Настоящее изобретение относится к способу изготовления контейнера и к контейнеру для потребительских товаров. Контейнер предпочтительно используется для хранения удлиненных предметов, таких как изделия, генерирующие аэрозоль.
Известно, что сигареты в пачках и, в целом, другие изделия, генерирующие аэрозоль, упаковывают в картонные коробки, которые обернуты двухосно-ориентированной полипропиленовой пленкой (BOPP пленкой), другими словами, пластиковой пленкой. Это решение уже несколько десятилетий является промышленным стандартом.
Однако пластиковая упаковка может нанести ущерб окружающей среде из-за вероятности засорения, а также из-за использования невозобновляемых ресурсов и потенциального воздействия на глобальное потепление.
Поэтому желательно иметь упаковочное решение, содержащее меньше пластика, чем имеющиеся. В то же время упаковочное решение для изделий, генерирующих аэрозоль, предпочтительно обеспечивает защиту продукта от попадания влаги или ее потери. Действительно, слишком много или недостаточное количество влаги в изделиях, генерирующих аэрозоль, может повлиять на процесс курения пользователем.
Кроме того, упаковка для изделий, генерирующих аэрозоль, предпочтительно оснащена «индикацией вскрытия», т. е. желательно, чтобы было видно, была ли упаковка уже вскрыта.
Следовательно, существует потребность в способе изготовления контейнера и контейнере для потребительских товаров, приспособленной для вмещения, среди прочего, изделий, генерирующих аэрозоль, которые имеют пониженное содержание пластика по сравнению с контейнерами предшествующего уровня техники. Существует также потребность в способе изготовления контейнера и контейнере для потребительских товаров, приспособленной для вмещения, среди прочего, изделий, генерирующих аэрозоль, где очевидно, была ли контейнер уже открыта.
Согласно одному аспекту настоящее изобретение относится к способу изготовления контейнера для потребительских товаров. Способ может включать: образование первого многослойного материала, причем первый многослойный материал содержит первый слой на основе целлюлозы и первый полимерный слой. Способ может включать: складывание первого многослойного материала для образования упаковки, при этом упаковка определяет корпус для потребительских товаров, при этом первый многослойный материал складывается таким образом, что первый полимерный слой обеспечивается на внешней стороне первого слоя на основе целлюлозы. Способ может включать: образование внешней обертки, причем внешняя обертка содержит второй слой на основе целлюлозы и второй полимерный слой. Способ может включать: одно из первого полимерного слоя и второго полимерного слоя является влагозащитным слоем, а другое из первого полимерного слоя и второго полимерного слоя является термосвариваемым слоем. Способ может включать: обертывание упаковки внешней оберткой, при этом обертывание выполняют таким образом, что второй полимерный слой предусмотрен на внутренней стороне второго слоя на основе целлюлозы. Способ может включать: нагревание внешней обертки для запечатывания внешней обертки на упаковке. Таким образом образуется контейнер.
Для того чтобы образовать контейнер согласно настоящему изобретению образуют первый многослойный материал. Первый многослойный материал содержит первый слой на основе целлюлозы и первый полимерный слой. Первый слой на основе целлюлозы представляет собой слой, содержащий целлюлозный материал. Предпочтительно первый слой на основе целлюлозы представляет собой слой бумаги или слой картона, то есть слой, изготовленный из бумаги или картон.
Первый полимерный слой представляет собой влагозащитный слой или слой термоизоляции или и то, и другое.
Для целей настоящего изобретения влагозащитный слой представляет собой слой, скорость пропускания водяного пара или влаги (VWTR) которого равна или меньше 20 грамм/(квадратный метр) за 24 часа при 38 градусах Цельсия и относительной влажности 90 процентов, как определено по ISO 2528: 1995 или ASTM F3299. Предпочтительно влагозащитный слой контейнера по настоящему изобретению имеет WVTR менее 10 грамм/(квадратный метр) за 24 часа при 38 градусах Цельсия и относительной влажности 90 процентов.
Термосвариваемый слой представляет собой слой, способный к присоединению методом плавления с помощью традиционных средств косвенного нагрева, который генерирует достаточное количество тепла по меньшей мере на одной поверхности контакта пленки для передачи к смежной поверхности контакта пленки и образования связующей границы раздела между поверхностями без потери целостности пленки. Связующая граница раздела между смежными слоями предпочтительно обладает достаточной физической прочностью, чтобы выдержать процесс упаковки и последующую обработку. Термосвариваемые слои могут быть разработаны для удовлетворения разных условий предполагаемого использования, и различные составы термосвариваемых слоев известны в данной области техники и могут быть использованы с настоящим изобретением.
Если первый полимерный слой является свариваемым слоем, то, кроме того, предпочтительно, чтобы он был термосвариваемым слоем, оптимизированным для соединения со вторым полимерным слоем. Характеристики первого полимерного материала, если он обладает свойствами термосваривания, предпочтительно таковы, что его характеристики термосвариваемости оптимизированы для соединения со вторым полимерным слоем.
Термосвариваемый слой предпочтительно имеет температуру плавления, измеренную согласно дифференциальной сканирующей калориметрии (DSC), ниже 100 градусов Цельсия. Более предпочтительно термосвариваемый слой предпочтительно имеет температуру плавления, измеренную согласно DSC, ниже 80 градусов Цельсия.
Первый полимерный слой и первый слой на основе целлюлозы прикреплены друг к другу с образованием первого многослойного материала. Любая методика может быть использована для прикрепления, предпочтительно постоянно, первого слоя на основе целлюлозы и первого полимерного слоя друг к другу. Первый полимерный слой может быть приклеен к поверхности первого слоя на основе целлюлозы. Первый полимерный слой может быть нанесен на поверхность первого слоя на основе целлюлозы. Предпочтительно первый полимерный слой и первый слой на основе целлюлозы покрывают одну и ту же площадь. Предпочтительно первый полимерный слой и первый слой на основе целлюлозы имеют одни и те же размеры. Предпочтительно первый полимерный слой и первый слой на основе целлюлозы совпадают.
Первый слой на основе целлюлозы и первый полимерный слой предпочтительно постоянно прикреплены один к другому, и они по существу образуют «заготовку». Заготовка предпочтительно имеет стандартную форму в этой области техники, например, она образует прямоугольный лист из многослойного материала.
Первый многослойный материал, например, заготовка, затем складывается для создания упаковки. Способ складывания заготовки зависит от желаемой геометрической формы упаковки. Например, как правило, упаковка имеет форму параллелепипеда. Предпочтительно заготовку складывают таким образом, чтобы упаковка была закрытой, то есть она определяла полностью закрытый внутренний объем, отделенный от окружающей среды. Внутренний объем, определяемый упаковкой, предпочтительно полностью отделен от внешнего. Во внутреннем объеме предпочтительно хранятся потребительские товары.
Кроме того, заготовка складывается таким образом, что поверхность первого слоя на основе целлюлозы определяет внутреннюю поверхность упаковки и поверхность первого полимерного слоя определяет внешнюю поверхность упаковки. Дополнительные слои могут покрывать первый слой целлюлозы или первый полимерный слой, но в любом случае первый слой на основе целлюлозы расположен внутри по отношению к первому полимерному слою.
При закрытии с образованием упаковки, определяющей внутренний объем, первый многослойный материал может регулировать относительную влажность внутри внутреннего объема. Это имеет место в том случае, если первый полимерный слой является влагозащитным слоем. Предпочтительно коробку можно открывать и закрывать, как описано ниже. Предпочтительно относительная влажность во внутреннем объеме находится в заданном желаемом диапазоне. Желаемый диапазон представляет собой диапазон относительной влажности, оптимальный для потребительских товаров, хранящихся во внутреннем объеме. Когда коробка открывается для доступа к одному или более потребительским товарам, хранящимся во внутреннем объеме, относительная влажность внутреннего объема начинает уравновешиваться с внешней средой и может привести к отклонению относительной влажности внутреннего объема от желаемого диапазона. Если коробка закрыта, влагозащитный слой может помочь восстановить желаемый уровень влажности в желаемом диапазоне. Это особенно преимущественно, когда один или более потребительских товаров остаются в упаковке после вскрытия и закрытия.
Предпочтительно упаковка содержит переднюю стенку упаковки, левую боковую стенку упаковки, правую боковую стенку упаковки, заднюю стенку упаковки, верхнюю стенку упаковки и нижнюю стенку упаковки. Упаковка определяет внутреннюю поверхность и внешнюю поверхность.
Предпочтительно первый слой на основе целлюлозы содержит внутреннюю поверхность упаковки. Предпочтительно первый полимерный слой содержит внешнюю поверхность упаковки. Предпочтительно внутренняя поверхность упаковки представляет собой свободную поверхность первого слоя на основе целлюлозы. Предпочтительно внешняя поверхность упаковки представляет собой свободную поверхность первого полимерного слоя.
Образуется второй многослойный материал, выполняющий функцию внешней обертки. Внешняя обертка содержит второй слой на основе целлюлозы и второй полимерный слой. Определение второго слоя на основе целлюлозы такое же, как и первого слоя на основе целлюлозы, так что второй слой на основе целлюлозы представляет собой слой, содержащий целлюлозный материал. Предпочтительно второй слой на основе целлюлозы представляет собой слой бумаги или слой картона, то есть слой, изготовленный из бумаги или картон.
Второй полимерный слой представляет собой влагозащитный слой, или термосвариваемый слой, или и то, и другое. Если первый полимерный слой является влагозащитным слоем, то второй полимерный слой является термосвариваемым слоем, или второй полимерный слой является одновременно термосвариваемым слоем и влагозащитным слоем. Если первый полимерный слой является термосвариваемым слоем, то второй полимерный слой является влагозащитным слоем, или второй полимерный слой является одновременно влагозащитным слоем и термосвариваемым слоем. Если первый полимерный слой является одновременно термосвариваемым слоем и влагозащитным слоем, то второй полимерный слой является влагозащитным слоем, или термосвариваемым слоем, или и тем, и другим.
Определения термосвариваемого слоя и влагозащитного слоя те же, что и в отношении первого полимерного слоя.
Если второй полимерный слой является свариваемым слоем, то, кроме того, предпочтительно, чтобы он был термосвариваемым слоем, оптимизированным для соединения с первым полимерным слоем. Характеристики второго полимерного слоя, если он обладает свойствами термосваривания, таковы, что характеристики термосвариваемости оптимизированы для соединения с первым полимерным слоем.
Термосвариваемый слой предпочтительно имеет температуру плавления, измеренную согласно дифференциальной сканирующей калориметрии (DSC), ниже 100 градусов Цельсия. Более предпочтительно термосвариваемый слой предпочтительно имеет температуру плавления, измеренную согласно DSC, ниже 80 градусов Цельсия.
Второй слой на основе целлюлозы и второй полимерный слой постоянно прикреплены один к другому. Предпочтительно они по существу образуют «заготовку». Заготовка предпочтительно имеет стандартную форму в этой промышленности, например, она образует прямоугольный лист из многослойного материала.
Второй полимерный слой и второй слой на основе целлюлозы прикреплены друг к другу с образованием второго многослойного материала, называемого внешней оберткой. Любая методика может быть использована для прикрепления, предпочтительно постоянно, второго слоя на основе целлюлозы и второго полимерного слоя друг к другу. Второй полимерный слой может быть приклеен к поверхности второго слоя на основе целлюлозы. Второй полимерный слой может быть нанесен на поверхность второго слоя на основе целлюлозы. Предпочтительно второй полимерный слой и второй слой на основе целлюлозы покрывают одну и ту же площадь. Предпочтительно второй полимерный слой и второй слой на основе целлюлозы имеют одни и те же геометрические размеры. Предпочтительно второй полимерный слой и второй слой на основе целлюлозы совпадают.
Второй многослойный материал оборачивается вокруг внешней поверхности упаковки. Предпочтительно второй многослойный материал полностью покрывает внешнюю поверхность упаковки. Предпочтительно никакая часть внешней поверхности упаковки не видна снаружи, когда упаковка обернута внешней оберткой. Обертывание выполняется таким образом, что второй полимерный материал находится на внутренней стороне по отношению ко второму слою на основе целлюлозы и второй слой на основе целлюлозы находится на внешней стороне по отношению ко второму полимерному слою. Таким образом, второй слой целлюлозы может определять внутреннюю поверхность и внешнюю поверхность. Внешняя поверхность предпочтительно свободна, в то время как внутренняя поверхность покрыта вторым полимерным слоем.
Таким образом, образуется обернутая упаковка. Обертывание предпочтительно происходит складыванием заготовки внешней обертки вокруг упаковки, чтобы покрыть всю внешнюю поверхность упаковки внешней оберткой. Готовая геометрическая форма обернутой упаковки по существу идентична или очень похожа на геометрическую форму упаковки. Внешняя обертка складывается вокруг упаковки таким образом, что устанавливается контакт между стенками упаковки и внешней оберткой. Предпочтительно внешняя обертка соприкасается со всеми стенками упаковки. Предпочтительно внешняя обертка соприкасается с передней стенкой упаковки, левой боковой стенкой упаковки, правой боковой стенкой упаковки, задней стенкой упаковки, верхней стенкой упаковки и нижней стенкой упаковки.
Затем тепло подается на упаковку, обернутую вторым многослойным материалом. Предпочтительно тепло подается с внешней стороны обернутой упаковки. Предпочтительно к обернутой упаковке прикладывают как тепло, так и давление. Нагрев или давление, или и то и другое, сваривают второй полимерный слой на внешней поверхности упаковки, например, на первом полимерном слое. Предпочтительно тепло, прикладываемое к внешней обертке, является таким, что первый полимерный слой или второй полимерный слой достигают температуры ниже 100 градусов Цельсия, более предпочтительно ниже 80 градусов Цельсия. Предпочтительно давление, прикладываемое к внешней обертке, составляет от 1 до 100 килопаскалей.
Материал второго полимерного слоя или первого полимерного слоя или обоих частично плавится со свариванием на упаковке или на внешней обертке.
После приложения тепла или давления, или того и другого, образуется контейнер согласно настоящему изобретению. Контейнер представляет собой обернутую упаковку после приложения тепла или давления, или и того, и другого, так что внешняя обертка постоянно прикреплена к упаковке.
После приложения тепла или давления, или того и другого, внешняя обертка постоянно прикреплена к упаковке, и ее невозможно снять, не деформировав или не повредив контейнер.
