ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к нетканым материалам. Точнее, настоящее изобретение относится к трехмерным нетканым материалам.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
Материалы из волокнистого нетканого полотна широко используются в многочисленных применениях, включая без ограничения впитывающие структуры и чистящие изделия, многие из которых являются одноразовыми. В частности, такие материалы обычно используются во впитывающих изделиях личной гигиены, таких как подгузники, трусы-подгузники, трусики для приучения к горшку, гигиенические изделия для женщин, изделия для взрослых, страдающих недержанием, бандажах и чистящих изделиях, таких как влажные салфетки для детей и взрослых. Их также обычно используют в чистящих изделиях, таких как влажные и сухие одноразовые салфетки, которые могут быть обработаны чистящими или другими составами, которые предназначены для использования вручную или в сочетании с чистящими устройствами, такими как швабры. Еще одним применением являются косметические средства, такие как ватные диски и салфетки для очистки и снятия макияжа.
Во многих из этих применений необходимыми свойствами являются трехмерность и увеличенная площадь поверхности. Это особенно верно относительно материалов для вышеупомянутых впитывающих изделий личной гигиены и чистящих изделий. Например, одной из основных функций впитывающих изделий личной гигиены является впитывание и удерживание выделений организма, таких как кровь, менструальные выделения, моча и фекальные массы. Некоторые выделения организма, такие как твердые и полужидкие каловые массы и менструальные выделения, проникают в такие компоненты впитывающего изделия не настолько легко, как выделения с низкой вязкостью, такие как моча, и имеют склонность распределяться по поверхности таких материалов. Распределение выделений организма по нетканому материалу может в результате привести к утечке выделений организма из впитывающего изделия, в котором используется материал. Полужидкие каловые массы, такие как каловые массы с низкой вязкостью, которые могут преобладать у детей младшего возраста, и менструальные выделения могут быть особенно проблематичными для удержания впитывающим изделием. Эти выделения могут перемещаться по обращенному к телу материалу впитывающего изделия под влиянием силы тяжести, движения и давления, оказываемого носящим впитывающее изделие. Движение выделений зачастую направлено к периметру впитывающего изделия, повышая вероятность утечки и размазывания по коже носящего, что может сделать затруднительной очистку кожи и может привести к увеличению риска раздражения кожи носящего впитывающего изделия.
Хотя в прошлом были предприняты попытки предоставить нетканые материалы, предназначенные для уменьшения распространения выделений, посредством создания трехмерного рельефа, все еще существуют возможности для улучшения. Например, для создания трехмерности были использованы различные типы тиснения. Однако этот подход требует материалов с большим базовым весом для создания структуры со значительным рельефом, и этот процесс может уменьшить толщину материала из-за сдавливания и сцепления, свойственных процессу тиснения. Уплотненные секции, полученные тиснением, также могут создать «сварные точки», не пропускающие выделения организма, и могут привести к тому, что материал станет жестким и грубым на ощупь.
Другие подходы к обеспечению трехмерности нетканых материалов могут включать формирование волокон на трехмерной формирующей поверхности и создание перфораций в волокнистых полотнах. Используя современные технологии, включающие формирование волокон, можно получить нетканые материалы, обладающие малой эластичностью при меньших значениях базового веса (исходя из того, что применяют мягкие волокна с необходимыми эстетическими свойствами), а рельеф существенно нарушается при наматывании на цилиндр вытяжного прибора и прохождении через последующие процессы преобразования. Создание перфораций может стремиться к созданию трехмерности путем смещения волокна из плоскости исходного двухмерного полотна. Как правило, степень трехмерности ограничена и при достаточной нагрузке смещенное волокно может быть вдавлено назад в исходное положение, что приводит к по меньшей мере частичному закрытию перфорации. Процессы создания перфораций, с помощью которых пытаются «установить» смещенное волокно за пределы плоскости исходного полотна, также склонны к ухудшению мягкости исходного полотна.
В результате все еще имеется потребность как в материале, так и в процессе и устройстве, которые обеспечивают трехмерные характеристики, которые удовлетворяют вышеупомянутым требованиям. Все еще остается необходимость в нетканом материале, способном в достаточной мере уменьшить распространение выделений организма во впитывающем изделии для того, чтобы способствовать уменьшению риска утечки выделений из впитывающего изделия. Все еще остается необходимость в нетканом материале, способном свести к минимуму количество выделений организма, контактирующих с кожей носящего. Все еще остается необходимость во впитывающем изделии, которое может обеспечить физический и эмоциональный комфорт носящему впитывающее изделие.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
В одном варианте осуществления впитывающее изделие может иметь переднюю область талии с передним краем талии, заднюю область талии с задним краем талии и область промежности, расположенную между передней областью талии и задней областью талии, и изделие может содержать наружное покрытие, обращенный к телу прокладочный материал, впитывающий элемент, расположенный между наружным покрытием и обращенным к телу прокладочным материалом, и нетканый материал, соединенный с обращенным к телу прокладочным материалом, имеющий передний край, задний край и длину материала. Нетканый материал может содержать перфорированную зону, содержащую множество отверстий, образованных между узлами и соединительными перемычками нетканого материала и обеспечивающих открытую площадь в процентах для перфорированной зоны нетканого материала, которая составляет более приблизительно 15%, как определено способом испытаний на основе анализа образца материала. Нетканый материал может быть соединен с обращенным к телу прокладочным материалом посредством первичной передней поясной связи, проходящей через первичную переднюю поясную область связывания, и первичной задней поясной связи, проходящей через первичную заднюю поясную область связывания, причем первичная передняя поясная область связывания проходит через перфорированную зону и первичная задняя поясная область связывания находится на расстоянии относительно первичной передней поясной области связывания, и первичная задняя поясная область связывания может иметь длину, которая составляет от приблизительно 2% до приблизительно 10% длины материала, а первичная передняя поясная область связывания может иметь длину, которая составляет от приблизительно 20% до приблизительно 50% длины материала.
В другом варианте осуществления впитывающее изделие может иметь переднюю область талии с передним краем талии, заднюю область талии с задним краем талии и область промежности, расположенную между передней областью талии и задней областью талии, изделие может дополнительно содержать наружное покрытие, обращенный к телу прокладочный материал, впитывающий элемент, расположенный между наружным покрытием и обращенным к телу прокладочным материалом, и нетканый материал, имеющий передний край, задний край и длину материала, соединенную с обращенным к телу прокладочным материалом. Нетканый материал может дополнительно содержать перфорированную зону, содержащую множество отверстий, образованных между узлами и соединительными перемычками нетканого материала и обеспечивающую открытую площадь в процентах для перфорированной зоны нетканого материала, которая превышает приблизительно 15%, как определено способом испытаний на основе анализа образца материала, при этом нетканый материал соединен с обращенным к телу прокладочным материалом с помощью задней поясной механической связи, проходящей через перфорированную зону и покрывающей первичную заднюю поясную область связывания, задней поясной клеевой связи, проходящей через перфорированную зону и покрывающей вторичную заднюю поясную область связывания, которая, по меньшей мере, частично перекрывает первичную заднюю поясную область связывания, и передней поясной связи, проходящей через перфорированную зону и покрывающей переднюю поясную область связывания, которая находится на расстоянии относительно первичной задней поясной области связывания и вторичной задней поясной области связывания. Передняя поясная область связывания может дополнительно иметь длину, которая составляет от приблизительно 20% до приблизительно 50% длины материала, первичная задняя поясная область связывания может дополнительно иметь длину от приблизительно 2% до приблизительно 10% длины материала, и вторичная задняя поясная область связывания может дополнительно иметь длину, которая составляет от приблизительно 2% до приблизительно 10% длины материала.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
Полное и достаточное раскрытие настоящего изобретения, предназначенное для специалиста в данной области техники, изложено более конкретно в остальной части описания, в которой предусмотрены ссылки на прилагаемые графические материалы, на которых:
на фиг. 1 показан вид сверху иллюстративного варианта осуществления трехмерного нетканого материала согласно настоящему изобретению;
на фиг. 2 показано изображение, полученное сканирующим электронным микроскопом (SEM), предоставляющее подробный вид варианта осуществления по фиг. 1;
на фиг. 3 показано изображение, полученное SEM, предоставляющее вид в поперечном сечении варианта осуществления по фиг. 1, выполненном вдоль линии 3-3;
на фиг. 4 показан подробный вид варианта осуществления по фиг. 1, изображающий проходящий свет, используемый для вычисления открытой площади в процентах перфорированной зоны нетканого материала по фиг. 1;
на фиг. 5A и 5B показаны изображения компьютерной микротомографии, где представлены поперечные сечения двух иллюстративных вариантов осуществления нетканого материала, выполненные через узел;
на фиг. 5C показано изображение компьютерной микротомографии, где представлено поперечное сечение прокладочного материала GentleAbsorb® подгузников HUGGIES® Little Snugglers®;
на фиг. 5D показана столбчатая диаграмма, изображающая результаты испытания, выполненного согласно способу испытания для определения энергии сжатия;
на фиг. 5E показана столбчатая диаграмма, изображающая результаты испытания, выполненного согласно способу испытания для определения линейности сжатия;
на фиг. 6A показан вид сверху альтернативного варианта осуществления трехмерного нетканого материала;
на фиг. 6B показан вид в поперечном сечении фрагмента материала по фиг. 6A при рассмотрении вдоль линии 6B-6B;
на фиг. 6C показан подробный вид фрагмента материала по фиг. 6A;
на фиг. 6D показано оптическое изображение фрагмента материала по фиг. 6A;
на фиг. 6E показан подробный вид по фиг. 6A, изображающий проходящий свет, используемый для вычисления открытой площади в процентах одной иллюстративной боковой зоны нетканого материала по фиг. 6A;
на фиг. 6F и 6G показаны виды сверху альтернативных вариантов осуществления трехмерного нетканого материала;
на фиг. 7A показан схематичный вид сбоку иллюстративного устройства и процесса для изготовления трехмерного нетканого материала согласно настоящему изобретению;
на фиг. 7B показан схематичный вид сбоку альтернативного иллюстративного устройства и процесса для изготовления трехмерного нетканого материала согласно настоящему изобретению;
на фиг. 7C показан схематичный вид сбоку еще одного альтернативного иллюстративного устройства и процесса для изготовления трехмерного нетканого материала согласно настоящему изобретению;
на фиг. 7D показан вид в поперечном сечении нетканого материала и материала-носителя, выполненный вдоль линии 7D-7D по фиг. 7C;
на фиг. 8A показан вид в перспективе фрагмента формирующей поверхности, которая может быть использована в процессах по фиг. 7A-7C;
на фиг. 8B показан детальный вид сверху фрагмента альтернативной формирующей поверхности, которая может быть использована в процессах по фиг. 7A-7C;
на фиг. 9 показан вид сбоку в перспективе одного варианта осуществления впитывающего изделия, содержащего трехмерный нетканый материал согласно настоящему изобретению;
на фиг. 10 показана горизонтальная проекция впитывающего изделия по фиг. 9 с частями, вырезанными для ясности;
на фиг. 11A показан вид в поперечном сечении по фиг. 10, выполненном вдоль линии 11-11;
на фиг. 11B показан вид в поперечном сечении, подобный изображенному на фиг. 11A, но показывающий альтернативный вариант осуществления впитывающего изделия;
на фиг. 11C показан вид в поперечном сечении, подобный изображенному на фиг. 11A и 11B, но показывающий еще один альтернативный вариант осуществления впитывающего изделия;
на фиг. 12 показана горизонтальная проекция одного альтернативного варианта осуществления впитывающего изделия по фиг. 9;
на фиг. 13 показана горизонтальная проекция иллюстративного нетканого материала из впитывающего изделия по фиг. 12 с иллюстративной конфигурацией связывания, изображенной применительно к нетканому материалу;
на фиг. 14 показан вид в поперечном сечении по фиг. 12, выполненный вдоль линии 14F-14F;
на фиг. 15 показан вид в перспективе иллюстративного оборудования и установки для осуществления способа испытаний на основе анализа образца материала, как описано в настоящем документе.
Повторное использование ссылочных позиций в настоящем описании и на графических материалах предназначено для представления одинаковых или аналогичных признаков или элементов настоящего изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Согласно одному варианту осуществления настоящее изобретение в целом относится к нетканому материалу 10, 110, 210, 310, способам 100', 100'', 100''' его изготовления и впитывающим изделиям 410, 510, 610, 710, содержащим такие иллюстративные нетканые материалы. Каждый пример предоставлен в качестве пояснения и не предполагает ограничение. Например, признаки, проиллюстрированные или описанные как часть одного варианта осуществления или фигуры, могут быть использованы в отношении другого варианта осуществления или фигуры для получения еще одного варианта осуществления. Предполагается, что настоящее изобретение включает в себя такие модификации и вариации. Предполагается, что любое обсуждение, приведенное ниже и ссылающееся на конкретный иллюстративный нетканый материал 10, 110, 210, 310, применимо к любым другим вариантам осуществления нетканого материала 10, 110, 210, 310, описанным в настоящем документе, если не указано иное. Дополнительно предполагается, что любое обсуждение, приведенное ниже и ссылающееся на конкретный способ 100', 100'', 100''' изготовления нетканого материала, применимо к любым другим вариантам осуществления способов 100', 100'', 100''' изготовления нетканого материала, описанным в настоящем документе, если не указано иное. Кроме этого, предполагается, что любое обсуждение, приведенное ниже и ссылающееся на конкретное впитывающее изделие 410, 510, 610, 710, применимо к любым другим вариантам осуществления впитывающих изделий 410, 510, 610, 710, описанным в настоящем документе, если не указано иное.
При представлении элементов настоящего изобретения или его предпочтительного варианта (вариантов) осуществления употребление терминов в единственном или множественном числе, а также в сопровождении определения «указанный» предусматривает, что существует один или более элементов. Предполагается, что термины «содержащий», «включающий» и «имеющий» имеют охватывающий смысл и означают, что могут существовать дополнительные элементы, отличающиеся от перечисленных элементов. Без отступления от сущности и объема настоящего изобретения в отношении него может быть выполнено множество модификаций и изменений. Следовательно, иллюстративные варианты осуществления, описанные выше, не следует применять для ограничения объема настоящего изобретения.
Определения
Термин «впитывающее изделие» в настоящем документе относится к изделию, которое может быть размещено вплотную к телу или вблизи него (т. е. в соприкосновении с телом) носящего для впитывания и удержания различных жидких, твердых и полутвердых выделений, выводимых из организма. Впитывающие изделия, такие как описанные в этом документе, следует выбрасывать после ограниченного периода использования, а не стирать или восстанавливать другим способом для повторного использования. Необходимо понимать, что настоящее описание применимо к различным одноразовым впитывающим изделиям, включая, помимо прочего, подгузники, трусы-подгузники, трусы для приучения к горшку, трусы для подростков, плавки, гигиенические продукты для женщин, включая, помимо прочего, прокладки или трусы при менструации, продукты для страдающих недержанием, предметы медицинской одежды, хирургические прокладки и бандажи, другие предметы личной гигиены или предметы одежды медико-санитарного назначения и т. п., без отступления от объема настоящего изобретения.
Термин «поглощающий слой» в настоящем документе относится к слою, способному принимать и временно удерживать жидкие выделения организма для замедления и рассеивания струи или потока жидких выделений организма и последующего высвобождения жидких выделений организма из него в другой слой или слои впитывающего изделия.
Термин «связанный» или «соединенный» в настоящем документе относится к сочленению, склеиванию, соединению, скреплению или т. п. двух элементов. Два элемента будут считаться связанными или соединенными в отношении друг друга, если они объединены, склеены, соединены, скреплены и т. п. друг с другом непосредственно или опосредовано, например, если каждый из них непосредственно связан с промежуточными элементами. Связывание или соединение одного элемента с другим может происходить посредством непрерывных или прерывистых связей.
Термин «кардочесанное полотно» в настоящем документе относится к полотну, содержащему натуральные или синтетические волокна со штапельной длиной, как правило, имеющие значения длины волокон менее чем приблизительно 100 мм. Связки штапельных волокон могут подвергать рыхлению для разделения волокон, которые затем подвергают кардочесанию, в котором волокна разделяют и расчесывают для их выравнивания в машинном направлении, после чего волокна осаждают на движущуюся сетку для дальнейшей обработки. Такие полотна обычно подвергают какому-либо процессу связывания, например термосварке с помощью тепла и/или давления. В дополнение к этому или вместо этого волокна можно подвергать процессам склеивания для связывания волокон друг с другом, например путем использования разновидностей порошкового клея. Кардочесанное полотно может быть подвергнуто струйному скреплению, такому как водоструйное скрепление, для дополнительного сплетения волокон и улучшения тем самым целостности кардочесанного полотна. Кардочесанные полотна, благодаря выравниванию волокон в машинном направлении, после связывания, как правило, будут иметь прочность в машинном направлении, превышающую прочность в поперечном направлении.
Термин «пленка» в этом документе относится к термопластичной пленке, выполненной с использованием процесса экструзии и/или формирования, такого как процесс изготовления пленки поливом или изготовления пленки экструзией с раздувом. Термин включает пленки с перфорациями, пленки с щелями, и другие пористые пленки, которые составляют пленки для переноса текучих сред, а также пленки, которые не переносят текучие среды, такие как, помимо прочего, барьерные пленки, наполненные пленки, проницаемые пленки и ориентированные пленки.
Термин «струйное скрепление» и «подвергнутый струйному скреплению» в настоящем документе в целом относится к способу формования для дополнительного повышения степени скрепления волокна в заданном волокнистом нетканом полотне или между волокнистыми неткаными полотнами и другими материалами с тем, чтобы сделать разделение отдельных волокон и/или слоев более затруднительным в результате скрепления. Обычно его осуществляют путем закрепления волокнистого нетканого полотна на формующей или несущей поверхности некоторого типа, которая имеет по меньшей мере некоторую степень проницаемости для нагнетаемой под давлением текучей среды. Поток находящейся под давлением текучей среды (обычно множество потоков) затем направляется на поверхность нетканого полотна, которая является обратной стороной к опорной поверхности полотна. Находящаяся под давлением текучая среда контактирует с волокнами и давит на части волокон в направлении потока текучей среды, таким образом смещая все или часть из множества волокон по направлению к опорной поверхности полотна. В результате происходит дополнительное скрепление волокон в направлении, которое можно назвать Z-направлением полотна (его толщина) по отношению к более плоской области, его X-Y плоскости. Если два или более отдельных полотна или других слоев размещены смежно друг с другом на формующей/несущей поверхности и подвергаются действию текучей среды под давлением, обычно необходимый результат заключается в том, что некоторые волокна по меньшей мере одного из полотен принудительно вдавливаются в смежное полотно или слой, таким образом, вызывая скрепление волокна в области взаимодействия двух поверхностей так, что в результате происходит связывание или сочленение полотен/слоев друг с другом в результате повышенного скрепления волокон. Степень связывания или скрепления будет зависеть от ряда факторов, включая без ограничения типы используемых волокон, их длины волокон, степень предварительного связывания или скрепления полотна или полотен перед осуществлением способа струйного скрепления, типа используемой текучей среды (жидкости, такие как вода, пар или газы, такие как воздух), давление текучей среды, количество потоков текучей среды, скорости осуществления способа, время воздействия текучей среды и пористость полотна или полотен/других слоев и формирующей/несущей поверхности. Один из наиболее распространенных способов струйного скрепления называют водоструйным скреплением, которое является способом, хорошо известным для специалистов в данной области, связанной с неткаными полотнами. Примеры процесса струйного скрепления можно найти в патенте США №4939016, выданном на имя Radwanski и соавт., патенте США №3485706, выданном на имя Evans, и патентах США №4970104 и №4959531, выданных на имя Radwanski, каждый из которых включен в настоящий документ с помощью ссылки в полном его объеме для всех целей.
Термин «г/м2» относится в настоящем документе к граммам на квадратный метр.
Термин «гидрофильный» относится в настоящем документе к волокнам или поверхностям волокон, которые смачиваются водными жидкостями при контакте с волокнами. Степень смачивания материалов можно, в свою очередь, описать с точки зрения контактных углов и значений поверхностного натяжения рассматриваемых жидкостей и материалов. Оборудование и методики, подходящие для измерения смачиваемости конкретных волокнистых материалов или смесей волокнистых материалов, могут быть обеспечены системой для анализа сил поверхностного натяжения Cahn SFA-222 или по существу эквивалентной системой. При измерении с помощью этой системы волокна с контактными углами менее 90 градусов обозначают как «смачиваемые» или гидрофильные, а волокна с контактными углами, превышающими 90 градусов, обозначают как «несмачиваемые» или гидрофобные.
Термин «непроницаемый для жидкости» в настоящем документе относится к слою или многослойному слоистому материалу, в котором жидкие выделения организма, такие как моча, не будут проходить через слой или слоистый материал при обычных условиях применения в направлении, в целом перпендикулярном плоскости слоя или слоистого материала в точке контакта с жидкостью.
Термин «проницаемый для жидкости» в настоящем документе относится к любому материалу, который не является непроницаемым для жидкости.
Термин «мелтблаун» в этом документе относится к волокнам, полученным экструзией через множество мелких, обычно круглых, отверстий фильеры расплавленного термопластичного материала в виде нитей или элементарных нитей из расплава в сходящиеся высокоскоростные потоки нагретого газа (например, воздуха), которые уменьшают толщину элементарных нитей из расплавленного термопластичного материала для уменьшения их диаметра, который может быть диаметром микроволокна. После этого волокна мелтблаун переносятся высокоскоростным потоком газа и осаждаются на собирающую поверхность с образованием полотна из распределенных случайным образом волокон мелтблаун. Такой процесс раскрыт, например, в патенте США №3849241, выданном Butin и соавт., который включен в настоящий документ посредством ссылки. Волокна мелтблаун являются микроволокнами, которые могут быть непрерывными или прерывающимися, в целом имеют толщину нити меньше чем приблизительно 0,6 денье и могут быть клейкими и самосвязывающимися при осаждении на собирающую поверхность.
Термин «нетканый материал» относится в настоящем документе к материалам и полотнам из материала, которые образованы без применения процесса ткачества или вязания ткани. Материалы и полотна из материалов могут иметь структуру отдельных волокон, элементарных нитей или нитей (совместно называемых «волокнами»), которые могут быть переслаивающимися, но не распознаваемым способом, как в вязаной ткани. Нетканые материалы или полотна могут быть образованы с помощью многих способов, таких как, помимо прочего, способы создания мелтблаун, способы создания спанбонд, способы создания кардочесанного полотна и т. д.
Термин «податливый» в настоящем документе относится к материалам, которые являются деформируемыми и которые будут легко приходить в соответствие с общей формой и контурами одежды носящего.
Термин «спанбонд» в этом документе относится к волокнам небольшого диаметра, которые получены экструзией расплавленного термопластичного материала в виде элементарных нитей через множество мелких отверстий фильеры экструдера для производства искусственного волокна, выполненных в круглой или другой форме, при этом диаметр экструдированных элементарных нитей затем быстро уменьшают обычным способом, таким как, например, эжекторное вытягивание, и способы, описанные в патенте США №4340563, выданном Appel и соавт., в патенте США №3692618, выданном Dorschner и соавт., в патенте США №3802817, выданном Matsuki и соавт., в патентах США №№3338992 и 3341394, выданных Kinney, в патенте США №3502763, выданном Hartmann, в патенте США №3502538, выданном Peterson, и в патенте США №3542615, выданном Dobo и соавт., каждый из которых включен в этот документ во всей своей полноте посредством ссылки. Волокна спанбонд обычно являются непрерывными и зачастую имеют средние значения толщины в денье, превышающие приблизительно 0,3, и согласно одному варианту осуществления от приблизительно 0,6, 5 и 10 до приблизительно 15, 20 и 40. Волокна спанбонд обычно не клейкие при их осаждении на собирающую поверхность.
Термин «сверхвпитывающий» в настоящем документе относится к набухающему в воде, нерастворимому в воде органическому или неорганическому материалу, способному при наиболее благоприятных условиях впитывать по меньшей мере приблизительно в 15 раз больше своего веса и согласно одному варианту осуществления по меньшей мере приблизительно в 30 раз больше своего веса, в водном растворе, содержащем 0,9 весового процента хлорида натрия. Сверхвпитывающими материалами могут быть натуральные, синтетические и модифицированные натуральные полимеры и материалы. Кроме того, сверхвпитывающими материалами могут быть неорганические материалы, такие как силикагели, или органические соединения, такие как сшитые полимеры.
Термин «термопластичный» в настоящем документе относится к материалу, который размягчается, и которому можно придать форму под воздействием тепла, и который практически возвращается в неразмягченное состояние при охлаждении.
Термин «пользователь» или «лицо, осуществляющее уход» в настоящем документе относится к тому, кто надевает впитывающее изделие, такое как, но без ограничения, подгузник, трусы-подгузник, трусы для приучения к горшку, трусы для подростков, изделие для страдающих недержанием, или другое впитывающее изделие на носящего одно из этих впитывающих изделий. Пользователь и носящий могут быть одним и тем же человеком.
Трехмерное полотно с узлами, перемычками и отверстиями
Как изображено на фиг. 1-3, трехмерный нетканый материал 10 может содержать множество узлов 12 и множество соединительных перемычек 14 (на фиг. 1 в целях ясности отмечены только один из узлов 12 и одна из соединительных перемычек 14). Узлы 12 и соединительные перемычки 14 могут быть расположены в пределах перфорированной зоны 16 материала 10. Как лучше всего показано на виде в поперечном сечении по фиг. 3, узлы 12 могут проходить от базовой плоскости 18 на первой поверхности 20 нетканого материала 10. Базовая плоскость 18 может быть определена как в общем плоская область первой поверхности 20 нетканого материала 10, отличающаяся от части нетканого материала 10, образующей узлы 12. Другими словами, в варианте осуществления, изображенном на фиг. 1-3, базовая плоскость 18 может быть сформирована первой поверхностью 20 нетканого материала 10, образующей соединительные перемычки 14. Нетканый материал 10 также может содержать вторую поверхность 22. Первая поверхность 20 может быть противоположной по отношению ко второй поверхности 22, как изображено на фиг. 3.
Узлы 12 могут иметь различные формы и размеры, как будет подробнее описано ниже, при обсуждении изготовления нетканого материала 10. В некоторых вариантах осуществления узлы 12 могут иметь в общем цилиндрическую форму. В предпочтительных вариантах осуществления узлы 12 выполнены таким образом, чтобы не содержать никаких отверстий или перфораций. В некоторых вариантах осуществления узлы 12 могут иметь высоту 15 (измеренную в направлении, перпендикулярном базовой плоскости 18) от приблизительно 1 мм до приблизительно 10 мм и предпочтительнее от приблизительно 3 мм до приблизительно 6 мм. Высота 15 узлов 12 измерена с помощью аналитических технологий, описанных в способе испытаний на основе анализа узла, который описан в разделе «Способы испытаний» в настоящем документе. В некоторых вариантах осуществления каждый из большей части узлов 12 может иметь площадь (измеренную площадью узла 12 в пределах базовой плоскости 18) от приблизительно 5 мм2 до приблизительно 35 мм2 и предпочтительнее от приблизительно 10 мм2 до приблизительно 20 мм2. Множество узлов 12 могут быть выполнены в перфорированной зоне 16, так что узлы 12 обеспечивают плотность узлов от приблизительно 1,0 узла/см2 до приблизительно 3,0 узлов/см2. Площадь узлов и плотность узлов в пределах перфорированной зоны 16 можно измерить с помощью аналитических технологий, описанных в способе испытаний на основе анализа образца материала, который описан в разделе «Способы испытаний» в настоящем документе.
Как изображено на фиг. 1 и подробнее изображено на фиг. 2, соединительные перемычки 14 могут соединять множество узлов 12 друг с другом. Отдельная соединительная перемычка 14 может быть описана как проходящая только между двумя смежными узлами 12. Другими словами, отдельная соединительная перемычка 14 не соединяет три или более узлов 12 друг с другом. В предпочтительных вариантах осуществления большая часть множества узлов 12 может включать по меньшей мере три соединительные перемычки 14, соединенные со смежными узлами 12. В предпочтительных вариантах осуществления большая часть множества узлов 12 может содержать десять или меньше соединительных перемычек 14, соединенных со смежными узлами 12. В некоторых вариантах осуществления нетканый материал 10 может быть выполнен таким образом, что большая часть множества узлов 12 может содержать от трех до восьми соединительных перемычек 14, соединенных со смежными узлами 12. Например, в варианте осуществления, изображенном на фиг. 1 и 2, большая часть множества узлов 12 содержит шесть соединительных перемычек 14, соединенных со смежными узлами 12. В других вариантах осуществления может быть предпочтительно, если большая часть множества узлов 12 будет содержать от трех до шести соединительных перемычек 14, соединенных со смежными узлами 12, и в некоторых вариантах осуществления предпочтительно будет содержать от трех до четырех соединительных перемычек 14, соединенных со смежными узлами 12.
Нетканый материал 10 также может содержать множество отверстий 24 в перфорированной зоне 16. В настоящем документе отверстия 24 также могут называться «перфорациями». Отверстия 24, описанные в настоящем документе, представляют собой области нетканого материала 10, которые имеют меньшую плотность волокон нетканого материала 10 по сравнению с узлами 12 и соединительными перемычками 14. В некоторых вариантах осуществления отверстия 24 могут быть по существу лишены волокон. В контексте настоящего документа отверстия 24 необходимо отличать от обычных промежутков между волокнами, обычно присутствующих в волокнистых нетканых материалах. Например, на фиг. 2 показано изображение, полученное с помощью SEM, изображающее иллюстративный нетканый материал 10, на котором обозначено одно отверстие 24, имеющее меньшую плотность волокон, чем смежные узлы 12 и соединительные перемычки 14. Отверстия 24 могут быть сформированы между множеством соединительных перемычек 14 и множеством узлов 12. Отдельные отверстия 24 могут быть расположены между смежными узлами 12. Отдельные отверстия 24 могут быть образованы между по меньшей мере тремя соединительными перемычками 14 и по меньшей мере тремя узлами 12. В некоторых вариантах осуществления отдельные отверстия 24 могут быть образованы между по меньшей мере четырьмя соединительными перемычками 14 и по меньшей мере четырьмя узлами 12. В некоторых вариантах осуществления большая часть множества отверстий 24 может быть выполнена таким образом, чтобы каждое имело площадь (измеренную площадью отверстия 24 в пределах базовой плоскости 18), которая находится в диапазоне от приблизительно 5 мм2 до приблизительно 25 мм2, предпочтительнее от приблизительно 7 мм2 до приблизительно 20 мм2, и еще предпочтительнее, от приблизительно 7 мм2 до приблизительно 17 мм2. Площадь отверстий 24 в пределах перфорированной зоны 16 можно измерить с помощью аналитических технологий, указанных в способе испытаний на основе анализа образца материала, который описан в разделе «Способы испытаний» в настоящем документе.
В некоторых вариантах осуществления множество отверстий 24 для нетканого материала 10 могут образовывать открытую площадь в процентах для перфорированной зоны 16, составляющую от приблизительно 10% до приблизительно 60%. В некоторых предпочтительных вариантах осуществления множество отверстий 24 для нетканого материала 10 могут образовывать открытую площадь в процентах для перфорированной зоны 16, составляющую от приблизительно 15% до приблизительно 45%. В некоторых предпочтительных вариантах осуществления нетканый материал 10 может образовывать открытую площадь в процентах для перфорированной зоны 16, составляющую от приблизительно 20% до приблизительно 40% или еще предпочтительнее от приблизительно 20% до приблизительно 30%. В контексте настоящего документа открытая площадь в процентах определена с помощью способа испытаний на основе анализа образца материала, который описан в разделе «Способы испытаний» в настоящем документе. Хотя это подробно описано в разделе «Способы испытаний», способ испытаний на основе анализа образца материала включает проецирование источника света на нетканый материал 10, так что отверстия 24 можно идентифицировать благодаря тому, что отверстия 24 позволяют большей процентной доле света проходить сквозь нетканый материал 10, что изображено на фиг. 4 (при этом в целях ясности отмечены только три отверстия 24), по сравнению с узлами 12 и перемычками 14.
Множество отверстий 24 могут обеспечить различные преимущественные свойства для нетканого материала 10. Например, отверстия 24 могут обеспечить для нетканого материала 10 улучшенный перенос текучей среды и/или увеличенную проницаемость. В качестве примера, если нетканый материал 10 используется в изделии, которое поглощает и распределяет текучую среду, отверстия 24 могут помочь в обеспечении увеличенного поглощения и распределения текучих сред через нетканый материал 10 и/или по нему.
В частности, множество отверстий 24 могут улучшить способность материала, такого как нетканый материал 10, поглощать и распределять материал BM (также называемый в настоящем документе фекалиями или экскрементами), что приводит к меньшему скоплению BM на материале 10 и, следовательно, меньше BM находится вплотную к коже носящего впитывающее изделие, содержащее такой нетканый материал 10. Для определения способности разных нетканых материалов эффективно справляться с имитированными BM, некоторое количество разных нетканых материалов 10 (материалы A-F), согласно аспектам настоящего изобретения, были испытаны с помощью способов испытания, которые определяли процентную величину скопившихся BM. Такой способ испытания, как описано в способе испытания «Определение остаточного количества имитирующего фекалии средства» в патенте США №9480609, озаглавленном «Absorbent Article», который включен в данный документ посредством ссылки во всей своей полноте в той степени, в которой он не противоречит данному документу. Все из разных испытанных нетканых материалов были сформированы подобным образом, но с разными формирующими поверхностями, что привело к разным комбинациям узлов 12, перемычек 14 и отверстий 24. Эти разные комбинации привели к разницам величин открытых площадей в процентах в пределах перфорированной зоны 16, средних площадей отверстий и объемных свойств сформированных нетканых материалов. Разные нетканые материалы, а также их свойства и результаты испытаний представлены ниже в таблице 1.
Таблица 1
Во-первых, видно, насколько эффективными являются материалы, содержащие отверстия 24, обеспечивающие таким материалам величины открытых площадей в процентах в перфорированной зоне 16, применительно к уменьшению количества скопившихся BM на таких материалах. Например, как показано в таблице 1, материал A, имеющий наименьшую величину открытой площади в процентах, все же показал значительно лучшие результаты, чем материал GentleAbsorb®, применительно к количеству скопившихся BM. Фактически, все испытанные материалы A-F показали хорошие результаты по сравнению с результатом материала GentleAbsorb®, в общем поддерживая предпочтительный диапазон величин открытой площади в процентах, равный по меньшей мере приблизительно 20%, или по меньшей мере приблизительно 25%, или по меньшей мере приблизительно 30%, или от приблизительно 20% до приблизительно 30%.
Также видно, что вместе с такими неткаными материалами 10, имеющими минимальные величины открытой площади в процентах перфорированной зоны 16, описанные в настоящем документе, или диапазоны величин открытой площади в процентах, описанные в настоящем документе, может быть предпочтительно, чтобы нетканые материалы 10 имели отверстия 24, обладающие сравнительно большей средней площадью. Например, в таблице 1 видно, что материалы A и E имеют подобные величины открытой площади в процентах. Тем не менее, материал E показал значительно лучшие результаты, чем материал A, применительно к скопившимся BM. Как показано в таблице 1, материал E имеет среднюю площадь отверстия, равную 13,79 мм2, в то время как материал A имеет среднюю площадь отверстия, равную лишь 10,52 мм2. Соответственно, может быть предпочтительно, чтобы нетканые материалы 10 согласно настоящему изобретению имели средние площади отверстий, составляющие по меньшей мере 10,52 мм2, или по меньшей мере приблизительно 11 мм2, или по меньшей мере приблизительно 12 мм2, или по меньшей мере приблизительно 13 мм2, или по меньшей мере 13,79 мм2. Может быть предпочтительным, чтобы нетканые материалы согласно настоящему изобретению имели такие средние площади отверстий 24, одновременно обладая величиной открытой площади в процентах нетканого материала в перфорированной зоне 16, равной по меньшей мере 21,91%, или по меньшей мере приблизительно 22%, или по меньшей мере приблизительно 23%, или от приблизительно 20% до приблизительно 30%.
В некоторых особенно предпочтительных вариантах осуществления нетканых материалов согласно настоящему изобретению может быть предпочтительно, чтобы такие материалы имели величину открытой площади в процентах, которая больше, чем приблизительно 27% или больше, чем приблизительно 27,31% и меньше, чем приблизительно 31%, или меньше, чем приблизительно 30,75%. Например, материалы B, C и D демонстрируют, что материал C показал лучшие результаты, чем материалы B и C, при этом материалы B и D имеют величины открытой площади в процентах, которые меньше и больше, чем у материала C, соответственно. В качестве альтернативы может быть предпочтительно, чтобы варианты осуществления нетканых материалов согласно настоящему изобретению имели средние площади отверстий 24, которые больше, чем приблизительно 11,81 мм2 или больше, чем приблизительно 12 мм2 и меньше, чем приблизительно 20,13 мм2 или меньше, чем приблизительно 21 мм2. Например, материалы B, C и D демонстрируют, что материал C показал лучшие результаты, чем материалы B и D, при этом материалы B и D имеют величины средней площади отверстий 24, которые меньше и больше, чем у материала C, соответственно. В других вариантах осуществления может быть предпочтительно, чтобы нетканые материалы согласно настоящему изобретению имели величину открытой площади в процентах, которая больше, чем приблизительно 27% или больше, чем приблизительно 27,31%, и меньше, чем приблизительно 31%, или меньше, чем приблизительно 30,75%, а также имели средние площади отверстий, которые больше, чем приблизительно 11,81 мм2, или больше, чем приблизительно 12 мм2, и меньше, чем приблизительно 20,13 мм2, или меньше, чем приблизительно 21 мм2.
На фиг. 5A-5C показаны примеры другого преимущественного свойства нетканого материала 10, которое связано с ориентацией волокон. В предпочтительных вариантах осуществления нетканого материала 10, таких как показаны в поперечном сечении на фиг. 5A и 5B, по меньшей мере большая часть множества узлов 12 может быть выполнена таким образом, чтобы иметь величину анизотропии, превышающую 1,0, как измерено способом испытаний на основе анализа узла, описанном в разделе «Способы испытаний» в настоящем документе. Узлы 12 имеют более высокий уровень выравнивания волокон в направлении 32, перпендикулярном базовой плоскости 18 на первой поверхности нетканого материала 10. На фиг. 5C показан сравнительный пример нетканого материала, применяемого и реализуемого на рынке в настоящее время в виде прокладочного материала GentleAbsorb® в подгузниках HUGGIES® Little Snugglers®, которые изготавливает и продает компания Kimberly-Clark Global Sales, LLC, что описано в патенте США №9327473. Величины анизотропии для нетканых материалов по фиг. 5A-5C показаны ниже в таблице 2. Как показано в таблице 2, нетканые материалы 10, изображенные на фиг. 5A и 5B, включали величину анизотропии, превышающую 1,0, точнее имели величины анизотропии, равные 1,07 и 1,25, соответственно.
Таблица 2: Величины анизотропии для образцов, изображенных на фиг. 5A-5C
Без ограничения теорией, полагают, что улучшенные величины анизотропии в узлах 12 нетканого материала 10, описанного в настоящем документе, можно создать путем увеличения соотношения глубины формирующих прорезей 54 и диаметра формирующих прорезей 54, как будет подробнее описано ниже.
Кроме этого, полагают, что увеличенные величины анизотропии нетканых материалов 10 согласно этому описанию обеспечивают улучшенное сопротивление сжатию для нетканого материала 10 по сравнению с другими неткаными материалами, в том числе по сравнению с прокладочным материалом GentleAbsorb®. Благодаря улучшенному сопротивлению сжатию, нетканый материал 10 может сохранять свою эластичность на протяжении применения и может использоваться в различных средах, где он может подвергаться усилиям сжатия. Например, при использовании во впитывающем изделии, нетканый материал 10 может подвергаться усилиям сжатия начиная от своего исходного упакованного состояния, где он находится в сжатой упаковке, до применения на носящем, если носящий находится в положении сидя или лежа на впитывающем изделии. Благодаря обеспечению улучшенного сопротивления сжатию, нетканый материал 10 может помочь в сохранении объема пустот для приема, переноса и/или хранения выделений организма носящего. Таким образом, нетканый материал 10 может обеспечить улучшенные преимущества для кожи носящего, помогая предотвращать контакт выделений организма с кожей носящего, и обеспечить потенциальные усовершенствования продукта путем удержания выделений организма вдали от краев впитывающего изделия, которые могут быть источником утечек.
Как изображено на фиг. 5D и 5E, иллюстративный нетканый материал 110, описанный в настоящем документе (изображенный на фиг. 6A), был испытан в ходе двух способов испытания, связанного со сжатием, в сравнении со сравнительным примером нетканого материала, применяемого и реализуемого на рынке в настоящее время в виде прокладочного материала GentleAbsorb® в подгузниках HUGGIES® Little Snugglers®, которые изготавливает и продает компания Kimberly-Clark Global Sales, LLC, что описано в патенте США №9327473. Изображение компьютерной микротомографии поперечного сечения образца прокладочного материала GentleAbsorb® показано на фиг. 5C. На фиг. 5D показаны результаты испытания энергии сжатия и на фиг. 5E показаны результаты испытания линейности сжатия. Далее будут описаны результаты этих испытаний.
