Изобретение относится к силовой электротехнике, в частности к мощным энергетическим установкам для питания аппаратуры с коммутацией и распределением силовых цепей постоянного тока и тока промышленной частоты посредством силовых соединителей с числом центральных контактов от четырех и более с пропускаемыми токами на контакт до 150 А.
Наиболее близким в предлагаемому способу изготовления электрического соединителя является способ изготовления электрического соединителя [1], включающий операции монтажа контактного вывода на одной поверхности электроизоляционного элемента с частью вывода и прикрепление плавкого электропроводящего тела к части вывода.
Недостатком способа- прототипа является недостаточная передача тепла из зоны нагрева переходных сопротивлений контакта на внешнюю поверхность соединителя.
Задача изобретения - повышение термостойкости электрического соединителя.
Поставленная задача достигается тем, что в способе изготовления электрического соединителя, содержащем операции монтажа центрального контакта во внутреннем изоляторе, согласно изобретению во внутренний изолятор дополнительно вводят теплопроводящее кольцо, фиксирующее плавающий контакт в теле изолятора, размещая его таким образом, что появляется зазор между теплопроводящим кольцом и центральным контактом, причем зазор заполняют теплопроводящей смазкой.
Достигаемым техническим результатом является повышение надежности электрического соединителя за счет уменьшения общего переходного сопротивления контактов вилки-розетки и, соответственно, уменьшение основного тепловыделения потерь.
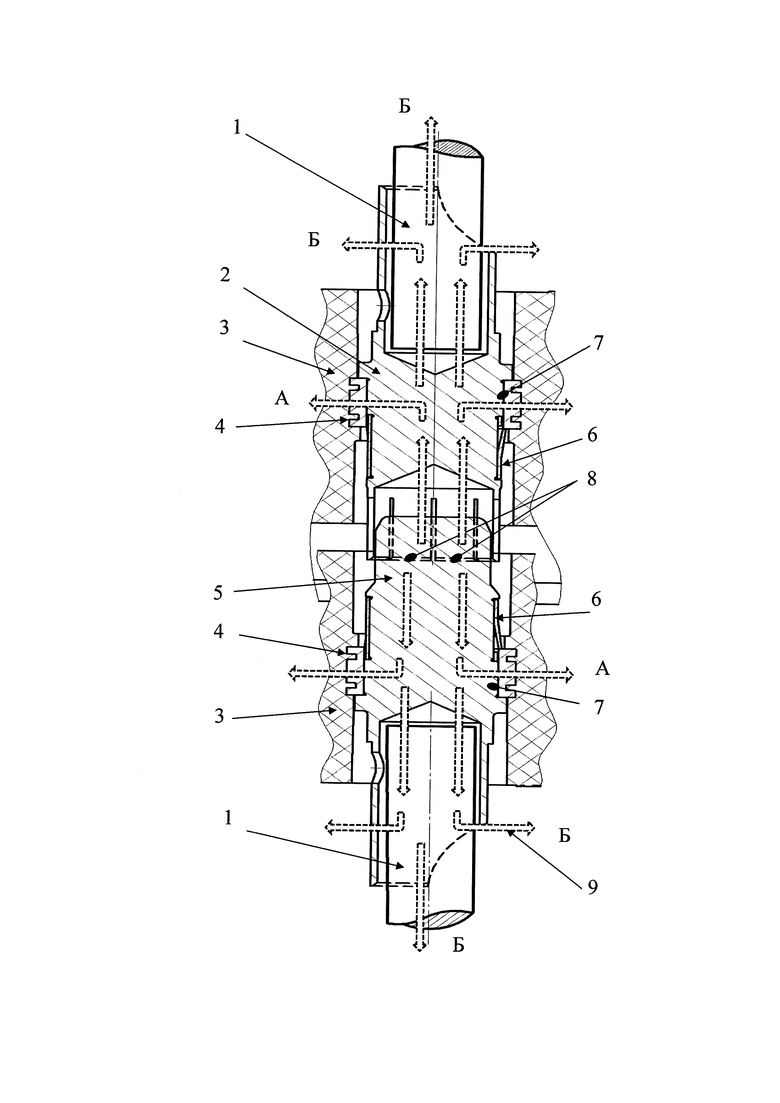
На фигуре представлена конструкция изготавливаемого электрического соединителя, содержащая:
1 - проводник центральный коаксиального или жила силового кабелей, монтируемые в контакты соединителей методом пайки,
2 - контакт центральный (плавающий) соединителя (розетка),
3 - изолятор между центральным контактом и корпусом соединителя (термостойкий пластик или керамика),
4 - кольцо, фиксирующее плавающий контакт в теле изолятора, теплопроводящее, влитое в изолятор,
5 - контакт центральный (плавающий) соединителя (вилка),
6 - кольцо разрезное цанговое, фиксирующее плавающий контакт от смещения вдоль оси,
7 - зазор между центральным контактом и теплопроводящим кольцом 4, заполненный термостойкой теплопроводящей смазкой,
8 - зоны точечного электрического контакта между центральными контактами 2 и 5 (вилки и розетки), количество которых определяется числом лепестков цанги контакта розетки, переходное сопротивление которых определяет основное тепловыделение потерь в сочлененных вилках и розетках,
9 - потоки кондуктивного теплоотвода тепла из зон 8 электрического контакта,
