакованными изделиями с третьей системы 23 подачи изделий. Более крупные контейнеры могут быть, например, прямоугольными и соответствовать наружным размерам отдельных блистеров, так что десять герметичных блистеров могут быть размещены в многоуровневую структуру в одном ящике. Для контейнеров более крупного размера могут быть предусмотрены другие размеры, форма и конфигурация. Упакованные контейнеры могут дополнительно содержать код, печать, этикетку и обертку после заключительного процесса сборки (не показан).
В процессе работы изделия в герметичных блистерных пачках передаются с пункта 81 доставки и проходят второй раз через машину 10 по третьему пути переноса, во время которого герметичные блистерные пачки упаковываются в более крупные контейнеры. Эта третья система 43 подачи упаковочного материала и третья рабочая станция 27 могут быть подготовлены для использования, пока еще осуществляется производство самих изделий в блистерной упаковке. Когда производственный цикл изделий подходит к концу, можно быстро инициировать операцию повторной упаковки с минимальным простоем машины.
Поскольку некоторые изделия, описанные в этих примерах, могут быть чувствительны к ряду внешних факторов, машина в соответствии с этим вариантом осуществления предпочтительно содержит соответствующее средство, такое как изолирующий материал и/или средство регулировки температуры, чтобы изделия, которые попадают в машину, поддерживались при нужных внешних условиях. Например, некоторые изделия из бездымного табака предпочтительно сохраняют охлажденными, например, при температуре, близкой к 4°C. Кроме того, сигареты предпочтительно упаковывают в условиях стандартной относительной влажности. Для обеспечения любых необходимых или предпочтительных условий для обращения с изделиями всю машину 10 можно, например, поместить в условия регулируемой температуры, или может быть предусмотрено средство регулировки температуры на и вдоль путей переноса через машину. Специалисты в этой области поймут, что машины, сконструированные для обращения с изделиями описанного типа, предпочтительно могут быть сконструированы по меньше мере для соответствия существующим стандартам пищевых кондиций, предусмотрены с материалами, смазкой и т.п., которые одобрены для оборудования, связанного с обращением с пищевыми продуктами, и поддерживаются на высоком уровне чистоты.
На фиг.3 и 4 представлены схемы более сложной машины 10 по настоящему изобретению. Эксплуатация машины 10 показана схематично в виде блок-схемы на фиг.3. На фиг.4 показана одна возможная заводская компоновка для машины 10.
Машина 10 конфигурирована для упаковки пяти или более различных типов табачных изделий в три или более различных типов упаковки. Средство 20 (указано прямоугольником 20 на фиг.3) для транспортировки табачных изделий в машину содержит пять отдельных систем 22а-22е подачи изделий для транспортировки четырех различных типов изделий в машину. Конструкция систем подачи зависит от типа подаваемого изделия, и может быть использована любая из обычных систем, используемых при упаковке табачных изделий. Например, изделия могут подаваться в виде потока отдельных сигарет или в виде пучков сигарет с или без обертки или в виде заранее упакованных групп сигарет в открытых контейнерах, таких как блистеры, пакеты, подставки или лотки.
В этом примере первая и вторая системы 22а и 22b подачи изделий конфигурированы для подачи сигарет различного типа в машину непрерывным потоком. Как показано на фиг.4, эти системы подачи изделий могут, например, содержать обычные бункеры для сигарет или подающие лотки, присоединенные к конвейерным системам, которые, когда они включены, подают сигареты в машину на регулируемой скорости. Третья система 22с подачи изделий конфигурирована для транспортировки сигарет в машину в заранее подготовленных обернутых в фольгу пучках. Четвертая система 22d подачи изделий конфигурирована для транспортировки в машину заранее изготовленных пачек сигарет для дополнительных операций упаковки. Пятая система 22е подачи изделий конфигурирована для транспортировки в машину заранее упакованных групп сигарет в открытых блистерных пачках или открытых барабанах. Время от времени дополнительные системы подачи изделий могут быть добавлены к машине или установлены на месте текущих систем 22 подачи, чтобы обеспечить транспортировку в машину дополнительных типов изделий для упаковки в соответствии с меняющимися требованиями к производству.
Изделия, выбранные для упаковки, могут транспортироваться в машину 10 вдоль любого одного из различных путей переноса от систем 22а-е подачи изделий, и их направляет через машину передающее оборудование, пригодное для этих изделий, например конвейерные ремни, конвейерные цепи, гравитационные системы подачи, устройства типа "взять-положить" или любые системы подачи, обычно используемые в упаковочной промышленности. Передающее оборудование скомпоновано таким образом, чтобы путем выборочного включения различных компонентов передающего оборудования можно было установить различные пути переноса для изделий через рабочую станцию.
Как показано на фиг.4, конвейеры используются для переноса изделий из систем 22а-е подачи, из которых изделия берут либо по отдельности, либо группами с помощью систем типа "взять-положить", показанных в виде манипулятора 25 робота. Манипулятор содержит основание, которое выполнено с возможностью вращения вокруг вертикальной оси, нижнюю секцию манипулятора, присоединенную шарнирно к основанию для движения вокруг горизонтальной оси, и верхнюю секцию манипулятора, присоединенную шарнирно к нижней секции манипулятора для независимого перемещения вокруг горизонтальной оси, что позволяет размещать конец верхнего манипулятора в пространстве относительно трех ортогональных осей. Конец верхней секции манипулятора 25 робота удерживает сменный инструмент для захвата или концевой захват, который приспособлен для выбора и манипулирования указанными изделиями. Концевой захват присоединен шарнирно к верхней секции манипулятора посредством сочленения, обеспечивающего движение вокруг трех ортогональных осей относительно конца манипулятора. Следовательно, манипулятор 25 робота позволяет манипулировать и сдвигать изделия со степенью свободы перемещения 6 градусов.
