Область техники
Изобретение относится к строительной области, а именно к устройству несъемной бетонной опалубки, а также к сборочно-монолитному строительству и может быть использовано, в частности, для строительства жилых домов, зданий и сооружений различного назначения, изготовления частей и элементов зданий, деталей строительных конструкций из бетона или иных строительных смесей.
Уровень техники
Из уровня техники известна многослойная стеновая панель (см. [1] патент РФ на изобретение № 2336395, МПК Е04С 2/284, Е04В 2/84, опубл. 20.10.2008), содержащая соединенные между собой слои, один из которых является несущим и формируемым между съемными опалубками, а другой является теплоизолирующим, отличающаяся тем, что несущий слой выполнен внутренним из керамзитобетона с расположенной внутри него арматурой из ПВХ труб, установленных в вертикальном направлении, и из металлических стержней, уложенных в горизонтальном направлении, теплоизолирующий слой выполнен из пенопласта, в котором проложены коммуникации, дополнительно многослойная стеновая панель содержит фасадный слой из гипсоволокнистого листа влагостойкого (ГВЛВ), армирующий слой из мелкоячеистой стеклотканевой сетки, тепло-, влаго- и звукоизолирующий слой из экструдированного пенополистирола, слой для внутренней отделки из гипсокартонного листа влагостойкого (ГКЛВ), при этом слои соединены между собой склеиванием, а сверху между тепло-, влаго- и звукоизолирующим слоем из экструдированного пенополистирола и теплоизолирующим слоем из пенопласта сформирована полость за счет выполнения фасадного слоя из ГВЛВ с тепло-, влаго- и звукоизолирующим слоем из экструдированного пенополистирола и теплоизолирующего слоя из пенопласта со слоем для внутренней отделки из ГКЛВ большими по высоте, чем внутренний несущий слой из керамзитобетона.
Недостатком указанного выше технического решения является то, что для изготовления панели используется съемная опалубка и различные технологии для изготовления каждого слоя, что увеличивает сроки изготовления и трудозатраты. Кроме того, технология изготовления панелей не позволяет гибко варьировать их форму и конфигурацию без увеличения времени и трудозатрат, необходимых для этого. А также, не предложен способ обеспечения достаточной адгезии бетонного слоя со слоями опалубки.
Из уровня техники известен комплект несъемной опалубки (см. [2] патент РФ на изобретение № 2459913, МПК Е04В 2/84, Е04С 1/00, Е04В 5/36, опубл. 27.08.2012), включающий блок стеновой основной, скрепку универсальную для скрепления блоков стеновых между собой, перемычку надпроемную и блок перекрытия-покрытия, отличающийся тем, что блоки несъемной опалубки изготовлены из жесткого пенополиуретана, имеющего высокие теплоизоляционные и шумопоглощающие свойства с повышенной химической стойкостью к воздействию солей, находящихся в бетонах (пенобетонах), а также имеют на лицевой стороне декоративную отделку наружной поверхности в заводских условиях заодно с блоком, а с внутренней стороны блок имеет на своей поверхности вплавленный спрофилированный согласно геометрии поверхности лист, и/или просечно-вытяжной лист, и/или мелкоячеистую сетку.
Недостатком указанного выше технического решения является то, что несъемная опалубка выполнена из низкопрочного материала, что затрудняет, например, установку на стены зданий различного оборудования. Также, предлагаемый материал опалубки обуславливает технологическую сложность в изготовлении панелей сложной формы и связанные с этим высокие временные и трудовые затраты. Кроме того, выбор тепло- и шумоизолирующих материалов ограничен только пенополиуретаном, предлагаемым в изобретении. А также, не предложен способ обеспечения достаточной адгезии бетонного слоя со слоями опалубки.
