Область техники, к которой относится изобретение
[1] Настоящее изобретение относится к режущей пластине, используемой для точения обрабатываемой детали, и к сборному режущему инструменту, включающему такую пластину.
Уровень техники
[2] Точение является типично работой, выполняемой на токарном станке, и, главным образом, относится к способу резания поверхности обрабатываемой детали округлой формы с помощью режущего инструмента во время вращения обрабатываемой детали округлой формы. В такой операции точения, как правило, если главный угол в плане режущей пластины (т.е., угол между режущей кромкой режущей пластины и поверхностью обрабатываемой детали) является небольшим во время обратного точения, тогда толщина стружек, образующихся от обрабатываемой детали, становится тонкой, и образуются свисающие стружки, в результате чего поток отвода стружки становится негладким. Соответственно, в родственной области техники, величина угла режущей пластины проектируется небольшой, так что главный угол в плане режущей пластины может быть обеспечен во время обратного точения.
Сущность изобретения
Техническая задача
[3] Однако, если величина угла режущей пластины является небольшой, тогда главный угол в плане режущей пластины увеличивается во время продольного точения. Это является неблагоприятным при продольном точении, в котором относительно большая нагрузка прикладывается к режущей пластине. Кроме того, если величина угла режущей пластины является небольшой, тогда верхняя и нижняя поверхности режущей пластины становятся меньшими. По существу, при проектировании режущей пластины, существует множество ограничений в обеспечении пространства формирователя для формирования стружки и обеспечения отвода стружки. В частности, в случае двухсторонней режущей пластины с отрицательным передним углом, верхняя и нижняя поверхности режущей пластины должны также использоваться в качестве установочных поверхностей инструмента, в результате чего возникает большее ограничение пространства при проектировании режущей пластины. Таким образом, это является более неблагоприятным с точки зрения обеспечения пространства для вызова вывода стружки и с точки зрения обеспечения площади для устойчивой установки режущей пластины. Среди традиционных режущих пластин, используемых для точения, режущая пластина, имеющая небольшую величину угла, главным образом, используется для профилирования. Только концевой участок такой режущей пластины используется во время обратного точения. Соответственно, длина, с которой образован формирователь стружки, является очень небольшой, тем самым, делая трудным использование такой режущей пластины для обратного точения с высокой подачей.
Решение проблемы
[4] Настоящее изобретение предлагает двухстороннюю режущую пластину, установленную на невращающийся режущий инструмент, т.е., токарный инструмент. Кроме того, настоящее изобретение предлагает режущую пластину, выполненную с возможностью использования как для продольного точения, так и для обратного точения, и дополнительно выполненную с возможностью вызова беспрепятственного формирования стружки и хорошего отвода стружки посредством эффективного конфигурирования формы формирователя стружки. Кроме того, настоящее изобретение предлагает режущую пластину, выполненную с возможностью получения толщины стружки, которая не вызывает свисание стружки, и выполнения обратного точения с высокой подачей. Кроме того, настоящее изобретение предлагает режущую пластину, выполненную с возможностью обеспечения устойчивой монтажной поверхности и беспрепятственного выполнения продольного точения, которая принимает большую нагрузку.
[5] Настоящее изобретение также предлагает сборный режущий инструмент, включающий такую пластину.
[6] Один аспект настоящего изобретения относится к режущей пластине. Режущая пластина, выполненная с возможностью выполнения продольного точения и обратного точения с высокой подачей согласно примерному варианту осуществления, включает: верхнюю поверхность; нижнюю поверхность напротив верхней поверхности в вертикальном направлении; боковой участок, выполненный с возможностью соединения верхней поверхности с нижней поверхностью; установочное отверстие, проходящее через верхнюю поверхность и нижнюю поверхность; и множество режущих кромок, образованных на кромках, где верхняя поверхность встречается с боковым участком, при этом верхняя поверхность имеет один или более режущих углов, множество режущих кромок включает главную режущую кромку и вспомогательную режущую кромку, продолжающуюся от режущего угла, и при этом характерный наклон вспомогательной режущей кромки, используемой для обратного точения с высокой подачей, больше характерного наклона главной режущей кромки, используемой для продольного точения, относительно воображаемой эталонной плоскости, перпендикулярной вертикальному направлению.
[7] В одном варианте осуществления режущая пластина включает первую боковую поверхность, вторую боковую поверхность, третью боковую поверхность и четвертую боковую поверхность. Первая боковая поверхность и вторая боковая поверхность могут быть противоположны друг другу, и третья боковая поверхность и четвертая боковая поверхность могут быть противоположны друг другу. Пара режущих углов может быть предусмотрена на верхней поверхности. Пара режущих углов может включать первый режущий угол, где первая боковая поверхность и третья боковая поверхность, прилегающие друг к другу, встречаются с верхней поверхностью, и второй режущий угол, где вторая боковая поверхность и четвертая боковая поверхность, прилегающие друг к другу, встречаются с верхней поверхностью. Дополнительно, главная режущая кромка может включать первую режущую кромку, продолжающуюся от первого режущего угла и образованную на кромке, где встречаются первая боковая поверхность и верхняя поверхность, и вторую режущую кромку, продолжающуюся от второго режущего угла и образованную на кромке, где встречаются вторая боковая поверхность и верхняя поверхность. Вспомогательная режущая кромка может включать третью режущую кромку, продолжающуюся от первого режущего угла и образованную на кромке, где встречаются третья боковая поверхность и верхняя поверхность, и четвертую режущую кромку, продолжающуюся от второго режущего угла и образованную на кромке, где встречаются четвертая боковая поверхность и верхняя поверхность.
[8] В одном варианте осуществления верхняя поверхность может иметь ромбовидную форму, и каждый из пары режущих углов может иметь величину угла 66° или более и 75° или менее.
[9] В одном варианте осуществления каждая из множества режущих кромок может иметь любую форму из формы, в которой сочетаются прямая линия и зазубренность, формы, в которой сочетаются прямая и кривая, формы, в которой сочетаются множество прямых, прямой формы и криволинейной формы.
[10] В одном варианте осуществления характерный наклон главной режущей кромки может быть наклоном относительно воображаемой эталонной плоскости первой воображаемой линии, проходящей от каждого из пары режущих углов до первой вертикальной линии, проходящей через точку половины длины главной режущей кромки. На основе первой воображаемой линии, сумма площадей участков, определенных первой воображаемой линией и главной режущей кромкой выше первой воображаемой линии, может быть равна сумме площадей участков, определенных первой воображаемой линией и главной режущей кромкой ниже первой воображаемой линии. Кроме того, характерный наклон вспомогательной режущей кромки может быть наклоном относительно воображаемой эталонной плоскости второй воображаемой линии, проходящей от каждого из пары режущих углов до второй вертикальной линии, проходящей через точку половины длины вспомогательной режущей кромки. На основе второй воображаемой линии, сумма площадей участков, определенных второй воображаемой линией и вспомогательной режущей кромкой выше второй воображаемой линии, может быть равна сумме площадей участков, определенных второй воображаемой линией и вспомогательной режущей кромкой ниже второй воображаемой линии.
[11] В одном варианте осуществления верхняя поверхность может включать посадочную поверхность и переднюю поверхность, при этом посадочная поверхность может быть образована как плоская поверхность, параллельная воображаемой эталонной плоскости, а передняя поверхность образована как криволинейная поверхность, в которой поочередно соединены множество углубленных поверхностей и множество гребенчатых поверхностей.
[12] В одном варианте осуществления передняя поверхность может включать переднюю поверхность для продольного точения, прилегающую к главной режущей кромке, и переднюю поверхность для обратного точения, прилегающую к вспомогательной режущей кромке.
[13] В одном варианте осуществления угол между биссектрисой угла, проходящей через пару режущих углов, и линией продолжения пересечения углубленной поверхности и гребенчатой поверхности передней поверхности для продольного точения может быть меньше угла между биссектрисой угла и линией продолжения пересечения углубленной поверхности и гребенчатой поверхности передней поверхности для обратного точения.
[14] В одном варианте осуществления множество точечных участков, разнесенных друг от друга в направлении продолжения вспомогательной режущей кромки, могут быть образованы на передней поверхности для обратного точения.