Испытание энергии сжатия более полно описано в разделе «Способы испытаний» в настоящем документе и заключается в измерении сопротивления сжатию материала на протяжении трех циклов сжатия путем измерения энергии, необходимой для сжатия нетканого материала от его исходной толщины при усилии, равном 5 грамм-силы, до его окончательной толщины при усилии, равном приблизительно 1830 грамм-силы (приблизительно 10 кПа). Как изображено на фиг. 5D, нетканый материал 110 согласно настоящему изобретению требовал большей энергии сжатия в каждом цикле для сжатия по сравнению с энергией сжатия, необходимой для сжатия контрольного образца прокладочного материала GentleAbsorb®, и таким образом обеспечивает большее сопротивление сжатию. Фактически, результаты испытания энергии сжатия демонстрируют, что нетканый материал 110 обеспечивает преимущества по сравнению с контрольным образцом. В частности, нетканый материал 110 обеспечил энергию сжатия, превышающую 40 гс*см в цикле 1 и превышающую 35 гс*см в циклах 2 и 3. Фактически, нетканый материал обеспечил энергию сжатия, превышающую 50 гс*см в циклах 2 и 3 и превышающую 60 гс*см в цикле 1.
Таким образом, предпочтительно, чтобы нетканые материалы согласно настоящему изобретению обеспечивали энергию сжатия, превышающую 40 гс*см, предпочтительнее превышающую 45 гс*см, предпочтительнее превышающую 50 гс*см, еще предпочтительнее превышающую 55 гс*см и еще более предпочтительно превышающую 60 гс*см в цикле 1 испытания энергии сжатия. Предпочтительно, чтобы нетканые материалы согласно настоящему изобретению обеспечивали энергию сжатия в диапазоне 40-65 гс*см в цикле 1 испытания энергии сжатия. Также предпочтительно, чтобы нетканые материалы согласно настоящему изобретению обеспечивали энергию сжатия, превышающую 35 гс*см, предпочтительнее превышающую 40 гс*см, предпочтительнее превышающую 45 гс*см и еще предпочтительнее превышающую 50 гс*см в цикле 2 испытания энергии сжатия. Таким образом, предпочтительно, чтобы нетканые материалы согласно настоящему изобретению обеспечивали энергию сжатия в диапазоне 40-55 гс*см в цикле 2 испытания энергии сжатия. Также предпочтительно, чтобы нетканые материалы согласно настоящему изобретению обеспечивали энергию сжатия, превышающую 35 гс*см, предпочтительнее превышающую 40 гс*см, предпочтительнее превышающую 45 гс*см и еще предпочтительнее превышающую 50 гс*см в цикле 3 испытания энергии сжатия. Предпочтительно, чтобы нетканые материалы согласно настоящему изобретению обеспечивали энергию сжатия в диапазоне 40-55 гс*см в цикле 3 испытания энергии сжатия.
Путем обеспечения большего сопротивления сжатию, нетканые материалы согласно настоящему изобретению могут предоставить дополнительные преимущества. Например, когда нетканый материал 10 используется во впитывающем изделии 410, нетканый материал 10 может сохранять объем пустот для взаимодействия с выделениями организма, поглощая их во впитывающий узел 444, который может способствовать сохранению кожи пользователя более сухой и обеспечению большего удобства. В частности, это преимущество может быть реализовано в вариантах осуществления, в которых нетканый материал 10 выполнен во впитывающем изделии 410 таким образом, что узлы 12 проходят от базовой плоскости 18 первой поверхности 20 нетканого материала 10 к впитывающему элементу 434. Дополнительно, благодаря большей устойчивости к сжатию, нетканый материал 10 потенциально может обеспечить больший подъем и ощущение большей мягкости коже носящего такое впитывающее изделие 410.
На фиг. 5E изображены результаты испытания линейности сжатия. Испытание для определения линейности сжатия, как полностью описано в разделе «Способы испытаний» в настоящем документе, предназначено для измерения свойств сжатия нетканого материала путем сжатия материала с постоянной интенсивностью между двумя поршнями до тех пор, пока он не достигнет максимального предустановленного усилия. Смещение верхнего поршня, сжимающего материал, обнаруживается потенциометром. Величина давления, необходимого для сжатия образца (P, гс/см2), в зависимости от толщины (смещения) материала (T, мм) отображается в виде графика на экране компьютера. Величина линейности сжатия представляет степень линейности кривой сжатия. Чем больше величина линейности сжатия, тем более устойчив материал к сжатию. Как изображено на фиг. 5E, нетканый материал 110 демонстрировал линейность сжатия, составляющую приблизительно 0,75, в то время как контрольный образец прокладочного материала GentleAbsorb® демонстрировал линейность сжатия, составляющую менее 0,50. Таким образом, в предпочтительных вариантах осуществления нетканые материалы предпочтительно имеют линейность сжатия, превышающую 0,50, предпочтительнее превышающую 0,55, предпочтительнее превышающую 0,60, еще предпочтительнее превышающую 0,65 и наиболее предпочтительно превышающую 0,70. В некоторых вариантах осуществления нетканый материал может иметь линейность сжатия в диапазоне от приблизительно 0,50 до 1,0 или от приблизительно 0,50 до приблизительно 0,80.
В некоторых вариантах осуществления нетканый материал 10 может содержать боковые зоны и/или концевые зоны, отличающиеся от перфорированной зоны 16. Например, как изображено на фиг. 1, нетканый материал 10 может содержать первую боковую зону 26a и вторую боковую зону 26b. Первая и вторая боковые зоны 26a и 26b могут быть в общем параллельны друг другу и проходить в продольном направлении 28. Первая и вторая боковые зоны 26a и 26b могут быть выполнены таким образом, что первая боковая зона 26a расположена смежно с первой стороной 16a перфорированной зоны 16 и вторая боковая зона 26b расположена смежно со второй стороной 16b перфорированной зоны 16. Другими словами, перфорированная зона 16 может быть расположена между первой боковой зоной 26a и второй боковой зоной 26b. По меньшей мере в некоторых вариантах осуществления боковые зоны 26a, 26b могут полностью проходить от переднего края 25 материала 10 до заднего края 27 материала 10. Дополнительно, в некоторых вариантах осуществления перфорированная зона 16 может полностью проходить от переднего края 25 материала 10 до заднего края 27 материала 10, так что материал 10 не содержит никаких концевых зон 26c, 26d. Однако в других вариантах осуществления боковые зоны 26a и/или 26b могут только частично проходить вдоль длины нетканого материала 10. В таких вариантах осуществления перфорированная зона 16 может полностью проходить между поперечными боковыми краями 47, 49 нетканого материала 10 вдоль по меньшей мере части длины материала 10.
Нетканый материал 10 может иметь ширину 35, определенную между поперечными боковыми краями 47, 49. Боковые зоны 26a, 26b имеют ширины 31a, 31b соответственно, в то время как перфорированная зона 16 имеет ширину 33. Хотя на фиг. 1 показано, что ширины 31a, 31b неизменные, в других вариантах осуществления они могут варьироваться. Например, материал 10 может быть образован с перфорированной зоной 16, края которой являются изогнутыми и/или волнообразными в продольном направлении 28. В таких вариантах осуществления ширины 31a, 31b могут увеличиваться и/или уменьшаться в соответствии с формой перфорированной зоны 16. В контексте настоящего документа ширины 31a, 31b могут относиться к наибольшей ширине боковых зон 26a, 26b вдоль длины материала 10.
В общем может быть предпочтительным, чтобы боковые зоны 26a, 26b имели не слишком большие ширины 31a, 31b в процентном отношении к общей ширине 35 материала 10. Например, боковые зоны 26a, 26b могут в общем иметь большую прочность на разрыв, чем перфорированная зона 16. Соответственно, одно преимущество боковых зон 26a, 26b заключается в том, что они помогают обеспечить материалу 10 большую общую прочность на разрыв и таким образом обеспечить возможность обработки материала 10 с помощью высокоскоростных процессов изготовления, где материал 10 обрабатывают в растянутом состоянии (например, высокоскоростные процессы изготовления впитывающих изделий). Однако если ширины 31a, 31b боковых зон 26a, 26b являются слишком большими, было обнаружено, что материал 10 будет нежелательным образом завиваться при растяжении, так что материал 10 может быть непригоден для обработки в желаемых высокоскоростных процессах изготовления. Например, это завивание может привести к нежелательному складыванию краев нетканых материалов по мере движения материалов вдоль траектории полотна в процессе изготовления. Полагают, что разница прочности на разрыв между боковыми зонами 26a, 26b и перфорированной зоной 16 является ключевым фактором, способствующим этому завиванию.
Для того, чтобы предотвратить завивание материала 10 или по меньшей мере предотвратить такую степень завивания, которая влияет на возможность обработки материала 10 в высокоскоростном процессе изготовления, было обнаружено, что желательно поддерживать ширины 31a, 31b ниже определенных процентных значений от общей ширины материала 10. Полагают, что такой характерный признак помогает обеспечить то, что более высокие значения прочности на разрыв боковых зон 26a, 26b не преобладают над эксплуатационными характеристиками материала 10 при воздействии растягивающих усилий в высокоскоростных процессах изготовления. Было обнаружено, что материал 10 и другие материалы согласно настоящему изобретению сохраняют желаемые свойства завивания при воздействии растягивающих усилий в обычных высокоскоростных процессах изготовления, если каждая из ширин 31a, 31b меньше, чем приблизительно 20% от общей ширины 35 материала 10. Может быть более предпочтительно, если каждая из ширин 31a, 31b будет меньше, чем приблизительно 25%, или меньше, чем приблизительно 20%, или меньше, чем приблизительно 17,5%, или меньше, чем приблизительно 15%, меньше, чем приблизительно 12,5%, или меньше, чем приблизительно 10%, от общей ширины 35 материала 10. По меньшей мере в некоторых из этих вариантов осуществления каждая из ширин 31a, 31b может быть больше, чем приблизительно 5% от общей ширины 35 материала 10. Следовательно, ширина 33 перфорированной зоны может составлять от приблизительно 50% до приблизительно 90%, или от приблизительно 60% до приблизительно 90%, или от приблизительно 65% до приблизительно 90%, или от приблизительно 70% до приблизительно 90%, или от приблизительно 75% до приблизительно 90%, или от приблизительно 80% до приблизительно 90% от общей ширины 35 материала 10.
Каждая из ширин 31a, 31b может иметь подобные величины. Например, ширины 31a, 31b могут иметь такие величины, что одна из ширин 31a, 31b составляет приблизительно 50% величины другой из ширин 31a, 31b, или составляет приблизительно 25% величины другой из ширин 31a, 31b.
В вариантах осуществления, где материал 10 используется во впитывающем изделии, боковые зоны 26a, 26b могут использоваться для того, чтобы сцеплять материал 10 с основой впитывающего изделия. В этих вариантах осуществления ширины 31a, 31b могут быть установлены таким образом, чтобы обеспечивать достаточную площадь для связывания материала 10 с основой изделия и чтобы обеспечивать достаточную прочность связывания материала 10, так что материал 10 не расслаивается во время изготовления или при использовании. Было обнаружено, что ширины 31a, 31b, которые предоставляют такие преимущества, составляют от приблизительно 10 мм до приблизительно 40 мм, или от приблизительно 10 мм до приблизительно 35 мм, или от приблизительно 10 мм до приблизительно 30 мм, или от приблизительно 10 мм до приблизительно 25 мм, или от приблизительно 10 мм до приблизительно 20 мм.
Также было обнаружено, что для того, чтобы контролировать завивание материала 10 при растяжении, таком как усилия натяжения, которым может подвергаться материал 10 в высокоскоростных процессах изготовления, существует соотношение прочности на разрыв, которое желательно достичь между зонами 16, 26a, 26b. Соотношение прочности на разрыв подробно описано в обсуждении способа испытания прочности на разрыв в разделе «Способы испытаний» в настоящем документе. В общем, соотношение прочности на разрыв сравнивает добавочную прочность на разрыв обеих боковых зон 26a, 26b с прочностью на разрыв перфорированной зоны 16. Если достигнуто предпочтительное соотношение прочности на разрыв, размеры боковых зон 26a, 26b не нужно ограничивать определенной процентной величиной от общей ширины 35 материала 10 для того, чтобы достичь желаемых свойств завивания. В общем, было обнаружено, что чем равномернее прочность на разрыв материала 10 на протяжении его ширины 35, тем меньше завивается материал 10 при растяжении. Точнее, было обнаружено, что материал 10 и другие материалы согласно настоящему изобретению могут демонстрировать хорошие характеристики в контексте завивания, если их соотношение прочности на разрыв больше, чем приблизительно 0,8 и меньше, чем приблизительно 2,5. В других вариантах осуществления может быть более предпочтительным, чтобы соотношение прочности на разрыв составляло от приблизительно 0,8 до приблизительно 2, или от приблизительно 0,8 до приблизительно 1,75, или от приблизительно 0,8 до приблизительно 1,5. Для определения прочности на разрыв разных зон 16, 26a, 26b, материал 10 подвергли способу испытания прочности на разрыв. Соотношение прочности на разрыв материала 10 затем можно вычислить согласно уравнению (1), как указано в способе испытания прочности на разрыв.
Хотя боковые зоны 26a, 26b помогают обеспечить увеличенную общую прочность на разрыв материала 10, было обнаружено, что боковые зоны 26a, 26b материала 10 не оказывают заметного влияния на свойство сужения материала 10. В контексте настоящего документа термин «сужение» используется для обозначения тенденции к уменьшению ширины материала, когда материал подвергается возрастающему продольному растяжению. Одним свойством материала, используемым в качестве меры сужения, является коэффициент Пуассона, которым обладает материал. Было обнаружено, что материалу 10, или точнее перфорированной зоне 16 материала 10, может понадобиться относительно низкий коэффициент Пуассона для получения возможности обработки в высокоскоростном процессе изготовления, таком как процесс изготовления впитывающих изделий.
В качестве одного иллюстративного примера, где материал 10 используется в составе впитывающего изделия, если материал 10 слишком сильно сужается при растяжении, он может не покрывать желаемую ширину впитывающего изделия. Такое чрезвычайное сужение может привести к тому, что материал 10 перестанет покрывать клей внутри изделия. Этот открытый клей может нежелательным образом связывать другие элементы впитывающего изделия друг с другом или затруднить открывание таких изделий. Было обнаружено, что преимущественные коэффициенты Пуассона перфорированной зоны 16 материала 10, ограничивающие любое сужение материала 10, представляют собой соотношения, которые меньше, чем приблизительно 3 при относительной деформации в 1%, или меньше, чем приблизительно 2,5 при относительной деформации в 1%, или меньше, чем приблизительно 2 при относительной деформации в 1%, или меньше, чем приблизительно 1,5 при относительной деформации в 1%. Коэффициент Пуассона перфорированной зоны 16 можно определить согласно способу испытания для определения коэффициента Пуассона, который описан в разделе «Способы испытаний» в настоящем документе.
Другой характерный признак боковых зон 26a, 26b заключается в том, что они могут иметь величины открытой площади в процентах, которые меньше таких величин открытой площади в процентах для перфорированной зоны 16. Как описано ранее, желательно, чтобы величина открытой площади в процентах перфорированной зоны 16 была достаточно высокой, чтобы обеспечивать желательные поглощающие свойства материала 10. Напротив, боковые зоны 26a, 26b не должны обладать свойствами, подобными свойствам перфорированной зоны 16, применительно к поглощению или к другим свойствам взаимодействия с текучими средами. Соответственно, в некоторых вариантах осуществления боковые зоны 26a, 26b могут иметь величину открытой площади в процентах, которая меньше величины открытой площади в процентах перфорированной зоны 16. Может быть предпочтительнее, чтобы боковые зоны 26a, 26b имели величины открытой площади в процентах, которые меньше, чем приблизительно 10%, или меньше, чем приблизительно 8%, или меньше, чем приблизительно 6%.
Также в некоторых случаях боковые зоны 26a, 26b могут иметь минимальные величины открытой площади в процентах. Например, когда материал 10 представляет собой подвергнутый струйному скреплению материал, процесс формирования может использоваться для формирования микроперфораций 81 внутри боковых зон 26a, 26b. Процесс формирования в качестве дополнения или альтернативы может формировать области со значительно уменьшенной плотностью 39 волокон, при этом процесс перемещает волокна из первых областей формирующей поверхности (например, частей внешней поверхности 58 формирующей поверхности 50 между перфорациями 71, как изображено на фиг. 8A), используемых для формирования материала 10, ко вторым областям формирующей поверхности (например, к перфорациям 71, как изображено на фиг. 8A). Эти микроперфорации 81 и области со значительно уменьшенной плотностью 39 волокон могут способствовать достижению определенной величины открытой площади в процентах боковых зон 26a, 26b. Эти характерные признаки можно увидеть на фиг. 6E.
Если материал 10 представляет собой подвергнутый струйному скреплению материал, было обнаружено, что величины открытой площади в процентах боковых зон 26a, 26b в общем могут быть больше, чем приблизительно 0,5%, или больше, чем приблизительно 0,6%, или больше, чем приблизительно 0,7% или больше, чем приблизительно 0,8%, или больше, чем приблизительно 0,9%, или больше, чем приблизительно 1,0%, или больше, чем приблизительно 1,25%, или больше, чем приблизительно 2,5%, как определено согласно способу испытаний на основе анализа образца материала. Было обнаружено, что величины открытой площади в процентах боковых зон 26a, 26b в подвергнутых струйному скреплению нетканых материалах согласно настоящему изобретению, таких как материал 10, обычно больше величин открытой площади в процентах традиционных нетканых материалов с подобными значениями базового веса, таких как материалы спанбонд, материалы мелтблаун и даже материалы спанлейс, которые не содержат отверстий и/или выступов или в которых отверстия и/или выступы не сформированы в виде единого целого при формировании таких материалов.
Как описано выше, когда материал 10 представляет собой подвергнутый струйному скреплению материал, процесс формирования может формировать области с уменьшенной плотностью волокон в пределах боковых зон 26a, 26b. Следовательно, процесс формирования также может формировать области с увеличенной плотностью волокон в пределах боковых зон 26a, 26b, например, в областях, соответствующих перфорациям 71 в формирующей поверхности 50. По мере того, как волокна перемещаются к перфорациям 71 в формирующей поверхности 50, перфорации 71 по меньшей мере частично заполняются волокнами, тем самым формируя микростолбики 13, как изображено на фиг. 6B. Этот процесс формирования микростолбиков 13 может быть в общем подобен процессу формирования узлов 12 перфорированной зоны 16, хотя полученные в результате микростолбики 13 могут иметь высоту 17, которая значительно меньше высоты 15 узлов 12. Например, микростолбики 13 могут иметь значения высоты 17 от приблизительно 0,35 мм до приблизительно 1,0 мм, или от приблизительно 0,4 мм до приблизительно 0,9 мм, или от приблизительно 0,5 мм до приблизительно 0,9 мм, или от приблизительно 0,5 мм до приблизительно 0,8 мм.
Хотя это не является обязательным, нетканый материал 10 может дополнительно содержать первую концевую зону 26c и вторую концевую зону 26d. Первая концевая зона 26c и вторая концевая зона 26d могут быть в общем параллельны друг другу и проходить в поперечном направлении 30. Первая концевая зона 26c и вторая концевая зона 26d могут быть выполнены таким образом, что первая концевая зона 26c расположена смежно с первым концом 16c перфорированной зоны 16 и вторая концевая зона 26d расположена смежно со вторым концом 16d перфорированной зоны 16. Любая из таких концевых зон 26c, 26d может быть каким-либо образом подобна боковым зонам 26a, 26b как описано выше.
Отверстия 24 перфорированной зоны 16 могут иметь разнообразные формы и ориентации. В варианте осуществления, изображенном на фиг. 1-4, каждое отверстие 24 имеет в общем треугольную форму. Как лучше всего показано на фиг. 1 и 4, треугольная форма разнообразных отверстий 24 может иметь разнообразные ориентации. Как будет подробнее описано ниже, отверстия 24 могут иметь другие разнообразные формы и ориентации, которые могут быть обусловлены процессом и оборудованием, применяемым для изготовления нетканого материала 10.
В некоторых определенных вариантах осуществления отверстия 24 могут иметь в общем овальную форму. Например, как показано на фиг. 6A, 6C и 6D, отверстия 24 являются продолговатыми и имеют в общем закругленные стороны. По меньшей мере в некоторых вариантах осуществления настоящего изобретения отверстия 24 могут иметь главный размер 41 и второстепенный размер 43, как изображено на фиг. 6D. Главный размер 41 может представлять собой наибольшее расстояние между двумя точками на материале 110, окружающем отдельное отверстие 24, в то время как второстепенный размер 43 может представлять собой наименьшее расстояние между двумя точками на материале 110, окружающем отдельное отверстие 24, и которое проходит через центр отверстия 24. Центр может представлять собой геометрический центр. В некоторых вариантах осуществления согласно настоящему изобретению может быть преимущественным, чтобы главный размер 41 был ориентирован таким образом, чтобы проходить по существу в продольном направлении 28. В контексте настоящего документа главный размер 41 ориентирован таким образом, чтобы проходить по существу в продольном направлении 28, когда главный размер 41 образует угол 45 относительно продольного направления 28, составляющий менее сорока пяти градусов. В некоторых конкретных вариантах осуществления главный размер 41 большинства отверстий 24 может проходить по существу в продольном направлении 28. В других вариантах осуществления главный размер 41 всех отверстий 24 может проходить по существу в продольном направлении 28.
Такие варианты осуществления, где главный размер 41 отверстий 24 материала 110 и других материалов согласно настоящему изобретению проходит по существу в продольном направлении 28, могут показывать лучшие результаты применительно к поглощению, чем другие варианты осуществления, при использовании во впитывающем изделии. По мере воздействия жидкого и/или полужидкого вещества на материалы, такие как материал 10, жидкое и/или полужидкое вещество будет склонно к сравнительно большему распространению в продольном направлении 28, чем в поперечном направлении 30. Соответственно, когда главный размер 41 отверстий 24 проходит по существу в продольном направлении 28, существует больше возможностей для переноса жидкого и/или полужидкого вещества сквозь отверстия 24 и в любые системы управления и удержания жидкостей, присутствующие во впитывающем изделии (например материалы, поглощающие выброс жидкости, и/или впитывающие элементы). Некоторые дополнительные преимущества могут заключаться в том, что волокна, окружающие отверстия 24, могут быть чуть больше ориентированы в продольном направлении 28, что может улучшить прочность на разрыв материала 10 - важный фактор для возможности обработки таких материалов в высокоскоростном процессе преобразования.
Согласно более конкретным вариантам осуществления настоящего изобретения главный размер 41 отверстий 24 может образовывать угол 45 относительно продольного направления 28, составляющий меньше приблизительно тридцати пяти градусов, или меньше приблизительно двадцати пять градусов, или меньше приблизительно пятнадцати градусов. Разумеется, главный размер 41 не всех отверстий 24 может быть ориентирован под точно таким же углом 45 относительно продольного направления 28. Например, даже в вариантах осуществления, где главный размер 41 большинства или большей части отверстий 24 проходит по существу в продольном направлении 28, конкретные углы 45, образованные главным размером 41 отдельных отверстий 24, могут находиться в диапазоне от приблизительно нуля градусов до приблизительно сорока пяти градусов.
В других вариантах осуществления главный размер 41 других отверстий 24 может проходить по существу в продольном направлении 28, но эти отверстия ориентированы в противоположных поперечных направлениях. Например, как видно на фиг. 6A, 6C, и 6D, главный размер 41 различных изображенных отверстий 24 ориентирован таким образом, что он проходит по существу в продольном направлении 28, но к первому поперечному направлению. Как видно, другие отверстия 24, главный размер 41 которых проходит по существу в продольном направлении 28, ориентированы таким образом, что их главные размеры 41 проходят ко второму поперечному направлению, противоположному первому поперечному направлению.
Другой характерный признак материала 110 и других материалов, предусмотренных настоящим изобретением, заключается в том, что отношения сторон отверстий 24 могут быть ограничены определенным диапазоном. По меньшей мере в некоторых вариантах осуществления настоящего изобретения среднее отношение сторон отверстий материалов согласно настоящему изобретению может составлять от приблизительно 1,3 до приблизительно 3,25, или от приблизительно 1,4 до приблизительно 3,0, или от приблизительно 1,3 до приблизительно 2,5, или от приблизительно 1,3 до приблизительно 2,0. Эти диапазоны отношения сторон отверстий 24 могут способствовать поглощению взаимодействующих биологических жидкостей, в частности совместно с вышеописанными ориентациями отверстий 24, улучшая общие свойства, связанные с обращением с текучими средами, таких материалов.
На фиг. 6C показано увеличенное изображение области материала 110, содержащей задний край 27, более подробно показывающее выравнивание и ориентацию узлов 12, соединительных перемычек 14 и отверстий 24 материала 110. Было обнаружено, что определенные выравнивания и ориентации элементов 12, 14 и 24 способны обеспечить желаемые свойства материалов согласно настоящему изобретению. Например, определенные выравнивания и ориентации могут способствовать обеспечению желаемых свойств, связанных с прочностью на разрыв, и/или желаемых свойств, связанных с сужением, для обрабатываемости материалов, в то же время предоставляя материал с большой открытой поверхностью и таким образом достигая преимущественных свойств, связанных с обращением с текучими средами. Хотя такие выравнивания и ориентации описаны применительно к конкретной компоновке материала 110, следует понимать, что другие материалы, предусмотренные настоящим изобретением, могут достигать таких описанных выравниваний и ориентаций при использовании других компоновок и материалов.
Компоновка узлов 12, соединительных перемычек 14 и отверстий 24 материала 110 образует последовательность узлов 12, смежных в продольном направлении, и узлов 12, смежных в поперечном направлении. Узлы 12 расположены смежно в продольном направлении, например узлы 12a и 12b, если линия 85, проведенная между центрами C1 и C2, не проходит через какие-либо отверстия 24 или другие узлы 12 и образует угол относительно продольного направления 28, составляющий менее сорока пяти градусов. Подобным образом, узлы 12 расположены смежно в поперечном направлении, например узлы 12c и 12d (или узлы 12d и 12e), если линия, проведенная между центрами узлов 12c, 12d, не проходит через какие-либо отверстия 24 или любые другие узлы 12 и образует угол относительно поперечного направления 30, составляющий менее сорока пяти градусов.
В некоторых вариантах осуществления может быть преимущественным, если материал 110 содержит одну или более дорожек 21 узлов 12, смежных в продольном направлении, которые проходят по существу в продольном направлении 28. Такие дорожки 21, проходящие по существу в продольном направлении 28, могут способствовать повышению прочности на разрыв материала 110, таким образом улучшая способность материала 110 выдерживать усилия, присутствующие в высокоскоростном процессе изготовления. Дорожки 21, проходящие по существу в продольном направлении 28, также могут способствовать обеспечению преимущественных свойств, связанных с сужением, материала 110.
Дорожка 21 состоит из последовательности соединенных узлов 12, смежных в продольном направлении. Считается, что дорожка 21 проходит по существу в продольном направлении 28, если линии, проведенные между центрами узлов 12, смежных в продольном направлении, в пределах дорожки 21, такие как линия 85, проведенная между центрами C1, C2 узлов 12a, 12b, образуют углы относительно продольного размера 28, составляющие меньше приблизительно двадцати градусов, предпочтительнее меньше приблизительно пятнадцати градусов, еще предпочтительнее меньше приблизительно десяти градусов, и также еще предпочтительнее меньше приблизительно пяти градусов. На фиг. 6C не изображен ни один угол, поскольку угол, образованный линией 85 относительно продольного направления 28, равен нулю.
Когда каждая из линий, проведенных между центрами двух или более узлов 12 и центром соединенного опорного узла 12, смежного в продольном направлении, образует угол относительно продольного направления 28, составляющий меньше приблизительно двадцати градусов, соединенный узел 12, смежный в продольном направлении, который, как считается, находится в той же дорожке 21, что и опорный узел 12, представляет собой соединенный узел 12, смежный в продольном направлении, для которого линия, проведенная между его центром и центром опорного узла 12, образует меньший угол. Когда линии, проведенные между центрами соединенных узлов 12, смежных в продольном направлении, и центром опорного узла 12, образуют равные углы относительно продольного направления 28, дорожка 21 заканчивается и ни один из соединенных узлов 12, смежных в продольном направлении, не считается частью этой конкретной дорожки 21 с опорным узлом 12.
В некоторых вариантах осуществления может быть предпочтительно, чтобы материал 110 имел по меньшей мере три дорожки 21, проходящие по существу в продольном направлении 28, или по меньшей мере четыре дорожки 21, проходящие по существу в продольном направлении 28, или по меньшей мере пять дорожек 21, проходящих по существу в продольном направлении 28, или по меньшей мере шесть дорожек 21, проходящих по существу в продольном направлении 28.
В других вариантах осуществления может быть предпочтительно, чтобы материал 110 имел минимальное количество дорожек 21, проходящих по существу в продольном направлении 28, в зависимости от ширины 33 перфорированной зоны 16 материала 110. Для помощи в определении наличия у материала, такого как материал 110, минимального желаемого количества дорожек 21, проходящих по существу в продольном направлении 28, было разработано безразмерное отношение количества дорожек. Значение этого отношения количества дорожек равно ширине 33 перфорированной зоны 16 материала 110, выраженной в миллиметрах, разделенной на количество дорожек 21 материала 110, проходящих по существу в продольном направлении 28. Было обнаружено, что материалы 110, обладающие значением отношения количества дорожек, составляющим меньше приблизительно 15, могут иметь достаточную прочность на разрыв, чтобы подходить для использования в высокоскоростных процессах изготовления. В более предпочтительных вариантах осуществления отношение количества дорожек может быть менее приблизительно 12, или менее приблизительно 10, или менее приблизительно 8. Хотя мы не стремимся охватить все предполагаемые подходящие варианты осуществления, отношение количества дорожек в общем может быть больше приблизительно 3, или больше приблизительно 4, или больше приблизительно 5.
Дорожки 21, проходящие по существу в продольном направлении 28, имеют длину 23. Длина 23 является продольной длиной, измеренной между центрами узлов 12 дорожки 21, проходящей по существу в продольном направлении 28, которые находятся ближе всего к заднему краю 27 и переднему краю 25 материала 10 в пределах дорожки 21. В общем, может быть преимущественным, чтобы дорожка 21, проходящая по существу в продольном направлении 28, проходила на длину 23, составляющую более приблизительно 25% от общей длины L материала 110, или более приблизительно 50%, или более приблизительно 75%, или более приблизительно 80%, или более приблизительно 90% от общей длины L материала 110. По меньшей мере в некоторых вариантах осуществления дорожка 21, проходящая по существу в продольном направлении 28, может проходить по всей длине L материала 110. Хотя следует понимать, что не все дорожки 21, проходящие по существу в продольном направлении 28, должны проходить на такие значения длины 23. Вместо этого большинство дорожек 21, проходящих по существу в продольном направлении 28, могут проходить на значения длины 23, превышающие вышеупомянутые значения.
В общем, выравнивание узлов 12 вышеупомянутыми образами может использоваться для того, чтобы в общем выравнивать соединительные перемычки 14 в продольном направлении 28. Например, линии 85, проведенные между центрами узлов 12, смежных в продольном направлении, могут приблизительно соответствовать местоположениям и направлениям соединительных перемычек 14, соединяющих такие узлы 12, смежные в продольном направлении. Благодаря наличию таких дорожек 21, проходящих по существу в продольном направлении 28, по меньшей мере некоторые из соединительных перемычек 14 материала 110 могут быть выровнены по существу в продольном направлении. Эти выровненные по существу в продольном направлении соединительные перемычки 14 могут предоставлять материалу 110 преимущественные свойства, связанные с прочностью на разрыв и/или сужением, как описано выше.
Материал 110 может дополнительно содержать одну или более дорожек 37 отверстий 24, проходящих по существу в продольном направлении 28. Подобно дорожкам 21 узлов 12, дорожка 37 отверстий 24 состоит из последовательности отверстий 24, смежных в продольном направлении. Отверстия 24 расположены смежно в продольном направлении, если линия, проведенная между центрами смежных отверстий 24, проходит вдоль единственной соединительной перемычки 13 и образует угол относительно продольного направления 28, составляющий менее приблизительно сорока пяти градусов. Центры отверстий 24 могут быть геометрическими центрами отверстий 24.
Считается, что дорожка 37 проходит по существу в продольном направлении 28, если линии, проведенные между центрами отверстий 24, смежных в продольном направлении, в пределах дорожки 37, такие как линия 77, проведенная между центрами отверстий 24a, 24b, образуют углы относительно продольного размера 28, составляющие меньше приблизительно двадцати градусов, предпочтительнее меньше приблизительно пятнадцати градусов, еще предпочтительнее меньше приблизительно десяти градусов, и также еще предпочтительнее меньше приблизительно пяти градусов. На фиг. 6C не изображен ни один угол, поскольку угол, образованный линией 77 относительно продольного направления 28, равен нулю градусов.
Когда каждая из линий, проведенных между центрами двух или более отверстий 24 и центром опорного отверстия 24, смежного в продольном направлении, образует угол относительно продольного направления 28, составляющий меньше приблизительно двадцати градусов, отверстие 24, смежное в продольном направлении, которое, как считается, находится в той же дорожке 37, что и опорное отверстие 24, представляет собой отверстие 24, смежное в продольном направлении, для которого линия, проведенная между его центром и центром опорного отверстия 24, образует меньший угол. Когда линии, проведенные между центрами отверстий 24, смежных в продольном направлении, и центром опорного отверстия 24, образуют равные углы относительно продольного направления 28, дорожка 37 заканчивается и ни одно из отверстий 24, смежных в продольном направлении, не считается частью этой конкретной дорожки 37 с опорным отверстием 24.
Как видно на фиг. 6C, дорожки 37 отверстий 24, смежных в продольном направлении, смещены в поперечном направлении относительно дорожек 21 узлов 12, проходящих по существу в продольном направлении 28. То есть, по меньшей мере применительно к дорожкам 21 узлов 12, проходящим по существу в продольном направлении 28, и дорожкам 37 отверстий 24, отсутствуют отверстия 24, расположенные в продольном направлении между узлами 12, смежными в продольном направлении, и эта конфигурация предоставляет множество соединительных перемычек 14, которые могут проходить по существу в продольном направлении 28 и обеспечивать преимущественные свойства нетканого материала 110, связанные с прочностью на разрыв и уменьшенным сужением, которые были указаны выше.
Это также может быть преимущественным для материала 110, где узлы 12, смежные в поперечном направлении, сохраняют некоторую степень смещения в продольном направлении. Например, может быть преимущественным, если линии, проведенные между центрами узлов 12, смежных в поперечном направлении, таких как узлы 12c и 12d или узлы 12d и 12e, будут образовывать углы 19 относительно поперечного направления 30, составляющие более приблизительно нуля градусов. Может быть более предпочтительно, если угол 19 будет составлять более приблизительно десяти градусов, или предпочтительнее более приблизительно пятнадцати градусов, или предпочтительнее более приблизительно двадцати градусов. В этих вариантах осуществления угол 19 может составлять менее приблизительно двадцати пяти градусов, или менее приблизительно двадцати градусов, или менее приблизительно пятнадцати градусов. Разумеется, нет необходимости в том, чтобы все узлы 12, смежные в поперечном направлении, в материале 110 имели такой характерный признак, заключающийся в том, что линия, проведенная между центрами узлов 12, смежных в поперечном направлении, образует угол 19 в пределах описанных диапазонов. В некоторых вариантах осуществления только большинство узлов 12, смежных в поперечном направлении, может иметь такой характерный признак, заключающийся в том, что линия, проведенная между центрами узлов 12, смежных в поперечном направлении, образует угол 19 в пределах описанных диапазонов.
Если материал 110 представляет собой подвергнутый струйному скреплению материал, одним уникальным свойством материала 110 является разница ориентации волокон внутри соединительных перемычек 14, соединяющих узлы 12, смежные в продольном направлении, и соединительных перемычек 14, соединяющих узлы 12, смежные в поперечном направлении. Было обнаружено, что анизотропия, одна мера выравнивания волокон внутри одной соединительной перемычки 14, соединительных перемычек 14, соединяющих узлы 12, смежные в продольном направлении, в общем составляет более приблизительно 1,3, или более приблизительно 1,4, или более приблизительно 1,5, согласно способу испытания для определения анизотропии перемычек. Напротив, анизотропия соединительных перемычек 14, соединяющих узлы 12, смежные в поперечном направлении, в общем составляет менее приблизительно 1,1, или менее приблизительно 1,08, или менее приблизительно 1,05, согласно способу испытания для определения анизотропии перемычек. Эти результаты указывают на то, что волокна внутри соединительных перемычек 14, соединяющих узлы 12, смежные в продольном направлении, в целом более выровнены в одном направлении, чем волокна внутри соединительных перемычек 14, соединяющих узлы 12, смежные в поперечном направлении. Этот характерный признак может дополнительно способствовать приданию материалу 110 прочности на разрыв в продольном направлении 28.
Нетканый материал 10 может состоять из различных волокон. В одном варианте осуществления нетканый материал 10 может содержать синтетические волокна и связующие волокна. В предпочтительных вариантах осуществления, включающих синтетические волокна и связующие волокна, связующие волокна могут составлять по меньшей мере приблизительно 5% от множества волокон по общему весу нетканого материала 10 и предпочтительнее по меньшей мере приблизительно 10% от множества волокон по общему весу нетканого материала 10. Один пример синтетических волокон, которые могут использоваться, включает волокна из сложных полиэфиров, полипропиленовое волокно и/или двухкомпонентные волокна из полипропилена и полиэтилена, однако следует понимать, что могут быть использованы другие волокна без отступления от объема настоящего изобретения. Иллюстративными связующими волокнами, которые могут быть использованы, являются связующие волокна ESC233, поставляемые компанией FiberVisions, которые имеют линейную плотность, равную 3 денье, длину отрезков, равную 40 мм, и 18 витков на дюйм, и связующие волокна ESC215, поставляемые компанией FiberVisions, которые имеют линейную плотность, равную 1,5 денье, длину отрезков, равную 40 мм и 18 витков на дюйм. Однако предусмотрена возможность использования других типов связующих волокон.
В некоторых вариантах осуществления нетканый материал 10 в качестве дополнения или альтернативы может содержать натуральные волокна. Волокна нетканого материала 10 могут быть размещены случайным образом и могут являться волокнами штапельной длины, такими как используются, например, в кардочесанных полотнах, уложенных воздухом полотнах, полотнах, полученных по технологии коформ, и т. д., и они могут иметь длину волокон, составляющую менее 100 мм, и чаще находящуюся в диапазоне 10-60 мм. В качестве дополнения или альтернативы волокна нетканого материала могут включать более непрерывные волокна, такие как волокна, используемые, например, в полотнах мелтблаун или спанбонд, и могут иметь длину волокон, превышающую 100 мм.
В некоторых вариантах осуществления нетканый материал 10 может быть выполнен в виде однослойного материала. В других вариантах осуществления нетканый материал 10 может быть выполнен в виде слоистого материала, при этом слоистый материал содержит исходный материал, к которому может быть присоединен нетканый материал 10. Иллюстративный исходный материал, который будет подробнее описан ниже в сочетании с фиг. 7, может представлять собой материал спанбонд.
На фиг. 6F и 6G показаны альтернативные варианты осуществления нетканого материала 210 и 310 соответственно. Альтернативные варианты осуществления демонстрируют, что нетканый материал 10, 110, 210, 310 может содержать узлы 12, соединительные перемычки 14 и отверстия 24 в разнообразных конфигурациях. Каждый из нетканых материалов 110, 210, 310 по фиг. 6A-6G соответственно содержит перфорированную зону 16 и боковые зоны 26a, 26b, 26c, 26d. В описании нетканых материалов 110, 210, 310 по фиг. 6A-6G соответственно следует отметить, что в целях ясности обозначены не все узлы 12, соединительные перемычки 14 и отверстия 24.
На фиг. 6F показан нетканый материал 210, содержащий перфорированную зону 16, которая содержит множество узлов 12, каждый из которых имеет четыре соединительные перемычки 14, соединенные со смежными узлами 12. Некоторые из отверстий 24 в нетканом материале 210 могут быть выполнены в общем в форме ромба или иметь некоторую кривизну, чтобы приобрести форму линзы (двояковыпуклую форму с двумя дугами окружности, соединенными в их концевых точках), как изображено на фиг. 6F. Как изображено на фиг. 6F, отверстия 24 могут быть выполнены в одинаковой ориентации относительно друг друга.
Дополнительно, вариант осуществления нетканого материала 210, изображенный на фиг. 6F, может быть менее предпочтительным в отношении некоторых аспектов обращения с материалом по сравнению с нетканым материалом 110, изображенным на фиг. 6A-6D, из-за того, что нетканый материал 210 не содержит дорожек 21 узлов 12, проходящих по существу в продольном направлении 28, поскольку отверстия 24 расположены между различными узлами 12, предотвращая объединение последовательности узлов 12 в дорожку 21 узлов 12, проходящую по существу в продольном направлении 28.
На фиг. 6G показан еще один иллюстративный альтернативный нетканый материал 310, содержащий перфорированную зону 16, содержащую множество узлов 12. Нетканый материал 310 выполнен таким образом, что некоторые из узлов 12 (такие как узел 12a) имеют шесть соединительных перемычек 14, в то время как некоторые из узлов 12 (такие как узел 12b) имеют три соединительные перемычки 14. Как изображено на фиг. 6G, разные перемычки 14 могут иметь разные значения толщины. Как также изображено на фиг. 6G, некоторые из узлов 12 могут быть выполнены таким образом, чтобы иметь другую площадь, чем другие узлы 12. Перфорированная зона 16 также содержит множество отверстий 24. Нетканый материал 310 выполнен таким образом, что некоторые из отверстий 24 (такие как отверстие 24a) выполнены в общем в форме шестиугольника, в то время как некоторые из отверстий 24 (такие как отверстие 24b) выполнены в общем в форме ромба или имеют некоторую кривизну, чтобы приобрести форму линзы. Как изображено на фиг. 6G, отверстия 24 могут быть выполнены таким образом, что некоторые из отверстий 24 имеют площадь, отличающуюся от площади других отверстий.
