Изобретение относится к горной промышленности и может быть использовано для возведения крепи шахтных стволов.
Известен способ крепления шахтного ствола, включающий возведение тюбинговой крепи и бетонирование закрепного пространства (Пат. 25117339, МПК E21D 5/12. Проходческий полок).
Недостатками данного способа является высокая трудоемкость и стоимость возведения шахтной крепи. Элементы шахтной крепи (тюбинги) громоздки и обладают значительной массой, а их монтаж в выработках небольшого сечения неудобен и трудно поддается механизации, что приводит к большим затратам времени на крепление выработок, резко снижая скорость проходки и увеличивая ее стоимость.
Наиболее близким к предполагаемому изобретению является способ проходки вертикальных стволов и комплекс для его осуществления (Пат. 2613999, МПК E21D 1/08. Способ проходки вертикальных стволов и комплекс для его осуществления).
Недостатками данного способа является отсутствие автоматизации и компьютерного управления при возведении тюбинговой колонны и бетонировании закрепного пространства, что приводит к большим временным издержкам на возведения крепи и низкой производительности, а, следовательно, к низкой скорости возведения крепи и низкой точности при возведении строительных конструкций, а также сложности в поддержании качества работ на требуемом уровне.
Технический результат данного изобретения заключается в сокращении сроков строительства крепи и увеличении точности возведения строительных конструкций, а также повышении безопасности ведения горных работ при ее возведении за счет автоматизированного процесса строительства крепи.
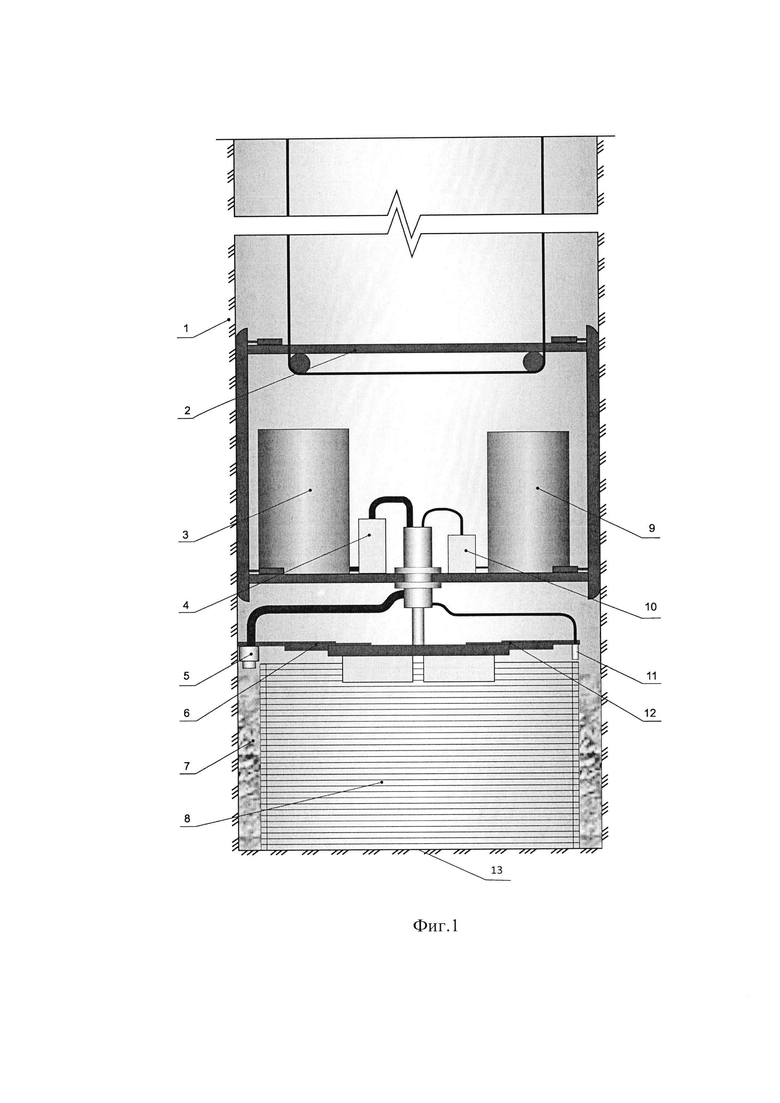
Сущность предлагаемого изобретения поясняется чертежом, где представлена конструкция для возведения постоянной крепи шахтного ствола.
