Изобретение относится к изготовлению плитника, как самостоятельного изделия, так и с возможностью установки противоосколочных пакетов и бронеплит.
В настоящем изобретении используются следующие термины и знания, известные в данной области техники:
Плитник - это чехол для бронеплит, но его можно довести до уровня полноценного бронежилета, установив бронеплиты и противоосколочные пакеты.
Бронежилет - готовое изделие с установленным классом бронезащиты, обычно сочетающее противоосколочные пакеты и бронеплиты. (dms-mk1.livejournal.com).
Противоосколочный пакет - выполненный из по меньшей мере десяти слоев баллистического материала из арамидных волокон.
Камербанд - бока бронежилета (левая и правая стороны), с ячейками molle и возможностью размещения внутрь противоосколочных пакетов.
MOLLE –минус: MOLLE - это система крепления для снаряжения, которая представляется собой настрачивание стропной системы на изделие для получения крепежных отверстий, в свою очередь MOLLE – минус исключает настрачивание стропной системы на изделие т.к. крепежные отверстия вырезаются на лазерном оборудовании.
Триплированная ткань - ткань, состоящая из трех слоев.
ИК-ремиссия - свойство ткани поглощать инфракрасные лучи.
ЭВА спил — Этиленвинилацетат — лёгкий и упругий материал, обладающий хорошими амортизирующими свойствами, превосходит полиэтилен по прозрачности и эластичности при низких температурах, обладает повышенной адгезией к различным материалам (Википедия).
Известны плитники, в которых бронеплиты и другие элементы защиты располагаются в чехлах
(https://cdn1.ozone.ru/s3/multimedia-q/6470689802.jpg; https://avatars.mds.yandex.net/get-mpic/5266697/img_id1286507833706080207.jpeg/orig;https://7-62.ru/wa-data/public/shop/products/68/10/11068/images/11146/11146.970.jpg;
https://primegun.ru/upload/iblock/666/6661507551fb48ab57cbe863c6d1507a.jpg).
Бронежилеты российской армии и армий других стран и коммерческие бронежилеты используют чехлы для бронеплит и противоосколочных пакетов.
Известен бронежилет, содержащий размещенные в чехлах и соединенные крепежно-регулировочными элементами на текстильную застежку грудную и спинную секции, выполненные в виде набора защитных элементов, каждый из которых состоит из биметаллической бронепластины, пакета баллистической ткани из высокомодульного волокна и демпфирующего элемента. (пат. RU N 2172920, 2001).
Известен бронежилет, содержащий переднюю полочку и спинку, выполненные из многослойной высокомодульной ткани, снабженные вентиляционно-амортизационным подпором и бронеэлементами, защитный фартук, воротник, откидную планку, козырек в верхней части спинки, средства крепления составных элементов жилета и подгонки его по фигуре человека, поясной ремень, наплечники, снабженные упорами для ремней носимого имущества и приклада оружия. Жилет снабжен съемным чехлом под бронепанели, фартуком и откидной планкой, прикрепленными к передней полочке карабинами. Съемный чехол под бронепанели снабжен синтетическими лентами с петлей на концах, охватывающими низ бронепанели и прикрепляемых петлей за карабины чехла, а на боковой поверхности откидной планки - шлевкой из синтетической ленты, (пат. №2229673, 2002 г.).
Известен бронежилет общевойсковой модульный, который выполнен по модульному принципу и состоит из отдельных модулей: грудной секции, спинной секции, боковой левой секции и боковой правой секции, Бронежилет характеризуется тем, что грудная, спинная и боковые секции снабжены чехлами для размещения защитных противоосколочных экранов и карманами для противопульных бронепанелей - унифицированных для груди и спины и для боковых секций и фартука (патент на полезную модель № 107338, приоритет- 15.03. 2011, публ. 10.08.2011). Это техническое решение принимается за прототип.
Недостатки чехлов для плитников или бронежилетов в целом:
1. Чехол имеет достаточно сложную объемную конструкции, поэтому он шьется на специализированных предприятиях руками опытных специалистов. Т.е. изделие трудоемкое, а значит его себестоимость и конечная цена является достаточно большой. Кроме того, достаточно высокая трудоемкость изготовления чехла (плитника или бронежилета в целом) представляет собой определенную проблему для организации производства чехлов для (плитников и бронежилетов) в массовом количестве, что является актуальной задачей.
2. Чехлы известных конструкций имеют периметр и площадь, значительно большие, чем периметр и площадь бронеплиты, установленной в нем. Такое несоответствие существенно затрудняет создание бронежилетов с эффективной противоосколочной защитой, прежде всего в верхней и боковых зонах за пределами периметра бронеплиты. Это обстоятельства отмечено было и в патенте RU N 2172920, 2001): «…в бронежилете высока вероятность поражения пользователя в области плеч и боков вследствие отсутствия достаточной защиты плечевой и боковой областей, отсутствует защита паховой области».
3. Чехол на практике может порваться и тогда все содержимое чехлов грудной и спинной секций может оказаться на земле. Порванный чехол требует замены, а отдельно его найти непросто.
4. Грязный чехол приходится мыть полностью, а не одну из необходимых частей. Для этого необходимо полностью разбирать и вынимать, а потом вставлять назад все его содержимое (бронеплиты, противоосколочные пакеты), что требует определенного времени и составляет неудобство.
5. Таким образом, само наличие не модульного чехла не является идеальным конечным результатом конструкции плитника или бронежилета.
Технический результат заявляемого изобретения заключается в устранении вышеописанных недостатков, присущих плитникам с пришитыми карманами для грудной и спинной секций, а также с боковыми карманами. и создании способа изготовления модульного плитника (бронежилета), являющегося альтернативным вариантом существующим известным конструкциями плитников (бронежилетов), обладающим следующими преимуществами:
а) отсутствуют пришитые грудные, спинные и боковые карманы плитника;
б) возможность изготовления бронежилетов без щелей в смежных с бронеплитой боковой, верхней и нижних зонах;
в) возможность быстрой смены уровня защиты и использования многочисленных вариантов применения модулей;
г) повышение комфорта для воинов в использовании заявляемого плитника;
д) не требуется или существенно уменьшается доля труда швей высшей квалификации, как это имеет место при современном пошиве плитников в специализированных компаниях;
е) возможность снижения себестоимости и цены выпускаемых плитников;
ж) выход на крупносерийное и массовое производство плитников согласно заявляемому способу.
Технический результат заявляемого изобретения достигается использованием способа изготовления и сборки модульного плитника (бронежилета), включающего грудную секцию, спинную секцию, поясную и плечевую секцию, при этом способ включает выбор материалов, раскрой, пошив и сборку плитника, характеризующегося тем, что:
- грудную и спинную секции, состоящие из модулей каркаса груди и спины, изготавливают из триплированного камуфлированного нейлона и прошивают по наружному контуру плитника и на его площади, при этом:
- в комплектацию плитника, по меньшей мере, включают модули каркасов: грудь, спина, камербанд,
- по периметру модулей каркасов груди и спины выполняются элементы крепления, образующие совместно с модулями груди и спины карманы для чехлов с баллистическими плитами;
- плитник изготавливают из триплированного камуфлированнного нейлона;
- в технологии раскроя модулей каркасов груди, спины и камербанда используют лазерное оборудование, текстильные стропы нарезают при помощи ультразвуковой машинки;
- в технологии пошива плитника осуществляют отстрачивание модулей каркасов груди, спины и камербанда по контуру для фиксации слоев, придания плотности, и предотвращения расслаивания ткани, а также отстрачивание системы MOLLE –минус.
Такая конструкция грудного, спинного модулей и элементов крепления позволяет исключить обычно пришиваемые к плитнику грудной, спинной и боковые чехлы плитника.
Из нижеприведенных фигур видно, что модули каркаса груди, спины и камербанда и другие элементы выполнены плоскими, образуя единую плоскую структуру, что существенно упрощает конструкцию и сборку плитника по сравнению с прототипом, а выполнение плитника из триплированного камуфлированного нейлона отвечает необходимым требованиям к плотности и износостойкости материала для плитника.
Кроме того, способ характеризуется тем, что элементы крепления, образующие совместно с модулями груди и спины карманы для чехлов с баллистическими плитами, представляют собой боковые и нижний клапаны, а также верхние стропы, при этом используют ткань велкро и контактную липучку велкро для закрепления чехлов с баллистическими плитами в карманах плитника,
Элементы крепления могут быть выполнены разными в различных вариантах исполнения плитника.
Охватывание (обтяжка) элементами крепления чехлов с баллистическими плитами (или бронеплитами) позволяет создать конструкцию полного бронежилета без щелей в верхней и боковых зонах плитника.
Кроме того, способ характеризуется тем, что в качестве материала плитника используют триплированный камуфлированный нейлон с ИК-ремиссией плотностью 1000D.
Кроме того, способ характеризуется тем, что на внутреннюю сторону модуля каркаса камербанда пришивают ткань велкро, образуя карман для установки баллистических пакетов, внешняя часть велкро ткани предназначена для установки климатико-амортизационный подпора (КАП).
Кроме того, способ характеризуется тем, что сборку плитника осуществляют следующим образом:
- во внутренние карманы модулей каркаса груди и спины вставляют чехлы с баллистическими плитами;
- на модуль каркаса груди устанавливают ответные части замка для модуля каркаса груди и спины, изготовленного из пластика ацеталь;
- на плечевой ремень ставят вторую часть замка для модуля каркаса груди и спины и плечевая капа, кап зашнуровывают шнуром;
-на патронташ надевают одну из частей фастекса и пристегивают к ответной части, которая находится на модуле каркаса груди.