Предпочтительно контейнер содержит переднюю стенку контейнера, левую боковую стенку контейнера, правую боковую стенку контейнера, заднюю стенку контейнера, верхнюю стенку контейнера и нижнюю стенку контейнера. Эти стенки соответствуют передней стенке обернутой упаковки, левой боковой стенке обернутой упаковки, правой боковой стенке обернутой упаковки, задней стенке обернутой упаковки, верхней стенке обернутой упаковки и нижней стенке обернутой упаковки соответственно. Контейнер имеет внутреннюю поверхность и внешнюю поверхность. Внутренняя поверхность контейнера представляет собой внутреннюю поверхность упаковки.
Предпочтительно первый слой на основе целлюлозы содержит внутреннюю поверхность контейнера. Предпочтительно второй слой на основе целлюлозы содержит внешнюю поверхность. Предпочтительно внутренняя поверхность контейнера представляет собой свободную поверхность первого слоя на основе целлюлозы. Предпочтительно внешняя поверхность контейнера представляет собой свободную поверхность второго слоя на основе целлюлозы.
Первый полимерный слой и второй полимерный слой могут быть образованы одним и тем же полимерным материалом. Например, первый полимерный слой и второй полимерный слой могут быть образованы полимерным материалом, который обладает как свойствами термосвариваемости, так и влагозащиты.
Первый полимерный слой и второй полимерный слой могут быть образованы двумя разными полимерными материалами. Таким образом, свойства термосвариваемости или влагозащиты могут быть оптимизированы для каждого слоя.
Первый слой на основе целлюлозы и второй слой на основе целлюлозы могут быть образованы одним и тем же материалом на основе целлюлозы.
После упаковки внешние поверхности контейнера, выполненные согласно настоящему изобретению, могут быть отпечатаны, подвергнуты конгревному тиснению, подвергнуты блинтовому тиснению или иным образом украшены логотипами изготовителя или бренда, товарными знаками, слоганами и иной потребительской информацией и знаками. Поскольку внешняя поверхность контейнера изготовлена из материала на основе целлюлозы, печать на ней проста и может быть выполнена согласно стандартным технологиям в данной области техники.
Кроме того, другие элементы могут быть частью контейнера, образованной согласно способу по настоящему изобретению. Например, контейнер может содержать внутреннюю упаковку, содержащую потребительские товары, такие как изделие, генерирующее аэрозоль. Внутренняя упаковка может быть расположена внутри упаковки. Предпочтительно внутренняя упаковка выполнена из металлической фольги или металлизированной бумаги. Материал внутренней упаковки может быть образован как слоистый материал из металлизированной полиэтиленовой пленки и прокладочного материала.
Контейнер согласно настоящему изобретению обладает способностью к вторичному использованию, равному или лучшему, чем существующие способы упаковки. При реализации контейнера согласно настоящему изобретению используется равное или меньшее количество пластика и равное или большее количество материала на основе целлюлозы по сравнению с контейнерами на основе целлюлозы, обернутой прозрачной пластиковой пленкой.
В то же время, поскольку второй слой на основе целлюлозы образует по существу внешнюю поверхность контейнера, потребитель воспринимает контейнер как имеющую повышенную экологичность. Кроме того, если на внешней поверхности второго слоя на основе целлюлозы предусмотрены какие-либо знаки, такие как ориентирующие отметки, они все равно могут быть легко образованы согласно стандартным процессам.
Наличие слоя, обладающего свойствами влагозащиты, позволяет защитить потребительские товары от слишком высокого или слишком низкого уровня влажности.
Единицы контейнера согласно настоящему изобретению просты в изготовлении и не требуют каких-либо существенных модификаций существующего устройства для упаковки. В частности, по существу нет необходимости изменять процесс складывания для образования упаковки с использованием заготовки первого многослойного материала или формат упаковочной машины, обрабатывающей заготовку.
Согласно другому аспекту настоящее изобретение относится к контейнеру для потребительских товаров. Контейнер содержит упаковку, содержащую часть в виде коробки и часть в виде крышки, при этом упаковка определяет корпус для потребительских товаров, при этом часть в виде крышки прикреплена к части в виде коробки с помощью линии шарнира, линию вскрытия, разделяющую часть в виде коробки и часть в виде крышки за пределами линии шарнира, при этом часть в виде коробки и часть в виде крышки образованы путем складывания первой многослойной заготовки. Первая многослойная заготовка предпочтительно содержит первый слой на основе целлюлозы. Первая многослойная заготовка предпочтительно содержит первый полимерный слой, предусмотренный на внешней стороне первого слоя на основе целлюлозы. Контейнер также предпочтительно содержит внешнюю обертку, обернутую и сваренную на упаковке и по меньшей мере частично покрывающую линию вскрытия. Внешняя обертка предпочтительно содержит второй слой на основе целлюлозы. Внешняя обертка предпочтительно содержит второй полимерный слой, предусмотренный на внутренней стороне второго слоя на основе целлюлозы. Предпочтительно одно из первого полимерного слоя и второго полимерного слоя представляет собой влагозащитный слой, а другое из первого полимерного слоя и второго полимерного слоя представляет собой термосвариваемый слой.
Предпочтительно контейнер для потребительских товаров имеет часть в виде крышки, чтобы обеспечить легкий доступ к потребительским товарам, содержащимся внутри контейнера. Часть в виде крышки может перемещаться между закрытым положением и открытым положением. Когда часть в виде крышки находится в закрытом положении, контейнер определяет закрытый корпус для потребительских товаров. Кроме того, когда часть в виде крышки находится в открытом положении, может быть получен доступ к корпусу, содержащему потребительские товары.
В известных решениях контейнер, имеющая часть в виде крышки, может не предоставлять индикацию вскрытия, другими словами, трудно оценить, когда контейнер была открыта в первый раз. Согласно настоящему изобретению контейнер выполнена так, как подробно описано в первом аспекте настоящего изобретения, и имеет преимущества, уже изложенные в предыдущем аспекте. Кроме того, контейнер согласно настоящему изобретению также оснащена индикацией вскрытия, поскольку для того, чтобы открыть часть в виде крышки, необходимо разорвать внешнюю обертку.
Упаковка образовывается путем складывания первой многослойной заготовки. Первая многослойная заготовка может содержать линию вскрытия и линию шарнира, выполненную таким образом, что, когда заготовка складывается для образования упаковки, упаковка разделяется на часть в виде крышки и часть в виде коробки линией вскрытия и линией шарнира. Предпочтительно линия шарнира и линия вскрытия являются смежными. Предпочтительно линия вскрытия и линия шарнира образуют замкнутый контур на внешней поверхности упаковки. Предпочтительно линия вскрытия содержит первый конец и второй конец. Предпочтительно линия шарнира содержит первый конец и второй конец. Предпочтительно первый конец линии шарнира касается первого конца линии вскрытия (находится в контакте с ним). Предпочтительно второй конец линии шарнира касается второго конца линии вскрытия.
Линия вскрытия может быть прорезью или первой ослабленной линией. Прорезь может быть образована краем части в виде крышки, закрывающейся на части в виде коробки. Часть в виде крышки остается плотно закрытой относительно части в виде коробки благодаря наличию внешней обертки, которая удерживает часть в виде крышки закрытой на части в виде коробки.
Первая ослабленная линия может быть непрерывной или прерывистой (например, перфорированной). Дополнительно первая ослабленная линия может быть образована при помощи любой подходящей технологии или сочетания технологий, например, лазерной резки или механической резки (например, высечки или надсечки).
Предпочтительно первый многослойный материал имеет общую толщину, определяемую суммой толщины первого полимерного слоя и первого слоя на основе целлюлозы. Первая ослабленная линия может иметь любую подходящую глубину в направлении, поперечном внутренней и внешней поверхностям первого слоя на основе целлюлозы и первого полимерного слоя. Предпочтительно первая ослабленная линия имеет глубину, которая составляет по меньшей мере приблизительно 90 процентов от общей толщины первого слоя. Более предпочтительно, чтобы первая ослабленная линия имела глубину, которая составляет приблизительно 100 процентов от общей толщины первого многослойного материала, то есть она представляет собой разрез. Любой подходящий процент материала может оставаться вдоль первой ослабленной линии.
Предпочтительно часть в виде крышки содержит переднюю стенку крышки, левую боковую стенку крышки, правую боковую стенку крышки, заднюю стенку крышки и верхнюю стенку крышки. Часть в виде крышки имеет внутреннюю поверхность и внешнюю поверхность.
Предпочтительно часть в виде коробки содержит переднюю стенку коробки, левую боковую стенку коробки, правую боковую стенку коробки, заднюю стенку коробки и верхнюю стенку коробки. Часть в виде коробки имеет внутреннюю поверхность и внешнюю поверхность.
Предпочтительно линия шарнира выполнена на задней стенке упаковки. Линия шарнира разделяет заднюю стенку упаковки на две части: заднюю стенку части в виде крышки и заднюю стенку части в виде коробки. Предпочтительно линия шарнира выполнена параллельно нижней стенке упаковки.
Передняя стенка упаковки также предпочтительно содержит сегмент линии вскрытия. Линия вскрытия делит переднюю стенку упаковки на две части: переднюю стенку части в виде крышки и переднюю стенку части в виде коробки. Предпочтительно сегмент линии вскрытия выполнен параллельно нижней стенке упаковки.
Каждая из левой боковой стенки и правой боковой стенки упаковки также предпочтительно содержит сегмент линии вскрытия. Предпочтительно каждый сегмент линии вскрытия на боковых стенках соединяет линию шарнира на задней стенке с сегментом линии вскрытия на передней стенке упаковки. Линия вскрытия разделяет каждую из боковых стенок упаковки на две части: левую (правую) боковую стенку части в виде крышки и левую (правую) боковую стенку части в виде коробки.
Линия вскрытия на боковых стенках может образовывать угол с задней стенкой, отличный от 90 градусов. Таким образом, сегмент линии вскрытия на правой боковой стенке и левой боковой стенке упаковки предпочтительно не параллелен нижней стенке упаковки. Предпочтительно высота линии шарнира отличается от высоты сегмента линии вскрытия на передней стенке упаковки.
Когда упаковка оборачивается внешней оберткой, которая затем нагревается и запечатывается на упаковке, внешняя обертка становится неотъемлемой частью упаковки, образуя контейнер согласно настоящему изобретению. Внешняя обертка не может быть отделена от упаковки без повреждения как внешней обертки, так и упаковки.
Внешняя обертка покрывает по меньшей мере частично линию вскрытия. Предпочтительно внешняя обертка полностью покрывает линию вскрытия. Внешняя обертка предпочтительно покрывает линию вскрытия и линию шарнира. Таким образом, для того, чтобы открыть часть в виде крышки относительно части в виде коробки и получить доступ к потребительским товарам, хранящимся в корпусе, определенном упаковкой, внешняя обертка должна быть разорвана, поскольку она покрывает по меньшей мере частично линию вскрытия. Внешнюю обертку необходимо разорвать, чтобы обеспечить перемещение части в виде крышки из закрытого положения в открытое. Линия вскрытия представляет собой край части в виде крышки.
В случае, если линия вскрытия содержит первую ослабленную линию, как первая ослабленная линия, так и внешняя обертка предпочтительно разрываются при вскрытии контейнера.
Положение, в котором, скорее всего, внешняя обертка порвется, если приложить усилие для отделения части в виде коробки от части в виде крышки, находится вблизи линии вскрытия. Упаковка открывается на линии вскрытия. Когда внешняя обертка разорвана, часть в виде крышки может перемещаться с поворотом вокруг линии шарнира, открывая упаковку. В начале этого движения части в виде крышки разрывают внешнюю обертку, которая покрывает по меньшей мере частично линию вскрытия.
Из-за разрыва внешней обертки невозможно скрыть тот факт, что контейнер была открыта по меньшей мере один раз после изготовления. Кроме того, внешняя обертка не подлежит замене, поскольку она постоянно сварена на упаковке. Таким образом, пользователь, покупающий контейнер согласно настоящему изобретению, может быть уверен, что контейнер никогда не открывалась, если он не видит повреждений во внешней обертке. Следовательно, пользователь может быть уверен, что никто не тронул присутствующие в нем потребительские товары после того, как они были вставлены в упаковку.
Далее, часть в виде крышки, обернутая внешней оберткой после ее разрыва, то есть после «первого вскрытия», называется крышкой контейнера, а часть в виде коробки, обернутая внешней оберткой после ее разрыва, то есть после «первого вскрытия», называется коробкой контейнера.
Предпочтительно этап нагрева упаковки и внешней обертки включает: нагрев упаковки и внешней обертки при приложении давления для запечатывания внешней обертки на упаковке. Предпочтительно, чтобы должным образом сварить внешнюю обертку на упаковке, прикладывают как тепло, так и давление, вследствие чего первый полимерный слой и второй полимерный слой соединяются друг с другом.
Предпочтительно способ включает: складывание первого многослойного материала для образования упаковки, содержащей часть в виде крышки и часть в виде коробки, при этом часть в виде коробки и часть в виде крышки разделены линией вскрытия, часть в виде крышки шарнирно прикреплена к части в виде коробки. Предпочтительно способ включает: обертывание части в виде коробки и части в виде крышки внешней оберткой, при этом внешняя обертка по меньшей мере частично покрывает линию вскрытия. Предпочтительно способ включает: нагревание обернутой внешней обертки для запечатывания внешней обертки на упаковке. Предпочтительно реализована упаковка, имеющая часть в виде крышки и часть в виде коробки. Часть в виде крышки и часть в виде коробки разделены линией вскрытия. Преимущества этой конфигурации уже были изложены со ссылкой на аспект настоящего изобретения и не повторяются далее.
Предпочтительно линия вскрытия содержит первую ослабленную линию.
Предпочтительно способ включает этап полного покрытия линии вскрытия внешней оберткой. Внешняя обертка покрывает линию вскрытия во всем ее продолжении. Например, линия вскрытия проходит по передней стенке и левой и правой боковым стенкам упаковки. Таким образом, внешняя обертка оборачивает упаковку, покрывая ее переднюю стенку, левую боковую стенку и правую боковую стенку. Предпочтительно внешняя обертка покрывает всю внешнюю поверхность упаковки. Таким образом достигается лучший контроль влажности и структурной целостности готовой контейнера. Предпочтительно стадия образования внешней обертки включает этап образования внешней обертки, содержащей третий полимерный слой.
Более предпочтительно первый слой на основе целлюлозы определяет внутреннюю поверхность и внешнюю поверхность. Предпочтительно, этап образования первого многослойного материала включает покрытие внешней поверхности первого слоя на основе целлюлозы первым полимерным слоем. Более предпочтительно способ включает этап покрытия всей внешней поверхности первого слоя на основе целлюлозы первым полимерным слоем. Среди возможных способов образования многослойного материала, в котором различные слои многослойного материала образуют цельный предмет, нанесение покрытия является предпочтительным из-за его надежности и относительной простоты выполнения. Из-за прочности на разрыв первого полимерного слоя заготовка, образованная первым многослойным слоем, может содержать меньше материала на основе целлюлозы, чем заготовка для упаковок для сигарет, реализованная согласно известному уровню техники.