Концевой захват сам выбран из ряда взаимозаменяемых инструментов, каждый из которых приспособлен для захвата конкретных изделий в блоках, которые могут состоять из отдельных изделий или пучков изделий. Может быть использован любой пригодный промышленный тип манипулятора робота и концевые захваты, например, инструменты, содержащие движущиеся лезвия, управляемые пневматическими цилиндрами, позволяют выбирать и направлять некоторое число изделий, а вакуумные присоски выборочно сообщаются с источником вакуума и позволяют извлекать, удерживать, перемещать и отпускать упаковки.
Манипулятор 25 робота захватывает блоки изделий, передаваемых по конвейеру от систем 22а-22е подачи изделий, по мере необходимости, в соответствии с рабочими инструкциями, запрограммированными для управления манипулятором робота, и переносит их на один из двух конвейеров, которые передают изделие на одну из двух дополнительных рабочих станций 61, 68, функционирование которых описано далее. В одном режиме эксплуатации манипулятор 25 робота может захватывать изделия только из одной из систем подачи изделий. В другом режиме эксплуатации он может быть запрограммирован для захвата изделий из двух или более систем подачи изделий в нужной последовательности и сочетать изделия в более крупные группы для последующей транспортировки на следующую рабочую станцию 61 или 68. Это особенно удобно, когда должны быть изготовлены смешанные упаковки изделий. Таким образом, например, если четыре системы 22a-22d подачи загружены сигаретами с различность крепостью аромата, манипулятор 25 робота может быть запрограммирован для захвата сигарет группами по 5 штук из каждой из четырех рабочих станций по очереди и сборки их в пучки по 20 штук для подачи на следующую рабочую станцию 61 или 68.
Средство 40 для транспортировки упаковочного материала в машину 10 указывает манипулятору 25 захватывать 5 сигарет из каждой системы 22a-22d подачи по очереди, как показано на фиг.3 двумя прямоугольниками 40, это средство содержит семь отдельных систем 42a-g подачи упаковочного материала. Конструкция отдельных систем подачи зависит от типа требуемой упаковки, может быть использована любая из обычных систем подачи упаковки, используемой для табачных изделий. В этом примере первая и вторая системы 42а и 42b подачи упаковочных материалов конфигурированы для удержания стопок заготовок 102, 106 для пачки из двух частей, описанной со ссылкой на фиг.1 и 2, и для их транспортировки на машину 10, первая система 42а обеспечивает заготовки для внутренних каркасов 101, вторая 42b обеспечивает заготовки для наружных каркасов 105. Третья система 42 с подачи упаковочного материала передает фольгу 111 на машину для обертки пучков сигарет. Четвертая система 42d подачи упаковочного материала транспортирует пустые предварительно изготовленные пачки (такие, как блистерные полоски 165, описанные со ссылкой на фиг.6), барабаны или другие жесткие контейнеры в машину, причем они закрыты с помощью герметизирующей фольги или колпачков. Последние упомянутые упаковочные материалы передаются в машину посредством пятой и шестой систем 42е, 42f транспортировки упаковочного материала, пятая система 42е транспортирует герметизирующий материал для блистерных пачек (например, уплотнительная полоска 169, показанная на фиг.6), шестая система 42f транспортирует колпачки. Седьмая система 42g подачи материала транспортирует упаковочный материал в систему для повторной упаковки предварительно изготовленных пачек сигарет в составные пачки.
Описанные выше системы подачи упаковочного материала могут быть модифицированы для обеспечения любых других нужных упаковочных материалов для машины. Например, шестая система 42f может быть конфигурирована для подачи дополнительных позиций, таких как вспомогательные позиции, материал с информацией об изделии, или других жестких позиций на укладчик 60 для заключительного комбинирования в пачки. Дополнительные системы подачи упаковочного материала могут быть добавлены к машине время от времени или установлены на месте любой из текущих систем 42a-g подачи материала, чтобы позволить транспортировать в машину еще дополнительные типы упаковочных материалов в соответствии с меняющимися производственными требованиями.
Укладчик, обозначенный в общем номером 60 на фиг.3, принимает упаковочные материалы из систем подачи упаковочных материалов и систем подачи изделий. Укладчик 60 содержит множество различных рабочих станций 61-70, взаимосвязанных посредством передающего оборудования, для выполнения сборочных операций на упаковочных материалах и изделиях в выбранных последовательностях для упаковки конкретных изделий в конкретную упаковку по мере необходимости.
Рабочая станция 61 обертывания принимает фольгу или другой оберточный материал 111 от третьей системы 42с подачи упаковочных материалов и может выполнить обертывание пучков 110 сигарет, принимаемых либо от первой, либо от второй системы 22а или 22b подачи изделий в соответствии с тем какой путь переноса выбран для этих изделий.
Рабочая станция 62 изготовления внутренних заготовок принимает заготовки 102 внутреннего каркаса от первой системы 42а подачи упаковочного материала, выполняет операции сборки на внутренних заготовках, описанные со ссылкой на фиг.2, и транспортирует их на рабочую станцию 63 заполнения внутренних каркасов. Эта рабочая станция 63 также принимает обернутые в фольгу пучки 110 сигарет от рабочей станции 61 обертывания и может вставлять каждый обернутый пучок 110 в установленный внутренний каркас 101, как показано на фиг.2.
Рабочая станция 64 формирования наружных каркасов принимает заготовки 106 для наружных каркасов 105 от второй системы 42b подачи материала и выполняет операции сборки, описанные со ссылкой на фиг.2.
Рабочая станция 65 сборки пачек принимает заполненные внутренние каркасы 101 от станции 63 заполнения внутренних каркасов и установленные наружные каркасы 109 от рабочей станции 64 формирования наружных каркасов. Рабочая станция 65 сборки пачек может вставлять заполненные внутренние каркасы 101 в наружные каркасы 105 и выполнять другие операции для завершения сборки пачек, как показано на фиг.2.