[15] В одном варианте осуществления расстояние между вспомогательной режущей кромкой и каждым из точечных участков может быть меньше расстояния между главной режущей кромкой и пересечением посадочной поверхности передней поверхности для продольного точения.
[16] В одном варианте осуществления формирователь стружки для продольного точения, включающий первую поверхность канавки, наклоненную вниз к установочному отверстию, и вторую поверхность канавки, соединенную с первой поверхностью канаки и наклоненную вверх к установочному отверстию, может быть образован на передней поверхности для продольного точения, а формирователь стружки для обратного точения, включающий третью поверхность канавки, наклоненную вниз к установочному отверстию, и четвертую поверхность канавки, соединенную с третьей поверхностью канавки и наклоненную вверх к установочному отверстию, может быть образован на передней поверхности для обратного точения.
[17] В одном варианте осуществления формирователь стружки для обратного точения может иметь длину, равную, по меньшей мере,  длины кромки третьей боковой поверхности, встречающейся с верхней поверхностью.
длины кромки третьей боковой поверхности, встречающейся с верхней поверхностью.
[18] В одном варианте осуществления угол наклона формирователя стружки для обратного точения относительно воображаемой эталонной плоскости может быть больше угла наклона формирователя стружки для продольного точения, симметричного к биссектрисе угла, проходящей через пару режущих углов.
[19] В одном варианте осуществления расстояние уклона формирователя стружки для обратного точения может быть задано меньшим по сравнению с расстоянием уклона формирователя стружки для продольного точения, симметричного к биссектрисе угла, проходящей через пару режущих углов.
[20] В одном варианте осуществления главная режущая кромка может иметь главный угол в плане больше 90° относительно обрабатываемой детали, а вспомогательная режущая кромка может иметь главный угол в плане менее 30° относительно обрабатываемой детали.
[21] В вышеописанных вариантах осуществления верхняя поверхность и нижняя поверхность могут быть зеркально-симметричными относительно воображаемой эталонной плоскости.
[22] Другой аспект настоящего изобретения относится к сборному режущему инструменту. Сборный режущий инструмент для точения обрабатываемой детали согласно примерному варианту осуществления включает: режущую пластину, выполненную с возможностью использования как для продольного точения, так и для обратного точения с высокой подачей; державку, снабженную на своем конце гнездом под пластину, в котором устанавливается режущая пластина; и крепежный элемент, выполненный с возможностью прикрепления режущей пластины к гнезду под пластину державки, при этом режущая пластина включает верхнюю поверхность, нижнюю поверхность напротив верхней поверхности в вертикальном направлении, множество боковых поверхностей, расположенных между верхней поверхностью и нижней поверхностью, и множество режущих кромок, образованных на кромках, где множество боковых поверхностей встречаются с верхней поверхностью, верхняя поверхность и нижняя поверхность являются зеркально-симметричными относительно воображаемой эталонной плоскости, расположенной между верхней поверхностью и нижней поверхностью и перпендикулярной к вертикальному направлению, верхняя поверхность имеет пару режущих углов, множество режущих кромок включает главную режущую кромку, используемую для продольного точения и продолжающуюся от каждого из пары режущих углов, и вспомогательную режущую кромку, используемую для обратного точения с высокой подачей и продолжающуюся от каждого из пары режущих углов, характерный наклон вспомогательной режущей кромки больше характерного наклона главной режущей кромки относительно воображаемой эталонной плоскости, и главная режущая кромка имеет главный угол в плане больше 90° относительно обрабатываемой детали, а вспомогательная режущая кромка имеет главный угол в плане менее 30° относительно обрабатываемой детали.
[23] В одном варианте осуществления характерный наклон главной режущей кромки может быть наклоном относительно воображаемой эталонной плоскости первой воображаемой линии, проходящей от каждого из пары режущих углов до первой вертикальной линии, проходящей через точку половины длины главной режущей кромки. На основе первой воображаемой линии, сумма площадей участков, определенных первой воображаемой линией и главной режущей кромкой выше первой воображаемой линии, может быть равна сумме площадей участков, определенных первой воображаемой линией и главной режущей кромкой ниже первой воображаемой линии. Характерный наклон вспомогательной режущей кромки может быть наклоном относительно воображаемой эталонной плоскости второй воображаемой линии, проходящей от каждого из пары режущих углов до второй вертикальной линии, проходящей через точку половины длины вспомогательной режущей кромки. На основе второй воображаемой линии, сумма площадей участков, определенных второй воображаемой линией и вспомогательной режущей кромкой выше второй воображаемой линии, может быть равна сумме площадей участков, определенных второй воображаемой линией и вспомогательной режущей кромкой ниже второй воображаемой линии.
Преимущества изобретения
[24] Согласно вариантам осуществления настоящего изобретения, благодаря конструктивным особенностям режущей пластины можно заставить стружку не свисать за счет регулировки угла обратного точения.
[25] Режущая пластина согласно вариантам осуществления настоящего изобретения, которая является двухсторонней пластиной, имеющей четыре угла, может выполнять устойчивое резание в направлениях обратного точения и продольного точения. В частности, режущая пластина может выполнять механическую обработку с высокой подачей в направлении обратного точения, что делает возможным улучшение производительности. Кроме того, возможно стимулировать беспрепятственный отвод стружки, тем самым, предотвращая повреждение поверхности обрабатываемой детали вследствие свисания стружки.
Краткое описание чертежей
[26] Сопровождающие чертежи, которые включены в описание и составляют его часть, иллюстрируют варианты осуществления настоящего изобретения.
[27] Фиг. 1 представляет собой вид в перспективе, показывающий режущую пластину согласно одному варианту осуществления настоящего изобретения.
[28] Фиг. 2 представляет собой вид в перспективе режущей пластины согласно варианту осуществления настоящего изобретения, которая рассматривается с другого направления.
[29] Фиг. 3 представляет собой вид в плане режущей пластины, показанной на фиг. 1.
[30] Фиг. 4 представляет собой вид спереди режущей пластины, показанной на фиг. 1.
[31] Фиг. 5 представляет собой вид сбоку справа режущей пластины, показанной на фиг. 1.
[32] Фиг. 6 представляет собой укрупненный вид главной режущей кромки, показанной на фиг. 5.
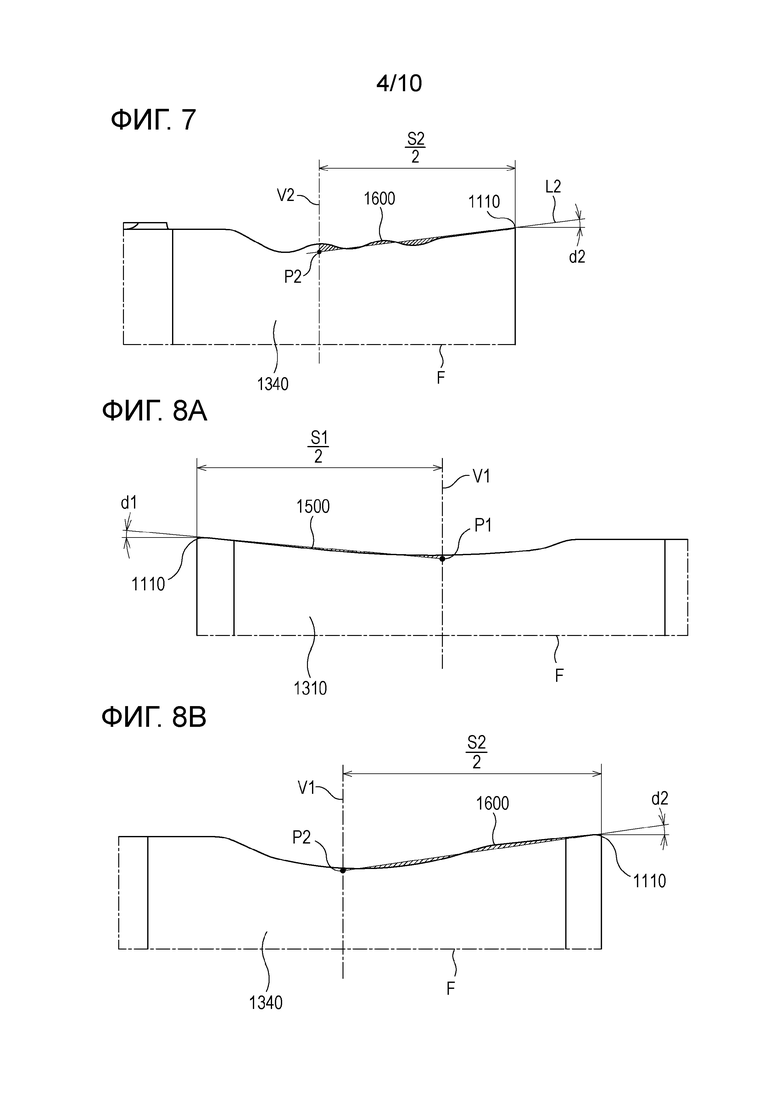
[33] Фиг. 7 представляет собой укрупненный вид вспомогательной режущей кромки, показанной на фиг. 5.