Кроме того, способ характеризуется тем, что:
- сборку модуля каркаса камербанда начинают с установки баллистических пакетов в карманы камербандов;
- модуль каркаса камербанда устанавливают на модуль каркаса спины с внешней стороны под пришивной клапан и фиксируют через страховочный шнур;
- камербанды собираются между собой эластичным шнуром shock cord и устанавливают вторую часть замка для модуля каркаса груди и спины.
Кроме того, имеются дополнительные возможности:
- оперативного изменения класса защиты;
- крепления различных модулей, съемных подсумков на плитнике.
Разработка плитника без чехлов в грудной, спинной и боковых секциях, согласно заявляемому способу, является альтернативным вариантам существующим известным конструкциями плитников (бронежилетов), причем весьма экономически эффективным.
Заявляемой изобретение представлено на следующих фигурах:
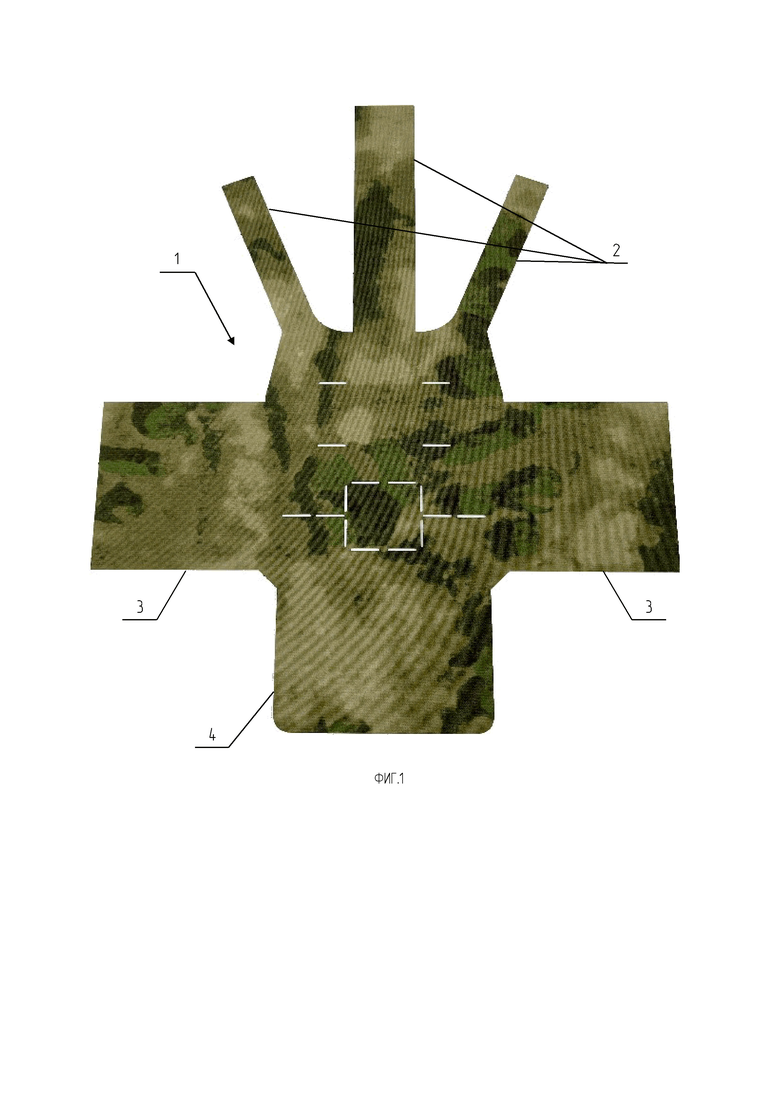
Фиг. 1 – модуль каркаса груди (фото);
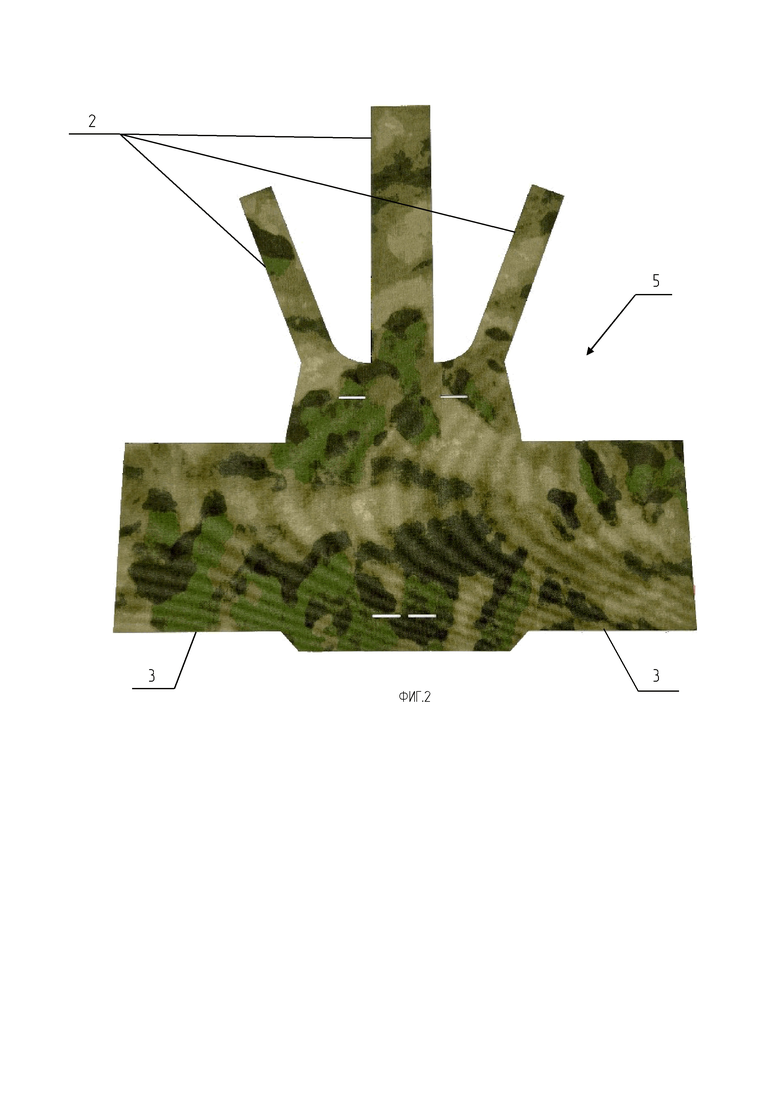
Фиг. 2 – модуль каркаса спины (фото);
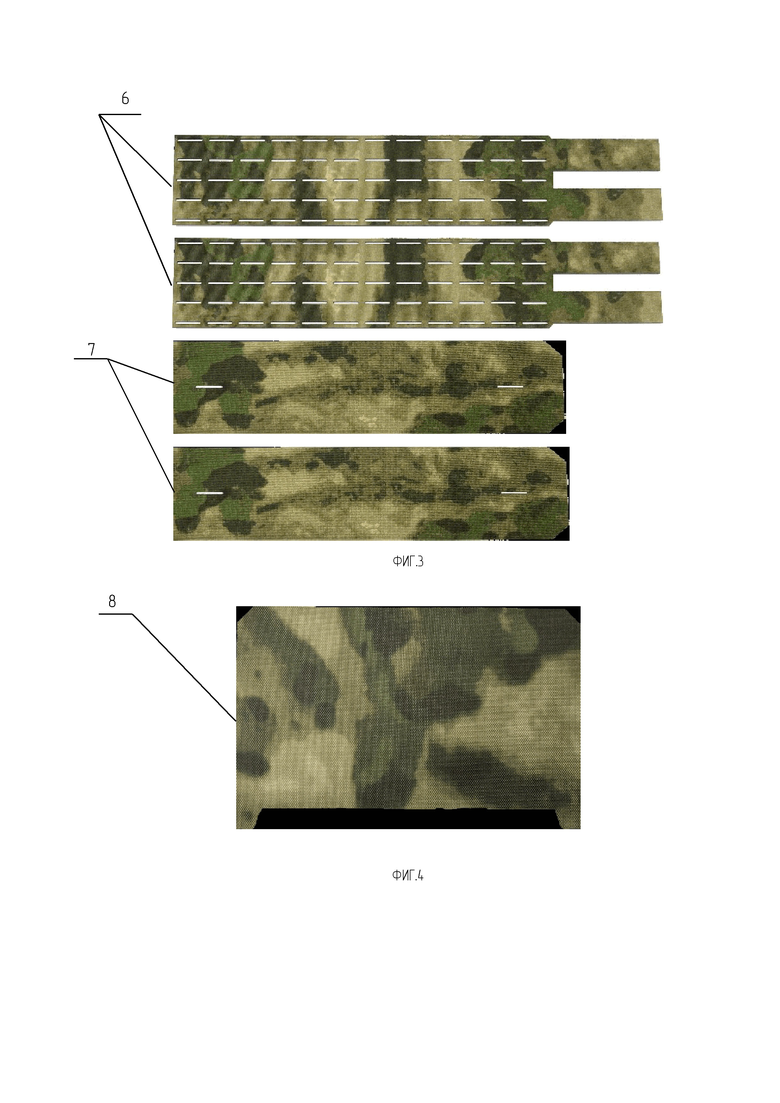
Фиг. 3 – модуль каркаса камербанда (фото);
Фиг. 4 – патронташ (фото);
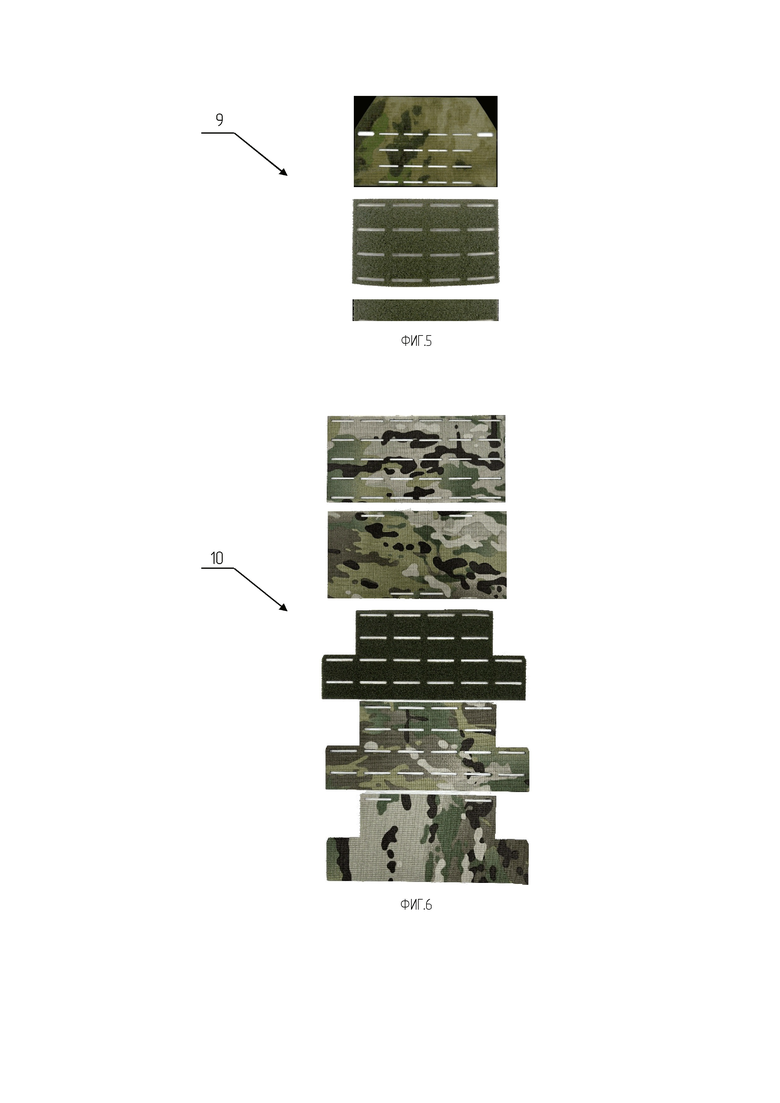
Фиг. 5 – комплектующие MOLLE-минус для модуля каркаса груди (фото);
Фиг. 6 – комплектующие MOLLE-минус для модуля каркаса спины (фото);
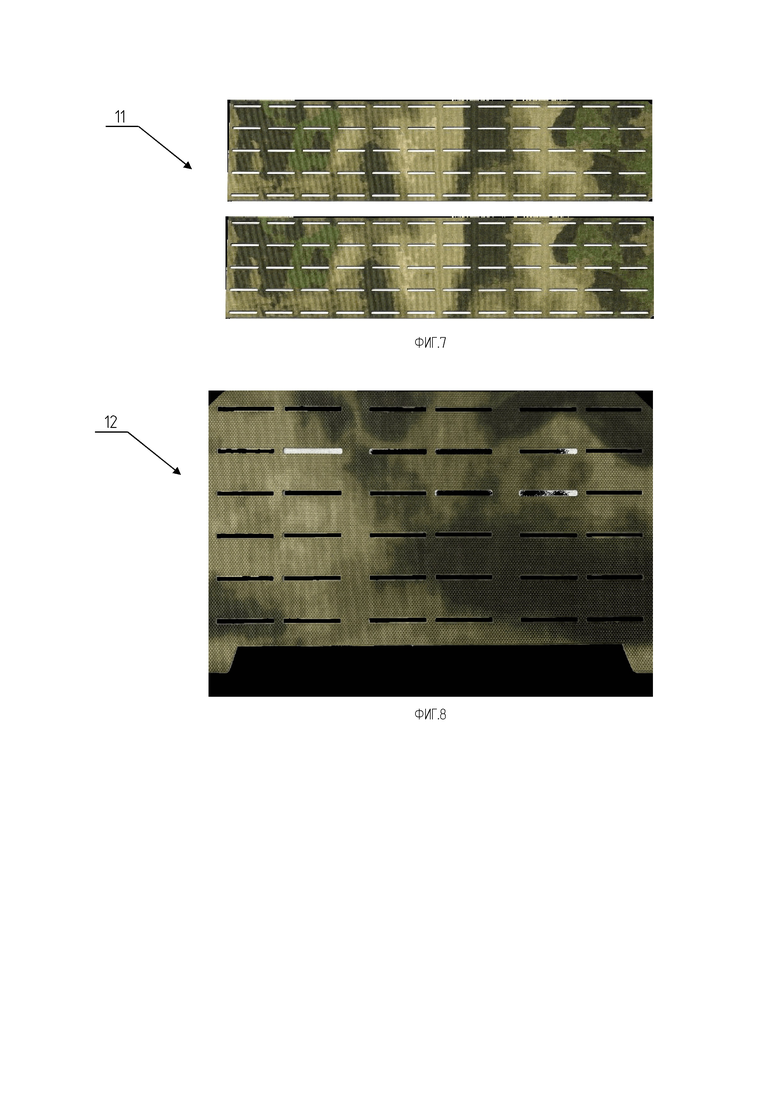
Фиг. 7 – комплектующие MOLLE-минус для модуля каркаса камербанда (фото);
