Область техники, к которой относится изобретение
[1] Настоящее изобретение относится к режущей пластине и сборному режущему инструменту, включающему такую пластину.
Уровень техники
[2] При резке заготовки с помощью режущего инструмента, для того, чтобы улучшать шероховатость и качество конечной поверхности, важно предоставлять возможность беспрепятственного формирования стружек в закругленной форме и обеспечивать пространство, через которое сформировавшиеся стружки могут быть выпущены беспрепятственно. В частности, в случае, режущей пластины для токарной обработки, главный угол в плане (т.е., угол между режущей кромкой пластины и поверхностью заготовки) во время обратного вращения меньше главного угла в плане во время переднего вращения. По существу, более важно обеспечивать пространство, через которое стружки могут быть беспрепятственно выпущены, посредством эффективной компоновки режущей кромки и инструмента для срезания стружки относительно заготовки.
Сущность изобретения
Техническая задача
[3] В обычной режущей пластине для токарной обработки, в случае односторонней режущей пластины с положительным передним углом, имеющей треугольную форму, и державки, на которой такая односторонняя режущая пластина с положительным передним углом устанавливается, обе стороны пластины поддерживаются участком для поддержания пластины державки, размещенным в направлении обратного вращения. Вследствие этой поддерживающей конструкции, трудно обеспечивать пространство для выпуска стружки, и существует проблема в том, что глубина реза для обратного вращения ограничивается.
[4] Кроме того, в обычной режущей пластине для токарной обработки, в случае двухсторонней режущей пластины с отрицательным передним углом, имеющей треугольную форму, и державки, на которую такая двухсторонняя режущая пластина с отрицательным передним углом устанавливается, в дополнение к проблеме, вызванной конструкцией участка для поддержки пластины вышеупомянутой державки, режущая пластина устанавливается на державке таким образом, что верхняя поверхность пластины наклонена под отрицательным углом относительно центральной линии заготовки. Соответственно, неизбежно необходимо обеспечивать относительно более узкое пространство для выпуска стружки по сравнению с тем, которое доступно в случае использования односторонней треугольной режущей пластины с положительным передним углом, в которой размещение режущей кромки и верхней поверхности инструмента для срезания стружки заданной формы имеет угол, почти совпадающий с центральной линией заготовки. По этой причине, состояние сформировавшихся стружек является плохим, и поток выпущенных стружек может не быть беспрепятственным.
Решение проблемы
[5] Различные варианты осуществления настоящего изобретения предлагают режущую пластину, приспособленную для беспрепятственного формирования стружек и удовлетворительного выпуска стружек во время токарной обработки, также как сборный режущий инструмент, включающий ее.
[6] Кроме того, различные варианты осуществления настоящего изобретения предлагают режущую пластину, имеющую жесткую поддерживающую конструкцию без участка для поддержки пластины державки, также как сборный режущий инструмент, включающий ее.
[7] Согласно одному варианту осуществления настоящего изобретения предлагается режущая пластина, поддерживаемая установочным участком при установке на режущем инструменте, включающая: верхнюю поверхность; нижнюю поверхность; множество боковых поверхностей, продолжающихся между верхней поверхностью и нижней поверхностью; отверстие пластины, проходящее через верхнюю поверхность и нижнюю поверхность; и угловой участок, снабженный режущей кромкой, при этом, по меньшей мере, одна из верхней поверхности и нижней поверхности имеет множество углублений, продолжающихся между отверстием пластины и угловым участком, причем множество углублений включает первое углубление, в которое вставлен один участок установочного участка при поддержании режущей пластины установочным участком, и второе углубление, в которое вставлен другой участок установочного участка при поддержании режущей пластины установочным участком, при этом второе углубление имеет боковую стенку, разнесенную от другого участка установочного участка.
[8] В одном варианте осуществления первое углубление может контактировать с установочным участком в двух точках, а второе углубление может иметь нижнюю поверхность, контактирующую с установочным участком.
[9] В одном варианте осуществления первое углубление и установочный участок могут контактировать друг с другом в паре первых точек контакта, нижняя поверхность второго углубления и установочный участок могут контактировать друг с другом во второй точке контакта, и линия, соединяющая одну из первых точек контакта и вторую точку контакта, может образовывать угол наклона относительно плоскости отсчета, перпендикулярной направлению прохождения отверстия пластины.
[10] В одном варианте осуществления каждая из верхней поверхности и нижней поверхности может включать переднюю поверхность, наклоненную относительно плоскости отсчета, перпендикулярной направлению прохождения отверстия пластины, верхняя поверхность и нижняя поверхность могут быть симметричны друг другу, и каждая из верхней поверхности и нижней поверхности может включать три угловых участка.
[11] В одном варианте осуществления угол наклона может быть более 0° и 9° или менее, предпочтительно от 4° до 6°.
[12] В одном варианте осуществления два угловых участка могут быть предусмотрены на верхней поверхности, и два угловых участка могут быть вращательно симметричны на 180° относительно центральной оси отверстия пластины.
[13] В одном варианте осуществления угол наклона может быть более 0° и 9° или менее, предпочтительно от 1° до 2°.
[14] Согласно другому варианту осуществления, предложен сборный режущий инструмент, включающий: державку, выполненную таким образом, что режущая пластина поддерживается посредством установочного участка, при этом установочный участок включает первый выступ и второй выступ, образованные на поверхности, поддерживающей режущую пластину, при этом державка выполнена с возможностью контакта с боковой поверхностью режущей пластины для поддержания режущей пластины и прикрепления режущей пластины к установочному участку крепежным средством, причем режущая пластина включает верхнюю поверхность, нижнюю поверхность, множество боковых поверхностей, продолжающихся между верхней поверхностью и нижней поверхностью, отверстие пластины, проходящее через верхнюю поверхность и нижнюю поверхность, и угловой участок, снабженный режущей кромкой, по меньшей мере, одна из верхней поверхности и нижней поверхности имеет множество углублений, продолжающихся между отверстием пластины и угловым участком, причем множество углублений включает первое углубление, в которое вставлен первый выступ установочного участка при поддержании режущей пластины установочным участком, и второе углубление, в которое вставлен второй выступ установочного участка при поддержании режущей пластины установочным участком, и второе углубление имеет боковую стенку, разнесенную от второго выступа установочного участка.
[15] В другом варианте осуществления первое углубление может контактировать с первым выступом тонкой прокладки в двух точках, а второе углубление может иметь нижнюю поверхность, контактирующую со вторым выступом установочного участка.
[16] В другом варианте осуществления первое углубление и первый выступ установочного участка могут контактировать друг с другом в паре первых точек контакта, донная поверхность второго углубления и второй выступ установочного участка могут контактировать друг с другом во второй точке контакта, и линия, соединяющая одну из первых точек контакта и вторую точку контакта, может образовывать угол наклона относительно плоскости отсчета, перпендикулярной направлению прохождения отверстия пластины.
[17] В другом варианте осуществления каждая из верхней поверхности и нижней поверхности режущей пластины может включать переднюю поверхность, наклоненную относительно плоскости отсчета, перпендикулярной направлению прохождения отверстия пластины, верхняя поверхность и нижняя поверхность могут быть симметричны друг другу, и каждая из верхней поверхности и нижней поверхности может включать три угловых участка.
[18] В другом варианте осуществления угол наклона может быть более 0° и 9° или менее, предпочтительно от 4° до 6°.
[19] В другом варианте осуществления при установке режущей пластины на державке верхняя поверхность режущей пластины может образовывать угол от -5° до +5° относительно центральной линии заготовки, подлежащей резанию посредством режущей пластины.
[20] В другом варианте осуществления два угловых участка могут быть предусмотрены на верхней поверхности, и два угловых участка могут быть вращательно симметричны на 180° относительно центральной оси отверстия пластины.
[21] В другом варианте осуществления угол наклона может быть более 0° и 9° или менее, предпочтительно от 1° до 2°.
[22] В другом варианте осуществления при установке режущей пластины на державке только боковая поверхность режущей пластины, расположенная на противоположной стороне первого углубления, может контактировать с державкой.
[23] В другом варианте осуществления режущая кромка, расположенная на одной стороне первого углубления режущей пластины, может образовывать угол менее 90° относительно центральной оси вращения заготовки, и режущая кромка, расположенная на другой стороне первого углубления режущей пластины, может образовывать угол более 90° относительно центральной оси вращения заготовки.
Преимущества изобретения
[24] Согласно вариантам осуществления настоящего изобретения, режущие пластины могут вызывать беспрепятственное формирование стружки и хороший выпуск стружки посредством эффективной компоновки режущих кромок и высоты инструмента для срезания стружки заданной формы. Таким образом, возможно вызывать беспрепятственный выпуск стружки посредством обработки заготовки в направлении обратного вращения, в котором главный угол резца в плане является небольшим.
Краткое описание чертежей
[25] Сопровождающие чертежи, которые включены в и составляют часть описания, иллюстрируют варианты осуществления настоящего изобретения.
[26] Фиг. 1 является видом в перспективе, показывающим сборный режущий инструмент согласно одному варианту осуществления настоящего изобретения.