В альтернативном варианте заранее изготовленные обернутые в фольгу пучки 110 могут транспортироваться от третьей системы 22с подачи изделий непосредственно на рабочую станцию 63 заполнения внутренних каркасов вдоль пути переноса, который либо обходит рабочую станцию 61 обертывания, либо, как показано на фиг.4 и штриховыми линиями на фиг.3, проходит через нее, когда система обертывания выключена. В этом режиме эксплуатации конец манипулятора 25 робота, показанный на фиг.4, снабжен инструментом, приспособленным, чтобы взять и положить отдельные обернутые в фольгу пучки сигарет с конвейера, отходящего от третьей системы 22с подачи изделий, а не группы сигарет для обертывания в фольгу.
Укладчик 60 дополнительно включает в себя рабочую станцию 66 комбинирования пачек, которая может приложить дополнительную упаковку для заранее изготовленных пачек изделий, например комбинировать две или более стандартных пачек сигарет в один блок, называемый мультиупаковкой. Дополнительные упаковочные материалы для этой операции транспортируются в машину от седьмой системы 42g подачи упаковочных материалов через дополнительную рабочую станцию 67 сборки упаковочных материалов, на которой дополнительную упаковку при необходимости проклеивают и сгибают, а затем на рабочую станцию 66 комбинирования пачек. Заранее изготовленные пачки сигарет, изготовленные, например, на обычной машине для упаковки сигарет (не показана) и хранящиеся в бункере в четвертой системе 22d подачи изделий, транспортируются от четвертой системы 22d подачи изделий на рабочую станцию 66 комбинирования пачек вдоль пути переноса, который обходит или проходит через (пока она выключена) рабочую станцию 61 обертывания, станцию 63 заполнения внутренних каркасов и рабочую станцию 65 сборки пачек, как указано штриховыми линиями на фиг.3. В этом режиме эксплуатации манипулятор 25 робота снабжен инструментом, который захватывает заранее заполненные пачки от четвертой станции подачи изделий по отдельности или группами в зависимости от того, сколько пачек должно быть скомбинировано в мультиупаковке и какая конкретно специальная операция упаковки должна быть использована. На рабочей станции 66 комбинирования пачек заранее заполненные пачки упаковываются в дополнительный упаковочный материал для создания мультиупаковки.
В одной модификации машина по фиг.3 и 4 конфигурирована для упаковки сигарет в альтернативную известную пачку с откидной крышкой, в которой наружный каркас (корпус) с откидной крышкой содержит полость, например, образованную из пластического материала, которая образует две отдельные выемки для удержания десяти сигарет в каждой. Такие пачки особенно пригодны для сигарет с ментолом. В этой модификации седьмая система 42g подачи упаковочных материалов выполнена с возможностью подачи заготовок для наружного каркаса пачки, а четвертая система 22d подачи изделий предусмотрена с заранее сформированными пучками, пучки образуют сформированную пластически деформируемую полость, каждая из которых содержит десять сигарет. Манипулятор 25 робота снабжен инструментом, который захватывает заранее заполненные пачки парами из четвертой системы 22d подачи изделий и кладет их на конвейерную систему, которая транспортирует их на рабочую станцию 66 комбинирования пачек через рабочую станцию 66 обертывания в фольгу, станцию 63 заполнения внутренних каркасов и рабочую станцию 65 сборки пачек, которые выключены в этом режиме эксплуатации машины. На рабочей станции 66 комбинирования пачек пары пучков собирают с заготовкой для пачки с откидной крышкой, которая транспортируется на рабочую станцию 66 от седьмой системы 42g подачи материала.
При необходимости машина может быть переконфигурирована для упаковки двух различных сигарет в одну пачку. При этой компоновке заранее сформированные пучки, содержащие сформированную пластическую полость, каждая из которых содержит десять сигарет с 3 мг ментола, обеспечиваются на четвертой системе 22d подачи изделий, и аналогичные пучки, содержащие десять сигарет с 10 мг ментола, обеспечиваются на пятой системе 22е подачи изделий. Манипулятор 25 робота запрограммирован на захват заранее сформированных пучков попеременно от четвертой и пятой систем 22d и 22е подачи изделий и их размещения парами на конвейере, который транспортирует их на рабочую станцию 66 комбинирования пачек. Пары пучков, содержащих различные изделия, затем собирают с заготовкой для пачки с откидной крышкой, которая транспортируется на рабочую станцию 66 с седьмой системы 42g подачи материала.
Очевидно, что рабочая станция 66 комбинирования пачек приводится в действие выборочно, так что в любом из упомянутых режимов эксплуатации машины она функционирует только в комбинации с четвертой системой 22d подачи изделий, седьмой системой 42g подачи материала и дополнительной станцией 67 сборки упаковки. Аналогично, рабочая станция 66 комбинирования пачек не функционирует, когда машина 10 эксплуатируется в других режимах, например, когда машина используется для упаковки изделий в соответствии с процессом, показанным на фиг.2. В этом режиме эксплуатации рабочая станция 66 комбинирования пачек пропускает изделия без выполнения на ней каких-либо дополнительных операций.
Специалисту в этой области будет понятно, что при переключении режима эксплуатации машины конвейерные системы или другие передающие системы в пределах машины могут потребовать переконфигурации для ее обеспечения карманами или другими удерживающими приспособлениями для переноса различных изделий или комбинаций изделий на выбранные рабочие станции в нужной для обработки ориентации.
Рабочие станции, которые выключены во время производства определенного типа упакованных изделий, в альтернативном варианте могут быть удалены. При этом обеспечивается более целесообразное перемещение изделия и упаковок вдоль пути переноса и появляется возможность технического обслуживания, ремонта, изменения или замены рабочей станции. Однако в некоторых вариантах осуществления рабочие станции нелегко переместить и при необходимости их просто отключают.
Укладчик 60 включает в себя дополнительную рабочую станцию 68 заполнения, которая позволяет упаковывать такие изделия, как сигары, сигарильо или сигареты в заранее сформированные жесткие или полужесткие пачки, которые закрыты средством укупоривания и/или колпачком, например цилиндры, барабаны или блистерные пачки. Процесс сборки для блистерных пачек аналогичен процессу, описанному выше со ссылкой на фиг.6.