[34] Фиг. 8A и фиг. 8B представляют собой виды, показывающие характерные наклоны режущих кромок, имеющих форму, в которой прямая и кривая линии сочетаются.
[35] Фиг. 9A и фиг. 9B представляют собой виды, показывающие характерные наклоны режущих кромок, имеющих форму, в которой сочетается множество прямых линий.
[36] Фиг. 10A и фиг. 10B представляют собой виды, показывающие характерные наклоны режущих кромок, имеющих форму прямой линии.
[37] Фиг. 11A и фиг. 11B представляют собой виды, показывающие характерные наклоны режущих кромок, имеющих криволинейную форму.
[38] Фиг. 12 представляет собой частичный вид в разрезе режущей пластины в точке Z1, показанной на фиг. 3.
[39] Фиг. 13 представляет собой частичный вид в разрезе режущей пластины в точке Z2, показанной на фиг. 3.
[40] Фиг. 14 представляет собой вид в перспективе, показывающий сборный режущий инструмент согласно одному варианту осуществления настоящего изобретения.
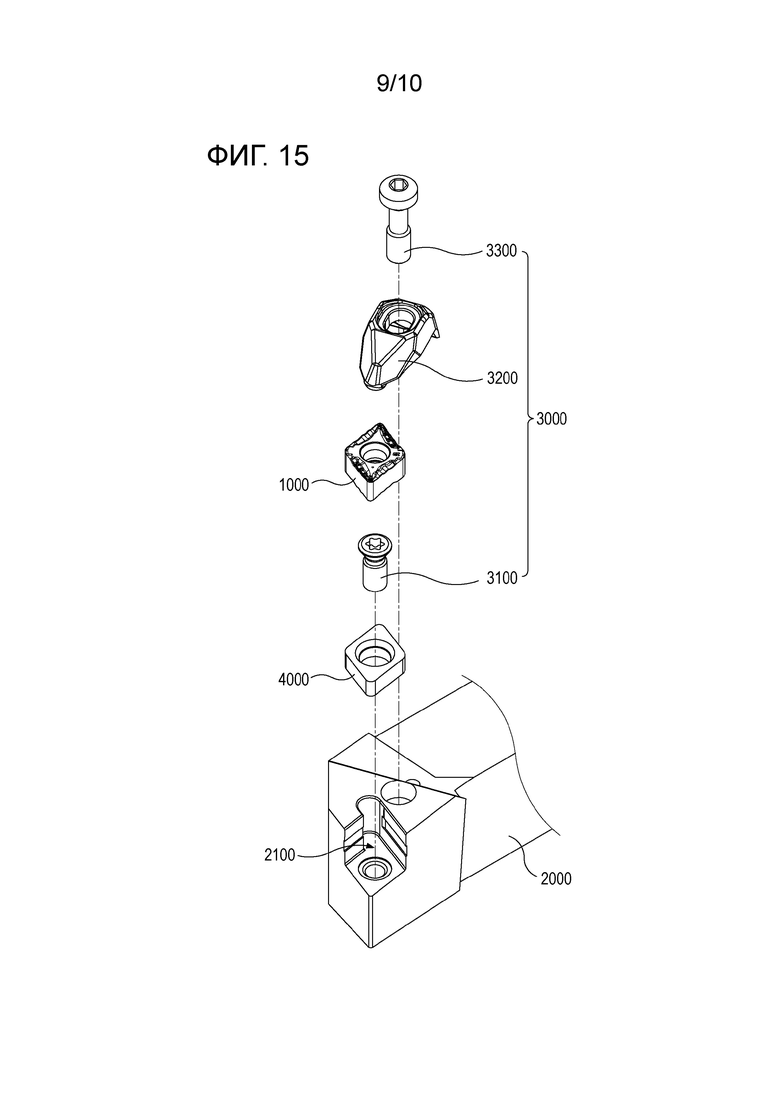
[41] Фиг. 15 представляет собой покомпонентный вид в перспективе сборного режущего инструмента, показанного на фиг. 14.
[42] Фиг. 16 представляет собой вид, показывающий состояние, в котором сборный режущий инструмент, показанный на фиг. 14, режет обрабатываемую деталь.
[43] Фиг. 17 представляет собой вид, показывающий состояние, в котором сборный режущий инструмент, показанный на фиг. 14, режет обрабатываемую деталь, которая рассматривается с другого направления.
Принцип осуществления изобретения
[44] Варианты осуществления настоящего изобретения иллюстрируются с целью объяснения технической идеи настоящего изобретения. Объем прав согласно настоящему изобретению не ограничивается вариантами осуществления, представленными ниже, или подробными описаниями таких вариантов осуществления.
[45] Все технические термины и научные термины в настоящем изобретении включают значения или определения, которые обычно понимаются обычными специалистами в области техники, пока не определено иное. Все термины в настоящем изобретении выбираются с целью описания настоящего изобретения более четко и не выбираются, чтобы ограничивать объем настоящего изобретения.
[46] Такие выражения как "содержащий", "включающий", "имеющий" и т.п., используемые в настоящем изобретении, следует понимать как неограничивающие термины, имеющие возможность охвата других вариантов осуществления, пока иное не упоминается в фразе или предложении, содержащем такие выражения.
[47] Выражения в единственном числе, которые описываются в настоящем изобретении, могут охватывать выражения во множественном числе, пока иное не сформулировано, которые будут также применяться к выражениям в единственном числе, перечисленным в формуле изобретения.
[48] Такие выражения как "первый", "второй" и т.д., которые показаны в различных вариантах осуществления настоящего изобретения, используются, чтобы отделять множество элементов друг от друга, и не предназначены, чтобы ограничивать порядок или важность соответствующих элементов.
[49] Направленный термин "вверх", "верхний" и т.д., используемый в данном документе, основывается на направлении, в котором верхняя поверхность расположена относительно нижней поверхности на сопровождающих чертежах. Направленный термин "вниз", "нижний" и т.д. означает направление, противоположное направленному вверх или верхнему направлению. Режущая пластина, показанная на сопровождающих чертежах, может быть иначе ориентирована, и вышеописанные направленные термины могут быть интерпретированы соответственно.
[50] Далее в данном документе, варианты осуществления настоящего изобретения будут описаны со ссылкой на сопровождающие чертежи. На сопровождающих чертежах, аналогичные или релевантные компоненты обозначены аналогичными ссылочными позициями. В последующем описании вариантов осуществления, повторяющиеся описания идентичных или релевантных компонентов будут пропущены. Однако, даже если описание компонента пропущено, такой компонент не подразумевает исключения в варианте осуществления.
[51] Фиг. 1 является видом в перспективе, показывающим режущую пластину 1000 согласно одному варианту осуществления настоящего изобретения. Фиг. 2 является видом в перспективе режущей пластины 1000 согласно одному варианту осуществления настоящего изобретения, которая рассматривается с другого направления.
[52] Обращаясь к фиг. 1 и 2, режущая пластина 1000 может называться двухсторонней индексируемой режущей пластиной, которая может быть использована для точения. Режущая пластина 1000 включает верхнюю поверхность 1100 и нижнюю поверхность 1200, обращенные друг к другу в вертикальном направлении (z-направлении на фиг. 1 и 2), а также боковой участок 1300, соединяющий верхнюю поверхность 1100 и нижнюю поверхность 1200. Режущая пластина 1000 согласно одному варианту осуществления имеет установочное отверстие 1400, образованное, чтобы проходить через верхнюю поверхность 1100 и нижнюю поверхность 1200, и может быть надежно установлена на токарный инструмент посредством использования крепежного элемента, такого как зажимной винт или т.п.