Фиг. 8 – комплектующие MOLLE-минус для патронташа (фото);
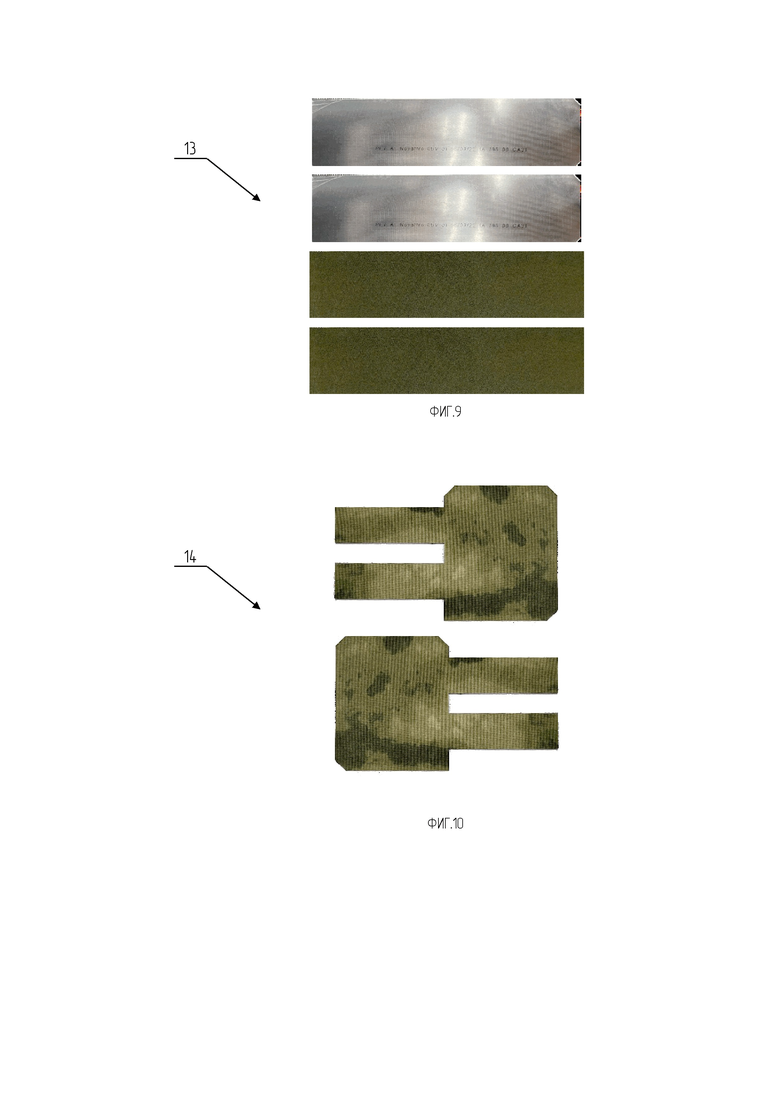
Фиг. 9 - комплектующие для модуля каркаса камербанда (фото);
Фиг. 10 – комплектующие для бесшумного замка для камербанда (фото);
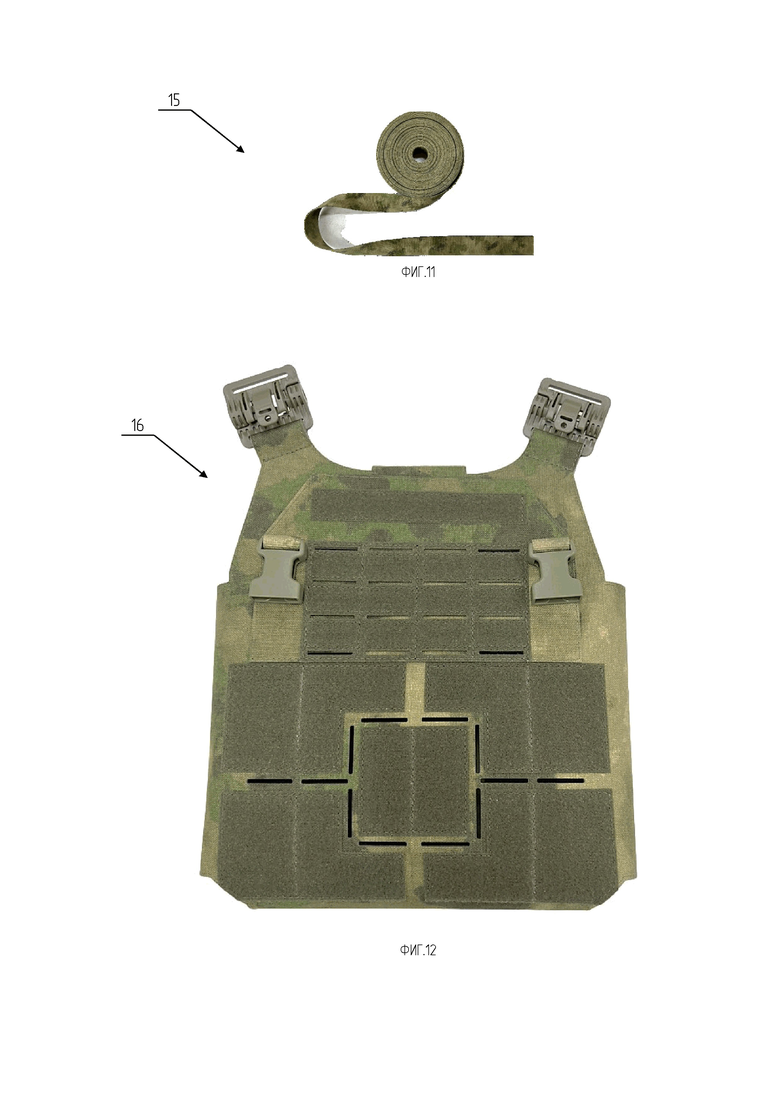
Фиг. 11 – текстильные стропы (фото);
Фиг. 12 – модуль каркаса груди в сборе (фото);
Фиг. 13 – модуль каркаса спины в сборе (фото);
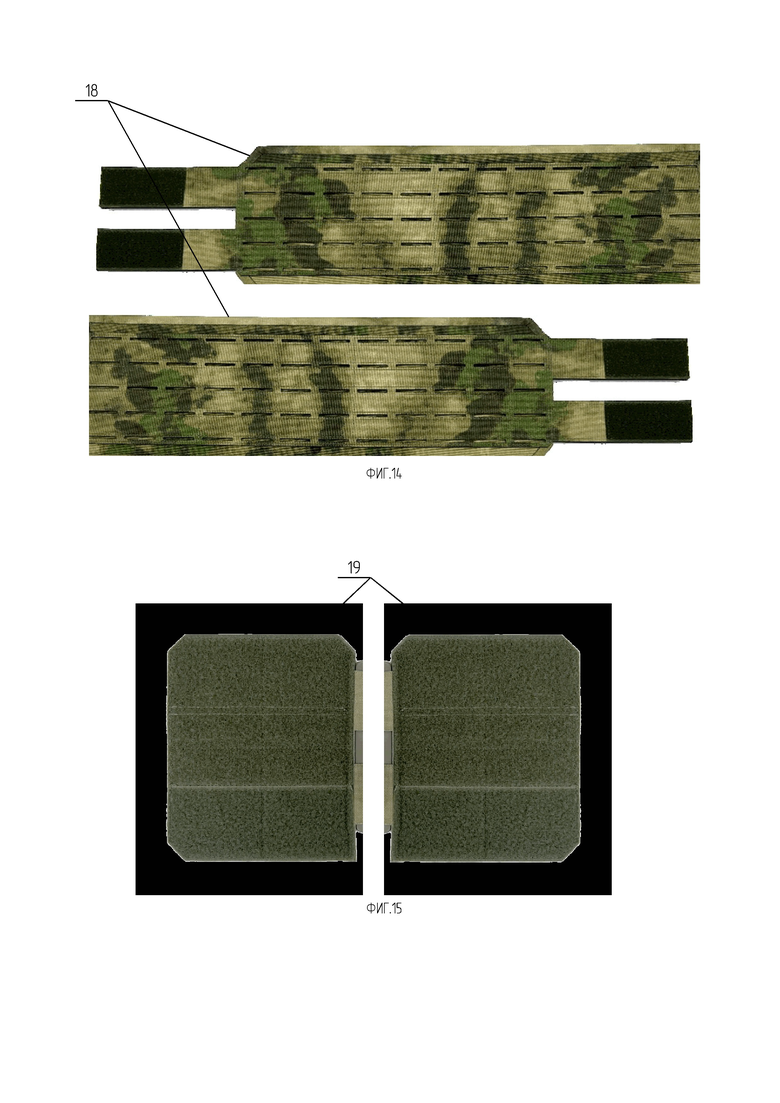
Фиг. 14 – модуль камербанда в сборе (фото);
Фиг. 15 – модуль бесшумного замка для камербанда (фото);
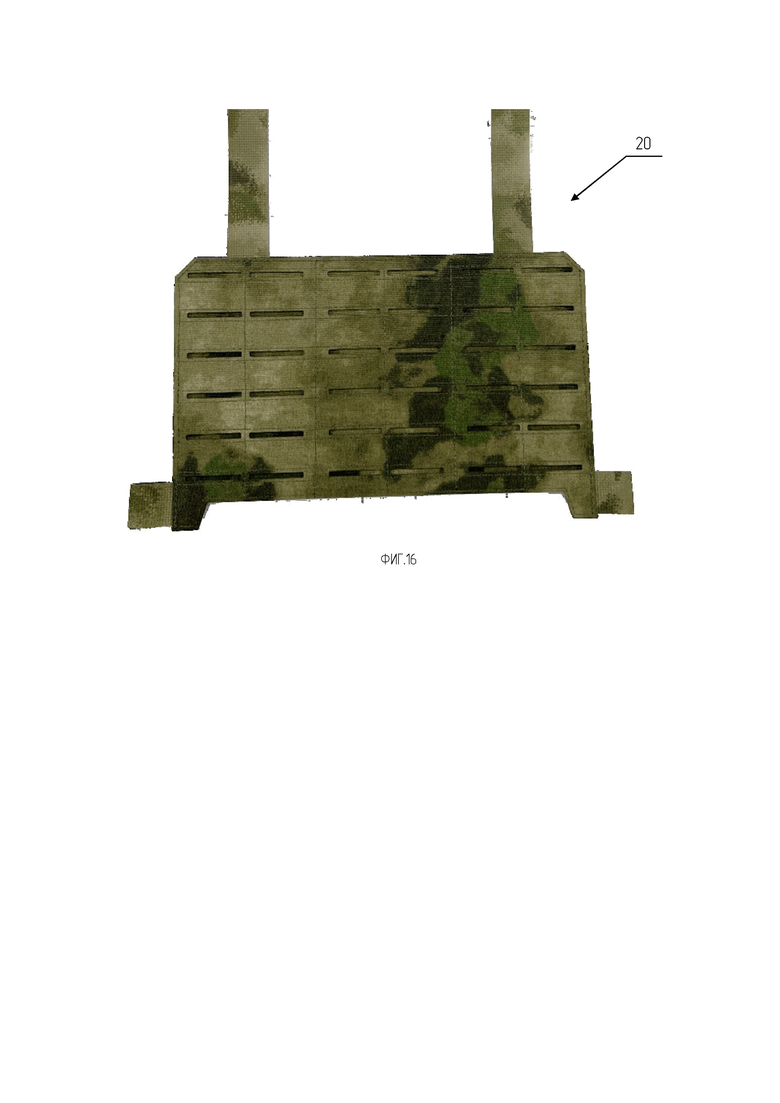
Фиг. 16 – патронташ в сборе (фото);
Фиг. 17 – внутренняя сторона модуля каркаса груди (фото);
