ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к вращающейся режущей головке, имеющей поверхности передачи крутящего момента на установочном выступе, и к вращающемуся режущему инструменту, имеющему такую режущую головку, для использования в процессах резки металла, в целом, и для операций сверления, в частности.
ПРЕДПОСЫЛКИ К СОЗДАНИЮ ИЗОБРЕТЕНИЯ
В области режущих инструментов, используемых при сверлении, имеется несколько примеров вращающихся режущих инструментов с режущими головками, имеющими поверхности передачи крутящего момента на установочном выступе.
Патент США 6,582,164 описывает съемный наконечник, имеющий передний конец и задний конец. Передний конец имеет два режущих участка, чередующиеся по окружности с двумя канавками для стружки, а задний конец образован валом, выполненным с возможностью вставки в соединительное отверстие корпуса сверла и имеющим продолжающиеся от него диаметрально противоположные наружные резьбы. Каждая наружная резьба имеет уменьшающийся радиус, определяющий приводную поверхность, которая взаимодействует с приводной поверхностью соответствующей внутренней резьбы корпуса сверла для передачи вращательных усилий между корпусом сверла и съемным наконечником.
Патент США 10,071,430 описывает режущую головку, образованную для вставки в опору модульного вращающегося инструмента. Режущая головка имеет соединительный штифт, имеющий поверхности крутящего момента и зажимные поверхности на внешней периферии. Соединительный штифт разделен на переднюю часть штифта и заднюю часть штифта. Передняя часть штифта образована кольцевой канавкой. Упорные поверхности для осевого предохранения от выдергивания образованы в области перехода между двумя из передней части штифта и задней части штифта. Поверхности крутящего момента и зажимные поверхности расположены в разных частях штифта. Зажимные поверхности, предпочтительно, образованы на передней части штифта, а поверхности крутящего момента, предпочтительно, образованы на задней части штифта.
Задачей настоящего изобретения является создание усовершенствованной вращающейся режущей головки, имеющей вращательные поверхности для передачи крутящего момента на установочном выступе.
Также задачей настоящего изобретения является создание усовершенствованной вращающейся режущей головки, выполненной с возможностью передачи крутящего момента высокого уровня между хвостовиком инструмента и установочным выступом.
Дополнительной задачей настоящего изобретения является создние усовершенствованного вращающегося режущего инструмента, выполненного с возможностью эффективной и оптимизированной передачи крутящего момента между хвостовиком инструмента и вращающейся режущей головкой.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