В этом примере блистерные пачки, способные удерживать, например, 10 сигар или 50 сигарет, транспортируются в машину от четвертой системы 42d подачи упаковочных материалов на рабочую станцию 68 заполнения. Рабочая станция 68 заполнения также принимает сигары или сигареты от первой или второй систем 22а или 22b подачи изделий. Заполненные блистерные пачки затем транспортируются на рабочую станцию 69 укупоривания, на которой герметично закрывают блистерные пачки герметично закрывающей полоской с пятой системы 42е подачи упаковочных материалов. Герметично закрытые блистерные пачки затем могут транспортироваться из системы через рабочую станцию 70 укупорки колпачками (описана ниже), которая выключена, когда машина 10 конфигурирована для производства блистерных пачек.
Четвертую систему 42d подачи материала можно модифицировать для подачи или заменить оборудованием, которое подает другие формы контейнеров, например цилиндры или барабаны. Процесс сборки для пачек этой формы показан в качестве примера на фиг.5. Сигареты с первой или второй системы 22а или 22b подачи транспортируются в машину и группируются в пучки по 50 штук манипулятором 25 робота, который удерживает соответствующим образом приспособленный инструмент захвата для переноса пучков 151 сигарет на конвейер, который транспортирует пучки 151 на рабочую станцию 68 заполнения. Этого можно достигнуть, например, предусмотрев конвейеры с углубленными выемками, размер и конфигурация которых подобраны для удержания сигарет в цилиндрических пучках 50.
Рабочая станция 68 заполнения также принимает пустые барабаны 153, транспортируемые в машину с четвертой системы 42d подачи материала. Барабаны 153 открыты с одного конца и закрыты с другого. Барабаны заполняют пучками 50 сигарет в нужной ориентации. Заполненный барабан затем транспортируется через рабочую станцию 69 укупоривания, на которой накладывается герметично уплотняющая фольга 155 с четвертой станции 42d подачи материала и припечатывается к открытому концу барабана, охватывая пучок сигарет. Края герметично уплотняющей фольги 155, выступающие за края герметично закрытого барабана, могут быть отрезаны, например, лазером или удалены иным образом для обеспечения привлекательного внешнего вида готового изделия. В альтернативном варианте заранее обрезанные средства укупоривания могут быть наложены непосредственно на открытый конец барабана и могут герметично закрыть его, устранив необходимость обрезки. Герметично закрытые барабаны затем транспортируют на рабочую станцию 70 укупорки колпачками, которая сконструирована для наложения колпачков 157 на барабаны. Укупоренный колпачком и герметично закрытый барабан затем транспортируется в область 71 заключительной сборки.
Поскольку область (зона) заключительной сборки может принимать изделия либо с конвейерной системы, отходящей от рабочей станции 66 комбинирования пачек, либо с конвейерной системы от рабочей станции 70 укупоривания колпачками, сконструировано дополнительное устройство 80 типа "взять-положить" для переноса пачек изделий выборочно с любой из этих конвейерных систем в соответствии с режимом эксплуатации машины 10 и размещения их на дополнительной конвейерной системе, которая транспортирует пачки в область 71 заключительной сборки.
В области 71 заключительной сборки пачки, выходящие с укладчика 60, подвергаются дополнительной последовательности операций упаковки, обычно используемых при упаковке табачных изделий. Поскольку это обычные операции и они известны специалистам в этой области, они описаны только в этом разделе. В случае сигарет, как схематично показано на фиг.3, эти операции обычно включают в себя нанесение кода, например, лазером или методом струйной печати на каждую пачку на станции 71а кодирования, нанесение этикеток, на пачки на станции 71b этикетирования, вставки купонов в пачки на станциях 71с размещения купонов, выполнение визуальной проверки пачек на станции 71d осмотра, нанесение отметки об уплате налогов на станции 71е отметок об уплате налогов, обертывание пачек в пленку на станции 71f обертывания пачек, загрузку пачек группами в картонные коробки на станции 71g формирования картонных коробок, нанесение кодов изделий на картонные коробки на станции 71h нанесения кодов, обертывание картонных коробок на станции 71i обертывания, загрузку картонных коробок в ящики на станции 71j формирования ящиков, закрывание ящиков на станции 71k закрывания и герметичного уплотнения ящиков на станции 71l герметичного уплотнения. Ящики упакованных изделий затем подают на пункт 81 доставки и вынимают для транспортировки.
Для специалистов в этой области будет очевидно, что вышеуказанные операции приведены только в качестве примера, и некоторые из этих операций могут быть пропущены или изменены в соответствии с конкретным упаковываемым изделием. Например, в зависимости от конкретной требуемой последовательности сборочных операций одна или несколько операций выполняемых в области заключительной сборки, могут быть выполнены на рабочей станции на укладчике 60.
Системы 22а подачи изделий, манипулятор 25 робота, устройство 80 типа "взять-положить", системы 42a-42g подачи упаковочных материалов, рабочие станции 61-70 и средство транспортировки приводятся в действие обычным электроприводом с цифровыми системами электронного управления, которые срабатывают координировано друг с другом от центрального программируемого устройства компьютерного управления (не показано). Устройство управления само снабжено встроенным в него устройством с кодом программы, за счет чего компьютер может давать машине инструкции выполнять какую-либо из описанных последовательностей эксплуатации машины. Конструкция устройства управления и код программы различны в соответствии с используемым оборудованием в каждом варианте осуществления, как это будет очевидно для специалиста в этой области.
Когда предлагаемая в настоящем изобретении машина сконструирована для упаковки сигарет в пачки по альтернативному варианту осуществления, следует рассмотреть взаимодействие между различными типами сигарет и упаковки. Например, ароматизированные сигареты, особенно с летучими ароматизаторами, такими как ментол, могут иметь тенденцию утечки аромата или запаха на соседние изделия, так что может быть предпочтительно запускать только изделия с конкретным ароматом все сразу, а не изделия с непохожими ароматами.