Также из уровня техники известен способ возведения монолитных стен жилых домов, зданий и сооружений в несъемной опалубке (см. [3] патент РФ на изобретение № 2387762, Е04В 2/84, опубл. 27.04.2010), включающий установку щита опалубки с фиксацией расстояния между щитами хомутами на момент заливки бетоном, отличающийся тем, что осуществляется порядная установка на технологическом горизонте вначале внутренних панелей на раствор по уровню по всему периметру дома, включая несущие перегородки, затем закрепляется утеплитель со стороны заливки бетона с учетом обеспечения перекрытия с утеплителем следующего верхнего ряда, устанавливаются наружные облицовочные панели, изготовленные специально с выступающей на нелицевой стороне арматурой, предназначенной для укладки горизонтальной арматуры стен, и с цилиндрическими углублениями по два сверху и снизу панели, в которые устанавливаются стержни, обеспечивая необходимый зазор между панелями, облицовочные панели устанавливаются по вертикали с помощью хомутов, например, из вязальной проволоки, один конец которой вяжется к вставленному в углубление облицовочной панели стержню, а второй после достижения вертикальности фиксируется гвоздем в верхний торец внутренней панели, арматура стен укладывается по мере установки облицовочных панелей на выступающую из облицовки арматуру и зацепляется с концами соседней арматуры крючком, зазоры между облицовочными панелями затыкаются резиновыми или пластиковыми шлангами (трубками) соответствующего диаметра, которые после затвердевания бетона вынимаются и готовятся для дальнейшего использования, бетон заливается после подготовки одного или нескольких рядов, вплоть до целого этажа.
Недостатком указанного выше способа является то, что в качестве опалубки используются щиты, что сильно затрудняет (увеличивает время и трудозатраты) изготовление стен с криволинейными сложными формами. А также, не предложен способ обеспечения достаточной адгезии бетонного слоя со слоями опалубки.
Наиболее близким аналогом, взятым за прототип, является способ бетонирования конструкций с применением несъемной железобетонной и (или) армоцементной опалубки (см. [4] патент РФ на изобретение №2468158, Е04В 2/84, опубл. 27.11.2012), включающий обработку активной поверхности опалубки с нанесением вертикальных штроб и укладку с вибрированием бетонной смеси в опалубку, отличающийся тем, что перед укладкой бетонной смеси в несъемную железобетонную и (или) армоцементную опалубку бетонную смесь подвергают предварительному электроразогреву переменным током до температур, превышающих на 25-45° температуру активной поверхности опалубки, причем обработку активной поверхности опалубки ведут струей воды высокого давления 8-16 атм через 4-8 ч после формования палубы, при этом нанесение дополнительных наклонных штроб на активную поверхность опалубки осуществляют под углом 45±15° по отношению к вертикальным штробам, а вертикальные и наклонные штробы наносят путем механической нарезки.
Недостатком указанного выше способа является то, что обработка внутренней поверхности опалубки (нанесение штроб) для обеспечения достаточного сцепления основного бетонного слоя со слоями опалубки является технологически сложной операцией, замедляющей процесс изготовления изделия.
Сущность изобретения
Задачей заявляемого изобретения является устранение недостатков аналогов и прототипа, а также создание возможности изготовления универсальной стеновой панели, несущей функции одновременно несъемной опалубки и стеновой панели для элементов зданий, в том числе и несущих, со сложной геометрической формой без увеличения сроков и трудозатрат, необходимых для этого по сравнению с аналогичными элементами простой формы. Также, задачей изобретения является обеспечение необходимого сцепления внутреннего бетонного слоя со слоями опалубки без необходимости использовать дополнительные технологические операции. Кроме того, изобретение позволяет изготавливать стеновые панели без ограничений по применяемым шумо- и теплоизоляционным наполнителям, при этом сама панель, описанная в изобретении имеет в своем конструктиве несъемную бетонную опалубку, то есть обеспечивает высокие несущие и эксплуатационные характеристики стен здания, и позволяет объединить опалубку для несущих и ненесущих участков стены в один элемент, облегчая и ускоряя монтажные работы.
Техническим результатом изобретения является снижение времени изготовления и трудозатрат при изготовлении элемента опалубки, и обеспечение необходимых высоких и эксплуатационных характеристик элементов зданий.
Указанный технический результат достигается за счет того, что универсальная стеновая панель, напечатанная на 3D-принтере, содержит две боковые стенки, расположенные на расстоянии по ширине друг от друга, при этом внутренние поверхности указанных боковых стенок соединены при помощи перемычек с образованием внутреннего пространства, образованного перемычками и боковыми стенками, и выступающих противоположных концов боковых стенок, причем наружная поверхность указанных боковых стенок выполнена гладкой, а внутренняя, активная поверхность указанных боковых стенок выполнена с естественными углублениями, которые улучшают сцепление заполнителя со стенками опалубки.