На фиг. 7A изображен иллюстративный процесс и устройство 100', с помощью которых может быть изготовлен нетканый материал 10 согласно настоящему изобретению. На фиг. 7A изображено исходное полотно 36, содержащее множество волокон. Исходное полотно 36 может быть сформировано с помощью различных методик формирования полотна, таких как, но без ограничения, процесс мокрой укладки, укладки вспененного материала или кардочесания. В предпочтительном варианте осуществления, как изображено на фиг. 7A, исходное полотно 36 может быть сформировано в процессе мокрой укладки с помощью нанесения волокна и водной суспензии 38 из барабана 40 на исходную формирующую поверхность 42. Исходная формирующая поверхность 42, как изображено на фиг. 7A, может представлять собой исходный материал, такой как полотно спанбонд. Тем не менее, подразумевается, что волокно и водная суспензия 38 могут быть нанесены непосредственно на ленту, решетку или другую поверхность, образующую исходную формирующую поверхность 42. Исходное полотно 36 может переноситься с помощью ленты 44, приводимой в движение приводным валиком 46, или с помощью других устройств переноса, известных специалисту в данной области. Если исходное полотно 36 сформировано в процессе мокрой укладки, исходное полотно 36 может быть высушено с помощью известных методик посредством сушилки 48.
Исходное полотно 36, изготовленное на производственной линии или независимо от нее, может быть перенесено на формирующую поверхность 50. Формирующая поверхность 50 может представлять собой поверхность текстурирующего барабана 52, такую как формирующая решетка, при этом часть иллюстративной формирующей поверхности 50 изображена подробнее на фиг. 8A и 8B. Текстурирующий барабан 52 может вращаться как изображено на фиг. 7A и может быть приведен в движение любыми подходящими приводными средствами (не показаны), такими как электродвигатели и зубчатая передача, как хорошо известно специалистам в данной области техники. Материал, формирующий текстурирующий барабан 52, может представлять собой любое количество подходящих материалов, обычно используемых для таких формирующих барабанов, включая без ограничения листовой металл, пластмассы и другие полимерные материалы, резину, и т. д.
На фиг. 8A изображен первый иллюстративный вариант осуществления части формирующей поверхности 50. Формирующая поверхность 50 может содержать множество формирующих прорезей 54, множество выступов 56 и множество областей 69, формирующих соединительные перемычки. Области 69, формирующие соединительные перемычки, могут быть расположены между множеством формирующих прорезей 54 и множеством выступов 56 и в общем могут представлять собой области формирующей поверхности 50, которые не являются ни формирующей прорезью 54, ни выступом 56.
Как будет подробнее описано ниже, геометрическая форма, интервал и ориентация формирующих прорезей 54, выступов 56 и областей 69, формирующих соединительные перемычки, будут соответствовать формированию узлов 12, отверстий 24 и соединительных перемычек 14 в нетканом материале 10. Фактически, выравнивание и ориентация этих формирующих прорезей 54, выступов 56 и областей 69, формирующих соединительные перемычки, могут обеспечить преимущественные свойства при формировании нетканых материалов, как описано в настоящем документе. Например, определенные выравнивания и ориентации могут способствовать обеспечению желаемых свойств, связанных с прочностью на разрыв, и/или желаемых свойств, связанных с сужением, для обрабатываемости материалов, в то же время предоставляя материал с большой открытой поверхностью и таким образом достигая преимущественных свойств, связанных с обращением с текучими средами. Хотя такие выравнивания и ориентации описаны применительно к конкретной компоновке формирующей поверхности 50, изображенной на фиг. 8A, и формирующей поверхности 50', изображенной на фиг. 8B, следует понимать, что другие формирующие поверхности, предусмотренные настоящим изобретением, могут достигать таких описанных выравниваний и ориентаций при использовании других компоновок.
Как изображено на фиг. 8A, формирующая поверхность 50 может содержать множество формирующих прорезей 54, соответствующих форме и компоновке желаемых узлов 12 нетканого материала 10. Хотя формирующие прорези 54, изображенные на фиг. 8, являются круглыми, следует понимать, что может быть использовано любое число форм и сочетаний форм, в зависимости от практического применения. Примеры дополнительных или альтернативных возможных форм формирующих прорезей 54 включают, но без ограничения, овалы, перекрестия, квадраты, прямоугольники, ромбовидные формы, шестиугольники и другие многоугольники.
Формирующие прорези 54 могут быть расположены во множестве дорожек 55 (на фиг. 8A обозначены три дорожки 55), проходящих в продольном направлении 57 формирующей поверхности 50. Продольное направление 57 формирующей поверхности 50 может соответствовать направлению вдоль окружности, например, если формирующая поверхность 50 является частью цилиндрического текстурирующего барабана 52. Дорожки 55 формирующих прорезей 54 могут быть сформированы из формирующих прорезей 54, смежных в продольном направлении. Как описано выше в отношении узлов 12 нетканого материала 110, изображенных на фиг. 6A и 6C, формирующие прорези 54 являются смежными в продольном направлении, если линия 63, проведенная между центрами формирующих прорезей 54, не проходит через какие-либо выступы 56 или любые другие формирующие прорези 54 и образует угол относительно продольного направления 57, составляющий менее сорока пяти градусов. Подобным образом, формирующие прорези 54 также могут быть расположены в дорожках, проходящих в поперечном направлении 61 формирующей поверхности 50, если линия, проведенная между центрами формирующих прорезей 54, не проходит через какие-либо выступы 56 или любые другие формирующие прорези 54 и образует угол относительно поперечного направления 61 формирующей поверхности 50, составляющий менее сорока пяти градусов.
Когда каждая из линий, проведенных между центрами двух или более формирующих прорезей 54 и центром соединенной формирующей прорези 54, смежной в продольном направлении, образует угол относительно продольного направления 57 формирующей поверхности 50, составляющий меньше приблизительно двадцати градусов, соединенная формирующая прорезь 54, смежная в продольном направлении, которая, как считается, находится в той же дорожке 55, что и опорная формирующая прорезь 54, представляет собой соединенную формирующую прорезь 54, смежную в продольном направлении, для которой линия, проведенная между ее центром и центром опорной формирующей прорези 54, образует меньший угол. Когда линии, проведенные между центрами соединенных формирующих прорезей 54, смежных в продольном направлении, и центром опорной формирующей прорези 54, образуют равные углы относительно продольного направления 57 формирующей поверхности 57, дорожка 55 заканчивается и ни одна из соединенных формирующих прорезей 54, смежных в продольном направлении, не считается частью этой конкретной дорожки 55 с опорной формирующей прорезью 54.
Дорожка 55 формирующих прорезей 54 состоит из последовательности соединенных формирующих прорезей 54, смежных в продольном направлении. Может быть предпочтительно, чтобы одна или более дорожек 55 формирующих прорезей 54 была выполнена таким образом, чтобы проходить по существу в продольном направлении 57. Считается, что дорожка 55 проходит в продольном направлении, когда линии (такие как линия 63), проведенные между центрами формирующих прорезей 54, смежных в продольном направлении, образуют угол относительно продольного направления 57, составляющий меньше приблизительно двадцати градусов, предпочтительнее меньше приблизительно пятнадцати градусов, еще предпочтительнее меньше приблизительно десяти градусов, и также еще предпочтительнее меньше приблизительно пяти градусов. На фиг. 8A не изображен ни один угол, поскольку угол, образованный линией 63 относительно продольного направления 57, равен нулю градусов. В некоторых предпочтительных вариантах осуществления большая часть множества дорожек 55 формирующих прорезей 54, расположенных в продольном направлении 57, может быть выполнена таким образом, чтобы проходить по существу в продольном направлении 57. В некоторых вариантах осуществления, таких как вариант, изображенный на фиг. 8A, все дорожки 55 формирующих прорезей 54 на формирующей поверхности 50 могут быть выполнены таким образом.
В некоторых вариантах осуществления может быть предпочтительно, чтобы формирующая поверхность 50 имела по меньшей мере три дорожки 55 формирующих прорезей 54, проходящие по существу в продольном направлении 57 формирующей поверхности 50, или по меньшей мере четыре дорожки 55, проходящие по существу в продольном направлении 57, или по меньшей мере пять дорожек 55, проходящих по существу в продольном направлении 57, или по меньшей мере шесть дорожек 55, проходящих по существу в продольном направлении 57.
Дорожки 55 формирующих прорезей 54, проходящие по существу в продольном направлении 57 формирующей поверхности 50, могут иметь длину, проходящую через всю формирующую поверхность 50, или могут образовывать лишь часть длины формирующей поверхности 50 в продольном направлении 57 (такую как часть окружности формирующей поверхности 50). Например, в некоторых вариантах осуществления подразумевается, что одна дорожка 55 формирующих прорезей 54, проходящая по существу в продольном направлении 57 формирующей поверхности 50, может проходить на 5%, или 10%, или 15% или 20%, или 25% или более длины формирующей поверхности 50. В некоторых вариантах осуществления дорожка 55 формирующих прорезей 54, проходящая по существу в продольном направлении 57 формирующей поверхности, может проходит на величину менее 95%, или менее 90% или менее 85%, или менее 80%, или менее 75% длины формирующей поверхности 50. Формирующая поверхность 50 также может содержать множество выступов 56, проходящих от внешней поверхности 58 формирующей поверхности 50. Как изображено на фиг. 8, выступы 56 могут иметь пирамидальную геометрическую форму, однако выступы 56 могут иметь различные другие геометрические формы, формы поперечного сечения, интервалы и ориентации. В некоторых вариантах осуществления площадь поперечного сечения множества выступов 56 может уменьшаться по мере их удаленности от внешней поверхности 58 формирующей поверхности 50. Например, площадь пирамидальной формы выступов 56, изображенных на фиг. 8, уменьшается по мере удаления выступа 56 от внешней поверхности 58 формирующей поверхности 50.
В общем, выравнивание формирующих прорезей 54 для образования дорожек 55 формирующих прорезей 54, проходящих по существу в продольном направлении 57, может выравнивать области 69, формирующие соединительные перемычки, в продольном направлении 57. Например, линии 63, проведенные между центрами формирующих прорезей 54, смежных в продольном направлении, могут приблизительно соответствовать местоположениям и направлениям областей 69, формирующих соединительные перемычки, которые соединяют такие формирующие прорези 54, смежные в продольном направлении. Благодаря наличию таких дорожек 55 формирующих прорезей 54, проходящих по существу в продольном направлении 57, по меньшей мере некоторые из областей 69, формирующих соединительные перемычки, могут быть выровнены по существу в продольном направлении. Эти выровненные по существу в продольном направлении области 69, формирующие соединительные перемычки, могут привести к получению нетканого материала 110, такого как описано выше, который может обеспечить преимущественные свойства, связанные с прочностью на разрыв и/или сужением, и в то же время сохранять достаточную величину открытой площади в процентах.
Выступы 56 могут быть расположены во множестве дорожек 59 (на фиг. 8A обозначены три дорожки 59), проходящих в продольном направлении 57 формирующей поверхности 50. Дорожки 59 выступов 56 могут быть сформированы из последовательности выступов 56, смежных в продольном направлении. Как описано выше в отношении отверстий 24 в нетканом материале 110, изображенных на фиг. 6A и 6C, выступы 56 являются смежными в продольном направлении, если линия (такая как линия 65a или 65b на фиг. 8A) не проходит через какие-либо формирующие прорези 54 или любые другие выступы 56 и проходит через единственную область 69, формирующую соединительную перемычку, и образует угол относительно продольного направления 57 формирующей поверхности 50, составляющий менее приблизительно сорока пяти градусов. Центры выступов 56 могут быть геометрическими центрами выступов 56. Подобным образом, выступы 56 также могут быть смежными в поперечном направлении, если линия, проведенная между центрами выступов 56, не проходит через какие-либо формирующие прорези 54 или любые другие выступы 56 и проходит через единственную область 69, формирующую соединительную перемычку, и образует угол относительно поперечного направления 61 формирующей поверхности 50, составляющий менее приблизительно сорока пяти градусов.
В некоторых вариантах осуществления большая часть множества дорожек 59 выступов 56, проходящих в продольном направлении 57, смещена в поперечном направлении относительно ближайшей смежной дорожки 55 формирующих прорезей 54, проходящей по существу в продольном направлении 57. Благодаря такой конфигурации, как изображена на фиг. 8A (а также в альтернативных вариантах осуществления, изображенных на фиг. 8B), области 69, формирующие соединительные перемычки, расположенные между формирующими прорезями 54, могут проходить по существу в продольном направлении 57. В результате нетканые материалы 10, образованные с помощью такой формирующей поверхности 50, могут содержать соединительные перемычки 14, проходящие по существу в продольном направлении 28 нетканого материала 110, такие как описаны выше применительно к нетканому материалу 110 на фиг. 6A и 6C. Как указано выше, это может обеспечить преимущественные свойства, заключающиеся в улучшенной прочности на разрыв и уменьшенном сужении нетканого материала 110, одновременно сохраняя желаемую величину открытой площади в процентах перфорированной зоны 16 нетканого материала 110.
В некоторых вариантах осуществления выступы 56 в каждой дорожке 59 могут быть выполнены таким образом, что выступы 56, смежные в продольном направлении, могут образовывать линию 65a или 65b, образующую угол 67a, 67b, соответственно, с продольным направлением 57. В некоторых вариантах осуществления этот угол 67a или 67b может составлять от 15 градусов до 60 градусов. Как изображено на фиг. 8A, выступы 56, смежные в продольном направлении, в дорожке 59 выступов 56 могут образовывать зигзагообразную компоновку в продольном направлении 57, так что каждый выступ 56 в одной дорожке 59 выступов 56 смещен в поперечном направлении 61 относительно предыдущего выступа 56 и последующего выступа 56 в дорожке 59 в том же поперечном направлении 61.
Однако в некоторых предпочтительных вариантах осуществления, таких как вариант осуществления, показанный на детальном виде сверху альтернативной формирующей поверхности 50' на фиг. 8B, формирующая поверхность 50' может быть выполнена таким образом, чтобы содержать одну или более дорожек 59 выступов 56, проходящих по существу в продольном направлении 57. Считается, что дорожка 59 проходит в продольном направлении, когда линии (такие как линия 65), проведенные между центрами выступов 56, смежных в продольном направлении, образуют угол относительно продольного направления 57, составляющий меньше приблизительно двадцати градусов, предпочтительнее меньше приблизительно пятнадцати градусов, еще предпочтительнее меньше приблизительно десяти градусов, и также еще предпочтительнее меньше приблизительно пяти градусов. На фиг. 8B не изображен ни один угол, поскольку угол, образованный линией 65 относительно продольного направления 57, равен нулю градусов. В некоторых вариантах осуществления большая часть множества дорожек 59 выступов 56, проходящих в продольном направлении 57, выполнена таким образом, чтобы проходить по существу в продольном направлении 57. Также, в некоторых вариантах осуществления все или по существу все из множества дорожек 59 выступов 56 могут быть выполнены таким образом.
Как также изображено на фиг. 8B, каждый выступ 56 может иметь длину 73 и ширину 75. Длина 73 также может называться главным размером выступа 56 и ширина 75 может называться второстепенным размером выступа 56. Как указано выше, сравнение длины 73 с шириной 75 выступа 56 может привести к обеспечению отношения сторон отверстия 24 в нетканом материале 110, как описано выше применительно к фиг. 6D. Предпочтительно отношение длины 73 к ширине 75 выступа 56 превышает 1,0. В некоторых вариантах осуществления отношение длины 73 к ширине 75 выступа 56 составляет от приблизительно 1,3 до приблизительно 3,25, или от приблизительно 1,4 до приблизительно 3,0, или от приблизительно 1,3 до приблизительно 2,5, или от приблизительно 1,3 до приблизительно 2,0. В некоторых вариантах осуществления длина 73 выступа 56 может быть ориентирована таким образом, что длина 75 проходит по существу в продольном направлении 57 формирующей поверхности 50. В контексте настоящего документа предполагается, что выступ 56, длина 73 которого ориентирована в продольном направлении 57, включает в себя выступы 56, у которых направление длины 73 образует угол менее 45 градусов с продольным направлением 57 формирующей поверхности 50. В некоторых вариантах осуществления, таких как изображенный на фиг. 8B, множество выступов 56 в дорожке 59 могут быть выполнены таким образом. В некоторых вариантах осуществления все или по существу все из выступов 56 в дорожке 59 выступов 56 могут быть выполнены таким образом. Как также изображено на фиг. 8B, смежные дорожки 59 выступов 56 могут быть выполнены таким образом, что угловая ориентация главного размера (или длины 73) выступов 56 проходит в разных поперечных направлениях. Например, крайняя левая дорожка 59 выступов 56 содержит выступы 56, длина 73 которых ориентирована в первом поперечном направлении, в то время как вторая дорожка 59 выступов 56 содержит выступы 56, длина 73 которых ориентирована во втором поперечном направлении, противоположном первому поперечному направлению. В некоторых вариантах осуществления выступы 56 в смежных дорожках 59 выступов 56 могут быть выполнены таким образом, что длины 73 выступов 56 проходят в поперечных направлениях, являющихся зеркальными отражениями друг друга.
Формирующая поверхность 50 также может содержать одну или более областей 60a, 60b, по существу не содержащих выступы 56. Области 60a, 60b, как будет подробнее описано ниже, могут соответствовать боковым зонам 26a, 26b в нетканом материале 10. В некоторых вариантах осуществления области 60a, 60b, соответствующие боковым зонам 26a, 26b, могут содержать перфорации 71. Однако в предпочтительных вариантах осуществления, при наличии, перфорации 71 в областях 60a, 60b имеют меньшую площадь поперечного сечения, чем формирующие прорези 54 в формирующей поверхности 50 и могут способствовать удалению текучей среды в процессе струйного скрепления. Например, средняя площадь перфораций 71 в областях 60a, 60b может быть меньше средней площади формирующих прорезей 54 в формирующей поверхности 50. Перфорации 71 в областях 60a, 60b могут привести к формированию микростолбиков 13, как изображено на фиг. 6B. Область внешней поверхности 58 формирующей поверхности 50 между перфорациями 71 в зонах 60a, 60b может образовывать микроперфорации 81 и/или области с меньшей плотностью 39 волокон.
Как также изображено на фиг. 7A, обычно перфорированная формирующая поверхность 50 установлена с возможностью снятия на необязательной пористой внутренней оболочке 62 барабана и над ней, так что разные формирующие поверхности 50 могут быть использованы для разных конструкций конечных изделий. Пористая внутренняя оболочка 62 барабана сопряжена с системой 64 удаления текучей среды, что упрощает вытягивание скрепляющей текучей среды и волокон вниз в формирующие прорези 54 в формирующей поверхности 50, тем самым формируя узлы 12 в нетканом материале 10. Пористая внутренняя оболочка 62 барабана также действует в качестве барьера для замедления дальнейшего перемещения волокон в систему 60 удаления текучей среды и другие части оборудования, тем самым уменьшая засорение оборудования. Пористая внутренняя оболочка 62 барабана вращается в том же направлении и с той же скоростью, что и текстурирующий барабан 52. Кроме того, для дополнительного контроля высоты узлов 12 на нетканом материале 10, расстояние между внутренней оболочкой 62 барабана и внешней поверхностью 58 формирующей поверхности 50 можно изменять. В целом, промежуток между внешней поверхностью 58 формирующей поверхности 50 и внешней поверхностью внутренней оболочки 64 барабана будет находиться в диапазоне от приблизительно 0 до приблизительно 5 мм. Другие диапазоны могут быть использованы в зависимости от конкретного практического применения и желаемых признаков нетканого материала 10.
Глубина формирующих прорезей 54 в текстурирующем барабане 52 или другой поверхности 50 формирования выступов может составлять от 1 мм до 10 мм, но предпочтительно от приблизительно 3 мм до 6 мм, чтобы создавать узлы 12 такой формы, которая будет является наиболее подходящей для предполагаемых общих применений. Диаметр поперечного сечения (или главный диаметр) формирующей прорези 54 может составлять от приблизительно 2 мм до 10 мм, но предпочтительно от 3 мм до 6 мм при измерении вдоль главной оси, и промежуток между формирующими прорезями 54 на основе расстояния между центрами может составлять от 3 мм до 10 мм, но предпочтительно от 4 мм до 7 мм. Расстановка промежутков между формирующими прорезями 54 может быть изменена и выбрана в зависимости от конкретного практического применения. Некоторые примеры расстановок включают, но без ограничения, выровненные расстановки рядов и/или столбцов, скошенные расстановки, шестиугольные расстановки, волнистые расстановки и расстановки с изображением картинок, фигур и объектов.
Размеры поперечного сечения формирующих прорезей 54 и их глубина влияют на поперечное сечение и высоту узлов 12, создаваемых в нетканом материале 10. В общем, форм формирующих прорезей 54 с острыми и узкими углами на переднем крае формирующих прорезей 54, если смотреть в направлении обработки, следует избегать, поскольку они иногда могут ослаблять возможность безопасно снимать нетканый материал 10 с формирующей поверхности 50 без повреждения узлов 12. Кроме того, толщина/глубина прорези в формирующей поверхности 50 в общем будет стремиться соответствовать глубине или высоте узлов 12 в нетканом материале 10. Однако следует отметить, что каждое из глубины, промежутка, размера, формы и других параметров прорези может быть изменено независимо от другого и может быть изменено на основе конкретного конечного применения формируемого нетканого материала 10.
Без ограничения теорией, полагают, что конкретные отношения глубины формирующих прорезей 54 к диаметру (или главному размеру) формирующих прорезей 54 способствуют увеличению анизотропии узлов 12 в нетканом материале 10. Термин «главный размер» используется в контексте, если формирующие прорези 54 не имеют круглую форму, например, если формирующие прорези 54 имеют форму эллипса, главным размером будет длина эллипса вдоль его главной оси. Полагают, что отношение глубины формирующей прорези 54 к диаметру (или главному размеру) формирующей прорези 54, превышающее 1,0, приводит к увеличению анизотропии узлов 12 нетканого материала 10. В некоторых предпочтительных вариантах осуществления отношение глубины формирующих прорезей 54 к диаметру (или главному размеру) формирующих прорезей 54 может составлять от 1,0 до 1,2. Как указано выше, увеличенная анизотропия узлов 12 в нетканом материале 10 может обеспечить улучшенные свойства сжатия нетканого материала 10.
В варианте осуществления, изображенном на фиг. 7A, формирующая поверхность 50 изображена в форме формирующей решетки, размещенной на текстурирующем барабане 52. Однако следует понимать, что другие средства могут быть использованы для создания формирующей поверхности 50. Например, может быть использована перфорированная лента или сетка (не показана), которая содержит формирующие прорези 54, сформированные в ленте или сетке в соответствующих местах. В качестве альтернативы могут быть использованы гибкие прорезиненные ленты (не показаны), которые непроницаемы для скрепляющих потоков находящейся под давлением текучей среды за исключением местоположений формирующих прорезей 54. Такие ленты и сетки хорошо известны средним специалистам в данной области техники, как и средства для приведения в действие и управления скоростью таких лент и сеток. Текстурирующий барабан 52 является более преимущественным для формирования нетканого материала 10 согласно настоящему изобретению, поскольку он может быть изготовлен с внешней поверхностью 58 между формирующими прорезями 54 и выступами 56, которая является гладкой и непроницаемой для скрепляющей текучей среды, и которая не оставляет проволочный витой рисунок на нетканом материале 10, к чему склонны проволочные ленты.
В вариантах осуществления, где формирующая поверхность 50 образует часть текстурирующего барабана 52 в качестве формирующей решетки, формирующая поверхность 50 и ее характерные признаки могут быть получены с помощью разнообразных методик. Например, формирующая поверхность 50 и характерные признаки ее формирующих прорезей 54 и выступов 56 могут быть сформированы с помощью литья, формования, пробивания отверстий, штампования, механической обработки, лазерной резки, водоструйной резки и 3D-печати или любой другой подходящей методики.
Иллюстративные устройство и способ 100' также могут включать одно или более устройств 66 для струйного скрепления. Наиболее распространенной текучей средой, используемой в этом отношении, является технология спанлейс или технология водоструйного скрепления, в которой в качестве текучей среды для скрепления используется вода под давлением. Таким образом, устройство 66 для струйного скрепления может включать множество струй текучей среды под высоким давлением (не изображены) для испускания множества потоков 68 находящейся под давлением текучей среды. Эти потоки 68 текучей среды, которая предпочтительно является водой, могут быть направлены к исходному полотну 36 на формирующей поверхности 50 и могут привести к дальнейшему скреплению волокон внутри нетканого материала 10 и/или исходной формирующей поверхности 42 (в случае, когда исходная формирующая поверхность представляет собой нижележащее полотно материала). Потоки 68 текучей среды также могут направить волокна в исходном полотне 36 в формирующие прорези 54 и из базовой плоскости 18 первой поверхности 20 нетканого материала 10 и в направлении 38 Z, перпендикулярном базовой плоскости 18, для формирования узлов 12 в нетканом материале 10 (см. фиг. 2 и 3). Также, благодаря потокам 68 текучей среды по меньшей мере большая часть множества узлов 12 может быть выполнена так, чтобы они имели величину анизотропии, превышающую 1,0, как было описано выше. Потоки 68 текучей среды также могут направить волокна в исходном полотне 36 вокруг выступов 56 на формирующей поверхности 50 в области 69, формирующие соединительные перемычки, для формирования множества соединительных перемычек 14 и множества отверстий 24 на нетканом материале 10.
На фиг. 7A изображено единственное устройство 66 для струйного скрепления, однако, в зависимости от необходимого уровня скрепления и конкретных размеров и качеств желаемого нетканого материала 10, может быть использовано множество таких устройств 66 для струйного скрепления. Потоки 68 скрепляющей текучей среды в устройствах 66 для струйного скрепления выходят из форсунок посредством групп или линий струй (не изображены), состоящих из ряда или рядов форсунок для находящейся под давлением текучей среды с небольшими отверстиями диаметром обычно от 0,08 до 0,15 мм и промежутком приблизительно 0,5 мм в направлении, перпендикулярном направлению обработки. Давление в форсунках может составлять от приблизительно 5 бар до приблизительно 400 бар, но, как правило, составляет менее 200 бар, за исключением нетканых материалов 10 с большим весом и если требуется образование фибриллярной структуры. Другие размеры форсунок, промежутки между ними, число форсунок и давление в форсунках могут быть использованы в зависимости от конкретного конечного применения. Такие устройства 66 для струйного скрепления хорошо известны специалистам в данной области техники и легко доступны от таких производителей как Fleissner, Германия, и Andritz-Perfojet, Франция.
Устройства 66 для струйного скрепления часто будут иметь отверстия форсунок, расположенные или находящиеся на расстоянии от приблизительно 5 мм до приблизительно 20 мм, и чаще от приблизительно 5 до приблизительно 10 мм от формирующей поверхности 50, хотя фактический промежуток может изменяться в зависимости от базового веса материалов, на которые оказывается воздействие, давления текучей среды, количества отдельных используемых форсунок, величины вакуума, используемого системой 64 удаления текучей среды, и скорости, с которой работает оборудование.
В варианте осуществления, изображенном на фиг. 7A, устройство 66 для струйного скрепления является традиционным устройством для водоструйного скрепления, конструкция и работа которого хорошо известны специалистам в данной области техники, например, такое как описано в патенте США №3485706, выданном Evans, содержание которого включено в данный документ по ссылке во всей своей полноте для всех целей. Также см. описание оборудования для гидравлического скрепления, описанного Honeycomb Systems, Inc., Биддефорд, Мэн, в статье под названием «Rotary Hydraulic Entanglement of Nonwovens» («Ротационное гидравлическое скрепление нетканых материалов»), перепечатанной из конференции «INSIGHT ‘86 INTERNATIONAL ADVANCED FORMING/BONDING Conference», содержание которой полностью включено в данный документ ссылкой во всей своей полноте для всех целей.
Скорости вращения приводного валика 46 и текстурирующего барабана 52 могут быть установлены на разные значения относительно друг друга. В некоторых вариантах осуществления скорость вращения приводного валика 46 и текстурирующего барабана 52 может быть одинаковой. В других вариантах осуществления скорость вращения приводного валика 46 и текстурирующего барабана 52 может быть разной. Например, в некоторых вариантах осуществления скорость текстурирующего барабана 52 может быть меньше скорости приводного валика 46 для обеспечения избыточной подачи исходного полотна 36 на формирующей поверхности 50 на текстурирующем барабане 52. Такая избыточная подача может использоваться для обеспечения различных свойств нетканого материала 10, таких как улучшенное формирование узлов 12 в нетканом материале 10 и увеличенная высота узлов 12.
После осуществления струйного скрепления с помощью потоков 68 скрепляющей текучей среды устройства 66 для струйного скрепления, исходное полотно 36 становится полученным водоструйным скреплением полотном, образующим вышеописанный нетканый материал 10, который содержит множество узлов 12, множество соединительных перемычек 14, соединяющих множество узлов 12 друг с другом, и множество отверстий 24, как описано выше. Устройство 100' и процесс могут дополнительно включать удаление полученного водоструйным скреплением полотна нетканого материала 10 с формирующей поверхности 50 и сушку полученного водоструйным скреплением полотна для получения трехмерного нетканого материала 10. Сушка нетканого материала 10 может выполняться с помощью методик, известных специалисту в данной области техники. В вариантах осуществления, где исходное полотно содержит связующие волокна, сушка нетканого материала 10 может активировать связующие волокна. Активация связующих волокон может способствовать сохранению трехмерности нетканого материала 10, помогая сохранить геометрическую форму и высоту узлов 12, проходящих от базовой плоскости 18 на первой поверхности 20 нетканого материала 10 (как изображено на фиг. 2 и 3).
На фиг. 7B показана альтернативная конфигурация устройства и способа 100'' изготовления нетканого материала 10, как описано в настоящем документе. Как изображено на фиг. 7B, устройство и способ 100'' могут включать опорное полотно 43, которое приводят в контакт с исходным полотном 36 перед блоком 66 струйного скрепления. Путем отделения исходного полотна 36 от опорного полотна 43 можно добиться разных вариантов подачи исходного полотна 36 и опорного полотна 43. Например, исходное полотно 36 может избыточно подаваться в блок 66 струйного скрепления благодаря значениям размера и скорости приводного валика 46 в сравнении с текстурирующим барабаном 52, в то время как опорное полотно 43 может подаваться в блок 66 струйного скрепления со скоростью, соответствующей скорости текстурирующего барабана 52, с помощью приводного валика 47. Это дополнительно описано в патенте США №9474660, выданном Kirby, Scott S.C. и соавт., который включен в данный документ во всей своей полноте в той степени, в которой он не противоречит данному документу.
Как также изображено на фиг. 7C, в некоторых вариантах осуществления нетканый материал 10 может быть объединен с дополнительным полотном, таким как материал-носитель 151. Материал-носитель 151 может быть присоединен к нетканому материалу 10 посредством любого подходящего механизма соединения, такого как связывание с помощью клея или механическое связывание, например, связывание под действием тепла, ультразвука, давления, или любым другим подходящим механизмом связывания. В некоторых предпочтительных вариантах осуществления материал-носитель 151 связан с нетканым материалом 10 в первой и второй боковых зонах 26a, 26b нетканого материала 10, но не в перфорированной зоне 16 нетканого материала. Материал-носитель 151 может быть прикреплен к нетканому материалу 10 после блока 66 струйного скрепления. В некоторых вариантах осуществления материал-носитель 151 может быть прикреплен к нетканому материалу 10 после сушки нетканого материала 10. В других вариантах осуществления материал-носитель 151 может быть прикреплен к нетканому материалу 10 перед сушкой нетканого материала 10. Материал-носитель 151 может предоставить дополнительную прочность на разрыв нетканому материалу 10 и может улучшить его обработку в условиях высокоскоростного преобразования и/или изготовления. Материал-носитель 151 предпочтительно представляет собой проницаемый для жидкости материал и соединен с нетканым материалом 10, например материал-носитель 151 соединяется с первой поверхностью 20 нетканого материала 10, содержащего узлы 12, как хорошо изображено на фиг. 7D. Также следует отметить, что материал-носитель 151 может быть добавлен к устройству 100'' и процессу, как изображено и описано применительно к фиг. 7B, где опорное полотно 43 подают в блок 66 струйного скрепления отдельно от исходного полотна 36.
На фиг. 7D изображено поперечное сечение нетканого материала 10 и материала-носителя 151 при рассмотрении вдоль линии 7D-7D по фиг. 7C. Как изображено на фиг. 7D, нетканый материал 10, соединенный с материалом-носителем 151, может иметь первую поверхность 155 и вторую поверхность 157. В конкретном варианте осуществления, изображенном на фиг. 7D, материал 10 присоединен к несущему листу 151 в ориентации, при которой узлы 12 материала 10 проходят от базовой плоскости 18 материала 10, например от первой поверхности 20, ко второй поверхности 157 материала-носителя 10. Однако в других вариантах осуществления предполагаются другие ориентации материала 10 и материала-носителя 151.
В некоторых вариантах осуществления материал-носитель 151 может иметь ширину, которая больше ширины 35 материала 10, как изображено на фиг. 7D. Такие конфигурации могут быть желательными, когда слоистый материал, состоящий из материала 10 и материала-носителя 151, используется в качестве прокладочного материала во впитывающем изделии. В таких вариантах осуществления материал 10 может находиться поверх впитывающего элемента изделия, в то время как материал-носитель 151 может полностью проходить между краями основы впитывающего изделия. Однако в других вариантах осуществления ширина материала-носителя 151 может быть равна ширине материала 10. Различные конфигурации нетканого материала согласно настоящему изобретению, такого как материал 10, и вспомогательного материала, такого как материал-носитель 151, расположенных во впитывающем изделии, подробнее описаны ниже, со ссылкой на фиг. 11A-14.
Материал-носитель 151 может содержать любой подходящий нетканый материал, такой как материал спанбонд, материал мелтблаун, материал спанбонд-мелтблаун-спанбонд (SMS), материал спанлейс или т. п. Материал-носитель 151 может в общем обладать базовым весом, составляющим от приблизительно 30 г/м2 до приблизительно 100 г/м2. В заключение, материал-носитель 151 может обеспечить материалу 10 повышенную прочность для того, чтобы позволить обрабатывать материал 10 в высокоскоростных процессах изготовления. По меньшей мере в некоторых вариантах осуществления материал-носитель 151 может обеспечивать преимущества, направленные на свойства материала 10, связанные с его взаимодействием с текучими средами.
Материал-носитель 151 может быть присоединен к материалу 10 в областях 153 связывания. По меньшей мере в некоторых вариантах осуществления материал 10 присоединен к материалу-носителю 151 только в областях 153 связывания. Как изображено, эти области 153 связывания могут быть расположены в пределах боковых зон 26a, 26b материала 10. В некоторых вариантах осуществления области 153 связывания могут иметь такую же протяженность, как и боковые зоны 26a, 26b. Однако в других вариантах осуществления, таких как изображенные на фиг. 7D, области 153 связывания могут быть уже боковых зон 26a, 26b. Материал 10 и материал-носитель 151 могут быть связаны с помощью способов механического связывания, таких как связывание под действием тепла, ультразвука, давления и т. п. В качестве альтернативы материал 10 и материал-носитель 151 могут быть связаны с помощью клея.
Однако в других вариантах осуществления материал 10 может быть дополнительно связан с материалом-носителем 151 в областях 153 связывания, а также в пределах перфорированной зоны 16 материала 10. Например, клей может быть нанесен на материал-носитель 151 в областях, которые соприкасаются с перфорированной зоной 16 материала 10. В таких вариантах осуществления узлы 12 материала 10 могут быть дополнительно связаны с несущим листом 151 вместе с по меньшей мере частями боковых зон 26a, 26b.
Хотя на фиг. 7A-7C показаны иллюстративные устройства 100', 100'' и 100''' и способы струйного скрепления для изготовления нетканого материала 10, предполагается, что могут быть использованы варианты, отличающиеся от этих устройств 100', 100'' и 100''' и процессов струйного скрепления. Например, как было упомянуто ранее, исходное полотно 36 может быть предоставлено с помощью различных методик, отличающихся от процесса мокрой укладки, например, сформировано с помощью процесса укладки вспененного материала или процесса кардочесания. Дополнительно, исходное полотно 36 может быть предоставлено на отдельной производственной линии и намотано на шпиндели рулонов (не изображены) и затем его транспортируют к отдельной производственной линии для введения в процесс струйного скрепления с помощью устройства 66 для струйного скрепления, как описано выше.
Впитывающее изделие
В одном из множества потенциальных применений вышеописанный нетканый материал 10 может быть включен во впитывающее изделие 410. На фиг. 9-11 показано неограничивающее изображение впитывающего изделия 410, например, в виде подгузника. Другие варианты осуществления впитывающего изделия могут включать трусы для приучения к горшку, трусы для подростков, предметы одежды для взрослых, страдающих недержанием, и женские гигиенические изделия. Несмотря на то, что описываемые в настоящем документе варианты осуществления и иллюстрации в целом могут быть пригодны для впитывающих изделий, изготавливаемых в продольном направлении продукта, что далее в настоящем документе называют изготовлением продукта в направлении обработки, следует отметить, что специалист средней квалификации в данной области техники сможет применить приведенную в настоящем документе информацию по отношению к впитывающим изделиям, изготовленным в поперечном направлении продукта, что далее в настоящем документе называют изготовлением продукта в поперечном направлении, без отступления от сущности и объема настоящего изобретения.
Нетканый материал 10 согласно настоящему изобретению может образовывать один или более компонентов или одну или более частей компонентов описанного ниже впитывающего изделия 410. В иллюстративном варианте осуществления, описанном ниже и показанном на фиг. 9-11, нетканый материал 10 может образовывать обращенный к телу прокладочный материал 428 впитывающего изделия 410. Однако, как указано выше, предполагается, что нетканый материал 10 может дополнительно или альтернативно образовывать другие компоненты или другие части компонентов впитывающего изделия 410, в том числе, но без ограничения, наружное покрытие 426, переносящий текучую среду слой 446, поглощающий текучую среду слой 448, герметизирующий элемент 454 для талии и/или компонент крепежной системы, такой как переднее крепление 492.
Впитывающее изделие 410, показанное на фиг. 9, может содержать основу 11. Впитывающее изделие 410 может содержать переднюю область 412 талии, заднюю область 414 талии и область 416 промежности, расположенную между передней областью 412 талии и задней областью 414 талии и соединяющую переднюю и заднюю области 412, 414 талии соответственно. Передняя область 412 талии может упоминаться как передняя торцевая область, задняя область 414 талии может упоминаться как задняя торцевая область, и область 416 промежности может упоминаться как промежуточная область.
Как показано на фиг. 9 и 10, впитывающее изделие 410 может иметь пару продольных боковых краев 418, 420 и пару противоположных поясных краев, соответственно обозначенных как передний поясной край 422 и задний поясной край 424. Передняя область 412 талии может быть смежной с передним поясным краем 422, а задняя область 414 талии может быть смежной с задним поясным краем 424. Продольные боковые края 418, 420 могут проходить от переднего поясного края 422 до заднего поясного края 424. Продольные боковые края 418, 420 могут содержать части, изогнутые между передним поясным краем 422 и задним поясным краем 424, как изображено на фиг. 10, тогда как в других вариантах осуществления они могут быть выполнены с возможностью прохождения в направлении, параллельном продольному направлению 430 по всей их длине.
Передняя область 412 талии может включать часть впитывающего изделия 410, которая при ношении расположена по меньшей мере частично на передней стороне носящего, в то время как задняя область 414 талии может включать часть впитывающего изделия 410, которая при ношении расположена по меньшей мере частично на задней стороне носящего. Область 416 промежности впитывающего изделия 410 может включать часть впитывающего изделия 410, которая при ношении расположена между ногами носящего, и может частично покрывать нижнюю часть туловища носящего. Поясные края 422 и 424 впитывающего изделия 410 выполнены с возможностью охватывания талии носящего и совместно образуют центральное отверстие 423 для талии (как обозначено на фиг. 9), предназначенное для талии носящего. Части продольных боковых краев 418, 420 в области 416 промежности могут в целом образовывать отверстия для ног носящего при ношении впитывающего изделия 410.
Впитывающее изделие 410 может содержать наружное покрытие 426 и обращенный к телу прокладочный материал 428. Наружное покрытие 426 и обращенный к телу прокладочный материал 428 могут образовывать часть основы 411. Согласно одному варианту осуществления обращенный к телу прокладочный материал 428 может быть связан с наружным покрытием 426 путем наслоения с помощью любых подходящих средств, таких как, но без ограничения, виды клея, связи, полученные способом ультразвуковой сварки, связи, полученные способом термосварки, связи, образованные под давлением, или других традиционных методик. Наружное покрытие 426 может иметь длину в продольном направлении 430 и ширину в поперечном направлении 432, которые согласно проиллюстрированному варианту осуществления могут совпадать с длиной и шириной впитывающего изделия 410.
Основа 411 может содержать впитывающий элемент 434. Впитывающий элемент 434 может быть расположен между наружным покрытием 426 и обращенным к телу прокладочным материалом 428. Согласно одному варианту осуществления впитывающий элемент 434 может иметь длину и ширину, которые являются равными или меньшими, чем длина и ширина впитывающего изделия 410. Обращенный к телу прокладочный материал 428, наружное покрытие 426 и впитывающий элемент 434 могут образовывать часть впитывающего узла 444. Впитывающий узел 444 может также содержать переносящий текучую среду слой 446 (показанный на фиг. 10 и 11) и поглощающий текучую среду слой 448 (показанный на фиг. 10 и 11) между обращенным к телу прокладочным материалом 428 и впитывающим элементом 434. В некоторых вариантах осуществления, если присутствует переносящий текучую среду слой 446, то поглощающий слой 448 может находиться между обращенным к телу прокладочным материалом 428 и переносящим текучую среду слоем 446, как известно из уровня техники. Впитывающий узел 444 также может содержать разделительный слой (не показан), расположенный между впитывающим элементом 434 и наружным покрытием 426, как известно из уровня техники. Впитывающий узел 444 может содержать другие компоненты в некоторых вариантах осуществления. Также предполагается, что некоторые варианты осуществления могут не содержать переносящий текучую среду слой 446, и/или поглощающий слой 448, и/или разделительный слой.