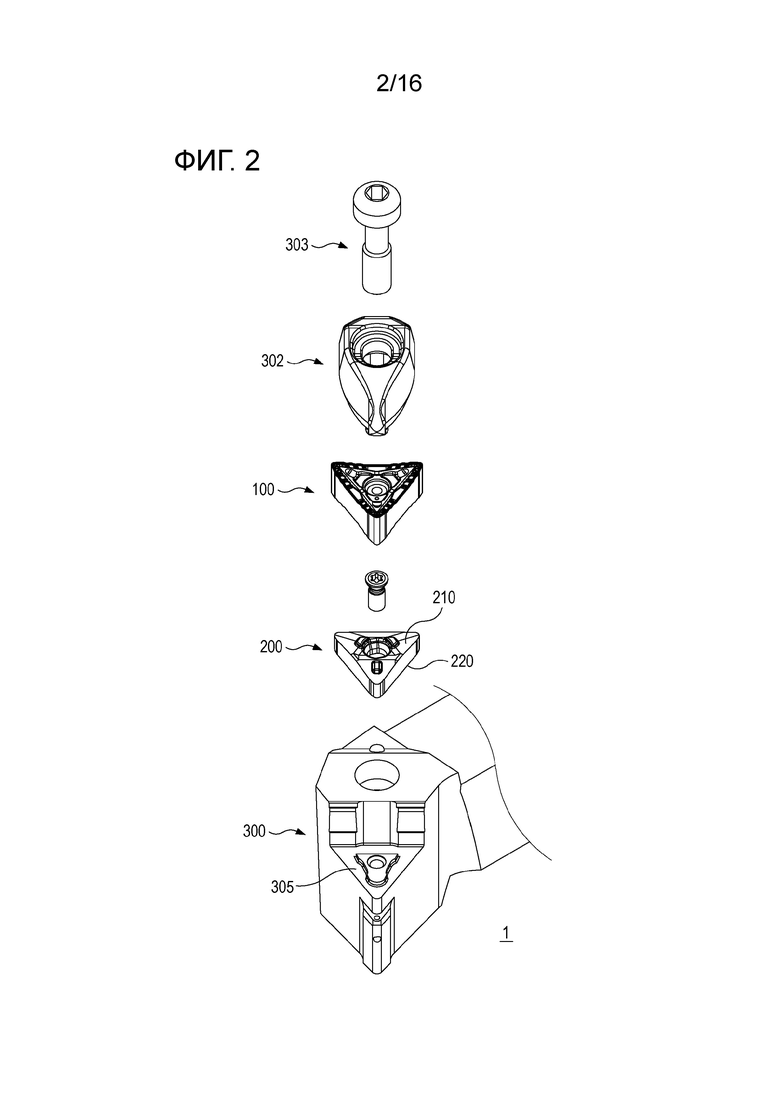
[27] Фиг. 2 является покомпонентным видом в перспективе сборного режущего инструмента, показанного на фиг. 1.
[28] Фиг. 3 является видом в перспективе, показывающим режущую пластину согласно одному варианту осуществления настоящего изобретения.
[29] Фиг. 4 является видом в плане режущей пластины, показанной на фиг. 3.
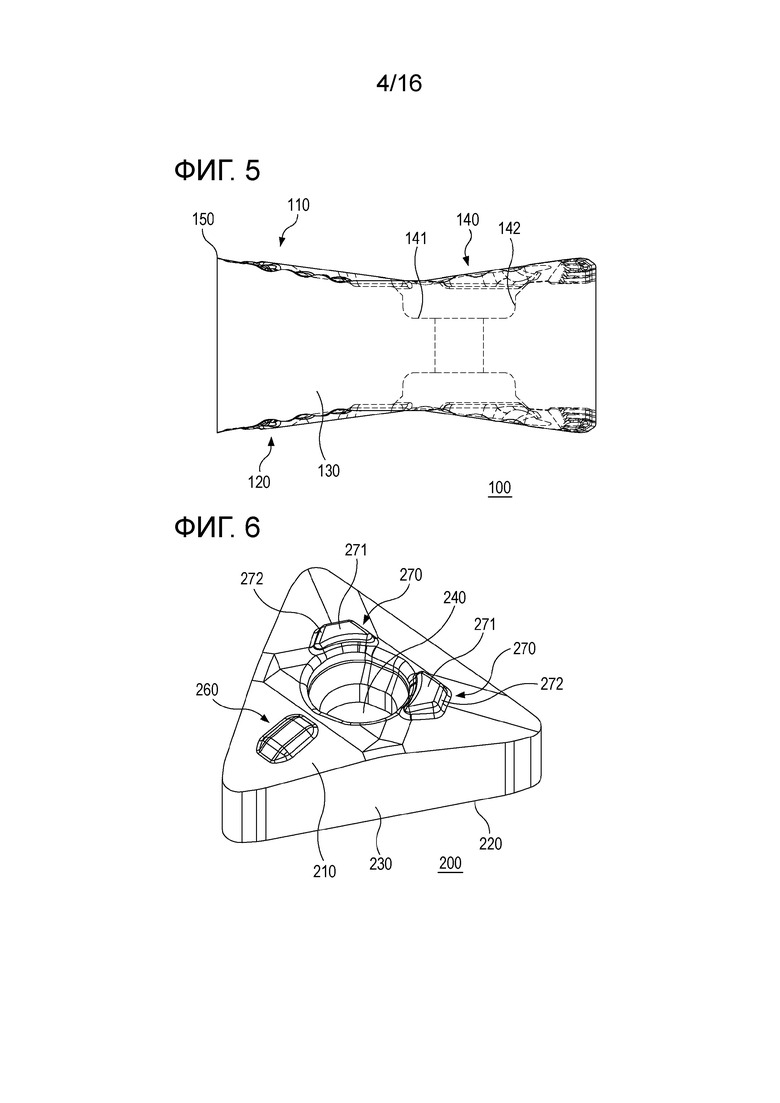
[30] Фиг. 5 является видом сбоку режущей пластины, показанной на фиг. 3.
[31] Фиг. 6 является видом в перспективе, показывающим регулировочную прокладку для поддержки режущей пластины согласно одному варианту осуществления настоящего изобретения.
[32] Фиг. 7 является видом в перспективе, схематично показывающим соприкасающийся участок между режущей пластиной, показанной на фиг. 3, и регулировочной прокладкой, показанной на фиг. 6.
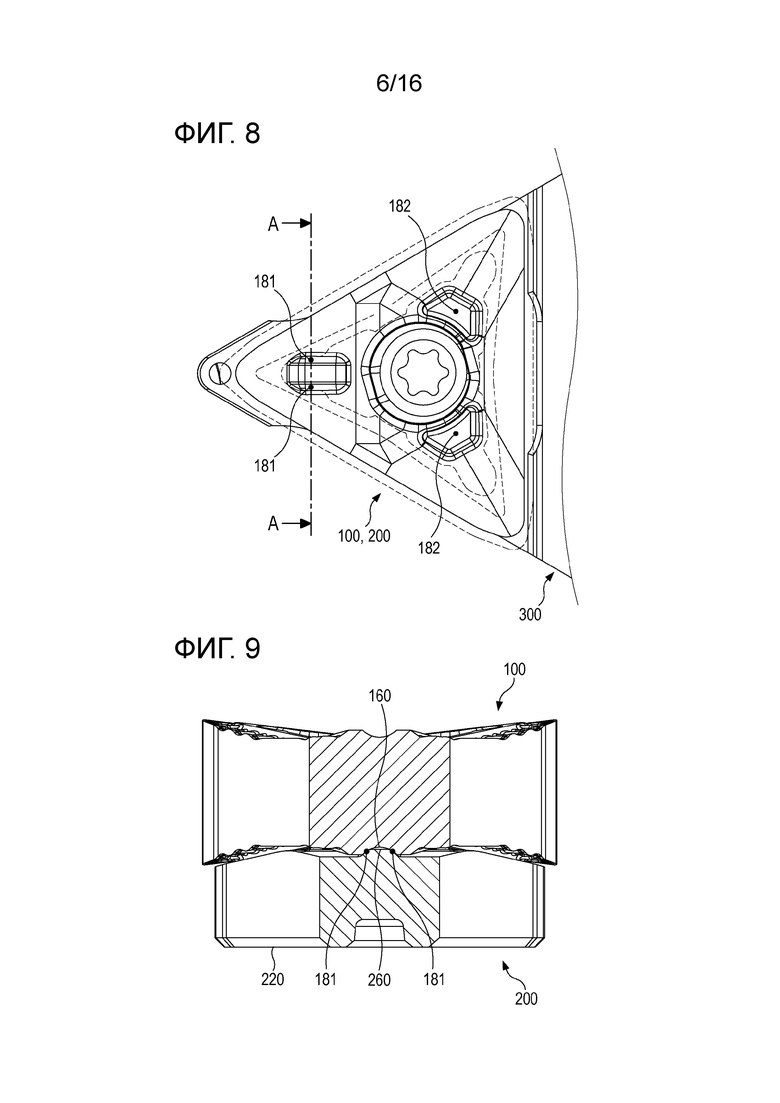
[33] Фиг. 8 является видом для объяснения соприкасающегося участка между режущей пластиной, показанной на фиг. 3, и регулировочной прокладкой, показанной на фиг. 6.
[34] Фиг. 9 является видом в разрезе, взятом по линии A-A на фиг. 8.