Во время покрытия первого слоя на основе целлюлозы материалом, образующим первый полимерный слой, предпочтительно принимают меры для предотвращения образования проколотых отверстий и других дефектов, которые могут отрицательно повлиять на характеристики влагозащиты или свойства термосвариваемости материала с покрытием. Образование дефектов может быть сведено к минимуму путем тщательного выбора методики нанесения, условий сушки и реологии наносимой дисперсии полимеров. В частности, такие методики, как нанесение покрытия с удалением излишков с помощью планки, нанесение покрытия с помощью щелевой экструзионной головки и нанесение покрытия поливом, позволяют получать полимерные слои с уменьшенными дефектами, следовательно, с улучшенными барьерными свойствами. Однако можно наносить удовлетворительные покрытия также с использованием методик печати, таких как флексографическая печать или нанесение покрытия с помощью гравированного цилиндра. В случае этих последних методик покрытие предпочтительно наносят несколькими слоями до достижения желаемой толщины первого полимерного слоя. Фактически, каждый последующий слой или этап печати позволяет заполнить дефекты в виде проколотых отверстий, оставленные на предыдущем этапе нанесения покрытия. Покрытие, изготовленное из первого полимерного материала, может быть нанесено на первый слой на основе целлюлозы, например на лист бумаги или картона, из расплавленного состояния с использованием хорошо известных методик, таких как нанесение покрытия из расплава или нанесение покрытия методом экструзии. Подробную информацию об этих процессах можно найти, например, в «The Definitive Processing Guide and Handbook» Plastics Design Library Editor, 2014, страницы 551-554 (https://doi.org/10.1016/B978-1-4377-3481-2.00047-8).
Предпочтительно этап образования внешней обертки включает образование внешней обертки, содержащей третий полимерный слой. Предпочтительно, если второй полимерный слой является термосвариваемым слоем, то третий полимерный слой является влагозащитным слоем. Альтернативно, если второй полимерный слой является влагозащитным слоем, то третий полимерный слой является термосвариваемым слоем. Таким образом, свойства влагозащиты или прикрепление между внешней оберткой и упаковкой улучшаются, поскольку наличие более чем одного слоя позволяет повысить характеристики влагозащиты или свариваемости, или и то, и другое за счет использования специализированных композиций в каждом слое между вторым полимерным слоем и третьим полимерным слоем (например, один слой между вторым полимерным слоем и третьим полимерным слоем в качестве оптимального влагозащитного слоя, и другой слой между вторым полимерным слоем и третьим полимерным слоем выбран для оптимальной свариваемости).
Предпочтительно второй слой на основе целлюлозы определяет внутреннюю поверхность и внешнюю поверхность, и при этом первый полимерный слой является термосвариваемым слоем, и образование внешней обертки включает: нанесение на внутреннюю поверхность второго слоя на основе целлюлозы второго полимерного слоя. Предпочтительно образование внешней обертки также включает покрытие внутренней поверхности второго полимерного слоя третьим полимерным слоем. Таким образом, два термосвариваемых слоя (третий полимерный слой и первый полимерный слой) соприкасаются, когда внешняя обертка оборачивает упаковку. Таким образом, оптимизируется запечатывание внешней обертки на упаковке. Предпочтительно покрытие второго слоя на основе целлюлозы вторым полимерным слоем выполняют согласно предпочтительным характеристикам, описанным в отношении покрытия первого слоя на основе целлюлозы первым полимерным слоем.
Предпочтительно способ включает: складывание первого многослойного материала для образования упаковки, содержащей часть в виде крышки и часть в виде коробки, при этом часть в виде коробки и часть в виде крышки разделены линией вскрытия, часть в виде крышки шарнирно прикреплена к части в виде коробки. Предпочтительно способ включает: обертывание части в виде коробки и части в виде крышки внешней оберткой, при этом внешняя обертка по меньшей мере частично покрывает линию вскрытия. Предпочтительно способ включает образование второй ослабленной линии на участке внешней обертки, покрывающем линию вскрытия. Более предпочтительно способ включает вскрытие части в виде крышки путем надрыва или разрыва второй ослабленной линии. Чтобы правильно вскрыть часть в виде крышки и получить доступ к потребительским товарам, хранящимся в упаковке, предпочтительным является легкое вскрытие, которое позволяет пользователю выполнять вскрытие без приложения большого усилия. Кроме того, вследствие того, что внешняя обертка по меньшей мере частично покрывает линию вскрытия, предпочтительно, чтобы необходимый прорыв или разрыв внешней обертки в некоторой степени контролировался. Для этого на внешней обертке образована вторая ослабленная линия. Предпочтительно вторая ослабленная линия образована на внешней поверхности внешней обертки. Предпочтительно вторая ослабленная линия следует за продолжением линии вскрытия. На виде спереди вторая ослабленная линия расположена на той же высоте, что и линия вскрытия. На виде слева и на виде справа вторая ослабленная линия расположена на той же высоте, что и линия вскрытия. Таким образом, когда к контейнеру прикладывается усилие для того, чтобы открыть часть в виде крышки, усилие, необходимое для разрыва внешней обертки на второй ослабленной линии, меньше, чем усилие, необходимое для разрыва или надрыва внешней обертки без наличия второй ослабленной линии. Кроме того, внешняя обертка надрывается или разрывается контролируемым образом и улучшается эстетический вид открытой контейнера.
Предпочтительно линия вскрытия содержит первую ослабленную линию. Более предпочтительно способ включает вскрытие части в виде крышки путем разрыва линии вскрытия и второй ослабленной линии. В случае если линия вскрытия является ослабленной линией, одним и тем же движением пользователь разрывает или надрывает как первую ослабленную линию, так и вторую ослабленную линию.
Предпочтительно вторая ослабленная линия может быть изготовлена любым подходящим способом частичной резки второго слоя на основе целлюлозы (то есть в процессе резки разрезается менее 100% толщины второго слоя на основе целлюлозы или в процессе резки разрезается менее 100% ширины второго слоя на основе целлюлозы, когда он находится в несложенном состоянии). После частичной резки второй полимерный слой наносится на второй слой на основе целлюлозы.
Эта вторая ослабленная линия может быть выполнена на внешней обертке предпочтительно перед обертыванием упаковки внешней оберткой.
Предпочтительно вторая ослабленная линия образуется на втором слое на основе целлюлозы до того, как она будет покрыта вторым полимерным слоем или третьим полимерным слоем. Альтернативно вторая ослабленная линия образуется на втором слое на основе целлюлозы, когда последний уже покрыт вторым полимерным слоем или третьим полимерным слоем или обоими.
Предпочтительно способ включает печать знаков, касающихся потребительских товаров или производителя потребительских товаров, на втором слое на основе целлюлозы. Более предпочтительно способ включает печать знаков, касающихся потребительских товаров или производителя потребительских товаров, на внешней поверхности второго слоя на основе целлюлозы. Предпочтительно контейнер определяет внешнюю поверхность. Предпочтительно внешняя поверхность контейнера образована внешней поверхностью второго слоя на основе целлюлозы. Предпочтительно внешняя поверхность контейнера выполнена из бумаги или картона. Таким образом, для печати любых знаков на этой внешней поверхности можно использовать стандартные методики печати. Печать нельзя легко удалить, и она остается практически неизменной в течение длительного периода времени. Это, например, позволяет печатать предупреждения о вреде для здоровья на контейнере без риска того, что они могут быть легко удалены (внешняя обертка не может быть снята с упаковки после запечатывания).
Предпочтительно этап образования первого многослойного материала или образования внешней обертки включает образование влагозащитного слоя из эмульсии или дисперсии сополимера стирола и сложного эфира акриловой кислоты и воска. Предпочтительно этап образования первого многослойного материала или образования внешней обертки включает образование влагозащитного слоя из эмульсии или дисперсии сополимера стирола и бутадиена и воска. Предпочтительно этап образования первого многослойного материала или образования внешней обертки включает образование влагозащитного слоя из эмульсии или дисперсии сополимера этилена и винилацетата и воска. Предпочтительно этап образования первого многослойного материала или образования внешней обертки включает образование влагозащитного слоя из эмульсии или дисперсии сополимера этилена и эфира акриловой или метакриловой кислоты и воска. Предпочтительно этап образования первого многослойного материала или образования внешней обертки включает образование влагозащитного слоя из эмульсии или дисперсии полимера или сополимера этилена с пропиленом, 1-бутена, изобутена, 1-октена, 1-гексена, норборнена и воска. Предпочтительно этап образования первого многослойного материала или образования внешней обертки включает образование влагозащитного слоя из эмульсии или дисперсии воска и двух или более из сополимера стирола и сложного эфира акриловой кислоты, сополимера стирола и бутадиена, сополимера этилена и винилацетата, сополимера этилена и сложного эфира акриловой или метакриловой кислоты, полимера или сополимера этилена с пропиленом, 1-бутена, изобутена, 1-октена, 1-гексена, норборнена. Предпочтительными видами воска являются парафины, микрокристаллические виды воска или углеводородные виды воска. Добавление воска в определенном количестве к одному или более из перечисленных выше полимеров или сополимеров уменьшает влагопроницаемость полимеров или сополимеров. Это, например, подробно описано в US 4117199. Пример этих возможных композиций можно найти, например, в US 2580050, US 2595911, US 2945398 или EP 0688793.
Предпочтительно содержание воска по весу составляло от 5 до 15 процентов по отношению к полимеру или сополимеру. Таким образом, получаются подходящие свойства влагозащиты и достигается хорошая эмульсия.
В случае нанесения покрытия методом экструзии, в котором слой на основе целлюлозы (либо первый слой на основе целлюлозы, либо второй слой на основе целлюлозы, либо оба) покрывается полимерным слоем (либо первый полимерный слой, либо второй полимерный слой, либо третий полимерный слой), полимеры, такие как полиэтилен низкой плотности (LDPE), полиэтилен средней плотности (MDPE), полиэтилен высокой плотности (HDPE) предпочтительны в качестве материала, образующего первый полимерный слой, или второй полимерный слой, или третий полимерный слой. Для получения внешней обертки, имеющей приемлемый компромисс между свойствами влагозащиты и термосвариваемости, внешняя обертка предпочтительно содержит многослойное покрытие, содержащее слой LDPE и слой HDPE. В качестве примера, для покрытия второго слоя на основе целлюлозы используется многослойное покрытие, изготовленное из 5 грамм на квадратный метр (г/кв. м) LDPE, 10 г/кв. м HDPE для целей защиты от влаги и 5 г/кв. м сополимеров этилена и акриловой кислоты в качестве запечатываемого слоя.
Кроме того, свойства влагозащиты слоев из HDPE, MDPE или LDPE могут быть повышены путем смешивания их с углеводородными видами воска, получаемыми при переработке бензина.
Используемые в данном документе определения LDPE, MDPE и HDPE соответствуют ASTM D0883-20B (стандартные термины, относящиеся к пластмассам) и являются следующими: плотность LDPE составляет от 0,910 грамм на кубический метр (г/см3) до 0,925 грамм на кубический метр (г/см3); плотность HDPE выше или равна 0,941 грамму на кубический сантиметр (г/см3) или больше; плотность MDPE составляет от 0,926 грамма на кубический сантиметр (г/см3) до 0,940 грамм на кубический метр (г/см3).
Предпочтительно этап образования первого многослойного материала или образования внешней обертки включает образование термосвариваемого слоя из эмульсии или дисперсии сополимера этилена. Предпочтительно этап образования первого многослойного материала или образования внешней обертки включает образование термосвариваемого слоя из эмульсии или дисперсии сополимера метакриловой кислоты. Предпочтительно этап образования первого многослойного материала или образования внешней обертки включает образование термосвариваемого слоя из эмульсии или дисперсии сополимера сложного эфира акриловой или метакриловой кислоты. Предпочтительно этап образования первого многослойного материала или образования внешней обертки включает образование термосвариваемого слоя из эмульсии или дисперсии двух или более из сополимера этилена, сополимера метакриловой кислоты, сополимера сложного эфира акриловой или метакриловой кислоты. Предпочтительными примерами полимеров для изготовления термосвариваемого слоя являются сополимеры на основе этилена, такие как, но без ограничения, сополимеры этилена с акриловой кислотой или метакриловой кислотой или их сложные эфиры, такие как метил, этил, бутил, этилгексилакрилат или метакрилат. Эти полимеры обладают желаемой термосвариваемостью при температурах, представляющих интерес. Эти полимеры также предпочтительны, поскольку они могут обладать высокой текучестью в расплавленном состоянии. Текучесть материала может быть выражена в терминах MFI (индекс текучести расплава) при 190 градусах Цельсия (°C) и 2,16 килограммах (кг) приложенного усилия (ASTM D1238). Предпочтительные термосвариваемые слои имеют MFI выше 100 грамм/мин, более предпочтительно выше 200 грамм/мин. MFI может указывать на реологию термосвариваемого слоя. Чем выше MFI, тем выше текучесть при пониженной скорости сдвига (в данном случае скорость сдвига представляет собой давление, приложенное во время запечатывания). Это означает, что для достижения хорошего запечатывания внешней обертки на упаковке при относительно низком давлении предпочтителен высокий MFI. Чем ниже приложенное давление, тем выше MFI.
Предпочтительно внешняя обертка содержит третий полимерный слой. Более предпочтительно один между вторым полимерным слоем и третьим полимерным слоем представляет собой термосвариваемый слой, а другой между вторым полимерным слоем и третьим полимерным слоем представляет собой влагозащитный слой. Таким образом, каждый слой между вторым полимерным слоем и третьим полимерным слоем может иметь свои оптимизированные характеристики (например, термосвариваемость или влагозащита).
Предпочтительно третий полимерный слой расположен на внутренней стороне второго полимерного слоя. Эта конфигурация предпочтительна, когда третий полимерный слой является термосвариваемым слоем, а второй полимерный слой является влагозащитным слоем. Таким образом, два термосвариваемых слоя, первый полимерный слой и третий полимерный слой, соприкасаются друг с другом, и надлежащее запечатывание может быть получено при приложении тепла, давления, или того и другого к внешней обертке, обертывающей упаковку.
Предпочтительно внешняя обертка содержит вторую ослабленную линию, образованную на участке внешней обертки, покрывающем линию вскрытия. Предпочтительно вторая ослабленная линия образована на внешней поверхности внешней обертки.