Впитывающее изделие 10 может быть выполнено с возможностью удержания и/или впитывания жидких, твердых и полужидких выделений организма, выделяемых носящим. В некоторых вариантах осуществления пара герметичных отворотов (не показаны) может быть выполнена с возможностью обеспечения барьера от растекания выделений организма в поперечном направлении. В некоторых вариантах осуществления впитывающее изделие 410 может дополнительно содержать эластичные элементы для ног (не показаны), известные специалистам в данной области техники. В некоторых вариантах осуществления впитывающее изделие 10 может содержать герметизирующий элемент 454 для талии. Герметизирующий элемент 454 для талии может быть расположен в задней области 414 талии впитывающего изделия 410. Хотя это и не изображено, предполагается, что герметизирующий элемент 454 для талии дополнительно или альтернативно может быть расположен в передней области 412 талии впитывающего изделия 410.
Дополнительные детали касательно каждого из данных элементов впитывающего изделия 10, описанного в настоящем документе, можно найти ниже, обратившись к фигурам 1-7.
Наружное покрытие
Наружное покрытие 426 и/или его части могут быть воздухопроницаемыми и/или непроницаемыми для жидкости. Наружное покрытие 426 и/или его части могут быть эластичными, растяжимыми или нерастяжимыми. Наружное покрытие 426 может быть выполнено из одного слоя, нескольких слоев, слоистых материалов, текстильных материалов спанбонд, пленок, текстильных материалов мелтблаун, эластичной сетки, микропористых полотен, связанных кардочесанных полотен или пеноматериалов, полученных с применением эластомерных или полимерных материалов. Согласно одному варианту осуществления, например, наружное покрытие 426 может быть выполнено из микропористой полимерной пленки, такой как полиэтиленовая или полипропиленовая.
Согласно одному варианту осуществления наружное покрытие 426 может представлять собой один слой непроницаемого для жидкости материала, такого как полимерная пленка. Согласно одному варианту осуществления наружное покрытие 426 предпочтительно может быть растяжимым и более предпочтительно - эластичным по меньшей мере в поперечном направлении 432 впитывающего изделия 410. Согласно одному варианту осуществления внешнее покрытие 26 может быть растяжимым и более предпочтительно - эластичным как в поперечном 432, так и в продольном 430 направлениях. Согласно одному варианту осуществления наружное покрытие 426 может представлять собой многослойный слоистый материал, в котором по меньшей мере один из слоев является непроницаемым для жидкости. Согласно некоторым вариантам осуществления наружное покрытие 426 может представлять собой двухслойную конструкцию, два слоя которой могут быть связаны друг с другом, например, с помощью клея для слоистого материала. Подходящие виды клея для слоистого материала могут быть нанесены непрерывно или прерывисто в виде капель, напыления, параллельных спиралей или т. п., но следует понимать, что внутренний слой может быть связан с наружным слоем другими способами связывания, в том числе, но без ограничения, с помощью связей, полученных способом ультразвуковой сварки, связей, полученных способом термосварки, связей, формируемых под давлением, или т. п.
Наружный слой наружного покрытия 426 может быть из любого подходящего материала и может быть таким, благодаря которому носящий видит в целом тканеподобные текстуру или внешний вид. Примером такого материала может быть связанное кардочесанное полотно из 100%-го полипропилена с ромбовидной структурой связей, доступное от компании Sandler A.G., Германия, такое как Sawabond 4185®, 30 г/м2 или эквивалентное ему. Другим примером материала, подходящего для использования в качестве наружного слоя наружного покрытия 426, может являться полипропиленовое нетканое полотно спанбонд, 20 г/м2. Наружный слой также может быть изготовлен из тех же материалов, из которых может быть изготовлен обращенный к телу прокладочный материал 428, как описано в настоящем документе.
Непроницаемый для жидкости внутренний слой наружного покрытия 426 (или непроницаемое для жидкости наружное покрытие 426, если наружное покрытие 426 выполнено однослойной конструкции) может быть либо проницаемым для пара (т. е. «воздухопроницаемым»), либо непроницаемым для пара. Непроницаемый для жидкости внутренний слой (или непроницаемое для жидкости наружное покрытие 426, если наружное покрытие 426 выполнено однослойной конструкции) может быть изготовлен из тонкой пластиковой пленки. Непроницаемый для жидкости внутренний слой (или непроницаемое для жидкости наружное покрытие 426, если наружное покрытие 426 имеет однослойную структуру) может препятствовать вытеканию жидких выделений организма из впитывающего изделия 410 и намоканию таких изделий, как постельные простыни и одежда, а также носящего и лица, осуществляющего уход.
В некоторых вариантах осуществления, в которых наружное покрытие 426 имеет однослойную структуру, его можно подвергнуть тиснению и/или матовой отделке для получения более тканеподобной текстуры или внешнего вида. Наружное покрытие 426 может позволять парам выходить из впитывающего изделия 410, при этом предотвращая прохождение жидкостей. Подходящий непроницаемый для жидкости, паропроницаемый материал может состоять из микропористой полимерной пленки или нетканого материала, на который было нанесено покрытие или который был обработан другим способом для придания необходимого уровня непроницаемости для жидкости.
Впитывающая основа
Впитывающая основа 434 предпочтительно может быть выполнена как в целом сжимаемая, конформная, податливая, не вызывающая раздражение кожи носящего и способная впитывать и удерживать жидкие выделения организма. Впитывающая основа 434 может быть изготовлена в широком ряде размеров и форм (например, прямоугольной, трапецеидальной, T-образной, I-образной, в форме песочных часов и т. п.), а также из широкого ряда материалов. Размер и впитывающая способность впитывающего элемента 434 должны быть совместимы с размером предполагаемого носящего (от младенцев до взрослых) и объемом жидкости, поступающим при предполагаемом использовании впитывающего изделия 410. Впитывающий элемент 434 может иметь длину и ширину, которые могут быть меньше или равны длине и ширине впитывающего изделия 410.
Впитывающий элемент 434 содержит впитывающий материал. В одном варианте осуществления впитывающий элемент 434 может состоять из материала полотна из гидрофильных волокон, целлюлозных волокон (например, волокон древесной целлюлозы), натуральных волокон, синтетических волокон, листов тканого или нетканого материала, сетчатого материала по типу марли или других стабилизирующих структур, сверхвпитывающего материала, связующих материалов, поверхностно-активных веществ, избранных гидрофобных и гидрофильных материалов, пигментов, лосьонов, средств для устранения неприятного запаха или т. п., а также их сочетаний. Согласно одному варианту осуществления впитывающий элемент 434 может представлять собой матрицу из целлюлозного ворса и сверхвпитывающего материала. Согласно одному варианту осуществления впитывающий элемент 434 может быть выполнен из одного слоя материалов или, в альтернативном варианте, может быть выполнен из двух или более слоев материалов.
Во впитывающей основе 434 можно применять различные типы смачиваемых гидрофильных волокон. К примерам подходящих волокон относятся натуральные волокна, целлюлозные волокна, синтетические волокна, состоящие из целлюлозы или производных целлюлозы, такие как вискозные волокна; неорганические волокна, состоящие из смачиваемого по своей природе материала, такого как стекловолокна; синтетические волокна, полученные из смачиваемых по своей природе термопластичных полимеров, такие как конкретные волокна из сложных полиэфиров или полиамидов, или состоящие из несмачиваемых термопластичных полимеров, такие как полиолефиновые волокна, которые были гидрофилизированы с помощью подходящих средств. Волокна можно гидрофилизировать, например, посредством обработки поверхностно-активным веществом, обработки силикагелем, обработки материалом, который характеризуется наличием подходящего гидрофильного фрагмента и который нельзя легко удалить с волокна, или посредством нанесения на несмачиваемое гидрофобное волокно оболочки из гидрофильного полимера в процессе образования волокна или после него. Подходящие сверхвпитывающие материалы могут быть выбраны из натуральных, синтетических и модифицированных натуральных полимеров и материалов. Сверхвпитывающие материалы могут представлять собой неорганические материалы, такие как силикагели, или органические соединения, такие как сшитые полимеры. Согласно одному варианту осуществления впитывающий элемент 434 может не содержать сверхвпитывающий материал.
При наличии разделительного слоя впитывающий элемент 434 может быть расположен на разделительном слое и размещен поверх наружного покрытия 426. Разделительный слой может быть связан с наружным покрытием 426, например, при помощи клея. Согласно некоторым вариантам осуществления разделительный слой может отсутствовать, и впитывающий элемент 434 может непосредственно контактировать с наружным покрытием 426 и может быть непосредственно связан с наружным покрытием 426. Тем не менее, следует понимать, что впитывающий элемент 434 может контактировать, но не быть связанным с наружным покрытием 426, и оставаться в пределах объема настоящего изобретения. Согласно одному варианту осуществления наружное покрытие 426 может состоять из одного слоя, и впитывающий элемент 434 может контактировать с одним слоем наружного покрытия 426. Согласно некоторым вариантам осуществления по меньшей мере часть слоя, такого как, но без ограничения, переносящий текучую среду слой 446 и/или разделительный слой, может быть расположена между впитывающим элементом 434 и наружным покрытием 426. Впитывающий элемент 434 может быть связан с переносящим текучую среду слоем 446 и/или разделительным слоем.
Обращенный к телу прокладочный материал
Обращенный к телу прокладочный материал 428 впитывающего изделия 410 может перекрывать впитывающий элемент 434 и наружное покрытие 426, и может быть выполнен с возможностью вмещения излияний выделений из носящего, и может отделять кожу носящего от жидких отходов, удерживаемых впитывающим элементом 434. Обращенный к телу прокладочный материал 428 может образовывать по меньшей мере часть обращенной к телу поверхности 419 основы 411, выполненной с возможностью нахождения у кожи носящего.
Согласно различным вариантам осуществления переносящий текучую среду слой 446 может быть расположен между обращенным к телу прокладочным материалом 428 и впитывающим элементом 434 (как показано на фиг. 11). Согласно различным вариантам осуществления поглощающий слой 448 может быть расположен между обращенным к телу прокладочным материалом 428 и впитывающим элементом 434 или переносящим текучую среду слоем 446, если присутствует (как показано на фиг. 11). Согласно различным вариантам осуществления обращенный к телу прокладочный материал 428 может быть связан с поглощающим слоем 448 или переносящим текучую среду слоем 446, если отсутствует поглощающий слой 448, с помощью клея и/или с помощью связывания точечным сплавлением. Связывание точечным сплавлением можно выбрать из связывания под действием ультразвука, температуры, давления, а также их комбинаций.
Согласно одному варианту осуществления обращенный к телу прокладочный материал 428 может выходить за пределы впитывающего элемента 434 и/или переносящего текучую среду слоя 446, если присутствует, и/или поглощающего слоя 448, если присутствует, и/или разделительного слоя, если присутствует, с перекрытием части наружного покрытия 426 и может быть связан с ним любым способом, считающимся подходящим, как, например, путем связывания с ним с помощью клея, практически с заключением впитывающего элемента 434 между наружным покрытием 426 и обращенным к телу прокладочным материалом 428. В некоторых вариантах осуществления обращенный к телу прокладочный материал 428 и наружное покрытие 426 могут иметь одинаковые размеры в ширину и длину. В некоторых вариантах осуществления, однако, обращенный к телу прокладочный материал 428 может быть более узким, чем наружное покрытие 426, и/или более коротким, чем наружное покрытие 426. В некоторых вариантах осуществления длина обращенного к телу прокладочного материала 428 может находиться в диапазоне 50-100% длины впитывающего изделия 410, измеренной в направлении, параллельном продольному направлению 430. В некоторых вариантах осуществления обращенный к телу прокладочный материал 428 может быть шире, чем наружное покрытие 426. Также предполагается, что обращенный к телу прокладочный материал 428 может не выходить за пределы впитывающего элемента 434 и/или может быть не прикреплен к наружному покрытию 426. В некоторых вариантах осуществления обращенный к телу прокладочный материал 428 может окружать по меньшей мере часть впитывающего элемента 434, в том числе окружать оба продольных края впитывающего элемента 434 и/или один или более торцевых краев впитывающего элемента 434. Дополнительно предполагается, что обращенный к телу прокладочный материал 428 может состоять из более чем одного сегмента материала.
Обращенный к телу прокладочный материал 428 может иметь разные формы, в том числе прямоугольную форму, форму песочных часов или любую другую форму. Обращенный к телу прокладочный материал 428 может быть деформируемым подходящим образом, мягким на ощупь и не раздражающим кожу носящего и может быть таким же или менее гидрофильным, чем впитывающий элемент 434, позволяя выделениям организма легко проникать во впитывающий элемент 434 и обеспечивая носящему относительно сухую поверхность.
Обращенный к телу прокладочный материал 428 может быть изготовлен из широкого набора материалов, таких как синтетические волокна (например, полиэфирные или полипропиленовые волокна), натуральные волокна (например, древесные или хлопковые волокна), комбинация натуральных и синтетических волокон, пористые пеноматериалы, сетчатые пеноматериалы, перфорированные пластиковые пленки или т. п. Примеры подходящих материалов включают, но без ограничения, целлюлозные химические волокна, древесные, хлопковые, полиэфирные, полипропиленовые, полиэтиленовые, нейлоновые волокна или другие волокна, способные к связыванию под воздействием нагревания, полиолефины, такие как, но без ограничения, сополимеры полипропилена и полиэтилена, линейный полиэтилен низкой плотности и сложные эфиры алифатических кислот, такие как полимолочная кислота, полотна из перфорированной пленки с мелкими отверстиями, сетчатые материалы и т. п., а также их комбинации.
Для обращенного к телу прокладочного материала 428 могут быть использованы различные тканые и нетканые материалы. Обращенный к телу прокладочный материал 428 может содержать тканый материал, нетканый материал, полимерную пленку, слоистый материал из пленки и ткани и т. п., а также их комбинации. Примеры нетканого материала могут включать текстильный материал спанбонд, текстильный материал мелтблаун, материал, полученный по технологии коформ, кардочесанное полотно, связанное кардочесанное полотно, двухкомпонентный текстильный материал спанбонд, материал, полученный по технологии спанлейс, или т. п., а также их комбинации. Обращенный к телу прокладочный материал 428 не обязательно должен быть единой слоистой структурой и, таким образом, может содержать более одного слоя тканей, пленок и/или полотен, а также их комбинации. Например, обращенный к телу прокладочный материал 428 может содержать опорный слой и выступающий слой, подвергнутые водоструйному скреплению. Выступающий слой может содержать полые выступы, например раскрытые в патенте США №9474660, авторами которого являются Kirby, Scott S.C. и соавт., и как описано на фиг. 8.
Например, обращенный к телу прокладочный материал 428 может состоять из полотна мелтблаун или спанбонд, состоящего из полиолефиновых волокон. Альтернативно обращенный к телу прокладочный материал 428 может представлять собой связанное кардочесанное полотно, состоящее из натуральных и/или синтетических волокон. Обращенный к телу прокладочный материал 428 может состоять из по существу гидрофобного материала, и гидрофобный материал необязательно может быть обработан поверхностно-активным веществом или обработан иным образом для придания желаемого уровня смачиваемости и гидрофильности. Поверхностно-активное вещество может быть нанесено любым традиционным способом, таким как распыление, печать, нанесение покрытия кистью или т. п. Поверхностно-активное вещество можно наносить на весь обращенный к телу прокладочный материал 428, или его можно избирательно наносить на конкретные участки обращенного к телу прокладочного материала 428.
Согласно одному варианту осуществления обращенный к телу прокладочный материал 428 может быть выполнен из нетканого двухкомпонентного полотна. Нетканое двухкомпонентное полотно может представлять собой двухкомпонентное полотно, полученное по технологии спанбонд, или скрепленное кардочесанное двухкомпонентное полотно. Пример двухкомпонентного штапельного волокна включает полиэтиленовое/полипропиленовое двухкомпонентное волокно. В этом конкретном двухкомпонентном волокне из полипропилена образована сердцевина, а из полиэтилена образована оболочка волокна. Без отступления от объема настоящего изобретения возможно использование волокон, ориентированных по-другому, например в виде нескольких лепестков, бок о бок, встык. Согласно одному варианту осуществления обращенный к телу прокладочный материал 428 может представлять собой подложку, полученную по технологии спанбонд, с базовым весом от приблизительно 10 или 12 до приблизительно 15 или 20 г/м2. Согласно одному варианту осуществления обращенный к телу прокладочный материал 428 может представлять собой 12 г/м2 спанбонд-мелтблаун-спанбонд подложку, имеющую 10% содержание мелтблаун, нанесенного между двумя слоями спанбонд.
Хотя наружное покрытие 426 и обращенный к телу прокладочный материал 428 могут содержать эластомерные материалы, предполагается, что наружное покрытие 426 и обращенный к телу прокладочный материал 428 могут состоять из материалов, которые в целом не относятся к эластомерным. Согласно одному варианту осуществления обращенный к телу прокладочный материал 428 может быть растяжимым и более предпочтительно - эластичным. Согласно одному варианту осуществления обращенный к телу прокладочный материал 428 может быть растяжимым подходящим образом и более предпочтительно - эластичным по меньшей мере в поперечном или периферическом направлении впитывающего изделия 410. В других аспектах обращенный к телу прокладочный материал 428 может быть растяжимым и более предпочтительно - эластичным как в поперечном, так и в продольном направлениях 432, 430 соответственно.
В иллюстративном варианте осуществления, изображенном на фиг. 9-11В, в качестве обращенного к телу прокладочного материала 428 может использоваться вышеописанный полученный водоструйным скреплением нетканый материал 10. Как показано на фиг. 11А, нетканый материал 10 согласно настоящему изобретению может быть ориентирован так, что множество узлов 12 проходят от базовой плоскости 18 на первой поверхности 20 к впитывающему элементу 434. Иначе говоря, вторая поверхность 22 нетканого материала 10 может образовывать по меньшей мере часть обращенной к телу поверхности 419 основы 411, выполненной с возможностью нахождения у кожи носящего. Перфорированная зона 16 нетканого материала 10 может быть выполнена для обеспечения возможности протекания выделений через множество отверстий 24 в нетканом материале 10 в нижележащие структуры впитывающего узла 444, такие как поглощающий текучую среду слой 448, переносящий текучую среду слой 446 и впитывающий элемент 434.
За счет наличия нетканого материала 10, выполненного так, что узлы 12 проходят к впитывающему элементу 434, узлы 12 могут способствовать созданию дополнительного объема пустот для вмещения выделений, в то время как они поглощаются впитывающим узлом 444 и переносятся через него, все же оставаясь в стороне от обращенной к телу поверхности 419 основы 411 впитывающего изделия 410. В такой ориентации нетканый материал 10 может создавать объем пустот для выделений между нетканым материалом 10 и любыми расположенными ниже структурами во впитывающем изделии 10 вследствие того, что узлы 12 нетканого материала 10 создают промежуток между базовой плоскостью 18 первой поверхности 20 и любой такой расположенной ниже структурой. Объем пустот для выделений, создаваемый нетканым материалом 10, может изменяться в зависимости от высоты узлов 12, плотности узлов 12 и площади перфорированной зоны 16 нетканого материала 10, и он может быть рассчитан так, чтобы соразмерно подходить для разных ступенчатых размеров впитывающих изделий 410 и впитывающих изделий 410, рассчитанных на обращение с разными выделениями. За счет создания объема пустот с такими свойствами, нетканый материал 10 может поглощать выделения с минимальным распространением выделений по обращенной к телу поверхности 419 основы 411 впитывающего изделия 410. Действуя таким образом, нетканый материал 10 может способствовать уменьшению площади контакта выделений с кожей носящего и уменьшению потенциального раздражения кожи носящего.
На фиг. 11А изображен нетканый материал 10, образующий обращенный к телу прокладочный материал 428 для впитывающего изделия 410. В такой конфигурации нетканый материал 10 может иметь ширину, по существу равную ширине наружного покрытия 426. Вторая поверхность 22 нетканого материала 10 может образовывать обращенную к телу поверхность 419 впитывающего изделия 410 и может быть выполнена с возможностью контакта с кожей носящего.
На фиг. 11В представлен альтернативный вариант осуществления впитывающего изделия 510, аналогичного впитывающему изделию 410, описанному на фиг. 11А, если иное не отмечено в настоящем документе. На фиг. 11В впитывающее изделие 510 может содержать нетканый материал 10, соединенный с материалом-носителем 151 с образованием обращенного к телу прокладочного материала 528. Материал-носитель 151 может быть объединен с нетканым материалом 10, например, в способе 100''', описанном выше в отношении фиг. 7С. Материал-носитель 151 может быть соединен с первой стороной 20 нетканого материала 10. Материал-носитель 151 может быть расположен между нетканым материалом и впитывающим элементом 434. В варианте осуществления, показанном на фиг. 11В, материал-носитель 151 может быть расположен между нетканым материалом 10 и поглощающим текучую среду материалом 448.
Другие ориентации и вариации нетканого материала 10 во впитывающем изделии также подпадают под объем настоящего изобретения. Например, несмотря на то, что нетканый материал 10 показан на фиг. 11А и 11В в ориентации, в которой узлы 12 проходят от базовой плоскости 18 первой поверхности 20 к впитывающему элементу 434, также предполагается, что нетканый материал 10 может быть ориентирован так, что узлы 12 проходят от базовой плоскости 18 первой поверхности 20 в сторону от впитывающего элемента 434, как показано на фиг. 11С. В варианте осуществления впитывающего изделия 610, изображенном на фиг. 11С, нетканый материал 10 может образовывать обращенный к телу прокладочный материал 628, при этом первая поверхность 20 обеспечивает обращенную к телу поверхность 419, выполненную с возможностью нахождения у кожи носящего. В таком варианте осуществления узлы 12 могут обеспечивать отделение от выделений организма, которые могут находиться на базовой плоскости 18 первой поверхности 20 нетканого материала 10. Дополнительно, узлы 12 могут обеспечивать барьеры для распространения выделений организма, таких как ВМ, на первой поверхности 20 нетканого материала 10. За счет уменьшения распространения выделений на нетканом материале 10, нетканый материал 10 может способствовать уменьшению раздражения кожи носящего и вероятности вытекания выделений из впитывающего изделия 610.
На фиг. 12 изображено впитывающее изделие 710, аналогичное впитывающим изделиям 410, 510 и 610. В варианте осуществления, показанном на фиг. 12, изделие 710 может содержать нетканый материал согласно настоящему изобретению, такой как материал 10. Как более ясно видно на фиг. 14, где изображен поперечный разрез изделия 710 при рассмотрении по линии 14F-14F, показанной на фиг. 12, нетканый материал 10 может быть расположен поверх обращенного к телу прокладочного материала 728. В некоторых иллюстративных вариантах осуществления обращенный к телу прокладочный материал 728 может представлять собой такой материал, как материал-носитель 151, описанный в отношении способа 100''', показанного на фиг. 7С.
В варианте осуществления, показанном на фиг. 12, материал 10 может иметь ширину (ширину 35, описанную на фиг. 1), которая в целом меньше ширины обращенного к телу прокладочного материала 728. В таких вариантах осуществления материал 10 может быть расположен на основе 719 изделия 710 так, что он расположен в целом над впитывающим элементом 434. В некоторых вариантах осуществления перфорированная зона 16 материала 10 может полностью покрывать впитывающий элемент 434. В таких вариантах осуществления боковые зоны 26a, 26b могут быть расположены полностью за пределами впитывающего элемента 434. Однако в других вариантах осуществления боковые зоны 26a, 26b могут по меньшей мере частично перекрываться с впитывающим элементом 434.
Материал 10 может быть связан с основой 719 по меньшей мере через всю переднюю поясную область 173 связывания и через всю заднюю поясную область 171 связывания. Передняя поясная область 173 связывания в целом может быть расположена вблизи переднего края 25 материала 10. Передняя поясная область 173 связывания также проходит через всю перфорированную зону 16 материала 10 и в некоторых вариантах осуществления, как показано, например, на фиг. 12, может по меньшей мере частично проходить через боковые зоны 26 и/или 26b. Передняя поясная область 173 связывания может иметь длину 186, которая на приблизительно 20% больше общей длины материала 10 или на приблизительно 30% больше, или на приблизительно 35% больше, или на приблизительно 40% больше, или на приблизительно 45% больше, или на приблизительно 50% больше общей длины материала 10. В некоторых предпочтительных вариантах осуществления длина 186 может быть на приблизительно 60% меньше или на приблизительно 55% меньше, или на приблизительно 50% меньше общей длины материала 10. По меньшей мере в некоторых вариантах осуществления передняя поясная область 173 связывания может быть в целом образована при помощи механических средств связывания, например связывания под действием тепла, ультразвука, давления или т. п. Однако в других вариантах осуществления передняя поясная область 173 связывания может быть образована путем связывания при помощи клея.
Большая площадь, покрываемая передней поясной областью 173 связывания, может, в частности, являться предпочтительной тогда, когда средние площади отверстий 24 материала 10 в перфорированной зоне 16 больше приблизительно 17 мм2, или, более предпочтительно, когда эти средние площади больше приблизительно 20 мм2. При столь больших средних площадях отверстий 24 изделия 710, содержащего указанный материал 10, возрастает риск сдавливания полового члена для носящих мужского пола. За счет связывания большой части передней области материала 10 с основой 719 предотвращается окружение отверстиями 24 в передней части изделия 710 полового члена носящего мужского пола.
Задняя поясная область 171 связывания расположена вблизи заднего края 27 материала 10 и связывает материал 10 с основой 719. Подобно передней поясной области 173 связывания, задняя поясная область 171 связывания может проходить через всю перфорированную зону 16 материала 10, а также, в некоторых вариантах осуществления, может по меньшей мере частично проходить через боковые зоны 26 и/или 26b. Задняя поясная область 171 связывания может быть в целом образована при помощи механических средств связывания, например связывания под действием тепла, ультразвука, давления или т. п. Однако в других вариантах осуществления задняя поясная область 171 связывания может быть образована путем связывания при помощи клея.
Задняя поясная область 171 связывания отличается от передней поясной области 173 связывания, так как задняя поясная область 171 связывания имеет длину 188 намного меньше длины 186 передней поясной области 173 связывания. Требуется, чтобы в задней части изделия 719 материал 10 был в целом не приклеен к основе 719, для того чтобы материал 10 мог обеспечивать объем пустот при помощи узлов 12, обращенных к основе 719, для обеспечения повышенного качества поглощения и хранения каловых масс, которые выделяются в заднюю область изделия 719 вблизи заднего края 27 материала 10. Соответственно, длина 188 предпочтительно на приблизительно 10% меньше общей длины материала 10 или, более предпочтительно, на приблизительно 7,5% меньше, или на приблизительно 5% меньше, или на приблизительно 2,5% меньше общей длины материала 10. В некоторых предпочтительных вариантах осуществления длина 188 предпочтительно на приблизительно 2% больше общей длины материала 10. Задняя поясная область 171 связывания в целом действует для обеспечения приклеивания заднего края 27 материала 10 к основе 719.
На фиг. 13 изображен материал 10 отдельно от изделия 710, а также иллюстративная конфигурация связывания, которая может использоваться для связывания материала 10 с основой 719 впитывающего изделия 710. Как показано на фиг. 13, в дополнение к областям 171, 173 связывания (обе области 171 и 173 показаны на фиг. 13 без штриховки для более ясной иллюстрации других признаков на фиг. 13) материал 10 может быть дополнительно связан с обращенным к телу прокладочным материалом 728 в боковых зонах 26а, 26b клеевыми связями 175а, 175b.
В некоторых процессах изготовления для образования изделия 710, содержащего материал 10, клей может наноситься на обращенный к телу прокладочный материал 728 перед приведением материала 10 к обращенному к телу прокладочному материалу 728 с образованием связей 175а, 175. Соответственно, в таких вариантах осуществления может быть важно, чтобы клеевые связи 175а, 175b имели ширины 177 в целом меньше ширин 31а, 31b боковых зон 26а, 26b материала 10. Согласно некоторым вариантам осуществления, ширины 177 могут составлять от приблизительно 50% до приблизительно 90% или от приблизительно 60% до приблизительно 80% ширин 31а, 31b боковых зон 26а, 26b. И хотя они показаны как проходящие на полную длину материала 10, клеевые связи 175а, 175b могут проходить лишь на величину от приблизительно 80% до приблизительно 97,5% или на величину от приблизительно 85% до приблизительно 95% общей длины материала 10.
Ширина 177 меньше ширин 31а, 31b обеспечивает возможность некоторой неточности требуемого размещения материала 10, когда он приводится к связыванию с прокладочным материалом 728, относительно выравнивания боковых зон 26а, 26b и клея, нанесенного на прокладочный материал 728, образующий связи 175а, 175b. Если ширины 177 являются слишком большими, обычные изменения способа могут вызывать достаточно большое несовпадение материала 10 с прокладочным материалом 728, что приводит к тому, что клей, используемый для образования связей 175а, 175b и нанесенный на прокладочный материал 728, перекрывает перфорированную зону 16 материала 10 или не покрыт боковыми зонами 26а и/или 26b материала 10. Такое перекрытие или отсутствие покрытия открытого клея может приводить к тому, что клей будет открыт через отверстия 24 или иначе, что может также приводить к нежелательному связыванию этого клея с частями изделия 710, отличными от материала 10.
Также важно сбалансировать добавочное количество клея, образующего связи 175а, 175b, для обеспечения соразмерной прочности наслаивания между материалом 10 и прокладочным материалом 728, а также отсутствие просачивания клея из-за относительной открытости боковых зон 26а, 26b. Было обнаружено, что дополнительные количества клея, используемые для образования клеевых связей 175а, 175b, должны быть больше приблизительно 6,0 г/м2 или больше приблизительно 6,5 г/м2 и меньше приблизительно 13 г/м2 или меньше приблизительно 12 г/м2. Эти дополнительные количества клея, как было обнаружено, обеспечивают достаточную прочность наслаивания между материалом 10 и прокладочным материалом 728 так, что материал 10 не отслаивается от прокладочного материала 728 во время изготовления или при использовании, и не возникает просачивание клея в боковых зонах 26а, 26b.
В некоторых конкретных вариантах осуществления материал 10 может быть соединен с прокладочным материалом 728 по меньшей мере при помощи клеевых связей 175а, 175b до образования передней и/или задней поясных областей 173, 171 связывания. Например, материал 10 может быть связан с прокладочным материалом 728 при помощи клея связями 175а, 175b перед связыванием слоистого материала из материалов 10 и 728 друг с другом через все области 171, 173 связывания. Это может иметь место в случае, когда области 171, 173 связывания образованы при помощи механических связей.
По меньшей мере в некоторых из этих вариантов осуществления перед образованием областей 171, 173 связывания может потребоваться образование одной или более дополнительных связей. В качестве примера, когда материал 10 связывается с прокладочным материалом 728 в высокоскоростном процессе изготовления при помощи связей 175а, 175b перед образованием областей 171, 173 связывания, передний край 25 или 27 материала 10 в направлении обработки может нежелательным образом отворачиваться назад до образования областей 171, 173 связывания.
По этим причинам некоторые предполагаемые конфигурации связывания, соединяющие материал 10 с прокладочным материалом 728, содержат по меньшей мере одну дополнительную связь 179 или 181. В некоторых вариантах осуществления может быть образована только одна связь 179 или 181 в зависимости от того, какой конец, 25 или 27, материала 10 представляет собой передний конец в направлении обработки. В других вариантах осуществления могут быть образованы обе связи 179 и 181. Согласно некоторым вариантам осуществления связи 179 и/или 181 могут быть образованы вместе с клеевыми связями 175а, 175b или по меньшей мере перед образованием областей 171 и/или 173 связывания. Указанные дополнительные связи 179 и/или 181 способствуют обеспечению того, что передний край 25 или 27 материала 10 будет расположен в плоском состоянии у прокладочного материала 728 при образовании областей 171, 173 связывания или обоих краев, переднего края и заднего края 25 и 27, в направлении обработки при образовании обеих связей 179 и 181.
В некоторых вариантах осуществления дополнительная связь или связи 179 и/или 181 могут представлять собой клеевые связи. Согласно некоторым вариантам осуществления связи 179 и/или 181 могут по меньшей мере частично перекрывать соответствующие переднюю или заднюю поясные области 173, 171 связывания. В дополнительных вариантах осуществления связи 179 и/или 181 могут полностью перекрывать переднюю поясную и/или заднюю поясную области 173, 171 связывания.
Если связи 179 и/или 181 присутствуют, связи 179 и/или 181 могут содержать передний и задний края 190, 192 и 194, 196 соответственно. Связи 179 и/или 181 также могут иметь длины 193 и 191 соответственно. В целом связь 179 или 181 может в первую очередь действовать для прикрепления переднего края 25 или 27 в направлении обработки к прокладочному материалу 728 для обеспечения возможности последующего образования области 171 или 173 связывания. Хотя если обе связи 179 и 181 присутствуют, связи 179, 181 могут действовать для прикрепления переднего и заднего краев материала 10 в направлении обработки, например краев 25 и 27, к прокладочному материалу 27 перед образованием областей 171, 173 связывания. Соответственно, длины 191, 193 могут являться относительно небольшими. Согласно некоторым вариантам осуществления длины 191 и/или 193 могут составлять от приблизительно 1,0 мм до приблизительно 5,0 мм или от приблизительно 2,0 мм до приблизительно 5,0 мм, или от приблизительно 3,0 мм до приблизительно 5,0 мм. Такие относительно небольшие длины 191 и/или 193 могут являться особенно полезными, когда связи 179 и/или 181 представляют собой клеевые связи.
Если связи 179 и/или 181 представляют собой клеевые связи, задний и/или передний края 192, 194 связей 179, 181 соответственно могут являться установленными расстояниями 182, 184 соответственно от заднего края 27 и переднего края 25 материала 10, как показано на фиг. 13. И хотя может требоваться, чтобы расстояния 182 и/или 184 были как можно меньше, расстояния 182 и/или 184 обычно могут составлять от приблизительно 2,0 мм до приблизительно 5,0 мм или от приблизительно 2,5 мм до приблизительно 5,0 мм, или от приблизительно 2,5 мм до приблизительно 4,0 мм. Если связи 179 и/или 181 представляют собой клеевые связи, такие смещения от заднего и переднего краев 27, 25 материала 10 способствуют обеспечению того, что обычные изменения выравнивания в высокоскоростном процессе изготовления впитывающего изделия не приводят к тому, что клей, образующий связи 179 и/или 181, становится нежелательным образом открытым за пределами краев 25 и/или 27 материала 10.
Как показано на фиг. 13, связи 179, 181 проходят через перфорированную зону 16 материала 10. Если связи 179, 181 представляют собой клеевые связи, важно, чтобы дополнительные количества клея были относительно небольшими для предотвращения просачивания клея через отверстия 24 перфорированной зоны 16. Такое просачивание клея может вызывать нежелательное связывание между частями изделия 710. Было обнаружено, что дополнительное количество клея для клеевых связей 179 и/или 181 должно составлять от приблизительно 10 г/м2 до приблизительно 40 г/м2 или от приблизительно 10 г/м2 до приблизительно 35 г/м2, или от приблизительно 15 г/м2 до приблизительно 35 г/м2.
Хотя в вариантах осуществления, где образованы обе связи 179, 181, связь 179 или 181, связывающая передний край 25 или 27 материала 10 в процессе изготовления с прокладочным материалом 728, может содержать большее дополнительное количество, чем другая из связей 179, 181. Например, в высокоскоростном процессе изготовления передний край 25 или 27 материала 10 подвергается действию больших усилий, чем задний край 25 или 27. Соответственно, может требоваться, чтобы связь 179, 181, которая связывает передний край 25 или 27 с прокладочным материалом 728, была относительно более прочной, чем связь 179, 181, которая связывает задний край 25 или 27 с прокладочным материалом 728. В этих вариантах осуществления связь 179 или 181, которая связывает передний край 25 или 27 с прокладочным материалом 728, может содержать дополнительное количество от приблизительно 15 г/м2 до приблизительно 40 г/м2 или от приблизительно 25 г/м2 до приблизительно 35 г/м2. Для сравнения, другая из связей 179, 181, которая связывает задний край 25 или 27 материала 10 с прокладочным материалом 728, может содержать дополнительное количество, которое больше приблизительно 5 г/м2, но меньше приблизительно 15 г/м2.
Другие предполагаемые конфигурации связывания могут включать конфигурацию, содержащую связи 173, 175а и 175b наряду только с областью 173 связывания или только со связью 179. Дополнительно предполагаемые конфигурации связывания могут включать конфигурацию, содержащую связи 175а и 175b наряду с областью 173 связывания и только связью 181. Другие дополнительно предполагаемые конфигурации связывания могут включать конфигурацию, содержащую связи 175а и 175b наряду с обеими связями 179 и 181, но без областей 171, 173 связывания.
Герметизирующий элемент для талии
В варианте осуществления впитывающее изделие 410 может иметь один или более герметизирующих элементов 454 для талии. На фиг. 9 и 10 показан предпочтительный вариант осуществления герметизирующего элемента 454 для талии на впитывающем изделии 410, например подгузнике, где герметизирующий элемент 454 для талии может быть расположен в задней области 414 талии. В некоторых вариантах осуществления герметизирующий элемент 454 для талии может быть расположен в передней области 412 талии. Герметизирующий элемент 454 для талии может быть расположен на обращенной к телу поверхности 419 основы 411. Герметизирующий элемент 454 для талии может быть соединен с основой 411 таким образом, что часть герметизирующего элемента 454 для талии свободно перемещается относительно основы 411 и может образовывать карман для способствования удержания выделений организма.
Герметизирующий элемент 454 для талии может состоять из множества материалов. Согласно предпочтительному варианту осуществления герметизирующий элемент 454 для талии может состоять из материала спанбонд-мелтблаун-спанбонд («SMS»). Однако предполагается, что герметизирующий элемент 54 для талии может состоять из других материалов, включая, но без ограничения, спанбонд-пленка-спанбонд («SFS»), связанное кардочесанное полотно («BCW») или любой нетканый материал. Согласно некоторым вариантам осуществления герметизирующий элемент 454 для талии может состоять из слоистого материала, содержащего более одного из этих приведенных в качестве примера материалов, или других материалов. Согласно некоторым вариантам осуществления герметизирующий элемент 454 для талии может состоять из непроницаемого для жидкости материала. Согласно некоторым вариантам осуществления герметизирующий элемент 454 для талии может состоять из материала, покрытого гидрофобным покрытием. В некоторых вариантах осуществления герметизирующий элемент 54 для талии может содержать эластичный материал для обеспечения дополнительных характеристик прилегания и удержания впитывающего изделия 10. В таком варианте осуществления подходящие эластичные материалы могут включать, но без ограничения, листы, полосы или ленты из натурального каучука, синтетического каучука или термопластичных эластомерных полимеров. Эластичные материалы могут быть растянуты и связаны с подложкой, связаны с собранной подложкой или связаны с подложкой, а затем сделаны эластичными или сжаты, например, при воздействии тепла таким образом, чтобы подложке передавались эластичные стягивающие усилия. Тем не менее, следует понимать, что герметизирующий элемент 454 для талии может быть исключен из впитывающего изделия 410 без отступления от объема настоящего изобретения.
Система крепления
Согласно одному варианту осуществления впитывающее изделие 410 может содержать систему крепления. Система крепления может содержать одно или более задних креплений 491 и одно или более передних креплений 492. Варианты осуществления, показанные на фиг. 9 и 10, отображают вариант осуществления с одним передним креплением 492. Части системы крепления могут быть включены в переднюю область 412 талии, заднюю область 414 талии или в обе области.
Система крепления может быть выполнена с возможностью закрепления впитывающего изделия 410 вокруг талии носящего в закрепленном состоянии, как показано на фиг. 9, и способствования удерживанию впитывающего изделия 410 на месте во время использования. В варианте осуществления задние крепления 491 могут содержать один или более материалов, связанных вместе для образования композитного ушка, как известно из уровня техники. Например, сложное крепление может состоять из растягивающегося компонента 494, нетканого несущего слоя или основы 496 с крючками и крепежного компонента 498, как обозначено на фиг. 10.
СПОСОБЫ ИСПЫТАНИЙ
Способ испытаний на основе анализа узлов
Анизотропию волокон в узлах 12 можно определить с использованием описанного в настоящем документе способа измерения с помощью анализа изображения. В данном способе испытаний также измеряется высота узлов, а также процентное содержание волокон и пустот в узле 12.
В данном контексте анизотропия волокон рассматривается для множества узлов 12 из каждого соответствующего материала. Обычно в способе анализа изображения числовое значение анизотропии определяют из изображения поперечного сечения узла 12 при помощи специального параметра измерения с помощью анализа изображения, называемого анизотропией. Анизотропию узла 12 можно измерить с использованием рентгеновской компьютерной микротомографии (также известной как микро-КТ) для неразрушающего получения изображения с последующими методиками анализа изображения с целью обнаружения компонентов волокон, а затем измерения анизотропии указанных компонентов только в областях узла 12. Алгоритм анализа изображения выполняет выявление, обработку изображений и измерение, а также передает данные в цифровом виде в базу данных в виде электронной таблицы. Полученные в результате данные измерения используются для сравнения анизотропии различных структур, содержащих компоненты волокон узлов 12.