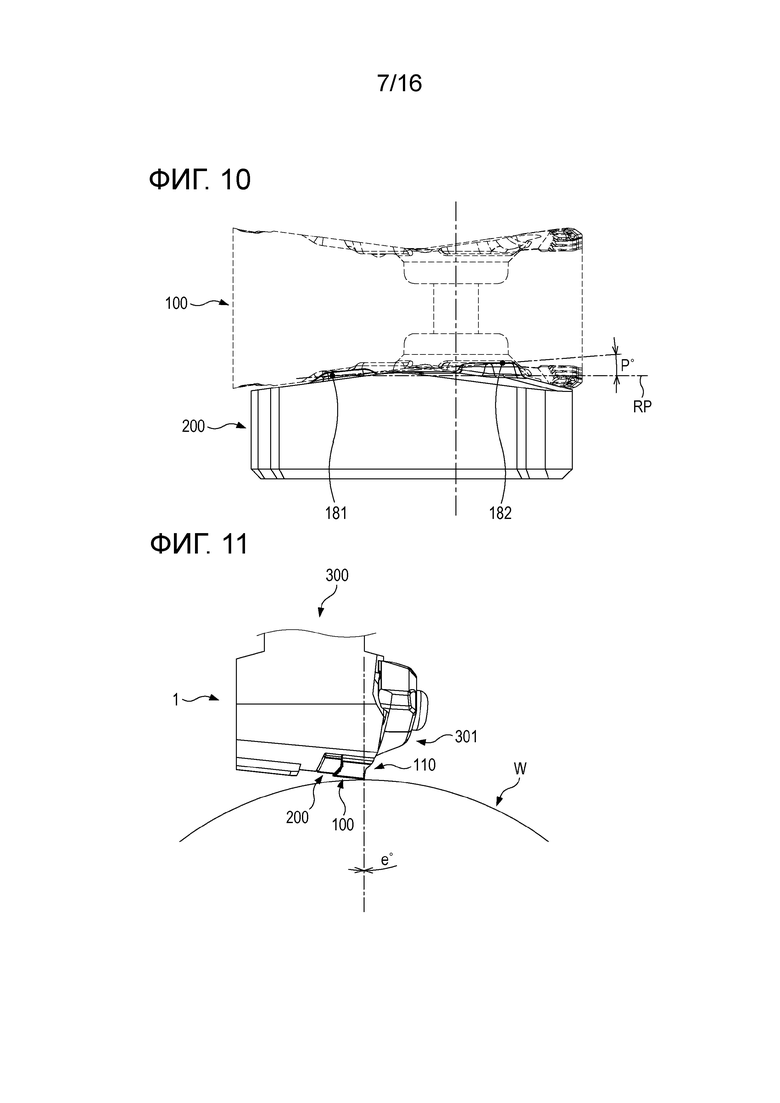
[35] Фиг. 10 является видом сбоку режущей пластины и регулировочной прокладки, показанных на фиг. 8.
[36] Фиг. 11 является видом, показывающим состояние, в котором сборный режущий инструмент, показанный на фиг. 1, режет заготовку.
[37] Фиг. 12 является видом в перспективе, показывающим сборный режущий инструмент согласно другому варианту осуществления настоящего изобретения.
[38] Фиг. 13 является покомпонентным видом в перспективе сборного режущего инструмента, показанного на фиг. 12.
[39] Фиг. 14 является видом в перспективе, показывающим режущую пластину согласно другому варианту осуществления настоящего изобретения.
[40] Фиг. 15 является видом в плане режущей пластины, показанной на фиг. 14.
[41] Фиг. 16 является видом в перспективе режущей пластины, показанной на фиг. 14, которая рассматривается с другого направления.
[42] Фиг. 17 является видом снизу режущей пластины, показанной на фиг. 14.
[43] Фиг. 18 является видом сбоку режущей пластины, показанной на фиг. 14.
[44] Фиг. 19 является видом в перспективе, показывающим регулировочную прокладку для поддержки режущей пластины согласно другому варианту осуществления настоящего изобретения.
[45] Фиг. 20 является видом в перспективе, схематично показывающим соприкасающийся участок между режущей пластиной, показанной на фиг. 14, и регулировочной прокладкой, показанной на фиг. 19.
[46] Фиг. 21 является видом для объяснения соприкасающегося участка между режущей пластиной, показанной на фиг. 14, и регулировочной прокладкой, показанной на фиг. 19.
[47] Фиг. 22 является видом в разрезе, взятом по линии B-B на фиг. 21.
[48] Фиг. 23 является видом сбоку режущей пластины и регулировочной прокладки, показанных на фиг. 21.
[49] Фиг. 24 является видом для объяснения формы державки сборного режущего инструмента, показанного на фиг. 1, и углов, образованных режущими кромками относительно центральной оси вращения заготовки.
[50] Фиг. 25 является видом для объяснения формы державки сборного режущего инструмента, показанного на фиг. 12, и углов, образованных режущими кромками относительно центральной оси вращения заготовки.
Варианты осуществления изобретения
[51] Варианты осуществления настоящего изобретения иллюстрируются с целью объяснения технической идеи настоящего изобретения. Область действия прав согласно настоящему изобретению не ограничивается вариантами осуществления, представленными ниже, или подробными описаниями таких вариантов осуществления.
[52] Все технические термины и научные термины в настоящем изобретении включают значения или определения, которые обычно понимаются обычными специалистами в области техники, пока не определено иное. Все термины в настоящем изобретении выбираются с целью описания настоящего изобретения более четко и не выбираются, чтобы ограничивать рамки настоящего изобретения.
[53] Когда используются в настоящем изобретении такие выражения как "содержащий", "включающий ", "имеющий" и т.п. следует понимать как ничем не ограниченные термины, имеющие возможность охвата других вариантов осуществления, пока иное не упоминается в фразе или предложении, содержащем такие выражения.
[54] Выражения в единственном числе, которые описываются в настоящем изобретении, могут охватывать выражения во множественном числе, пока иное не сформулировано, которые будут также применяться к выражениям в единственном числе, перечисленным в формуле изобретения.
[55] Такие выражения как "первый", "второй" и т.д., которые показаны в различных вариантах осуществления настоящего изобретения, используются, чтобы отделять множество элементов друг от друга, и не предназначаются, чтобы ограничивать порядок или важность соответствующих элементов.
[56] Направленный термин "вверх", "верхний" и т.д., используемый в данном документе, основывается на направлении, в котором верхняя поверхность позиционируется относительно нижней поверхности на сопровождающих чертежах. Направленный термин "вниз", "нижний" и т.д. означает направление, противоположное направленному вверх или верхнему направлению. Режущая пластина, показанная на сопровождающих чертежах, может быть иначе ориентирована, и вышеописанные направленные термины могут быть интерпретированы соответственно.
[57] Далее в данном документе, варианты осуществления настоящего изобретения будут описаны со ссылкой на сопровождающие чертежи. На сопровождающих чертежах, аналогичные или релевантные компоненты обозначаются аналогичными ссылочными позициями. В последующем описании вариантов осуществления, повторяющиеся описания идентичных или релевантных компонентов будут пропущены. Однако, даже если описание компонента пропущено, такой компонент не подразумевает исключения в варианте осуществления.
[58] Далее в данном документе, варианты осуществления режущей пластины и сборного режущего инструмента, включающего ее, будут описаны со ссылкой на сопровождающие чертежи.
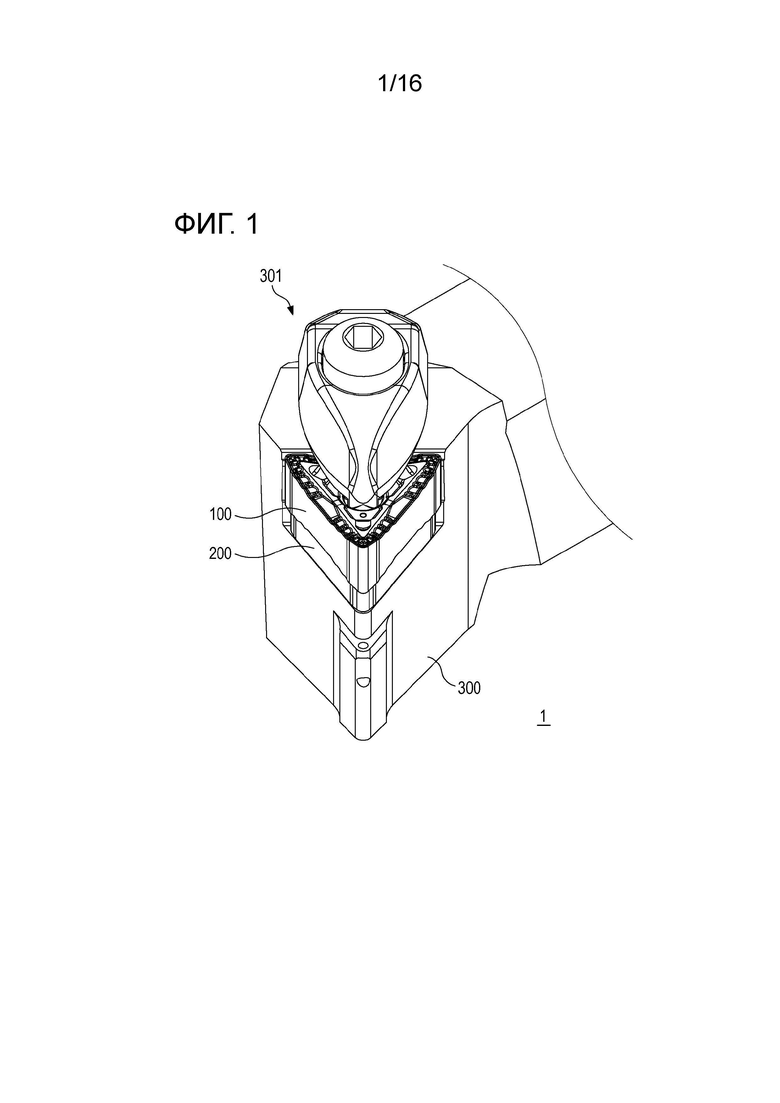
[59] Фиг. 1 является видом в перспективе, показывающим сборный режущий инструмент 1 согласно одному варианту осуществления настоящего изобретения. Фиг. 2 является покомпонентным видом в перспективе сборного режущего инструмента 1, показанного на фиг. 1.