Α - направление потока кондуктивного теплоотвода с поверхности центрального контакта 2 (5) через min слой термостойкой смазки 7 и теплопроводящее кольцо 4 с последующим рассеиванием потока тепла по телу изолятора с конечным выходом его на внешнюю поверхность корпуса соединителя,
Б - направление потока кондуктивного теплоотвода из тела центрального контакта 2 (5) в тело центрального проводника коаксиального кабеля или жилу силового кабеля, имеющих поперечное сечение практически равнозначное поперечному сечению центрального контакта соединителя 2 (5) и теплопроводность не хуже теплопроводности указанных центральных контактов.
Предлагаемый способ работает следующим образом.
При прохождении электрического тока через сочленение электрических контактов соединителя происходит тепловыделение за счет потерь мощности на участках цепи, имеющих активное сопротивление (далее сопротивление), а именно:
- сопротивление проводника 1 (со стороны вилки 2),
- сопротивление вилки 2,
- сопротивление переходное точечных контактов цанги розетки 5 с вилкой 2 (зона 8),
- сопротивление розетки 5,
- сопротивление проводника 1 (со стороны розетки 5).
Сопротивления проводников 1, вилки 2, розетки 5 имеют малые значения ввиду большого поперечного и равномерного вдоль их центральной оси сечения. Сопротивление переходное точечных контактов цанги розетки 5 с вилкой 2 (зона 8) имеет наибольшую составляющую в цепи прохождения тока через сочленение электрических контактов соединителя и соответственно наиболее определяет перегрев контактов соединителя, поэтому применяемые меры уменьшения тепловыделения и дополнительный кондуктивный способ теплоотвода имеют определяющее значение для получения максимальной величины значения рабочего тока через контакты соединителя.
Отсюда:
- применяемые меры уменьшения тепловыделения: обеспечение конструкцией проводников 1, вилки 2, розетки 5 максимально большого по диаметру и площади поперечного и равномерного вдоль их центральной оси сечения, а также увеличение количества лепестков цанги розетки 5 для уменьшения суммарного переходного сопротивления точечных контактов цанги,
- применение кондуктивного способа теплоотвода из зоны 8 точечных контактов цанги розетки 5 с вилкой 2: Α - направление потока кондуктивного теплоотвода по телу контактов 2 и 5 вдоль их центральных осей через теплопроводящий слой смазки, через дополнительные элементы-теплопроводящие кольца 4, влитые в тела изоляторов 3, с распределением тепла по всему их объему; Б - направление потока кондуктивного теплоотвода по телу контактов 2 и 5 вдоль их центральных осей в тело центрального проводника коаксиального кабеля или жилу силового кабеля 1, имеющих поперечное сечение практически равнозначное поперечному сечению центрального контакта соединителя 2 (5).