Предпочтительно второй слой на основе целлюлозы имеет первую толщину, и вторая ослабленная линия включает линию травления, имеющую глубину, не превышающую 80 процентов от первой толщины. Предпочтительно вторая ослабленная линия выполняется только на втором слое на основе целлюлозы. Предпочтительно вторая ослабленная линия недостаточно глубока, чтобы образовать травление также на втором полимерном слое или третьем полимерном слое. Это, в частности, имеет значение в случае, если второй полимерный слой или третий полимерный слой обладает свойствами термосвариваемости, так что при приложении тепла может быть получено по существу равномерное запечатывание. В случае, если второй полимерный слой или третий полимерный слой обладает свойствами влагозащиты, травление приведет к образованию области с возможным безводным обменом. Предпочтительно первая толщина второго слоя на основе целлюлозы составляет от 30 до 60 микрометров. Предпочтительно глубина второй ослабленной линии составляет по меньшей мере 50 процентов от первой толщины. Предпочтительно глубина второй ослабленной линии составляет от 50% до 80% толщины второго слоя на основе целлюлозы. Таким образом, возможно легкое вскрытие контейнера и не нарушаются свойства второго полимерного слоя.
Предпочтительно толщина первого слоя на основе целлюлозы составляет от 200 до 400 микрометров.
Предпочтительно толщина первого полимерного слоя составляет менее 10 микрометров, более предпочтительно менее 5 микрометров.
Предпочтительно вторую ослабленную линию образуют на втором слое на основе целлюлозы перед нанесением на него второго полимерного слоя. Предпочтительно вторую ослабленную линию образуют на внешней обертке перед обертыванием упаковки внешней оберткой.
Предпочтительно влагозащитный слой содержит сополимер стирола и сложных эфиров и акриловой кислоты и воск. Предпочтительно влагозащитный слой содержит сополимер стирола и бутадиена и воск. Предпочтительно влагозащитный слой содержит сополимер этилена и винилацетата и воск. Предпочтительно влагозащитный слой содержит сополимер этилена и акриловой или метакриловой кислоты и воск. Предпочтительно влагозащитный слой содержит полимер или сополимер этилена с пропиленом, 1-бутен, изобутен, 1-октен, 1-гексен, норборнен и воск. Предпочтительно влагозащитный слой содержит воск и два или более из сополимера стирола и сложных эфиров акриловой кислоты, сополимера стирола и бутадиена, сополимера этилена и винилацетата, сополимера этилена и сложного эфира акриловой или метакриловой кислоты, полимера или сополимера этилена с пропиленом, 1-бутена, изобутена, 1-октена, 1-гексена, норборнена.
Предпочтительными видами воска являются парафины, микрокристаллические виды воска или углеводородные виды воска.
Предпочтительно воск включает парафины, микрокристаллический воск или углеводородный воск. Воск может содержать комбинацию одного или более парафинов, микрокристаллических видов воска или углеводородных видов воска.
Предпочтительно термосвариваемый слой содержит сополимер этилена. Предпочтительно термосвариваемый слой содержит сополимер метакриловой кислоты. Предпочтительно термосвариваемый слой содержит сополимер сложного эфира акриловой или метакриловой кислоты. Предпочтительно термосвариваемый слой содержит два или более из сополимера этилена, сополимера метакриловой кислоты, сополимера сложного эфира акриловой или метакриловой кислоты. Предпочтительными примерами полимеров для изготовления термосвариваемого слоя являются сополимеры на основе этилена, такие как, но без ограничения, сополимеры этилена с акриловой кислотой или метакриловой кислотой или их сложные эфиры, такие как метил, этил, бутил, этилгексилакрилат или метакрилат.
В варианте осуществления настоящего изобретения термосвариваемый слой изготовлен из дисперсии сополимера этиленакриловой кислоты (EAA), модифицированной парафином. Подходящим сополимером EAA является Primacor 5980I, механически диспергированный в воде и частично нейтрализованный аммиаком, эта дисперсия может содержать до 10% общего веса парафина относительно EAA. Предпочтительный парафиновый воск имеет температуру плавления 60 градусов Цельсия.
Такие водные дисперсии могут быть приготовлены путем механического перемешивания с высокой скоростью сдвига в горячей воде до 35-40% содержания твердых веществ (соотношение между твердыми компонентами и общей массой дисперсии).
Предпочтительно первый полимерный слой и третий полимерный слой выполнены из одного и того же материала. Предпочтительно первый полимерный слой и третий полимерный слой имеют одинаковые физические и химические свойства. Предпочтительно первый полимерный слой и третий полимерный слой являются термосвариваемыми слоями.
Предпочтительно первый слой на основе целлюлозы имеет основной вес, составляющий от 180 грамм на квадратный метр (г/кв. м) до 270 грамм на квадратный метр (г/кв. м). Предпочтительно вес на квадратный метр первого слоя на основе целлюлозы выше, чем вес на квадратный метр второго слоя на основе целлюлозы. Первый слой на основе целлюлозы имеет вес на квадратный метр, сопоставимый или меньший, чем у слоя целлюлозы, используемого для образования стандартных упаковок для сигарет, известных в данной области техники. Жесткость и механические свойства контейнера согласно изобретению предпочтительно аналогичны жесткости и механическим свойствам упаковок для сигарет, известных в данной области техники. «Потеря» жесткости из-за меньшего веса на квадратный метр компенсируется наличием первого полимерного слоя.
Предпочтительно второй слой бумажного материала имеет основной вес, составляющий от 40 грамм на квадратный метр до 60 грамм на квадратный метр. Второй лист на основе целлюлозы, включенный во внешнюю обертку, предпочтительно является относительно легким, поскольку он не должен придавать структурную устойчивость контейнеру.
Предпочтительно первый полимерный слой имеет основной вес, составляющий от 4 грамм на квадратный метр до 10 грамм на квадратный метр, более предпочтительно от 4 грамм на квадратный метр до 6 грамм на квадратный метр.
Предпочтительно третий полимерный слой имеет основной вес, составляющий от 4 грамм на квадратный метр до 10 грамм на квадратный метр, от 4 грамм на квадратный метр до 10 грамм на квадратный метр.
Предпочтительно второй полимерный слой имеет основной вес, составляющий от 5 грамм на квадратный метр до 12 грамм на квадратный метр.
Полимерные слои выбираются таким образом, чтобы иметь вес, достаточный для достижения желаемой свойств термосвариваемости или влагозащиты.
Предпочтительно термосвариваемый слой имеет температуру плавления, измеренную согласно дифференциальной сканирующей калориметрии (DSC), ниже 100 градусов Цельсия. Предпочтительно термосвариваемый слой имеет температуру плавления, измеренную согласно дифференциальной сканирующей калориметрии (DSC), ниже 80 градусов Цельсия. Температура в заявленном диапазоне позволяет получить оптимальное запечатывание с материалами, образующими контейнер, без их повреждения.
Предпочтительно термосвариваемый слой имеет индекс текучести расплава при 190 градусах Цельсия и 2,16 килограмма приложенного усилия свыше 100 грамм в минуту.
Единицы контейнера, реализованные согласно настоящему изобретению, находят конкретное применение в качестве единиц контейнера для удлиненных изделий, генерирующих аэрозоль, таких как, например, сигареты, сигары, сигариллы или другие средства генерирования аэрозоля, основанные на нагревании, а не сжигании табака, например, посредством электрического источника тепла или углеродного источника тепла. Следует иметь в виду, что при соответствующем выборе размеров контейнера согласно настоящему изобретению она может быть предназначена для разного количества сигарет обычного формата и форматов king size, super-king size, slim или super-slim изделий, генерирующих аэрозоль. В качестве альтернативы внутри контейнера могут быть размещены другие потребительские товары.
Например, при соответствующем выборе размеров контейнер в соответствии с настоящим изобретением может быть предназначена для вмещения в общей сложности от десяти до тридцати изделий, генерирующих аэрозоль. Изделия, генерирующие аэрозоль, могут быть расположены в различных компоновках в зависимости от общего количества изделий, генерирующих аэрозоль.
Контейнер, образованная согласно настоящему изобретению, может иметь форму прямоугольного параллелепипеда с прямоугольными продольными и прямоугольными поперечными кромками. Альтернативно контейнер может содержать одну или более закругленных продольных кромок, закругленных поперечных кромок, скошенных продольных кромок или скошенных поперечных кромок или их комбинации. В качестве альтернативы контейнер может иметь непрямоугольное поперечное сечение, например, многоугольное, такое как треугольное или шестиугольное, полуовальное или полукруглое.
Как правило, наружные размеры контейнера превышают размеры набора или наборов изделий, генерирующих аэрозоль, помещаемых внутрь контейнера, на величину, составляющую от приблизительно 0,5 мм до приблизительно 5 мм.
Предпочтительно контейнер согласно настоящему изобретению имеет высоту от приблизительно 60 мм до приблизительно 150 мм, более предпочтительно высоту от приблизительно 70 мм до приблизительно 125 мм, при этом высоту измеряют от нижней стенки до верхней стенки контейнера. Предпочтительно контейнер согласно настоящему изобретению имеет ширину от приблизительно 12 мм до приблизительно 150 мм, более предпочтительно ширину от приблизительно 70 мм до приблизительно 125 мм, при этом ширину измеряют от одной боковой стенки до другой боковой стенки контейнера.
Предпочтительно контейнер согласно настоящему изобретению имеет глубину от приблизительно 6 мм до приблизительно 150 мм, более предпочтительно глубину от приблизительно 12 мм до приблизительно 25 мм, при этом глубину измеряют от передней стенки до задней стенки контейнера (содержащей шарнир между коробкой и крышкой).
Предпочтительно соотношение высоты контейнера к глубине контейнера составляет от приблизительно 0,3 к 1 до приблизительно 10 к 1, более предпочтительно от приблизительно 2 к 1 до приблизительно 8 к 1, наиболее предпочтительно от приблизительно 3 к 1 до 5 к 1.
Предпочтительно соотношение ширины контейнера к глубине контейнера составляет от приблизительно 0,3 к 1 до приблизительно 10 к 1, более предпочтительно от приблизительно 2 к 1 до приблизительно 8 к 1, наиболее предпочтительно от приблизительно 2 к 1 до 3 к 1.
Если контейнер содержит изделия, генерирующие аэрозоль, то эта контейнер может дополнительно содержать отделения для отходов (например, для пепла или окурков) или для других потребительских товаров, например, спичек, зажигалок, средств тушения, освежителей дыхания или электроники. Другие потребительские товары могут быть прикреплены к наружной стороне контейнера, содержаться внутри контейнера вместе с изделиями, генерирующими аэрозоль, в отдельном отделении контейнера, или возможны сочетания этого.
Термин «внутренняя поверхность» используется в настоящем описании для ссылки на поверхность компонента собранной контейнера, которая обращена внутрь контейнера, например, в сторону потребительских товаров, когда контейнер находится в закрытом положении. Термин «внешняя поверхность» используется во всем описании для обозначения поверхности компонента контейнера, которая обращена к внешней стороне контейнера. Например, передняя стенка контейнера имеет внутреннюю поверхность, которая обращена внутрь контейнера и к потребительским товарам, и внешнюю поверхность, обращенную от потребительских товаров. Следует отметить, что внутренняя или наружная поверхность необязательно эквивалентна конкретной стороне заготовки, используемой при сборке контейнера. В зависимости от того, каким образом заготовка согнута вокруг потребительских товаров, области, находящиеся с одной и той же стороны заготовки, могут быть обращены либо внутрь контейнера, либо наружу от нее.
В контексте данного документа термины «передний», «задний», «верхний», «нижний», «верх», «низ» и «боковой» обозначают относительные положения частей единиц контейнера в соответствии с настоящим изобретением и их компонентов, когда контейнер находится в вертикальном положении с отверстием для доступа в верхней части контейнера. При описании контейнера согласно настоящему изобретению эти термины используются независимо от ориентации описываемой контейнера. Задняя стенка наружной контейнера с шарнирной крышкой представляет собой стенку, содержащую линию шарнира.
Термин «ширина» используется для описания размера элемента, такого как панель заготовки или стенка контейнера, измеряемого в поперечном направлении.
Термин «панель» используется в настоящем описании для обозначения той части заготовки, которая используется для изготовления стенки в собранном контейнере. Панель может проходить вдоль одной или более линий сгиба от одной или более других панелей.
Термин «линия сгиба» обозначает сгиб между двумя смежными панелями. При изготовлении контейнера смежные панели сгибают вдоль их общей линии сгиба, в результате чего обеспечивается возможность образования кромки контейнера или части контейнера.
В собранном контейнере «стенка» может быть выполнена из одной или более наложенных панелей. Несколько наложенных панелей могут быть прикреплены друг к другу, например, посредством клея. Кроме того, стенка может быть получена из двух или более состыкованных или перекрывающихся панелей.
Термин «высота» используется для описания размера одного такого элемента, измеряемого в направлении, перпендикулярном ширине этого элемента. При описании элемента заготовки, как правило, имеется в виду элемент в плоском состоянии заготовки.
Термин «толщина» используется в настоящем документе для обозначения минимального расстояния, измеренного между двумя противоположными поверхностями листовой заготовки или слоя листовой заготовки. На практике, расстояние в заданном месте измеряют вдоль направления, локально перпендикулярного противоположным поверхностям.
«Толщина» слоя, как правило, будет оставаться по существу постоянной по всему слою (плоский профиль).
Однако возможны локальные изменения там, где части листовой заготовки, например, подвергнуты конгревному тиснению, блинтовому тиснению, понижению прочности и т. д.
Термин «линия шарнира» относится к линии, вокруг которой крышку можно поворачивать для того, чтобы открыть корпус с шарнирной крышкой. Линия шарнира может представлять собой, например, линию сгиба или линию биговки на панели, образующей заднюю стенку контейнера.
Термин «ослабленная линия» используется в данном документе для описания части поверхности контейнера или упаковки (или заготовки, из которой образована контейнер или упаковка), в которой структурная прочность материала, из которого выполнена контейнер или упаковка (или заготовка), была ослаблена с помощью любой подходящей методики, например, в отношении изгиба, складывания или разрыва по ослабленной линии. Например, ослабленная линия может быть образована в виде линии биговки, линии рилевки, линии абляции или перфорационной линии. Ослабленные линии могут быть образованы посредством удаления материала, смещения материала, сжатия материала, локального уменьшения воздействия сил, которые удерживают материал вместе, например, за счет разрушения волокон в волокнистом материале, а также посредством сочетания вышеуказанных способов. Ослабленная линия может быть прямой, изогнутой, разделенной на сегменты, непрерывной или представлять собой сочетание этого. Во многих случаях ослабленная линия используется для обеспечения размещения линии сгиба на заготовке. Ослабленная линия также может использоваться для упрочнения материала в направлении, перпендикулярном направлению ослабленной линии, например посредством сжатия. Дополнительно ослабленная линия может быть использована в декоративных целях.