[60] Обращаясь к фиг. 1 и 2, сборный режущий инструмент 1 может быть использован для токарной обработки. Сборный режущий инструмент 1 может быть установлен на токарном станке и сконфигурирован, чтобы резать вращающуюся заготовку W (см. фиг. 11). Сборный режущий инструмент 1 может включать режущую пластину 100, установочный участок 200 или 305 и державку 300. Установочный участок 200 или 305 может быть регулировочной прокладкой 200 или может быть донной поверхностью 305 участка гнезда державки, если нет регулировочной прокладки. Далее в данном документе, будет описан случай, когда установочный участок 200 или 305 является регулировочной прокладкой 200.
[61] Державка 300 используется для закрепления режущей пластины 100 и регулировочной прокладки 200. Выступ, соответствующий пазу, образованному на нижней поверхности 220 регулировочной прокладки 200 при установке регулировочной прокладки 200 на державке 300, может быть образован на нижней поверхности 305 гнездового участка державки 300. Паз регулировочной прокладки 200 и выступ державки 300 могут быть в контакте друг с другом. Когда регулировочная прокладка 200 рассматривается снизу, например, паз, имеющий треугольную форму или другие формы, формируется на нижней поверхности 220 регулировочной прокладки 200. Выступ формируется имеющим поперечное сечение, соответствующее пазу, образованному на нижней поверхности 220 регулировочной прокладки 200, например, в треугольной форме или других формах. Выступ имеет утопленный край.
[62] При установке режущей пластины 100 на державке 300 регулировочная прокладка 200 может быть установлена на державке 300, и режущая пластина 100 может быть установлена на верхней поверхности 210 регулировочной прокладки 200. Боковая поверхность гнездового участка державки 300 может контактировать с боковой поверхностью 130 режущей пластины 100, чтобы поддерживать ее, и может закреплять режущую пластину 100 и регулировочную прокладку 200 через крепежное средство 301. В частности, регулировочная прокладка 200 может быть прикреплена к державке 300 крепежным средством, таким как винт или т.п. Режущая пластина 100, установленная на верхней поверхности 210 регулировочной прокладки 200, может быть закреплена посредством зажима 302, или крепежного средства 301, такого как винт или т.п. Зажим 302 может быть прикреплен к державке 300 посредством зажимного винта 303.
[63] В сборном режущем инструменте 1 согласно одному варианту осуществления, паз, образованный на нижней поверхности 220 регулировочной прокладки 200, соединяется с выступом, образованным на державке 300, и регулировочная прокладка 200 прикрепляется к державке 300 крепежным средством, таким как винт или т.п. Режущая пластина 100 располагается на верхней поверхности 210 регулировочной прокладки 200. Зажим 302 контактирует с отверстием 140 пластины для режущей пластины 100. Зажим 302 прикрепляется к державке 300 зажимным винтом 303. Зажим 302 может прижимать режущую пластину 100 по направлению к регулировочной прокладке 200 и может также прижимать режущую пластину 100 по направлению к державке 300. Режущая пластина 100 закрепляется в контакте с регулировочной прокладкой 200, державкой 300 и зажимом 302, чтобы образовывать сборный режущий инструмент 1.
[64] Фиг. 3 является видом в перспективе, показывающим режущую пластину 100 согласно одному варианту осуществления настоящего открытия. Фиг. 4 является видом в плане режущей пластины 100, показанной на фиг. 3. Фиг. 5 является видом сбоку режущей пластины 100, показанной на фиг. 3.
[65] Обращаясь к фиг. 3-5, режущая пластина 100 включает верхнюю поверхность 110, нижнюю поверхность 120, три боковые поверхности 130, протягивающиеся между верхней поверхностью 110 и нижней поверхностью 120, и отверстие 140 пластины, проходящее через верхнюю поверхность 110 и нижнюю поверхность 120. Режущая пластина 100 может иметь треугольную форму, например, и может быть симметричной относительно отверстия 140 пластины, проходящего через верхнюю поверхность 110 и нижнюю поверхность 120. Верхняя поверхность 110 и нижняя поверхность 120 режущей пластины 100 могут быть полностью или частично плоскими и могут включать искривленную поверхность, образованную, по меньшей мере, в участке верхней поверхности 110 и нижней поверхности 120. Кроме того, один участок верхней поверхности 110 и нижней поверхности 120 может быть образован наклоненным относительно другого участка. Угловые участки 150 формируются в режущей пластине 100, и режущие кромки 151 и 152 формируются в каждом из угловых участков 150. Режущие кромки 151 и 152 используются для резки заготовки W. Передние поверхности могут быть образованы таким образом, что толщина режущей пластины 100 уменьшается от угловых участков 150 режущей пластины 100 по направлению к отверстию 140 пластины. Зажимные контактные поверхности 141 и 142, с которыми зажим 302 контактирует, когда режущая пластина 100 прикрепляется к державке 300, могут быть образованы в отверстии 140 пластины. На зажимной контактной поверхности 141 зажим 302 может оказывать усилие, которое прижимает режущую пластину 100 к регулировочной прокладке 200. На зажимной контактной поверхности 142 зажим 302 может оказывать усилие, которое прижимает режущую пластину 100 к державке 300. Режущая пластина 100 может быть снабжена суммарно шестью угловыми участками 150, включающими три угловых участка 150 на верхней поверхности 110 и три угловых участка 150 на нижней поверхности 120. Режущие кромки 151 и 152 могут быть образованы в каждом из угловых участков 150. Углубления формируются на верхней поверхности 110 и нижней поверхности 120. Углубления включают первое углубление 160, расположенное на стороне, отдаленной от отверстия 140 пластины в качестве центра, и второе углубление 170, расположенное на стороне рядом с отверстием 140 пластины. Донная поверхность 171 и боковая стенка 172 могут быть образованы во втором углублении 170. На верхней поверхности 110 и нижней поверхности 120 режущей пластины 100 соответствующие угловые участки 150 и углубления могут быть образованы симметрично относительно отверстия 140 пластины. Верхняя поверхность 110 и нижняя поверхность 120 могут также быть образованы симметрично друг другу. Когда режущая пластина 100 поддерживается регулировочной прокладкой 200, первое углубление 160 и второе углубление 170 могут принимать первый выступ 260 и второй выступ 270 регулировочной прокладки 200, соответствующие им. Боковая стенка 172 второго углубления 170 не контактирует с боковой стенкой 272 второго выступа 270 регулировочной прокладки 200, соответствующего ему. Вышеупомянутый вариант осуществления был описан на основе случая, когда установочный участок 200 или 305 является регулировочной прокладкой 200. Однако, когда установочный участок 200 или 305 является донной поверхностью 305 гнездового участка державки, первый выступ 260 и второй выступ 270 формируются на донной поверхности 305 гнездового участка державки.
[66] Фиг. 6 представляет собой вид в перспективе, на котором показана регулировочная прокладка 200 для поддержания режущей пластины 100 в соответствии с одним из вариантов осуществления настоящего изобретения.
[67] Регулировочная прокладка 200 для поддержания режущей пластины 100 согласно одному варианту осуществления будет описана со ссылкой на фиг. 6.
[68] Регулировочная прокладка 200 может иметь, например, треугольную форму или другие формы. Регулировочная прокладка 200 включает верхнюю поверхность 210, нижнюю поверхность 220, три боковые поверхности 230, протягивающиеся между верхней поверхностью 210 и нижней поверхностью 220, и отверстие 240 регулировочной прокладки, проходящее через верхнюю поверхность 210 и нижнюю поверхность 220. Три боковые поверхности 230 проходят между верхней поверхностью 210 и нижней поверхностью 220. Когда регулировочная прокладка 200 прикрепляется к державке 300, крепежное средство, такое как винт или т.п. проходит через отверстие 240 регулировочной прокладки. Первый выступ 260 и второй выступ 270, соответствующие первому углублению 160 и второму углублению 170 режущей пластины 100, формируются на верхней поверхности 210 регулировочной прокладки 200, т.е., поверхности регулировочной прокладки 200, поддерживающей режущую пластину 100. Выступы включают первый выступ 260, расположенный отдаленно от отверстия 240 регулировочной прокладки в качестве центра, и второй выступ 270, расположенный рядом с отверстием 240 регулировочной прокладки. Второй выступ 270 формируется имеющим верхнюю поверхность 271 и боковую стенку 272. Когда режущая пластина 100 поддерживается регулировочной прокладкой 200, первый выступ 260 и второй выступ 270 вставляются в первое углубление 160 и второе углубление 170 режущей пластины 100, соответствующие им, чтобы поддерживать режущую пластину 100. Только верхняя поверхность 271 второго выступа 270 контактирует с донной поверхностью 171 второго углубления 170. Боковая стенка 272 второго выступа 270 не контактирует с боковой стенкой 172 второго углубления 170. Паз для крепления регулировочной прокладки 200, когда регулировочная прокладка 200 устанавливается на державке 300, может быть образован на нижней поверхности 220 регулировочной прокладки 200.