Естественные углубления выполнены в виде борозды необходимой формы.
Перемычки выполнены из металлической или неметаллической арматуры.
Перемычки выполнены из бетонной смеси, напечатанные на 3D-принтере.
Образованное внутреннее пространство между перемычками заполнено заполнителем.
Образованное внутреннее пространство между перемычками заполнено заполнителем с арматурой.
В качестве заполнителя используют бетон, пенобетон, пенополистирол, пеностеклогранулят.
На торцах панели имеются выступы, образованные боковыми стенками.
Боковые стенки имеют внутреннюю нишу для заполнения утеплителем или шумоизоляцией.
Способ изготовления универсальной стеновой панели включает следующие стадии:
- печать на 3D-принтере боковых стенок стеновой панели, расположенных на расстоянии по ширине друг от друга и соединенных перемычками, при помощи последовательно уложенных друг на друга слоев бетона с образованием внутреннего пространства, образованного перемычками и боковыми стенками, и выступающих противоположных концов боковых стенок. Формование слоев в процессе печати таким образом, чтобы на внутренних поверхностях боковых стенок панели образовывались бороздки. В зависимости от конструктива панели и необходимых свойств между слоями укладывается арматура (в поперечном, продольном направлении);
- затвердевание бетона и формирование на внутренних поверхностях боковых стенок элемента опалубки после затвердевания бетона естественных выпуклостей боковой части слоев и естественных углублений между слоями, образованные в процессе формования смеси при печати;
- установка в полость напечатанной опалубки армокаркаса (в случае если стеновая панель должна выполнять несущие функции);
- заполнение внутренней полости панели (опалубки) заполнителем (бетон либо утеплитель).
Естественные углубления выполнены в виде борозды необходимой формы.
Перемычки выполнены из металлической или неметаллической арматуры, укладываемые в процессе 3D-печати в слой бетона боковых стенок.
Перемычки выполнены из бетонной смеси, напечатанные на 3D-принтере вместе с боковыми стенками.
Образованное внутреннее пространство между перемычками заполнено заполнителем.
Образованное внутреннее пространство между перемычками заполнено заполнителем с арматурой
Краткое описание чертежей
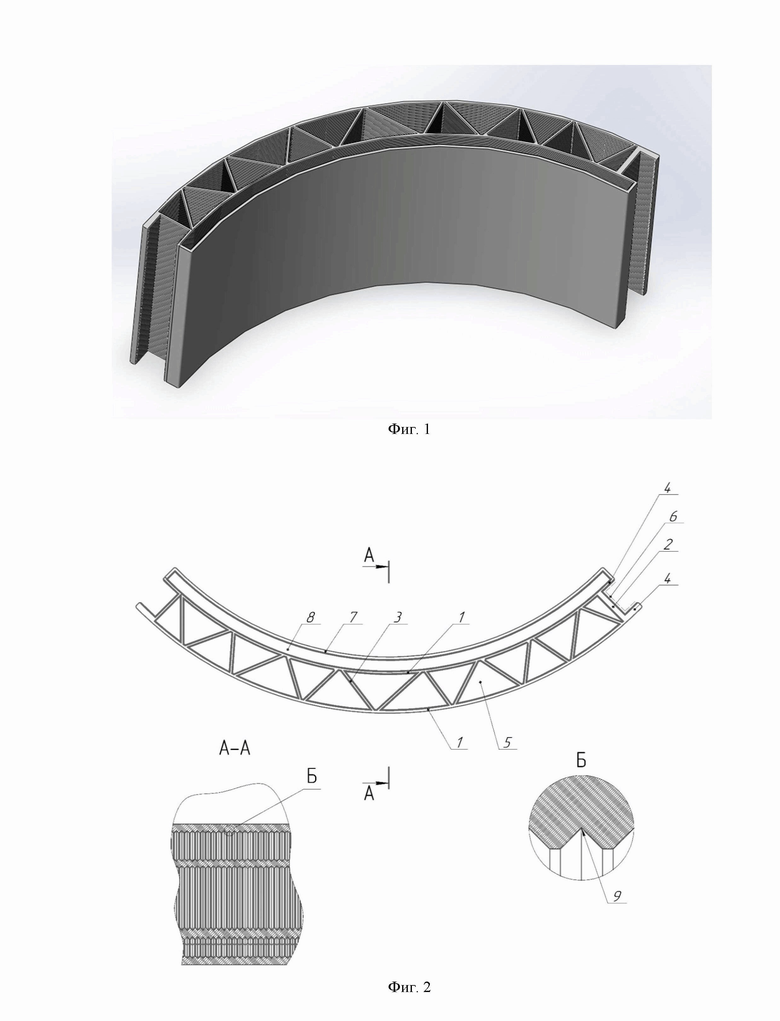
Фиг. 1 - общий вид варианта исполнение универсальной стеновой панели.