[53] Боковой участок 1300 режущей пластины 1000 имеет четыре боковые поверхности, такие как первая боковая поверхность 1310, вторая боковая поверхность 1320, третья боковая поверхность 1330 и четвертая боковая поверхность 1340. Первая боковая поверхность 1310 и вторая боковая поверхность 1320 обращены друг к другу, в то время как третья боковая поверхность 1330 и четвертая боковая поверхность 1340 обращены друг к другу. Т.е., когда режущая пластина 1000 рассматривается сверху или снизу, верхняя поверхность 1100 и нижняя поверхность 1200 имеют прямоугольную форму. В одном варианте осуществления длины S1 и S2 кромок боковых поверхностей, все являются одинаковыми, так что верхняя поверхность 1100 и нижняя поверхность 1200 имеют форму ромба.
[54] В режущей пластине 1000, режущие кромки могут быть образованы на кромках, где верхняя поверхность 1100 и боковые поверхности встречаются, а также на кромках, где нижняя поверхность 1200 и боковые поверхности встречаются.
[55] Каждая из верхней поверхности 1100 и нижней поверхности 1200 имеет четыре угла, где углы прилегающих боковых поверхностей встречаются. Два из четырех углов могут называться режущими углами 1110, в то время как оставшиеся два угла могут называться нережущими углами 1110'.
[56] В одном варианте осуществления пара режущих углов 1110 включает первый режущий угол 1111, где первая боковая поверхность 1310 и третья боковая поверхность 1330, прилегающие друг к другу, встречаются с верхней поверхностью 1100 (или нижней поверхностью 1200), а также второй режущий угол 1112, где вторая боковая поверхность 1320 и четвертая боковая поверхность 1340, прилегающие друг к другу, встречаются с верхней поверхностью 1100 (или нижней поверхностью 1200). Пара нережущих углов 1110' включает первый нережущий угол 1111', где первая боковая поверхность 1310 и четвертая боковая поверхность 1340, прилегающие друг к другу, встречаются с верхней поверхностью 1100 (или нижней поверхностью 1200), и второй нережущий угол 1112', где вторая боковая поверхность 1320 и третья боковая поверхность 1330, прилегающие друг к другу, встречаются с верхней поверхностью 1100 (или нижней поверхностью 1200).
[57] Множество режущих кромок, образованных на режущей пластине 1000 включает главную режущую кромку 1500 и вспомогательную режущую кромку 1600, продолжающуюся от пары режущих углов 1110. Т.е., главная режущая кромка 1500 и вспомогательная режущая кромка 1600 предусматриваются на каждой из верхней поверхности 1100 и нижней поверхности 1200. Главная режущая кромка 1500 может быть использована для продольного точения (или переднего точения), в то время как вспомогательная режущая кромка 1600 может быть использована для обратного точения (или заднего точения), в частности, обратного точения с высокой подачей. В качестве условия высокой подачи, приспособленного для значительного улучшения производительности, может быть условие 0,5 мм/об или более.
[58] Чтобы предоставить возможность использования обеих поверхностей режущей пластины 1000, верхняя поверхность 1100 и нижняя поверхность 1200 являются зеркально-симметричными относительно воображаемой плоскости (далее в данном документе называемой воображаемой эталонной плоскостью), перпендикулярной к центральной оси L0, проходящей через центр CP установочного отверстия 1400 и продолжающейся в вертикальном направлении. Соответственно, в последующем описании, верхняя поверхность 1100 будет, главным образом, описана из верхней поверхности 1100 и нижней поверхности 1200, чтобы избегать дублирующих описаний.
[59] Режущая пластина 1000 согласно примерному варианту осуществления имеет верхнюю поверхность 1100, имеющую ромбовидную форму, но форма режущей пластины 1000 не ограничивается этим. Например, режущая пластина 1000 может иметь верхнюю поверхность круглой формы, овальной формы и различных многоугольных форм. Один или более режущих углов могут быть предусмотрены на верхней поверхности различных форм. Когда верхняя поверхность имеет ромбовидную форму, верхняя поверхность может иметь режущие углы, имеющие различные величины углов. Даже для режущих пластин, имеющих различные формы верхних поверхностей, главная режущая кромка и вспомогательная режущая кромка, продолжающиеся от режущего угла, образованы таким образом, что режущая пластина может быть применена как для продольного точения, так и для обратного точения с высокой подачей.
[60] Фиг. 3 является видом в плане режущей пластины 1000, показанной на фиг. 1.
[61] Обращаясь к фиг. 3, главная режущая кромка 1500 включает первую режущую кромку 1510, продолжающуюся от первого режущего угла 1111 и образованную на углу, где встречаются первая боковая поверхность 1310 и верхняя поверхность 1100, а также вторую режущую кромку 1520, продолжающуюся от второго режущего угла 1112 и образованную на углу, где встречаются вторая боковая поверхность 1320 и верхняя поверхность 1100. Кроме того, вспомогательная режущая кромка 1600 включает третью режущую кромку 1610, продолжающуюся от первого режущего угла 1111 и образованную на углу, где встречаются третья боковая поверхность 1330 и верхняя поверхность 1100, а также четвертую режущую кромку 1620, продолжающуюся от второго режущего угла 1112 и образованную на углу, где встречаются четвертая боковая поверхность 1340 и верхняя поверхность 1100. Т.е., одна главная режущая кромка 1500 и одна вспомогательная режущая кромка 1600 образованы для каждого режущего угла.
[62] Режущий угол 1110 может иметь величину острого угла (a), чтобы улучшать точность механической обработки без формирования высокого радиального давления, которое может вызывать вибрацию во время токарной обработки обрабатываемой детали.
[63] Величина угла (a) для режущего угла 1110 может быть равна 66° или более и 75° или менее. Величина угла (a) в режущей пластине 1000 согласно одному варианту осуществления равна 70°. Если величина угла для режущего угла меньше 66°, тогда режущий угол является суженным и структурно слабым. Соответственно, режущая пластина, имеющая такую величину угла, не подходит для использования в обратном точении с высокой подачей под большой нагрузкой. Кроме того, поскольку верхняя поверхность является суженной, трудно ожидать хорошего отвода стружки, поскольку площадь наклонной поверхности для предоставления функции формирования стружки и пространство для отвода стружек являются ограниченными. Если величина угла для режущего угла превышает 75°, тогда главный угол в плане (или угол режущей кромки) режущей пластины относительно обрабатываемой детали во время обратного точения становится небольшим, в результате чего, толщина стружек, образующихся от обрабатываемой детали, становится более тонкой. Тонкая стружка может легко обвисать, тем самым, делая трудным беспрепятственный отвод стружки, что может приводить в результате к снижению качества механической обработки, оставляя задиры на механически обработанной поверхности обрабатываемой детали.
[64] Верхняя поверхность 1100 включает посадочную поверхность 1120 и переднюю поверхность 1130, предусмотренную между установочным отверстием 1400 и режущими кромками 1500 и 1600. Посадочная поверхность 1120 является установочной поверхностью для установки режущей пластины на инструмент и образована как плоская поверхность, параллельная воображаемой эталонной плоскости F (см. фиг. 4 и 5). Передняя поверхность 1130 является поверхностью, по которой стружки, сформировавшиеся в процессе токарной обработки, скользят (поверхностью для стимулирования отвода стружек), и образована как криволинейная поверхность, в которой поочередно соединены множество углубленных поверхностей и множество гребенчатых поверхностей.
[65] Передняя поверхность 1130 включает переднюю поверхность 1131 для продольного точения, образованную рядом с главной режущей кромкой 1500 таким образом, чтобы беспрепятственно стимулировать отвод стружек, сформировавшихся во время продольного точения, а также переднюю поверхность 1132 для обратного точения, образованную рядом с вспомогательной режущей кромкой 1600 таким образом, чтобы беспрепятственно стимулировать отвод стружек, сформировавшихся во время обратного точения.