За счет равномерного распределения кондуктивных потоков теплоотвода по корпусу соединителя и последующего отвода тепла через излучение и конвекцию от всей площади корпуса в результате понижается внутренний перегрев контактов в зоне 8, что позволяет значительно увеличить рабочий ток через соединитель и рабочую температуру внешней среды для соединителя.
Внешняя верхняя рабочая температура среды для предложенного соединителя составляет до 105-130°С, рабочие токи составляют до 150 А на контакт и ограничиваются в дальнейшем температурой размягчения оловянно-свинцового припоя, применяемого для пайки проводника кабеля в хвостовике контактов и рабочей температурой материала его изоляционной оболочки.
Источники информации
1. Заявка №99109028, R12/04, опубл. 27.05.2001.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИЛОВОЙ ЭЛЕКТРИЧЕСКИЙ СОЕДИНИТЕЛЬ | 2020 |
|
RU2726847C1 |
| СИЛОВОЙ ЭЛЕКТРИЧЕСКИЙ СОЕДИНИТЕЛЬ | 2020 |
|
RU2729779C1 |
| Коаксиальный цилиндрический соединитель | 1991 |
|
SU1800538A1 |
| ЭЛЕКТРИЧЕСКИЙ СОЕДИНИТЕЛЬ | 2008 |
|
RU2387061C2 |
| Подводный коаксиальный разъем | 2016 |
|
RU2650195C2 |
| Электрический соединитель | 2023 |
|
RU2824446C1 |
| ГЕРМЕТИЧНЫЙ ТЕПЛОСТОЙКИЙ ЭЛЕКТРИЧЕСКИЙ СОЕДИНИТЕЛЬ | 2002 |
|
RU2231878C2 |
| ОПТИКО-ЭЛЕКТРИЧЕСКИЙ СОЕДИНИТЕЛЬ | 2019 |
|
RU2719771C1 |
| САМОЦЕНТРИРУЮЩИЙСЯ ВЫСОКОЧАСТОТНЫЙ СОЕДИНИТЕЛЬ | 1998 |
|
RU2141154C1 |
| КАБЕЛЬНЫЙ РАЗЪЕМ | 1992 |
|
RU2037929C1 |