Термин «линия биговки» используется для описания линии, образованной посредством частичного вырезания в материале заготовки. Линия биговки может быть выполнена посредством удаления материала из заготовки (в этом случае линия биговки образует в заготовке канавку или впадину). В качестве альтернативы, линия биговки может быть выполнена без удаления любого материала из заготовки, что, как правило, включает частичное смещение в стороны и сжатие материала посредством ножа ненулевой толщины, проникающего в материал. Глубина линии биговки будет меньше толщины заготовки.
Термин «линия рилевки» используется для описания линии, сформированной посредством вертикального смещения части материала относительно плоскости заготовки с образованием в заготовке канавки или впадины. Смещение может включать сжатие и, как правило, включает использование инструмента для сжатия, такого как валик. Альтернативно или в дополнение материал на линии рилевки может быть смещен так, чтобы он по меньшей мере частично выступал с противоположной стороны заготовки. В целом, при образовании линии рилевки никакой материал не удаляется.
Термин «линия абляции» используют для описания линии, образованной за счет удаления материала с поверхности заготовки до заданной глубины посредством абляции (например, посредством лазерного луча или лезвия).
Термин «линия перфорации» используют для описания линии или последовательности обособленных отверстий или щелей в заготовке. Отверстия могут быть образованы посредством проталкивания объекта через заготовку. Это может привести к удалению материала из заготовки, например посредством пробивания. В качестве альтернативы, отверстия могут быть созданы без удаления материала, вместо этого можно просто использовать объект для выталкивания материала наружу из центра отверстия. В качестве другой альтернативы, отверстия могут быть выполнены посредством использования лазерного луча.
Термин «линия сгиба» используют для описания любой линии заготовки, вокруг которой сгибают заготовку. Линия сгиба может быть определена ослабленной линией, чтобы способствовать сгибающему действию. В качестве альтернативы, сгиб может быть образован без наличия ослабленной линии, что зависит, например, от податливости материала заготовки и других характеристик материала.
В рамках настоящего изобретения бумага представляет собой лист материала, полученный путем механической и/или химической обработки целлюлозных волокон в воде. Целлюлозные волокна могут быть получены из древесины, ветоши, травы или других растительных источников. Затем воду сливают, например, через мелкую сетку, оставляя волокно равномерно распределенным по поверхности с последующим прессованием и высушиванием. Лист бумаги может также содержать в дополнение к целлюлозе также наполнители и добавки. Используемая целлюлоза может быть отбеленной или неотбеленной и получена различными способами. Среди них подходящими типами целлюлозы являются крафт-целлюлоза твердых пород, крафт-целлюлоза мягких пород, сульфитная целлюлоза или другая химическая целлюлоза, механическая целлюлоза, термомеханическая целлюлоза, химико-термомеханическая целлюлоза или другие типы механической целлюлозы, также может использоваться переработанная целлюлоза для бумаги. Для целей настоящего изобретения предпочтительны термомеханическая целлюлоза, химико-термомеханическая целлюлоза (CTMP), химическая целлюлоза или их смеси.
В контексте данного документа изделие, образующее аэрозоль, представляет собой любое изделие, которое генерирует вдыхаемый аэрозоль при нагревании субстрата, образующего аэрозоль. Данный термин включает изделия, которые содержат субстрат, образующий аэрозоль, который нагревается внешним источником тепла, таким как электрический нагревательный элемент. Изделие, образующее аэрозоль, может представлять собой негорючее изделие, образующее аэрозоль, которое представляет собой изделие, которое высвобождает летучие соединения без сжигания субстрата, образующего аэрозоль. Изделие, образующее аэрозоль, может представлять собой нагреваемое изделие, образующее аэрозоль, которое представляет собой изделие, образующее аэрозоль, содержащее субстрат, образующий аэрозоль, который должен нагреваться, а не сгорать, чтобы высвобождать летучие соединения, которые могут образовывать аэрозоль. Данный термин включает изделия, которые содержат субстрат, образующий аэрозоль, и неотделимый источник тепла, например горючий источник тепла.
Изделия, образующие аэрозоль, согласно настоящему изобретению могут быть представлены в виде сигарет с фильтром или других курительных изделий, в которых табачный материал сгорает для образования дыма.
Предпочтительно изделие, образующее аэрозоль, может иметь по существу цилиндрическую форму. Изделие, образующее аэрозоль, может быть по существу удлиненным. Изделие, образующее аэрозоль, может иметь длину и окружность, по существу перпендикулярную длине. Изделие, образующее аэрозоль, может иметь общую длину от приблизительно 30 миллиметров до приблизительно 100 миллиметров. Изделие, образующее аэрозоль, может иметь наружный диаметр от приблизительно 5 миллиметров до приблизительно 12 миллиметров.
Настоящее изобретение определено в формуле изобретения. Однако ниже предложен не являющийся исчерпывающим перечень неограничивающих примеров. Любой один или более из признаков этих примеров можно комбинировать с любым одним или более признаками другого примера, варианта осуществления или аспекта, описанных в данном документе.
Пример Ex1. Способ изготовления контейнера для потребительских товаров, причем способ включает:
образование первого многослойного материала, причем первый многослойный материал содержит первый слой на основе целлюлозы и первый полимерный слой;
складывание первого многослойного материала для образования упаковки, при этом упаковка определяет корпус для потребительских товаров, при этом первый многослойный материал складывают таким образом, что первый полимерный слой обеспечен на внешней стороне первого слоя на основе целлюлозы;
образование внешней обертки, причем внешняя обертка содержит второй слой на основе целлюлозы и второй полимерный слой;
причем одно из первого полимерного слоя и второго полимерного слоя является влагозащитным слоем, а другое из первого полимерного слоя и второго полимерного слоя является термосвариваемым слоем;
обертывание упаковки внешней оберткой, при этом обертывание выполняют таким образом, что второй полимерный слой предусмотрен на внутренней стороне второго слоя на основе целлюлозы;
нагрев упаковки и внешней обертки для запечатывания внешней обертки на упаковке с образованием контейнера.
Пример Ex2. Способ согласно Ex1, где нагрев упаковки и внешней обертки включает:
нагрев упаковки и внешней обертки при приложении давления для запечатывания внешней обертки на упаковке.
Пример Ex3. Способ согласно Ex 1 или Ex2, включающий:
складывание первого многослойного материала для образования упаковки, содержащей часть в виде крышки и часть в виде коробки, при этом часть в виде коробки и часть в виде крышки разделены линией вскрытия, причем часть в виде крышки шарнирно прикреплена к части в виде коробки;
обертывание части в виде коробки и части в виде крышки внешней оберткой, при этом внешняя обертка по меньшей мере частично покрывает линию вскрытия;
нагрев упаковки и обернутой внешней обертки для запечатывания внешней обертки на упаковке.
Пример Ex4. Способ согласно Ex3, где линия вскрытия содержит первую ослабленную линию.
Пример Ex5. Способ согласно Ex3 или Ex4, включающий этап:
полного покрытия линии вскрытия внешней оберткой.
Пример Ex6. Способ согласно одному или более из Ex1-Ex5, где первый слой на основе целлюлозы определяет внутреннюю поверхность и внешнюю поверхность и при этом образование первого многослойного материала включает:
покрытие внешней поверхности первого слоя на основе целлюлозы первым полимерным слоем.
Пример Ex7. Способ согласно одному или более из Ex1-Ex6, где этап образования внешней обертки включает этап образования внешней обертки, содержащей третий полимерный слой.
Пример Ex8. Способ согласно Ex7, где второй полимерный слой определяет внутреннюю поверхность и внешнюю поверхность, второй слой на основе целлюлозы определяет внутреннюю поверхность и внешнюю поверхность, и причем первый полимерный слой представляет собой термосвариваемый слой, и образование внешней обертки включает:
покрытие внутренней поверхности второго слоя на основе целлюлозы вторым полимерным слоем; и
покрытие внутренней поверхности второго полимерного слоя третьим полимерным слоем.
Пример Ex9. Способ согласно одному или более из Ex1-Ex8, включающий:
складывание первого многослойного материала для образования упаковки, содержащей часть в виде крышки и часть в виде коробки, при этом часть в виде коробки и часть в виде крышки разделены линией вскрытия, причем часть в виде крышки шарнирно прикреплена к части в виде коробки;
обертывание части в виде коробки и части в виде крышки внешней оберткой, при этом внешняя обертка по меньшей мере частично покрывает линию вскрытия;
образование второй ослабленной линии на участке внешней обертки, покрывающем линию вскрытия.
Пример Ex10. Способ согласно Ex9, включающий:
вскрытие части в виде крышки путем надрыва или разрыва второй ослабленной линии.
Пример Ex11. Способ согласно Ex10 и Ex4, включающий:
вскрытие части в виде крышки путем надрыва или разрыва первой ослабленной линии и второй ослабленной линии.
Пример Ex12. Способ согласно одному или более из Ex1-Ex11, включающий:
печать знаков, касающихся потребительских товаров или производителя потребительских товаров, на втором слое на основе целлюлозы.
Пример Ex13. Способ согласно одному или более из Ex1-Ex12, где образование первого многослойного материала или образование внешней обертки включает образование влагозащитного слоя из эмульсии или дисперсии одного или более из:
сополимера стирола и сложных эфиров акриловой кислоты;
сополимера стирола и бутадиена;
сополимера этилена и винилацетата;
сополимера этилена и акриловой или метакриловой кислоты;
полимера или сополимера этилена с пропиленом, 1-бутена, изобутена, 1-октена, 1-гексена, норборнена;
и воска.
Пример Ex14. Способ согласно одному или более из Ex1-Ex13, где образование первого многослойного материала или образование внешней обертки включает образование термосвариваемого слоя из эмульсии или дисперсии одного или более из:
сополимера этилена;
сополимера метакриловой кислоты;
сополимера сложного эфира акриловой или метакриловой кислоты.
Пример Ex15. Контейнер для потребительских товаров, при этом контейнер содержит:
упаковку, содержащую часть в виде коробки и часть в виде крышки, при этом упаковка определяет корпус для потребительских товаров, при этом часть в виде крышки шарнирно прикреплена к части в виде коробки с помощью линии шарнира, линию вскрытия, разделяющую часть в виде коробки и части в виде крышки за пределами линии шарнира, при этом часть в виде коробки и часть в виде крышки образованы путем складывания первой многослойной заготовки, содержащей:
первый слой на основе целлюлозы;
первый полимерный слой, предусмотренный на внешней стороне первого слоя на основе целлюлозы;
внешнюю обертку, обернутую и сваренную на упаковке и по меньшей мере частично покрывающую линию вскрытия, причем внешняя обертка содержит:
второй слой на основе целлюлозы;
второй полимерный слой, предусмотренный на внутренней стороне второго слоя на основе целлюлозы;
причем одно из первого полимерного слоя и второго полимерного слоя является влагозащитным слоем, а другое из первого полимерного слоя и второго полимерного слоя является термосвариваемым слоем.
Пример Ex16. Контейнер согласно Ex15, где линия вскрытия содержит первую ослабленную линию.
Пример Ex17. Контейнер согласно Ex15 или Ex16, где внешняя обертка содержит третий полимерный слой.
Пример Ex18. Контейнер согласно Ex17, где третий полимерный слой расположен на внутренней стороне второго полимерного слоя.
Пример Ex19. Контейнер согласно Ex17 или Ex18, где третий полимерный слой представляет собой термосвариваемый слой.
Пример Ex20. Контейнер согласно одному или более из Ex15-Ex19, где внешняя обертка содержит вторую ослабленную линию, образованную на участке внешней обертки, покрывающем линию вскрытия.
Пример Ex21. Контейнер согласно Ex20 или способ согласно Ex6, где второй слой на основе целлюлозы имеет первую толщину, и вторая ослабленная линия содержит линию травления, имеющую глубину, не превышающую 80 процентов от первой толщины.
Пример Ex22. Контейнер согласно одному или более из Ex15-Ex21, где влагозащитный слой содержит одно или более из:
сополимера стирола и сложных эфиров акриловой кислоты,
сополимера стирола и бутадиена,
сополимера этилена и винилацетата,
сополимера этилена и акриловой или метакриловой кислоты;
полимера или сополимера этилена с пропиленом, 1-бутена, изобутена, 1-октена, 1-гексена, норборнена;
и воска.
Пример Ex23. Контейнер согласно Ex22, где воск содержит парафины, микрокристаллический воск или углеводородный воск.
Пример Ex24. Контейнер согласно Ex22 или Ex23, или способ согласно Ex13, где содержание воска по весу составляет от 5 до 15 процентов относительно полимера или сополимера.
Пример Ex25. Контейнер согласно одному или более из Ex15-Ex24, где термосвариваемый слой содержит один или более сополимеров:
этилена;
акриловой или метакриловой кислоты;
сложного эфира акриловой или метакриловой кислоты.
Пример Ex26. Способ согласно одному или более из Ex1-Ex14 или контейнер согласно одному или более из Ex15-Ex25, где первый слой на основе целлюлозы имеет основной вес от 180 грамм на квадратный метр до 270 грамм на квадратный метр.
Пример Ex27. Способ согласно одному или более из Ex1-Ex14 или контейнер согласно одному или более из пунктов Ex15-Ex28, где второй слой бумажного материала имеет основной вес от 40 грамм на квадратный метр до 60 грамм на квадратный метр.
Пример Ex28. Способ согласно одному или более из Ex1-Ex14 или контейнер согласно одному или более из Ex15-Ex27, где первый полимерный слой имеет основной вес от 4 грамм на квадратный метр до 10 грамм на квадратный метр.
Пример Ex29. Способ согласно одному или более из Ex1-Ex14 или контейнер согласно одному или более из Ex15-Ex28, где третий полимерный слой имеет основной вес от 4 грамм на квадратный метр до 10 грамм на квадратный метр.
Пример Ex30. Способ согласно одному или более из Ex1-Ex14 или контейнер согласно одному или более из Ex15-Ex29, где второй полимерный слой имеет основной вес от 5 грамм на квадратный метр до 12 грамм на квадратный метр.
Пример Ex31. Способ согласно одному или более из Ex1-Ex14 или контейнер согласно одному или более из Ex15-Ex30, где термосвариваемый слой имеет температуру плавления, измеренную согласно дифференциальной сканирующей калориметрии (DSC), ниже 100 градусов Цельсия.