[66] Передняя поверхность 1131 для продольного точения образована таким образом, что множество углубленных поверхностей 1131A и множество гребенчатых поверхностей 1131B являются поочередно непрерывными в направлении продолжения главной режущей кромки 1500 (первой и второй главных режущих кромок 1510 и 1520). Дополнительно, передняя поверхность 1132 для обратного точения образована таким образом, что множество углубленных поверхностей 1132A и множество гребенчатых поверхностей 1132B являются поочередно непрерывными в направлении продолжения вспомогательной режущей кромки 1600 (первой и второй вспомогательных режущих кромок 1610 и 1620). В одном варианте осуществления передняя поверхность 1131 для продольного точения имеет извилистую форму, так что, во время продольного точения, стружки, образуемые от обрабатываемой детали, могут принудительно отводиться в направлении от обрабатываемой детали. Т.е., когда воображаемая линия, проходящая через пару режущих углов 1110, т.е., первый режущий угол 1111 и второй режущий угол 1112, определяется как биссектриса B угла, угол b1 между линией продолжения C1 пересечения углубленной поверхности 1131A и гребенчатой поверхности 1131B с поверхности 1131 для продольного точения и биссектрисой B угла меньше угла b2 между линией продолжения C2 пересечения углубленной поверхности 1132A и гребенчатой поверхности 1132B передней поверхности 1132 для обратного точения и биссектрисой B угла. Посредством формирования угла b2 на передней поверхности 1132 для обратного точения, большего по сравнению с углом b1 на передней поверхности 1131 для продольного точения, таким образом, особенно во время обратного точения, отвод стружки в направлении свисания стружки может быть вызван в противоположном направлении.
[67] Множество точечных участков 1133, разнесенных друг от друга в направлении продолжения вспомогательной режущей кромки 1600, образовано на передней поверхности 1132 для обратного точения, так что стружки образуются как завивающиеся мягкие стружки и принудительно отводятся более плавно во время обратного точения. Точечные участки 1133 могут быть образованы отступающими от передней поверхности 1132 для обратного точения, особенно от углубленной поверхности 1132A для передней поверхности 1132 для обратного точения, и могут быть образованы, чтобы включать поверхности, параллельные посадочной поверхности 1120. Точечные участки 1133 могут служить в качестве стружколомателя для хорошего стружкоудаления. В одном варианте осуществления три точечных участка 1133 образованы на передней поверхности 1132 для обратного точения. Однако, число точечных участков 1133 не ограничивается этим. Воображаемая линия, соединяющая точечные участки 1133, может быть наклонена относительно вспомогательной режущей кромки 1600 таким образом, что стружки могут быть направлены в направлении, в котором стружки беспрепятственно выводятся. Т.е., точечные участки 1133 могут быть образованы таким образом, что, на основе режущего угла 1110 (первого режущего угла 1111 и второго режущего угла 1112), расстояние между точечными участками 1133 и соседней вспомогательной режущей кромкой 1600 увеличивается, когда точечные участки 1133 проходят от режущего угла 1110.
[68] Когда режущая пластина 1000 рассматривается сверху, расстояние D1 между вспомогательной режущей кромкой 1600 и точечными участками 1133 меньше расстояния D2 меду главной режущей кромкой 1500 и пересечением посадочной поверхности передней поверхности 1131 для продольного точения. В этом отношении, расстояние D1 может быть максимальным расстоянием точечных участков 1133 от вспомогательной режущей кромки 1600, в то время как расстояние D2 может быть максимальным расстоянием пересечения посадочной поверхности для передней поверхности 1131 для продольного точения от главной режущей кромки 1500.
[69] В режущей пластине 1000 согласно одному варианту осуществления, передняя поверхность 1130 образована в волнистой криволинейной форме поверхности, и расстояние D1 на передней поверхности 1132 для обратного точения задается более коротким по сравнению с расстоянием D2 на передней поверхности 1131 для продольного точения, так что стружки могут быть дополнительно предохранены от обвисания. Таким образом, возможно гарантировать, что образуются гладкие стружки, имеющие завивающуюся форму, и стимулируется хороший отвод стружки.
[70] Фиг. 4 является видом спереди режущей пластины 1000, показанной на фиг. 1. Фиг. 5 является боковым видом справа режущей пластины 1000, показанной на фиг. 1. Фиг. 6 является укрупненным видом главной режущей кромки 1500, показанной на фиг. 5. Фиг. 7 является укрупненным видом вспомогательной режущей кромки 1600, показанной на фиг. 5. Фиг. 8A и фиг. 8B являются видами, показывающими характерные наклоны режущих кромок, имеющих форму, в которой прямая и кривая линии сочетаются, в то время как фиг. 9A и фиг. 9B являются видами, показывающими характерные наклоны режущих кромок, имеющих форму, в которой множество прямых линий сочетаются. Кроме того, фиг. 10A и фиг. 10B являются видами, показывающими характерные наклоны режущих кромок, имеющих прямолинейную форму, в то время как фиг. 11A и фиг. 11B являются видами, показывающими характерные наклоны режущих кромок, имеющих криволинейную форму.
[71] Обращаясь к фиг. 4-7, режущая пластина 1000 согласно одному варианту осуществления включает режущую кромку (главную режущую кромку 1500 и вспомогательную режущую кромку 1600), имеющую форму, в которой сочетаются прямая линия и зазубрина. Прямой участок может продолжаться от режущего угла 1110, а зазубренный участок (или волнообразный участок) может продолжаться непрерывно от прямого участка. Форма режущей кромки режущей пластины 1000 не ограничивается одним вариантом осуществления, и режущая кромка режущей пластины 1000 может быть образована в различных формах. Например, как показано на фиг. 8A-11B, в другом варианте осуществления режущие кромки (главная режущая кромка 1500 и вспомогательная режущая кромка 1600) режущей пластины могут быть образованы имеющими что-либо одно из прямой и кривой линии, которые сочетаются (см. фиг. 8A и 8B), в форме, в которой сочетаются множество прямых линий (см. фиг. 9A и 9B), прямолинейной форме (см. фиг. 10A и 10B) и криволинейной форме (см. фиг. 11A и 11B).
[72] В режущей пластине 1000, которая может быть использована для продольного точения и для обратного точения с высокой подачей, вспомогательная режущая кромка 1600, используемая для обратного точения с высокой подачей, образована наклоненной относительно воображаемой эталонной плоскости F больше по сравнению с главной режущей кромкой 1500, используемой для продольного точения. Т.е., первый угол d1 наклона главной режущей кромки 1500 меньше второго угла d2 наклона вспомогательной режущей кромки 1600.
[73] В этом отношении, первый угол наклона главной режущей кромки 1500 означает характерный наклон d1 главной режущей кромки 1500. Характерный наклон d1 является наклоном относительно воображаемой эталонной плоскости F первой воображаемой линии L1, продолжающейся от режущего угла 1110 до первой вертикальной линии V1, проходящей через точку P1 половины длины главной режущей кромки 1500. Кроме того, второй угол наклона вспомогательной режущей кромки 1600 означает характерный наклон d2 вспомогательной режущей кромки 1600. Характерный наклон d2 является наклоном относительно воображаемой эталонной плоскости F второй воображаемой линии L2, продолжающейся от режущего угла 1110 до второй вертикальной линии V2, проходящей через точку P2 половины длины вспомогательной режущей кромки 1600 (см. фиг. 6-11B).
[74] В одном варианте осуществления первая воображаемая линия L1 может быть определена следующим образом. Т.е., сумма площадей участков, определенных первой воображаемой линией L1 и главной режущей кромкой 1500 выше первой воображаемой линии L1 на основе первой воображаемой линии L1 (заштрихованные участки выше первой воображаемой линии L1) может быть равна сумме площадей участков, определенных первой воображаемой линией L1 и главной режущей кромкой 1500 ниже первой воображаемой линии L1 (заштрихованные участки ниже первой воображаемой линии L1).
[75] В одном варианте осуществления вторая воображаемая линия L2 может быть определена следующим образом. Т.е., сумма площадей участков, определенных второй воображаемой линией L2 и вспомогательной режущей кромкой 1600 выше второй воображаемой линии L2 на основе второй воображаемой линии L2 (заштрихованные участки выше второй воображаемой линии L2), может быть равна сумме площадей участков, определенных второй воображаемой линией L2 и вспомогательной режущей кромкой 1600 ниже второй воображаемой линии L2 (заштрихованные участки ниже второй воображаемой линии L2).