Поскольку предлагаемые в настоящем изобретении машины предназначены для использования также с новыми типами упаковки, то предполагается, что могут быть ароматизаторы или другие летучие материалы, внедренные в или нанесенные на некоторые упаковки, которые могут аналогично давать утечку или воздействовать на ближнюю упаковку или курительные изделия, так что их подача в машину может быть ограничена несколькими циклами, когда другие иначе обработанные изделия не участвуют в процессе.
Аналогично, когда предлагаемая в настоящем изобретении машина используется для упаковки курительных изделий, которые подлежат соблюдению строгих норм гигиены, таких как жевательный табак или нюхательный табак, который можно считать продуктом питания, или пастилки, которые подлежат соблюдению фармацевтических нормативов, может потребоваться соблюдение стандартов, применимых для этого класса товаров. Машина, упаковывающая любое такое изделие, легко может быть конфигурирована, подвергнута чистке и техническому обслуживанию специалистом для соответствия необходимым ограничениям, при этом сохраняя все преимущества новой конфигурации по настоящему изобретению.
Аналогичные модификации или регулировки могут быть внесены между циклами партий, если машина упаковывает курительные изделия для различных рынков сбыта, чтобы обеспечить соответствие правилам каждого рынка.
Машина, описанная со ссылкой на фиг.3 и 4, может быть конфигурирована с множеством станций подачи, путей транспортировки и рабочих станций, чтобы она могла упаковывать разнообразные табачные изделия в различные типы упаковки. В следующем примере описана одна из многих возможных комбинаций.
Пример 3
В этом примере аналогичные табачные изделия, в этом случае сигареты, упакованы в множество различных типов упаковки, а именно в стандартные пачки, содержащие двадцать сигарет в одной упаковке, и в барабаны с крышкой, содержащие пятьдесят сигарет в одной упаковке. Поскольку обычно нужно установить до двух отдельных упаковочных линий, по настоящему изобретению одна машина может выполнять обе процедуры и может быстрее переходить от одной процедуры к другой со сниженным временем простоя для машины по сравнению с обычными высокоскоростными машинами для упаковки сигарет.
Центральная система управления машины 10 сначала запрограммирована на сборку по 20 штук сигарет в пачках с откидной крышкой с помощью процесса сборки по фиг.2. В этой конфигурации сигареты подаются на машину конвейерами с первой или второй систем 22а или 22b подачи изделий, упаковка внутреннего каркаса и наружного каркаса предусмотрена для машины с первой и второй систем 42а и 42b подачи упаковочных материалов, и фольга подается на машину с третьей системы 42с подачи материала.
Манипулятор 25 робота снабжен инструментом для захвата, который выбирает группы из двадцати сигарет с конвейеров и конфигурирует их в три параллельных соседних ряда, наружные ряды содержат по семь сигарет каждый, а внутренний ряд содержит шесть сигарет и подает пучки на рабочую станцию 61 обертывания, где они будут обернуты в фольгу. Обернутые в фольгу пучки транспортируются на станцию 63 заполнения внутренних каркасов, где их вставляют во внутренние каркасы, которые транспортируются на ту же самую станцию 63 с первой системы 42а подачи упаковочных материалов.
Заполненные внутренние каркасы транспортируются на рабочую станцию 65 комбинирования пачек, где каждый внутренний каркас вставляется в наружный каркас, принимаемый со второй системы 42b подачи упаковочных материалов. Наружный каркас замыкается вокруг внутреннего каркаса, как указано на фиг.2, и собранная пачка передается устройством 80 типа "взять-положить" на конвейер, который транспортирует пачки в область 71 заключительной сборки для дополнительной обработки в соответствии с выбранными этапами заключительной сборки.
После производства нужного числа стандартных пачек по 20 сигарет центральная система управления машины 10 перепрограммируется для производства сигарет в барабанах, содержащих 50 сигарет, используя процесс сборки, описанный выше со ссылкой на фиг.5. В этой конфигурации сигареты подаются на машину с первой или второй системы 22а или 22b подачи изделий, барабаны подаются на машину с четвертой системы 42d подачи материала, герметично закрывающий материал и крышки для барабанов подаются на машину с пятой и шестой систем 42е и 42f подачи материала. Манипулятор 25 робота снабжен инструментом для захвата, который переносит сигареты группами по 50 штук на конвейер, который снабжает рабочую станцию 68 заполнения барабанов. Машина затем функционирует, как описано выше, для заполнения, герметичного укупоривания и укупоривания колпачками барабанов на рабочих станциях 68, 69 и 70 заполнения, герметичного укупоривания и укупоривания колпачками, как описано выше.
Заполненные, герметично закрытые и укупоренные колпачками барабаны затем передаются посредством устройства 80 типа "взять-положить" на конвейер, который транспортирует барабаны на систему 71 заключительной сборки. Очевидно, что режим эксплуатации устройства 80 типа "взять-положить" отличается в этом режиме эксплуатации машины 10, в котором рабочая станция 70 обеспечивает подачу на устройство 80, а не на рабочую станцию 66. На станции 71 заключительной сборки барабаны маркируют, наносят кодировку и, при необходимости, обертывают поверху, упаковывают в соответствующие контейнеры для насыпных грузов и транспортируют на пункт 81 доставки для транспортировки.
Как будет очевидно для специалистов, рабочие станции укладчика могут потребовать модификации, когда работа машины 10 переключается между двумя режимами производства упаковки. Однако многие модификации, необходимые для одного режима эксплуатации, могут быть выполнены в то время, когда машина используется в другом режиме, в частности загрузка систем подачи упаковочных материалов. Кроме того, манипулятор 25 робота и устройство 80 типа "взять-положить" могут быть запрограммированы для работы выборочно в одном из вышеуказанных режимов и могут переключаться из одного режима работы в другой путем выбора соответствующих программ управления. Следовательно, время простоя машины при переключении режима эксплуатации между производственными циклами снижается.
Машина по фиг.3 и 4 может быть предусмотрена с одной или несколькими дополнительными рабочими станциями для выборочного выполнения операций упаковки изделий.