Фиг. 18 – внутренняя сторона модуля каркаса спины (фото);
Фиг. 19 –карманы для чехлов с баллистическими плитами (фото);
Фиг. 20 – чехлы для баллистических плит (фото);
Фиг. 21 – клапан к модулю каркаса спины (фото);
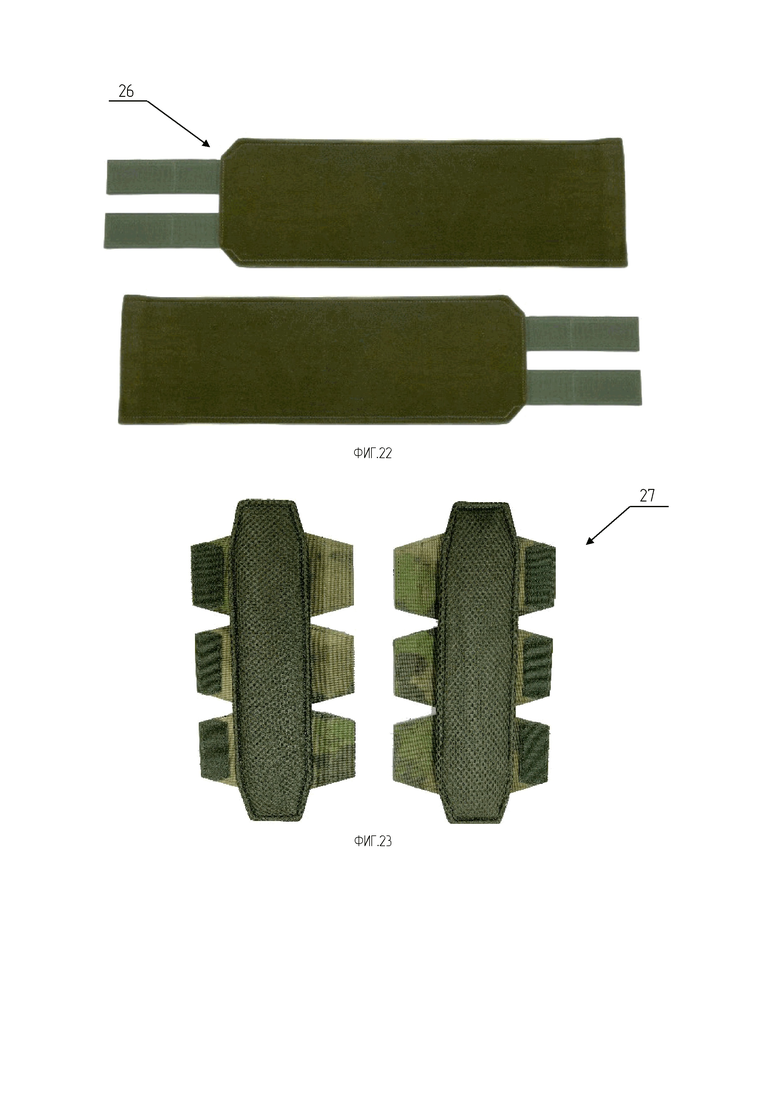
Фиг. 22 – внутренняя сторона модуля каркаса камербанда (фото);
Фиг. 23 – платформа плечевого капа (фото);
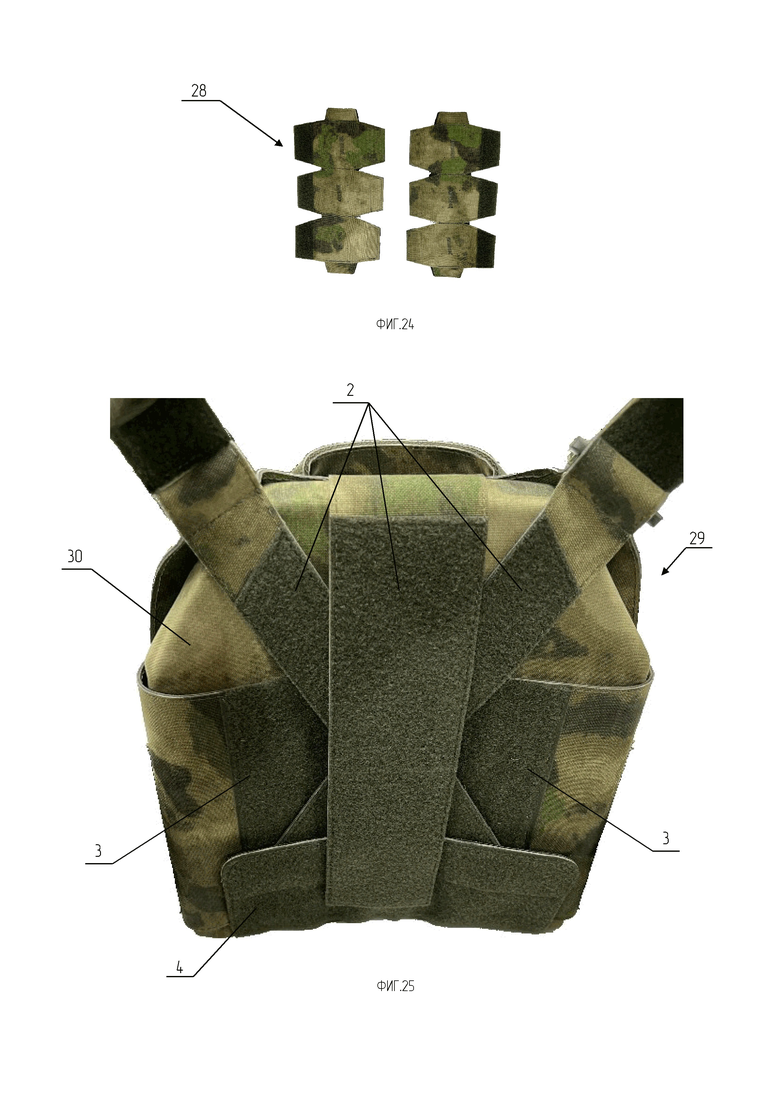
Фиг. 24 - крепежный модуль платформы плечевого капа (фото);
Фиг. 25 – установка баллистических плит на модуле (фото);
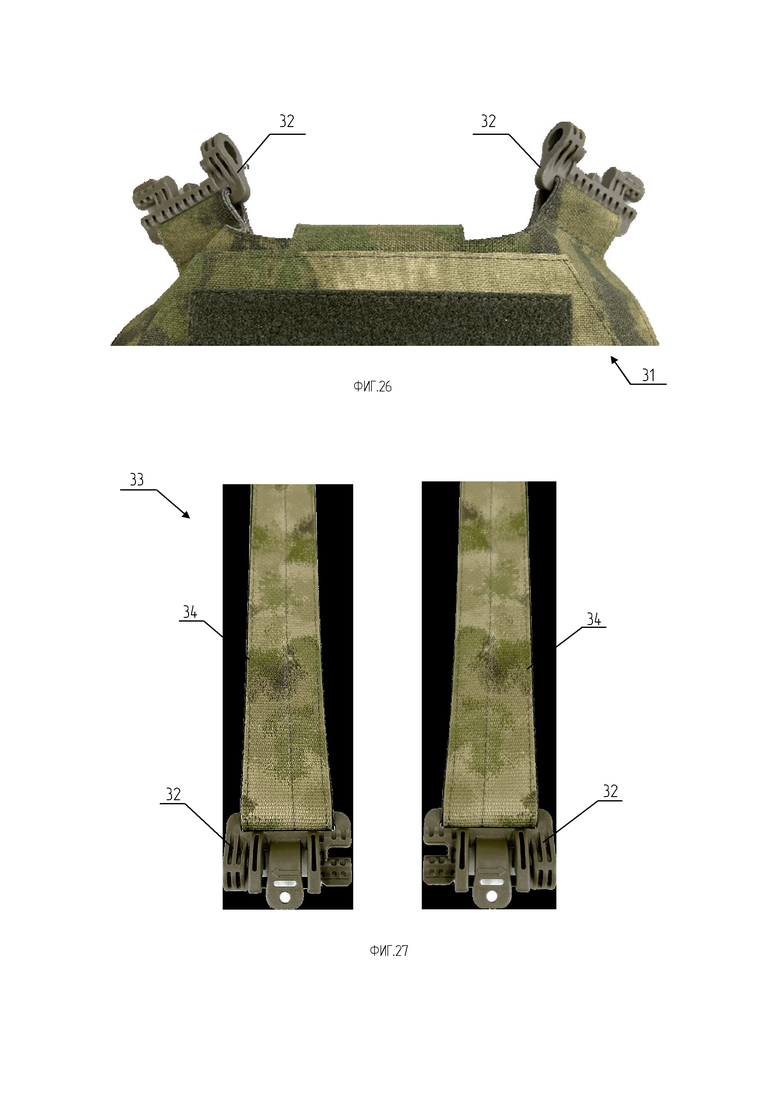
Фиг. 26 – установка ответных частей бесшумных замков на модуль каркаса груди (фото);
Фиг. 27 – установка на плечевые ремни второй части бесшумного замка (фото);
