Изобретение относится к транспортирующим устройствам, в частности к ленточным конвейерам с лентой трубчатой формы, для перемещения насыпных грузов, в том числе кусковых, пылеобразующих, газвыделяющих и пожароопасных, по горизонтальным и вертикальным кривым, с повышенным углом наклона трассы и может быть использовано в горнорудной промышленности.
На современном уровне техники известен трубчатый ленточный конвейер RU 207 334 U1 от 25.10.2021 с перегородками, прикрепленными к ленте по всей длине конвейерной ленты со стороны ее рабочей поверхности на расстоянии друг от друга, предназначенный для транспортирования насыпных грузов вплоть до вертикального направления, при этом поперечные перегородки выполнены в виде отдельных пластин в форме усеченных по бокам полукругов, прикрепленных к ленте с точечным касанием в ступенчатом порядке с взаимным перекрытием, образуют при сворачивании ленты в трубу плотно охватываемые диафрагмы, делящие свернутую ленту в трубу на герметичные камеры, при этом суммарная длина дуг нижней части пластин, также как и сумма длин усеченной верхней части, без учета перекрытия, не превышает ширины ленты. Причем, согласно указанному выше решению, высота перегородок лежит в пределах радиуса трубы, свернутой в ленту.
Недостатком данного технического решения является ограниченная жесткость и устойчивость, количество и размеры мест крепления плоских пластин к ленте для обеспечения точечного контакта, что приводит к увеличению местных нагрузок в ленте от давления транспортируемого груза на пластинчатые перегородки, особенно на наклонных участках.
Кроме того, наличие бокового зазора между лентой и кромкой отдельных пластин ведет к дополнительному увеличению местной нагрузки в узле крепления пластин к ленте в процессе свертывания ленты в трубу, а также при прохождении роликоопор, придающих ленте трубчатую форму. Эти факторы ведут к снижению сроков службы, как ленты, так и роликоопор.
Наиболее близким к заявленному техническому решению является трубчатый ленточный конвейер RU 2 809 420 C1 от 11.12.2023 с перегородками, включающий поперечные перегородки выполненные в виде пластин прикрепленных к ленте по всей длине конвейерной ленты со стороны ее рабочей поверхности на расстоянии друг от друга, высотой, не превышающей радиус трубы, свернутой в ленту, предназначенный для транспортирования насыпных грузов вплоть до вертикального направления, при этом поперечные перегородки выполнены гофрированными с креплением по всей линии примыкания к ленте и образующих при сворачивании ленты в трубу плотные диафрагмы, делящие свернутую в трубу ленту на герметичные камеры.
Недостатком данного технического решения является ограниченная жесткость и формостабильность гофрированных перегородок, при загрузке насыпных грузов, а также высота перегородок не учитывает физических свойств транспортируемого насыпного груза, а определяется радиусом свернутой в трубу ленты. Завышенная высота перегородок приводит к увеличению местных нагрузок в ленте от давления транспортируемого груза на перегородки.
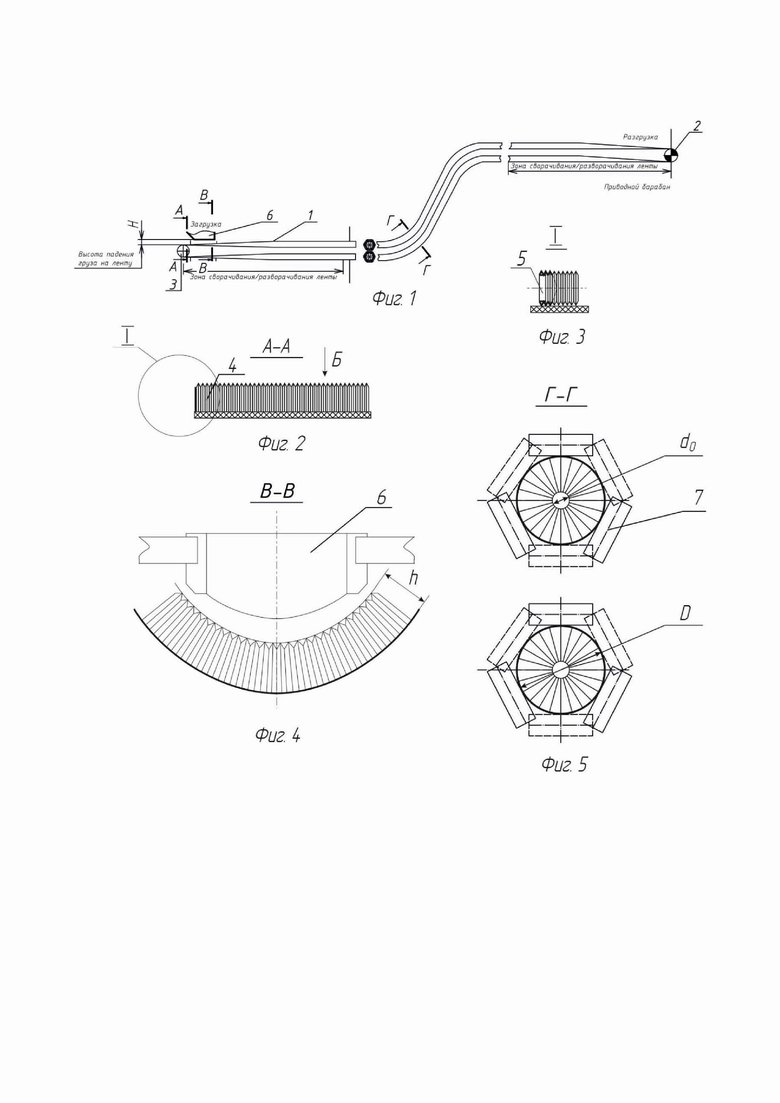
Высота установки загрузочного устройства H (см. Фиг. 1), относительно ленты конвейера определяется высотным габаритом h перегородки.