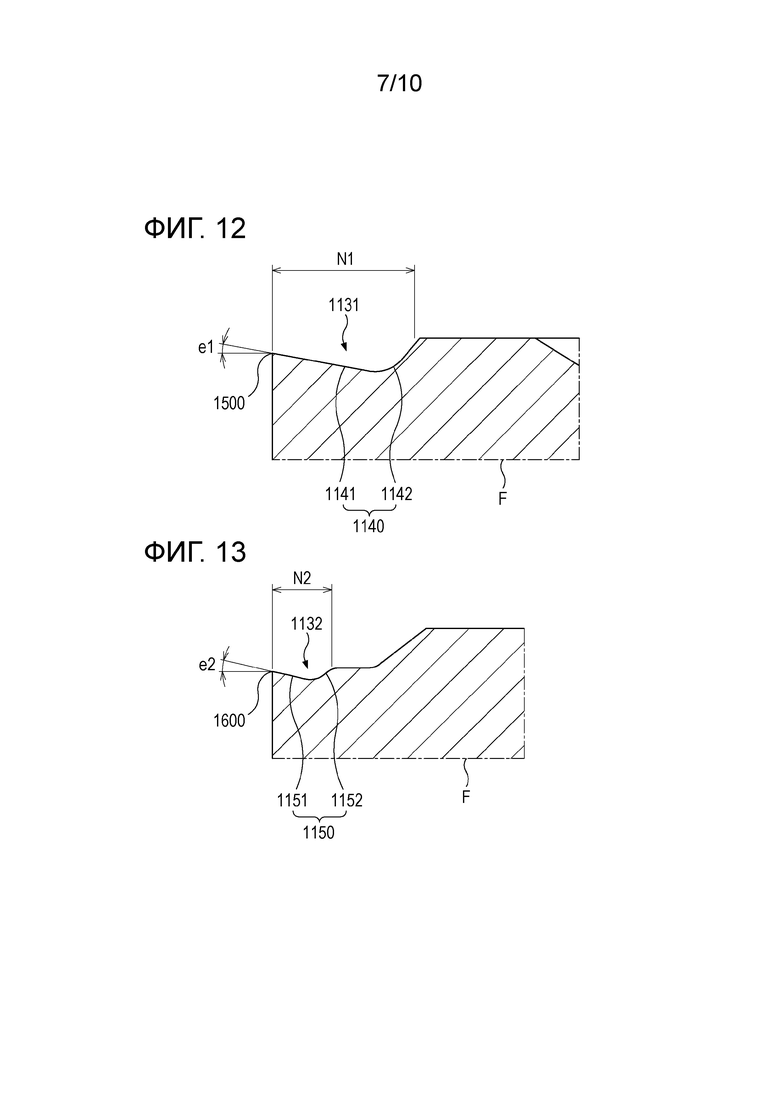
[76] Фиг. 12 является видом в частичном разрезе режущей пластины 1000 в точке Z1, показанной на фиг. 3. Фиг. 13 является видом в частичном разрезе режущей пластины 1000 в точке Z2, показанной на фиг. 3.
[77] Как показано на фиг. 12, формирователь 1140 стружек для продольного точения образован на передней поверхности 1131 для продольного точения. Формирователь 1140 стружек для продольного точения включает первую поверхность 1141 канавки, наклоненную вниз к установочному отверстию 1400, и вторую поверхность 1142 канавки, соединенную с первой поверхностью 1141 канавки и наклоненную вверх к установочному отверстию 1400.
[78] Кроме того, как показано на фиг. 13, формирователь 1150 стружки для обратного точения образован на передней поверхности 1132 для обратного точения. Формирователь 1150 стружек для обратного точения включает третью поверхность 1151 канавки, наклоненную вниз к установочному отверстию 1400, и четвертую поверхность 1152 канавки, соединенную с третьей поверхностью 1151 канавки и наклоненную вверх к установочному отверстию 1400.
[79] Как описано выше, режущая пластина 1000 согласно одному варианту осуществления имеет достаточно большую величин угла (a), в результате его, формирователь 1140 стружки для продольного точения и формирователь 1150 стружки для обратного точения могут быть легко образованы на передней поверхности 1130 верхней поверхности 1100 без значительного ограничения в пространстве. В одном варианте осуществления формирователь 1150 стружки для обратного точения образован имеющим длину (M), равную, по меньшей мере, длины какой-либо одной кромки верхней поверхности 1100 (например, длины (S2) кромки третьей боковой поверхности, встречающейся с верхней поверхностью), таким образом, чтобы вызывать устойчивый отвод стружки (см. фиг. 3).
[80] Обращаясь к фиг. 12 и 13, угол e2 наклона формирователя 1150 стружки для обратного точения относительно воображаемой эталонной плоскости F больше угла e1 наклона формирователя 1140 стружки для продольного точения, симметричного биссектрисе B угла, а расстояние N2 уклона формирователя 1150 стружки для обратного точения задается меньшим по сравнению с расстоянием N1 уклона формирователя 1140 стружки для продольного точения, симметричного биссектрисе B угла. Это делает возможным вызывание разламывания стружки, тем самым, препятствуя свисанию стружек.
[81] Фиг. 14 является видом в перспективе, показывающим сборный режущий инструмент 100 согласно одному варианту осуществления настоящего изобретения. Фиг. 15 является покомпонентным видом в перспективе сборного режущего инструмента 100, показанного на фиг. 14.
[82] Обращаясь к фиг. 14 и 15, сборный режущий инструмент 100 может быть установлен на токарном станке и выполнен с возможностью резания вращающейся обрабатываемой детали. Для этого сборный режущий инструмент 100 включает вышеупомянутую режущую пластину 1000, державку 2000, снабженную на своем конце гнездом 2100 под пластину, в которое устанавливается режущая пластина 1000, и крепежный элемент 3000, выполненный с возможностью прикрепления режущей пластины 1000 к гнезду 2100 под пластину державки 2000.
[83] Сборный режущий инструмент 100 согласно одному варианту осуществления включает регулировочную прокладку 4000, сконфигурированную, чтобы поддерживать режущую пластину 1000 таким образом, что режущая пластина 1000 может быть устойчиво установлена на державку 2000. Режущая пластина 1000 может быть посажена в гнездо 2100 под пластину державки 2000 в состоянии, в котором режущая пластина 1000 поддерживается регулировочной прокладкой 4000. В другом варианте осуществления режущая пластина 1000 может быть непосредственно посажена в гнездо 2100 под пластину державки 2000 без поддержки регулировочной прокладкой 4000. В этом случае, гнездо 2100 под пластину может включать поверхность, имеющую форму, сопрягающуюся с формой нижней поверхности режущей пластины 1000.
[84] Крепежный элемент 3000 включает винт 3100 для пластины, установленный на режущую пластину 1000, и регулировочную прокладку 4000, расположенную вверх и вниз, зажим 3200, выполненный с возможностью прикрепления режущей пластины 1000, и зажимной винт 3300, вставленный в зажим 3200 и прикрепленный к державке 2000. Режущая пластина 1000 может быть прикреплена к державке 2000 посредством затяжки зажимного винта 3300 таким образом, что зажим 3200 может прижимать режущую пластину 1000.
[85] Фиг. 16 и 17 являются видами, показывающими состояние, в котором сборный режущий инструмент 100, показанный на фиг. 14, режет обрабатываемую деталь W.
[86] Обращаясь к фиг. 16 и 17, главная режущая кромка 1500 режущей пластины 1000 имеет главный угол f в плане больше 90° относительно обрабатываемой детали W, а вспомогательная режущая кромка 1600 имеет главный угол g в плане меньше 30° относительно обрабатываемой детали W. Поскольку главный угол g в плане во время обратного точения меньше главного угла f в плане во время продольного точения, важно обеспечивать пространство для отвода стружки посредством эффективного расположения режущих кромок и формирователей стружки. Режущая пластина 1000, применяемая в сборном режущем инструменте 100 согласно одному варианту осуществления, вызывает беспрепятственное формирование стружки и хороший отвод стружки посредством эффективного расположения режущих кромок и формирователей стружки. Режущая пластина 1000 выполняет механическую обработку в направлении обратного точения, при которой главный угол в плане является небольшим. Это делает возможным принудительный беспрепятственный отвод стружки.