Изобретение относится к силовой электротехнике, в частности к мощным энергетическим установкам для питания аппаратуры с коммутацией и распределением силовых цепей постоянного тока и тока промышленной частоты посредством силовых соединителей с числом центральных контактов от четырех и более с пропускаемыми токами на контакт до 150 А. Способ изготовления электрического соединителя содержит операцию монтажа центрального контакта во внутреннем изоляторе. Во внутренний изолятор дополнительно вводят теплопроводящее кольцо, фиксирующее плавающий контакт в теле изолятора, размещая его таким образом, что появляется зазор между теплопроводящим кольцом и центральным контактом. Зазор заполняют теплопроводящей смазкой. Изобретение позволяет повысить надежность электрического соединителя за счет уменьшения общего переходного сопротивления контактов вилки-розетки и, соответственно, уменьшить основное тепловыделение потерь. 1 ил.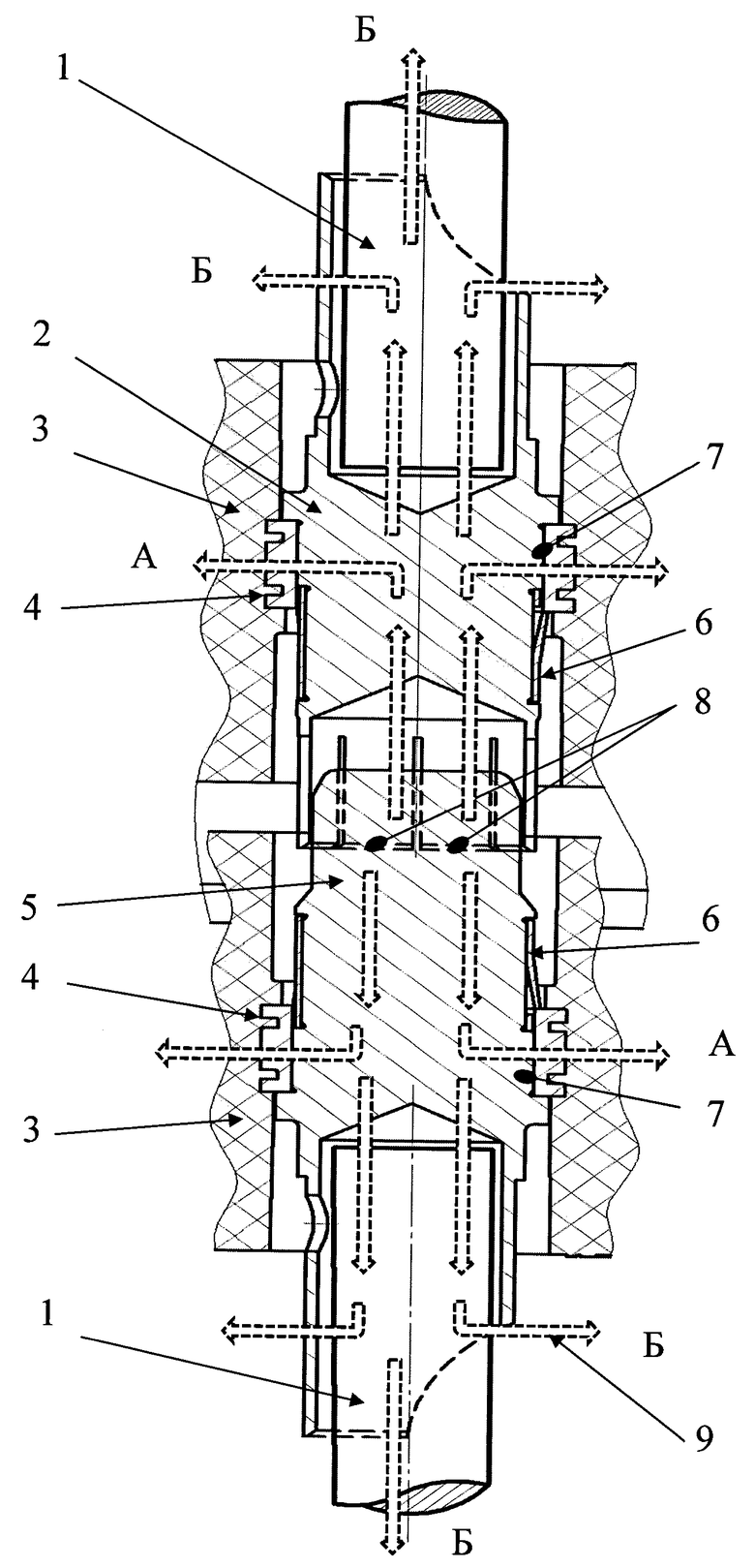
Способ изготовления электрического соединителя, содержащий операции монтажа центрального контакта во внутреннем изоляторе, отличающийся тем, что во внутренний изолятор дополнительно вводят теплопроводящее кольцо, фиксирующее плавающий контакт в теле изолятора, размещая его таким образом, что появляется зазор между теплопроводящим кольцом и центральным контактом, при этом зазор заполняют теплопроводящей смазкой.
| СОЕДИНИТЕЛЬ С ВЫСОКОЙ ПЛОТНОСТЬЮ РАЗМЕЩЕНИЯ ЭЛЕМЕНТОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2208279C2 |
| ЭЛЕКТРИЧЕСКИЙ СОЕДИНИТЕЛЬ | 2008 |
|
RU2387061C2 |
| ПНЕВМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ОРИЕНТАЦИИ ДЕТАЛЕЙ ТИПА ДИСКОВ | 0 |
|
SU201890A1 |
| Электрический соединитель | 1982 |
|
SU1035697A1 |
| SU 1196980 A2, 07.12.1985 | |||
| JP 3164801 B1, 14.05.2001 | |||
| US 4647127 A1, 03.03.1987. | |||