В соответствии с настоящим изобретением предложена режущая головка, выполненная с возможностью вращения вокруг оси головки в направлении режущего вращения, при этом ось головки задает осевое направление вперед и осевое направление назад, содержащая: наконечниковый участок, имеющий N режущих участков, чередующихся по окружности с N канавками головки, и поверхность основания наконечника, обращенную в осевом направлении назад; и установочный выступ, соединенный с наконечниковым участком, продолжающимся в осевом направлении назад от поверхности основания наконечника и имеющий: установочную торцевую поверхность, удаленную от наконечникового участка, обращенную в осевом направлении назад, и N разнесенных по окружности участков зацепления, каждый участок зацепления включает в себя обращенную радиально наружу зажимную поверхность и поверхность передачи крутящего момента, обращенную в направлении, противоположном направлению режущего вращения, причем N является целым числом больше 1, и в сечении, взятом в первой плоскости головки, перпендикулярной оси головки, пересекающей N участков зацепления и проходящей через N зажимных поверхностей и N поверхностей передачи крутящего момента: первая воображаемая окружность с центром вокруг оси головки, имеющая первый диаметр, описывает N зажимных поверхностей, вторая воображаемая окружность с центром вокруг оси головки и вторым диаметром образована N радиально самыми внешними точками крутящего момента на N поверхностях передачи крутящего момента, и второй диаметр больше девяноста процентов и меньше ста процентов первого диаметра.
Также в соответствии с настоящим изобретением предложен вращающийся режущий инструмент, содержащий в комбинации: хвостовик инструмента, продолжающийся вдоль оси хвостовика и имеющий гнездо для приема головки на его переднем конце, и режущую головку описанного выше типа, съемно прикрепленную к гнезду для приема головки в собранном положении инструмента.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Для лучшего понимания изобретение теперь будет описано только в качестве примера со ссылкой на прилагаемые чертежи, на которых пунктирные линии представляют собой границы отсечки для частичных видов элемента и на которых:
Фиг.1 представляет собой первый вид в перспективе режущей головки в соответствии с некоторыми вариантами выполнения настоящего изобретения;
Фиг.2 представляет собой второй вид в перспективе режущей головки в соответствии с некоторыми вариантами выполнения настоящего изобретения;
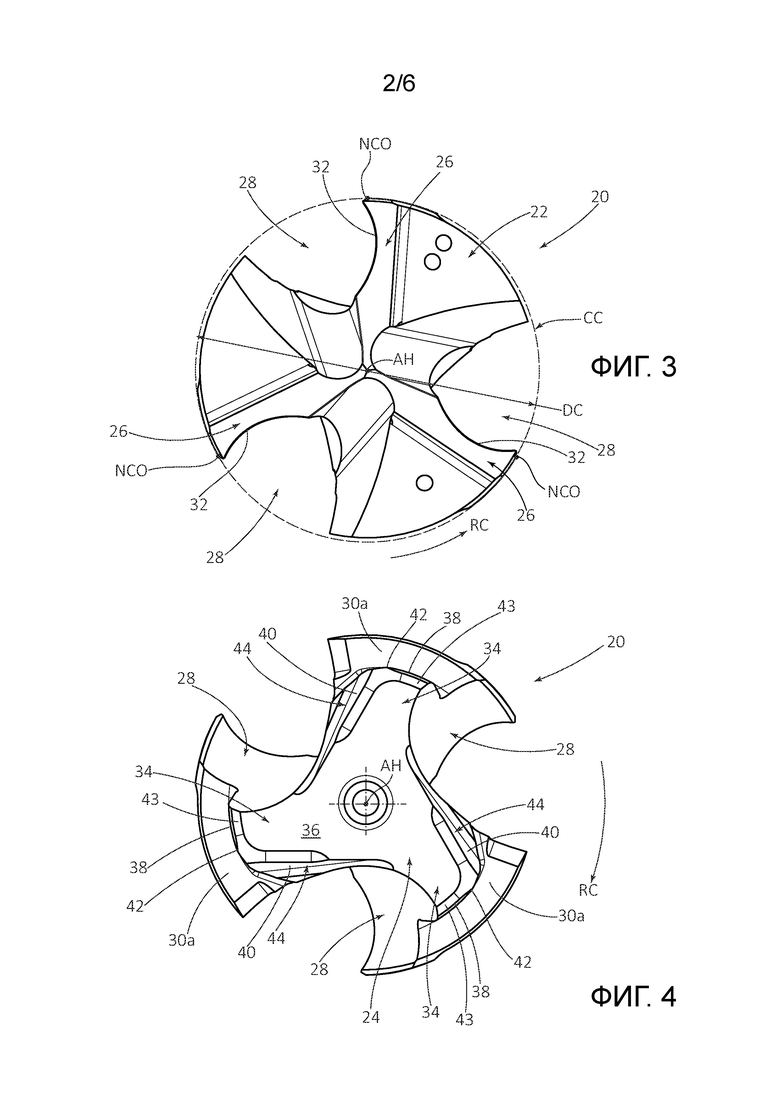
Фиг.3 представляет собой вид спереди режущей головки, показанной на фигурах 1 и 2;
Фиг.4 представляет собой вид сзади на режущую головку, показанную на фигурах 1 и 2;