[87] Сборный режущий инструмент 100 может иметь оптимизированную структуру кромок. Т.е., в режущей пластине 1000, характерный наклон d2 вспомогательной режущей кромки 1600 является положительным наклоном больше характерного наклона d1 главной режущей кромки 1500. Соответственно, режущая пластина 1000, установленная на сборный режущий инструмент 100, может иметь конструкцию, аналогичную конструкции пластине с положительным передним углом относительно центральной линии CLW обрабатываемой детали W. По существу, посредством конструкции, аналогичной конструкции кромки с положительным передним углом, возможно препятствовать обвисанию стружек на внешнюю поверхность законченной обрабатываемой детали и принудительно беспрепятственно отводить стружку.
[88] Согласно вышеописанному варианту осуществления, режущая пластина 1000 имеет функцию регулировки стружки, которая обеспечивает возможность обратного точения с меньшим углом в плане (g). По существу, режущая пластина 1000 может иметь более значительную величину угла (a) на режущем углу по сравнению с традиционной режущей пластиной, тем самым, решая проблему, которая может возникать, когда режущий угол образуется узким, чтобы обеспечивать главный угол в плане во время обратного точения.
[89] Хотя технические признаки согласно вышеописанному варианту осуществления были описаны, беря правую режущую пластину в качестве примера, настоящее изобретение также является применимым к левой режущей пластине, в которой режущая кромка размещается противоположно.
[90] В то время как некоторые варианты осуществления были описаны, эти варианты осуществления были представлены только в качестве примера и не предназначены, чтобы ограничивать рамки изобретения. Фактически, варианты осуществления, описанные в данном документе, могут быть осуществлены во множестве других форм. Кроме того, различные пропуски, подстановки и изменения в форме вариантов осуществления, описанных в данном документе, могут быть выполнены без выхода за рамки объема изобретения. Сопровождающая формула изобретения и ее эквиваленты предназначены, чтобы охватывать такие формы или модификации, которые будут подпадать под рамки объема изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОГРАННАЯ ПЛАСТИНА ДЛЯ ТОЧЕНИЯ | 2014 |
|
RU2594301C2 |
| РЕЖУЩАЯ ПЛАСТИНА | 2010 |
|
RU2518875C2 |
| РЕЖУЩАЯ ПЛАСТИНА | 1995 |
|
RU2136448C1 |
| ДВУХСТОРОННЯЯ ИНДЕКСИРУЕМАЯ РЕЖУЩАЯ ПЛАСТИНА ДЛЯ ТОЧЕНИЯ | 2014 |
|
RU2661694C2 |
| РЕЖУЩАЯ ПЛАСТИНА | 2008 |
|
RU2455128C2 |
| РЕЖУЩАЯ ПЛАСТИНА И РЕЖУЩИЙ ИНСТРУМЕНТ С УСТАНОВЛЕННОЙ НА НЕМ РЕЖУЩЕЙ ПЛАСТИНОЙ | 2021 |
|
RU2819955C1 |
| РЕЖУЩАЯ ПЛАСТИНА | 2008 |
|
RU2454302C2 |
| РЕЖУЩАЯ ПЛАСТИНА | 2016 |
|
RU2695792C1 |
| РЕЖУЩАЯ ПЛАСТИНА И РЕЖУЩИЙ ИНСТРУМЕНТ С ИНДЕКСИРУЕМОЙ РЕЖУЩЕЙ ПЛАСТИНОЙ | 2010 |
|
RU2470743C1 |
| ТАНГЕНЦИАЛЬНАЯ РЕЖУЩАЯ ПЛАСТИНА | 2008 |
|
RU2470744C2 |







Группа изобретений относится к режущей пластине, используемой для точения обрабатываемой детали, и к сборному режущему инструменту, включающему такую пластину. Режущая пластина, выполненная с возможностью выполнения продольного точения и обратного точения с высокой подачей согласно одному варианту осуществления, включает: верхнюю поверхность; нижнюю поверхность напротив верхней поверхности в вертикальном направлении; боковой участок, выполненный с возможностью соединения верхней поверхности с нижней поверхностью; установочное отверстие, проходящее через верхнюю поверхность и нижнюю поверхность; и множество режущих кромок, образованных на кромках, где верхняя поверхность встречается с боковым участком, при этом верхняя поверхность имеет один или более режущих углов, множество режущих кромок включает главную режущую кромку и вспомогательную режущую кромку, продолжающуюся от режущего угла, и наклон вспомогательной режущей кромки, используемой для обратного точения с высокой подачей, больше наклона главной режущей кромки, используемой для продольного точения, относительно воображаемой эталонной плоскости, перпендикулярной вертикальному направлению. Обеспечивается возможность продольного и обратного точения, беспрепятственного формирования и отвода стружки посредством эффективного конфигурирования формы формирователя стружки. 2 н. и 16 з.п. ф-лы, 17 ил.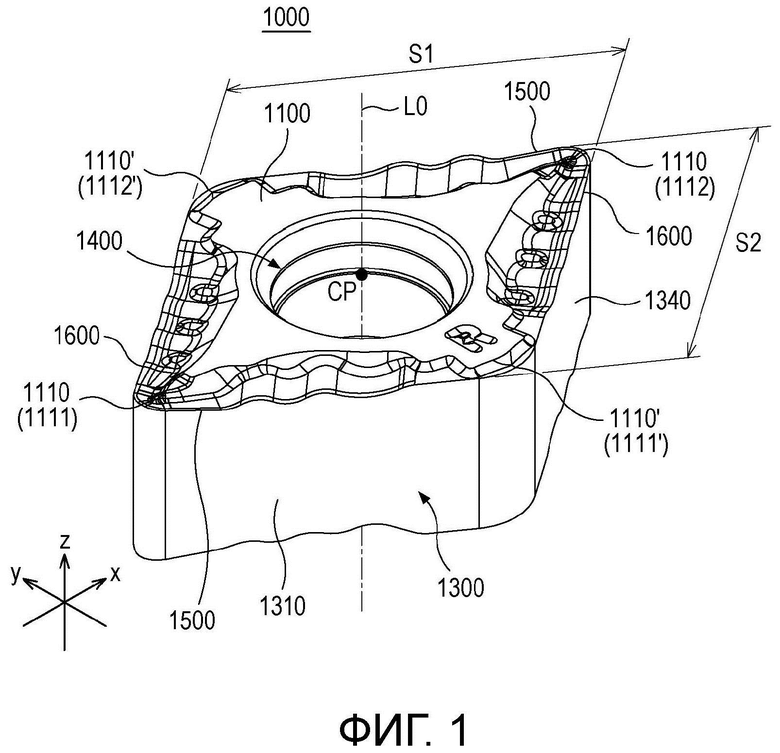
1. Режущая пластина, выполненная с возможностью выполнения продольного точения и обратного точения с высокой подачей, содержащая: верхнюю поверхность; нижнюю поверхность напротив верхней поверхности в вертикальном направлении; боковой участок, выполненный с возможностью соединения верхней поверхности с нижней поверхностью; установочное отверстие, проходящее через верхнюю поверхность и нижнюю поверхность; и множество режущих кромок, образованных на кромках, где верхняя поверхность встречается с боковым участком, при этом верхняя поверхность имеет один или более режущих углов, множество режущих кромок включает главную режущую кромку и вспомогательную режущую кромку, продолжающуюся от режущего угла, и при этом наклон вспомогательной режущей кромки, используемой для обратного точения с высокой подачей, больше наклона главной режущей кромки, используемой для продольного точения, относительно воображаемой эталонной плоскости, перпендикулярной вертикальному направлению.
2. Режущая пластина по п. 1, в которой боковой участок включает первую боковую поверхность, вторую боковую поверхность, третью боковую поверхность и четвертую боковую поверхность, причем первая боковая поверхность и вторая боковая поверхность являются противоположными друг другу и третья боковая поверхность и четвертая боковая поверхность являются противоположными друг другу, пару режущих углов, предусмотренных на верхней поверхности, при этом пара режущих углов включает первый режущий угол, в котором первая боковая поверхность и третья боковая поверхность, прилегающие друг к другу, встречаются с верхней поверхностью, и второй режущий угол, в котором вторая боковая поверхность и четвертая боковая поверхность, прилегающие друг к другу, встречаются с верхней поверхностью, при этом главная режущая кромка включает первую режущую кромку, продолжающуюся от первого режущего угла и образованную на кромке, где встречаются первая боковая поверхность и верхняя поверхность, и вторую режущую кромку, продолжающуюся от второго режущего угла и образованную на кромке, где встречаются вторая боковая поверхность и верхняя поверхность, а вспомогательная режущая кромка включает третью режущую кромку, продолжающуюся от первого режущего угла и образованную на кромке, где встречаются третья боковая поверхность и верхняя поверхность, и четвертую режущую кромку, продолжающуюся от второго режущего угла и образованную на кромке, где встречаются четвертая боковая поверхность и верхняя поверхность.