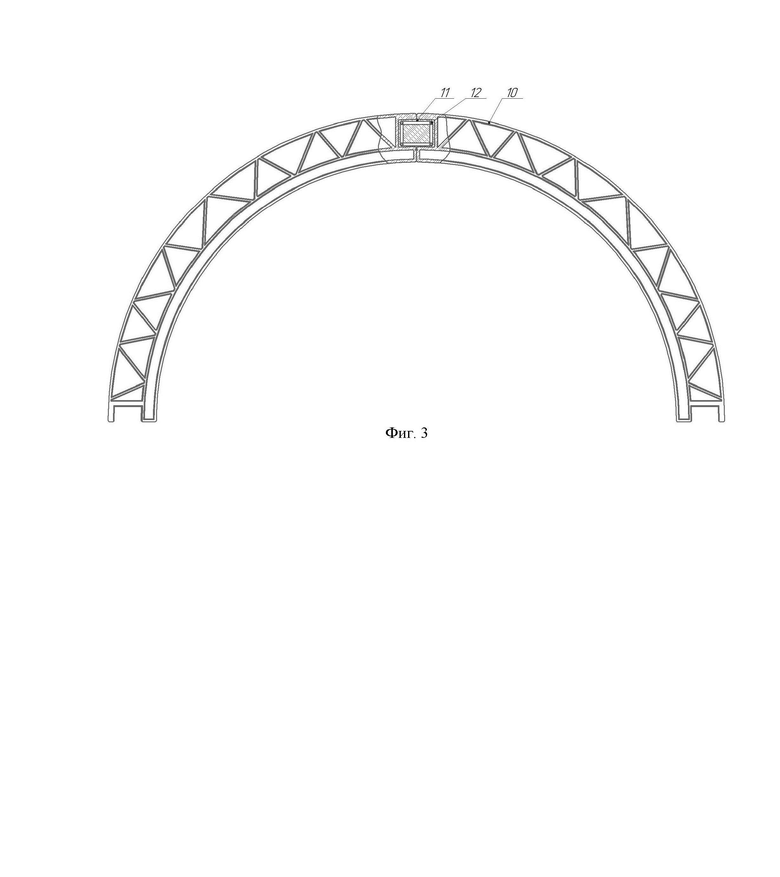
Фиг. 2 - вариант исполнения универсальной стеновой панели.
1 - боковые стенки панели; 2 - торцевые перемычки; 3 - внутренние перемычки;
4 - выступы на торцах панели; 5 - полость для заполнения заполнителем;
6 - полость для армокаркаса; 7 - дополнительная стенка; 8 - дополнительная полость; 9 - бороздка.
Фиг. 3 - вариант стены, изготовленной из двух универсальных панелей.
10 - универсальная стеновая панель; 11 - бетонный заполнитель; 12 - армокаркас.
Осуществление изобретения
Универсальная стеновая панель, напечатанная на 3D-принтере, содержит две боковые стенки (1), расположенные на расстоянии по ширине друг от друга. При этом внутренние поверхности указанных боковых стенок (1) соединены при помощи перемычек (2, 3) с образованием внутреннего пространства, образованного перемычками (2, 3) и боковыми стенками (1), и выступающих противоположных концов боковых стенок (4) на торцах, причем наружная поверхность указанных боковых стенок (1) выполнена гладкой, а внутренняя, активная поверхность указанных боковых стенок (1) выполнена с естественными углублениями - бороздками (9).
Естественные углубления выполнены в виде борозды необходимой формы. В зависимости от исполнения формующего органа экструдера, форма борозд может быть любой, например V-образной, прямоугольной, круглой и т.д.
Боковые стенки (1) выполнены в виде листового материала из бетона и могут быть любой формы, например: прямоугольной формы с выступающими за габариты по ширине и длине боковыми стенками по торцам; прямоугольной формы с не выступающими за габариты по ширине и длине боковыми стенками по торцам; прямоугольной формы с выступающими за габарит по длине боковыми стенками; непрямоугольной формы с вступающими боковыми стенками таким образом, чтобы при стыковке с другими боковыми стенками образовывался замкнутый контур опалубки.
Панель может иметь дополнительную стенку (7), образующую с любой из стенок (1) полость (8) для заполнения тепло- или шумоизоляцией.
Перемычки (3) выполнены из металлической или неметаллической арматуры.
Перемычки (3) выполнены из бетонной смеси, напечатанные на 3D-принтере.
Образованное внутреннее пространство между перемычками (5) заполнено заполнителем.
Образованное внутреннее пространство между перемычками (5) заполнено заполнителем с арматурой.
Способ изготовления элемента универсальной стеновой панели включает следующие стадии:
- печать на 3D-принтере боковых стенок (1) стеновой панели, расположенных на расстоянии по ширине друг от друга и соединенных перемычками (2, 3), при помощи последовательно уложенных друг на друга слоев бетона с образованием внутреннего пространства (5), образованного перемычками (2, 3) и боковыми стенками (1), и выступов на торцах панели (4), образующими полость (6) для армокаркаса (12);
- затвердевание бетона и формирование на внутренних поверхностях боковых стенок (1) элемента опалубки после затвердевания бетона естественных выпуклостей боковой части слоев и естественных углублений (9) между слоями, образованные в процессе деформации смеси, при этом наружные боковые поверхности (1) после затвердевания выполнены гладкими.
Перемычки (3) выполнены из металлической или неметаллической арматуры. Перемычки (3) выполнены из бетонной смеси, напечатанные на 3D-принтере. Образованное внутреннее пространство между перемычками (5) заполнено заполнителем.
Образованное внутреннее пространство между перемычками (5) заполнено заполнителем с арматурой.
Боковые стенки (1) элемента несъемной опалубки изготавливаются путем 3D-печати на строительном 3D-принтере, что позволяет реализовать любую форму панели. При этом боковые стенки состоят из наружной, гладкой и внутренней с естественными углублениями поверхностей. При экструзии бетона в процессе печати формовочные устройства 3D-принтера за один проход формируют определенную толщину слоя укладываемой бетонной смеси будущей боковой стенки (1) элемента несъемной опалубки. Для формирования необходимой высоты будущей боковой стенки формовочные устройства 3D-принтера формуют несколько слоев бетонной смеси. В результате печати нескольких слоев бетонной смеси на внутренних поверхностях боковых стенок (1) элемента опалубки после затвердевания остаются естественные выпуклости боковой части слоев и углубления (9) между слоями, образованные в процессе деформации смеси, а наружные боковые поверхности слоев опалубки заглаживаются до ровной плоскости (фиг. 2). При этом в процессе 3D-печати также может осуществляться печать перемычек (2, 3) вместе с боковыми стенками (1, 7), либо перемычки (3) из металлической или неметаллической арматуры укладываются на слой бетона и после затвердевания бетона перемычки (3) зафиксированы в боковых стенках. В результате соединения нескольких элементов при помощи стыковки выступающих концов образуется единая конструкция (фиг. 3) опалубки для несущих элементов здания, например, колонн и стен. Формирование элемента опалубки осуществляют при помощи 3D-принтера, содержащего формовочное устройство. В этом случае осуществляется последовательная печать слоев для каждой боковой стенки (1, 7) элемента опалубки путем прохода принтера по длине будущих боковых стенок. Количество проходов зависит от необходимой высоты боковых стенок (1, 7) элемента опалубки. В образованное пространство при соединении выступающих торцевых элементов (4) между боковыми стенками (1) и перемычками устанавливается армокаркас (12), далее указанное пространство заполняется бетоном (11). В качестве заполнителя внутренних полостей (5) применяют обычный бетон, пенополистирол, пеностеклогранулят и др. тепло-, либо шумоизоляционные материалы. Дополнительная полость (8) заполняется тепло-, либо шумоизоляционными материалами.
Таким образом, заявленное изобретение позволяет снизить время изготовления и трудозатраты при изготовлении опалубки и стеновых панелей за счет применения универсальной стеновой панели, изготовленной методом 3D-печати, а также обеспечить необходимые высокие и эксплуатационные характеристики элементов зданий за счет выполнения на внутренних поверхностях опалубки борозд, обеспечивающие сцепление активного слоя опалубки и заливаемого бетона. Также, заявленное изобретение позволяет снизить вес возводимых зданий и сооружений, уменьшая тем самым затраты на изготовление фундамента, увеличивая скорость монтажа, за счет того, что универсальные стеновые панели, описанные в изобретении, имеют несущие элементы опалубки, выполненные из высокопрочного бетона, внутреннее пространство панелей заполнено легким утеплителем, а форма панелей позволяет одновременно осуществлять монтаж несущих элементов здания и стеновых элементов.
Изобретение относится к строительной области, а именно к устройству несъемной бетонной опалубки, а также к сборочно-монолитному строительству. Техническим результатом изобретения является снижение времени изготовления и трудозатрат при изготовлении опалубки несущих элементов зданий и элементов стен и обеспечение необходимых высоких эксплуатационных характеристик элементов зданий. Универсальная стеновая панель, напечатанная на 3D-принтере, содержит две боковые стенки, расположенные на расстоянии по ширине друг от друга, при этом внутренние поверхности указанных боковых стенок соединены при помощи перемычек с образованием внутреннего пространства, образованного перемычками и боковыми стенками, и выступающих противоположных концов боковых стенок по торцам, причем внутренняя поверхность указанных боковых стенок выполнена с естественными углублениями в виде борозд и естественными выпуклостями, образованными формующими органами головки при печати, а наружная поверхность указанных боковых стенок заглажена. Также описан способ изготовления такой панели. 2 н. и 11 з.п. ф-лы, 3 ил.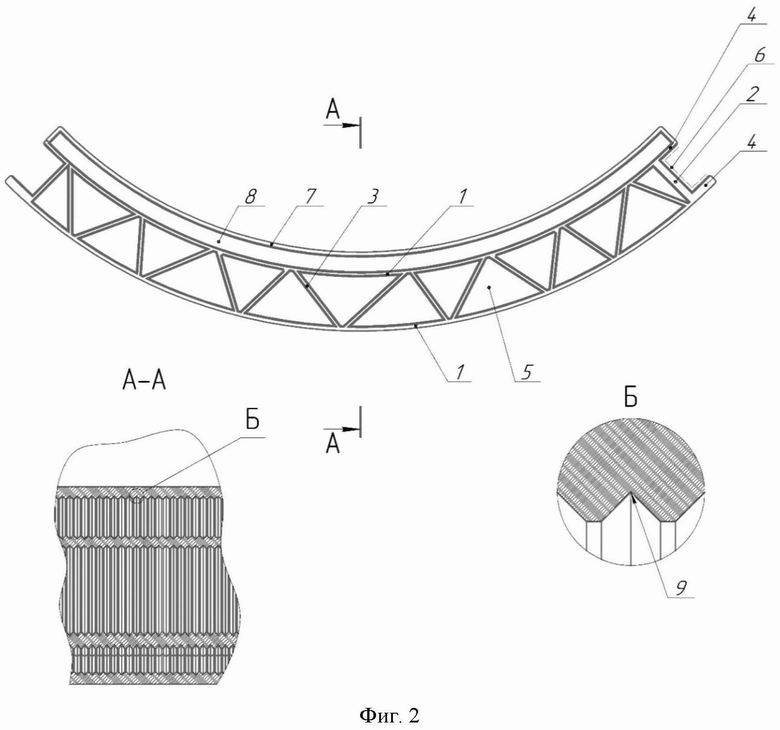
1. Универсальная стеновая панель, напечатанная на 3D-принтере и содержащая две боковые стенки, расположенные на расстоянии по ширине друг от друга, при этом внутренние поверхности указанных боковых стенок соединены при помощи перемычек с образованием внутреннего пространства, образованного перемычками и боковыми стенками, и выступающие противоположные концы боковых стенок по торцам, причем внутренняя поверхность указанных боковых стенок выполнена с естественными углублениями в виде борозд и естественными выпуклостями, образованными формующими органами головки при печати, а наружная поверхность указанных боковых стенок заглажена.