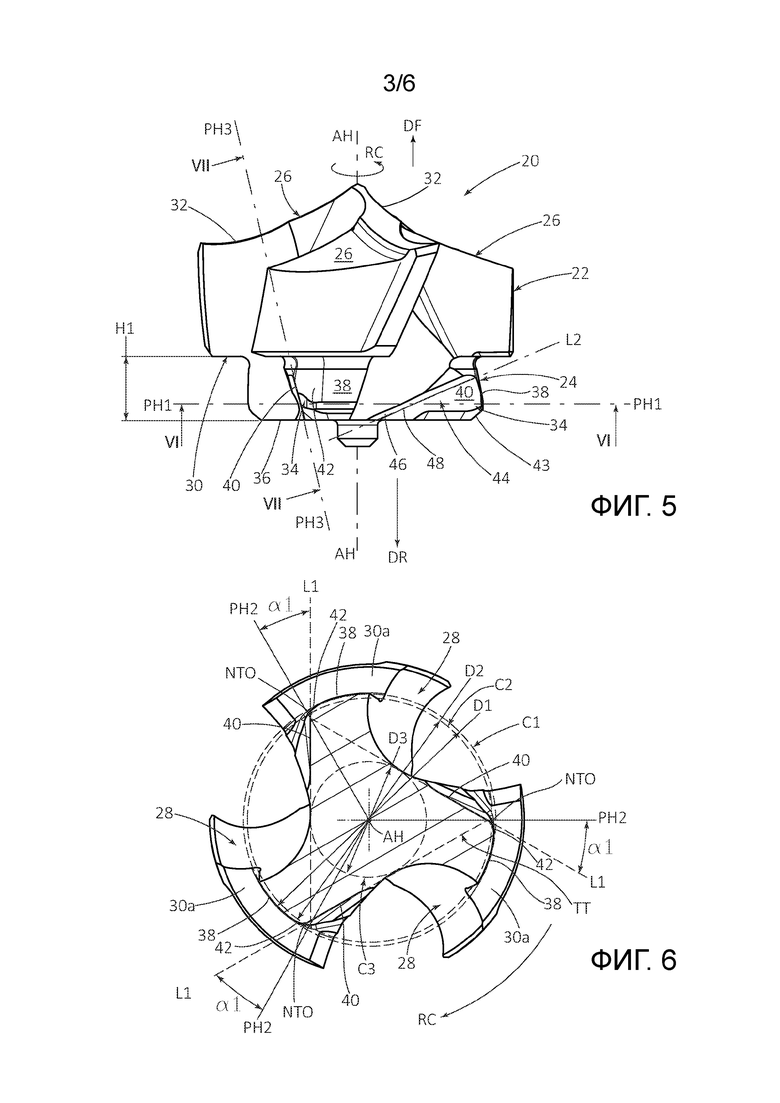
Фиг.5 представляет собой вид сбоку режущей головки, показанной на фигурах 1 и 2;
Фиг.6 представляет собой вид сечения режущей головки, показанной на фиг.5, по линии VI-VI;
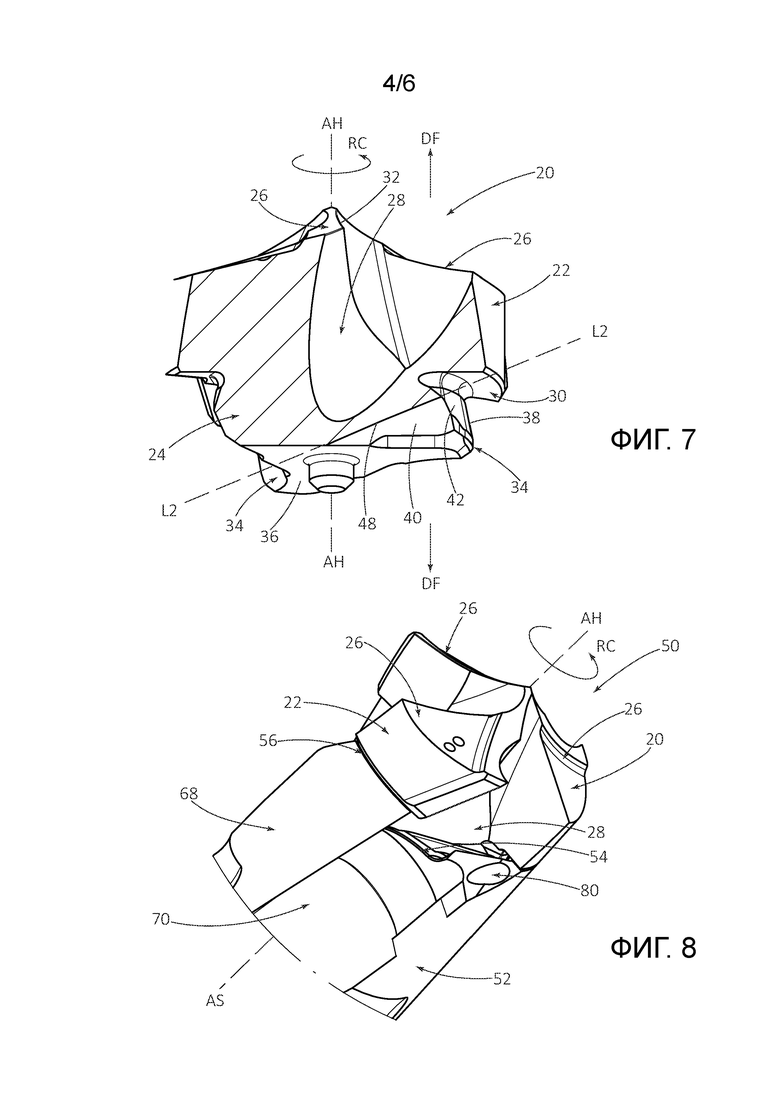
Фиг.7 представляет собой вид сечения режущей головки, показанной на фиг.5, по линии VII-VII;
Фиг.8 представляет собой вид в перспективе вращающегося режущего инструмента в соответствии с некоторыми вариантами выполнения настоящего изобретения;
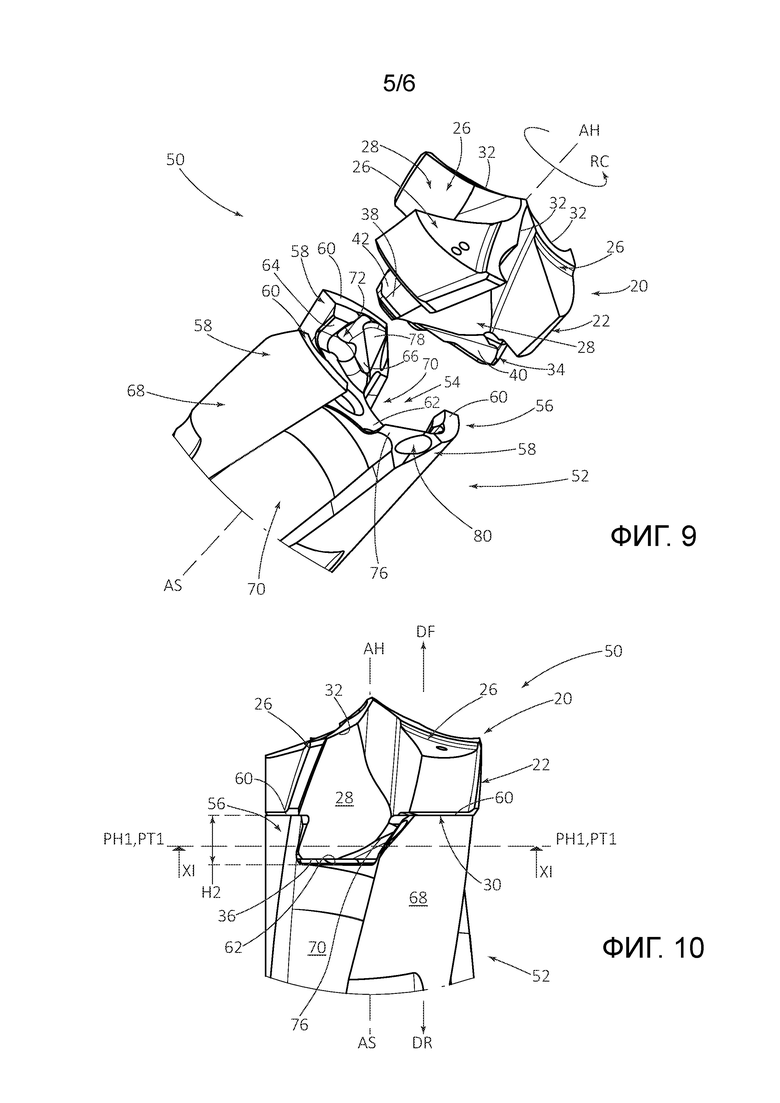
Фиг.9 представляет собой покомпонентный вид в перспективе вращающегося режущего инструмента, показанного на фиг.8;
Фиг.10 представляет собой вид сбоку вращающегося режущего инструмента, показанного на фиг.8;
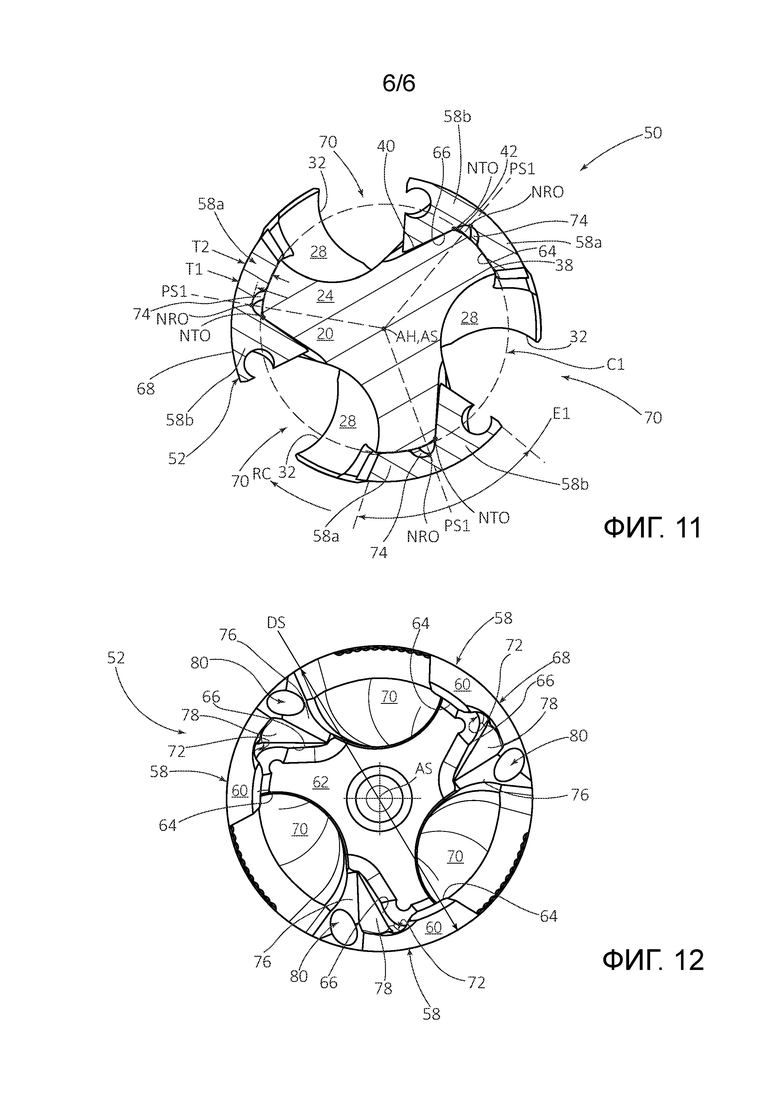
Фиг.11 представляет собой вид сечения вращающегося режущего инструмента, показанного на фиг.10, по линии XI-XI; а также
Фиг.12 представляет собой вид спереди хвостовика инструмента в соответствии с некоторыми вариантами выполнения настоящего изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
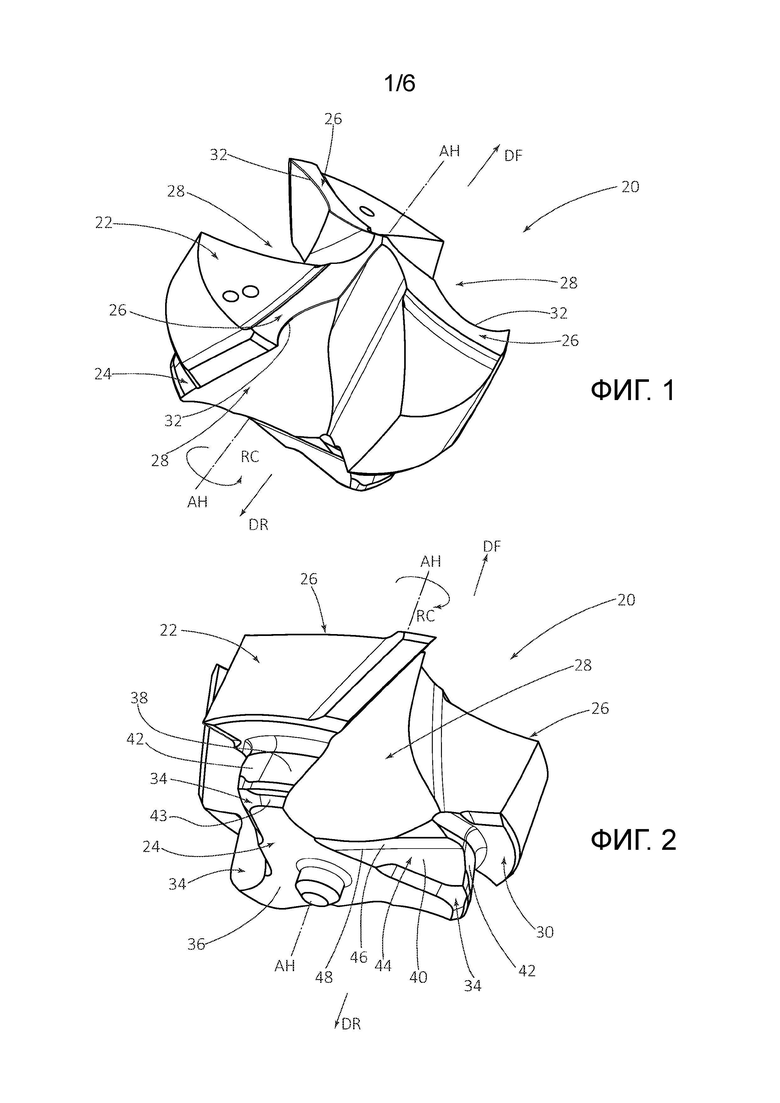
Первый аспект настоящего изобретения относится к режущей головке 20, выполненной с возможностью вращения вокруг оси AH головки в направлении RC режущего вращения.
Ось AH головки определяет осевое направление DF вперед и осевое направление DR назад.
В некоторых вариантах осуществления настоящего изобретения, режущая головка 20, предпочтительно, может быть изготовлена путем фасонного прессования и спекания цементированного карбида, такого как карбид вольфрама, и может быть покрыта или не покрыта.
Режущая головка 20 содержит наконечниковый участок 22 и установочный выступ 24, соединенный с наконечниковым участком 22.
Как показано на фигурах 1-5, наконечниковый участок 22 имеет N режущих участков 26, чередующихся по окружности с N канавками 28 головки, и поверхность 30 основания наконечника, обращенную в осевом направлении DR назад.
В описании и формуле изобретения следует понимать, что N представляет собой конкретное целое число, большее единицы, и, таким образом, количество канавок 28 головки равно количеству множества режущих участков 26.
Как показано на фиг.3, каждый режущий участок 26 может иметь продолжающуюся в радиальном направлении режущую кромку 32, а N наиболее удаленных в радиальном направлении режущих точек NCO из N продолжающихся в радиальном направлении режущих кромок 32, могут определять воображаемую режущую окружность CC, имеющую диаметр DC резания.
В некоторых вариантах осуществления настоящего изобретения, следует понимать, что центр воображаемой режущей окружности CC может совпадать с осью AH головки.