Например, сигареты с фильтром обычно собраны в пачку, так что фильтр виден потребителю, когда пачка открыта. Однако у некоторых сигарет конец закрыт, т.е. на конце напротив фильтра у них находится оберточная бумага, которая мешает увидеть табак. Для сигарет с закрытым концом может оказаться необходимым предусмотреть некоторые пачки с концом фильтра, повернутым вниз, чтобы показать закрытый конец потребителю, когда пачка открыта.
Получить пачки с сигаретами, ориентированными в одном из направлений на обычном оборудовании для изготовления сигарет, проблематично, поскольку обычные машины конфигурированы для удержания сигарет в одной ориентации только по отношению к пачке. Небольшие изменения диаметра сигарет на конце фильтра относительно конца табака иногда используются в механизмах высокоскоростного упаковочного оборудования, которые не допускают возможности простой подачи сигарет в машину в противоположной ориентации.
В модификации машины по фиг.3 и 4 станция 63 заполнения внутренних каркасов включает в себя механизм, например, роботизированной системы с числовым управлением, которая, когда она приводится в действие, поворачивает обернутые в фольгу пучки 110 (см. фиг.2) на 180 градусов. Путем выборочного приведения в действие этого механизма изделия можно упаковывать в любой из двух ориентаций. Машина может быть предусмотрена с рабочей станцией, которая содержит аналогичную выборочно приводимую в действие роботизированную систему, используемую для ориентирования отдельных сигарет или групп сигарет в пределах более обширной группы перед упаковкой.
Дополнительная модификация машины по фиг.3 и 4 показана на фиг.4а. В этой модификации дополнительный манипулятор 25а робота расположен для переноса изделий выборочно в трех различных режимах. В первом режиме манипулятор робота переносит изделие с рабочей станции 63 заполнения каркасов на рабочую станцию 65 сборки пачек, так что машина выполняет ту же самую последовательность операций, что и описанная выше. Во втором режиме эксплуатации манипулятор 25а робота переносит изделие с рабочей станции 69 укупоривания на рабочую станцию 70 укупоривания колпачком, чтобы повторно разрешить выполнение той же самой последовательности сборочных операций, как описано выше. В третьем режиме эксплуатации манипулятор 25а робота передает блистерные пачки с рабочей станции укупоривания на рабочую станцию 65 сборки пачек. В этом третьем режиме эксплуатации рабочая станция 65 сборки пачек конфигурирована для упаковки блистерных пачек в более крупные упаковки.
Машину можно быстро и просто переключать между производством пачек с откидной крышкой, как показано на фиг.2, блистерные полоски, как показано на фиг.6, и пачки блистерных полосок с минимальным временем простоя.
Модули и средства, не описанные специально в настоящем документе, могут быть стандартным оборудованием, известным в этой области, однако поскольку появляются новые и улучшенные средства и способы, их можно осуществить в машине по настоящему изобретению. Например, оборудование для обертывания пленкой и используемая пленка хорошо известны и предлагается множество различных размеров, скоростей и конфигураций. Существующие или модифицированные машины для наружного обертывания могут быть использованы в качестве рабочих станций. Поскольку машина специально предназначена для использования с множеством различных типов упаковки, тем не менее, пленочная обертка может быть предпочтительно предусмотрена при новых способах или может не требоваться вовсе.
Например, настоящее изобретение применимо для упаковки коробок сигарет, которые могут быть прямоугольными. Прямоугольная коробка может быть обернута в пленку в основном тем же самым образом, что и прямоугольная пачка сигарет. Однако коробка может быть сферической, что может потребовать некоторых регулировок для обертывания пленкой и способа ее наложения на упаковки. В альтернативном варианте, когда коробка сформирована для герметичного уплотнения в закрытом виде, чтобы изолировать внутреннее пространство, и/или когда курительные изделия в ней уже обернуты и нужно защитить их от этих элементов, пленочная обертка может быть не нужна.
Другие варианты процессов, которые могут выбрать специалисты, включают в себя определение того, конфигурирована ли машина вдоль одной оси с различными элементами, обеспечивающими подачу на центральный путь переноса, или она конфигурирована последовательно с взаимосвязанными параллельными путями, или в некоторой другой конфигурации. В описанной конфигурации, когда при обращении с сигаретами машина может обрабатывать примерно 1500-4000, предпочтительно примерно 2000 сигарет в минуту. При условии, что многие блоки предпочтительно содержат 20 сигарет, следовательно, машина может упаковывать приблизительно 50-200 пачек в минуту, более конкретно 75-150 пачек в минуту, более конкретно примерно 100 пачек в минуту. Таким образом, традиционная прямая "негибкая" производственная линия может оставаться предпочтительным решением для больших объемов стандартных материалов, которые редко меняются, поскольку предлагаемая в настоящем изобретении машина будет предпочтительно использоваться для осуществления неудовлетворенных потребностей отрасли и именно там, где нужна упаковка ограниченного применения, возможно в форме материала с нанесением печати ограниченного срока действия на стандартную упаковку, ограниченных количеств необычных изделий в обычной упаковке или т.п.