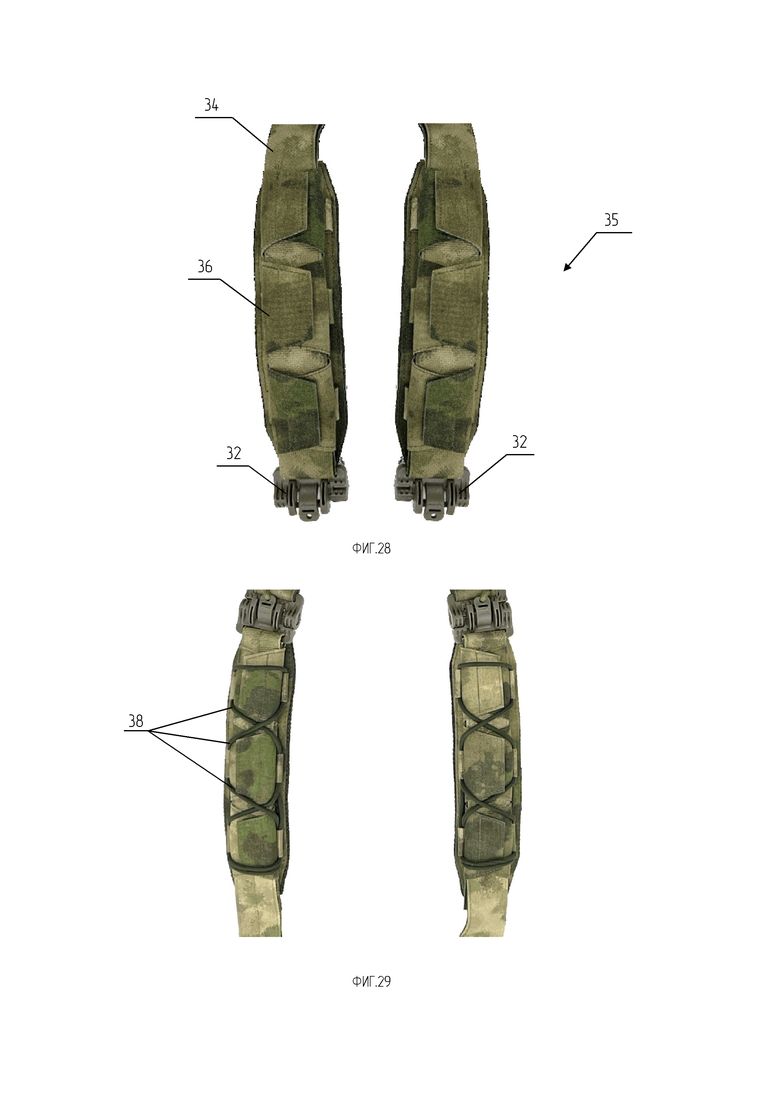
Фиг. 28 – установка плечевых кап на плечевые ремни (фото);
Фиг. 29 – зашнурованные плечевые капы (фото);
Фиг. 30 – надевание на патронташ одной из частей фастекса (фото);
Фиг. 31 – пристегивание фастекса к ответной части, на модуле каркаса груди (фото);
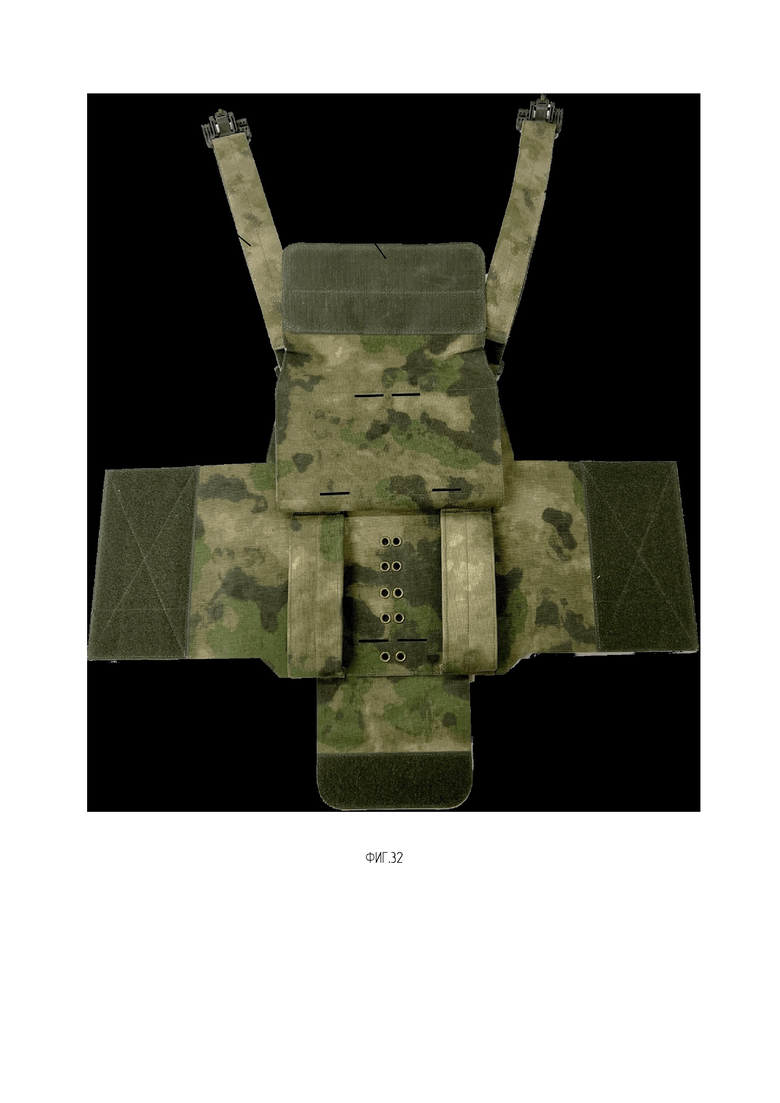
Фиг. 32 – установка модуля каркаса камербанда на модуль каркаса спины под пришивной клапан (фото);
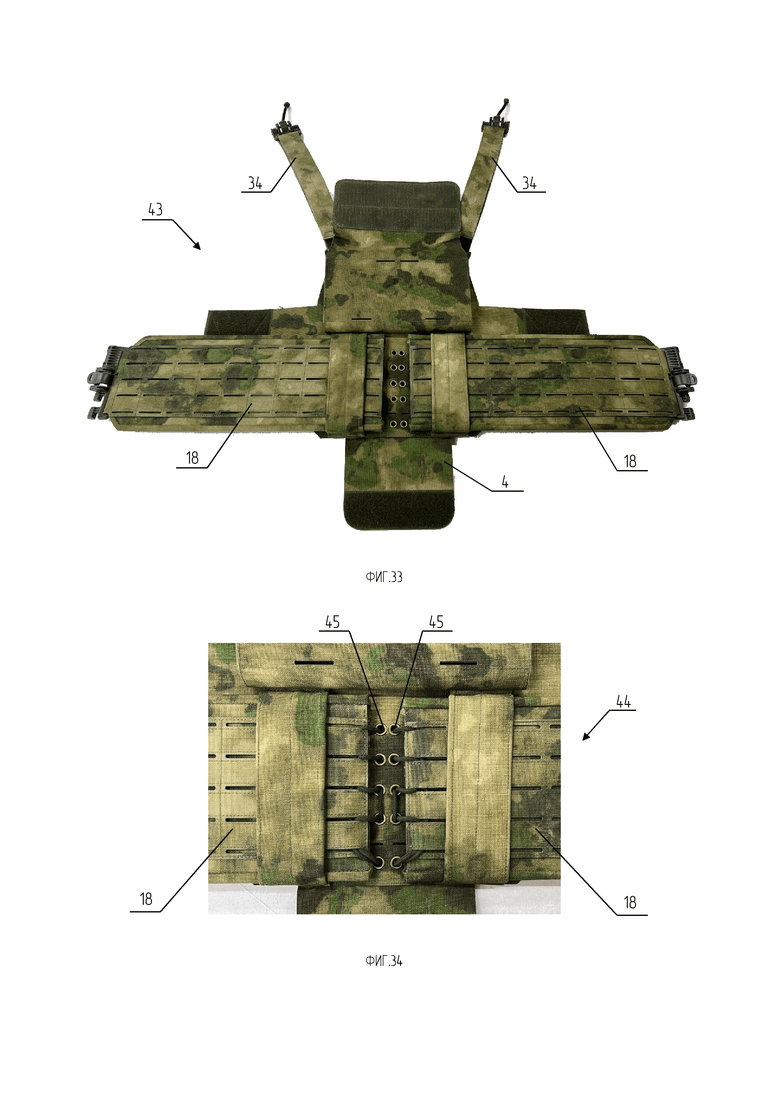
Фиг. 33 – фиксация модуля каркаса камербанд через стропную систему (фото);
Фиг. 34 - сборка камербанда эластичным шнуром (фото);
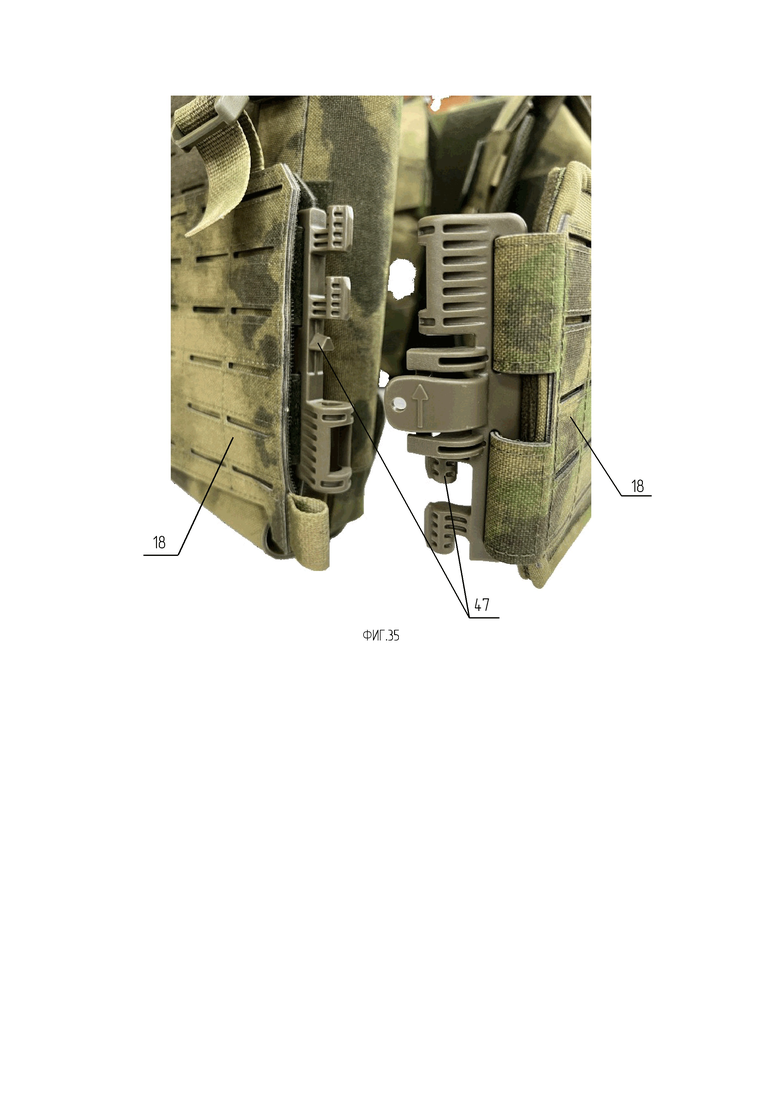
Фиг. 35 – установка второй части бесшумного замка (фото).