Также, в некоторых вариантах осуществления настоящего изобретения, режущая головка 20 может использоваться для операций сверления.
Таким образом, режущая головка 20 может быть сверлильной головкой с радиально продолжающимися режущими кромками 32, также продолжающимися в осевом направлении DR назад.
Дополнительно, в некоторых вариантах осуществления настоящего изобретения, режущая головка 20 может иметь N-кратную вращательную симметрию относительно оси AH головки.
Как показано на фигурах 1-5, установочный выступ 24 продолжается в осевом направлении назад от поверхности 30 основания наконечника и включает в себя N разнесенных по окружности участков 34 зацепления.
Следует понимать, что количество N участков 34 зацепления равно количеству N режущих участков 26.
В некоторых вариантах осуществления настоящего изобретения, поверхность 30 основания наконечника может быть перпендикулярна оси AH головки.
Также, в некоторых вариантах осуществления настоящего изобретения, поверхность 30 основания наконечника может содержать N разнесенных по окружности копланарных подповерхностей 30а основания наконечника.
Установочный выступ 24 также включает в себя установочную торцевую поверхность 36, удаленную от наконечникового участка 22, обращенную в осевом направлении DR назад.
В некоторых вариантах осуществления настоящего изобретения, N канавок 28 головки могут продолжаться в осевом направлении назад от наконечникового участка 22 и пересекать установочную торцевую поверхность 36, а множество N участков 34 зацепления могут чередоваться по окружности с N канавками 28 головки.
Также в некоторых вариантах осуществления настоящего изобретения, установочная торцевая поверхность 36 может быть плоской.
Дополнительно, в некоторых вариантах осуществления настоящего изобретения, как показано на фиг.5, установочная торцевая поверхность 36 может быть отнесена в осевом направлении от поверхности 30 основания наконечника на первую высоту H1, и первая высота H1 может составлять менее тридцати процентов диаметра DC резания, т.е. H1<0,30*DC.
Для вариантов осуществления настоящего изобретения, в которых первая высота H1 составляет менее тридцати процентов от диаметра DC резания, установочный выступ 24 может рассматриваться компактным в осевом направлении, а режущая головка 20 может быть, предпочтительно, изготовлена из уменьшенного количества цементированного карбида.
Как показано на фигурах 1-5, каждый участок 34 зацепления имеет обращенную радиально наружу зажимную поверхность 38 и поверхность 40 передачи крутящего момента, обращенную против направления RC режущего вращения.
В установочном выступе 24, зажимные поверхности 38 и поверхности 40 передачи крутящего момента перекрываются в осевом направлении (т.е. вдоль оси AH головки).
В некоторых вариантах осуществления настоящего изобретения, относительно направления RC режущего вращения, каждая зажимная поверхность 38 может быть расположена с возможностью вращения перед связанной с ней поверхностью 40 передачи крутящего момента.
Также, в некоторых вариантах осуществления настоящего изобретения, зажимная поверхность 38 и поверхность 40 передачи крутящего момента каждого участка 34 зацепления могут быть разнесены по окружности угловой поверхностью 42.
Дополнительно, в некоторых вариантах осуществления настоящего изобретения, как показано на фиг.5, N зажимных поверхностей 38 могут сужаться в осевом направлении DF вперед.
Еще дополнительно, в некоторых вариантах осуществления настоящего изобретения, каждая зажимная поверхность 38 может не пересекаться с установочной торцевой поверхностью 36.
Как показано на фигурах 2, 4 и 5, каждый участок 34 зацепления может включать торцевую фаску 43, а каждая зажимная поверхность 38 может быть отделена от установочной торцевой поверхности 36 соответствующей торцевой фаской 43.
Расположение N поверхностей 40 передачи крутящего момента на установочном выступе 24, а не на наконечниковом участке 22, позволяет оптимально расположить режущие участки 26, например, в отношении образования стружки резания и схода стружки без необходимости обеспечения дополнительного пространства для передачи крутящего момента между хвостовиком инструмента и наконечниковым участком 22 режущей головки.
Следует понимать, что значение оптимального расположения режущих участков 26 является большим для наконечниковых участков 22, имеющих меньшие диаметры резания, и для режущих головок 20, имеющих значение N, превышающее два, то есть N>2.
Как показано на фиг.6, в сечении, взятом в первой плоскости PH1 головки, перпендикулярной оси AH головки, пересекающей N участков 34 зацепления и проходящей как через зажимные поверхности 38, так и через поверхности 40 передачи крутящего момента, первая воображаемая окружность C1, имеющая первый диаметр D1, описывает N зажимных поверхностей 38.
В некоторых вариантах осуществления настоящего изобретения, в сечении, взятом в первой плоскости РН1 головки, каждая зажимная поверхность 38 может лежать на первой воображаемой окружности С1.
Также, в некоторых вариантах осуществления настоящего изобретения, первый диаметр D1 может быть больше семидесяти процентов диаметра DC резания, т.е. D1>0,70*DC.
Дополнительно, в некоторых вариантах осуществления настоящего изобретения, следует понимать, что центр первой воображаемой окружности C1 может совпадать с осью AH головки.
Как показано на фиг.6, в сечении, взятом в первой плоскости PH1 головки, N наиболее удаленных в радиальном направлении точек NTO крутящего момента N поверхностей 40 передачи крутящего момента, определяют вторую воображаемую окружность C2, имеющую второй диаметр D2.
На протяжении всего описания и формулы изобретения следует понимать, что N наиболее удаленных в радиальном направлении точек NTO крутящего момента могут быть не абсолютными наиболее удаленными в радиальном направлении точками крутящего момента N поверхностей 40 передачи крутящего момента, а радиально самыми удаленными точками крутящего момента N поверхностей 40 передачи крутящего момента в первой плоскости PH1 головки.
В некоторых вариантах осуществления настоящего изобретения, следует понимать, что вторая воображаемая окружность С2 может иметь центр, совпадающий с осью АН головки.
Согласно первому аспекту настоящего изобретения, второй диаметр D2 больше девяноста процентов и меньше ста процентов первого диаметра D1, т.е. 0,90*D1<D2<1,00*D1.
В некоторых вариантах осуществления настоящего изобретения, второй диаметр D2 может быть больше девяноста пяти процентов и меньше ста процентов от первого диаметра D1, т.е. 0,95*D1<D2<1,00*D1.
Следует понимать, что конфигурация N поверхностей 40 передачи крутящего момента таким образом, что второй диаметр D2 превышает девяносто процентов первого диаметра D1, преимущественно обеспечивает высокий уровень передачи крутящего момента между хвостовиком инструмента и установочным выступом 24.
Следует также понимать, что для вариантов осуществления настоящего изобретения, в которых первый диаметр D1 превышает семьдесят процентов диаметра DC резания, может быть дополнительно обеспечен высокий уровень передачи крутящего момента.
Как показано на фиг.6, в сечении, взятом в первой плоскости PH1 головки, каждая угловая поверхность 42 может быть выпукло изогнутой и тангенциально примыкать к связанной с ней зажимной поверхности 38.
Также, как показано на фиг.6, в сечении, взятом в первой плоскости PH1 головки, каждая поверхность 40 передачи крутящего момента может продолжаться линейно от своей соответствующей радиально самой внешней точки NTO крутящего момента и определять первую воображаемую прямую линию L1.
В некоторых вариантах осуществления настоящего изобретения, как показано на фиг.6, каждая первая воображаемая прямая линия L1 может проходить через другой участок установочного выступа 24.
Также, в некоторых вариантах осуществления настоящего изобретения, каждая поверхность 40 передачи крутящего момента может быть плоской.
Как показано на фиг.6, каждая самая удаленная в радиальном направлении точка NTO крутящего момента может находиться во второй плоскости PH2 головки, содержащей ось AH головки.
Также, как показано на фиг.6, в сечении, взятом в первой плоскости PH1 головки, каждая первая воображаемая прямая L1 может образовывать первый угол α1 с ее соответствующей второй плоскостью PH2 головки.