Приведенное выше описание и примеры даны просто для иллюстрации настоящего изобретения и не подразумевают его ограничения. Поскольку у специалистов могут появиться модификации описанных вариантов осуществления, попадающие в рамки объема и сущности настоящего изобретения, настоящее изобретение следует интерпретировать более широко, чтобы включать в себя все изменения, охватываемые объемом формулы изобретения и ее эквивалентов.
| название | год | авторы | номер документа |
|---|---|---|---|
| АППАРАТ И СПОСОБ УПАКОВКИ КУРИТЕЛЬНЫХ ИЗДЕЛИЙ | 2007 |
|
RU2424959C2 |
| УПАКОВОЧНАЯ МАШИНА И УПАКОВОЧНЫЙ СПОСОБ ДЛЯ ИЗГОТОВЛЕНИЯ ПАЧКИ КУРИТЕЛЬНЫХ ИЗДЕЛИЙ, СНАБЖЕННОЙ ПО МЕНЬШЕЙ МЕРЕ ОДНОЙ ПРОКЛАДКОЙ, РАСПОЛОЖЕННОЙ ВНУТРИ ГРУППЫ КУРИТЕЛЬНЫХ ИЗДЕЛИЙ | 2015 |
|
RU2680308C2 |
| УПАКОВКА ДЛЯ КУРИТЕЛЬНЫХ ТАБАЧНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2023638C1 |
| АРОМАТИЗИРОВАННАЯ СИГАРЕТНАЯ ПАЧКА И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТАКОЙ ПАЧКИ | 2009 |
|
RU2531726C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАПЕЧАТАННОЙ ПАЧКИ ПОТРЕБИТЕЛЬСКИХ ИЗДЕЛИЙ | 2008 |
|
RU2461498C2 |
| СПОСОБ НАПОЛНЕНИЯ УПАКОВКИ ПАЧКАМИ | 2021 |
|
RU2824689C1 |
| СПОСОБ ТРАНСПОРТИРОВКИ ПАР ПАЧЕК | 2021 |
|
RU2819733C1 |
| СПОСОБ ФОРМИРОВАНИЯ ПАР ПАЧЕК | 2021 |
|
RU2820112C1 |
| МАШИНА ДЛЯ ПРОИЗВОДСТВА СИГАРЕТНЫХ ПАЧЕК И СПОСОБ УПРАВЛЕНИЯ ЭТОЙ МАШИНОЙ | 2001 |
|
RU2261198C2 |
| ПАЧКА ДЛЯ КУРИТЕЛЬНЫХ ИЗДЕЛИЙ | 2009 |
|
RU2508238C2 |
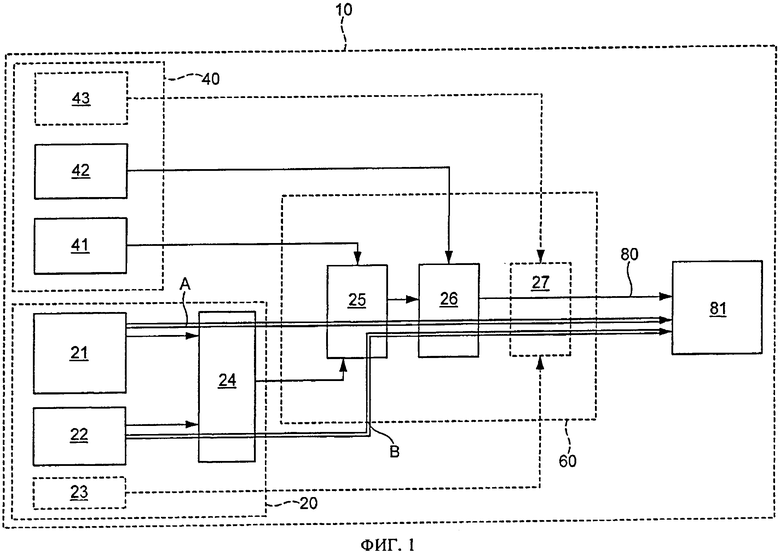






Варианты выполнения машин предназначены для упаковки табачных изделий в пачку посредством выполнения последовательных сборочных операций с изделиями и упаковочными материалами. По первому варианту машина содержит первую группу рабочих станций для выполнения первой последовательности сборочных операций с изделиями и упаковочными материалами и вторую группу рабочих станций для выполнения второй последовательности сборочных операций. Причем первая и вторая группы станций приспособлены для выборочного приведения их в действие для упаковывания одинаковых или разных табачных изделий в одинаковые или разные пачки. По второму варианту выполнения в машине изделия и упаковочный материал выборочно осуществляют различные последовательности сборочных операций для упаковки изделий в одинаковые или разные пачки в соответствии с выбранной последовательностью. В третьем варианте выполнения машина содержит укладчик для упаковки изделий в упаковочный материал и контроллер, выполненный с возможностью управления транспортировкой изделий через машину вдоль одного пути, выбранного из множества альтернативных последовательностей сборочных операций. При этом укладчик выполнен с возможностью упаковки последовательных партий одинаковых или разных изделий выборочно в одинаковые или разные упаковочные материалы в соответствии с выбранной последовательностью сборочных операций. В вариантах выполнения способов упаковки табачных изделий каждый способ осуществляют посредством выполнения последовательных сборочных операций с изделиями и упаковочными материалами. Первый вариант выполнения содержит транспортировку изделий и упаковочных материалов первой партии через первую группу рабочих станций для первой последовательности сборочных операций по упаковке изделий в пачки и обеспечивает возможность выполнения второй группой рабочих станций второй последовательности сборочных операций. При этом изделия и упаковочные материалы второй партии транспортируют через вторую группу станций и выполняют вторую последовательность сборочных операций для обеспечения упаковки одинаковых или разных изделий в одинаковые или разные пачки. В соответствии с другим вариантом выполнения способа изделия и упаковочный материал выборочно подвергают различным последовательностям сборочных операций для упаковки различных изделий в одинаковые или разные пачки в соответствии с выбранной последовательностью. В третьем варианте выполнения способ содержит контроллер, выполненный с возможностью управлениям транспортировкой через машину изделий вдоль одного пути, выбранного из множества альтернативных последовательностей сборочных операций. Группа изобретений обеспечивает повышение производительности и расширение функциональных возможностей при упрощении процесса переналадки и сокращении времени на нее. 6 н. и 12 з.п. ф-лы, 7 ил.
1. Машина для упаковки табачных изделий посредством выполнения последовательных сборочных операций с изделиями и упаковочными материалами, на которых изделия упаковываются в пачки из упаковочного материала, содержащая первую группу рабочих станций, предназначенных для выполнения первой последовательности сборочных операций с изделиями и упаковочными материалами для упаковки табачных изделий в пачку, и вторую группу рабочих станций, предназначенных для выполнения второй последовательности сборочных операций с изделиями и упаковочными материалами, причем первая и вторая группы рабочих станций приспособлены для выборочного приведения в действие так, чтобы упаковывать одинаковые или разные табачные изделия в одинаковые или разные пачки.