На чертеже обозначено: 1 - стенка ствола; 2 - многоярусный проходческий полок; 3 - емкость для бетона; 4 - насос для подачи бетона; 5 - устройство для подачи бетона; 6 - робот-манипулятор для подачи бетона; 7 - закрепное пространство; 8 - постоянная крепь; 9 - емкость для материала 3D-печати, 10 - насос для подачи материала 3D-печати; 11 - устройство подачи материала 3D-печати; 12 - робот-манипулятор для подачи материала 3D-печати; 13 - забой шахтного ствола.
Способ осуществляется следующим образом.
После проходки шахтного ствола и возведения временной крепи осуществляют 3D-съемку шахтного ствола на всю его длину с обработкой данных и дальнейшей оценкой фактических параметров будущей возводимой постоянной крепи, а именно ее диаметра/радиуса и длины, положения оси ствола, объема закрепного пространства. На основании этих данных разрабатывают 3D-модель постоянной крепи.
На шахтном многоярусном проходческом полке 2 размещают оборудование для 3D-печати, а именно: емкость для материала 3D-печати 9, насос для подачи материала 3D-печати 10, робот-манипулятор для подачи материала 3D-печати 12 и устройство подачи материала 3D-печати 11.
В качестве материала для 3D-печати используют быстротвердеющий реакционно-порошковый бетон, армированный стальной или полимерной микрофиброй, ABS-пластик или смесь металлических сплавов.
Также на полке 2 размещают оборудование для подачи бетона, а именно: емкость для бетона 3, насос для подачи бетона 4, робот-манипулятор для подачи бетона 6 и устройство для подачи бетона 5.
Параметры оборудования для подачи бетона и материала для 3D-печати (плечо/длина роботов-манипуляторов) задают исходя из данных 3D-съемки/3D-модели. Объем емкостей для бетона и 3D-печати выбирается исходя из необходимости печати крепи и заполнения закрепного пространства на одну заходку крепи, определяемую проектом. Емкости для бетона и печати крепи заполняются (пополняются) бадьями, либо другим известным способом.
При помощи кабельной подвесной системы полок опускают в забой шахтного ствола 13.
Далее возводят постоянную крепь 8 при помощи оборудования для 3D-печати на глубину одной заходки в автоматическом режиме под управлением специального программного обеспечения (компьютерное управление), послойно печатая слои один за другим следующим образом: робот-манипулятор для подачи материала 3D-печати 12 вращается по окружности, при этом пастообразная смесь выходит через сопло устройства подачи материала для 3D-печати 11 и застывает, постепенно составляя из слоев трехмерный объект - постоянную крепь 8 на высоту одной заходки, определяемую проектом исходя из параметров ствола и оборудования для 3D-печати.
Затем в пространство между одной заходкой возведенной постоянной крепи 8 и стенкой шахтного ствола 1 подают бетон при помощи робота-манипулятора 6, вращающегося по окружности через сопло устройства для подачи бетона 5. После чего оборудование для 3D-печати поднимают вверх на высоту одной заходки и возводят следующую заходку постоянной крепи и так далее по циклу до возведения постоянной крепи на всю длину ствола и полного заполнения закрепного пространства 7 бетоном.
Общий объем бетона и материала для 3D-печати, необходимый для возведения крепи на всю длину ствола и заполнения закрепного пространства, рассчитывают при помощи программного обеспечения оборудования для 3D-печати и подачи бетона на основании построенной ранее 3D-модели.