Пример Ex32. Способ согласно одному или более из Ex1-Ex14 или контейнер согласно одному или более из Ex15-Ex31, где термосвариваемый слой имеет индекс текучести расплава при 190 градусах Цельсия и 2,16 килограмма приложенного усилия свыше 100 грамм в минуту.
Далее примеры будут дополнительно описаны со ссылкой на фигуры, на которых:
на фиг. 1 представлен схематический вид в перспективе компонента контейнера согласно настоящему изобретению;
на фиг. 2 представлен вид спереди элемента компонента контейнера, показанного на фиг. 1;
на фиг. 3 представлен увеличенный вид сбоку элемента компонента, показанного на фиг. 2;
на фиг. 4 представлен вид спереди элемента другого компонента контейнера согласно настоящему изобретению;
на фиг. 5 представлен увеличенный вид сбоку элемента, показанного на фиг. 2;
на фиг. 6-13 представлены виды в перспективе этапов способа реализации контейнера, показанной на фиг. 1;
на фиг. 14 представлен график, показывающий сравнительные испытания контейнера согласно настоящему изобретению и контейнера из предыдущего уровня техники в первом состоянии;
на фиг. 15 представлен график, показывающий сравнительные испытания контейнера согласно настоящему изобретению и контейнера из предыдущего уровня техники в первом состоянии;
на фиг. 16 представлен схематический увеличенный вид детали на фиг. 6; и
на фиг. 17 представлен схематический увеличенный вид детали на фиг. 7.
На фиг. 1 показана упаковка 10 согласно настоящему изобретению. Упаковка 10 имеет форму прямоугольного параллелепипеда и содержит часть 14 в виде коробки и часть 16 в виде крышки. Параллелепипед определяет заднюю стенку 21, переднюю стенку 22, левую боковую стенку 23, правую боковую стенку 24, нижнюю стенку 25 и верхнюю стенку 26.
Часть 16 в виде крышки шарнирно прикреплена вдоль линии 17 шарнира, проходящей поперек задней стенки параллелепипеда, и имеет возможность поворота между открытым положением (показано на фиг. 1) и закрытым положением. Кроме того, упаковка 10 определяет корпус или внутренний объем 18, содержащий, например, группу изделий, генерирующих аэрозоль (не показаны на графических материалах). Когда упаковка 10 закрыта, часть 16 в виде крышки и часть 14 в виде коробки определяют линию 19 вскрытия, которая является разделительной линией между частью в виде крышки и частью в виде коробки. Линия 19 вскрытия является геометрическим продолжением линии 17 шарнира. Линия 19 вскрытия образована на левой боковой стенке 23, правой боковой стенке 24 и на передней стенке 22.
В других вариантах осуществления (не изображено) линия вскрытия не является разрезом, она, например, перфорирована, и поэтому упаковка не может быть открыта (то есть часть 16 в виде крышки не может вращаться вокруг линии шарнира, если только линия вскрытия не разорвана).
Упаковка 10 образована из листовой заготовки 100, изображенной на фиг. 2 и 3. Как показано на виде сбоку, показанном на фиг. 3, листовая заготовка 100 содержит первый слой 30 на основе целлюлозы, содержащий целлюлозный материал, и первый полимерный слой 31, обладающий либо свойствами термосвариваемости, либо свойствами влагозащиты, либо и тем, и другим. Первый полимерный слой 31 предусмотрен на внешней стороне первого слоя 30 на основе целлюлозы. Более подробно, первый слой 30 на основе целлюлозы образован из листа материала на бумажной основе. Предпочтительно первый полимерный слой представляет собой термосвариваемый слой. Предпочтительно первый слой 30 на основе целлюлозы имеет вес, составляющий от 180 г/кв. м до 270 г/кв. м. Предпочтительно первый полимерный слой 31 имеет вес, составляющий от 4 г/кв. м до 10 г/кв. м.
Листовая заготовка 100 сложена таким образом, что первый слой 30 на основе целлюлозы является внутренним слоем, а первый полимерный слой 31 является внешним слоем упаковки 10.
Упаковку 10, образованную путем соответствующего складывания листовой заготовки 100, затем оборачивают с использованием внешней обертки для образования контейнера 1 (показана на фиг. 13) для хранения потребительских товаров (не показано) для содержания изделий, генерирующих аэрозоль.
Внешняя обертка образована из листовой заготовки 101, изображенной на фиг. 4 и 5. Как проиллюстрировано на фиг. 5, листовая заготовка 101 содержит второй слой 40 на основе целлюлозы, содержащий второй целлюлозный материал, второй полимерный слой 41, обладающий либо свойствами термосвариваемости, либо свойствами влагозащиты, либо и тем, и другим, и третий полимерный слой 42, обладающий либо свойствами термосвариваемости, либо свойствами влагозащиты, либо и тем, и другим. Второй полимерный слой 41 предусмотрен на внутренней стороне второго слоя 40 на основе целлюлозы. Третий полимерный слой 42 предусмотрен на внутренней стороне второго полимерного слоя 41. Более подробно, второй слой 40 на основе целлюлозы образован из листа материала на бумажной основе. Предпочтительно третий полимерный слой представляет собой термосвариваемый слой, а второй полимерный слой представляет собой влагозащитный слой. Предпочтительно второй слой 40 на основе целлюлозы имеет вес, составляющий от 40 г/кв. м до 60 г/кв. м. Предпочтительно третий полимерный слой имеет вес, составляющий от 4 г/кв. м до 10 г/кв. м. Предпочтительно второй полимерный слой имеет вес, составляющий от 6 г/кв. м до 12 г/кв. м. Предпочтительно толщина второго слоя на основе целлюлозы составляет от 30 до 50 микрометров.
Для образования контейнера 1 внешняя обертка, образованная листовой заготовкой 101, оборачивается вокруг упаковки 10, как показано на фиг. 6-13.
Сначала на листовой заготовке 101 образуется вторая ослабленная линия 45. Вторая ослабленная линия 45 образована на листовой заготовке 101 таким образом, что, когда листовая заготовка 101 обернута вокруг упаковки 10, вторая ослабленная линия 45 совпадает с линией 19 вскрытия, как это видно на фиг. 11-13.
Вторая ослабленная линия 45 может быть изготовлена с помощью процесса лазерной биговки или частичной механической резки бумаги по ее толщине без повреждения запечатываемых и влагозащитных слоев.
Вторая ослабленная линия 45 образована на втором слое 40 на основе целлюлозы. Биговка выполняется на стороне второго слоя 40 на основе целлюлозы, который становится внешней поверхностью контейнера 1. Глубина биговки регулируется таким образом, чтобы не влиять на свойства влагозащиты второго полимерного слоя 41.
Учитывая допуски на биговку как для лазерных, так и для механических процессов, а также для обеспечения хорошей функциональности (легкости вскрытия), глубина биговки предпочтительно составляет от 50 процентов до 80 процентов толщины второго слоя на основе целлюлозы. Для лазерной биговки можно использовать лазер CO2 мощностью 1000 ватт. Управление лучом лазера может осуществляться с помощью сканера. Процесс может осуществляться по принципу работы с рулона на рулон со скоростью 200 метров в минуту.
В случае механической биговки можно использовать вращающийся резальный блок. Операция выполняется путем вставки второго слоя на основе целлюлозы между ножом резального блока и сплошным опорным валиком. Расстояние между ножом и опорным валиком составляет от 15 до 30 микрометров в зависимости от подложки.
Листовая заготовка 101 внешней обертки прилегает к правой боковой стенке 24 упаковки 10 (см. фиг. 6). Листовая заготовка 101 расположена таким образом, что третий полимерный слой 42 соприкасается с первым полимерным слоем на правой боковой стенке 24. Третий полимерный слой 42, таким образом, является внутренним слоем внешней обертки и второй слой 40 на основе целлюлозы является внешним слоем внешней обертки.
Увеличенный вид на фиг. 16 показывает, как заготовка 101 наносится на упаковку 10, приводя заготовку в контакт с упаковкой. В листовой заготовке 101 образованы две линии сгиба 102, 103, соответствующие расположению двух углов 27, 28, образованных между задней стенкой 21 и правой боковой стенкой 24 и передней стенкой 22 и правой боковой стенкой 24 соответственно. Это изображено на фиг. 7. Листовая заготовка 101 затем прижимается к боковой стенке 24, как показано стрелками на впускном отверстии на фиг. 17.
Затем листовую заготовку 101 складывают по двум линиям 102, 103 сгиба, так что передняя стенка 22 и задняя стенка 21 упаковки 10 также соприкасаются с внешней оберткой. Это изображено на фиг. 8.
Затем упаковку 10 предпочтительно переориентируют, чтобы облегчить обертывание, например, левая боковая стенка 23 теперь может быть обращена вверх, как показано на фиг. 9.
В листовой заготовке 101 образованы две дополнительные линии сгиба, линии 104, 105 сгиба, соответствующие расположению двух углов 29, 51, образованных между задней стенкой 21 и левой боковой стенкой 23 и передней стенкой 22 и левой боковой стенкой 23 соответственно. Затем листовую заготовку 101 складывают по двум линиям 104, 105 сгиба, и два противоположных клапана листовой заготовки накладываются друг на друга на левой боковой стенке 23. Это изображено на фиг. 10. Панель из листовой заготовки 101 образуется таким образом на левой боковой стенке 23, правой боковой стенке 24, передней стенке 22 и задней стенке 21 упаковки 10. Таким образом, вся линия 19 вскрытия и линия 17 шарнира покрыты внешней оберткой.
Затем упаковку 10 и внешнюю обертку предпочтительно переориентируют так, чтобы передняя стенка 22 теперь была обращена вверх, как показано на фиг. 11.
Затем листовую заготовку 101 складывают известным образом, чтобы покрыть верхнюю стенку 26 и нижнюю стенку 25 упаковки 10. Это показано на фиг. 12 и 13. На фиг. 13 вся упаковка 10 покрыта внешней оберткой, которая образует панель на каждой стенке упаковки 10. Вторая ослабленная линия 45 расположена параллельно линии 19 вскрытия, расположенной под ней.
Для фиксации и соединения внешней обертки с упаковкой 10 применяют тепло и давление. Например, температура 110 градусов Цельсия и давление 1 Ньютон на квадратный сантиметр (Н/см2) прикладываются в течение 100 миллисекунд. Эти условия обеспечивают удовлетворительное уплотнение и высокую адгезию.
Пример 1. Внешняя обертка
Предоставлен первый вариант осуществления листовой заготовки 101.
Второй слой 40 на основе целлюлозы представляет собой слой бумаги толщиной 45 г/кв. м.
Бумагу весом 45 г/кв. м. покрывают 10 г/кв. м стирол-акриловой дисперсии, модифицированной воском, с использованием меловального устройства с распределяющим стержнем с образованием второго полимерного слоя 41.
Используемая дисперсия поставляется компанией Trueb Chemie под торговой маркой TB16. Эту дисперсию разбавляют водой до получения 40-процентного содержания твердого вещества.
Покрытие сушат в конвекционной печи при температуре, не превышающей 90 градусов Цельсия, и образуют листовую заготовку 101.
Вместо TB16 в качестве второго полимерного слоя можно использовать дисперсии, состоящие из парафинового воска, имеющего температуру плавления 60 градусов Цельсия (°C), и стирол-акрилатного латекса, полученного в результате эмульсионной полимеризации стирола, бутилакрилата, этилгексилметакрилата и акриловой кислоты. Предпочтительные сополимеры содержат 60-80 мол. % стирола и до 20% сложных эфиров акрила.
Парафиновый воск может быть добавлен либо во время эмульсионной полимеризации, либо в предварительно приготовленную эмульсию, обычное содержание воска составляет 10 процентов. Предпочтительно содержание воска ниже 15 процентов относительно содержания полимера, поскольку более высокое содержание воска может привести к нестабильным дисперсиям.
Полученный картон с покрытием имеет влагопроницаемость, составляющую 20-30 г/м2/атм/дней, измеренную при 38 градусах Цельсия и относительной влажности 90% согласно ASTM F3299.
Пример 2. Внешняя обертка
Подготавливают листовую заготовку 101 согласно примеру 1.
Дополнительный слой покрытия толщиной 4-5 г/кв. м наносят на второй полимерный слой для улучшения свариваемости и барьера. Это покрытие является третьим полимерным слоем и образовано дисперсией низкомолекулярного сополимера этилена и акриловой кислоты (Primacor 5980I). Это покрытие наносят из водной дисперсии, состоящей из Primacor 5980I и 10 весовых процентов воска (относительно Primacor 5980I). Использованная дисперсия имела содержание твердого вещества 35 процентов.
Высушивание полученного многослойного материала, содержащего второй слой на основе целлюлозы, второй полимерный слой и третий полимерный слой, производят при температуре 80 градусов Цельсия в конвекционной печи.
Пример 3. Внешняя обертка
Каландрированную бумагу плотностью 45 г/кв. м в качестве второго слоя на основе целлюлозы покрывают 10 г/кв. м материала второго полимерного слоя, описанного следующим образом.
Модифицированную воском стирол-акриловую дисперсию образуют, как описано в примере 1.
К этой дисперсии добавляют неорганические пигменты, такие как каолин, вермикулит, карбонат кальция (CaCO3), чтобы достичь соотношения 50/50 по весу дисперсии пигмента/полимера. Неорганические пигменты могут улучшить свойства влагозащиты образованного таким образом полимерного слоя.
Воду добавляют для поддержания общего содержания твердых веществ в полученной дисперсии ниже 55 вес. %.
Полученная бумага с покрытием, образованная вторым слоем на основе целлюлозы и вторым полимерным слоем, имеет влагопроницаемость, составляющую 20-35 г/м2/атм/дней, измеренную при 38 градусах Цельсия и относительной влажности 90% согласно ASTM F3299.
Для повышения свариваемости и барьера наносят дополнительный свариваемый слой покрытия плотностью 4-5 г/кв. м. Это покрытие в качестве третьего полимерного слоя описано в примере 2.
На листовой заготовке 101 согласно примерам 2-3 может быть напечатана информация о торговой марке, предупреждения о вреде для здоровья и рисунок на непокрытой поверхности второго слоя на основе целлюлозы.
На втором слое на основе целлюлозы выполнена лазерная биговка, чтобы обеспечить легкое вскрытие и индикацию вскрытия. Необходимо позаботиться о том, чтобы лазерная биговка (травление) не прорезала более 80 процентов толщины второго слоя на основе целлюлозы, что позволяет избежать повреждения влагозащитного барьера и свариваемых слоев.
Пример 4. Первый многослойный материал
В качестве первого слоя на основе целлюлозы используют картон плотностью 180-270 г/кв. м.
Картон плотностью 180-270 г/кв. м. покрывают 10 г/кв. м стирол-акриловой дисперсией, модифицированной воском, на поверхности, предназначенной для внешней стороны упаковки, образуя первый полимерный слой. Эту дисперсию образуют так, как описано в примере 1.
Эта листовая заготовка 100 может быть лакирована согласно стандартным методикам в области упаковки сигарет. Стандартное лакирование представляет собой покрытие с полимерным слоем, которое не обладает свойствами термосвариваемости или влагозащиты. Основной вес стандартного лакирующего слоя составляет менее 4 г/кв. м.
Полученный многослойный материал имеет влагопроницаемость, составляющую 10-20 г/м2/дней, измеренную при 38 градусах Цельсия и относительной влажности 90% согласно ASTM F3299.
Пример 5. Первый многослойный материал
В качестве первого слоя на основе целлюлозы используется картон плотностью 180-220 г/кв. м.
Картон плотностью 180-220 г/кв. м. покрывают 10 г/кв. м. стирол-акриловой дисперсией, модифицированной воском, реализованной согласно примеру 1, с образованием первого полимерного слоя.
Полученный многослойный материал имеет влагопроницаемость в пределах 10-20 г/м2/атм/дней, измеренную при 38°C и относительной влажности 90% согласно ASTM F3299.
Дополнительный слой покрытия плотностью 4-5 г/кв. м наносят для улучшения свариваемости и барьера и он содержит дисперсию низкомолекулярного сополимера этилена и акриловой кислоты (Primacor 5980I из SK Chemicals). Это покрытие наносят из водной дисперсии из того же и 10 вес. % воска (относительно Primacor 5980I). Использованная дисперсия имела содержание твердого вещества 35%. Этот слой, четвертый полимерный слой, наносят на первый полимерный слой.
Предпочтительными полимерами, из которых получают водную дисперсию для образования первого полимерного слоя или третьего полимерного слоя, или обоих, со свойствами термосвариваемости, являются:
Особенно если смешать с парафином
Предпочтительными полимерами, из которых изготавливают водную дисперсию для образования второго полимерного слоя со свойствами влагозащиты, являются:
Эти полимеры должны быть объединены с воском.
Сравнительные примеры
Были приведены сравнительные примеры, сравнивающие характеристики контейнера 1 согласно настоящему изобретению со следующими:
Сравнительная контейнер А (BOPP пленка): 20 упаковок с шарнирными крышками для сигарет, образованных из лакированного картона плотностью 180-270 г/кв. м и обернутых BOPP пленкой толщиной 16 мкм. Эта контейнер А представлена пунктирной линией на фиг. 14 и 15.
Сравнительная контейнер В (без пленки): 20 упаковок сигарет с шарнирной крышкой, образованных из лакированного картона плотностью 180-270 г/кв. м без оберточной пленки (без барьера). Эта контейнер B представлена пунктирной линией на фиг. 14 и 15.
Контейнер согласно настоящему изобретению (бумажный барьер): 20 пачек сигарет были изготовлены с упаковками с шарнирной крышкой, изготовленными из листовой заготовки 100 из примера 4, и обернуты листовой заготовкой 101, реализованной согласно примеру 2. Эта контейнер C представлена в виде непрерывной линии на фиг. 14 и 15.
Единицы контейнера A и B и контейнер C согласно настоящему изобретению помещали в климатические камеры для имитации экстремальных условий окружающей среды (называемых на графических материалах и далее как «джунгли» и «пустыня»), поглощение или потерю влажности отслеживали с помощью метода определения количества удаляемых при нагревании летучих веществ.
Графики на фиг. 14 и 15 показывают, что единицы контейнера согласно настоящему изобретению имеют поглощение или потерю влаги, аналогичные сравнительном контейнере А (сигареты, упакованные в BOPP пленку).
Удаляемые при нагревании летучие вещества (OV в графических материалах) были измерены согласно следующему способу: «Определение содержания влаги (удаляемых при нагревании летучих веществ) в табаке и табачных продуктах», рекомендованный CORESTA метод № 76 (опубликовано в июле 2017г. https://www.coresta.org/sites/default/files/technical_documents/main/CRM_76-July2017.
Результаты показаны на фиг. 14 и 15.
На фиг. 14 применяются условия «джунгли». Единицы контейнера A, B и контейнер C согласно настоящему изобретению поддерживают при температуре 32 градуса Цельсия и относительной влажности 85 процентов. В контейнере В влажность в контейнере немедленно увеличивается. Контейнер А и контейнер С согласно настоящему изобретению, как показано сплошной линией и пунктирной линией, имеют очень похожее изменение, то есть количество удаляемых при нагревании летучих веществ медленно увеличивается в течение 90 дней.
На фиг. 15 применяются условия «пустыня». Единицы контейнера A, B и контейнер согласно настоящему изобретению поддерживают при температуре 43 градуса Цельсия и относительной влажности 15 процентов. В контейнере В влажность в контейнере немедленно исчезает. Контейнер А и контейнер согласно настоящему изобретению, как показано сплошной линией и пунктирной линией, имеют очень похожее изменение, то есть количество удаляемых при нагревании летучих веществ медленно сокращается в течение 90 дней.
Для целей настоящего описания и приложенной формулы изобретения, за исключением случаев, когда указано иное, все числа, выражающие величины, количества, процентные доли и т. д., следует понимать как модифицированные во всех случаях термином «приблизительно». Также все диапазоны включают раскрытые точки максимума и минимума и включают любые промежуточные диапазоны между ними, которые могут быть или не быть конкретно перечислены в данном документе. Поэтому в данном контексте число А следует понимать как А ± 10 процентов А. В данном контексте число А можно считать включающим численные значения, находящиеся в пределах обычной стандартной ошибки для измерения свойства, которое число А представляет. Число А в некоторых случаях при использовании в прилагаемой формуле изобретения может отклоняться на перечисленные выше процентные доли при условии, что величина, на которую отклоняется А, существенно не влияет на основное и новое свойство (свойства) заявленного изобретения. Также все диапазоны включают раскрытые точки максимума и минимума и включают любые промежуточные диапазоны между ними, которые могут быть или не быть конкретно перечислены в данном документе.
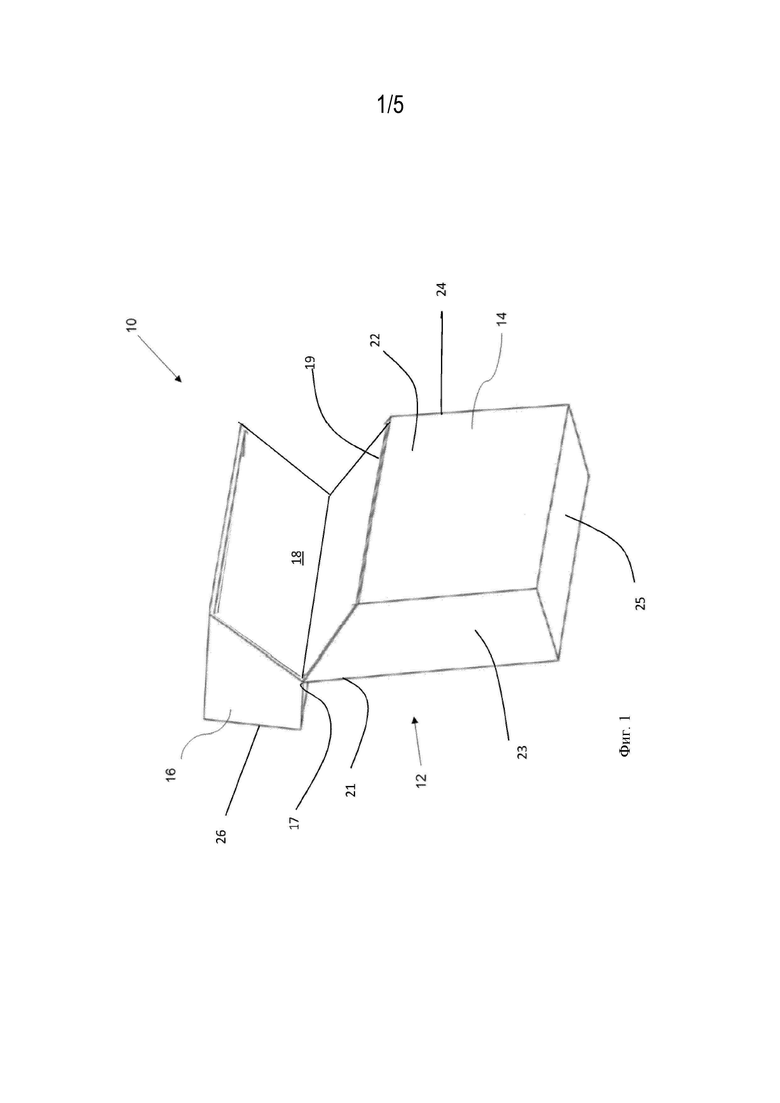
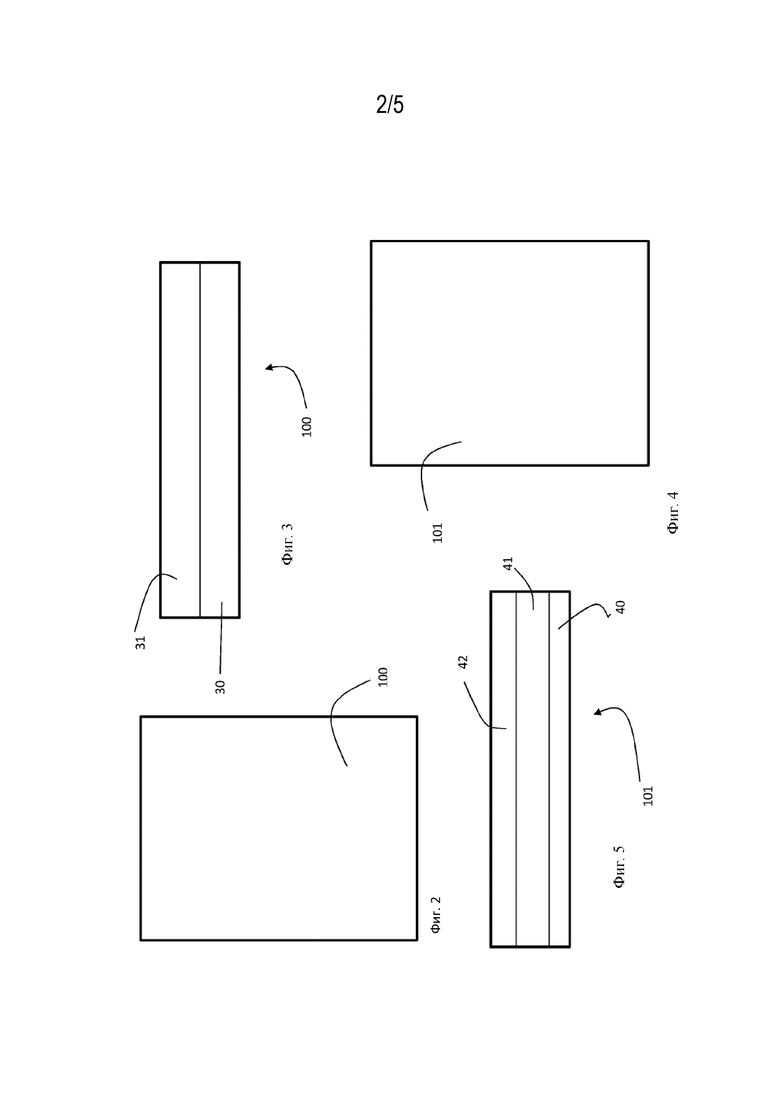
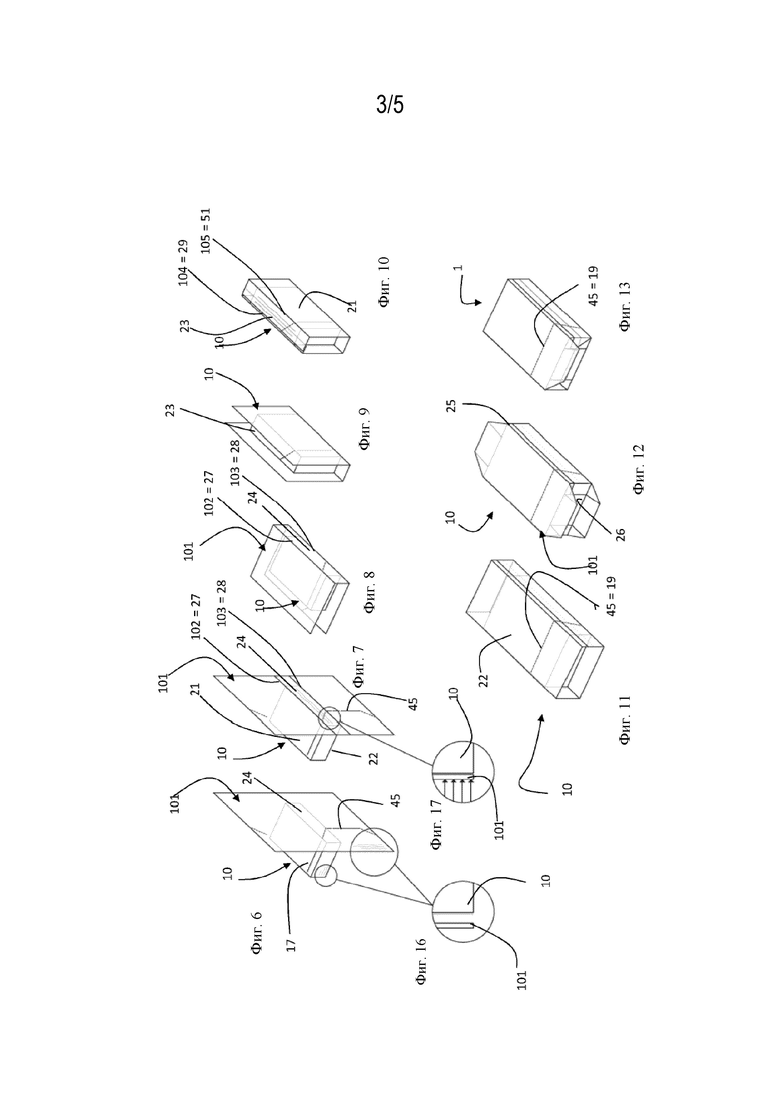
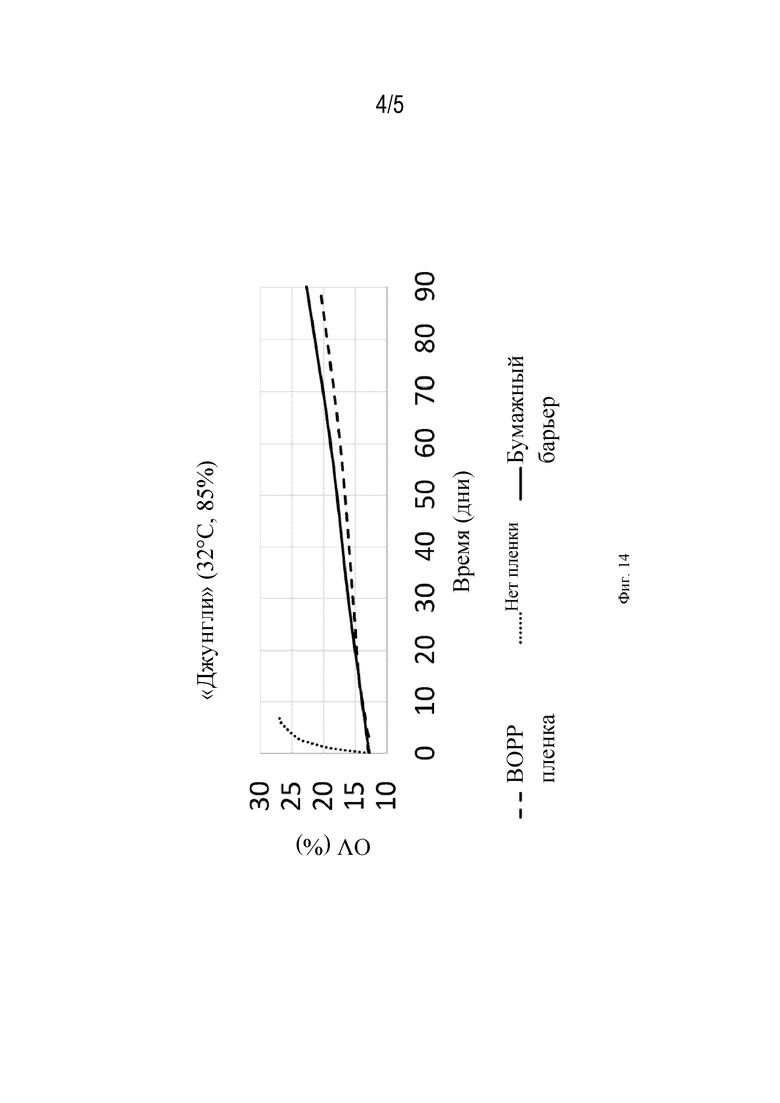
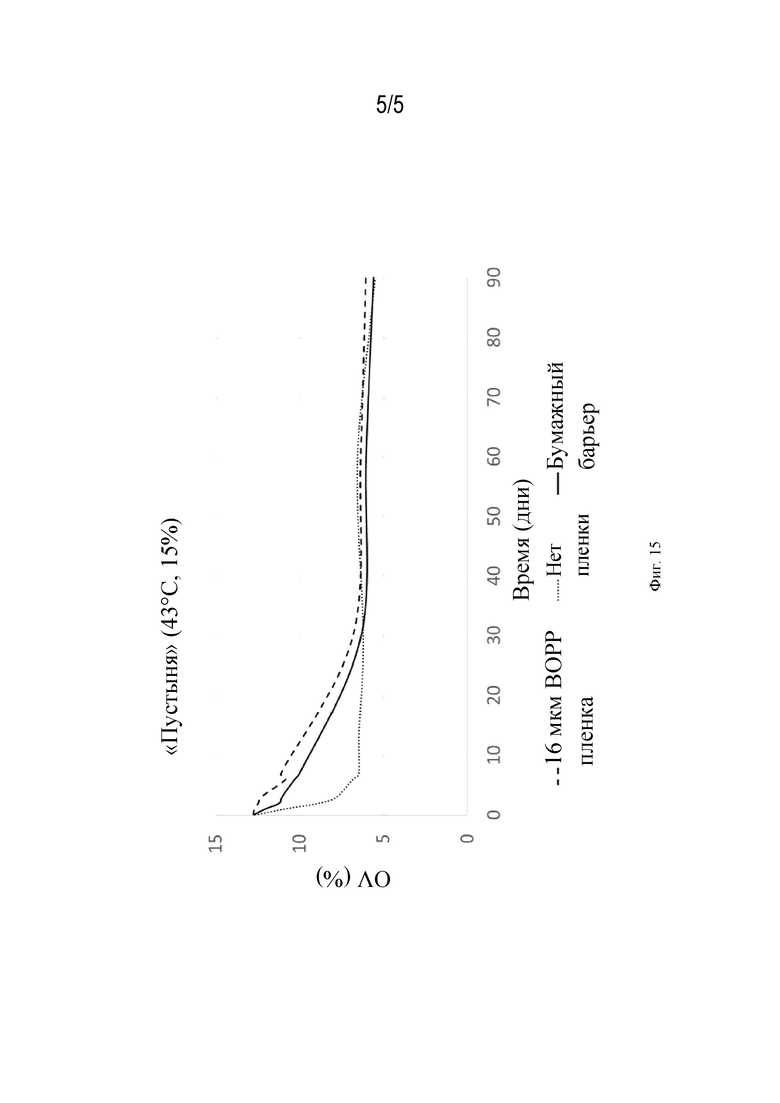