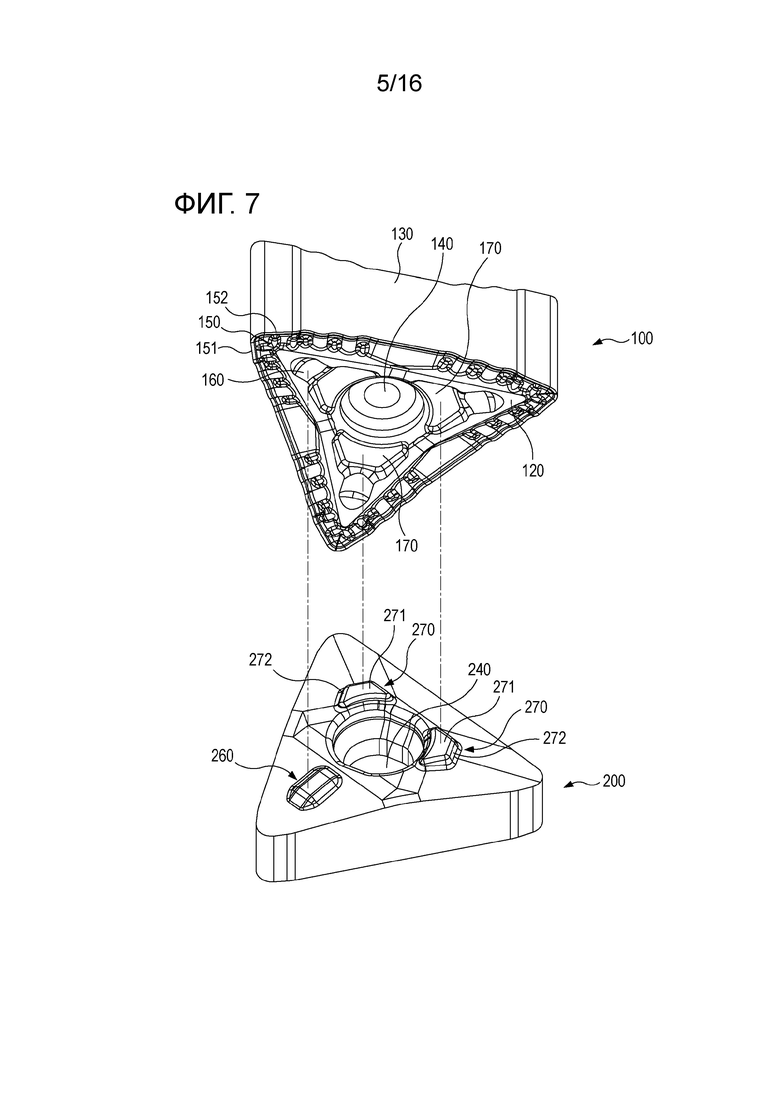
[69] Фиг. 7 является видом в перспективе, схематично показывающим соприкасающийся участок между режущей пластиной 100, показанной на фиг. 3, и регулировочной прокладкой 200, показанной на фиг. 6. Фиг. 8 является видом для объяснения соприкасающегося участка между режущей пластиной 100, показанной на фиг. 3, и регулировочной прокладкой 200, показанной на фиг. 6. Фиг. 9 является видом в разрезе, взятом по линии A-A на фиг. 8. Фиг. 10 является видом сбоку режущей пластины 100 и регулировочной прокладки 200, показанных на фиг. 8.
[70] Точка контакта между режущей пластиной 100 и регулировочной прокладкой 200 согласно одному варианту осуществления будет описана со ссылкой на фиг. 7-10.
[71] Когда режущая пластина 100 поддерживается регулировочной прокладкой 200, первое углубление 160 режущей пластины 100 контактирует с первым выступом 260 регулировочной прокладки 200 в паре первых точек 181 контакта. Донные поверхности 171 двух вторых углублений 170 режущей пластины 100 контактируют с верхними поверхностями 271 двух вторых выступов 270 регулировочной прокладки 200 во вторых точках 182 контакта, соответственно. Поскольку режущая пластина 100 и регулировочная прокладка 200 контактируют друг с другом в паре первых точек 181 контакта, режущая пластина 100 прочно поддерживается не только в вертикальном направлении, но также в поперечном направлении. Соответственно, возможно минимизировать левое/правое перемещение и вибрацию режущей пластины 100 при выполнении операции резки. Верхняя поверхность 271 второго выступа 270 регулировочной прокладки 200 формируется в виде закругленной искривленной поверхности таким образом, чтобы создавать точечный контакт, а не контакт поверхность-поверхность с донной поверхностью 171 второго углубления 170 режущей пластины 100. Когда режущая пластина 100 поддерживается регулировочной прокладкой 200, режущая пластина 100 просто помещается на регулировочную прокладку 200, в то же время создавая поперечный контакт с регулировочной прокладкой 200 только в первой точке 181 контакта без создания поперечного контакта с регулировочной прокладкой 200 во второй точке 182 контакта. Поскольку режущая пластина 100 просто помещается на регулировочную прокладку 200 без создания поперечного контакта с регулировочной прокладкой 200 во второй точке 182 контакта, режущая пластина 100 может устойчиво поддерживаться без помехи поперечной поддержке в первой точке 181 контакта.
[72] Кроме того, режущая пластина 100, главным образом, формируется посредством первичного процесса прессования и вторичного процесса шлифования. Второе углубление 170 окончательно обрабатывается посредством первичного процесса прессования и не подвергается процессу шлифования. Для того, чтобы режущая пластина 100 устойчиво поддерживалась регулировочной прокладкой 200, относительная разница высот между первым углублением 160 и вторым углублением 170 и относительная разница высот между первым выступом 260 и вторым выступом 270 регулировочной прокладки 200, соответствующими им, является важной. Поскольку процесс шлифования трудно точно контролировать по сравнению с процессом прессования, если второе углубление 170 окончательно обрабатывается только посредством процесса прессования, возможно легко осуществлять контроль относительной разницы высот, описанной выше, и производство и управление сборным режущим инструментом.
[73] Когда режущая пластина 100 поддерживается регулировочной прокладкой 200, первая точка 181 контакта располагается в позиции ниже второй точки 182 контакта относительно плоскости RP отсчета, перпендикулярной направлению прохождения отверстия 140 пластины. Т.е., линия, соединяющая одну из первых точек 181 контакта и вторую точку 182 контакта, расположенную на той же стороне, что и первая точка 181 контакта относительно отверстия 140 пластины, имеет угол p наклона относительно плоскости RP отсчета, перпендикулярной направлению прохождения отверстия 140 пластины. Вследствие угла p наклона режущая пластина 100 может быть устойчиво приведена в контакт с и установлена на регулировочной прокладке 200 в первой точке 181 контакта по сравнению со случаем, когда не существует угла наклона (p=0°), или когда угол наклона является противоположным (p < 0°). Устойчивый контакт первой точки 181 контакта является очень важным в том, что она функционирует, чтобы предотвращать левое/правое перемещение или микровибрацию режущей пластины 100 при выполнении операции резки. Во второй точке 182 контакта, боковая стенка 172 второго углубления 170 и боковая стенка 272 второго выступа 270 не контактируют друг с другом, и режущая пластина 100 просто помещается на регулировочную прокладку 200. В результате, режущая пластина 100 может устойчиво поддерживаться без помехи функции предотвращения микровибрации первой точки 181 контакта.
[74] В режущей пластине 100 и регулировочной прокладке 200 согласно одному варианту осуществления, угол p наклона может быть больше 0° и 9° или менее, предпочтительно от 4° до 6°. Если угол p наклона меньше 4°, активный угловой участок (угловой участок на стороне первого углубления) режущей пластины 100 может быть слегка приподнят, и первоначальное позиционирование режущей пластины 100 перед закреплением посредством крепежного средства 301 может становиться неустойчивым. Если угол p наклона больше 6°, активный угловой участок режущей пластины 100 может прекрасно понижаться, и первоначальное позиционирование режущей пластины 100 перед закреплением посредством крепежного средства 301 может становиться неустойчивым.
[75] Фиг. 11 является видом, показывающим состояние, в котором сборный режущий инструмент 1, показанный на фиг. 1, режет заготовку W.
[76] Резка заготовки W посредством сборного режущего инструмента 1 согласно одному варианту осуществления будет описана со ссылкой на фиг. 11.
[77] Когда режущая пластина 100 согласно одному варианту осуществления устанавливается на державке 300, угол e, образованный верхней поверхностью 110 режущей пластины 100 относительно центральной линии заготовки W, которая должна быть отрезана посредством режущей пластины 100, равен от -5° до +5°. Следовательно, при выполнении операции резки, возможно обеспечивать пространство для беспрепятственного выпуска стружки. Это делает возможным улучшение состояния стружки и потока стружки.