Способ определения анизотропии в волокнах узлов каждой структуры включает первый этап получения цифровых изображений рентгеновской компьютерной микротомографии образца. Эти изображения получают с использованием системы компьютерной микротомографии SkyScan 1272, доступной от Bruker microCT (2550 Контих, Бельгия). Образец прикрепляют к установочному устройству, предоставляемому Bruker с системой SkyScan 1272 так, чтобы он не двигался под своим собственным весом во время процесса сканирования. Во время процесса сканирования используют следующие условия SkyScan 1272:
Размер пикселя камеры (мкм)=9,0
Напряжение источника (кВ)=35
Ток источника (мкА)=225
Размер пикселя изображения (мкм)=6,0
Формат изображения=TIFF
Глубина (бит)=16
Шаг поворота (град.) = 0,10
Использовать поворот на 360=НЕТ
Усреднение кадров=ВКЛЮЧЕНО (6)
Случайное движение=ВКЛЮЧЕНО (1)
Коррекция при равномерной освещенности поля=ВКЛЮЧЕНО
Фильтр=Нет фильтра
После завершения сканирования образца полученный набор изображений затем реконструируют с использованием программы NRecon, предоставляемой вместе с системой компьютерной микротомографии SkyScan 1272. Хотя параметры реконструкции могут в некоторой степени зависеть от образца и должны быть известны специалисту в данной области техники, следующие параметры должны предоставить основные рекомендации для анализирующего специалиста:
Тип файла изображения=BMP
Размер пикселя (мкм)=6,00
Сглаживание=1 (гауссово)
Коррекция артефактов «звон»=10
Коррекция ужесточения пучка (%)=10
После завершения реконструкции полученный набор данных изображений готов для извлечения срезов изображений поперечных сечений с использованием пакета программного обеспечения Bruker SkyScan, называемого DataViewer. После загрузки всего набора данных реконструированных изображений в DataViewer анализирующий специалист в области компьютерной микротомографии затем должен выбрать и извлечь срезы изображений поперечных сечений, находящиеся на центрах или вблизи центров узлов, присутствующих в каждом соответствующем образце. Для каждого выбранного изображения должен быть получен один выровненный по центру узел 12. Для типичного образца этот процесс будет приводить к 4-6 изображениям, и для анализа будут доступны 4-6 узлов 12. Анализирующий специалист затем изменяет нумерацию изображений на последовательную (например, 1, 2, 3 и т. д.), изменяя номера в расширениях имен файлов изображений.
После получения и изменения нумерации изображений компьютерной микротомографии поперечных сечений каждого образца с использованием программного обеспечения для анализа изображения могут быть выполнены измерения анизотропии.
Программной платформой для анализа изображения, используемой при выполнении измерений анизотропии, является QWIN Pro (версия 3.5.1), доступная для приобретения у Leica Microsystems с офисом в Хербругг, Швейцария.
Таким образом, способ определения анизотропии заданного образца включает этап выполнения нескольких измерений анизотропии в отношении набора изображений компьютерной микротомографии. Точнее говоря, алгоритм анализа изображения использован для считывания и обработки изображений, а также выполнения измерений с использованием языка пользовательской системы (QUIPS) интерактивного программирования Quantimet. Алгоритм анализа изображения воспроизводится далее.
ОПРЕДЕЛЕНИЕ ПЕРЕМЕННЫХ и ОТКРЫТИЕ ФАЙЛОВ
Следующие строки обозначают расположение в компьютере, куда отправляют данные
Open File (C:\Data\94054 - Nhan (patent)\z-micro-ct data.xls, channel #1)
PauseText ("Enter the number of the final image in the set.")
Input (IMAGES)
ИДЕНТИФИКАЦИОННЫЙ НОМЕР ОБРАЗЦА И УСТАНОВКА
Enter Results Header
File Results Header (channel #1)
File Line (channel #1)
Measure frame (x 31, y 61, Width 1737, Height 793)
Image frame ( x 0, y 0, Width 1768, Height 854 )
-- Calvalue 6.0 um/pixel
CALVALUE = 6.0
Calibrate (CALVALUE CALUNITS$ per pixel)
-- Enter image prefix name of set of images to analyze
PauseText ( "Enter image file prefix name." )
Input ( TITLE$ )
File ( "Rep. #", channel #1 )
File ( "% Fiber", channel #1 )
File ( "% Voids", channel #1 )
File ( "Height (um)", channel #1 )
File ( "Anisotropy", channel #1 )
File Line ( channel #1 )
For ( REPLICATE = 1 to IMAGES, step 1 )
Clear Accepts
ПОЛУЧЕНИЕ ИЗОБРАЖЕНИЯ И ВЫЯВЛЕНИЕ
ACQOUTPUT = 0
Следующие две строки указывают расположение в компьютере изображений компьютерной микротомографии, считываемых во время процесса анализа изображения.
ACQFILE$ = "C:\Images\94054 - Nhan\Z-slices\"+TITLE$+""+STR$(REPLICATE)+"
.jpg"
Read image ( from file ACQFILE$ into ACQOUTPUT )
Colour Transform ( Mono Mode )
Grey Transform ( WSharpen from Image0 to Image1, cycles 3, operator Disc )
Detect ( whiter than 64, from Image1 into Binary0 )
ОБРАБОТКА ИЗОБРАЖЕНИЙ
PauseText ( "Select region of interest for analysis." )
Binary Edit [PAUSE] ( Accept from Binary0 to Binary1, nib Fill, width 2 )
Binary Amend ( Close from Binary1 to Binary2, cycles 30, operator Disc, edge erode on )
Binary Identify ( FillHoles from Binary2 to Binary3 )
Binary Amend ( Open from Binary3 to Binary4, cycles 40, operator Disc, edge erode on )
PauseText ( "Clean up any over extended ROI areas." )
Binary Edit [PAUSE] ( Reject from Binary4 to Binary5, nib Fill, width 2 )
PauseText ( "Draw vertical lline thru the thickest region binary." )
Binary Edit [PAUSE] ( Accept from Binary5 to Binary7, nib Rect, width 2 )
Binary Logical ( C = A AND B : C Binary6, A Binary1, B Binary5 )
ИЗМЕРИТЬ ОБЛАСТИ АНАЛИЗА
-- Analysis Region Fiber Area
MFLDIMAGE = 6
Measure field ( plane MFLDIMAGE, into FLDRESULTS(2), statistics into FLDSTATS(7,2) )
Selected parameters: Area, Anisotropy
FIBERAREA = FLDRESULTS(1)
ANISOTROPY = FLDRESULTS(2)
-- Analysis Region Area
MFLDIMAGE = 5
Measure field ( plane MFLDIMAGE, into FLDRESULTS(1), statistics into FLDSTATS(7,1) )
Selected parameters: Area
ROIAREA = FLDRESULTS(1)
PERCFIBER = FIBERAREA/ROIAREA*100
PERCVOIDS = 100-PERCFIBER
-- Measure Node Height
Measure feature ( plane Binary7, 8 ferets, minimum area: 24, grey image: Image0 )
Selected parameters: X FCP, Y FCP, Length
LENGTH = Field Sum of ( PLENGTH(FTR) )
ВЫХОДНЫЕ ДАННЫЕ
File ( REPLICATE, channel #1, 0 digits after '.' )
File ( PERCFIBER, channel #1, 1 digit after '.' )
File ( PERCVOIDS, channel #1, 1 digit after '.' )
File ( LENGTH, channel #1, 1 digit after '.' )
File ( ANISOTROPY, channel #1, 2 digits after '.' )
File Line ( channel #1 )
Next ( REPLICATE )
Close File (channel #1)
END
Алгоритм QUIPS выполняют с использованием программной платформы QWIN Pro. Вначале анализирующему специалисту предоставляются подсказки по вводу количества изображений в наборе для конкретного образца. Затем анализирующему специалисту предоставляются подсказки по вводу набора идентификационной информации образца, которая направляется в файл EXCEL.
Затем анализирующему специалисту посредством интерактивного командного окна и окна ввода предоставляются подсказки по вводу префикса файла изображения анализируемых изображений компьютерной микротомографии. После этого этапа все последующие изображения для данного образца будут автоматически считаны вышеописанным алгоритмом анализа изображения.
Затем анализирующему специалисту предоставляются подсказки по ручному выбору при помощи компьютерной мыши представляющей интерес области узла для анализа. Следует тщательно выбирать весь узел так, чтобы он включал конические секции прямо до базовой плоскости 18 материала.
После нескольких этапов обработки изображений, которые будут происходить автоматически, анализирующему специалисту будут снова предоставлены подсказки по очистке любых участков, проходящих за пределы представляющей интерес области (ROI). Это осуществляется с использованием компьютерной мыши, а также путем подключения и отключения накладываемого двоичного изображения путем одновременного использования клавиш «control» и «b» на клавиатуре компьютера. После этого этапа двоичное изображение должно покрывать только узел.
Наконец, анализирующему специалисту будут предоставлены подсказки по использованию компьютерной мыши для проведения вертикальной линии через область с наибольшей высотой на двоичном изображении. Эта линия будет использоваться компьютерным алгоритмом для измерения высоты узла 12.
Процесс выбора представляющей интерес области узла 12, очистки проходящих за его пределы областей и проведения вертикальной линии через область узла 12 с наибольшей высотой будет повторяться до тех пор, пока не будут проанализированы все изображения для конкретного образца.
После того, как все изображения были проанализированы, следующие данные параметров измерений будут расположены в соответствующем файле EXCEL:
№ экземпляра
% волокон
% пустот
Высота
Анизотропия
Для каждого из этих параметров в столбцах будет перечислено 4-6 значений. Для сравнения значений анизотропии между образцами, данные в столбце, обозначенном «Анизотропия», можно сравнивать между разными образцами путем выполнения t-анализа Стьюдента с доверительной вероятностью 90%.
Способ испытаний на основе анализа образца материала
Описанный в настоящем документе способ испытаний на основе анализа образца материала можно использовать для определения открытой площади в процентах в данном образце нетканого материала 10. В данном контексте открытой площадью в процентах считается процентная доля площади нетканого материала, через которую непосредственно и беспрепятственно проходит свет, проходящий от источника света. Обычно в данном способе анализа изображения числовое значение открытой площади в процентах определяют для материала при помощи конкретных параметров измерения при анализе изображения, таких как площадь. Данный способ испытаний и оборудование также обеспечивают возможность измерения размера отверстия 24, округлости отверстия 24, отношения сторон отверстия 24, двумерной площади узла 12, плотности узлов 12 и расстояния между ними. Данный способ испытаний включает получение двух отдельных цифровых изображений образца.
Установка и определение анализа образца перфорированной зоны материала
Иллюстративная установка для получения изображений перфорированной зоны репрезентативно проиллюстрирована на фиг. 15. В частности, видеокамера 70 с CCD матрицей (например, видеокамера Leica DFC 300 FX, доступная для приобретения у Leica Microsystems из Хербругг, Швейцария) монтируется на стандартном штативе 72, таком как стандартный штатив Polaroid MP-4 Land Camera, ранее доступный для приобретения у центра Polaroid Resource Center в Кембридже, Массачусетс, а в настоящее время доступный на таком ресурсе, как eBay. Стандартный штатив 72 прикреплен к просмотровому устройству 74 для макрообъектов, такому как просмотровое устройство для макрообъектов KREONITE, доступное для приобретения у Dunning Photo Equipment Inc. с офисом в Биксби, Оклахома. Автоматическую платформу 76 помещают на верхнюю поверхность просмотрового устройства 74 для макрообъектов. Автоматическую платформу 76 используют для автоматической перемены положения заданного образца для выбора кадра камерой. Подходящей автоматической платформой 76 является Model H112, доступная для приобретения у Prior Scientific Inc. с офисом в Рокленде, Массачусетс.
Образец (не показанный на фиг. 15) помещают на автоматическую платформу 76 системы Leica Microsystems QWIN Pro Image Analysis, под оптической осью 60-мм объектива 78, такого как Nikon AF Micro Nikkor, с установкой деления диафрагмы 4, изготовленного Nikon Corporation c офисом в Токио, Япония. Объектив 78 прикрепляют к камере 70 с использованием переходника с-крепления объектива. Расстояние от лицевой стороны объектива 78 до образца составляет 55 см. Образец укладывают горизонтально на поверхность 80 автоматической платформы и любые складки удаляют с помощью его осторожного растягивания и/или закрепления на поверхности 80 автоматической платформы с использованием прозрачной клейкой ленты на ее наружных краях. Поверхность образца освещают падающим флуоресцентным светом, доставляемым 40-ваттной флуоресцентной лампой 82 Circline диаметром 16 дюймов, например, изготавливаемой General Electric Company с офисом в Бостоне, Массачусетс. Лампа 82 содержится в зажиме, который расположен таким образом, что он выровнен по центру над образцом и находится на расстоянии приблизительно 3 см над поверхностью образца. Управление уровнем освещения лампы 82 осуществляется при помощи регулируемого автотрансформатора (не показан) типа 3PN1010, доступного для приобретения у Staco Energy Products Co. с офисом в Дейтоне, Огайо. Проходящий свет также доставляется к образцу из-под автоматизированной платформы группой из четырех 2-футовых EMC светодиодных трубок-ламп 84 с двусторонним подключением, которые выполнены с возможностью приглушения освещения и доступны для приобретения у Fulight Optoelectronic Materials, LLC. Светодиодные лампы 84 накрывают рассеивающей пластиной 86. Рассеивающая пластина 86 вставлена в верхнюю поверхность 88 просмотрового устройства 74 для макрообъектов и образует ее часть. На источник освещения накладывают черную маску 90, имеющую отверстие 92 размером 3 дюйма на 3 дюйма. Отверстие 92 расположено таким образом, что оно выровнено по центру под оптической осью системы из камеры 70 и объектива 78. Расстояние D3 от отверстия 92 флуоресцентной лампы до поверхности 80 автоматической платформы 76 составляет приблизительно 17 см. Управление уровнем освещения у группы флуоресцентных ламп также осуществляется блоком управления (не показан), выполненным с возможностью приглушения освещения светодиодных ламп.
Программной платформой для анализа изображения, используемой для выполнения измерений открытой площади в процентах и размера перфораций, является QWIN Pro (версия 3.5.1), доступная для приобретения у Leica Microsystems с офисом в Хербругг, Швейцария. Альтернативно, для выполнения анализа может использоваться LAS Macro Editor, следующее поколение программного обеспечения после QWIN Pro. Систему и изображения также точно калибруют с использованием программного обеспечения QWIN и стандартной линейки с измерительными отметками по меньшей мере в пределах одного миллиметра. Калибровка выполняется в горизонтальном измерении изображения видеокамеры. Единицы числа миллиметров на пиксель используют для калибровки.
Таким образом, способ определения открытой площади в процентах и размера отверстий заданного образца включает этап выполнения измерений в отношении изображения в проходящем свете. А именно, алгоритм анализа изображения используется для получения и обработки изображений, а также выполнения измерений с использованием языка системы пользовательского интерактивного программирования Quantimet (QUIPS). Алгоритм анализа изображения воспроизводится далее. Для ясности, ссылки в алгоритме на «столбики» или «выступы» относятся к узлам 12 для нетканого материала 10, а ссылки на «открытые участки» или «перфорации» относятся к отверстиям 24 для нетканого материала 10.
ОПРЕДЕЛЕНИЕ ПЕРЕМЕННЫХ и ОТКРЫТИЕ ФАЙЛОВ
Следующие строки обозначают расположение в компьютере, куда отправляют данные
Open File (C:\Data\94054 - Nhan (patent)\data.xls, channel #1)
TOTCOUNT = 0
TOTFIELDS = 0
MFRAMEH = 875
MFRAMEW = 1249
ИДЕНТИФИКАЦИОННЫЙ НОМЕР ОБРАЗЦА И УСТАНОВКА
Configure ( Image Store 1392 x 1040, Grey Images 81, Binaries 24 )
Enter Results Header
File Results Header ( channel #1 )
File Line ( channel #1 )
PauseText ( "Enter sample image prefix name now." )
Input ( TITLE$ )
PauseText ("Set sample into position.")
Image Setup DC Twain [PAUSE] ( Camera 1, AutoExposure Off, Gain 0.00, ExposureTime 34.23 msec, Brightness 0, Lamp 38.83 )
Measure frame ( x 74, y 110, Width 1249, Height 875 )
Image frame ( x 0, y 0, Width 1392, Height 1040 )
-- Calvalue = 0.0377 mm/px
CALVALUE = 0.0377
Calibrate ( CALVALUE CALUNITS$ per pixel )
FRMAREA = MFRAMEH*MFRAMEW*(CALVALUE**2)
Clear Accepts
For ( SAMPLE = 1 to 1, step 1 )
Clear Accepts
File ( "Field No.", channel #1, field width: 9, left justified )
File ( "% Open Area", channel #1, field width: 7, left justified )
File ( "Bump Density", channel #1, field width: 13, left justified )
File ( "Bump Spacing", channel #1, field width: 15, left justified )
File Line ( channel #1 )
Stage ( Define Origin )
Stage ( Scan Pattern, 1 x 5 fields, size 82500.000000 x 39000.000000 )
ПОЛУЧЕНИЕ ИЗОБРАЖЕНИЯ I - Локализация выступа
For ( FIELD = 1 to 5, step 1 )
Measure frame ( x 74, y 110, Width 1249, Height 875 )
Display ( Image0 (on), frames (on,on), planes (off,off,off,off,off,off), lut 0, x 0, y 0, z 1, Reduction off )
PauseText ( "Ensure incident lighting is correct (WL = 0.88 - 0.94) and acquire image." )
Image Setup DC Twain [PAUSE] ( Camera 1, AutoExposure Off, Gain 0.00, ExposureTime 34.23 msec, Brightness 0, Lamp 38.83 )
Acquire ( into Image0 )
ВЫЯВЛЕНИЕ - Только выступы
PauseText ( "Ensure that threshold is set at least to the right of the left gray-level histogram peak which corresponds to the 'land' region." )
Detect [PAUSE] ( whiter than 129, from Image0 into Binary0 delineated )
ОБРАБОТКА ДВОИЧНЫХ ИЗОБРАЖЕНИЙ
Binary Amend ( Close from Binary0 to Binary1, cycles 10, operator Disc, edge erode on )
Binary Identify ( FillHoles from Binary1 to Binary1 )
Binary Amend ( Open from Binary1 to Binary2, cycles 20, operator Disc, edge erode on )
Binary Amend ( Close from Binary2 to Binary3, cycles 8, operator Disc, edge erode on )
PauseText ( "Toggle <control> and <b> keys to check projection detection and correct if necessary." )
Binary Edit [PAUSE] ( Reject from Binary3 to Binary3, nib Fill, width 2 )
Binary Logical ( copy Binary3, inverted to Binary4 )
ПОЛУЧЕНИЕ ИЗОБРАЖЕНИЯ 2 - Открытая площадь в % и размер перфораций
Measure frame ( x 74, y 110, Width 1249, Height 875 )
Display ( Image0 (on), frames (on,on), planes (off,off,off,off,off,off), lut 0, x 0, y 0, z 1, Reduction off )
PauseText ( "Turn off incident light & ensure transmitted lighting is correct (WL = 0.95) and acquire image." )
Image Setup DC Twain [PAUSE] ( Camera 1, AutoExposure Off, Gain 0.00, ExposureTime 34.23 msec, Brightness 0, Lamp 38.83 )
Acquire ( into Image0 )
ACQFILE$ = "C:\Images\94054 - Nhan\"+TITLE$+"_"+STR$(FIELD)+".jpg"
Write image ( from ACQOUTPUT into file ACQFILE$ )
ВЫЯВЛЕНИЕ - Только открытые участки
Detect ( whiter than 127, from Image0 into Binary10 delineated )
ОБРАБОТКА ДВОИЧНЫХ ИЗОБРАЖЕНИЙ
Binary Amend ( Close from Binary10 to Binary11, cycles 5, operator Disc, edge erode on )
Binary Identify ( FillHoles from Binary11 to Binary12 )
Binary Amend ( Open from Binary12 to Binary13, cycles 10, operator Disc, edge erode on )
Binary Identify ( EdgeFeat from Binary13 to Binary14 )
PauseText ( "Ensure apertures are detected accurately." )
Binary Edit [PAUSE] ( Reject from Binary14 to Binary14, nib Fill, width 2 )
FIELD MEASUREMENTS - % Open Area, Bump Density & Spacing
-- % open area
MFLDIMAGE = 10
Measure field ( plane MFLDIMAGE, into FLDRESULTS(1), statistics into FLDSTATS(7,1) )
Selected parameters: Area%
Field Histogram #1 ( Y Param Number, X Param Area%, from 0. to 60., linear, 20 bins )
PERCOPENAREA = FLDRESULTS(1)
-- bump density & spacing
MFLDIMAGE = 3
Measure field ( plane MFLDIMAGE, into FLDRESULTS(5), statistics into FLDSTATS(7,5) )
Selected parameters: Area, Intercept H, Intercept V, Area%,
Count/Area
BUMPDENSITY = FLDRESULTS(5)
MNSPACE1 = (FRMAREA-FLDRESULTS(1))/(FLDRESULTS(2)+FLDRESULTS(3))/2
Field Histogram #2 ( Y Param Number, X Param MNSPACE1, from 0. to 50., linear, 25 bins )
File ( FIELD, channel #1, 0 digits after '.' )
File ( PERCOPENAREA, channel #1, 1 digit after '.' )
File ( BUMPDENSITY, channel #1, 1 digit after '.' )
File ( MNSPACE1, channel #1, 1 digit after '.' )
File Line ( channel #1 )
ИЗМЕРЕНИЯ ЭЛЕМЕНТОВ - Размеры перфораций и столбиков
-- Bump Size
Measure feature ( plane Binary3, 8 ferets, minimum area: 24, grey image: Image0 )
Selected parameters: Area, X FCP, Y FCP, EquivDiam
Feature Histogram #1 ( Y Param Number, X Param Area, from 1. to 100., logarithmic, 20 bins )
Feature Histogram #2 ( Y Param Number, X Param EquivDiam, from 1. to 100., logarithmic, 20 bins )
-- Aperture Size
Measure feature ( plane Binary14, 8 ferets, minimum area: 24, grey image: Image0 )
Selected parameters: Area, X FCP, Y FCP, Roundness, AspectRatio,
EquivDiam
Feature Histogram #3 ( Y Param Number, X Param Area, from 1. to 100., logarithmic, 20 bins )
Feature Histogram #4 ( Y Param Number, X Param EquivDiam, from 1. to 100., logarithmic, 20 bins )
Feature Histogram #5 ( Y Param Number, X Param Roundness, from 0.8999999762 to 2.900000095, linear, 20 bins )
Feature Histogram #6 ( Y Param Number, X Param AspectRatio, from 1. to 3., linear, 20 bins )
Stage ( Step, Wait until stopped + 1100 msecs )
Next ( FIELD )
Next ( SAMPLE )
File Line ( channel #1 )
File Line ( channel #1 )
ВЫВОД ГИСТОГРАММ ЭЛЕМЕНТОВ
File ( "Bump Size (area - sq. mm)", channel #1 )
File Line ( channel #1 )
File Feature Histogram Results ( #1, differential, statistics, bin details, channel #1 )
File Line ( channel #1 )
File Line ( channel #1 )
File ( "Bump Size (ECD - mm)", channel #1 )
File Line ( channel #1 )
File Feature Histogram Results ( #2, differential, statistics, bin details, channel #1 )
File Line ( channel #1 )
File Line ( channel #1 )
File ( "Aperture Size (area - sq. mm)", channel #1 )
File Line ( channel #1 )
File Feature Histogram Results ( #3, differential, statistics, bin details, channel #1 )
File Line ( channel #1 )
File Line ( channel #1 )
File ( "Aperture Size (ECD - mm)", channel #1 )
File Line ( channel #1 )
File Feature Histogram Results ( #4, differential, statistics, bin details, channel #1 )
File Line ( channel #1 )
File Line ( channel #1 )
File ( "Aperture Roundness", channel #1 )
File Line ( channel #1 )
File Feature Histogram Results ( #5, differential, statistics, bin details, channel #1 )
File Line ( channel #1 )
File Line ( channel #1 )
File ( "Aperture Aspect Ratio", channel #1 )
File Line ( channel #1 )
File Feature Histogram Results ( #6, differential, statistics, bin details, channel #1 )
File Line ( channel #1 )
File Line ( channel #1 )
Close File ( channel #1 )
END
Алгоритм QUIPS выполняют с использованием программной платформы QWIN Pro. Анализирующему специалисту вначале предоставляются подсказки по вводу установочной информации об образце, которая направляется в файл EXCEL.
Анализирующий специалист затем вводит наименование префикса файла изображения, соответствующее идентификатору образца. Оно будет использоваться алгоритмом для сохранения изображений, полученных в ходе анализа, в заданное местоположение файла. Анализирующему специалисту далее с помощью окна настройки по изображению прямой передачи на экране монитора компьютера предоставляются подсказки по помещению образца на автоматическую платформу. Образец следует уложить горизонтально и осторожно приложить силу к его краям, чтобы удалить какие-либо крупные складки, которые могут присутствовать. В этот момент можно включить флуоресцентную лампу 82 Circline для помощи в расположении образца. Далее анализирующему специалисту предоставляются подсказки по настройке флуоресцентной лампы 82 Circline для освещения падающим светом при помощи регулируемого автотрансформатора на показатель уровня белого приблизительно 0,9. Лампы под платформой для освещения проходящим светом в этот момент следует либо выключить, либо замаскировать с использованием клочка светоизолирующего черного строительного картона, помещенного над отверстием 92 размером 3 дюйма на 3 дюйма.
Затем анализирующему специалисту предоставляются подсказки, чтобы удостовериться, что пороговое значение для выявления установлено на подходящий уровень для выявления узлов 12 с использованием «окна выявления», которое отображается на экране монитора компьютера. Как правило, пороговое значение устанавливают с использованием белого режима в точке, находящейся примерно около середины диапазона на 8-разрядной шкале серого (например, 127). Если необходимо, пороговый уровень можно настраивать вверх или вниз таким образом, чтобы в полученном в результате выявления двоичном изображении оптимально охватывались узлы 12, показанные на полученном изображении.
После того как алгоритм автоматически осуществляет несколько этапов обработки двоичного изображения на выявленном двоичном изображении узлов 12, анализирующему специалисту будет дана возможность повторной проверки выявления узлов и исправления любых неточностей. Для повторной проверки выявления узлов относительно нижележащего полученного полутонового изображения, анализирующий специалист может одновременно нажать обе клавиши «control» и «b». Если необходимо, анализирующий специалист может выбрать из набора инструментов для редактирования двоичных изображений (например, нарисовать, отменить и т. д.) для осуществления любых мелких настроек. Если принимаются меры для обеспечения надлежащего освещения и выявления на ранее описанных этапах, в этот момент будет необходимо малое количество исправлений, или они не будут нужны вовсе.
Далее анализирующему специалисту предоставляются подсказки по выключению флуоресцентной лампы 82 Circline для освещения падающим светом и либо включению ламп под платформой для освещения проходящим светом, либо удалению светоизолирующей маски. Лампы под платформой для освещения проходящим светом настраиваются при помощи регулятора мощности светодиодов на показатель уровня белого приблизительно 0,95. В этот момент фокус изображения можно оптимизировать для перфорированной зоны 16 материала 10, содержащей отверстия 24.
После выполнения дополнительных операций в отношении результирующих отдельных двоичных изображений для отверстий 24 алгоритм будет предоставлять анализирующему специалисту подсказки по повторной проверке выявления отверстий 24 относительно нижележащего полутонового изображения. Если необходимо, анализирующий специалист может выбрать из набора инструментов для редактирования двоичных изображений (например, нарисовать, отменить и т. д.) для осуществления любых мелких настроек.
Затем алгоритм будет автоматически осуществлять измерения и выводить данные в назначенный файл в виде электронной таблицы EXCEL.
После передачи данных алгоритм будет управлять передвижением автоматической платформы к следующему полю обзора, и процесс включения флуоресцентной лампы 82 Circline для освещения падающим светом и блокирования освещения под платформой для освещения проходящим светом будет начинаться заново. Этот процесс будет повторяться четыре раза таким образом, что для каждого экземпляра образца будет иметься пять наборов данных от пяти отдельных изображений поля обзора.
После завершения анализа, осуществления измерений и передачи данных параметров измерения в файле EXCEL будут содержаться следующие данные:
Открытая площадь в процентах
Плотность узлов (количество на квадратный метр)
Расстояние между узлами (мм)
Размер узлов (одна гистограмма - для площади в мм2, и одна гистограмма - для эквивалентного диаметра окружности в мм)
Размер перфораций (одна гистограмма - для площади в мм2, и одна гистограмма - для эквивалентного диаметра окружности в мм)
Округлость перфораций
Отношение сторон перфораций
Конечное среднее значение для распределения образца обычно основано на анализе с N=5 от пяти отдельных экземпляров частей образца. Сравнение открытой площади в процентах, размера отверстий 24 (перфораций) и других параметров, полученных при помощи алгоритма для разных образцов, может выполняться с использованием Т-анализа Стьюдента с доверительной вероятностью 90%.
Установка и определение открытой площади в процентах боковой зоны материала
Установка для получения изображений боковых зон материала подобна установке для получения изображений перфорированной зоны материала с несколькими небольшими отличиями, подробно описанными ниже.
Камера, объектив, несущая конструкция и платформа, используемые для захвата изображений боковых зон материала, а также настойки для них, являются такими же, как в разделе «Установка и определение анализа образца перфорированной зоны материала». Однако в настоящей установке не используется просмотровое устройство. Образец боковой зоны испытуемого материала подготавливают и помещают на поверхность 80 автоматической платформы, как в разделе «Установка и определение анализа образца перфорированной зоны материала». Однако вместо освещения поверхности образца падающим флуоресцентным светом, доставляемым флуоресцентной лампой Circline, свет проходит к образцу снизу образца от устройства ChromaPro 45, ранее доступного для приобретения у Circle S в Темпе, Аризона, которое содержит черную маску с отверстием размером 3 дюйма на 3 дюйма, наложенную на его поверхность.
Как и в разделе «Установка и определение анализа образца перфорированной зоны материала», программной платформой для анализа изображения, используемой для выполнения измерения открытой площади в процентах для боковых зон материала, является QWIN Pro (Version 3.5.1), доступная для приобретения у Leica Microsystems. Альтернативно, для выполнения анализа может использоваться LAS Macro Editor, следующее поколение программного обеспечения после QWIN Pro. Систему и изображения также точно калибруют с использованием программного обеспечения QWIN и стандартной линейки с измерительными отметками по меньшей мере в пределах одного миллиметра. Калибровка выполняется в горизонтальном измерении изображения видеокамеры. Единицы числа миллиметров на пиксель используют для калибровки.
В разделе «Установка и определение открытой площади в процентах боковой зоны материала», при запуске программы QWIN Pro уровень освещения устанавливается как равный 0,95 с использованием функции уровня белого в программе QWIN Pro с целью регулировки светового выхода для светового выхода ChromaPro. Программа QWIN Pro дополнительно выполнена с возможностью перемещения автоматической платформы Prior так, что автоматически получается и измеряется шесть изображений от каждой боковой стороны образца материала, что приводит к суммарно двенадцати результатам измерений.
Таким образом, способ определения открытой площади в процентах боковой зоны включает этап выполнения измерений в отношении изображения в проходящем свете. А именно, алгоритм анализа изображения используется для получения и обработки изображений, а также выполнения измерений с использованием языка системы пользовательского интерактивного программирования Quantimet (QUIPS). Алгоритм анализа изображения воспроизводится далее.
ОПРЕДЕЛЕНИЕ ПЕРЕМЕННЫХ и ОТКРЫТИЕ ФАЙЛОВ
Следующие строки обозначают расположение в компьютере, куда отправляют данные
Open File ( D:\Data\103470 - Nhan\data.xls, channel #1 )
TOTCOUNT = 0
TOTFIELDS = 0
MFRAMEH = 875
MFRAMEW = 1249
ИДЕНТИФИКАЦИОННЫЙ НОМЕР ОБРАЗЦА И УСТАНОВКА
Configure ( Image Store 1392 x 1040, Grey Images 81, Binaries 24 )
Enter Results Header
File Results Header ( channel #1 )
File Line ( channel #1 )
PauseText ( "Enter sample image prefix name now." )
Input ( TITLE$ )
Measure frame ( x 511, y 50, Width 446, Height 940 )
Image frame ( x 0, y 0, Width 1392, Height 1040 )
PauseText ("Set sample into position.")
Image Setup DC Twain [PAUSE] ( Camera 1, AutoExposure Off, Gain 0.00, ExposureTime 34.23 msec, Brightness 0, Lamp 38.83 )
-- Calvalue = 0.0333 mm/px
CALVALUE = 0.0333
Calibrate ( CALVALUE CALUNITS$ per pixel )
FRMAREA = MFRAMEH*MFRAMEW*(CALVALUE**2)
File ( "Field No.", channel #1, field width: 9, left justified )
File ( "% Open Area", channel #1, field width: 7, left justified )
File Line ( channel #1 )
For ( SAMPLE = 1 to 2, step 1 )
Clear Accepts
Stage ( Define Origin )
Stage ( Scan Pattern, 1 x 6 fields, size 82500.000000 x 39000.000000 )
For ( FIELD = 1 to FIELDS, step 1 )
ПОЛУЧЕНИЕ ИЗОБРАЖЕНИЯ
ACQOUTPUT = 0
Measure frame ( x 511, y 50, Width 446, Height 940 )
Display ( Image0 (on), frames (on,on), planes (off,off,off,off,off,off), lut 0, x 0, y 0, z 1, Reduction off )
PauseText ( "Turn off incident light & ensure transmitted lighting is correct (WL = 0.95) and acquire image." )
Image Setup DC Twain [PAUSE] ( Camera 1, AutoExposure Off, Gain 0.00, ExposureTime 34.23 msec, Brightness 0, Lamp 38.83 )
Acquire ( into Image0 )
ACQFILE$ = "D:\Images\103470 - Nhan\"+TITLE$+"_"+STR$(FIELD)+".jpg"
Write image ( from ACQOUTPUT into file ACQFILE$ )
ВЫЯВЛЕНИЕ - Только открытые участки
Detect ( whiter than 164, from Image0 into Binary10 )
ОБРАБОТКА ДВОИЧНЫХ ИЗОБРАЖЕНИЙ
Binary Amend ( Close from Binary10 to Binary11, cycles 1, operator Disc, edge erode on )
Binary Identify ( FillHoles from Binary11 to Binary12 )
Binary Identify ( EdgeFeat from Binary12 to Binary13 )
ИЗМЕРЕНИЯ ПОЛЯ
-- % open area
MFLDIMAGE = 13
Measure field ( plane MFLDIMAGE, into FLDRESULTS(1), statistics into FLDSTATS(7,1) )
Selected parameters: Area%
Field Histogram #1 ( Y Param Number, X Param Area%, from 0. to 5., linear, 20 bins )
Display Field Histogram Results ( #1, horizontal, differential, bins + graph (Y axis linear), statistics )
Data Window ( 1449, 599, 423, 270 )
PERCOPENAREA = FLDRESULTS(1)
File ( FIELD, channel #1, 0 digits after '.' )
File ( PERCOPENAREA, channel #1, 1 digit after '.' )
File Line ( channel #1 )
ИЗМЕРЕНИЯ ЭЛЕМЕНТОВ
-- Aperture Size
Stage ( Step, Wait until stopped + 1100 msecs )
Next ( FIELD )
File Line ( channel #1 )
PauseText ( "Load next replicate now." )
Image Setup DC Twain [PAUSE] ( Camera 1, AutoExposure Off, Gain 0.00, ExposureTime 23.16 msec, Brightness 0, Lamp 38.83 )
Next ( SAMPLE )
File Line ( channel #1 )
ВЫВОД ГИСТОГРАММ ЭЛЕМЕНТОВ
File ( "% Area Histogram", channel #1 )
File Line ( channel #1 )
File Line ( channel #1 )
File Field Histogram Results ( #1, differential, statistics, bin details, channel #1 )
Close File ( channel #1 )
END
В разделе «Установка и определение открытой площади в процентах боковой зоны материала» алгоритм QUIPS исполняется с использованием программной платформы QWIN Pro. Анализирующему специалисту вначале предоставляются подсказки по вводу установочной информации об образце, которая направляется в файл EXCEL.
Анализирующий специалист затем вводит наименование префикса файла изображения, соответствующее идентификатору образца. Оно будет использоваться алгоритмом для сохранения изображений, полученных в ходе анализа, в заданное местоположение файла. Анализирующему специалисту далее с помощью окна настройки по изображению прямой передачи на экране монитора компьютера предоставляются подсказки по помещению образца на автоматическую платформу. Образец следует уложить горизонтально и осторожно приложить силу к его краям, чтобы удалить какие-либо крупные складки, которые могут присутствовать. В этот момент уровень освещения должен быть установлен как равный 0,95 с использованием функции уровня белого программы QWIN Pro с целью регулировки светового выхода для светового выхода ChromaPro, если это еще не было сделано. В этот момент фокус изображения может быть оптимизирован для боковой зоны 26а или 26b материала 10, содержащей микроперфорации 81 и/или области со значительно уменьшенной плотностью 39 волокон.
После выполнения дополнительных операций в отношении результирующих отдельных двоичных изображений для микроперфораций 81 и/или областей со значительно уменьшенной плотностью 39 волокон алгоритм будет предоставлять анализирующему специалисту подсказки по повторной проверке выявления микроперфораций 81 и/или областей со значительно уменьшенной плотностью 39 волокон относительно нижележащего полутонового изображения. Если необходимо, анализирующий специалист может выбрать из набора инструментов для редактирования двоичных изображений (например, нарисовать, отменить и т. д.) для осуществления любых мелких настроек.
Затем алгоритм будет автоматически осуществлять измерения и выводить данные в назначенный файл в виде электронной таблицы EXCEL.
После передачи данных алгоритм будет направлять перемещение автоматической платформы к следующему полю обзора. Этот процесс будет повторяться шесть раз вдоль каждого края образца боковой зоны материала таким образом, что для каждого экземпляра образца будет иметься двенадцать наборов данных от двенадцати отдельных изображений поля обзора.
После завершения анализа, осуществления измерений и передачи данных параметров измерения в файле EXCEL будут содержаться следующие данные:
Открытая площадь в процентах
Конечное среднее значение для распределения образца обычно основано на анализе с N=5 от пяти отдельных экземпляров частей образца. Сравнение открытой площади в процентах, полученной при помощи алгоритма для разных образцов, может выполняться с использованием Т-анализа Стьюдента с доверительной вероятностью 90%.
Испытание для определения энергии сжатия
Используемое в настоящем документе испытание для определения энергии сжатия представляет собой испытание на сжатие в трех циклах, которое может выполняться для измерения упругости сжатия выступов на однослойном выступающем слое. Упругость сжатия измеряется путем измерения энергии сжатия. Обычно термин «энергия сжатия» относится к энергии, необходимой для сжатия выступающего слоя от его исходной толщины под действием 5 грамм-сил (приблизительно 0,027 кПа) до его конечной толщины под действием приблизительно 1830 грамм-сил (приблизительно 10 кПа). Энергия сжатия вычисляется как площадь под кривой зависимости напряжения сжатия (сила/площадь) от линейной толщины, определяемой начальным контактным давлением (5 грамм-сил) и конечным контактным давлением приблизительно 1830 грамм-сил (приблизительно 10 кПа).
1. Если нетканый материал, который необходимо подвергнуть испытанию, образует часть композита или впитывающего изделия, для тщательного извлечения нетканого материала используют «замораживающее» напыление.
2. Из нетканого материала с использованием вырубного штампа диаметром 47,8 мм вырезают круглый испытуемый образец.
3. Верхнюю и нижнюю плиты из нержавеющей стали прикрепляют к динамометру.
4. Верхняя плита имеет диаметр 89 мм, в то время как нижняя плита имеет диаметр 152 мм. Верхнюю плиту соединяют с датчиком нагрузки на 100 Н, в то время как нижнюю плиту соединяют с основанием динамометра.
5. Для контроля смещения верхней плиты и регистрации нагрузки и расстояния между двумя плитами используют программное обеспечение TestWorks Version 4, предоставленное MTS.
6. Для верхней плиты инициируют медленное движение вниз и контакт с нижней плитой до тех пор, пока сжимающая нагрузка не достигнет около 5000 г. В этот момент расстояние между двумя плитами равно нулю.
7. Затем для верхней плиты задают движение вверх (от нижней плиты) до тех пор, пока расстояние между двумя плитами не достигнет 15 мм.
8. Результаты считывания показателей ползуна, показанные на программном обеспечении TestWorks Version 4, выставляют на ноль.
9. Испытуемый образец помещают в центр нижней плиты так, чтобы узлы были обращены к верхней плите.
10. Для верхней плиты инициируют снижение по направлению к нижней плите и сжатие испытуемого образца со скоростью 10 мм/мин. Расстояние, на которое перемещается верхняя плита, показывается с помощью считывания показателей ползуна. Это процесс нагрузки.
11. Сжатие должно продолжаться до тех пор, пока нагрузка не превысит 1830 грамм-сил (приблизительно 10 кПа), и в этот момент плита должна изменить направление движения на обратное и переместиться вверх со скоростью 10 мм/мин до тех пор, пока сила не уменьшится ниже 5 грамм-сил. Затем плита должна изменить направление движения на обратное и перейти во второй цикл сжатия со скоростью 10 мм/мин до превышения нагрузки 1830 грамм-сил (приблизительно 10 кПа). Как только нагрузка превысит 1830 грамм-сил (приблизительно 10 кПа), плита должна изменить направление движения на обратное и переместиться вверх со скоростью 10 мм/мин до тех пор, пока сила не уменьшится ниже 5 грамм-сил. Затем плита должна изменить направление движения на обратное и перейти в третий цикл сжатия со скоростью 10 мм/мин до тех пор, пока не будет превышена нагрузка 1830 грамм-сил (приблизительно 10 кПа). В этот момент верхняя плита прекращает движение вниз и возвращается со скоростью 10 мм/мин в ее исходное положение, в котором расстояние между двумя плитами составляет 15 мм.