3. Режущая пластина по п. 2, в которой верхняя поверхность имеет ромбовидную форму, и при этом каждый из пары режущих углов имеет величину угла, равную 66° или более и 75° или менее.
4. Режущая пластина по п. 2, в которой каждая из множества режущих кромок имеет любую форму из формы, в которой сочетаются прямая линия и зазубренность, формы, в которой сочетаются прямая и кривая, формы, в которой сочетаются множество прямых, прямой формы и криволинейной формы.
5. Режущая пластина по п. 2, в которой наклон главной режущей кромки является наклоном относительно воображаемой эталонной плоскости первой воображаемой линии, продолжающейся от каждого из пары режущих углов до первой вертикальной линии, проходящей через точку половины длины главной режущей кромки, сумма площадей участков, определенных первой воображаемой линией и главной режущей кромкой выше первой воображаемой линии на основе первой воображаемой линии, равна сумме площадей участков, определенных первой воображаемой линией и главной режущей кромкой ниже первой воображаемой линии, при этом наклон вспомогательной режущей кромки является наклоном относительно воображаемой эталонной плоскости второй воображаемой линии, продолжающейся от каждого из пары режущих углов до второй вертикальной линии, проходящей через точку половины длины вспомогательной режущей кромки, сумма площадей участков, определенных второй воображаемой линией и вспомогательной режущей кромкой выше второй воображаемой линии на основе второй воображаемой линии, равна сумме площадей участков, определенных второй воображаемой линией и вспомогательной режущей кромкой ниже второй воображаемой линии.
6. Режущая пластина по п. 2, в которой верхняя поверхность включает посадочную поверхность и переднюю поверхность, причем посадочная поверхность образована как плоская поверхность, параллельная воображаемой эталонной плоскости, а передняя поверхность образована как криволинейная поверхность, в которой поочередно соединены множество углубленных поверхностей и множество гребенчатых поверхностей.
7. Режущая пластина по п. 6, в которой передняя поверхность включает переднюю поверхность для продольного точения, прилегающую к главной режущей кромке, и переднюю поверхность для обратного точения, прилегающую к вспомогательной режущей кромке.
8. Режущая пластина по п. 7, в которой угол между биссектрисой угла, проходящей через пару режущих углов, и линией продолжения пересечения углубленной поверхности и гребенчатой поверхности передней поверхности для продольного точения меньше угла между биссектрисой угла и линией продолжения пересечения углубленной поверхности и гребенчатой поверхности передней поверхности для обратного точения.
9. Режущая пластина по п. 7, в которой множество точечных участков, разнесенных друг от друга в направлении продолжения вспомогательной режущей кромки, образовано на передней поверхности для обратного точения.
10. Режущая пластина по п. 9, в которой расстояние между вспомогательной режущей кромкой и каждым из точечных участков меньше расстояния между вспомогательной режущей кромкой и пересечением посадочной поверхности передней поверхности для продольного точения.
11. Режущая пластина по п. 7, в которой формирователь стружки для продольного точения, включающий первую поверхность канавки, наклоненную вниз к установочному отверстию, и вторую поверхность канавки, соединенную с первой поверхностью канаки и наклоненную вверх к установочному отверстию, образован на передней поверхности для продольного точения, а формирователь стружки для обратного точения, включающий третью поверхность канавки, наклоненную вниз к установочному отверстию, и четвертую поверхность канавки, соединенную с третьей поверхностью канавки и наклоненную вверх к установочному отверстию, образован на передней поверхности для обратного точения.
12. Режущая пластина по п. 11, в которой формирователь стружки для обратного точения имеет длину, равную, по меньшей мере, 1/2 длины кромки третьей боковой поверхности, встречающейся с верхней поверхностью.
13. Режущая пластина по п. 11, в которой угол наклона формирователя стружки для обратного точения относительно воображаемой эталонной плоскости больше угла наклона формирователя стружки для продольного точения, симметричного биссектрисе угла, проходящей через пару режущих углов.
14. Режущая пластина по п. 11, в которой расстояние уклона формирователя стружки для обратного точения задается меньшим по сравнению с расстоянием уклона формирователя стружки для продольного точения, симметричного биссектрисе угла, проходящей через пару режущих углов.
15. Режущая пластина по п. 1, в которой главная режущая кромка имеет главный угол в плане больше 90° относительно обрабатываемой детали, и при этом вспомогательная режущая кромка имеет главный угол в плане менее 30° относительно обрабатываемой детали.
16. Режущая пластина по п. 1, в которой верхняя поверхность и нижняя поверхность являются зеркально-симметричными относительно воображаемой эталонной плоскости.
17. Сборный режущий инструмент для точения обрабатываемой детали, содержащий: режущую пластину, выполненную с возможностью использования как для продольного точения, так и для обратного точения с высокой подачей; державку, снабженную на своем конце гнездом под пластину, в котором устанавливается режущая пластина; и крепежный элемент, выполненный с возможностью прикрепления режущей пластины к гнезду под пластину державки, при этом режущая пластина включает верхнюю поверхность, нижнюю поверхность напротив верхней поверхности в вертикальном направлении, множество боковых поверхностей, расположенных между верхней поверхностью и нижней поверхностью, и множество режущих кромок, образованных на кромках, где множество боковых поверхностей встречаются с верхней поверхностью, причем верхняя поверхность и нижняя поверхность являются зеркально-симметричными относительно воображаемой эталонной плоскости, расположенной между верхней поверхностью и нижней поверхностью и перпендикулярной к вертикальному направлению, при этом верхняя поверхность имеет пару режущих углов, множество режущих кромок включает главную режущую кромку, используемую для продольного точения и продолжающуюся от каждого из пары режущих углов, и вспомогательную режущую кромку, используемую для обратного точения с высокой подачей и продолжающуюся от каждого из пары режущих углов, наклон вспомогательной режущей кромки больше наклона главной режущей кромки относительно воображаемой эталонной плоскости и главная режущая кромка имеет главный угол в плане больше 90° относительно обрабатываемой детали, а вспомогательная режущая кромка имеет главный угол в плане менее 30° относительно обрабатываемой детали.
18. Сборный режущий инструмент по п. 17, в котором наклон главной режущей кромки является наклоном относительно воображаемой эталонной плоскости первой воображаемой линии, продолжающейся от каждого из пары режущих углов до первой вертикальной линии, проходящей через точку половины длины главной режущей кромки, сумма площадей участков, определенных первой воображаемой линией и главной режущей кромкой выше первой воображаемой линии на основе первой воображаемой линии, равна сумме площадей участков, определенных первой воображаемой линией и главной режущей кромкой ниже первой воображаемой линии, при этом наклон вспомогательной режущей кромки является наклоном относительно воображаемой эталонной плоскости второй воображаемой линии, продолжающейся от каждого из пары режущих углов до второй вертикальной линии, проходящей через точку половины длины вспомогательной режущей кромки, и сумма площадей участков, определенных второй воображаемой линией и вспомогательной режущей кромкой выше второй воображаемой линии на основе второй воображаемой линии, равна сумме площадей участков, определенных второй воображаемой линией и вспомогательной режущей кромкой ниже второй воображаемой линии.
| US 20200346288 A1, 05.11.2020 | |||
| СПОСОБ РЕГУЛИРОВАНИЯ ТЕМПЕРАТУРЫ ОХЛАЖДАЕМОГО ВОЗДУХА В ТУРБОХОЛОДИЛЬНИКЕ | 0 |
|
SU190144A1 |
| РЕЖУЩАЯ ПЛАСТИНА | 1995 |
|
RU2136448C1 |
| 0 |
|
SU161665A1 | |
| Способ получения микробного протеина из микробной биомассы продуцента метанокисляющих бактерий ферментативным методом | 2021 |
|
RU2781287C1 |