В некоторых вариантах осуществления настоящего изобретения, первый угол α1 может быть меньше тридцати пяти градусов, то есть α1<35°.
Следует понимать, что для вариантов осуществления настоящего изобретения, в которых первый угол α1 меньше тридцати пяти градусов, N поверхностей 40 передачи крутящего момента преимущественно ориентированы так, чтобы передача крутящего момента между хвостовиком инструмента и установочным выступом 24 могла происходить эффективно.
Как показано на фигурах 1-5, N может быть равно трем, т.е. N=3, и, как показано на фиг.6, в сечении, взятом в первой плоскости PH1 головки, множество N поверхностей 40 передачи крутящего момента может определять воображаемый треугольник TT.
В некоторых вариантах осуществления настоящего изобретения, как показано на фиг.6, N самых удаленных в радиальном направлении точек NTO крутящего момента на N поверхностях 40 передачи крутящего момента могут быть расположены вне воображаемого треугольника TT крутящего момента.
Также, в некоторых вариантах осуществления настоящего изобретения, третья воображаемая окружность С3, имеющая третий диаметр D3, может вписываться в треугольник ТТ крутящего момента, а третий диаметр D3 может составлять менее шестидесяти процентов от первого диаметра D1, т.е. D3<0,60*Д1.
Следует понимать, что для вариантов осуществления настоящего изобретения, в которых третий диаметр D3 меньше шестидесяти процентов первого диаметра D1, N поверхностей 40 передачи крутящего момента преимущественно ориентированы так, чтобы передача крутящего момента между хвостовиком инструмента и установочным выступом 24 могла происходить эффективно.
В некоторых вариантах осуществления настоящего изобретения, N поверхностей 40 передачи крутящего момента могут быть наклонены наружу в осевом прямом направлении DF, так что, как показано на фиг.6, участки N поверхностей 40 передачи крутящего момента, расположенные в осевом направлении вперед от первой плоскости PH1 головки, расположены вне треугольника ТТ крутящего момента.
Следует понимать, что для вариантов осуществления настоящего изобретения, в которых N поверхностей 40 передачи крутящего момента наклонены наружу в осевом направлении DF вперед, N участков 34 зацепления могут быть очень прочными.
Как показано на фигурах 1-5, каждая поверхность 40 крутящего момента может быть образована в вырезе 44 крутящего момента ее соответствующего участка 34 зацепления.
В некоторых вариантах осуществления настоящего изобретения, каждая поверхность 40 передачи крутящего момента может пересекаться со смежной соединительной поверхностью 46 для образования прямого края 48 границы крутящего момента.
Как показано на фиг.5, каждая поверхность 40 передачи крутящего момента может определять третью плоскость PH3 головки, и каждая третья плоскость PH3 головки может пересекать установочный выступ 24 вдоль связанного с ним края 48 границы крутящего момента.
В некоторых вариантах осуществления настоящего изобретения, каждая соединительная поверхность 46 может пересекать одну из канавок 28 головки.
Как показано на фиг.7, каждый край 48 границы крутящего момента определяет вторую воображаемую прямую линию L2, которая может не пересекать или не проходить через какой-либо другой участок установочного выступа 24.
Также, как показано на фиг.7, за исключением того, что каждая вторая воображаемая прямая линия L2 совпадает с ее соответствующим краем 48 границы крутящего момента, каждая вторая воображаемая прямая линия L2 может не пересекать или не проходить через какой-либо другой участок режущей головки 20.
Это может быть оценено, наблюдая фиг.7, что ни один из двух участков второй воображаемой прямой линии L2, продолжающейся от концов края 48 границы крутящего момента, не перекрывает «вырезанный» или «заштрихованный» участок режущей головки 20.
В некоторых вариантах осуществления настоящего изобретения, как показано на фиг.5, каждая вторая воображаемая прямая линия L2 может пересекать первую плоскость PH1 головки.
Также, в некоторых вариантах осуществления настоящего изобретения, как показано на фиг.5, каждый край 48 границы крутящего момента может пересекать первую плоскость PH1 головки.
Дополнительно, в некоторых вариантах осуществления настоящего изобретения, как показано на фигурах 5 и 7, каждый край 48 границы крутящего момента может пересекать установочную торцевую поверхность 36.
Следует понимать, что для вариантов осуществления настоящего изобретения, в которых каждая вторая воображаемая прямая линия L2 не только совпадает с ее соответствующим краем 48 границы крутящего момента, но не пересекает и не проходит через какую-либо другую часть режущей головки 20, соответствующая поверхность 40 передачи крутящего момента может быть образована посредством операции шлифования, при этом обеспечивается достаточный зазор для шлифовального круга большого диаметра, обычно используемого для выполнения такой операции шлифования.
Следует также понимать, что N поверхностей 40 передачи крутящего момента могут быть очень точными после операции шлифования.
Для таких вариантов осуществления настоящего изобретения, установочный выступ 24 может быть выполнен таким образом, что первая воображаемая прямая линия L1, связанная с каждой поверхностью 40 передачи крутящего момента, проходит через другой участок установочного выступа 24, например варианты выполнения, в которых N=3.
Как показано на фигурах 8-12, второй аспект настоящего изобретения относится к вращающемуся режущему инструменту 50, имеющему, в сочетании, хвостовик 52 инструмента, продолжающийся вдоль оси AS хвостовика и имеющий гнездо 54 для приема головки на его переднем конце 56, и режущую головку 20 съемно прикрепленную к гнезду 54 для приема головки в собранном положении инструмента.
В некоторых вариантах осуществления настоящего изобретения, хвостовик 52 инструмента, предпочтительно, может быть изготовлен из инструментальной стали.
Также, в некоторых вариантах осуществления настоящего изобретения, вращающийся режущий инструмент 50 может быть использован для операций сверления.
Как видно на этих фигурах, режущий инструмент 50 представляет собой сверло 50, содержащее сверлильную головку 20 и хвостовик 52 сверла.
Дополнительно, в некоторых вариантах осуществления, режущая головка 20 может быть съемно прикреплена к гнезду 54 для приема головки без необходимости в дополнительном крепежном элементе, таком как зажимной винт.
Как показано на фигурах 9 и 12, гнездо 54 для приема головки может включать N разнесенных по окружности фиксирующих участков 58, и каждый фиксирующий участок 58 может иметь обращенную в осевом направлении вперед опорную поверхность 60 хвостовика.
В некоторых вариантах осуществления настоящего изобретения, N опорных поверхностей 60 хвостовика могут быть копланарными.
Также, в некоторых вариантах осуществления настоящего изобретения N опорных поверхностей 60 хвостовика могут быть перпендикулярны оси AS хвостовика.
Как показано на фигурах 9 и 10, гнездо 54 для приема головки может иметь обращенную в осевом направлении вперед нижнюю поверхность 62, и нижняя поверхность 62 может быть отнесена в осевом направлении от N опорных поверхностей 60 хвостовика на вторую высоту Н2.
В некоторых вариантах осуществления настоящего изобретения, нижняя поверхность 62 может быть плоской.
Как показано на фигурах 8, 10 и 11, в собранном положении вращающегося режущего инструмента 50:
- поверхность 30 основания наконечника может быть обращена к N опорным поверхностям 60 хвостовика;
- ось AH головки может совпадать с осью AS хвостовика;
- каждая зажимная поверхность 38 может находиться в контакте с обращенной радиально внутрь опорной поверхностью 64 одного из фиксирующих участков 58; а также
- каждая поверхность 40 передачи крутящего момента может находиться в контакте с приводной поверхностью 66 одного из фиксирующих участков 58, при этом каждая приводная поверхность 66 обращена в направлении RC режущего вращения.
Как видно из фигур 10 и 12, каждая приводная поверхность 66 продолжается, в целом, в радиальном направлении внутрь от связанной с ней опорной поверхности 64.
В некоторых вариантах осуществления настоящего изобретения, поверхность 30 основания наконечника может быть в контакте с N опорными поверхностями 60 хвостовика.
Как показано на фиг.10, вторая высота H2 может быть больше, чем первая высота H1.