2. Панель по п. 1, отличающаяся тем, что перемычки выполнены из металлической или неметаллической арматуры.
3. Панель по п. 1, отличающаяся тем, что перемычки выполнены из бетонной смеси напечатанными на 3D-принтере.
4. Панель по п. 1, отличающаяся тем, что образованное внутреннее пространство между перемычками заполнено заполнителем.
5. Панель по п. 1, отличающаяся тем, что образованное внутреннее пространство между перемычками заполнено заполнителем с арматурой.
6. Панель по п. 1, отличающаяся тем, что в качестве заполнителя использован бетон, пенополистирол, пеностеклогранулят.
7. Панель по п. 1, отличающаяся тем, что противоположные концы боковых стенок, выступающие по торцам, выполнены с расширением.
8. Панель по п. 1, отличающаяся тем, что дополнительно содержит боковую стенку, установленную между основными боковыми стенками или снаружи одной из основных боковых стенок с образованием дополнительной полости.
9. Способ изготовления универсальной стеновой панели при помощи печати на 3D-принтере, включающий следующие стадии:
- печать на 3D-принтере боковых стенок стеновой панели, расположенных на расстоянии по ширине друг от друга и соединенных перемычками, при помощи последовательно уложенных друг на друга слоев бетона с образованием внутреннего пространства, образованного перемычками и боковыми стенками, и выступающих противоположных концов боковых стенок по торцам;
- затвердевание бетона с выполнением внутренних поверхностей боковых стенок панели с естественными выпуклостями боковой части слоёв и естественными углублениями в виде борозд между слоями, образованными в процессе деформации смеси, а наружных боковых поверхностей слоёв, расположенных с наружной стороны боковых стенок панели, заглаженными до ровной плоскости.
10. Способ по п. 9, отличающийся тем, что перемычки выполняют из металлической или неметаллической арматуры, укладываемой в процессе 3D-печати в слой бетона боковых стенок.
11. Способ по п. 9, отличающийся тем, что перемычки выполняют из бетонной смеси печатью на 3D-принтере вместе с боковыми стенками.
12. Способ по п. 9, отличающийся тем, что образованное внутреннее пространство между перемычками заполняют заполнителем.
13. Способ по п. 9, отличающийся тем, что образованное внутреннее пространство между перемычками заполняют заполнителем с арматурой.
| СТРОИТЕЛЬНАЯ КОНСТРУКЦИЯ (ВАРИАНТЫ), СПОСОБ ВОЗВЕДЕНИЯ СТРОИТЕЛЬНОГО СООРУЖЕНИЯ (ВАРИАНТЫ), УСТРОЙСТВО ДЛЯ ВОЗВЕДЕНИЯ МОСТА И СПОСОБ ВОЗВЕДЕНИЯ МОСТОВ | 1995 |
|
RU2158337C2 |
| Строительная панель | 1984 |
|
SU1216305A1 |
| ВЫПОЛНЕННЫЙ ИЗ ТЕРМОПЛАСТА ПОЛЫЙ ПРЯМОУГОЛЬНЫЙ СТРОИТЕЛЬНЫЙ ЭЛЕМЕНТ СТРОИТЕЛЬНОЙ КОНСТРУКЦИИ ИЗ ТЕРМОПЛАСТА И ЕГО ВАРИАНТ | 1993 |
|
RU2114958C1 |
| УСТРОЙСТВО для ЗАМЕРА ОСЕВЫХ УСИЛИЙ В ОБРАЗЦАХ МЕТАЛЛА МЕЖДУ КЛЕТЯМИ ПРИ ПРОКАТКЕ | 0 |
|
SU221351A1 |
| KR 101715675 B1, 13.03.2017. | |||