12. Сжимающую нагрузку и соответствующее расстояние между двумя плитами при нагрузке и устранении нагрузки регистрируют на компьютере с помощью программного обеспечения TestWorks Version 4, предоставленного MTS.
13. Сжимающую нагрузку преобразуют в сжимающее напряжение путем деления сжимающей силы на площадь испытуемого образца, которая составляет 17,94 см2.
14. Расстояние между двумя плитами при заданном сжимающем напряжении представляет собой толщину при таком конкретном сжимающем напряжении.
15. Для каждого типа испытуемых образцов испытывают всего шесть испытуемых образцов с целью получения репрезентативных кривых нагрузки и снятия нагрузки для каждого типа испытуемых образцов.
Испытание для определения линейности сжатия
Линейность сжатия измеряется с использованием системы Kawabata Evaluation System KES model FB-3, также доступной для приобретения у Kato Tech Company.
Этот прибор рассчитан на измерение свойств сжатия материалов путем сжатия образца между двумя поршнями. Для измерения свойств сжатия верхний поршень опускается на образец с постоянной скоростью до тех пор, пока он не достигнет максимальной заданной силы. Смещение верхнего поршня выявляется потенциометром. Величина давления, необходимого для сжатия образца (P, гс/см2), в зависимости от толщины (смещения) материала (T, мм) отображается в виде графика на экране компьютера. Для всех материалов в данном исследовании были использованы следующие настройки прибора:
Чувствительность=2×5
Передача (скорость)=1 мм/50 с
Fm set=5,0
Выбор длины хода=максимально 5 мм
Площадь сжатия=2 см2
Промежуток времени=стандартный
Максимальная сила сжатия=50 гс
Алгоритм KES вычисляет следующие значения свойств сжатия и отображает их на экране компьютера:
Линейность сжатия (LC).
Для каждого образца получали 5 измерений.
Способ испытания на прочность на разрыв
Используемый в настоящем документе способ испытания на прочность на разрыв выполняется с целью измерения прочности на разрыв при сжатии каждой из боковых зон 26а, 26b и перфорированной зоны материалов согласно настоящему изобретению. Прочность на разрыв обычно сообщается как значение силы в фунт-силах (грамм-силах) при заданной деформации.
1. Если нетканый материал, который необходимо подвергнуть испытанию, образует часть композита или впитывающего изделия, для тщательного извлечения нетканого материала необходимо использовать «замораживающее» напыление.
2. Боковые зоны нетканого материала вырезают из перфорированной зоны с использованием резака для бумаги вдоль машинного направления. На каждой стороне перфорированной зоны после вырезания может оставаться приблизительно 1 мм боковой зоны. Отдельным испытаниям на растягивающей рамке подвергают три фрагмента (боковую зону 1, боковую зону 2 и перфорированную зону).
3. Верхний и нижний захваты должны иметь ширину больше ширины испытуемых образцов. Верхний захват соединяют с датчиком нагрузки на 100 Н, в то время как нижний захват соединяют с основанием динамометра.
4. Для контроля смещения верхнего захвата и регистрации нагрузки и расстояния между двумя захватами используют программное обеспечение TestWorks Version 4, предоставленное MTS. Установки испытания:
Рабочая длина=76,2 мм
Скорость ползуна=305 мм/мин
Предварительная неполная нагрузка = 25 грамм-сил
5. Испытуемый образец с продольным направлением, ориентированным вертикально, помещают по центру нижних захватов.
6. Верхний захват инициируют для натяжения вверх со скоростью 305 мм/мин. Расстояние, на которое перемещается верхний захват, показывается с помощью считывания показателей ползуна.
7. Растягивающую нагрузку и соответствующее расстояние, на которое верхний захват перемещается во время испытания, регистрируют на компьютере с использованием программного обеспечения TestWorks Version 4, предоставленного MTS.
8. Длину перемещения верхнего захвата преобразуют в относительную деформацию путем деления длины перемещения на рабочую длину и умножения на 100.
После регистрации этих данных можно вычислить параметр «коэффициент прочности на разрыв». Коэффициент прочности на разрыв определяют следующим образом. При наличии результатов способа испытания на прочность на разрыв для каждой из боковых зон 1 и 2 и перфорированной зоны 16 находят деформацию, общую для каждого из образцов боковой зоны 1, боковой зоны 2 и перфорированной зоны, при которой суммарная нагрузка (нагрузка боковой зоны 1 при общей деформации + нагрузка боковой зоны 2 при общей деформации + нагрузка перфорированной зоны при общей деформации) равна 1,2 фунт-силы (544,3 грамм-сил). Если общая деформация, для которой комбинированная нагрузка равна 1,2 фунт-силы, отсутствует, выбирают общую деформацию, для которой комбинированная нагрузка находится как можно ближе к 1,2 фунт-силы. Однако комбинированная нагрузка по-прежнему должна находиться в пределах +/-10% относительно 1,2 фунт-силы. После нахождения этого общего значения деформации параметр «коэффициент прочности на разрыв» можно определить согласно приведенному ниже уравнению (1).
Коэффициент = (нагрузка на боковую зону 1 при общей деформации + нагрузка на боковую зону 2 при общей деформации)
/ (нагрузка на перфорированную зону при общей деформации) (1)
Способ испытания для определения коэффициента Пуассона
Способ испытания для определения коэффициента Пуассона может использоваться для определения величины уменьшения поперечного сечения, которое материал может испытывать под действием продольного натяжения. В частности, коэффициент Пуассона является критерием поперечной деформации материала, деленной на продольную деформацию. В настоящем документе коэффициенты Пуассона сообщаются в виде отношения при заданной продольной деформации.
Этапы способа испытания для определения коэффициента Пуассона начинаются так же, как этапы 1-5 способа испытания на прочность на разрыв, в котором образец представляет собой перфорированную зону образца материала. Для способа испытания для определения коэффициента Пуассона специфичными являются следующие этапы:
6. Ширина перфорированной зоны образца отмечается как средняя точка образца материала между верхним и нижним захватами фломастером или другим приспособлением для маркировки, и ширину образца материала измеряют вдоль отмеченной секции и регистрируют.
7. Инициируют натяжение вверх верхнего захвата со скоростью 305 мм/мин до достижения 1% продольной деформации образца материала. При достижении продольной деформации 1% верхний захват останавливают.
8. Ширину образца материала измеряют вдоль отмеченной секции и регистрируют.
9. Этапы 7 и 8 повторяют для продольной деформации 2%, 3%, 4% и 5%.
10. Значения поперечной деформации для образца материала вычисляют при каждом из достигнутых значений продольной деформации.
11. Коэффициент Пуассона затем определяют для образца материала при каждом зарегистрированном значении продольной деформации путем деления определенных значений поперечной деформации на соответствующие им значения продольной деформации.
Способ испытания для определения анизотропии перемычек
Анизотропию волокон в соединительных перемычках 14, проходящих между узлами 12, смежными в продольном направлении, и соединительных перемычках 14, проходящих между узлами 12, смежными в поперечном направлении, можно определить с использованием описанного в настоящем документе способа измерения с помощью анализа изображения.
В данном контексте анизотропия волокон рассматривается для множества соединительных перемычек 14 в пределах перфорированной зоны 16 материала для каждого соответствующего материала. Обычно в способе анализа изображения числовое значение анизотропии определяют из приблизительно восьми (коронарных) изображений соединительной перемычки 14 при помощи специального параметра измерения с помощью анализа изображения, называемого анизотропией. Анизотропию соединительной перемычки 14 можно измерить с использованием рентгеновской компьютерной микротомографии (также известной как микро-КТ) для неразрушающего получения изображения с последующими методиками анализа изображения с целью выявления компонентов волокон, а затем измерения анизотропии указанных компонентов только в областях соединительной перемычки 14. Алгоритм анализа изображения выполняет выявление, обработку изображений и измерение, а также передает данные в цифровом виде в базу данных в виде электронной таблицы. Результирующие данные измерений используют для сравнения анизотропии соединительных перемычек 14, проходящих между узлами 12, смежными в продольном направлении, и соединительных перемычек 14, проходящих между узлами 12, смежными в поперечном направлении.
Способ определения анизотропии в волокнах каждой из соединительных перемычек включает первый этап получения цифровых изображений рентгеновской компьютерной микротомографии образца. Эти изображения получают с использованием системы компьютерной микротомографии SkyScan 1272, доступной от Bruker microCT (2550 Контих, Бельгия). Образец прикрепляют к установочному устройству, предоставляемому Bruker с системой SkyScan 1272 так, чтобы он не двигался под своим собственным весом во время процесса сканирования. Во время процесса сканирования используют следующие условия SkyScan 1272:
Размер пикселя камеры (мкм)=9,0
- Напряжение источника (кВ)=35
- Ток источника (мкА)=225
- Размер пикселя изображения (мкм)=6,0
- Формат изображения=TIFF
- Глубина (бит)=16
- Шаг поворота (град.) = 0,10
- Использовать поворот на 360=НЕТ
- Усреднение кадров=ВКЛЮЧЕНО (6)
- Случайное движение=ВКЛЮЧЕНО (1)
- Коррекция при равномерной освещенности поля=ВКЛЮЧЕНО
- Фильтр=Нет фильтра
После завершения сканирования образца полученный набор изображений затем реконструируют с использованием программы NRecon, предоставляемой вместе с системой компьютерной микротомографии SkyScan 1272. Хотя параметры реконструкции могут в некоторой степени зависеть от образца и должны быть известны специалисту в данной области техники, следующие параметры должны предоставить основные рекомендации для анализирующего специалиста:
- Тип файла изображения=BMP
- Размер пикселя (мкм)=6,00
- Сглаживание=1 (гауссово)
- Коррекция артефактов «звон»=10
- Коррекция ужесточения пучка (%)=10
После завершения реконструкции полученный набор данных изображений готов для извлечения срезов изображений поперечных сечений с использованием пакета программного обеспечения Bruker SkyScan, называемого DataViewer (v. 1.5.6.3). После загрузки всего набора данных реконструированных изображений в DataViewer анализирующий специалист в области компьютерной микротомографии затем должен выбрать и извлечь срезы (коронарных) изображений поперечных сечений в восьми различных местоположениях вдоль каждой исследуемой соединительной перемычки 14. В типичном способе анализируют шесть разных соединительных перемычек 14 каждого типа (например, соединительных перемычек 14, проходящих между узлами 12, смежными в продольном направлении, и соединительных перемычек 14, проходящих между узлами 12, смежными в поперечном направлении). После получения изображений компьютерной микротомографии поперечных сечений для каждой требуемой соединительной перемычки 14 с использованием программного обеспечения для анализа изображения могут быть выполнены измерения анизотропии.
Программной платформой для анализа изображения, используемой при выполнении измерений анизотропии, является QWIN Pro (версия 3.5.1), доступная для приобретения у Leica Microsystems с офисом в Хербругг, Швейцария.
Таким образом, способ определения анизотропии заданного образца включает этап выполнения нескольких измерений анизотропии в отношении набора изображений компьютерной микротомографии. Точнее говоря, алгоритм анализа изображения использован для считывания и обработки изображений, а также выполнения измерений с использованием языка пользовательской системы (QUIPS) интерактивного программирования Quantimet. Алгоритм анализа изображения воспроизводится далее.
ОТКРЫТИЕ ФАЙЛОВ ДАННЫХ И УСТАНОВКА ПЕРЕМЕННЫХ
Следующие строки обозначают расположение в компьютере, куда отправляют данные
Open File ( C:\Data\103470 - Nhan\data.xls, channel #1 )
ACQOUTPUT = 0
УСТАНОВКА И КАЛИБРОВКА
Configure ( Image Store 1504 x 1250, Grey Images 102, Binaries 32 )
-- Pixel calibration value = 6.00 um/px
CALVALUE = 6.00
Calibration ( Local )
Image frame ( x 0, y 0, Width 1504, Height 1250 )
Measure frame ( x 31, y 61, Width 1442, Height 1188 )
Enter Results Header
File Results Header ( channel #1 )
File Line ( channel #1 )
File Line ( channel #1 )
-- Enter image file information
PauseText ( "Enter image file prefix name." )
Input ( TITLE$ )
Clear Feature Histogram #1
Clear Feature Histogram #2
Clear Field Histogram #1
FIELD/ANALYSIS LOOP
For ( FIELD = 440 to 480, step 5 )
ПОЛУЧЕНИЕ ИЗОБРАЖЕНИЯ И ВЫЯВЛЕНИЕ
-- Image File location
ACQFILE$ = "C:\Images\103470 - Nhan\Coronal Images\Rep #3\"+TITLE$+""+STR$(FIELD)+".jpg"
Read image ( from file ACQFILE$ into ACQOUTPUT )
ВЫЯВЛЕНИЕ ВОЛОКОН
Clear Feature Histogram #1
Clear Feature Histogram #2
Detect ( whiter than 55, from Image0 into Binary0 delineated )
ОБРАБОТКА ИЗОБРАЖЕНИЙ
Binary Amend ( Close from Binary0 to Binary1, cycles 1, operator Disc, edge erode on )
Binary Amend ( White Exh. Skeleton from Binary1 to Binary2, cycles 1, operator Disc, edge erode on, alg. 'L' Type )
Binary Identify ( Remove White Triples from Binary2 to Binary3 )
Display ( Image0 (on), frames (on,on), planes (off,off,off,3,off,off), lut 0, x 0, y 0, z 1, Reduction off )
АНИЗОТРОПИЯ ПОЛЯ ИЗМЕРЕНИЯ
PauseText ( "Set measure frame region now." )
Measure frame [PAUSE] ( x 1296, y 255, Width 506, Height 497 )
MFLDIMAGE = 3
Measure field ( plane MFLDIMAGE, into FLDRESULTS(1), statistics into FLDSTATS(7,1) )
Selected parameters: Anisotropy
ANISOT = FLDRESULTS(1)
ОРИЕНТАЦИЯ ЭЛЕМЕНТОВ ИЗМЕРЕНИЯ
Clear Accepts
Measure feature ( plane Binary3, 64 ferets, minimum area: 10, grey image: Image0 )
Selected parameters: X FCP, Y FCP, VertProj, HorizProj, Length,
Perimeter, UserDef1, UserDef2, DerivOrient
Feature Expression ( UserDef1 ( all features ), title Orient = PHPROJ(FTR)/PVPROJ(FTR) )
Feature Expression ( UserDef2 ( all features ), title Length = PPERIMETER(FTR)/2 )
Feature Histogram #1 ( Y Param UserDef2, X Param DerivOrient, from 0. to 180., linear, 20 bins )
Feature Histogram #2 ( Y Param UserDef2, X Param UserDef1, from 1.999999955e-002 to 200., logarithmic, 20 bins )
Display Feature Histogram Results ( #1, horizontal, differential, bins + graph (Y axis linear), statistics )
Data Window ( 1336, 117, 341, 454 )
Display Feature Histogram Results ( #2, horizontal, differential, bins + graph (Y axis linear), statistics )
Data Window ( 1329, 566, 341, 454 )
-- Output data to spreadsheet
File Feature Histogram Results ( #1, differential, statistics, bin details, channel #1 )
File Line ( channel #1 )
File Line ( channel #1 )
File Feature Histogram Results ( #2, differential, statistics, bin details, channel #1 )
File Line ( channel #1 )
File Line ( channel #1 )
File ( "Anisotropy = ", channel #1 )
File ( ANISOT, channel #1, 3 digits after '.' )
File Line ( channel #1 )
File Line ( channel #1 )
File Line ( channel #1 )
Next ( FIELD )
Close File ( channel #1 )
Алгоритм QUIPS выполняют с использованием программной платформы QWIN Pro. Вначале анализирующему специалисту предоставляются подсказки по вводу количества изображений в наборе для конкретного образца. Затем анализирующему специалисту предоставляются подсказки по вводу набора идентификационной информации образца, которая направляется в файл EXCEL.
Затем анализирующему специалисту посредством интерактивного командного окна и окна ввода предоставляются подсказки по вводу префикса файла изображения анализируемых изображений компьютерной микротомографии. После этого этапа все последующие изображения для данного образца будут автоматически считаны вышеописанным алгоритмом анализа изображения.
Затем анализирующему специалисту предоставляются подсказки по ручному выбору при помощи компьютерной мыши представляющей интерес области соединительной перемычки для анализа. Следует тщательно выбирать только представляющую интерес соединительную перемычку.
После нескольких этапов обработки изображений, которые будут происходить автоматически, анализирующему специалисту будут снова предоставлены подсказки по очистке любых участков, проходящих за пределы представляющей интерес области (ROI). Это осуществляется с использованием компьютерной мыши, а также путем подключения и отключения накладываемого двоичного изображения путем одновременного использования клавиш «control» и «b» на клавиатуре компьютера. После этого этапа двоичное изображение должно покрывать только соединительную перемычку.
Процесс выбора представляющей интерес области соединительной перемычки 14 и очистки областей, проходящих за ее пределы, будет повторяться до тех пор, пока не будут проанализированы все изображения для конкретного образца.
После того, как все изображения были проанализированы, следующие данные параметров измерений будут расположены в соответствующем файле EXCEL:
№ экземпляра
Анизотропия
Для параметра «Анизотропия» в столбцах будет перечислено 6 значений. В целях сравнения значений анизотропии между соединительными перемычками 14, которые соединяют узлы 12, смежные в продольном направлении, и соединительными перемычками 14, которые соединяют узлы 12, смежные в поперечном направлении, данные в столбце, обозначенном «Анизотропия», сравниваются между разными образцами путем выполнения Т-анализа Стьюдента с доверительной вероятностью 90%.
Варианты осуществления
Вариант осуществления 1. В первом варианте осуществления впитывающее изделие может иметь переднюю область талии с передним краем талии, заднюю область талии с задним краем талии и область промежности, расположенную между передней областью талии и задней областью талии, и изделие может содержать наружное покрытие, обращенный к телу прокладочный материал, впитывающий элемент, расположенный между наружным покрытием и обращенным к телу прокладочным материалом, и нетканый материал, соединенный с обращенным к телу прокладочным материалом, имеющий передний край, задний край и длину материала. Нетканый материал может содержать перфорированную зону, содержащую множество отверстий, образованных между узлами и соединительными перемычками нетканого материала и обеспечивающих открытую площадь в процентах для перфорированной зоны нетканого материала, которая составляет более приблизительно 15%, как определено способом испытаний на основе анализа образца материала. Нетканый материал может быть соединен с обращенным к телу прокладочным материалом посредством первичной передней поясной связи, проходящей через первичную переднюю поясную область связывания, и первичной задней поясной связи, проходящей через первичную заднюю поясную область связывания, причем первичная передняя поясная область связывания проходит через перфорированную зону и первичная задняя поясная область связывания находится на расстоянии относительно первичной передней поясной области связывания, и первичная задняя поясная область связывания может иметь длину, которая составляет от приблизительно 2% до приблизительно 10% длины материала, а первичная передняя поясная область связывания может иметь длину, которая составляет от приблизительно 20% до приблизительно 50% длины материала.
Вариант осуществления 2. Во втором варианте осуществления первичная передняя поясная связь согласно варианту осуществления 1 может содержать механическую связь.
Вариант осуществления 3. В третьем варианте осуществления первичный задняя поясная связь согласно любому из варианта осуществления 1 или варианта осуществления 2 может содержать клеевую связь.
Вариант осуществления 4. В четвертом варианте осуществления первичная задняя поясная область связывания по любому из вариантов осуществления 1-3 может иметь край первичной задней области связывания, и край первичной задней области связывания может находиться на расстоянии относительно заднего края нетканого материала, составляющем по меньшей мере 2 мм.
Вариант осуществления 5. В пятом варианте осуществления первичный задняя поясная связь по любому из вариантов осуществления 1-4 может иметь край первичной задней области связывания, и край первичной задней области связывания может находиться на расстоянии относительно заднего края нетканого материала, составляющем по меньшей мере 5 мм.
Вариант осуществления 6. В шестом варианте осуществления нетканый материал по любому из вариантов осуществления 1-5 может дополнительно быть соединен с обращенным к телу прокладочным материалом посредством вторичной задней поясной связи, которая по меньшей мере, частично перекрывает первичную заднюю поясную связь.
Вариант осуществления 7. В седьмом варианте осуществления первичная задняя поясная связь и вторичная задняя поясная связь по любому из вариантов осуществления 1-6 может представлять собой механическую связь и клеевую связь, соответственно, и клей вторичной задней поясной связи может быть расположен в количестве от приблизительно 10 г/м2 до приблизительно 40 г/м2.
Вариант осуществления 8. В восьмом варианте осуществления клей вторичной задней поясной связи согласно варианту осуществления 7 может быть расположен в количестве от приблизительно 10 г/м2. до приблизительно 20 г/м2.
Вариант осуществления 9. В девятом варианте осуществления нетканый материал, также по любому из вариантов осуществления 1-9, может дополнительно содержать первую боковую зону и вторую боковую зону, причем каждая из первой боковой зоны и второй боковой зоны проходит между задним краем нетканого материала и передним краем нетканого материала, причем каждая из первой боковой зоны и второй боковой зоны связана с обращенным к телу прокладочным материалом с помощью клея в пределах клеевых областей связывания боковой зоны.
Вариант осуществления 10. В десятом варианте осуществления клей в пределах клеевых областей связывания боковой зоны согласно варианту осуществления 9 может быть расположен в количестве от приблизительно 6,5 г/м2 до приблизительно 12,5 г/м2.
Вариант осуществления 11. В одиннадцатом варианте осуществления каждая из первой боковой зоны и второй боковой зоны по любому из варианта осуществления 9 или варианта осуществления 10 может иметь соответствующие ширины боковой зоны, и при этом клеевые области связывания боковой зоны, сявзывающие каждую из первой боковой зоны и второй боковой зоны с обращенным к телу прокладочным материалом, могут иметь ширины клеевых областей связывания боковой зоны, причем каждая из ширин клеевой области связывания боковой зоны составляет от приблизительно 50% до приблизительно 90% соответствующих ширин боковой зоны.
Вариант осуществления 12. В двенадцатом варианте осуществления впитывающее изделие может иметь переднюю область талии с передним краем талии, заднюю область талии с задним краем талии и область промежности, расположенную между передней областью талии и задней областью талии, изделие может дополнительно содержать наружное покрытие, обращенный к телу прокладочный материал, впитывающий элемент, расположенный между наружным покрытием и обращенным к телу прокладочным материалом, и нетканый материал, имеющий передний край, задний край и длину материала, соединенную с обращенным к телу прокладочным материалом. Нетканый материал может дополнительно содержать перфорированную зону, содержащую множество отверстий, образованных между узлами и соединительными перемычками нетканого материала и обеспечивающую открытую площадь в процентах для перфорированной зоны нетканого материала, которая превышает приблизительно 15%, как определено способом испытаний на основе анализа образца материала, при этом нетканый материал соединен с обращенным к телу прокладочным материалом с помощью задней поясной механической связи, проходящей через перфорированную зону и покрывающей первичную заднюю поясную область связывания, задней поясной клеевой связи, проходящей через перфорированную зону и покрывающей вторичную заднюю поясную область связывания, которая, по меньшей мере, частично перекрывает первичную заднюю поясную область связывания, и передней поясной связи, проходящей через перфорированную зону и покрывающей переднюю поясную область связывания, которая находится на расстоянии относительно первичной задней поясной области связывания и вторичной задней поясной области связывания. Передняя поясная область связывания может дополнительно иметь длину, которая составляет от приблизительно 20% до приблизительно 50% длины материала, первичная задняя поясная область связывания может дополнительно иметь длину от приблизительно 2% до приблизительно 10% длины материала, и вторичная задняя поясная область связывания может дополнительно иметь длину, которая составляет от приблизительно 2% до приблизительно 10% длины материала.
Вариант осуществления 13. В тринадцатом варианте осуществления вторичная задняя поясная область связывания согласно варианту осуществления 12 может полностью перекрывать первичную заднюю поясную область связывания.
Вариант осуществления 14. В четырнадцатом варианте осуществления вторичная задняя поясная область связывания по любому из варианта осуществления 12 или варианта осуществления 13 может иметь край задней области связывания, который находится на расстоянии относительно заднего края нетканого материала, составляющем от приблизительно 2 мм до приблизительно 10 мм.
Вариант осуществления 15. В пятнадцатом варианте осуществления вторичная задняя поясная область связывания по любому из вариантов осуществления 12-14 может иметь край задней области связывания, который находится на расстоянии относительно заднего края нетканого материала, составляющем от приблизительно 2 мм до приблизительно 5 мм.
Вариант осуществления 16. В шестнадцатом варианте осуществления клей задней поясной клеевой связи по любому из вариантов осуществления 12-15 может располагаться в количестве от приблизительно 10 г/м2 до приблизительно 20 г/м2.
Вариант осуществления 17. В семнадцатом варианте осуществления клей задней поясной клеевой связи по любому из вариантов осуществления 12-16 может располагаться в количестве от приблизительно 12 г/м2 до приблизительно 18 г/м2.
Вариант осуществления 18. В восемнадцатом варианте осуществления нетканый материал по любому из вариантов осуществления 12-17, может дополнительно содержать первую боковую зону и вторую боковую зону, причем каждая из первой боковой зоны и второй боковой зоны проходит между задним краем нетканого материала и передним краем нетканого материала, причем каждая из первой боковой зоны и второй боковой зоны связана с обращенным к телу прокладочным материалом с помощью клея в пределах клеевых областей связывания боковой зоны.
Вариант осуществления 19. В девятнадцатом варианте осуществления клей в пределах клеевых областей связывания боковой зоны согласно варианту осуществления 18 может быть расположен в количестве от приблизительно 6,5 г/м2 до приблизительно 12,5 г/м2.
Вариант осуществления 20. В двадцатом варианте осуществления вторичная задняя поясная область связывания по любому из вариантов осуществления 12-19 может иметь длину, которая составляет от приблизительно 2% до приблизительно 5% длины материала.
Все документы, упомянутые в подробном описании, в соответствующей части включены в данный документ при помощи ссылки, при этом упоминание какого-либо документа не следует рассматривать как признание того, что он относится к предшествующему уровню техники по отношению к настоящему изобретению. Если любое значение или определение термина в этом письменном документе противоречит какому-либо значению или определению термина в документе, включенном посредством ссылок, то значение или определение, в котором термин употребляется в этом письменном документе, должно превалировать.
Хотя были проиллюстрированы и описаны конкретные варианты осуществления настоящего изобретения, специалистам в данной области техники должно быть очевидным то, что без отступления от сущности и объема настоящего изобретения могут быть предложены различные другие изменения и модификации. Поэтому предполагается, что прилагаемая формула изобретения должна охватывать все изменения и модификации, которые находятся в пределах объема настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2019 |
|
RU2826022C2 |
| ТРЕХМЕРНЫЕ НЕТКАНЫЕ МАТЕРИАЛЫ И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2019 |
|
RU2813180C2 |
| ТРЕХМЕРНЫЕ НЕТКАНЫЕ МАТЕРИАЛЫ И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2019 |
|
RU2802408C2 |
| ТРЕХМЕРНЫЕ НЕТКАНЫЕ МАТЕРИАЛЫ И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2019 |
|
RU2826029C2 |
| ТРЕХМЕРНЫЕ НЕТКАНЫЕ МАТЕРИАЛЫ И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2019 |
|
RU2825751C2 |
| НЕТКАНЫЙ МАТЕРИАЛ (ВАРИАНТЫ) | 2019 |
|
RU2827023C2 |
| НАРУЖНОЕ ПОКРЫТИЕ С ОТВЕРСТИЯМИ ДЛЯ ВПИТЫВАЮЩИХ ИЗДЕЛИЙ | 2014 |
|
RU2682552C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ С ГЕРМЕТИЗИРУЮЩИМ ЭЛЕМЕНТОМ ДЛЯ ТАЛИИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2664957C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ С КАРМАНОМ, РАЗДЕЛЯЮЩИМ ПЕРЕДНЮЮ И ЗАДНЮЮ ОБЛАСТИ | 2017 |
|
RU2735585C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ СО ВПИТЫВАЮЩЕЙ ОСНОВОЙ, ОБЕСПЕЧИВАЮЩЕЙ УЛУЧШЕННЫЙ ДОСТУП К ГЕРМЕТИЧНОМУ КАРМАНУ ГЕРМЕТИЗИРУЮЩЕГО ЭЛЕМЕНТА ДЛЯ ТАЛИИ | 2016 |
|
RU2691805C1 |
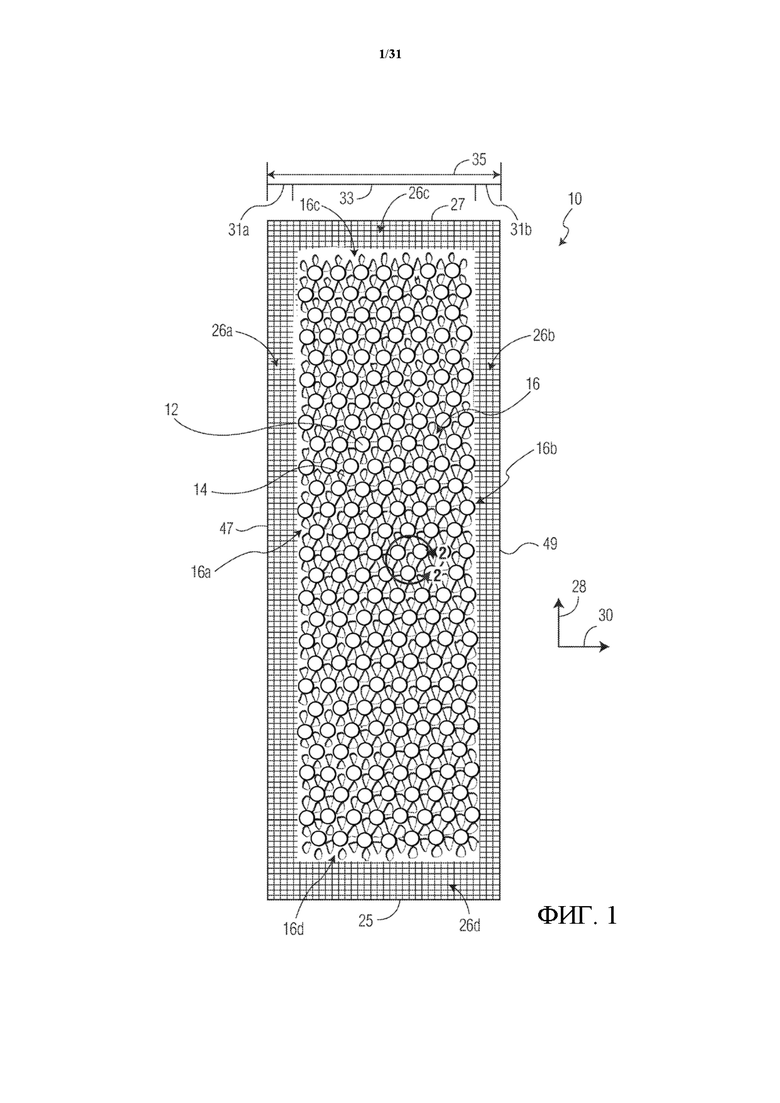
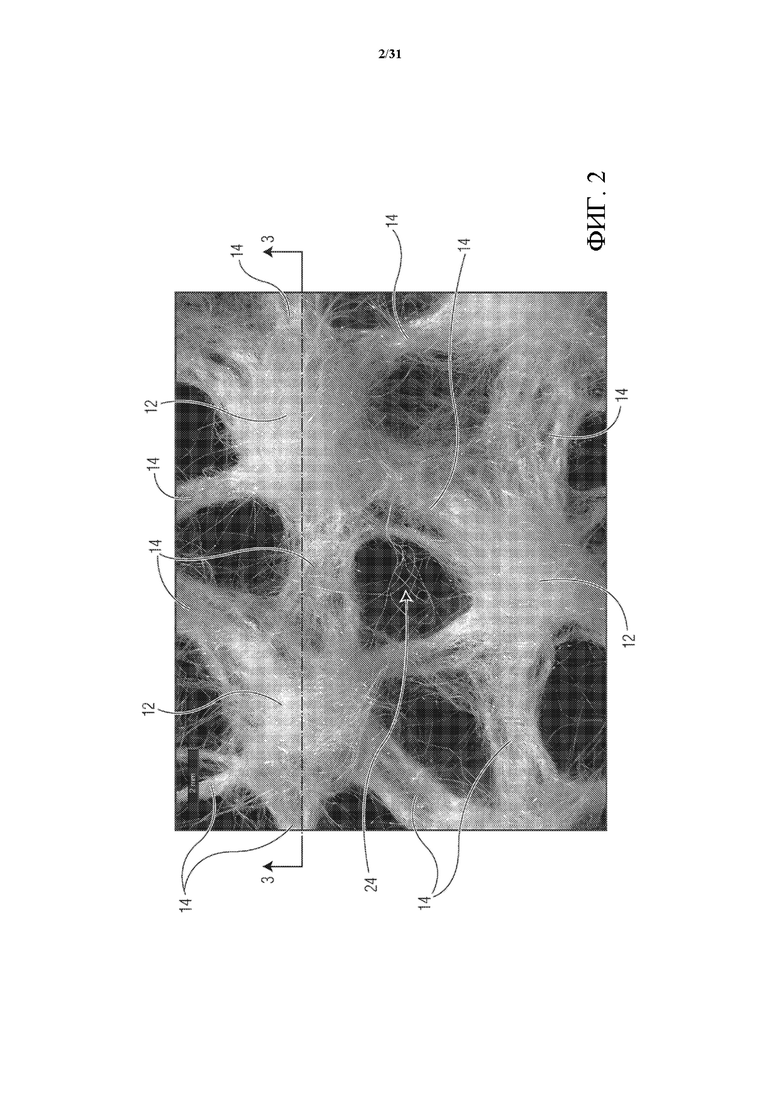
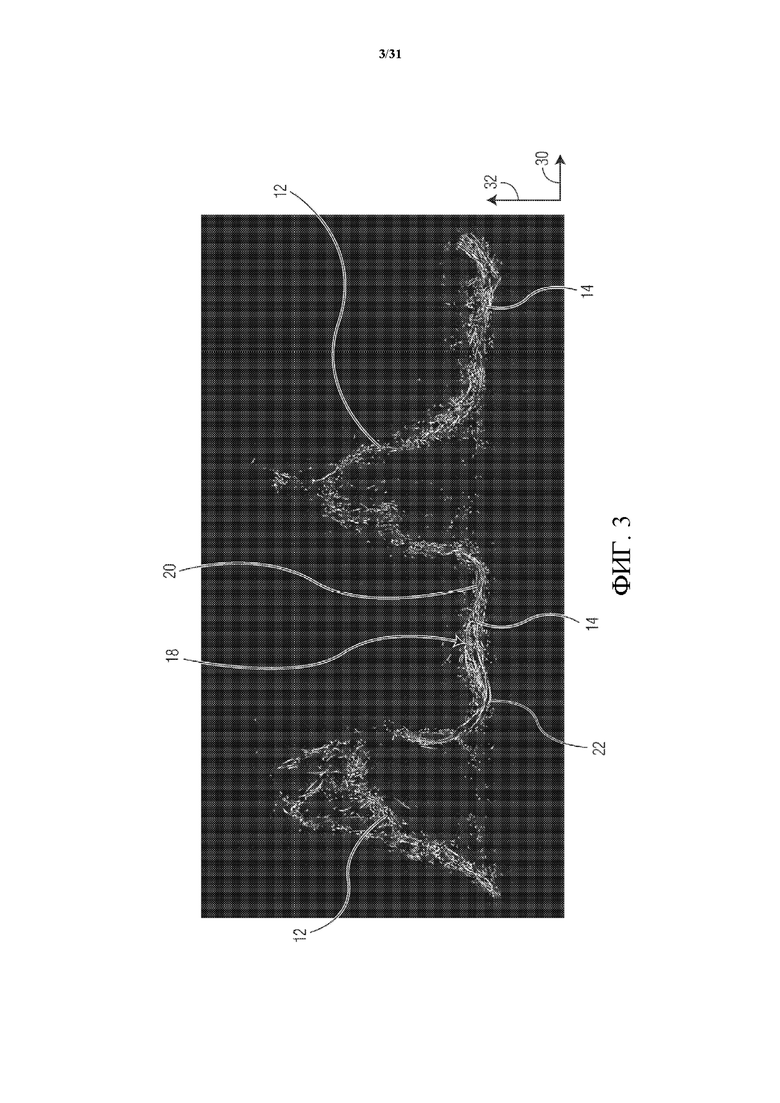
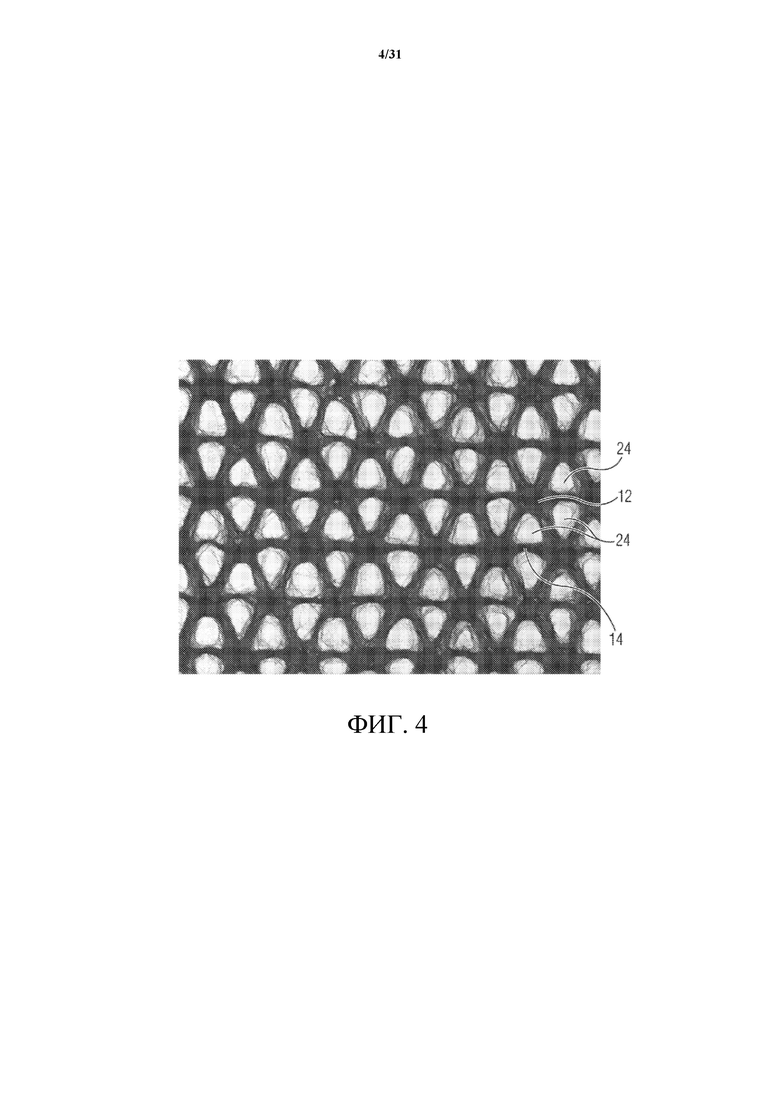
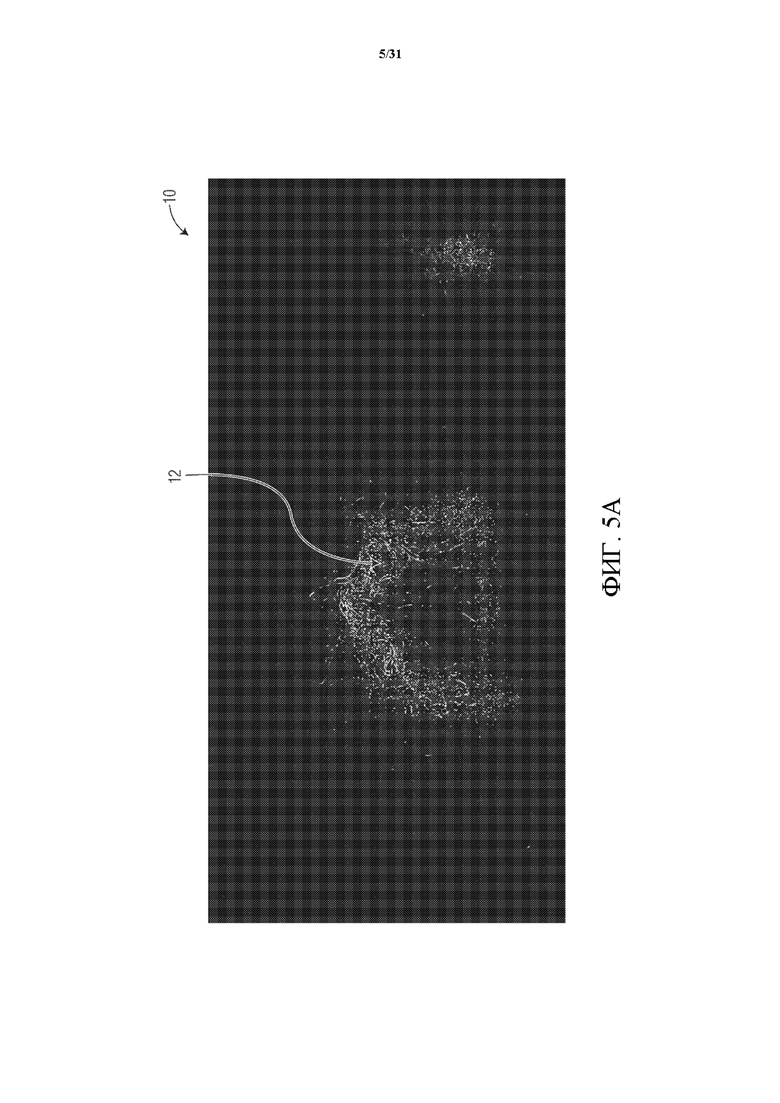
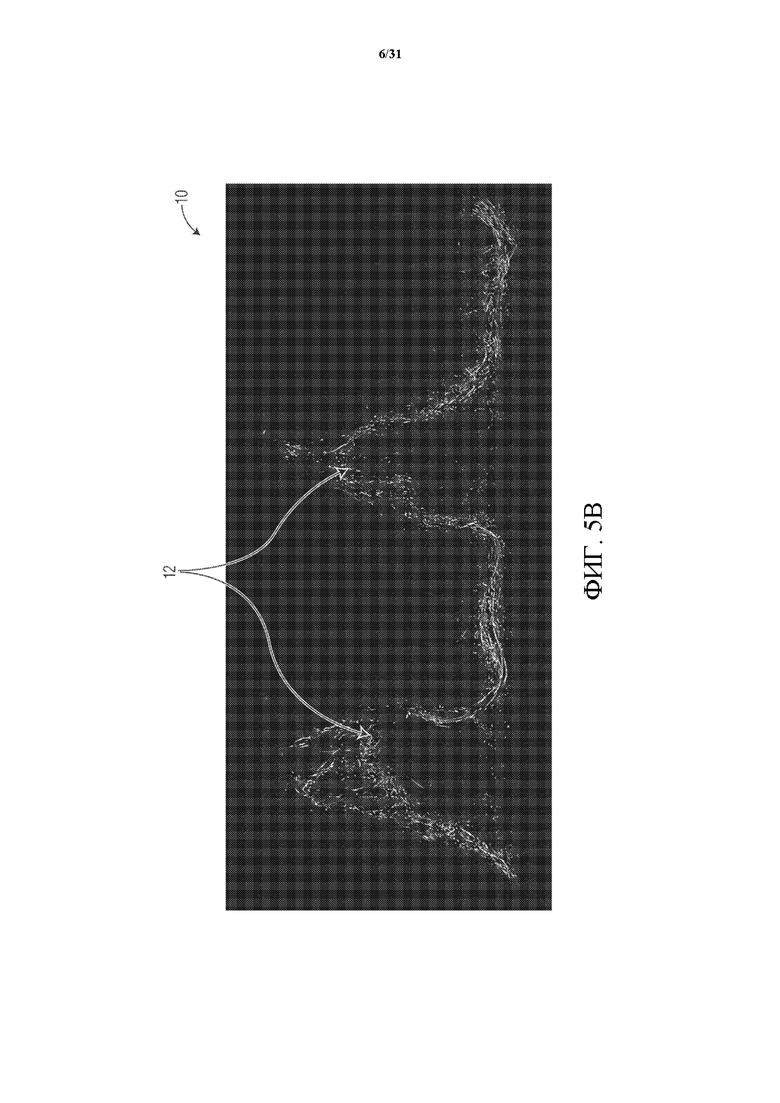
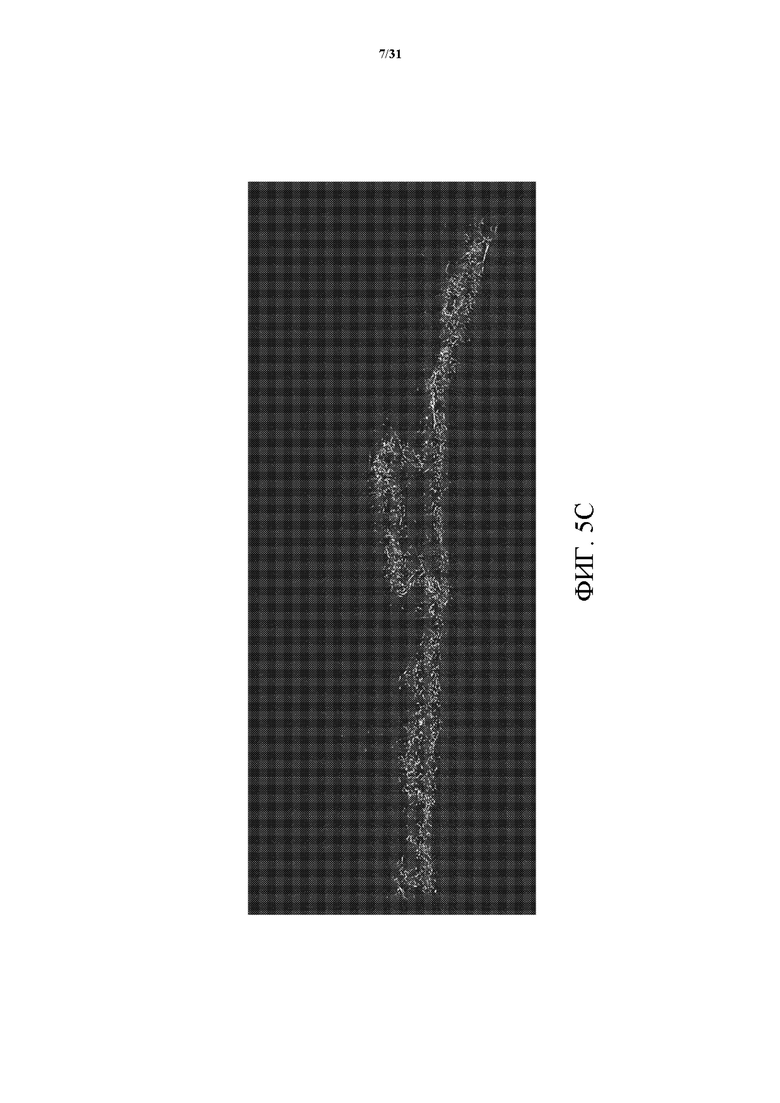
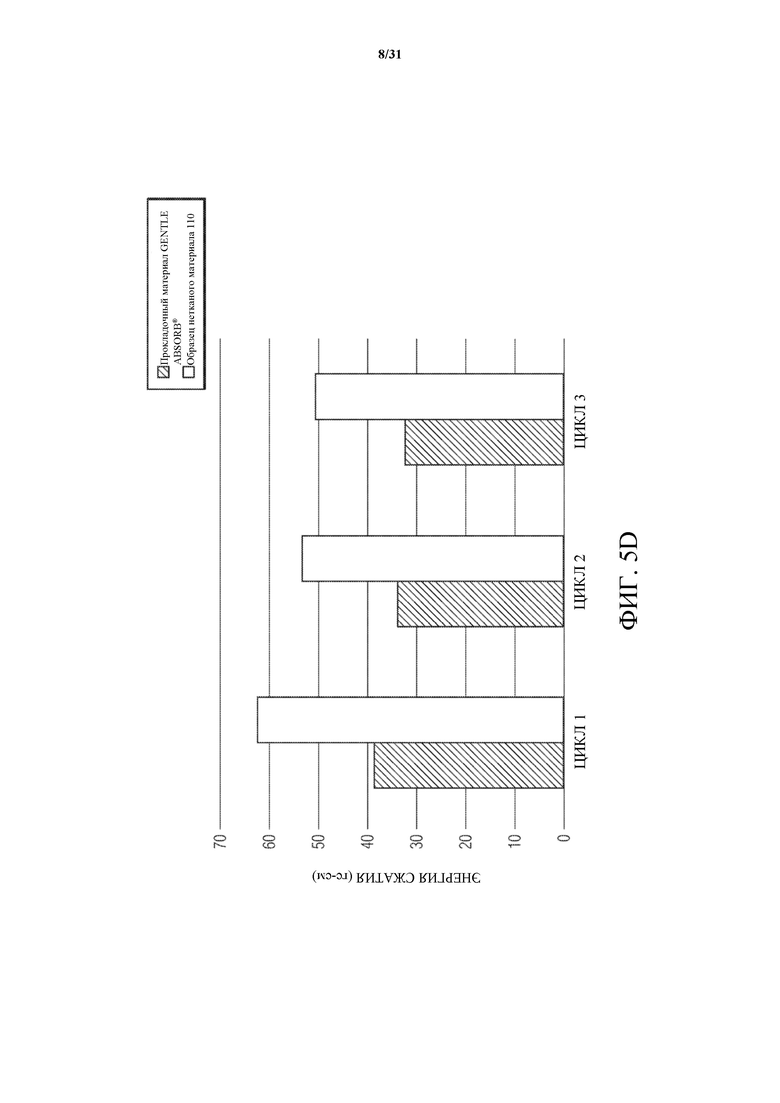
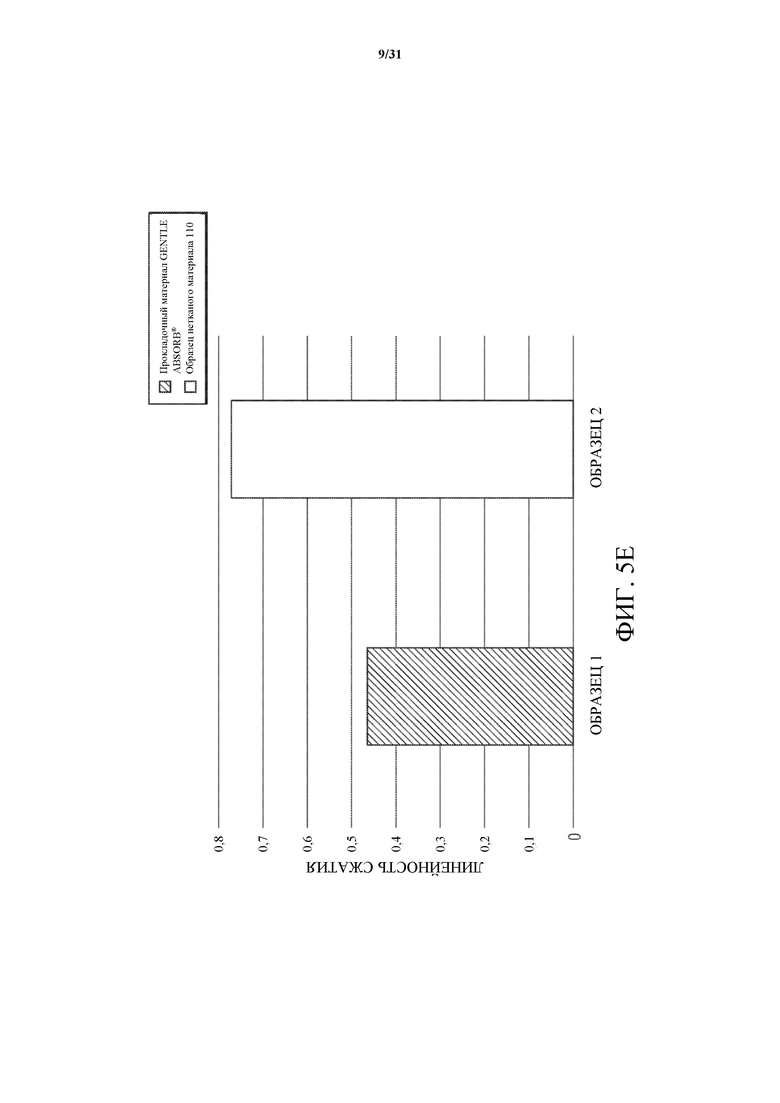
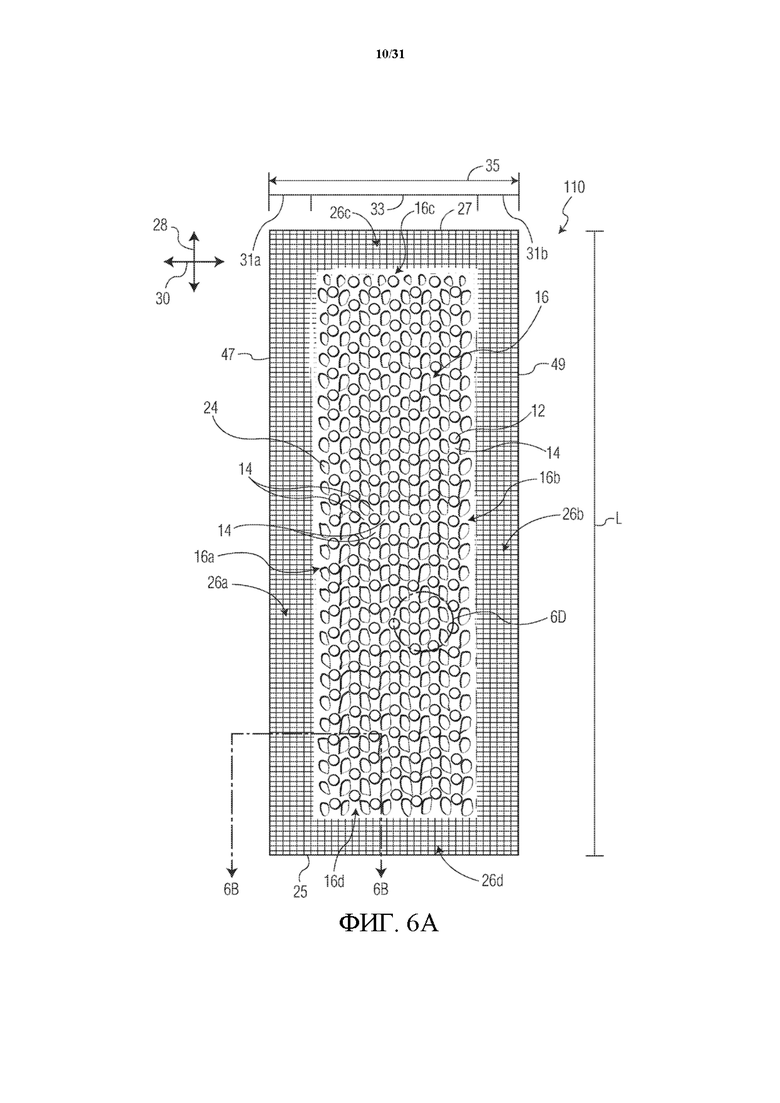
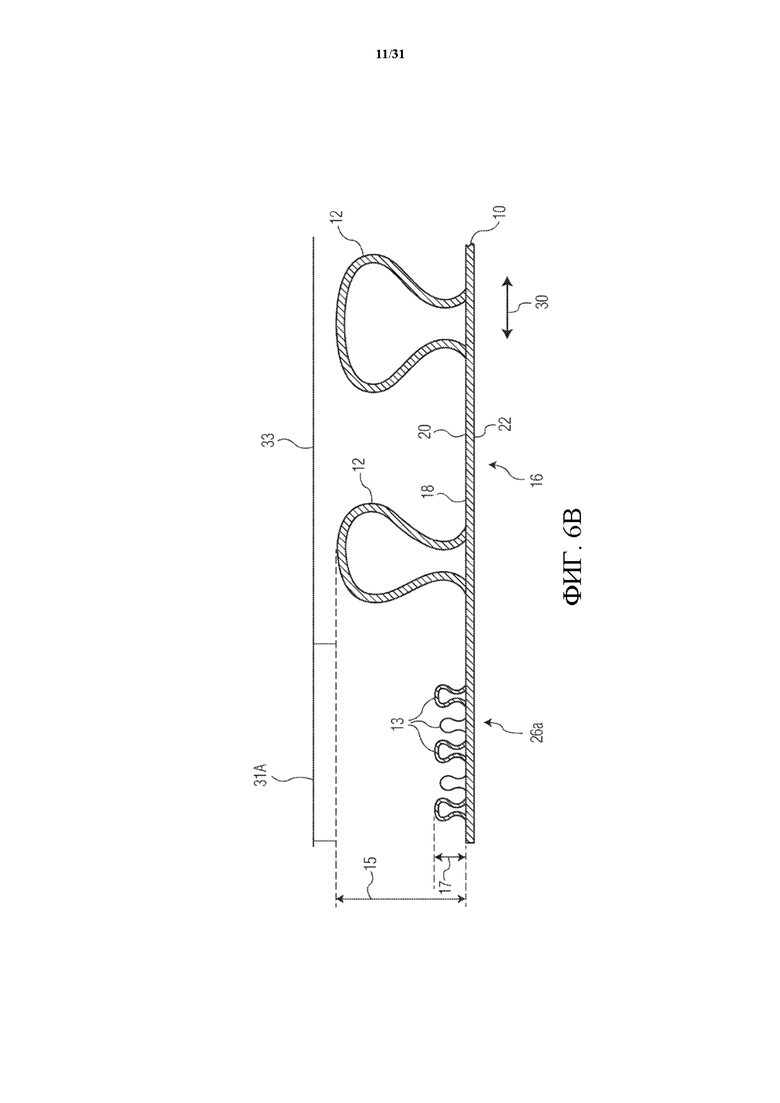
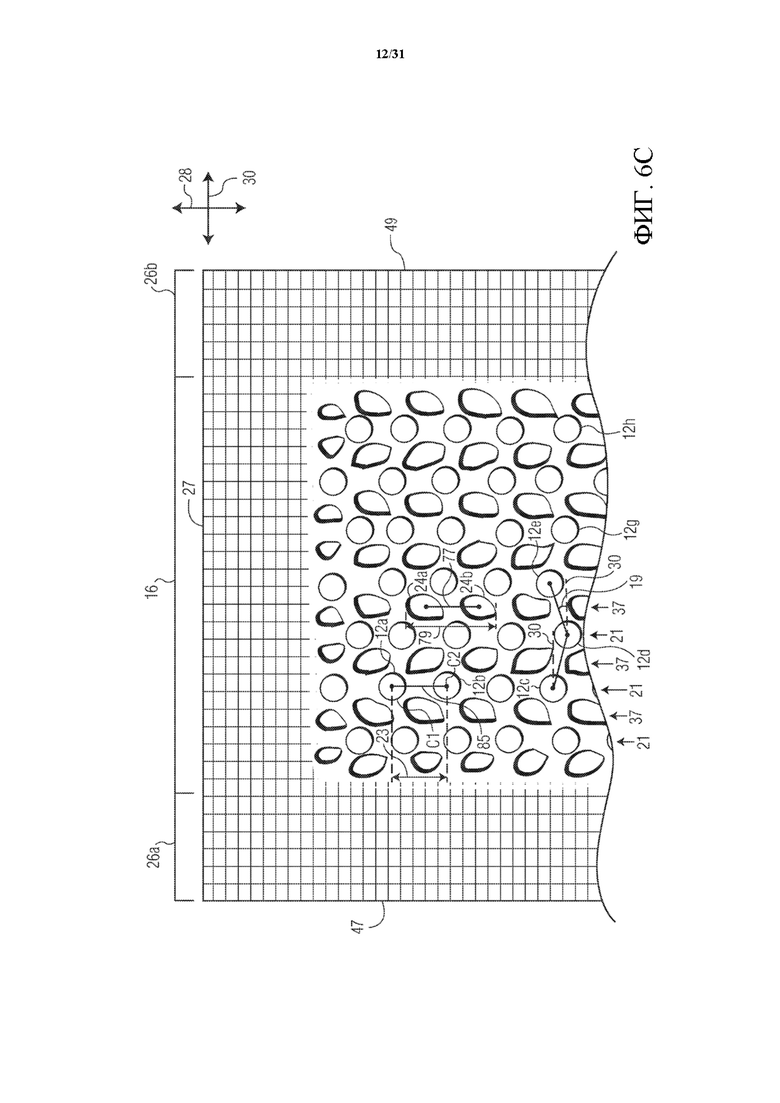
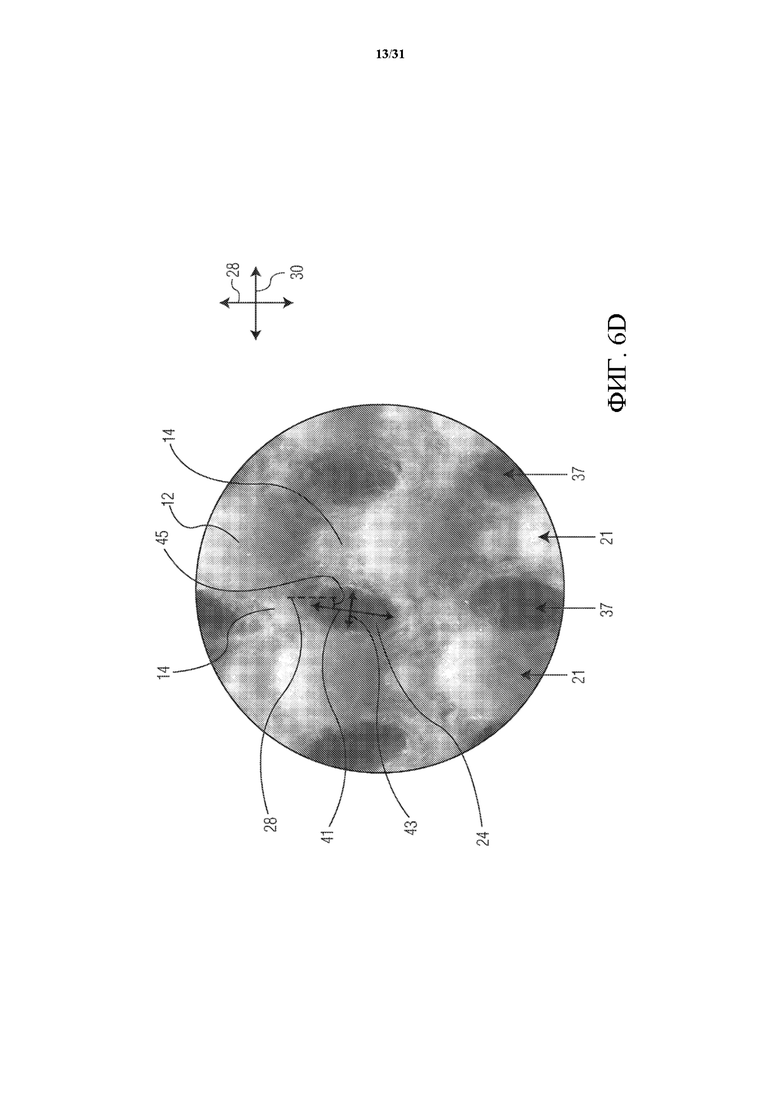
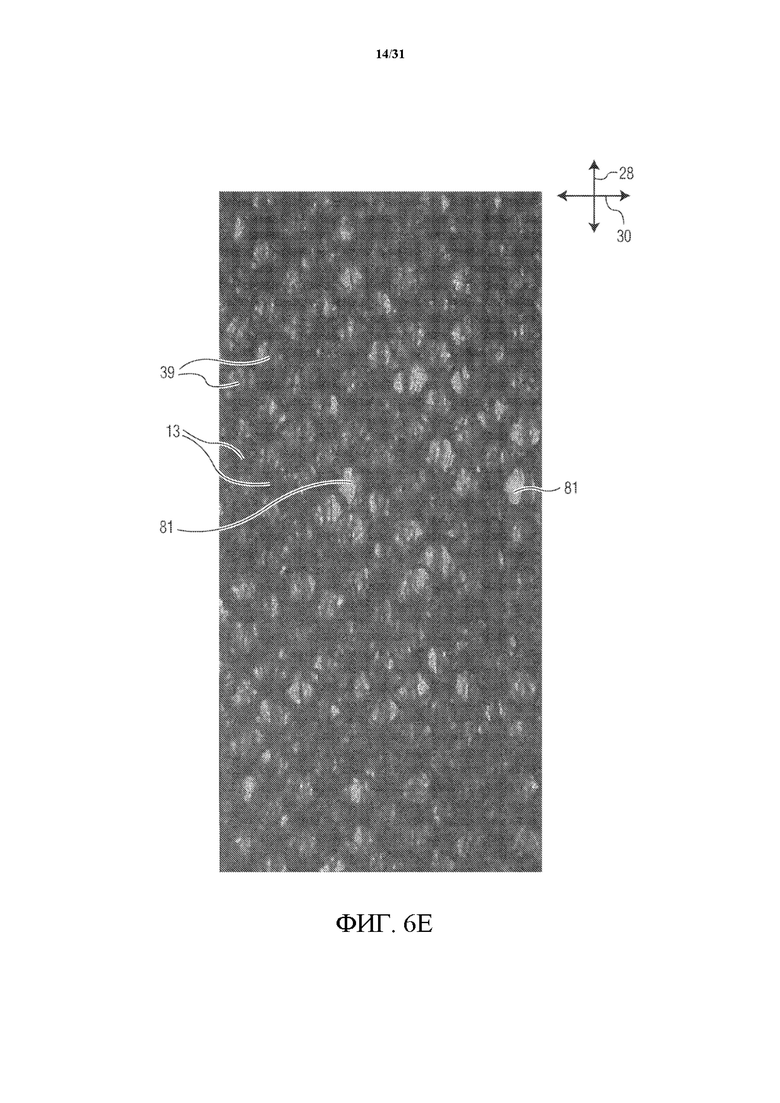
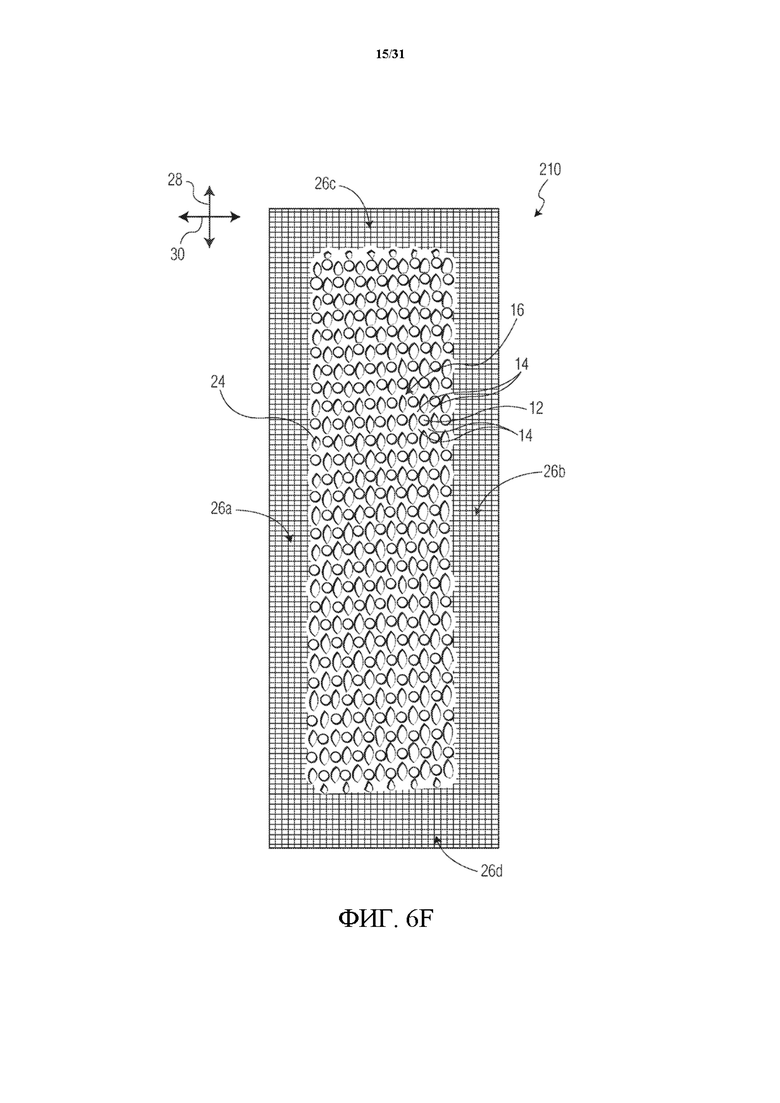
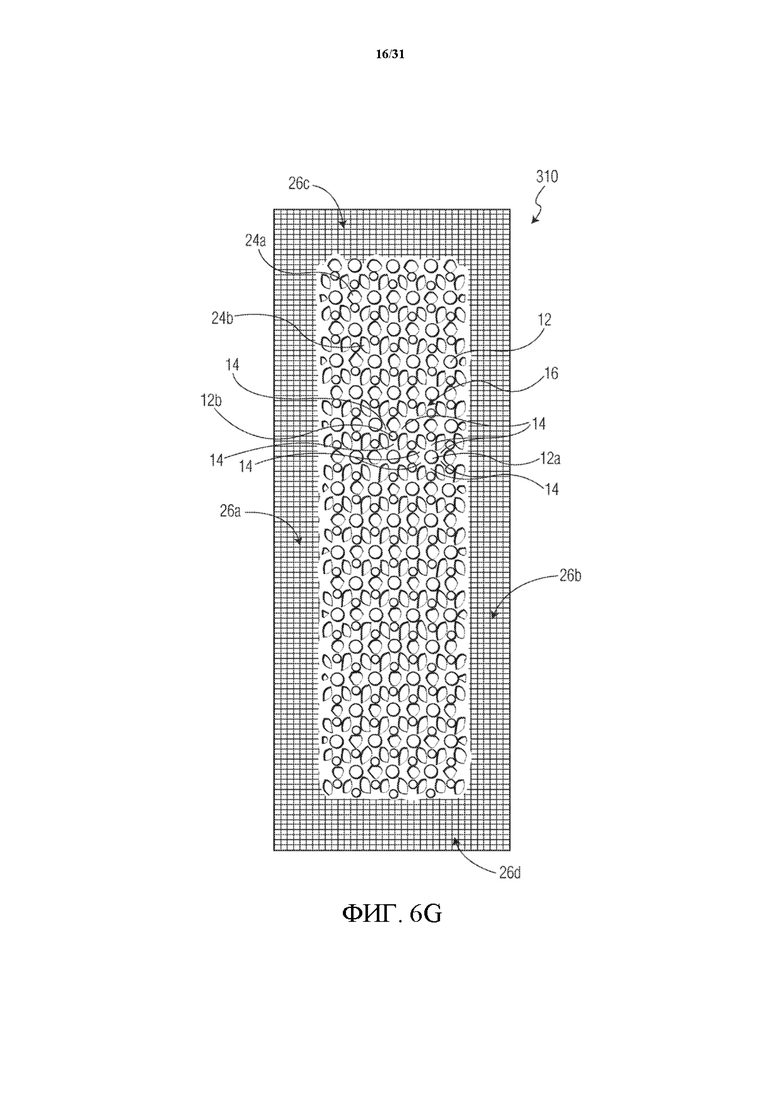
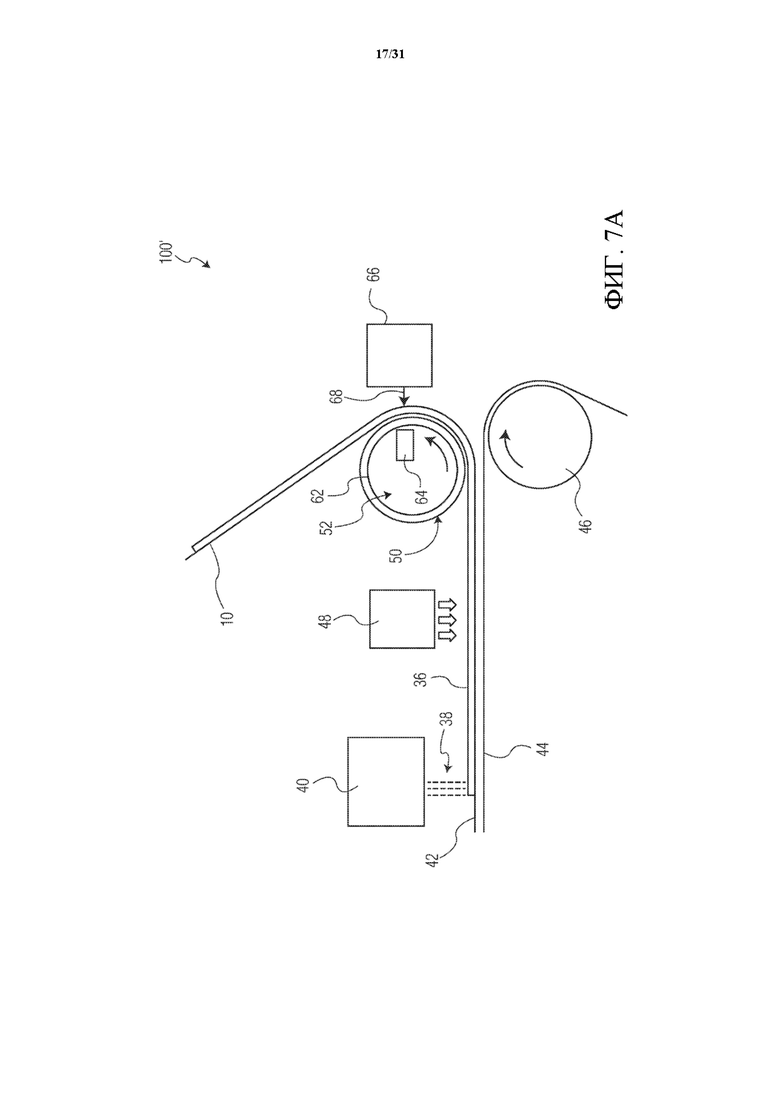
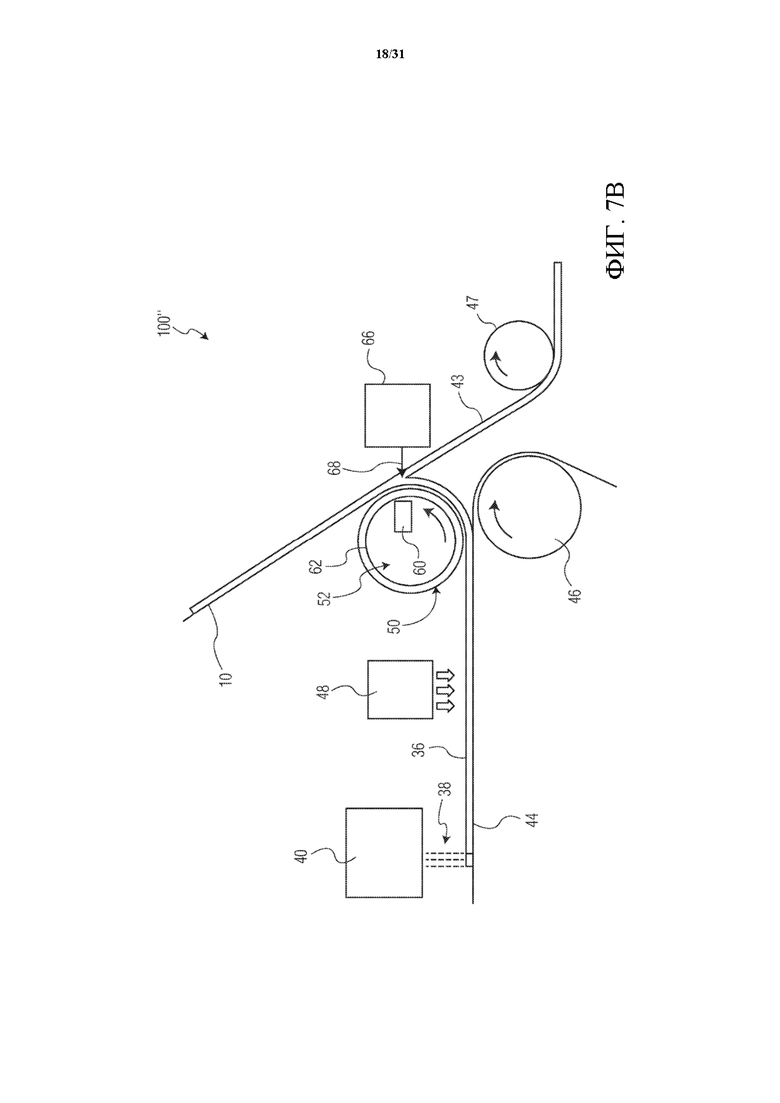
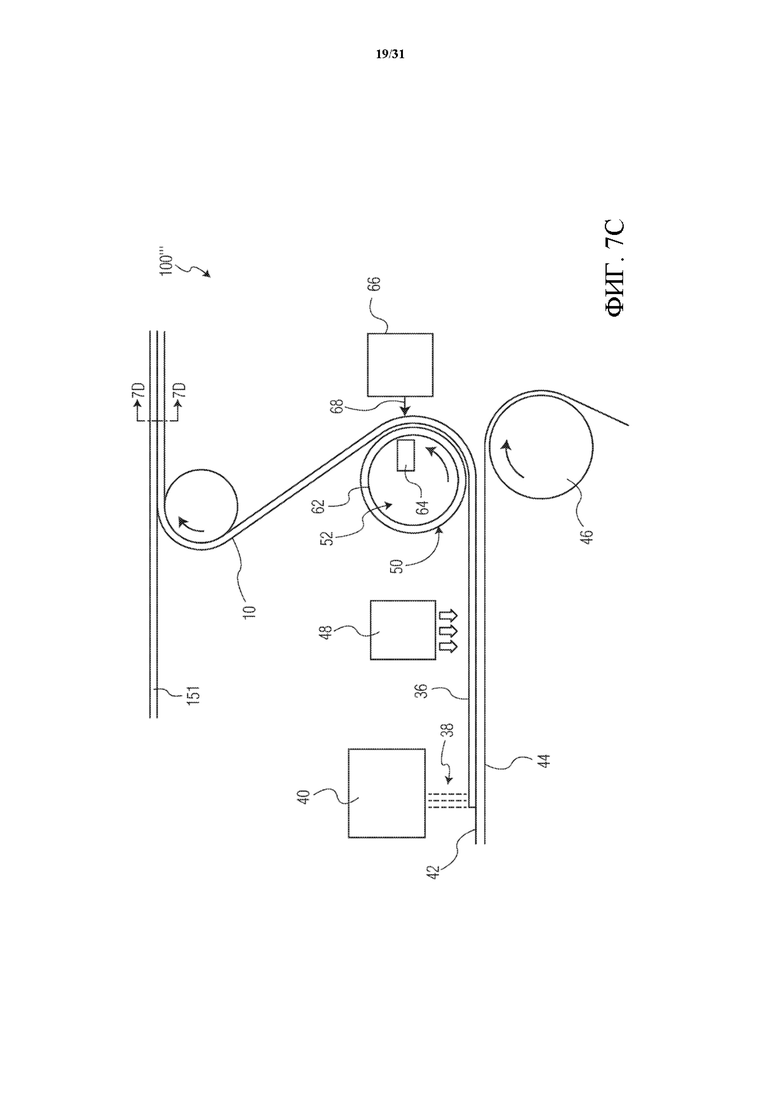
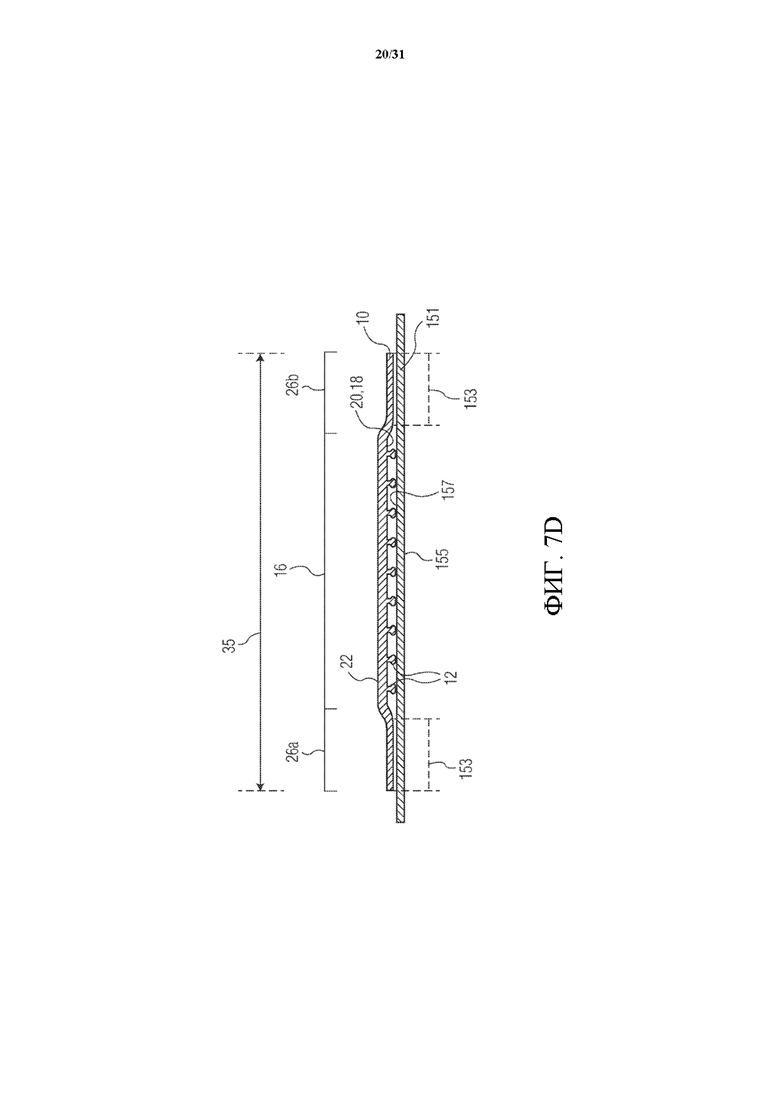
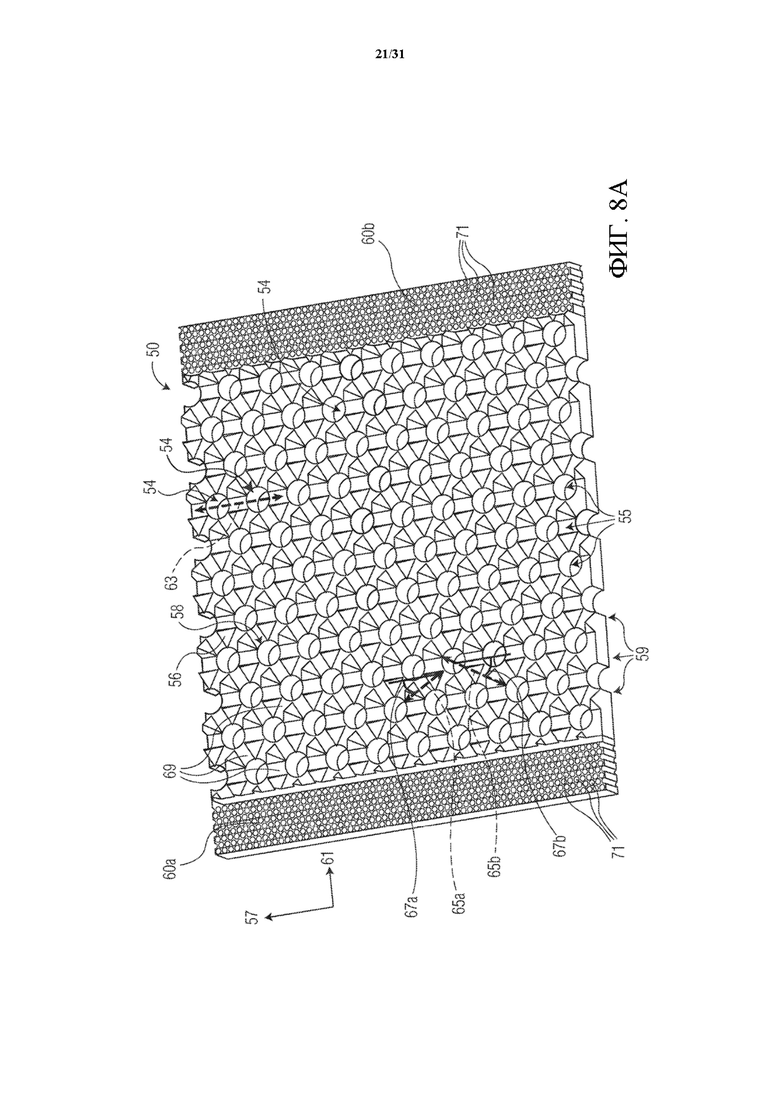
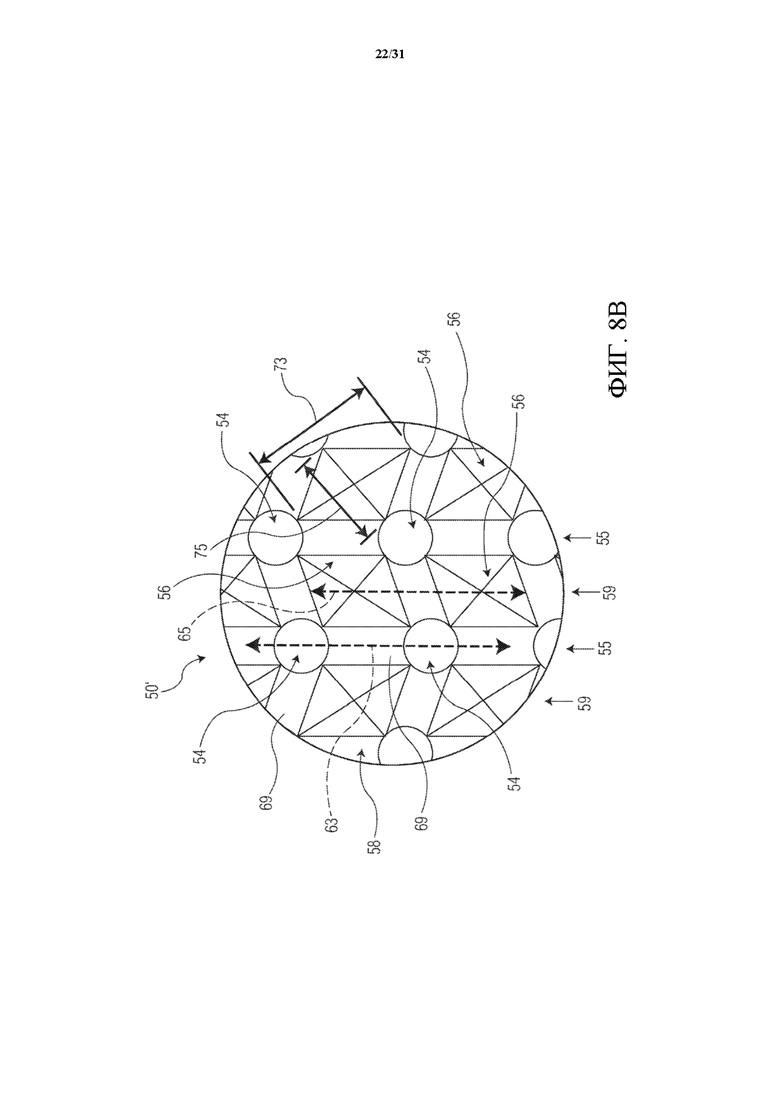
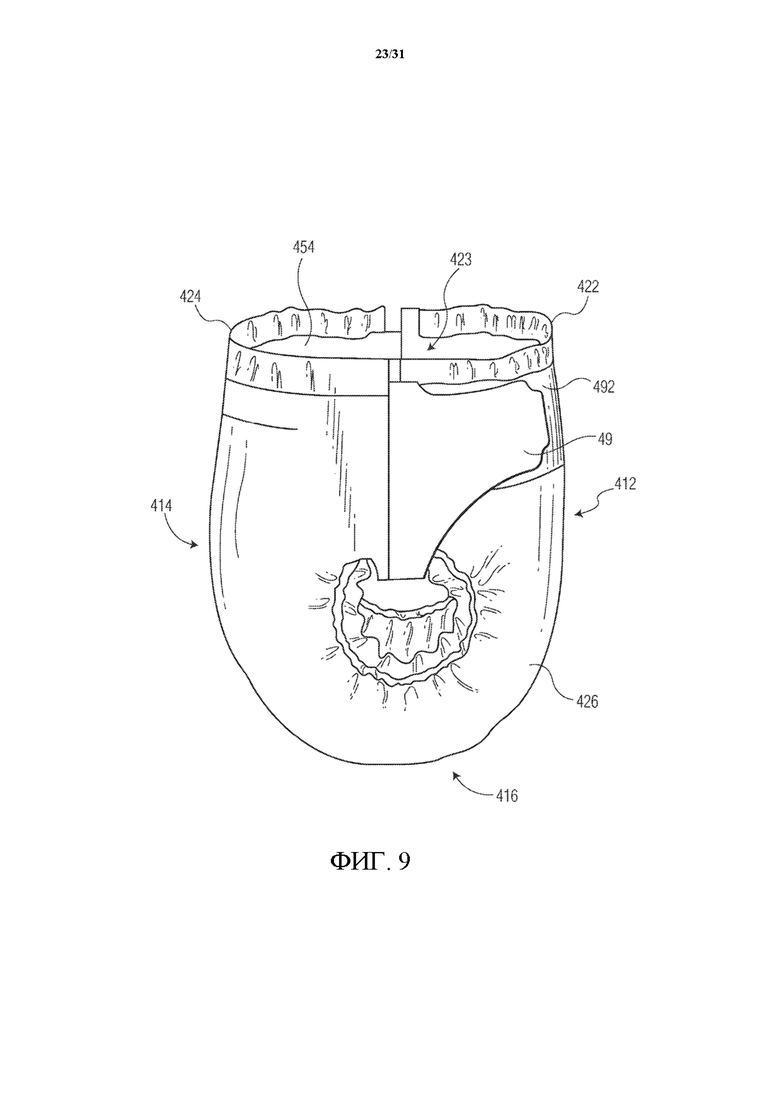
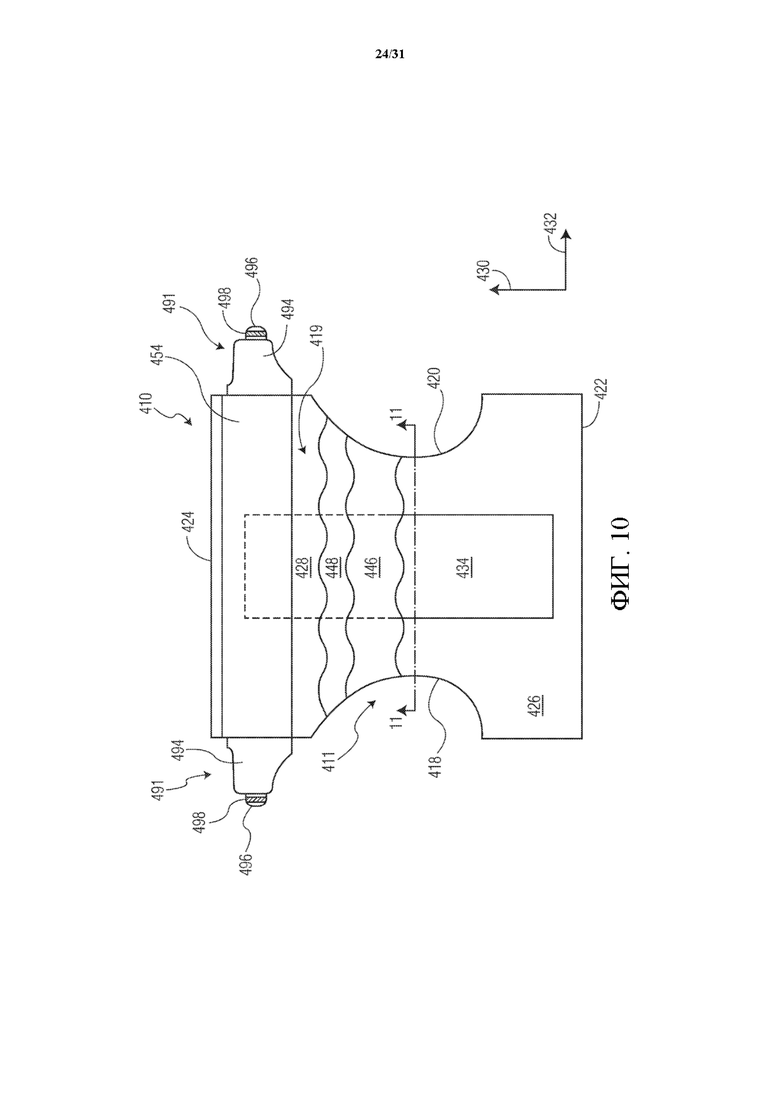
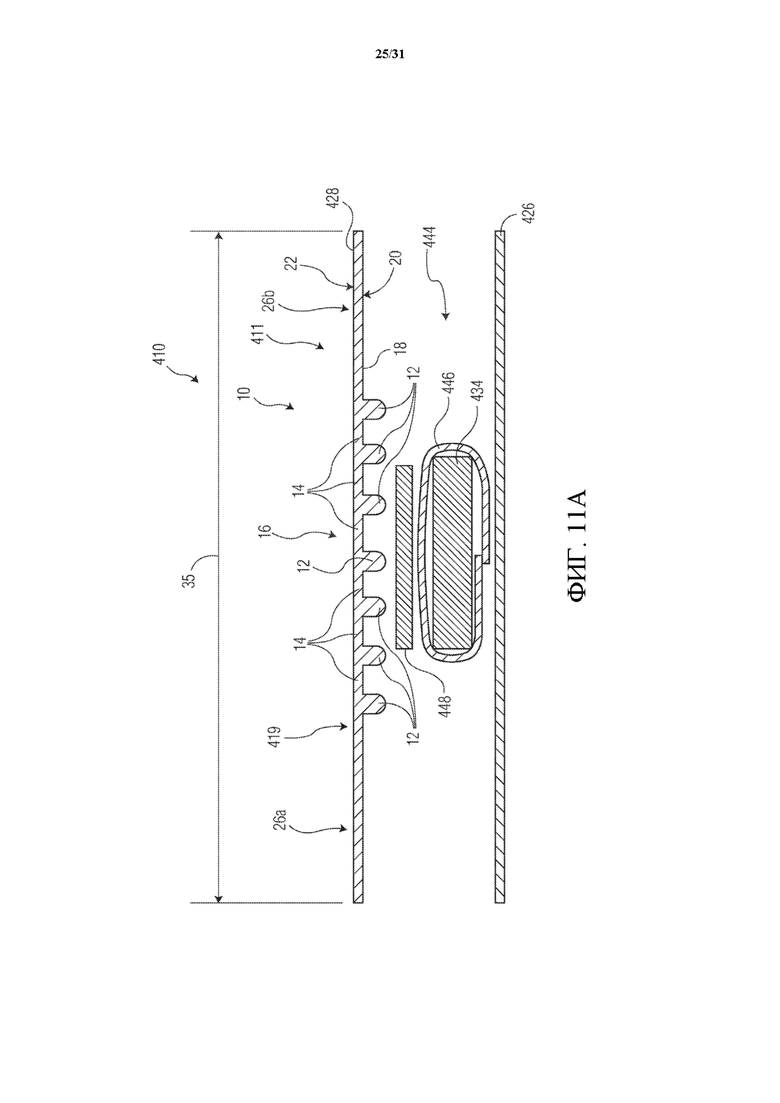
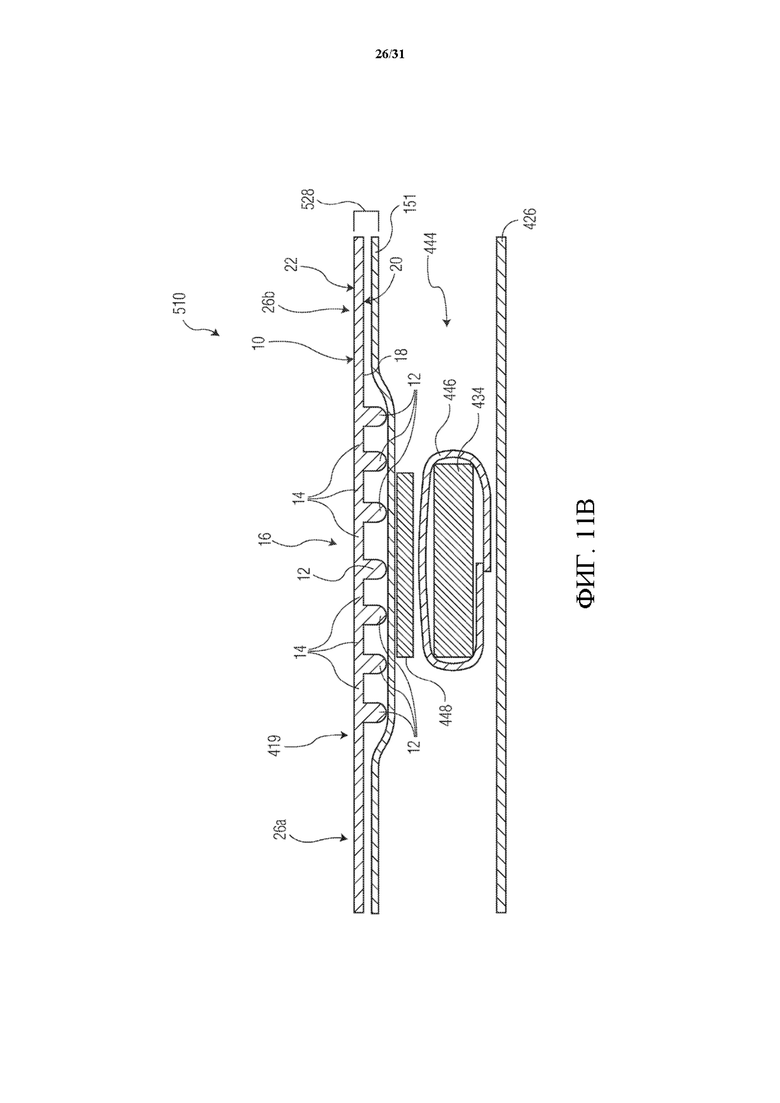
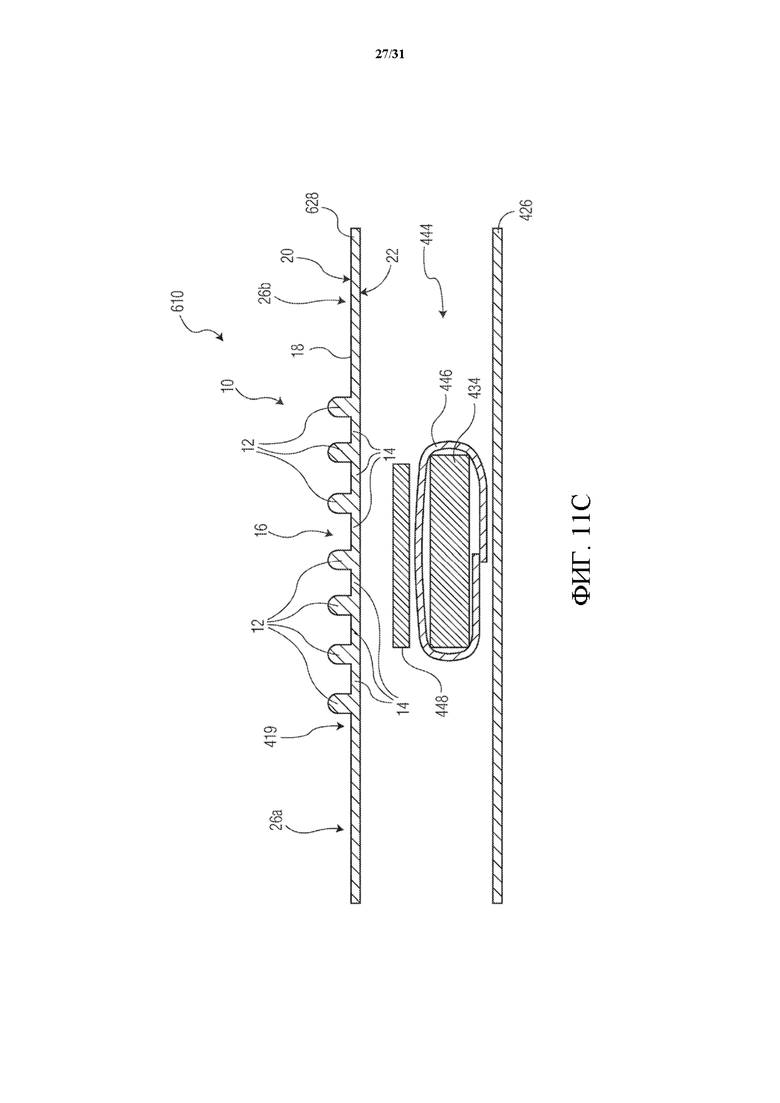
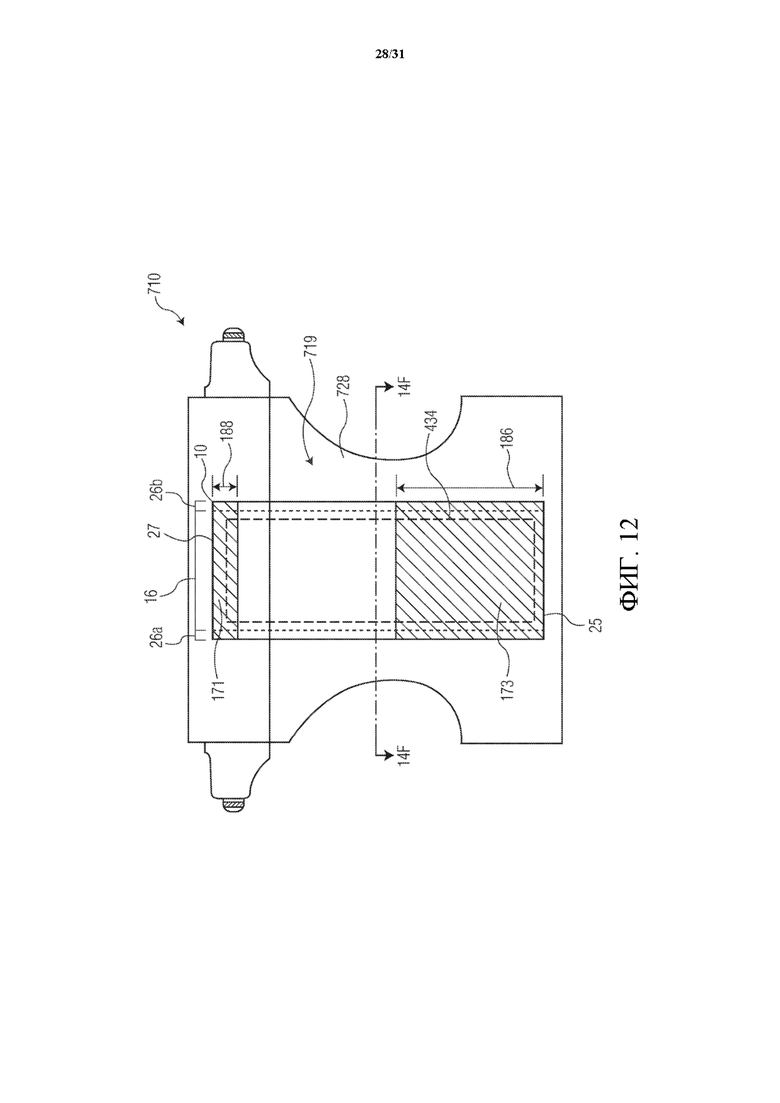
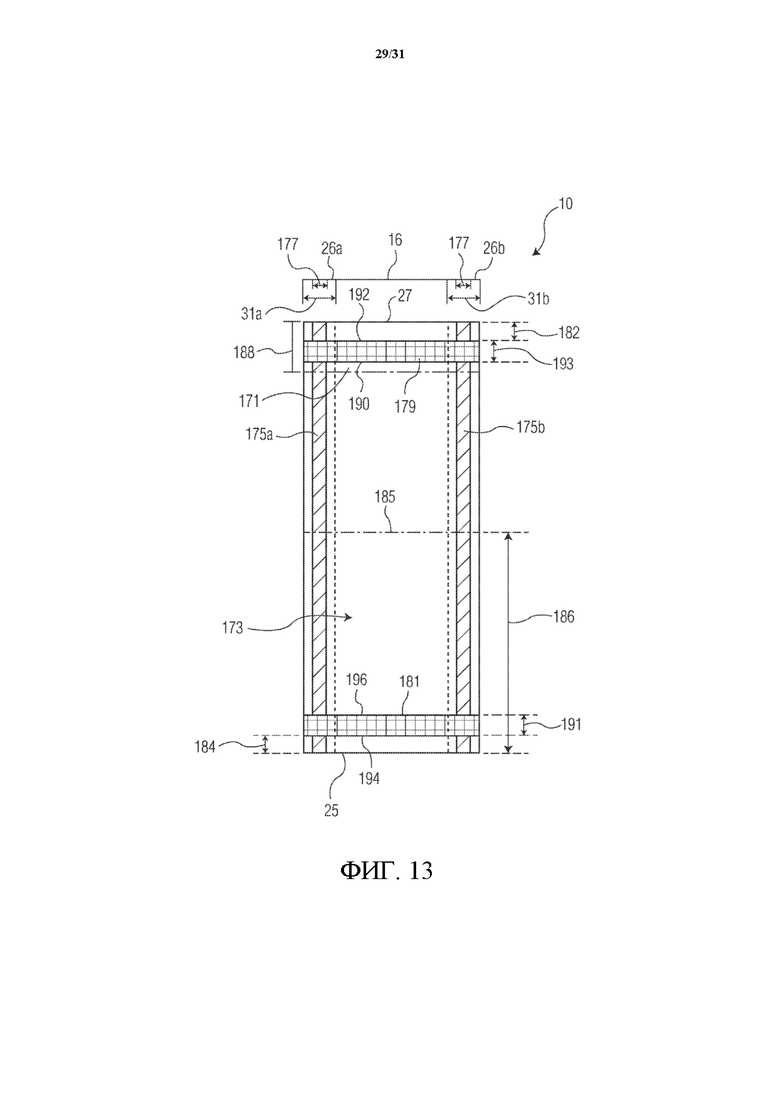
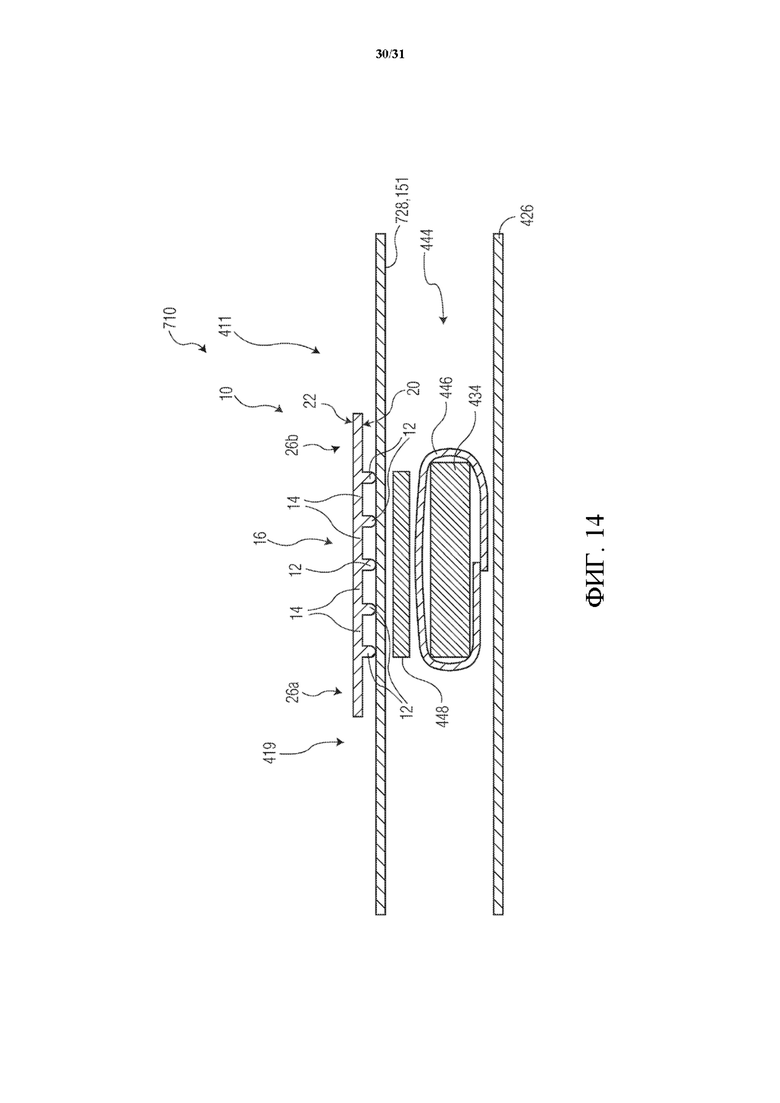
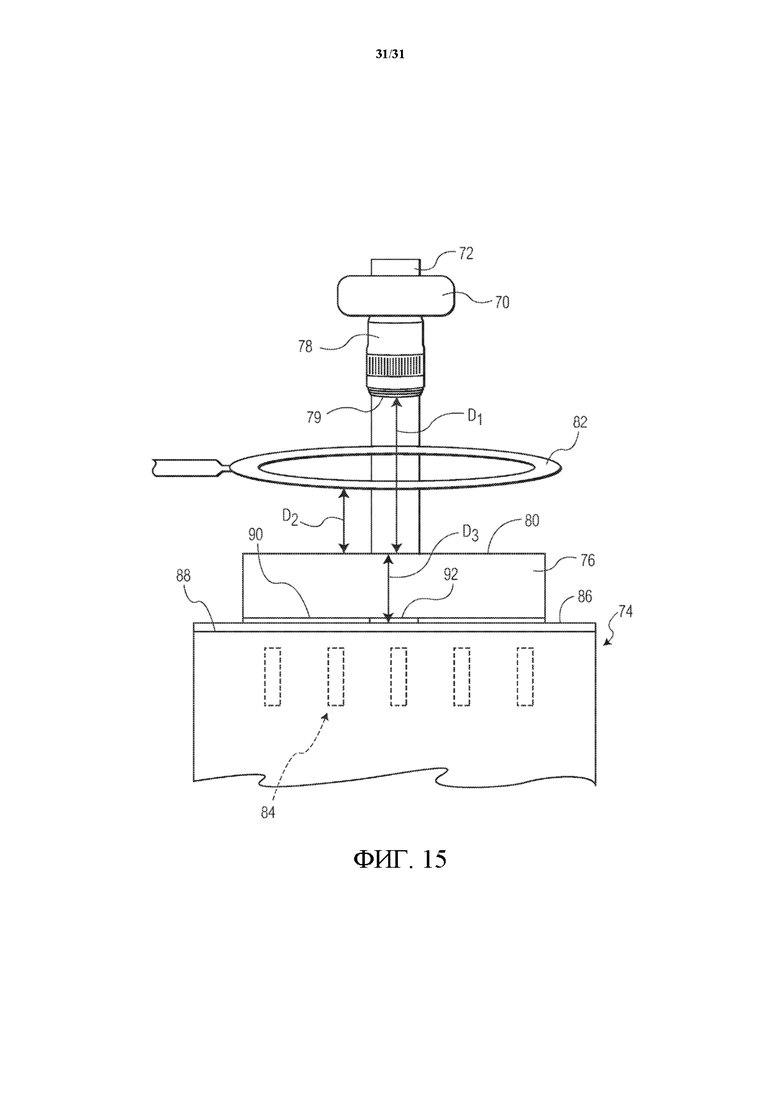
Раскрыты трехмерные нетканые материалы и впитывающие изделия, содержащие такие материалы. В одном варианте осуществления впитывающее изделие может содержать наружное покрытие, обращенный к телу прокладочный материал, впитывающий элемент и нетканый материал, соединенный с обращенным к телу прокладочным материалом. Нетканый материал может содержать перфорированную зону, обеспечивающую открытую площадь в процентах для перфорированной зоны, которая составляет больше приблизительно 15%. Нетканый материал может быть соединен с прокладочным материалом посредством передней поясной связи, образующей переднюю поясную область связывания, которая проходит через перфорированную зону, и задней поясной связи, образующей заднюю поясную область связывания, при этом задняя поясная область связывания имеет длину, которая составляет от приблизительно 2% до приблизительно 10% длины материала, а передняя поясная область связывания имеет длину, которая составляет от приблизительно 20% до приблизительно 50% длины материала. 2 н. и 19 з.п. ф-лы, 15 ил. 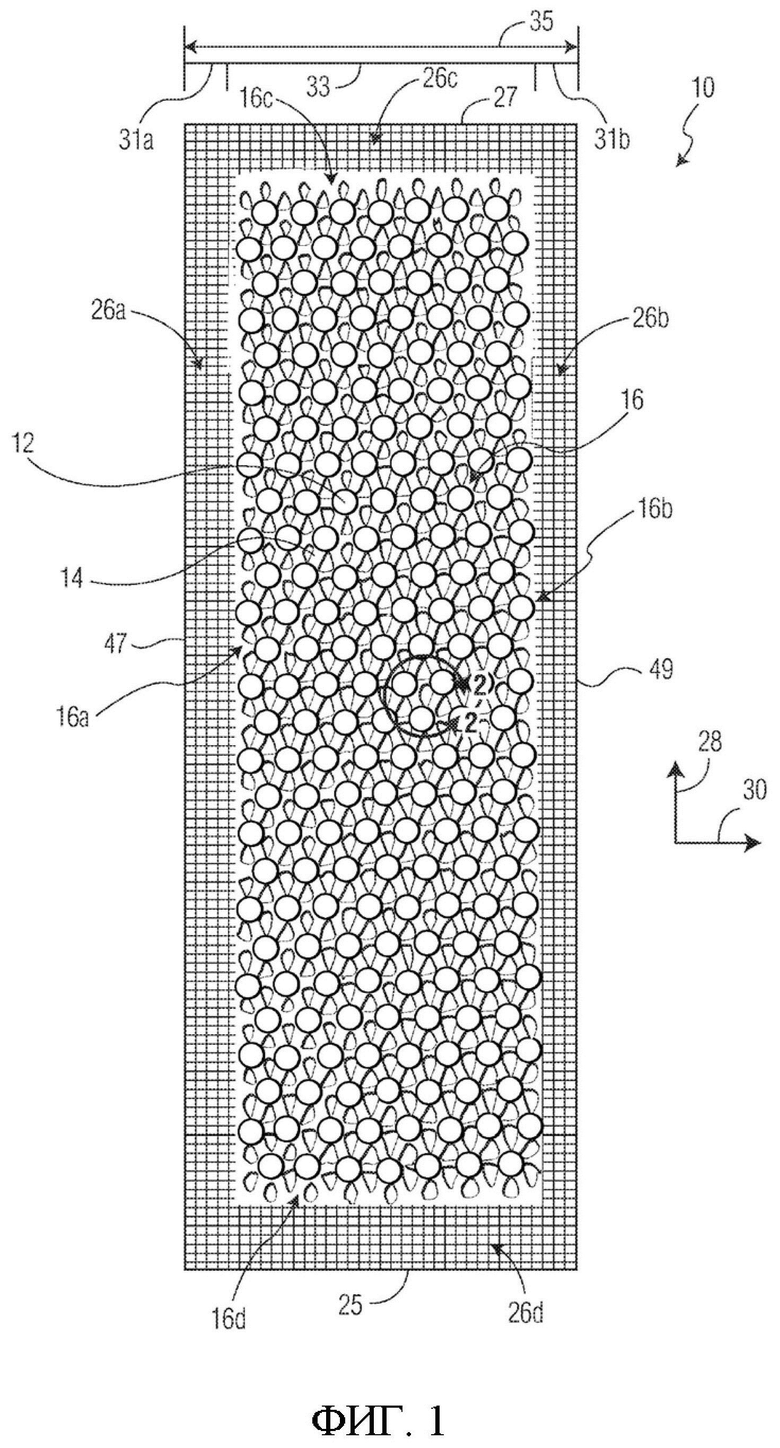
1. Впитывающее изделие, имеющее переднюю область талии с передним краем талии, заднюю область талии с задним краем талии и область промежности, расположенную между передней областью талии и задней областью талии, причем изделие содержит:
наружное покрытие;
обращенный к телу прокладочный материал;
впитывающий элемент, расположенный между наружным покрытием и обращенным к телу прокладочным материалом; и
нетканый материал, соединенный с обращенным к телу прокладочным материалом, имеющий передний край, задний край и длину материала, причем нетканый материал содержит:
перфорированную зону, содержащую множество отверстий, образованных между узлами и соединительными перемычками нетканого материала и обеспечивающих открытую площадь в процентах для перфорированной зоны нетканого материала, которая составляет более 15%, как определено способом испытаний на основе анализа образца материала;
при этом нетканый материал соединен с обращенным к телу прокладочным материалом посредством первичной передней поясной связи, проходящей через первичную переднюю поясную область связывания, и первичной задней поясной связи, проходящей через первичную заднюю поясную область связывания, причем первичная передняя поясная область связывания проходит через перфорированную зону и первичная задняя поясная область связывания находится на расстоянии относительно первичной передней поясной области связывания,
при этом первичная задняя поясная область связывания имеет длину, которая составляет от 2 до 10% длины материала, и первичная передняя поясная область связывания имеет длину, которая составляет от 20 до 50% длины материала.
2. Изделие по п. 1, отличающееся тем, что первичная передняя поясная связь содержит механическую связь.
3. Изделие по п. 2, отличающееся тем, что первичная задняя поясная связь содержит клеевую связь.
4. Изделие по п. 3, отличающееся тем, что первичная задняя поясная область связывания имеет край первичной задней области связывания, и край первичной задней области связывания находится на расстоянии относительно заднего края нетканого материала, составляющем по меньшей мере 2 мм.
5. Изделие по п. 3, отличающееся тем, что первичная задняя поясная связь имеет край первичной задней области связывания, и край первичной задней области связывания находится на расстоянии относительно заднего края нетканого материала, составляющем по меньшей мере 5 мм.
6. Изделие по п. 1, отличающееся тем, что нетканый материал дополнительно соединен с обращенным к телу прокладочным материалом посредством вторичной задней поясной связи, которая по меньшей мере частично перекрывает первичную заднюю поясную связь.
7. Изделие по п. 6, отличающееся тем, что первичная задняя поясная связь представляет собой механическую связь и вторичная задняя поясная связь представляет собой клеевую связь, и при этом клей вторичной задней поясной связи расположен в количестве от 10 до 40 г/м2.
8. Изделие по п. 7, отличающееся тем, что клей вторичной задней поясной связи расположен в количестве от 10 до 20 г/м2.
9. Изделие по п. 1, отличающееся тем, что нетканый материал дополнительно содержит первую боковую зону и вторую боковую зону, причем каждая из первой боковой зоны и второй боковой зоны проходит между задним краем нетканого материала и передним краем нетканого материала, причем каждая из первой боковой зоны и второй боковой зоны связана с обращенным к телу прокладочным материалом с помощью клея в пределах клеевых областей связывания боковой зоны.
10. Изделие по п. 9, отличающееся тем, что клей в пределах клеевых областей связывания боковой зоны расположен в количестве от 6,5 до 12,5 г/м2.
11. Изделие по п. 9, отличающееся тем, что каждая из первой боковой зоны и второй боковой зоны имеет соответствующие ширины боковой зоны, и при этом клеевые области связывания боковой зоны, связывающие каждую из первой боковой зоны и второй боковой зоны с обращенным к телу прокладочным материалом, имеют ширины клеевых областей связывания боковой зоны, причем каждая из ширин клеевой области связывания боковой зоны составляет от 50 до 90% соответствующих ширин боковой зоны.
12. Впитывающее изделие, имеющее переднюю область талии с передним краем талии, заднюю область талии с задним краем талии и область промежности, расположенную между передней областью талии и задней областью талии, причем изделие содержит:
наружное покрытие;
обращенный к телу прокладочный материал;
впитывающий элемент, расположенный между наружным покрытием и обращенным к телу прокладочным материалом; и
нетканый материал, имеющий передний край, задний край и длину материала, соединенную с обращенным к телу прокладочным материалом, причем нетканый материал содержит:
перфорированную зону, содержащую множество отверстий, образованных между узлами и соединительными перемычками нетканого материала и обеспечивающих открытую площадь в процентах для перфорированной зоны нетканого материала, которая составляет более 15%, как определено способом испытаний на основе анализа образца материала;
при этом нетканый материал соединен с обращенным к телу прокладочным материалом с помощью задней поясной механической связи, проходящей через перфорированную зону и покрывающей первичную заднюю поясную область связывания, задней поясной клеевой связи, проходящей через перфорированную зону и покрывающей вторичную заднюю поясную область связывания, которая, по меньшей мере, частично перекрывает первичную заднюю поясную область связывания, и передней поясной связи, проходящей через перфорированную зону и покрывающей переднюю поясную область связывания, которая находится на расстоянии относительно первичной задней поясной области связывания и вторичной задней поясной области связывания,
при этом:
передняя поясная область связывания имеет длину, которая составляет от 20 до 50% длины материала;
первичная задняя поясная область связывания имеет длину, которая составляет от 2 до 10% длины материала; и
вторичная задняя поясная область связывания имеет длину, которая составляет от 2 до 10% длины материала.
13. Изделие по п. 12, отличающееся тем, что вторичная задняя поясная область связывания полностью перекрывает первичную заднюю поясную область связывания.
14. Изделие по п. 12, отличающееся тем, что вторичная задняя поясная область связывания имеет край задней области связывания, который находится на расстоянии относительно заднего края нетканого материала, составляющем от 2 до 10 мм.
15. Изделие по п. 12, отличающееся тем, что вторичная задняя поясная область связывания имеет край задней области связывания, который находится на расстоянии относительно заднего края нетканого материала, составляющем от 2 до 5 мм.
16. Изделие по п. 12, отличающееся тем, что клей задней поясной клеевой связи расположен в количестве от 10 до 20 г/м2.
17. Изделие по п. 12, отличающееся тем, что клей задней поясной клеевой связи расположен в количестве от 12 до 18 г/м2.
18. Изделие по п. 12, отличающееся тем, что нетканый материал дополнительно содержит первую боковую зону и вторую боковую зону, причем каждая из первой боковой зоны и второй боковой зоны проходит между задним краем нетканого материала и передним краем нетканого материала, причем каждая из первой боковой зоны и второй боковой зоны связана с обращенным к телу прокладочным материалом с помощью клея в пределах клеевых областей связывания боковой зоны.
19. Изделие по п. 18, отличающееся тем, что клей в пределах клеевых областей связывания боковой зоны расположен в количестве от 6,5 до 12,5 г/м2.
20. Изделие по п. 12, отличающееся тем, что вторичная задняя поясная область связывания имеет длину, которая составляет от 2 до 5% длины материала.
21. Изделие по п. 1 или 12, отличающееся тем, что нетканый материал расположен относительно обращенного к телу прокладочного материала таким образом, что узлы выступают от базовой плоскости нетканого материала в сторону наружного покрытия.
| WO 2018160161 A1, 07.09.2018 | |||
| US 5244711 A, 14.09.1993 | |||
| АБСОРБИРУЮЩЕЕ ИЗДЕЛИЕ | 2005 |
|
RU2395264C2 |
| АБСОРБИРУЮЩАЯ СТРУКТУРА И АБСОРБИРУЮЩЕЕ ИЗДЕЛИЕ С ЗОНОЙ С ВЫСОКОЙ ВПИТЫВАЮЩЕЙ СПОСОБНОСТЬЮ | 1999 |
|
RU2235559C2 |