Номера позиций на фигурах:
1 – модуль каркаса груди (фиг. 1);
2 – верхние элементы крепления чехла с баллистической плитой (фиг. 1, 2);
3 – боковые элементы крепления чехла с баллистической плитой (фиг. 1, 2);
4 - нижние элементы крепления чехла с баллистической плитой (фиг. 1, 2);
5 - модуль каркаса спины;
6 – элементы модуля каркаса камербанда (левый, правый - наружные)(фиг. 3);
7 - элементы модуля каркаса камербанда (левый, правый - внутренние)(фиг. 3);
8 – патронташ (фиг. 4);
9 – комплектующие MOLLE-минус для модуля каркаса груди (фиг. 5)
10 – комплектующие MOLLE-минус для модуля каркаса спины (фиг. 6)
11 – комплектующие MOLLE-минус для модуля каркаса камербанда (фиг. 7)
12 – комплектующие MOLLE-минус для патронташа (фиг. 8);
13 – комплектующие для модуля каркаса камербанда (фиг. 9);
14 – комплектующие для бесшумного замка для камербанда (фиг. 10);
15 – текстильные стропы (фиг. 11);
16 – модуль каркаса груди в сборе (фиг. 12);
17 – модуль каркаса спины в сборе (фиг. 13);
18 – модуль камербанда в сборе (фиг. 14);
19 – модуль бесшумного замка для камербанда (фиг. 15);
20 – патронташ в сборе (фиг. 16);
21 – внутренняя сторона модуля каркаса груди с образованием кармана (фиг. 17);
22 – внутренняя сторона модуля каркаса спины (фиг. 18);
23 – карманы для чехлов с баллистическими плитами: а) – грудной, б) - спинной
(фиг. 19);
24 – чехлы для баллистических плит (фиг. 20);
25 – клапан к модулю каркаса спины (фото);
26 – внутренняя сторона модуля каркаса камербанда (фиг.22);
27 – платформа плечевого капа (фиг. 23);
28 - крепежный модуль платформы плечевого капа (фиг.24);
29 – установка баллистической плиты с чехлом (30) на спинном модуле (фиг. 25);
31 – установка ответных частей бесшумных замков (32) на модуль каркаса груди (фиг.
26);
33 – установка на плечевые ремни (34) второй части бесшумного замка (фиг. 17,18, 27);
35 – установка плечевых кап (36) на плечевые ремни (34) (фиг. 28);
37 – зашнурованные (шнур – 38) плечевые капы (фиг. 29);
39 – надевание на патронташ (8) одной из частей фастекса (40) (фиг. 30);
41 – пристегивание фастекса (40) к ответной части, на модуле каркаса груди (1) (фиг.
31);
42 – установка модуля каркаса камербанда на модуль каркаса спины под пришивной клапан (фиг. 32);
43 – фиксация модуля каркаса камербанда (18) через стропную систему (фиг.33);
44 - сборка камербанда эластичным шнуром (45) (фиг.34);
46 – установка второй части бесшумного замка (47) камербанда (18) (фиг.35).
Описание изобретения включает следующие разделы:
1. Комплектация плитника
2. Используемый материал
3. Технология раскроя
4. Технология пошива
5. Сборочный процесс.
1. Комплектация плитника:
1. Модуль каркаса груди -1 шт.
2. Модуль каркаса спины -1 шт.
3. Чехол под баллистическую плиту -2 шт.
4. Модуль каркаса камербанда -1 шт.
5. Модуль патронташа с фиксирующими фастексами -1 шт.
6. Плечевой ремень -2 шт.
7. Плечевой кап -2 шт.
8. Бесшумный замок для камербанда -2 шт.
9. Бесшумный плечевой замок для модуля каркаса груди -2 шт.
2. Используемый материал
1. Модули каркасов груди и спины сшиты из триплированного камуфлированного нейлона с ИК-ремиссией плотностью 1000D, при пошиве используются: контактная липучка велкро (25 мм, 40 мм, 70 мм, 100 мм), текстильная стропа 25 мм, текстильная стропа 50 мм.
2. Чехол под баллистическую плиту сшит из камуфлированного нейлона с ИК-ремиссией плотностью 600D, при пошиве используются: контактная липучка велкро 30 мм, текстильная стропа 40 мм.
3. Модуль каркаса камербанда сшит из триплированного камуфлированного нейлона (с ИК-ремиссией) плотностью 1000D, при пошиве используются: контактная липучка велкро (25 мм,40 мм), текстильная стропа 25 мм, петельная ткань велкро, пластик (А-ПЭТ).
4. Модуль патронташа сшит из триплированного камуфлированного нейлона (с ИК-ремиссией) плотностью 1000D, при пошиве используются: контактная липучка велкро 50 мм, фастексы из пластика ацеталь.
5. Плечевой ремень сшит из текстильной стропы 40 мм и контактной липучки велкро 40 мм.
6. Плечевой кап сшит из триплированного камуфлированного нейлона (с ИК-ремиссией) плотностью 1000D, при пошиве используются: контактная липучка велкро 25 мм, сетка 3D AIR MESH, поролон 5 мм, эва спил 5 мм, текстильная стропа 25 мм, шнур shock cord.
7. Кармербанд сшит из триплированного камуфлированного нейлона с ИК-ремиссией плотностью 1000D, при пошиве используются: контактная липучка велкро 40 мм, замок изготовлен из пластика ацеталь.
8. Замок для модуля каркаса груди и спины изготовлен из пластика ацеталь.
3. Технология раскроя
Модули каркасов: груди (Фиг.1), спины (Фиг.2), камербанда (Фиг.3) и патронташа (Фиг.4) раскраиваются при помощи лазерного оборудования. Комплектующие MOLLE-минус для модулей каркасов: груди (Фиг.5), спины (Фиг. 6), камербанд (Фиг.7) и патронташа (Фиг.8) также раскраиваются при помощи лазерного оборудования. Комплектующие (Фиг.9) для модуля каркаса камербанда раскраиваются при помощи лазерного оборудования. Комплектующие для бесшумного замка для камербанда и модуля каркаса груди раскраиваются при помощи лазерного оборудования (Фиг.10). Текстильные стропы (Фиг.11) нарезаются при помощи ультразвуковой машинки. В работе используется синтетическая нитка POLYART 901 (плотность 40).
4. Технология пошива
Модули каркасов: груди (Фиг.12), спины (Фиг.13), камербанд (Фиг.14), модуль бесшумного замка для камербанд и груди (Фиг.15), патронташ (Фиг. 16) отстрачиваются по контуру для фиксации слоев, придания плотности и для предотвращения расслаивания ткани, пришивается отстрачивается система MOLLE -минус, контактная липучка велкро. Пришивается текстильная стропа, на которую надевается одна из частей фастекса, ответная часть устанавливается на патронташ, фастекс служит дополнительной фиксацией для патронташа. На внутренние стороны модулей каркаса груди (Фиг.17) и спины (Фиг.18) пришивается контактная липучка велкро, которая образует карманы (Фиг.19) для чехлов (Фиг.20), в которые устанавливаются баллистические плиты. К модульной системе каркаса спины пришивается клапан (Фиг.21), который закрывает сборочный узел модуля каркаса камербанда. На внутреннюю сторону модуля каркаса камербанда пришивается ткань велкро (Фиг.22), образуется карман для установки баллистических пакетов. Внешняя часть велкро ткани предназначена для установки КАПа (климатико-амортизационный подпор). Плечевой ремень сшивается путем пришивания контактной липучки велькро к стропе 40 мм. Плечевой кап сшивается путем сборки ткани, поролона, эва спила (подложка) и сетки, образуя платформу (Фиг.23). К платформе пришивается крепежный модуль (Фиг.24), который предназначен для установки на плечевой ремень.