Для варианта выполнения настоящего изобретения, в котором вторая высота H2 больше, чем первая высота H1, установочная торцевая поверхность 36 режущей головки может быть разнесена в осевом направлении от нижней поверхности 62 гнезда для приема головки.
Следует понимать, что в собранном положении вращающегося режущего инструмента 50, помимо N зажимных поверхностей 38, находящихся в контакте с N опорными поверхностями 64, и N поверхностей 40 передачи крутящего момента, находящихся в контакте с N приводными поверхностями 66, никакие другие поверхности установочного выступа 24 не должны быть в контакте с хвостовиком 52 инструмента.
Как показано на фиг.11, в сечении, взятом в первой плоскости PT1 инструмента, совпадающем с первой плоскостью PH1 головки, самая удаленная в радиальном направлении точка контакта между каждой поверхностью 40 передачи крутящего момента и ее сопрягающей приводной поверхностью 66 может возникнуть в радиально самой внешней точке NTO крутящего момента на поверхности передачи крутящего момента.
Для таких вариантов осуществления настоящего изобретения, следует понимать, что передача крутящего момента между N приводными поверхностями 66 и N поверхностями 40 передачи крутящего момента является оптимизированной, поскольку наиболее эффективная передача крутящего момента происходит в самых удаленных в радиальном направлении точках контакта.
В некоторых вариантах осуществления настоящего изобретения, относительно направления RC режущего вращения каждая опорная поверхность 64 может быть расположена вращательно впереди связанной с ней приводной поверхности 66.
Также, в некоторых вариантах осуществления настоящего изобретения, N опорных поверхностей 64 могут продолжаться радиально внутрь в осевом направлении DF вперед.
Дополнительно, в некоторых вариантах осуществления настоящего изобретения, N опорных поверхностей 64 и N зажимных поверхностей 38 могут быть, соответственно, наклонены в осевом направлении DF вперед.
Для вариантов осуществления настоящего изобретения, в которых N опорных поверхностей 64 и N зажимных поверхностей 38, соответственно, наклонены в осевом направлении DF вперед, зажимные усилия между N опорными поверхностями 64 и N зажимными поверхностями 38 могут быть направлены в осевом направлении назад, а также радиально внутрь.
Настоящее изобретение также относится к способу сборки вращающегося режущего инструмента 50, включающему следующие этапы, при которых:
а) ориентируют поверхность 30 основания наконечника так, чтобы она была обращена к N опорным поверхностям 60 хвостовика;
b) совмещают ось AH головки с осью AS хвостовика;
c) вращательно выравнивают N канавок 28 головки с N фиксирующими участками 58;
d) вставляют установочный выступ 24 в гнездо 54 приема головки; а также
e) вращают режущую головку 20 вокруг оси AH головки в направлении, противоположном направлению RC режущего вращения до тех пор, пока: N зажимных поверхностей 38 удерживаются против N опорных поверхностей 64, и N поверхностей 40 передачи крутящего момента создают контакт с N приводными поверхностями 66.
В некоторых вариантах осуществления настоящего изобретения, на этапе d) сборки инструмента, установочный выступ 24 может быть вставлен в гнездо 54 для приема головки до тех пор, пока поверхность 30 основания наконечника не создаст контакт с N опорными поверхностями 60 хвостовика.
На этапе e) сборки инструмента, варианты выполнения настоящего изобретения, имеющие выпукло изогнутые угловые поверхности 42, тангенциально примыкающие к N зажимным поверхностям 38, могут, предпочтительно, обеспечить плавное зацепление N участков 34 зацепления с N фиксирующими участками 58.
Следует понимать, что на этапе е) сборки инструмента, может быть необходимо, чтобы второй диаметр D2 был меньше, чем сто процентов от первого диаметра D1, чтобы N зажимных поверхностей 38 успешно удерживались против N опорных поверхностей 64.
Как показано на фигурах 8-12, хвостовик 50 инструмента может иметь, в целом, цилиндрическую периферийную поверхность 68 хвостовика.
В некоторых вариантах осуществления настоящего изобретения, как показано на фигурах 11 и 12, периферийная поверхность 68 хвостовика может иметь диаметр DS хвостовика, а диаметр DS хвостовика может быть меньше диаметра DC резания.
Также, в некоторых вариантах осуществления настоящего изобретения, вторая высота H2 может составлять менее тридцати процентов от диаметра DS хвостовика, т.е. H2<0,30*DS.
Как показано на фигурах 8-12, N канавок 70 хвостовика могут быть образованы на периферийной поверхности 68 хвостовика и продолжаться вдоль оси AS хвостовика.
В некоторых вариантах осуществления настоящего изобретения, N канавок 70 хвостовика могут продолжаться в осевом направлении назад от переднего конца 56 хвостовика, а N фиксирующих участков 58 могут чередоваться по окружности с N канавками 70 хвостовика.
Также, в некоторых вариантах осуществления настоящего изобретения, N канавок 70 хвостовика могут продолжаться по спирали вдоль оси AS хвостовика.
Дополнительно, в некоторых вариантах осуществления настоящего изобретения, N канавок 70 хвостовика могут пересекать нижнюю поверхность 62 гнезда для приема головки.
Следует понимать, что в собранном положении вращающегося режущего инструмента 50, N канавок 70 хвостовика могут, по меньшей мере, частично совпадать с N канавками 28 головки.
Как показано на фиг.11, в сечении, взятом в первой плоскости PT1 инструмента, каждый фиксирующий участок 58 противолежит первому угловому размеру E1 вокруг оси AS хвостовика между двумя его смежными по окружности канавками 70 хвостовика.
В некоторых вариантах осуществления настоящего изобретения, первый угловой размер E1 может быть меньше восьмидесяти градусов, то есть E1<80°.
Также, в некоторых вариантах осуществления настоящего изобретения, первый угловой размер E1 может быть меньше семидесяти градусов, то есть E1<70°.
Дополнительно, в некоторых вариантах осуществления настоящего изобретения, следует понимать, что первый угловой размер E1 измеряется по окружности периферийной поверхности 68 хвостовика.
Для вариантов осуществления настоящего изобретения, в которых первый угловой размер Е1 составляет менее восьмидесяти градусов, следует понимать, что N канавок 70 хвостовика могут иметь увеличенный объем, таким образом, предпочтительно, обеспечивая увеличенное пространство для эвакуации стружки.
Как показано на фигурах 9, 11 и 12, каждая опорная поверхность 64 может быть отделена по окружности от соответствующей приводной поверхности 66 фиксирующим углублением 72, имеющим поверхность 74 углубления.
Как показано на фиг.11, в сечении по первой плоскости PT1 инструмента, каждая поверхность 74 углубления может быть расположена за пределами первой воображаемой окружности C1.
Следует понимать, что в собранном положении вращающегося режущего инструмента 50, каждая поверхность 74 углубления может быть радиально разнесена от одной из угловых поверхностей 42 режущей головки.
Также, как показано на фиг.11, в сечении, взятом в первой плоскости PT1 инструмента, каждая поверхность 74 углубления имеет радиально самую внешнюю точку NRO углубления.
В некоторых вариантах осуществления настоящего изобретения, каждая самая удаленная в радиальном направлении точка NRO углубления может быть расположена, по меньшей мере, в два раза дальше от первой воображаемой окружности C1, чем каждая самая удаленная в радиальном направлении точка NTO крутящего момента.
Как показано на фиг.11, каждая самая удаленная в радиальном направлении точка NRO углубления содержится в первой плоскости PS1 хвостовика, содержащей ось AS хвостовика, и каждый фиксирующий участок 58 включает в себя первый и второй фиксирующие подучастки 58a, 58b, расположенные на противоположных сторонах связанной с ней первой плоскости PS1 хвостовика.
Следует понимать, что в собранном положении вращающегося режущего инструмента 50, каждая первая плоскость PS1 хвостовика может пересекать одну из угловых поверхностей 42 режущей головки.