2. Машина по п.1, в которой изделия могут транспортироваться выборочно вдоль множества альтернативных путей переноса через машину, а рабочие станции выполнены с возможностью упаковки последовательных партий одинаковых или разных табачных изделий выборочно в одинаковые или разные упаковочные материалы в соответствии с выбранным путем переноса.
3. Машина по п.2, в которой по меньше мере одна из рабочих станций в одной из групп может быть предназначена для выполнения своих операций в то время, пока рабочие станции в другой группе выполняют другую последовательность сборочных операций.
4. Машина по любому из пп.1-3, содержащая средство для транспортировки первого упаковочного материала в машину, средство для транспортировки второго упаковочного материала в машину, первую рабочую станцию для упаковки табачных изделий в блоки из первого упаковочного материала и вторую рабочую станцию для упаковки упакованных партий в блоки из второго упаковочного материала.
5. Машина по любому из пп.1-3, содержащая передающее оборудование, способное выборочно принимать изделия или упаковочные материалы, подаваемые от одного или более источников, и выборочно направлять изделие или упаковку на одну или более последовательностей сборочных операций.
6. Машина по п.5, в которой передающее оборудование роботизировано.
7. Машина по любому из пп.1-3 и 6, содержащая контроллер, выполненный с возможностью управления транспортировкой изделий вдоль одного пути, выбранного из различных последовательностей сборочных операций.
8. Машина по п.4, содержащая контроллер, выполненный с возможностью управления транспортировкой изделий вдоль одного пути, выбранного из различных последовательностей сборочных операций.
9. Машина по п.5, содержащая контроллер, выполненный с возможностью управления транспортировкой изделий вдоль одного пути, выбранного из различных последовательностей сборочных операций.
10. Машина для упаковки табачных изделий посредством выполнения последовательных сборочных операций с изделиями и упаковочными материалами, на которых изделия упаковываются в пачки из упаковочного материала, причем изделия и упаковочный материал могут выборочно подвергаться различным последовательностям сборочных операций так, чтобы последовательные партии различных изделий могли быть упакованы в одинаковые или разные пачки в соответствии с выбранной последовательностью.
11. Машина по п.10, содержащая контроллер, выполненный с возможностью управления транспортировкой изделий вдоль одного пути, выбранного из различных последовательностей сборочных операций.
12. Машина для упаковки табачных изделий посредством выполнения последовательных сборочных операций с изделиями и упаковочными материалами, на которых изделия упаковываются в пачки из упаковочного материала, причем изделия и упаковочные материалы могут выборочно подвергаться различным последовательностям сборочных операций, содержащая укладчик для упаковки табачных изделий в упаковочный материал и контроллер, выполненный с возможностью управления транспортировкой изделий через машину вдоль одного пути, выбранного из множества альтернативных последовательностей сборочных операций, причем укладчик выполнен с возможностью упаковки последовательных партий одинаковых или разных табачных изделий выборочно в одинаковые или разные упаковочные материалы в соответствии с выбранной последовательностью сборочных операций.
13. Способ упаковки табачных изделий посредством выполнения последовательных сборочных операций с изделиями и упаковочными материалами, на которых изделия упаковываются в пачки из упаковочного материала, и при этом осуществляют транспортировку изделий и упаковочных материалов в первой партии через первую группу рабочих станций и выполняют первую последовательность последовательных сборочных операций, на которых изделия упаковывают в пачки из упаковочного материала; обеспечивают возможность выполнения второй группой рабочих станций второй последовательности сборочных операций; транспортируют изделия и упаковочные материалы во второй партии через вторую группу рабочих станций и выполняют вторую последовательность сборочных операций, при этом в последовательных партиях обеспечивается упаковка одинаковых или разных изделий в одинаковые или разные пачки.
14. Способ по п.13, в котором выполняют первую последовательность сборочных операций над первой партией для создания первого готового изделия и выполняют вторую последовательность сборочных операций над второй партией для создания второго готового изделия, причем первая последовательность сборочных операций и вторая последовательность сборочных операций отличаются друг от друга.
15. Способ по п.13 или 14, в котором используют контроллер, выполненный с возможностью управления транспортировкой изделий вдоль одного пути, выбранного из различных последовательностей сборочных операций.
16. Способ упаковки табачных изделий посредством выполнения последовательных сборочных операций с изделиями и упаковочными материалами, на которых изделия упаковываются в пачки из упаковочного материала, и при этом изделия и упаковочный материал выборочно подвергают различным последовательностям сборочных операций так, что последовательные партии различных изделий упаковываются в одинаковые или разные пачки в соответствии с выбранной последовательностью.
17. Способ по п.16, в котором используют контроллер, выполненный с возможностью управления транспортировкой изделий вдоль одного пути, выбранного из различных последовательностей сборочных операций.
18. Способ упаковки табачных изделий посредством выполнения последовательных сборочных операций с изделиями и упаковочными материалами, на которых изделия упаковываются в пачки из упаковочного материала, и при этом изделия и упаковочный материал выборочно подвергают различным последовательностям сборочных операций, причем используют контроллер, выполненный с возможностью управления транспортировкой через машину изделий вдоль одного пути, выбранного из множества альтернативных последовательностей сборочных операций, и осуществляют последовательную упаковку последовательных партий одинаковых или разных табачных изделий выборочно в одинаковые или разные упаковочные материалы в соответствии с выбранной последовательностью.
| Способ выявления потенциально неустойчивых участков в откосах массива горных пород | 1989 |
|
SU1645513A1 |
| МАШИНА ДЛЯ УПАКОВКИ ПАПИРОС | 1927 |
|
SU11163A1 |
| СПОСОБ ПЕРЕДАЧИ ТАБАЧНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2226485C2 |