5. Сборочный процесс
Во внутренние карманы модулей каркаса груди и спины вставляются чехлы с баллистическими плитами (Фиг.25). На модуль каркаса груди устанавливаются ответные части бесшумных замков (Фиг.26), которые нужны для фиксации плечевых ремней и камербанда. На плечевые ремни ставится вторая часть бесшумного замка (Фиг.27), и плечевая капа (Фиг. 28), капы зашнуровываются шнуром (Фиг. 29). На патронташ надевается одна из частей фастекса (Фиг.30) и пристегивается к ответной части, которая находится на модуле каркаса груди (Фиг.31). Сборка модуля каркаса камербанда начинается с установки баллистических пакетов в карманы. Модуль каркаса камербанда устанавливается на модуль каркаса спины с внешней стороны под пришивной клапан (Фиг. 32) и фиксируется через стропную систему (Фиг.33). Камербанды (левый и правый) собираются между собой эластичным шнуром shock cord (Фиг.34) и устанавливается вторая часть бесшумного замка (Фиг.35).
Заявленный способ изготовления модульного плитника (бронежилета) позволяет производить плитники, обеспечивающие высокий уровень защиты жизненно-важных органов и высокий уровень комфорта, являющимися более простыми в изготовлении (нет чехлов, не требуется самая высокая квалификация швей), с меньшей себестоимостью выпускаемой продукции, пригодными для массового производства, с возможностью изготовления бронежилетов без щелей в смежных с бронеплитой боковой, верхней и нижних зонах, с возможностью быстрой смены уровня защиты и использования многочисленных вариантов применения модулей.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОТИВООСКОЛОЧНЫЙ МОДУЛЬ К ПЛИТНИКУ | 2024 |
|
RU2839326C1 |
| БРОНЕЖИЛЕТ | 2022 |
|
RU2814135C1 |
| ИНДИВИДУАЛЬНАЯ БРОНЕЗАЩИТА | 2023 |
|
RU2818875C1 |
| Модульно-боевая система бронезащиты | 2023 |
|
RU2827824C1 |
| КОМБИНИРОВАННЫЙ БРОНЕЖИЛЕТ | 2022 |
|
RU2795922C1 |
| БОЕВОЙ НАГРУДНИК ЗАЩИТНЫЙ | 2010 |
|
RU2437054C1 |
| ОРТОПЕДИЧЕСКИЙ ПРЕДМЕТ ОДЕЖДЫ (ВАРИАНТЫ) | 2008 |
|
RU2381772C1 |
| Опорная стойка с поясом для специального снаряжения | 2019 |
|
RU2707332C1 |
| СИСТЕМА РАЗМЕЩЕНИЯ БРОНЕПАНЕЛЕЙ В ЧЕХЛЕ БРОНЕЖИЛЕТА | 2023 |
|
RU2811732C1 |
| ТРАНСПОРТНО-БОЕВАЯ МОДУЛЬНАЯ СИСТЕМА | 2005 |
|
RU2288622C2 |






Изобретение относится к изготовлению плитника, как самостоятельного изделия, так и с возможностью установки противоосколочных пакетов и бронеплит. Технический результат заявляемого изобретения достигается использованием способа изготовления и сборки модульного плитника (бронежилета), включающего грудную секцию, спинную секцию, поясную и плечевую секцию, при этом способ включает выбор материалов, раскрой, пошив и сборку плитника, характеризующегося тем, что: грудную и спинную секции, состоящие из модулей каркаса груди и спины, изготавливают из триплированного камуфлированного нейлона и прошивают по наружному контуру плитника и на его площади, при этом: в комплектацию плитника, по меньшей мере, включают модули каркасов: грудь, спина, камербанд, по периметру модулей каркасов груди и спины выполняются элементы крепления, образующие совместно с модулями груди и спины карманы для чехлов с баллистическими плитами; плитник изготавливают из триплированного камуфлированнного нейлона; в технологии раскроя модулей каркасов груди, спины и камербанда используют лазерное оборудование, текстильные стропы нарезают при помощи ультразвуковой машинки; в технологии пошива плитника осуществляют отстрачивание модулей каркасов груди, спины и камербанда по контуру для фиксации слоев, придания плотности, и предотвращения расслаивания ткани, а также отстрачивание системы MOLLE –минус. 5 з.п. ф-лы, 35 ил.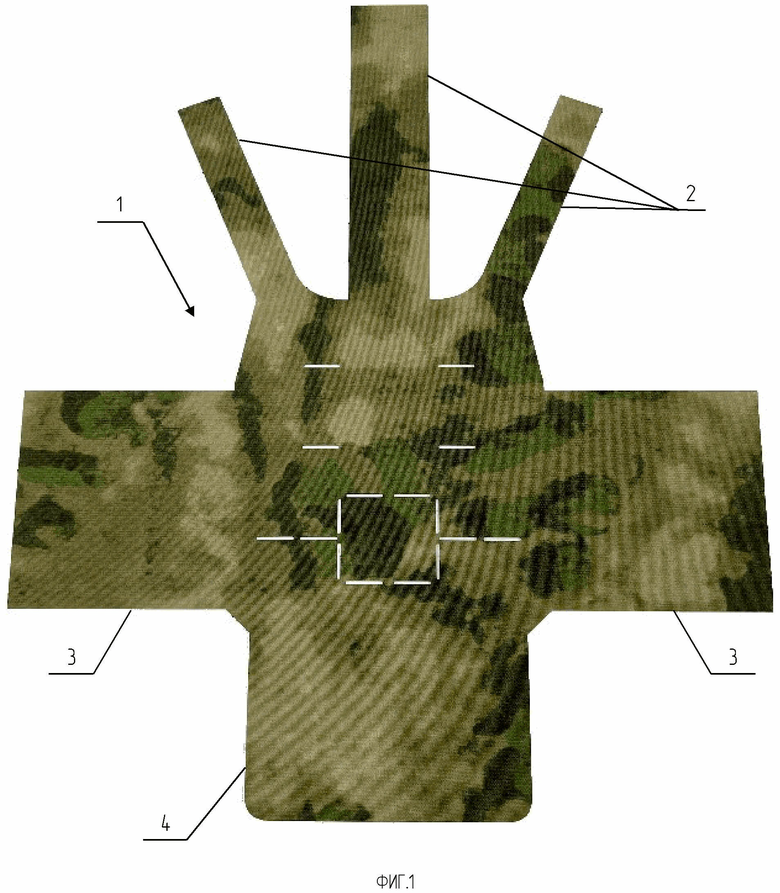
1. Способ изготовления и сборки модульного плитника, включающего грудную секцию, спинную секцию, поясную и плечевую секцию, при этом способ включает выбор материалов, раскрой, пошив и сборку плитника, отличающийся тем, что:
- грудную и спинную секции, состоящие из модулей каркаса груди и спины, изготавливают из триплированного камуфлированного нейлона и прошивают по наружному контуру плитника и на его площади, при этом:
- в комплектацию плитника, по меньшей мере, включают модули каркасов: грудь, спина, камербанд,
- по периметру модулей каркасов груди и спины выполняются элементы крепления, образующие совместно с модулями груди и спины карманы для чехлов с баллистическими плитами;
- плитник изготавливают из триплированного камуфлированнного нейлона;
- в технологии раскроя модулей каркасов груди, спины и камербанда используют лазерное оборудование, текстильные стропы нарезают при помощи ультразвуковой машинки;
- в технологии пошива плитника осуществляют отстрачивание модулей каркасов груди, спины и камербанда по контуру для фиксации слоев, придания плотности, и предотвращения расслаивания ткани, а также отстрачивание системы MOLLE –минус.
2. Способ по п.1, отличающийся тем, что элементы крепления, образующие совместно с модулями груди и спины карманы для чехлов с баллистическими плитами, представляют собой боковые и нижний клапаны, а также верхние стропы, при этом используют ткань велкро и контактную липучку велкро для закрепления чехлов с баллистическими плитами в карманах плитника,
3. Способ по п.1, отличающийся тем, что в качестве материала плитника используют триплированный камуфлированный нейлон с ИК-ремиссией плотностью 1000D.
4. Способ по п.1, отличающийся тем, что на внутреннюю сторону модуля каркаса камербанда пришивают ткань велкро, образуя карман для установки баллистических пакетов, внешняя часть велкро ткани предназначена для установки климатико-амортизационный подпора (КАП).
5. Способ по п.1, отличающийся тем, что сборку плитника осуществляют следующим образом:
- во внутренние карманы модулей каркаса груди и спины вставляют чехлы с баллистическими плитами;
- на модуль каркаса груди устанавливают ответные части замка для модуля каркаса груди и спины, изготовленного из пластика ацеталь;
- на плечевой ремень ставят вторую часть замка для модуля каркаса груди и спины и плечевая капа, кап зашнуровывают шнуром;
-на патронташ надевают одну из частей фастекса и пристегивают к ответной части, которая находится на модуле каркаса груди.
6. Способ по п.1, отличающийся тем, что:
- сборку модуля каркаса камербанда начинают с установки баллистических пакетов в карманы камербандов;
- модуль каркаса камербанда устанавливают на модуль каркаса спины с внешней стороны под пришивной клапан и фиксируют через страховочный шнур;
- камербанды собираются между собой эластичным шнуром shock cord и устанавливают вторую часть замка для модуля каркаса груди и спины.
| БРОНЕЖИЛЕТ | 2000 |
|
RU2172920C1 |
| БРОНЕЖИЛЕТ "ГРАНЬ" | 1993 |
|
RU2081384C1 |
| БРОНЕЖИЛЕТ | 1997 |
|
RU2123167C1 |
| WO 9208608 A1, 29.05.1992. | |||