В некоторых вариантах осуществления настоящего изобретения, каждая опорная поверхность 64 может быть расположена на одном из первых фиксирующих подучастков 58а, а каждая приводная поверхность 66 может быть расположена на одном из вторых фиксирующих подучастков 58b.
Как показано на фиг.11, в сечении, взятом в первой плоскости PT1 инструмента, для вариантов осуществления настоящего изобретения, в которых периферийная поверхность 68 хвостовика, в целом, является цилиндрической, первая толщина T1 стенки каждого фиксирующего участка 58 в ее соответствующем фиксирующем углублении 72 может быть меньше второй толщины T2 стенки фиксирующего участка 58 на его смежной по окружности опорной поверхности 64.
Для таких вариантов осуществления настоящего изобретения, следует понимать, что каждый первый фиксирующий подучасток 58а и его соответствующая опорная поверхность 64 могут быть упруго смещены независимо от второго фиксирующего подучастка 58b.
Также, для таких вариантов осуществления настоящего изобретения, следует понимать, что второй фиксирующий подучасток 58b может сохранять высокий уровень жесткости, так что передача крутящего момента между каждой приводной поверхностью 66 и сопряженной с ней поверхностью 40 передачи крутящего момента может происходить с высоким уровнем эффективности и стабильности.
Для вариантов осуществления настоящего изобретения, в которых вторая высота H2 составляет менее тридцати процентов от диаметра DS хвостовика, обеспечение фиксирующего углубления 72 на каждом фиксирующем участке 58 является очень эффективным для обеспечения связанного первого фиксирующего подучастка 58а достаточно высоким уровнем упругости во время вышеупомянутого этапа e) сборки инструмента, направляя при этом достаточно высокий уровень зажимного усилия от его соответствующей опорной поверхности 64 к сопрягающейся зажимной поверхности 38.
Как показано на фигурах 8-12, каждый фиксирующий участок 58 может включать наклонную переходную поверхность 76, и относительно направления RC режущего вращения, каждая переходная поверхность 76 может быть расположена вращательно позади связанной с ней приводной поверхности 66.
В некоторых вариантах осуществления настоящего изобретения, каждая переходная поверхность 76 может иметь наклон, противоположный направлению RC режущего вращения, в осевом направлении DR назад.
Также, в некоторых вариантах осуществления настоящего изобретения, как показано на фиг.10, каждая переходная поверхность 76 может пересекать ее смежную заднюю канавку 70 хвостовика в осевом направлении сзади от первой плоскости PH1 головки.
Дополнительно, в некоторых вариантах осуществления настоящего изобретения, как показано на фиг.12, каждая переходная поверхность 76 может пересекать связанную с ней опорную поверхность 60 хвостовика в радиальном направлении наружу от связанной с ней приводной поверхностью 66.
Как показано на фигурах 8-12, каждая переходная поверхность 76 может быть отделена по окружности от ее соответствующей приводной поверхности 66 наклонной задней поверхностью 78.
Следует понимать, что для некоторых вариантов осуществления настоящего изобретения, N задних поверхностей 78 могут быть выполнены с возможностью обеспечения достаточного пространства для выполнения этапа e) сборки инструмента без непреднамеренного контакта между N участками 34 зацепления и N фиксирующими участками 58, особенно в области N соединительных поверхностей 46 режущей головки.
Как показано на фигурах 8-12, хвостовик 52 инструмента может иметь N продолжающихся в осевом направлении проходов 80 для охлаждающей жидкости, и каждый проход 80 для охлаждающей жидкости может открываться на одну из переходных поверхностей 76.
Хотя настоящее изобретение было описано с некоторой степенью конкретности, следует понимать, что могут быть сделаны различные изменения и модификации, не выходящие за рамки сущности или объема изобретения, как определено ниже в формуле изобретения.
Группа изобретений относится к обработке материалов резанием и может быть использована на операциях сверления. Режущая головка выполнена с возможностью вращения вокруг оси головки и имеет наконечниковый участок и установочный выступ, соединенный с ним. Наконечниковый участок имеет режущие участки, чередующиеся по окружности с N канавками головки. Установочный выступ имеет N разнесенных по окружности участков зацепления, каждый из которых включает обращенную в радиальном направлении наружу зажимную поверхность и поверхность передачи крутящего момента. Вращающийся режущий инструмент содержит хвостовик инструмента, продолжающийся вдоль оси хвостовика, и гнездо для приема головки на его переднем конце. Режущая головка съемно закреплена в гнезде для приема головки. Обеспечивается эффективная передача крутящего момента между хвостовиком инструмента и вращающейся режущей головкой. 2 н. и 21 з.п. ф-лы, 12 ил.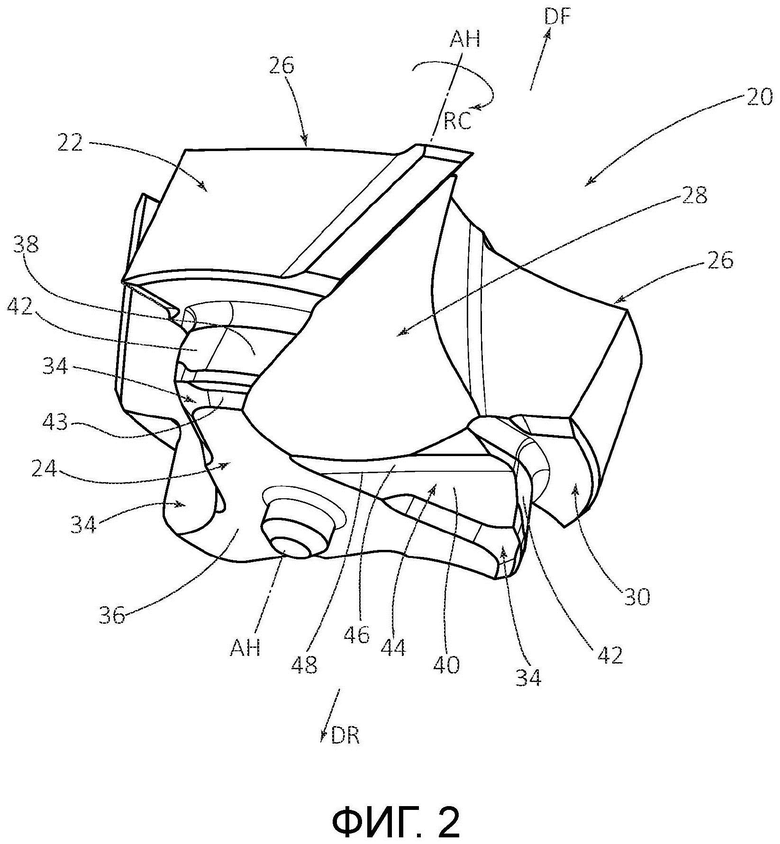
1. Режущая головка (20), выполненная с возможностью вращения вокруг оси (АН) головки в направлении (RC) режущего вращения, при этом ось (АН) головки устанавливает осевое направление (DF) вперед и осевое направление (DR) назад, содержащая:
наконечниковый участок (22), имеющий N режущих участков (26), чередующихся по окружности с N канавками (28) головки, и поверхность (30) основания наконечника, обращенную в осевом направлении (DR) назад; и
установочный выступ (24), соединенный с наконечниковым участком (22), продолжающимся в осевом направлении назад от поверхности (30) основания наконечника, и имеющий:
установочную торцевую поверхность (36), удаленную от наконечникового участка (22), обращенную в осевом направлении (DR) назад, и
N разнесенных по окружности участков (34) зацепления, при этом каждый участок (34) зацепления включает в себя обращенную радиально наружу зажимную поверхность (38) и поверхность (40) передачи крутящего момента, обращенную в направлении, противоположном направлению (RC) режущего вращения,
причем
N является целым числом больше 1, и
в сечении, взятом в первой плоскости (PH1) головки, перпендикулярной оси (AH) головки, пересекающей N участков (34) зацепления и проходящей через N зажимных поверхностей (38) и N поверхностей (40) передачи крутящего момента
первая воображаемая окружность (C1) с центром вокруг оси (AH) головки, имеющая первый диаметр (D1), описывает N зажимных поверхностей (38),
вторая воображаемая окружность (C2) с центром вокруг оси (AH) головки, имеющая второй диаметр (D2), образована N радиально самыми внешними точками (NTO) крутящего момента на N поверхностях (40) передачи крутящего момента, и
второй диаметр (D2) больше девяноста процентов и меньше ста процентов первого диаметра (D1).