Увеличение высоты падения перегружаемого насыпного груза ведет к увеличению динамического давления поступающего грузопотока с высоты H (см. Фиг. 1), которое вызывает добавочную силу трения, что отрицательно сказывается на сроке службы ленты и роликоопор, находящихся в зоне установки загрузочного устройства.
Значительное снижение срока службы лент с увеличением высоты падения груза подтверждается результатами исследований износа и долговечности конвейерных лент.
Так, по методике института «Гипроникель», расчетный срок службы ленты обратно пропорционален высоте загрузки (см. Волотковский В.С., Нохрин Е.Г., Герасимова М.Ф. Износ и долговечность конвейерных лент. М., «Недра»,1976, С.89,95).
В связи с вышеизложенным, задачей, на решение которой направлено заявляемое изобретение является повышение надежности, за счет увеличения жесткости, демпфирующей способности и формоустойчивости гофрированных перегородок при эксплуатации конвейера с лентой трубчатой формы, посредством выполнения гофрированной перегородки в виде полой оболочки (по типу сильфона) сохраняющей свою прочность и форму при деформациях изгиба и сжатия под воздействием внешних нагрузок, а также снижение высоты перегородки с учетом физических свойств транспортируемого насыпного груза. Высота перегородки выбирается с учетом размеров остаточного отверстия d0 (см. Фиг. 5) образующегося при сворачивании гофрированной перегородки в разделительную диафрагму диаметром D (см. Фиг. 5).
Размер остаточного отверстия d0 выбирается из условия ограничения истечения сыпучих материалов из бункеров с учетом физических свойств (см. Зенков Р.Л., Гриневич Г.П., Исаев В.С. Бункерные устройства, М., Машиностроение, 1977. УДК 621.86.067, стр.16), при этом высота полой гофрированной оболочки h (см. Фиг. 4) выбирается из условия
h ≥ D- d0 / 2.
Для трубчатых конвейеров, в зависимости от ширины ленты, высота перегородок лежит в пределах половины диаметра, свернутой в ленты в трубу, и составляет до 450мм (для лент шириной 3200мм). Известно (см. Н.Е. Дроздов, В.С. Зеленский. Курсовое и дипломное проектирование по специальности «Строительные машины и оборудование», издательство литературы по строительству, Москва,1970 г. Стр.106), что минимальные размеры выпускных отверстий для некоторых материалов составляют:
Песок сухой ................ 150х150 мм
Гравий до 35 мм...........300х300 мм
Гравий до 100 мм........ 500х500 мм
Цемент ........................ 225х225 мм
Шлак, песок сырой .... 450х450 мм
Щебень до 150 мм ..... 650х650 мм
Соответственно, высота полой гофрированной перегородки из условия ограничения истечения транспортируемого насыпного груза через остаточное отверстие в свёрнутой в диафрагму перегородки, может быть снижена на 75 -300 мм с учетом физических свойств конкретного материала.
Техническое решение поставленной задачи достигается за счет того, что поперечные гофрированные перегородки, прикрепленные к ленте по всей длине конвейерной ленты со стороны ее рабочей поверхности на расстоянии друг от друга, выполнены в виде полой оболочки (по типу сильфона) с креплением к ленте по линии примыкания, образующих при сворачивании ленты в трубу диафрагмы, делящие свернутую в трубу ленту на отдельные камеры, при этом по торцам полой гофрированной перегородки выполнены демпфирующие торцевые мембраны, а высота полой гофрированной перегородки составляет не менее половины разницы диаметров, свернутой в трубу ленты и остаточного отверстия, образующегося в разделительной диафрагме определяемого с учетом физических свойств транспортируемого насыпного груза, из условия ограничения его истечения через остаточное отверстие.
На Фиг. 1 изображён общий вид предлагаемого трубчатого ленточного конвейера; на Фиг. 2 - разрез А-А по Фиг. 1; на Фиг. 3 - выносной элемент с Фиг. 2; на Фиг. 4 - разрез В-В по Фиг. 1 (участок загрузки); на Фиг. 5 - разрез Г-Г по Фиг. 1 (участок с лентой свернутой в трубу).
Трубчатый ленточный конвейер содержит грузовую и порожняковую ветви ленты 1, приводной и натяжной барабаны 2 и 3. В качестве грузонесущей ленты 1 может быть использована как резинотканевая для легких условий эксплуатации, так и резинотросовая для тяжелых условий работы конвейера. По всей длине конвейерной ленты со стороны ее рабочей поверхности на определенном, но не обязательно равном расстоянии друг от друга в поперечном направлении прикреплены полые гофрированные перегородки (по типу сильфона) 4 для предотвращения пересыпания груза на наклонных участках.
Полые гофрированные перегородки 4, выполнены из эластичного материала (например, прочной резиновой смеси) и обладают демпфирующей способностью и формоустойчивостью. Высота полой гофрированной перегородки составляет не менее половины разницы диаметров, свернутой в трубу ленты и остаточного отверстия, образующегося в полой гофрированной перегородке при сворачивании в разделительную диафрагму и определяемого с учетом физических свойств транспортируемого насыпного груза, из условия ограничения его истечения через остаточное отверстие. Для дополнительного демпфирования поступающего насыпного груза в зоне загрузки и формовостановления по торцам полой гофрированной перегородки выполнены демпфирующие торцевые мембраны 5.
Полые гофрированные перегородки монтируются на ленте методом горячей или холодной вулканизации по всей линии примыкания к ленте.
В зоне загрузки материала, где лента имеет форму желоба, установлено загрузочное устройство 6. Снижения высоты полой гофрированной перегородки позволяет уменьшить высоту падения Н транспортированного груза на 75 -300 мм с учетом физических свойств конкретного материала и ширины конвейерной ленты, что положительно сказывается на сроке службы ленты и роликоопор в зоне установки загрузочного устройства.
Загрузка на этом участке трассы осуществляется как в случае с обычной желобчатой лентой. После загрузки транспортируемого груза в процессе движения конвейерная лента принимает трубчатую форму при помощи специально расположенных роликоопор 7. При сворачивании ленты в трубу полые гофрированные перегородки 4, сжимаясь, образуют диафрагмы и делят свернутую в трубу ленту на отдельные камеры.
На наклонных и вертикальных участках трассы нагрузка от веса сыпучего материала воспринимается собранными в диафрагму полые гофрированными перегородками. Истечение транспортируемого груза через остаточное отверстие полой гофрированной перегородки, собранной в диафрагму ограничено высотой перегородки, определенной с учетом его физических свойств.
В конце трассы свернутая в трубу конвейерная лента раскрывается при помощи соответствующим образом расположенных роликоопор и принимает сначала желобчатую, а потом и плоскую форму на барабане с последующей разгрузкой транспортируемого груза.
После разгрузки производится процесс сворачивания порожняковой ветви ленты в трубу, посредством специально расположенных роликоопор, с переходом ленты в плоскую форму перед натяжным барабаном.
Таким образом, при эксплуатации конвейера с лентой трубчатой формы с использованием поперечных перегородок, повышение надежности обеспечивается, путём увеличение жесткости и формоустойчивости гофрированных перегородок, посредством выполнения гофрированных перегородок в виде полой оболочки (по типу сильфона) сохраняющей свою прочность и форму при деформациях изгиба и сжатия под воздействием внешних нагрузок, а также снижение высоты перегородок с учетом физических свойств транспортируемого насыпного груза из условия ограничения его истечения через остаточное отверстие.
| название | год | авторы | номер документа |
|---|---|---|---|
| Трубчатый ленточный конвейер с перегородками | 2023 |
|
RU2809420C1 |
| Ленточный трубный конвейер с перегородками | 2015 |
|
RU2609519C1 |
| КРУТОНАКЛОННЫЙ ЛЕНТОЧНЫЙ КОНВЕЙЕР | 2011 |
|
RU2478549C1 |
| ЛЕНТОЧНЫЙ КОНВЕЙЕР | 1991 |
|
RU2006433C1 |
| ЛЕНТОЧНЫЙ КОНВЕЙЕР ДЛЯ УВЕЛИЧЕННЫХ УГЛОВ НАКЛОНА | 2011 |
|
RU2456221C1 |
| КРУТОНАКЛОННЫЙ КОНВЕЙЕР ДЛЯ НАСЫПНЫХ ГРУЗОВ | 2014 |
|
RU2613471C2 |
| Крутонаклонный конвейер | 1990 |
|
SU1776246A3 |
| Лента крутонаклонного конвейера | 1979 |
|
SU852730A1 |
| ЛЕНТОЧНЫЙ КОНВЕЙЕР | 1999 |
|
RU2220088C2 |
| СТЕНД ДЛЯ ИССЛЕДОВАНИЯ ПАРАМЕТРОВ ЛЕНТЫ С ПОПЕРЕЧНЫМИ ПЕРЕГОРОДКАМИ ДЛЯ КРУТОНАКЛОННОГО ЛЕНТОЧНОГО КОНВЕЙЕРА | 2011 |
|
RU2478925C1 |
Предлагается трубчатый ленточный конвейер с перегородками, прикрепленными к ленте по всей длине конвейерной ленты со стороны ее рабочей поверхности на определенном, но не обязательно равном, расстоянии друг от друга, предназначенный для перемещения насыпных грузов, в том числе мелкодисперсных, обеспечивающий крутонаклонное транспортирование грузов вплоть до вертикального направления. Поперечные гофрированные перегородки выполнены в виде полой оболочки по типу сильфона с креплением к ленте по линии примыкания, образующие при сворачивании ленты в трубу диафрагмы, делящие свернутую в трубу ленту на отдельные камеры. Обеспечивается повышение надежности за счет увеличения жесткости и формоустойчивости гофрированных перегородок. 2 з.п. ф-лы, 5 ил.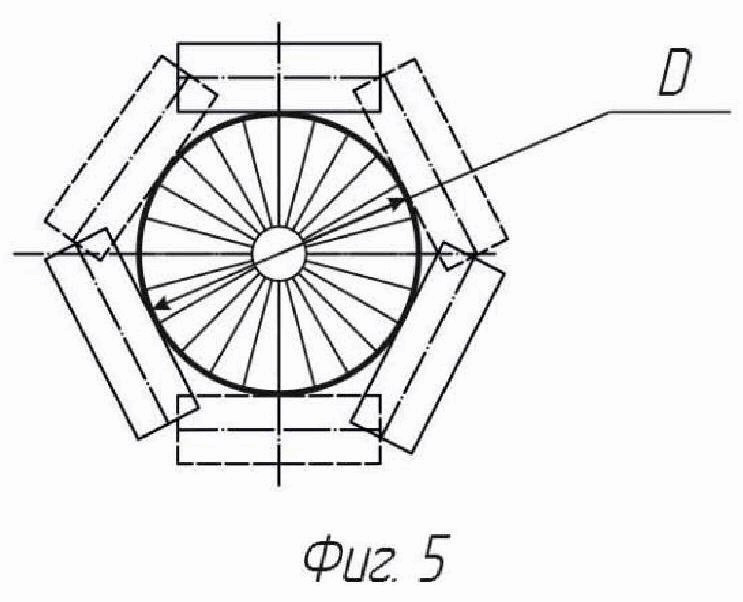
1. Трубчатый ленточный конвейер с перегородками, включающий поперечные гофрированные перегородки, прикрепленные к ленте по всей длине конвейерной ленты со стороны ее рабочей поверхности на расстоянии друг от друга, предназначенный для транспортирования насыпных грузов вплоть до вертикального направления, отличающийся тем, что поперечные гофрированные перегородки выполнены в виде полой оболочки по типу сильфона с креплением к ленте по линии примыкания, образующие при сворачивании ленты в трубу диафрагмы, делящие свернутую в трубу ленту на отдельные камеры.
2. Трубчатый ленточный конвейер по п.1, отличающийся тем, что по торцам полой гофрированной перегородки выполнены демпфирующие торцевые мембраны.
3. Трубчатый ленточный конвейер по п.1, отличающийся тем, что высота полой гофрированной перегородки составляет не менее половины разницы диаметров свернутой в трубу ленты и остаточного отверстия в разделительной диафрагме, определяемого с учетом физических свойств транспортируемого насыпного груза из условия ограничения его истечения через остаточное отверстие.
| Трубчатый ленточный конвейер с перегородками | 2023 |
|
RU2809420C1 |
| СПОСОБ ПРОФИЛАКТИКИ ГРЫЖ ПОСЛЕ КЕСАРЕВА СЕЧЕНИЯ | 0 |
|
SU207334A1 |
| Ленточный трубный конвейер с перегородками | 2015 |
|
RU2609519C1 |
| JP 3825452 B2, 27.09.2006. | |||