Изобретение относится к способу изготовления контейнера и к контейнеру для потребительских товаров. Способ включает образование первого многослойного материала (100), причем первый многослойный материал содержит первый слой (30) на основе целлюлозы и первый полимерный слой (31). Далее складывание первого многослойного материала (100) для образования упаковки (10), содержащей часть в виде крышки и часть в виде коробки, при этом часть в виде коробки и часть в виде крышки разделены линией вскрытия, часть в виде крышки шарнирно прикреплена к части в виде коробки, причем упаковка определяет корпус для потребительских товаров. Первый многослойный слой складывают таким образом, что первый полимерный слой предусмотрен на внешней стороне первого слоя на основе целлюлозы. Образование внешней обертки (101), причем внешняя обертка содержит второй слой (40) на основе целлюлозы и второй полимерный слой (41); причем одно из первого полимерного слоя (31) и второго полимерного слоя (41) является влагозащитным слоем, а другое из первого полимерного слоя (31) и второго полимерного слоя (41) является термосвариваемым слоем. Обертывание упаковки внешней оберткой (101), при этом внешняя обертка по меньшей мере частично покрывает линию вскрытия, при этом обертывание выполняют таким образом, что второй полимерный слой (41) предусмотрен на внутренней стороне второго слоя (40) на основе целлюлозы. Затем осуществляют нагрев упаковки и внешней обертки (101) для запечатывания внешней обертки на упаковке (10) с образованием контейнера. Технический результат заключается в обеспечении защиты продукта от попадания влаги или ее потери, кроме того, упаковка для изделий, генерирующих аэрозоль, оснащена «индикацией вскрытия». 2 н. и 12 з.п. ф-лы, 17 ил.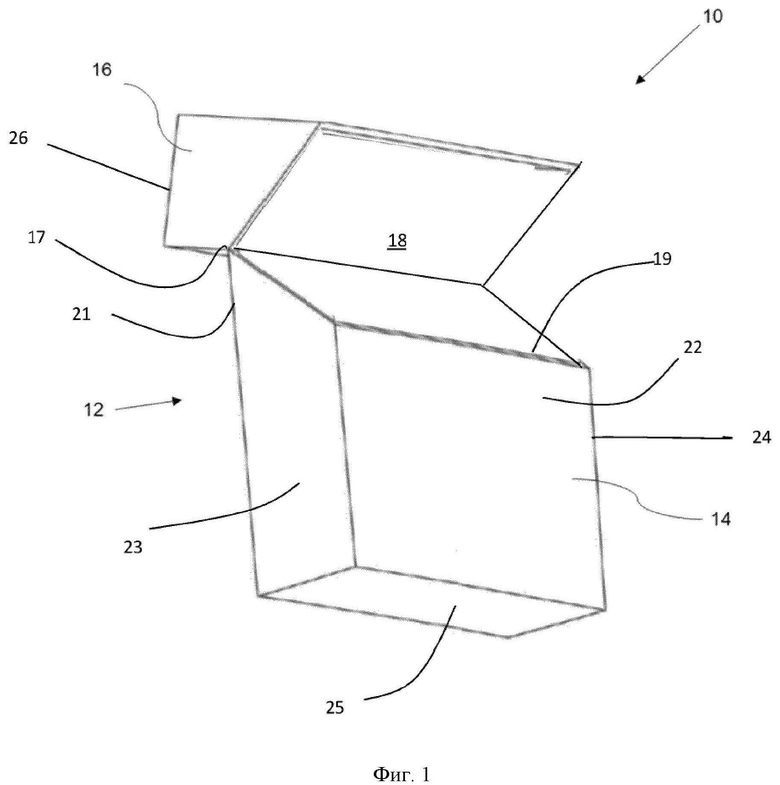
1. Способ изготовления контейнера для потребительских товаров, причем способ включает:
образование первого многослойного материала, причем первый многослойный материал содержит первый слой на основе целлюлозы и первый полимерный слой;
складывание первого многослойного материала для образования упаковки, содержащей часть в виде крышки и часть в виде коробки, при этом часть в виде коробки и часть в виде крышки разделены линией вскрытия, причем часть в виде крышки шарнирно прикреплена к части в виде коробки, причем упаковка определяет корпус для потребительских товаров, при этом первый многослойный материал складывают таким образом, что первый полимерный слой предусмотрен на внешней стороне первого слоя на основе целлюлозы;
образование внешней обертки, причем внешняя обертка содержит второй слой на основе целлюлозы и второй полимерный слой;
причем одно из первого полимерного слоя и второго полимерного слоя является влагозащитным слоем, а другое из первого полимерного слоя и второго полимерного слоя является термосвариваемым слоем;
обертывание упаковки внешней оберткой, при этом внешняя обертка по меньшей мере частично покрывает линию вскрытия, при этом обертывание выполняют таким образом, что второй полимерный слой предусмотрен на внутренней стороне второго слоя на основе целлюлозы;
нагрев упаковки и внешней обертки для запечатывания внешней обертки на упаковке с образованием контейнера.
2. Способ по п. 1, отличающийся тем, что первый слой на основе целлюлозы определяет внутреннюю поверхность и внешнюю поверхность, и при этом образование первого многослойного слоя включает:
покрытие внешней поверхности первого слоя на основе целлюлозы первым полимерным слоем.
3. Способ по любому из предшествующих пунктов, отличающийся тем, что образование внешней обертки включает образование внешней обертки, содержащей третий полимерный слой.
4. Способ по п. 3, отличающийся тем, что второй слой на основе целлюлозы определяет внутреннюю поверхность и внешнюю поверхность, причем первый полимерный слой представляет собой термосвариваемый слой, и образование внешней обертки включает:
покрытие внутренней поверхности второго слоя на основе целлюлозы вторым полимерным слоем;
покрытие внутренней поверхности второго полимерного слоя третьим полимерным слоем.
5. Способ по любому из предшествующих пунктов, отличающийся тем, что включает:
образование второй ослабленной линии на участке внешней обертки, покрывающем линию вскрытия.
6. Способ по любому из предшествующих пунктов, отличающийся тем, что образование первого многослойного слоя или образование внешней обертки включает образование влагозащитного слоя из эмульсии или дисперсии одного или более из:
сополимера стирола и сложных эфиров акриловой кислоты;
сополимера стирола и бутадиена;
сополимера этилена и винилацетата;
сополимера этилена и акриловой или метакриловой кислоты;
полимера или сополимера этилена с пропиленом, 1-бутена, изобутена, 1-октена, 1-гексена, норборнена;
и воска.
7. Способ по любому из предшествующих пунктов, отличающийся тем, что образование первого многослойного слоя или образование внешней обертки включает образование термосвариваемого слоя из эмульсии или дисперсии одного или более из:
сополимера этилена;
сополимера метакриловой кислоты;
сополимера сложного эфира акриловой или метакриловой кислоты.
8. Контейнер для потребительских товаров, при этом контейнер содержит:
упаковку, содержащую часть в виде коробки и часть в виде крышки, при этом упаковка определяет корпус для потребительских товаров, при этом часть в виде крышки шарнирно прикреплена к части в виде коробки с помощью линии шарнира, линию вскрытия, разделяющую часть в виде коробки и части в виде крышки снаружи линии шарнира, при этом часть в виде коробки и часть в виде крышки образованы путем складывания первой многослойной заготовки, содержащей:
первый слой на основе целлюлозы;
первый полимерный слой, предусмотренный на внешней стороне первого слоя на основе целлюлозы;
внешнюю обертку, обернутую и запечатанную на упаковке и по меньшей мере частично покрывающую линию вскрытия, причем внешняя обертка содержит:
второй слой на основе целлюлозы;
второй полимерный слой, предусмотренный на внутренней стороне второго слоя на основе целлюлозы;
причем одно из первого полимерного слоя и второго полимерного слоя является влагозащитным слоем, а другое из первого полимерного слоя и второго полимерного слоя является термосвариваемым слоем.
9. Контейнер по п. 8, отличающийся тем, что внешняя обертка содержит третий полимерный слой.
10. Контейнер по п. 9, отличающийся тем, что третий полимерный слой представляет собой термосвариваемый слой.
11. Контейнер по любому из пп. 8-10, отличающийся тем, что внешняя обертка содержит вторую ослабленную линию, образованную на участке внешней обертки, покрывающем линию вскрытия.
12. Способ по любому из пп. 1-7 или контейнер по любому из пп. 8-11, отличающийся тем, что первый слой на основе целлюлозы имеет основной вес, составляющий от 180 грамм на квадратный метр до 270 грамм на квадратный метр.
13. Способ по любому из пп. 1-7 или контейнер по любому из пп. 8-12, отличающийся тем, что второй слой бумажного материала имеет основной вес, составляющий от 40 грамм на квадратный метр до 60 грамм на квадратный метр.
14. Способ по любому из пп. 1-7 или контейнер по любому из пп. 8-13, отличающийся тем, что первый полимерный слой или третий полимерный слой имеет основной вес, составляющий от 4 грамм на квадратный метр до 6 грамм на квадратный метр, или при этом второй полимерный слой имеет основной вес, составляющий от 5 грамм на квадратный метр до 12 грамм на квадратный метр.
| WO 2018091398 A1, 24.05.2018 | |||
| EP 3093138 A1, 16.11.2016 | |||
| WO 2019034744 A1, 21.02.2019 | |||
| WO 2018013367 A1, 18.01.2018 | |||
| WO 2018002063 A1, 04.01.2018. |