2. Режущая головка по п.1, в которой в сечении, взятом в первой плоскости (PH1) головки, каждая поверхность (40) передачи крутящего момента продолжается линейно от своей соответствующей радиально самой внешней точки (NTO) крутящего момента и определяет первую воображаемую прямую линию (L1).
3. Режущая головка (20) по п.2, в которой каждая первая воображаемая прямая линия (L1) проходит через другой участок установочного выступа (24).
4. Режущая головка (20) по п.1, в которой
N равно 3, и
в сечении, взятом в первой плоскости (PH1) головки, N поверхностей (40) передачи крутящего момента образуют воображаемый треугольник (ТТ) крутящего момента.
5. Режущая головка (20) по п.4, в которой
N поверхностей (40) передачи крутящего момента наклонены наружу в осевом направлении (DF) вперед, так что в сечении, взятом в первой плоскости (PH1) головки, участки N поверхностей (40) передачи крутящего момента, расположенные в осевом направлении впереди первой плоскости (PH1) головки, расположены вне треугольника (ТТ) крутящего момента.
6. Режущая головка (20) по п.1, в которой
N канавок (28) головки продолжаются в осевом направлении назад от наконечникового участка (22) и пересекают установочную торцевую поверхность (36), и
N участков (34) зацепления чередуются по окружности с N канавками (28) головки.
7. Режущая головка (20) по п.1, в которой в сечении, взятом в первой плоскости (PH1) головки, каждая зажимная поверхность (38) лежит на первой воображаемой окружности (C1).
8. Режущая головка (20) по п.1, в которой
каждый режущий участок (26) имеет продолжающуюся в радиальном направлении режущую кромку (32),
N радиально наиболее удаленных точек (NCO) резания из N радиально продолжающихся режущих кромок (32) образуют воображаемую режущую окружность (CC), центрированную вокруг оси (AH) головки и имеющую диаметр (DC) резания, и
первый диаметр (D1) составляет больше семидесяти процентов от диаметра (DC) резания.
9. Режущая головка (20) по п.8, в которой
установочная торцевая поверхность (36) в осевом направлении отнесена от поверхности (30) основания наконечника на первую высоту (H1), и
первая высота (H1) составляет меньше тридцати процентов от диаметра (DC) резания.
10. Режущая головка (20) по п.1, в которой N зажимных поверхностей (38) сходятся в осевом направлении (DF) вперед.
11. Режущая головка (20) по п.1, в которой
каждая поверхность (40) передачи крутящего момента образована в вырезе (44) крутящего момента ее соответствующего участка (34) зацепления,
каждая поверхность (40) передачи крутящего момента пересекает смежную соединительную поверхность (46) для образования прямого края (48) границы крутящего момента, и
каждый край (48) границы крутящего момента определяет вторую воображаемую прямую линию (L2), которая не пересекает или не проходит через какой-либо другой участок установочного выступа (24).
12. Режущая головка по п.11, в которой за исключением того, что каждая вторая воображаемая прямая линия (L2) совпадает с ее соответствующим краем (48) границы крутящего момента, каждая вторая воображаемая прямая линия (L2) не пересекает или не проходит через какой-либо другой участок режущей головки (20).
13. Режущая головка (20) по п.11, в которой каждый край (48) границы крутящего момента пересекает первую плоскость (PH1) головки.
14. Режущая головка (20) по п.11, в которой
каждая поверхность (40) передачи крутящего момента образует третью плоскость (PH3) головки, и
каждая третья плоскость (PH3) головки пересекает установочный выступ (24) вдоль его связанного края (48) границы крутящего момента.
15. Вращающийся режущий инструмент (50), содержащий:
хвостовик (52) инструмента, продолжающийся вдоль оси (AS) хвостовика и имеющий гнездо (54) приема головки на его переднем конце (56), и
режущую головку (20) по п.1, съемно закрепленную в гнезде (54) для приема головки, в собранном положении инструмента.
16. Вращающийся режущий инструмент (50) по п.15, в котором
гнездо (54) для приема головки содержит N разнесенных по окружности фиксирующих участков (58), при этом каждый фиксирующий участок (58) имеет обращенную в осевом направлении вперед опорную поверхность (60) хвостовика,
и при этом в собранном положении инструмента
поверхность (30) основания наконечника обращена к N опорным поверхностям (60) хвостовика;
ось (AH) головки совпадает с осью (AS) хвостовика;
каждая зажимная поверхность (38) находится в контакте с обращенной радиально внутрь опорной поверхностью (64) одного из фиксирующих участков (58); и
каждая поверхность (40) передачи крутящего момента находится в контакте с приводной поверхностью (66) одного из фиксирующих участков (58), при этом каждая приводная поверхность (66) обращена в направлении (RC) режущего вращения.
17. Вращающийся режущий инструмент (50) по п.16, в котором N зажимных поверхностей (38) и N опорных поверхностей (64) наклонены в осевом направлении вперед (DF).
18. Вращающийся режущий инструмент (50) по п.16, в котором в сечении, взятом в первой плоскости (PT1) инструмента, совпадающей с первой плоскостью (PH1) головки, радиально самая внешняя точка контакта между каждой поверхностью (40) передачи крутящего момента и ее сопряженной приводной поверхностью (66) находится на радиально самой внешней точке поверхности передачи крутящего момента.
19. Вращающийся режущий инструмент (50) по п.16, в котором
хвостовик (52) инструмента имеет в общем цилиндрическую периферийную поверхность (68) хвостовика, и
N канавок (70) хвостовика образованы на периферийной поверхности (68) хвостовика и продолжаются вдоль оси (AS) хвостовика.
20. Вращающийся режущий инструмент (50) по п.19, в котором
N канавок (70) хвостовика продолжаются в осевом направлении назад от переднего конца (56) хвостовика, и
N фиксирующих участков (58) чередуются по окружности с N канавками (70) хвостовика.
21. Вращающийся режущий инструмент (50) по п.20, в котором в сечении, взятом в первой плоскости (PT1) инструмента, совпадающей с первой плоскостью (PH1) головки,
каждый фиксирующий участок (58) образует первый угловой размер (E1) вокруг оси (AS) хвостовика между его двумя смежными по окружности канавками (70) хвостовика, и
первый угловой размер (E1) составляет меньше восьмидесяти градусов.
22. Вращающийся режущий инструмент (50) по п.16, в котором
каждая опорная поверхность (64) отделена по окружности от соответствующей приводной поверхности (66) фиксирующим углублением (72), имеющим поверхность (74) углубления, и
в сечении, взятом в первой плоскости (PT1) инструмента, совпадающей с первой плоскостью (PH1) головки, каждая поверхность (74) углубления расположена вне первой воображаемой окружности (C1).
23. Вращающийся режущий инструмент (50) по п.22, в котором в сечении, взятом в первой плоскости (PT1) инструмента,
каждая поверхность (74) углубления имеет самую удаленную в радиальном направлении точку (NRO) углубления, и
каждая самая удаленная в радиальном направлении точка (NRO) углубления расположена по меньшей мере в два раза дальше от первой воображаемой окружности (C1), чем каждая самая удаленная в радиальном направлении точка (NTO) крутящего момента.
| US 10071430 B2, 11.09.2018 | |||
| Режущий инструмент | 1990 |
|
SU1745431A1 |
| СБОРНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ И РЕЖУЩАЯ ГОЛОВКА ДЛЯ НЕГО | 1998 |
|
RU2215620C2 |
| US 10434582 B2, 08.10.2019 | |||
| WO 1996027469 A1, 12.09.1996. | |||