Применение данного способа позволяет возводить крепь шахтного ствола в кратчайшие сроки в автоматическом режиме (без участия персонала), и, соответственно, снизить стоимость ее возведения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ проходки вертикальных стволов и комплекс для его осуществления | 2015 |
|
RU2613999C2 |
| СПОСОБ ЦИКЛИЧЕСКОЙ ПРОХОДКИ ВЕРТИКАЛЬНЫХ СТВОЛОВ ШАХТ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2547851C1 |
| Способ проходки и крепления вертикальных и наклонных выработок и щитовой комплекс для его осуществления | 2015 |
|
RU2607824C1 |
| СПОСОБ КРЕПЛЕНИЯ СТВОЛА МОНОЛИТНЫМ БЕТОНОМ | 2013 |
|
RU2524928C1 |
| СПОСОБ ПРОХОДКИ ВЕРТИКАЛЬНЫХ ШАХТНЫХ СТВОЛОВ В НЕУСТОЙЧИВЫХ И ОБВОДНЕННЫХ ПОРОДАХ | 2013 |
|
RU2534274C1 |
| Способ возведения монолитной бетонной крепи | 1990 |
|
SU1723332A1 |
| СПОСОБ СООРУЖЕНИЯ ШАХТНОГО СТВОЛА, СТВОЛОПРОХОДЧЕСКИЙ КОМБАЙН, ПОРОДОРАЗРУШАЮЩИЙ АГРЕГАТ И УСТРОЙСТВО ДЛЯ ВОЗВЕДЕНИЯ АРМИРУЮЩЕЙ КРЕПИ (ВАРИАНТЫ) | 2015 |
|
RU2592580C1 |
| СПОСОБ ПРОХОДКИ ШАХТНЫХ СТВОЛОВ | 2007 |
|
RU2361085C1 |
| Способ проходки шахтного ствола | 1988 |
|
SU1606698A1 |
| Способ проходки глубоких шахтных стволов в слабых обводненных породах | 1983 |
|
SU1126698A1 |
Изобретение относится к горной промышленности и может быть использовано для возведения крепи шахтных стволов. Способ возведения крепи шахтных стволов включает проходку шахтного ствола, 3D-съемку пройденного шахтного ствола на всю его глубину, разработку 3D-модели постоянной крепи на основании данных съемки. Затем в шахтный ствол опускают многоярусный проходческий полок, на котором размещают оборудование для 3D-печати крепи и оборудование для подачи бетона. С помощью оборудования для 3D-печати возводят постоянную крепь на высоту одной заходки в автоматическом режиме на основании 3D-модели. Затем с помощью оборудования для подачи бетона заполняют закрепное пространство на высоту одной заходки возведенной постоянной крепи и так далее по циклу до возведения постоянной крепи на всю длину шахтного ствола и полного заполнения закрепного пространства бетоном. Оборудование для 3D-печати состоит из емкости для материала 3D-печати, насоса, робота-манипулятора и устройства подачи материала. Оборудование для подачи бетона состоит из емкости для бетона, насоса, робота-манипулятора и устройства для подачи бетона. В качестве материала для 3D-печати используют быстротвердеющий реакционно-порошковый бетон, армированный стальной или полимерной микрофиброй, ABS-пластик или смесь металлических сплавов. Техническим результатом является сокращение сроков строительства крепи и увеличение точности возведения строительных конструкций, повышение безопасности ведения горных работ. 3 з.п. ф-лы, 1 ил.
1. Способ возведения крепи шахтных стволов, включающий проходку шахтного ствола, возведение постоянной крепи заходками, бетонирование закрепного пространства, отличающийся тем, что осуществляют 3D-съемку пройденного шахтного ствола на всю его глубину, на основании данных съемки разрабатывают 3D-модель постоянной крепи, после чего в шахтный ствол опускают многоярусный проходческий полок, на котором размещают оборудование для 3D-печати крепи и оборудование для подачи бетона, затем с помощью оборудования для 3D-печати возводят постоянную крепь на высоту одной заходки в автоматическом режиме на основании 3D-модели, после чего с помощью оборудования для подачи бетона заполняют закрепное пространство на высоту одной заходки возведенной постоянной крепи и так далее по циклу до возведения постоянной крепи на всю длину шахтного ствола и полного заполнения закрепного пространства бетоном.
2. Способ по п. 1, отличающийся тем, что оборудование для 3D-печати состоит из емкости для материала 3D-печати, насоса, робота-манипулятора и устройства подачи материала.
3. Способ по п. 1, отличающийся тем, что оборудование для подачи бетона состоит из емкости для бетона, насоса, робота-манипулятора и устройства для подачи бетона.
4. Способ по п. 2, отличающийся тем, что в качестве материала для 3D-печати используют быстротвердеющий реакционно-порошковый бетон, армированный стальной или полимерной микрофиброй, ABS-пластик или смесь металлических сплавов.
| Способ проходки вертикальных стволов и комплекс для его осуществления | 2015 |
|
RU2613999C2 |
| СПОСОБ ЦИКЛИЧЕСКОЙ ПРОХОДКИ ВЕРТИКАЛЬНЫХ СТВОЛОВ ШАХТ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2547851C1 |
| CN 108247811 A, 06.07.2018 | |||
| JP 2019098694 A, 24.06.2019 | |||
| CN 214836403 U, 23.11.2021 | |||
| Османов С.Г | |||
| и др | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |