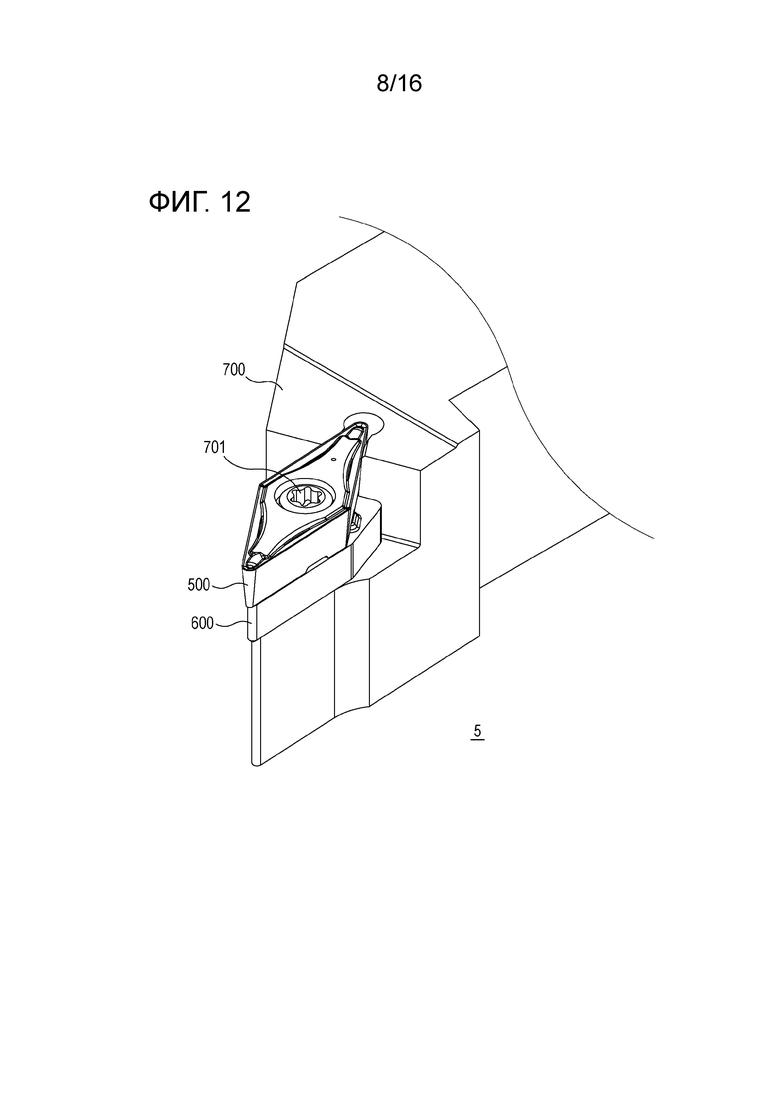
[78] Фиг. 12 является видом в перспективе, показывающим сборный режущий инструмент 5 согласно другому варианту осуществления настоящего изобретения. Фиг. 13 является покомпонентным видом в перспективе сборного режущего инструмента 5, показанного на фиг. 12.
[79] Сборный режущий инструмент 5 согласно другому варианту осуществления будет описан со ссылкой на фиг. 12 и 13. Сборный режущий инструмент 5 может включать режущую пластину 500, установочный участок 600 или 705 и державку 700. Установочный участок 600 или 705 может быть регулировочной прокладкой 600 или нижней поверхностью 705 участка гнезда державки, если нет регулировочной прокладки. Далее в данном документе, будет описан случай, когда установочный участок 600 или 705 является регулировочной прокладкой.
[80] Когда установочный участок 600 или 705 является регулировочной прокладкой 600, паз, образованный на нижней поверхности 620 регулировочной прокладки 600, соединяется с выступом, образованным на нижней поверхности 705 участка гнезда державки, и регулировочная прокладка 600 прикрепляется к державке 700 посредством крепежного средства, такого как винт или т.п. Режущая пластина 500 располагается на верхней поверхности 610 регулировочной прокладки 600, и винт или т.п. контактирует с отверстием 540 пластины для режущей пластины 500, так что режущая пластина 500 прикрепляется к регулировочной прокладке 600 и державке 700. Режущая пластина 500 закрепляется в контакте с регулировочной прокладкой 600, державкой 700 и крепежным средством 701, чтобы образовывать сборный режущий инструмент 5.
[81] Фиг. 14 является видом в перспективе, показывающим режущую пластину 500 согласно другому варианту осуществления настоящего изобретения. Фиг. 15 является видом в плане режущей пластины 500, показанной на фиг. 14. Фиг. 16 является видом в перспективе режущей пластины 500, показанной на фиг. 14, которая рассматривается с другого направления. Фиг. 17 является видом снизу режущей пластины 500, показанной на фиг. 14. Фиг. 18 является видом сбоку режущей пластины 500, показанной на фиг. 14.
[82] Режущая пластина 500 согласно другому варианту осуществления будет описана со ссылкой на фиг. 14-18.
[83] Режущая пластина 500 включает верхнюю поверхность 510, нижнюю поверхность 520, четыре боковые поверхности 530, протягивающиеся между верхней поверхностью 510 и нижней поверхностью 520, и отверстие 540 пластины, проходящее через верхнюю поверхность 510 и нижнюю поверхность 520. Режущая пластина 500 может быть снабжена двумя угловыми участками 550 на своей верхней поверхности 510. Режущие кромки 551 и 552 могут быть образованы на соответствующих угловых участках 550. Два угловых участка 550 являются вращательно симметричными на 180° относительно центральной оси отверстия 540 пластины. Углубления формируются на нижней поверхности 520. Углубления включают первое углубление 560, проходящее от отверстия 540 пластины по направлению к угловому участку 550, и второе углубление 570, образованное вокруг первого углубления 560. Донная поверхность 571 и боковая стенка 572 могут быть образованы во втором углублении 570. Нижняя поверхность 520 режущей пластины 500 также является вращательно симметричной на 180° относительно центральной оси отверстия 540 пластины. Когда режущая пластина 500 поддерживается регулировочной прокладкой 600, первое углубление 560 и второе углубление 570 принимают первый выступ 660 и второй выступ 670 регулировочной прокладки 600, соответствующие им, и боковая стенка 572 второго углубления 570 не контактирует с боковой стенкой 672 соответствующего второго выступа 670 регулировочной прокладки 600. Вышеприведенный вариант осуществления был описан на основе случая, когда установочный участок 600 или 705 является регулировочной прокладкой 600. Однако, если установочный участок 600 или 705 является донной поверхностью 705 гнездового участка державки, первый выступ 660 и второй выступ 670 формируются на донной поверхности 705 гнездового участка державки.
[84] Фиг. 19 является видом в перспективе, показывающим регулировочную прокладку 600 для поддержки режущей пластины 500 согласно другому варианту осуществления настоящего изобретения.
[85] Регулировочная прокладка 600 для поддержки режущей пластины 500 согласно другому варианту осуществления настоящего изобретения будет описана со ссылкой на фиг. 19.
[86] Регулировочная прокладка 600 включает верхнюю поверхность 610, нижнюю поверхность 620, боковую поверхность 630, протягивающуюся между верхней поверхностью 610 и нижней поверхностью 620, и отверстие 640 регулировочной прокладки, проходящее через верхнюю поверхность 610 и нижнюю поверхность 620. Когда регулировочная прокладка 600 прикрепляется к державке 700, крепежное средство, такое как винт или т.п., проходит через отверстие 640 регулировочной прокладки. Первый выступ 660 и второй выступ 670, соответствующие первому углублению 560 и второму углублению 570 режущей пластины 500, формируются на верхней поверхности 610 регулировочной прокладки 600, т.е., поверхности регулировочной прокладки 600, поддерживающей режущую пластину 500. Выступы включают первый выступ 660, расположенный на стороне, отдаленной от отверстия 640 регулировочной прокладки в качестве центра, и второй выступ 670, расположенный рядом с отверстием 640 регулировочной прокладки. Второй выступ 670 формируется имеющим верхнюю поверхность 671 и боковую стенку 672. Когда режущая пластина 500 поддерживается регулировочной прокладкой 600, первый выступ 660 и второй выступ 670 вставляются в и поддерживаются посредством первого углубления 560 и второго углубления 570 режущей пластины 500, соответствующих им. Только верхняя поверхность 671 второго выступа 670 контактирует с донной поверхностью 571 второго углубления 570. Боковая стенка 672 второго выступа 670 не контактирует с боковой стенкой 572 второго углубления 570.
[87] Фиг. 20 является видом в перспективе, схематично показывающим соприкасающийся участок между режущей пластиной 500, показанной на фиг. 14, и регулировочной прокладкой 600, показанной на фиг. 19. Фиг. 21 является видом для объяснения соприкасающегося участка между режущей пластиной 500, показанной на фиг. 14, и регулировочной прокладкой 600, показанной на фиг. 19. Фиг. 22 является видом в разрезе, взятом по линии B-B на фиг. 21. Фиг. 23 является видом сбоку режущей пластины 500 и регулировочной прокладки 600, показанных на фиг. 21.
[88] Точка контакта между режущей пластиной 500 и регулировочной прокладкой 600 согласно другому варианту осуществления будет описана со ссылкой на фиг. 20-23.
[89] Когда режущая пластина 500 поддерживается регулировочной прокладкой 600, первое углубление 560 режущей пластины 500 контактирует с первым выступом 660 регулировочной прокладки 600 в двух первых точках 581 контакта. Нижние поверхности 571 двух вторых углублений 570 режущей пластины 500 контактируют с верхними поверхностями 671 двух вторых выступов 670 регулировочной прокладки 600 во вторых точках 582 контакта, соответственно. Поскольку режущая пластина 500 и регулировочная прокладка 600 контактируют друг с другом в двух первых точках 581 контакта, режущая пластина 500 прочно поддерживается не только в вертикальном направлении, но также в поперечном направлении. Соответственно, возможно минимизировать левое/правое перемещение и вибрацию режущей пластины 500 при выполнении операции резки. Верхняя поверхность 671 второго выступа 670 регулировочной прокладки 600 формируется в виде закругленной искривленной поверхности таким образом, чтобы выполнять точечный контакт, а не контакт поверхность-поверхность с нижней поверхностью 571 второго углубления 570 режущей пластины 500. Когда режущая пластина 500 поддерживается регулировочной прокладкой 600, режущая пластина 500 просто размещается на регулировочной прокладке 600, в то же время выполняя поперечный контакт с регулировочной прокладкой 600 только в первой точке 581 контакта без выполнения поперечного контакта с регулировочной прокладкой 600 во второй точке 582 контакта. Поскольку режущая пластина 500 просто помещается на регулировочную прокладку 600 без создания поперечного контакта с регулировочной прокладкой 600 во второй точке 582 контакта, режущая пластина 500 может устойчиво поддерживаться без помехи поперечной поддержке в первой точке 581 контакта.
[90] Кроме того, режущая пластина 500, главным образом, формируется посредством первичного процесса прессования и вторичного процесса шлифования. Второе углубление 570 окончательно обрабатывается посредством первичного процесса прессования и не подвергается процессу шлифования. Для того, чтобы режущая пластина 500 устойчиво поддерживалась регулировочной прокладкой 600, относительная разница высот между первым углублением 560 и вторым углублением 570 и относительная разница высот между первым выступом 660 и вторым выступом 670 регулировочной прокладки 600, соответствующими им, является важной. Поскольку процесс шлифования трудно точно контролировать по сравнению с процессом прессования, если второе углубление 570 окончательно обрабатывается только посредством процесса прессования, возможно легко осуществлять контроль относительной разницы высот, описанной выше, и производство и управление сборным режущим инструментом.
[91] Когда режущая пластина 500 поддерживается регулировочной прокладкой 600, первая точка 581 контакта располагается в позиции ниже второй точки 582 контакта относительно плоскости RP отсчета, перпендикулярной направлению прохождения отверстия 540 пластины. Другими словами, линия, соединяющая одну из первых точек 581 контакта и вторую точку 582 контакта, расположенную на той же стороне, что и первая точка 581 контакта относительно отверстия 540 пластины, имеет угол q наклона относительно плоскости RP отсчета, перпендикулярной направлению прохождения отверстия 540 пластины. Вследствие угла q наклона режущая пластина 500 может быть устойчиво приведена в контакт с и установлена на регулировочной прокладке 600 в первой точке 581 контакта по сравнению со случаем, когда не существует угла наклона (q=0°), или когда угол наклона является противоположным (q<0°). Устойчивый контакт первой точки 581 контакта является очень важным в том, что она функционирует, чтобы предотвращать левое/правое перемещение или микровибрацию режущей пластины 500 при выполнении операции резки. Во второй точке 582 контакта, боковая стенка 572 второго углубления 570 и боковая стенка 672 второго выступа 670 не контактируют друг с другом, и режущая пластина 500 просто помещается на регулировочной прокладке 600. В результате, режущая пластина 500 может устойчиво поддерживаться без помехи функции предотвращения микровибрации первой точки 581 контакта.
[92] В режущей пластине 500 и регулировочной прокладке 600 согласно одному варианту осуществления, угол q наклона может быть больше 0° и 9° или менее, предпочтительно от 1° до 2°. Если угол q наклона меньше 1°, активный угловой участок (угловой участок на стороне первого углубления) режущей пластины 500 может быть слегка приподнят, и первоначальное позиционирование режущей пластины 500 перед закреплением посредством крепежного средства 701 может становиться неустойчивым. Если угол q наклона больше 2°, активный угловой участок режущей пластины 500 может прекрасно понижаться, и первоначальное позиционирование режущей пластины 500 перед закреплением посредством крепежного средства 701 может становиться неустойчивым.
[93] Фиг. 24 является видом для объяснения формы державки 300 сборного режущего инструмента 1, показанного на фиг. 1, и углов a и b, образованных режущими кромками 151 и 152 относительно центральной оси вращения заготовки W. Фиг. 25 является видом для объяснения формы державки 700 сборного режущего инструмента 5, показанного на фиг. 12, и углов a и b, образованных режущими кромками 551 и 552 относительно центральной оси вращения заготовки W.
[94] Отличительные признаки державок 300 и 700 сборных режущих инструментов 1 и 5, показанных на фиг. 1 и 12, и углы a и b, образованные режущими кромками 151, 152, 551 и 552 относительно центральной оси вращения W, будут описаны со ссылкой на фиг. 24 и 25.
[95] В сборных режущих инструментах 1 и 5, показанных на фиг. 1 и 12, первые углубления 160 и 560 поддерживают режущие пластины в поперечном направлении. Следовательно, возможно удалять участки для поддержания пластины державок 300 и 700, существующие в направлении обратного вращения. Это делает возможным использование сборных режущих инструментов 1 и 5 на подходящей глубине реза и обеспечивает пространство для беспрепятственного выпуска стружки. Посредством минимизации левого/правого перемещения и вибрации режущих пластин возможно предотвращать повреждение пластины и улучшать точность. Кроме того, угол b, образованный режущей кромкой 152 или 552, существующий в направлении обратного вращения для первого углубления 160 или 560 режущей пластины 100 или 500 относительно центральной оси вращения заготовки W, т.е., главный угол b резца в плане во время обратного вращения, меньше 90°, а угол a, образованный режущей кромкой 151 или 551, существующей в направлении переднего вращения для первого углубления 160 или 560 режущей пластины 100 или 500 относительно центральной оси вращения заготовки W, т.е., главный угол a резца в плане во время переднего вращения, больше 90°. Поскольку главный угол b резца в плане во время обратного вращения меньше главного угла a резца в плане во время переднего вращения, является даже более важным обеспечивать пространство для выпуска стружки посредством эффективной компоновки режущих кромок 151, 152, 551 и 552 и высоты инструмента для срезания стружки заданной формы. Режущие пластины 100 и 500 согласно одному варианту осуществления и другому варианту осуществления настоящего изобретения могут вызывать беспрепятственное формирование стружки и хороший выпуск стружки посредством эффективной компоновки режущих кромок 151, 152, 551 и 552 и высоты инструмента для срезания стружки заданной формы. Таким образом, возможно вызывать беспрепятственный выпуск стружки посредством обработки заготовки в направлении обратного вращения, в котором главный угол резца в плане является небольшим.
[96] В то время как некоторые варианты осуществления были описаны, эти варианты осуществления были представлены только в качестве примера и не предназначены для того, чтобы ограничивать объем изобретения. Фактически, варианты осуществления, описанные в данном документе, могут быть осуществлены во множестве других форм. Кроме того, различные пропуски, подстановки и изменения в форме вариантов осуществления, описанных в данном документе, могут быть выполнены без выхода за рамки объема изобретения. Сопровождающая формула изобретения и ее эквиваленты охватывают такие формы или модификации, которые будут подпадать под объем изобретения.









Группа изобретений относится к режущей пластине и сборному режущему инструменту, включающему такую пластину. Режущая пластина включает верхнюю поверхность, нижнюю поверхность, множество боковых поверхностей, продолжающихся между верхней поверхностью и нижней поверхностью, отверстие пластины, проходящее через верхнюю поверхность и нижнюю поверхность, и угловой участок, снабженный режущей кромкой. По меньшей мере, одна из верхней поверхности и нижней поверхности имеет множество углублений, продолжающихся между отверстием пластины и угловым участком. Множество углублений включает первое углубление, в которое вставлен один участок установочного участка при поддержании режущей пластины установочным участком, и второе углубление, в которое вставлен другой участок установочного участка при поддержании режущей пластины установочным участком. Второе углубление имеет боковую стенку, разнесенную от другого участка установочного участка. Обеспечивается беспрепятственное формирование стружки и выпуск стружки во время токарной обработки. 3 н. и 19 з.п. ф-лы, 25 ил.
1. Режущая пластина, поддерживаемая установочным участком при установке на режущий инструмент, содержащая: верхнюю поверхность; нижнюю поверхность; множество боковых поверхностей, продолжающихся между верхней поверхностью и нижней поверхностью; отверстие пластины, проходящее через верхнюю поверхность и нижнюю поверхность; и угловой участок, снабженный режущей кромкой, при этом, по меньшей мере, одна из верхней поверхности и нижней поверхности имеет множество углублений, продолжающихся между отверстием пластины и угловым участком, причем множество углублений включает первое углубление, в которое вставлен один участок установочного участка, когда режущая пластина поддерживается установочным участком, и второе углубление, в которое вставлен другой участок установочного участка, когда режущая пластина поддерживается установочным участком, и второе углубление имеет боковую стенку, разнесенную от другого участка установочного участка.
2. Режущая пластина по п. 1, в которой первое углубление контактирует с установочным участком в двух точках, а второе углубление имеет донную поверхность, контактирующую с установочным участком.
3. Режущая пластина по п. 2, в которой первое углубление и установочный участок контактируют друг с другом в паре первых точек контакта, донная поверхность второго углубления и установочный участок контактируют друг с другом во второй точке контакта, и линия, соединяющая одну из первых точек контакта и вторую точку контакта, образует угол наклона относительно плоскости отсчета, перпендикулярной направлению прохождения отверстия пластины.
4. Режущая пластина по п. 3, в которой каждая из верхней поверхности и нижней поверхности включает переднюю поверхность, наклоненную относительно плоскости отсчета, перпендикулярной направлению прохождения отверстия пластины, причем верхняя поверхность и нижняя поверхность являются симметричными друг другу, и каждая из верхней поверхности и нижней поверхности включает три угловых участка.
5. Режущая пластина по п. 4, в которой угол наклона больше 0° и 9° или менее.
6. Режущая пластина по п. 4, в которой угол наклона составляет 4-6°.
7. Режущая пластина по п. 3, в которой два угловых участка предусмотрены на верхней поверхности и два угловых участка являются вращательно симметричными на 180° относительно центральной оси отверстия пластины.
8. Режущая пластина по п. 7, в которой угол наклона больше 0° и 9° или менее.
9. Режущая пластина по п. 7, в которой угол наклона составляет 1-2°.
10. Сборный режущий инструмент, содержащий державку, выполненную таким образом, что режущая пластина поддерживается посредством установочного участка, при этом установочный участок включает первый выступ и второй выступ, образованные на поверхности, поддерживающей режущую пластину, при этом державка выполнена с возможностью контакта с боковой поверхностью режущей пластины для поддержания режущей пластины и прикрепления режущей пластины к установочному участку крепежным средством, причем режущая пластина включает верхнюю поверхность, нижнюю поверхность, множество боковых поверхностей, продолжающихся между верхней поверхностью и нижней поверхностью, отверстие пластины, проходящее через верхнюю поверхность и нижнюю поверхность, и угловой участок, снабженный режущей кромкой, при этом, по меньшей мере, одна из верхней поверхности и нижней поверхности имеет множество углублений, продолжающихся между отверстием пластины и угловым участком, причем множество углублений включает первое углубление, в которое вставлен первый выступ установочного участка при поддержании режущей пластины установочным участком, и второе углубление, в которое вставлен второй выступ установочного участка при поддержании режущей пластины установочным участком, и второе углубление имеет боковую стенку, разнесенную от второго выступа установочного участка.
11. Сборный режущий инструмент по п. 10, в котором установочный участок является регулировочной прокладкой, а державка выполнена с возможностью закрепления режущей пластины и регулировочной прокладки.
12. Сборный режущий инструмент по п. 10, в котором установочный участок является нижней поверхностью гнездового участка державки.
13. Сборный режущий инструмент по п. 11, в котором первое углубление контактирует с первым выступом регулировочной прокладки в двух точках, а второе углубление имеет донную поверхность, контактирующую со вторым выступом регулировочной прокладки.
14. Сборный режущий инструмент по п. 13, в котором первое углубление и первый выступ регулировочной прокладки контактируют друг с другом в паре первых точек контакта, донная поверхность второго углубления и второй выступ регулировочной прокладки контактируют друг с другом во второй точке контакта, и линия, соединяющая одну из первых точек контакта и вторую точку контакта, образует угол наклона относительно плоскости отсчета, перпендикулярной направлению прохождения отверстия пластины.
15. Сборный режущий инструмент по п. 14, в котором каждая из верхней поверхности и нижней поверхности режущей пластины включает переднюю поверхность, наклоненную относительно плоскости отсчета, перпендикулярной направлению прохождения отверстия пластины, при этом верхняя поверхность и нижняя поверхность являются симметричными друг другу, и каждая из верхней поверхности и нижней поверхности включает три угловых участка.
16. Сборный режущий инструмент по п. 15, в котором при установке режущей пластины на державке верхняя поверхность режущей пластины образует угол от -5° до +5° относительно центральной линии заготовки, подлежащей резанию режущей пластиной.
17. Сборный режущий инструмент по п. 14, в котором два угловых участка предусмотрены на верхней поверхности и два угловых участка являются вращательно симметричными на 180° относительно центральной оси отверстия пластины.
18. Сборный режущий инструмент по п. 14, в котором при установке режущей пластины на державке только боковая поверхность режущей пластины, расположенная на противоположной стороне первого углубления, контактирует с державкой.
19. Сборный режущий инструмент по п. 14, в котором режущая кромка, расположенная на одной стороне первого углубления режущей пластины, образует угол менее 90° относительно центральной оси вращения заготовки, и режущая кромка, расположенная на другой стороне первого углубления режущей пластины, образует угол больше 90° относительно центральной оси вращения заготовки.
20. Режущая пластина в комбинации с регулировочной прокладкой, на которую посажена режущая пластина, при этом режущая пластина содержит: верхнюю и нижнюю поверхности и множество боковых поверхностей, продолжающихся между верхней и нижней поверхностями; отверстие пластины, проходящее через верхнюю поверхность и нижнюю поверхность, причем отверстие пластины имеет центральную ось, вокруг которой, по меньшей мере, верхняя поверхность имеет вращательную симметрию; по меньшей мере, два угловых участка, каждый из которых образован в месте соединения двух смежных боковых поверхностей, причем каждый угловой участок снабжен парой режущих кромок, образованных на пересечении верхней поверхности с упомянутыми двумя смежными боковыми поверхностями, первое углубление, образованное в нижней поверхности, рядом с каждым угловым участком, и, по меньшей мере, два вторых углубления, образованных в нижней поверхности, на расстоянии от первого углубления, причем каждое второе углубление имеет боковую стенку второго углубления; при этом на виде в плане нижней поверхности первое углубление имеет форму, отличную от двух вторых углублений; а регулировочная прокладка содержит: верхнюю и нижнюю поверхности регулировочной прокладки и множество боковых поверхностей регулировочной прокладки, продолжающихся между верхней и нижней поверхностями регулировочной прокладки; отверстие регулировочной прокладки, проходящее через верхнюю и нижнюю поверхности регулировочной прокладки, причем отверстие регулировочной прокладки имеет центральную ось, вокруг которой верхняя поверхность не имеет вращательной симметрии; по меньшей мере, один угловой участок регулировочной прокладки, образованный в месте соединения двух смежных боковых поверхностей регулировочной прокладки; первый выступ, образованный на верхней поверхности регулировочной прокладки рядом с, по меньшей мере, одним угловым участком регулировочной прокладки; и, по меньшей мере, два вторых выступа, образованных на верхней поверхности регулировочной прокладки, на расстоянии от, по меньшей мере, одного углового участка регулировочной прокладки, причем каждый второй выступ имеет боковую стенку второго выступа, при этом на виде в плане верхней поверхности регулировочной прокладки первый выступ имеет форму, отличную от вторых выступов; и при этом первый выступ, по меньшей мере, частично занимает первое углубление, а два вторых выступа, по меньшей мере, частично занимают два вторых углубления.
21. Режущая пластина в комбинации с регулировочной прокладкой по п. 20, в которой режущая пластина имеет треугольную форму с тремя боковыми поверхностями, тремя угловыми участками, имеющими режущие кромки, тремя первыми углублениями и тремя вторыми углублениями, при этом каждое второе углубление расположено между одним из первых углублений и отверстием пластины, верхняя поверхность регулировочной прокладки имеет только один первый выступ и только два вторых выступа; первое углубление контактирует с первым выступом в паре разнесенных первых точек контакта; два вторых углубления контактируют с верхними поверхностями двух вторых выступов в соответствующих вторых точках контакта; и линия, соединяющая одну из первых точек контакта и вторую точку контакта, расположенную на той же стороне, что и первая точка контакта относительно отверстия пластины, имеет ненулевой угол (p) наклона относительно плоскости (RP) отсчета, перпендикулярной направлению прохождения отверстия пластины.
22. Режущая пластина в комбинации с регулировочной прокладкой по п. 20, в которой режущая пластина имеет форму ромба, с четырьмя боковыми поверхностями, двумя угловыми участками, имеющими режущие кромки, двумя первыми углублениями, расположенными вдоль воображаемой линии, проходящей между двумя угловыми участками, и отделенными друг от друга отверстием пластины, и четырьмя вторыми углублениями, причем каждое из четырех вторых углублений расположено на пересечении между нижней поверхностью и отличной одной из четырех боковых поверхностей; верхняя поверхность регулировочной прокладки имеет только один первый выступ и только два вторых выступа; одно из первых углублений контактирует с первым выступом в паре разнесенных первых точек контакта; два из четырех вторых углублений контактируют с верхними поверхностями двух вторых выступов в соответствующих вторых точках контакта; и линия, соединяющая одну из первых точек контакта и вторую точку контакта, расположенную на той же стороне, что и первая точка контакта относительно отверстия пластины, имеет ненулевой угол (p) наклона относительно плоскости (RP) отсчета, перпендикулярной направлению прохождения отверстия пластины.
| US 20190047061 A1, 14.02.2019 | |||
| US 20140227051 A1, 14.08.2014 | |||
| US 20160368062 A1, 22.12.2016 | |||
| ПЛАСТИНА И СБОРНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ, СОДЕРЖАЩИЙ ТАКУЮ ПЛАСТИНУ | 2019 |
|
RU2747665C1 |
| СБОРНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ | 2010 |
|
RU2495733C1 |

