Настоящая заявка испрашивает приоритет предварительной заявки на патент США № 62/990,260, поданной 16 марта 2020 года, и предварительной заявки на патент США № 17/175,785, поданной 15 февраля 2021 года, раскрытия которых включены в данный документ во всей своей полноте путем ссылки
Область техники, к которой относится изобретение
Настоящее раскрытие относится, в общем, к производственным процессам и, в неограничивающих вариантах осуществления, к системам, способам и компьютерным программным продуктам для оптимизации производственного процесса, такого как процесс изготовления стекла, и технологиям обработки данных, которые относятся к этому.
Сущность изобретения
Согласно неограничивающим вариантам осуществления или аспектам предоставлен компьютерно-реализуемый способ оптимизации производственного процесса. Способ может включать в себя прием, по меньшей мере одним процессором, производственных данных, ассоциированных с производственным процессом изготовления изделий. Производственные данные могут включать в себя данные из множества источников данных, ассоциированных с множеством стадий производственного процесса. Производственные данные могут включать в себя значения для множества параметров, включающих в себя по меньшей мере одно значение параметра процесса и по меньшей мере одно значение параметра качества. Способ может включать в себя выработку, по меньшей мере одним процессором, распределенной по времени структуры данных, включающей в себя производственные данные. Каждый параметр из множества параметров может ассоциироваться со временем в распределенной по времени структуре данных. Способ может включать в себя преобразование, по меньшей мере одним процессором, распределенной по времени структуры данных в позиционно-размерную структуру данных на основе данных таймирования, ассоциированных с множеством этапов. Каждый параметр из множества параметров может ассоциироваться по меньшей мере с одной позицией. Способ может включать в себя определение, по меньшей мере одним процессором, нового значения по меньшей мере для одного значения параметра процесса на основе позиционно-размерной структуры данных и по меньшей мере одного алгоритма. Способ может включать в себя оптимизацию производственного процесса на основе нового значения.
В некоторых неограничивающих вариантах осуществления или аспектах преобразование распределенной по времени структуры данных в позиционно-размерную структуру данных может включать в себя: идентификацию, по меньшей мере одним процессором, зоны для каждого параметра из множества параметров; определение, по меньшей мере одним процессором, для каждого параметра, коэффициента временной задержки на основе длины зоны для параметра и линейной скорости зоны; и выработку, по меньшей мере одним процессором, позиционно-размерной структуры данных с использованием преобразования матрицы данных на основе распределенной по времени структуры данных, зоны для каждого параметра и коэффициента временной задержки для каждого параметра.
В некоторых неограничивающих вариантах осуществления или аспектах процесс изготовления может представлять собой процесс изготовления стекла, и продукция может включать в себя изделие из стекла с покрытием. Множество параметров может включать в себя: температуру, время события, электрическую дугу, расход газа, напряжение, ток, мощность, давление или любую их комбинацию.
В некоторых неограничивающих вариантах осуществления или аспектах способ может включать в себя обнаружение, по меньшей мере одним процессором, по меньшей мере одного значения параметра выброса в распределенной по времени структуре данных или позиционно-размерной структуре данных. Способ может включать в себя удаление, по меньшей мере одним процессором, по меньшей мере одного значения параметра выброса. По меньшей мере один алгоритм может включать в себя алгоритм машинного обучения, выполненный с возможностью вывода нового значения на основе модели и по меньшей мере одного введенного пользователем значения.
В некоторых неограничивающих вариантах осуществления или аспектах способ может включать в себя идентификацию, по меньшей мере одним процессором, набора пустых записей данных в распределенной по времени структуре данных или позиционно-размерной структуре данных. Способ может включать в себя определение, по меньшей мере одним процессором, доли недостающих данных путем сравнения размера набора пустых записей данных с размером распределенной по времени структуры данных или позиционно-размерной структуры данных. Способ может включать в себя сравнение, по меньшей мере одним процессором, доли недостающих данных с заданным порогом допуска. Способ может включать в себя, в ответ на долю недостающих данных, не удовлетворяющую заданному порогу допуска, удаление набора пустых записей данных из распределенной по времени структуры данных или позиционно-размерной структуры данных. Способ может включать в себя, в ответ на долю недостающих данных, удовлетворяющую заданному порогу допуска, импутацию данных в набор пустых записей данных.
Согласно неограничивающим вариантам осуществления или аспектам предоставлена система для оптимизации производственного процесса. Система может включать в себя по меньшей мере один процессор, запрограммированный или выполненный с возможностью приема производственных данных, ассоциированных с производственным процессом для изготовления продукции. Производственные данные могут включать в себя данные из множества источников данных, ассоциированных с множеством стадий производственного процесса. Производственные данные могут включать в себя значения для множества параметров, включающих в себя по меньшей мере одно значение параметра процесса и по меньшей мере одно значение параметра качества. По меньшей мере один процессор может быть запрограммирован или выполнен с возможностью выработки распределенной по времени структуры данных, включающей в себя производственные данные. Каждый параметр из множества параметров может ассоциироваться со временем в распределенной по времени структуре данных. По меньшей мере один процессор может быть запрограммирован или выполнен с возможностью преобразования распределенной по времени структуры данных в позиционно-размерную структуру данных на основе данных таймирования, ассоциированных с множеством этапов. Каждый параметр из множества параметров может ассоциироваться по меньшей мере с одной позицией. По меньшей мере один процессор может быть запрограммирован или выполнен с возможностью определения нового значения по меньшей мере для одного значения параметра процесса на основе позиционно-размерной структуры данных и по меньшей мере одного алгоритма. По меньшей мере один процессор может быть запрограммирован или выполнен с возможностью оптимизации производственного процесса на основе нового значения.
В некоторых неограничивающих вариантах осуществления или аспектах преобразование распределенной по времени структуры данных в позиционно-размерную структуру данных может включать в себя: идентификацию зоны для каждого параметра из множества параметров; определение, для каждого параметра, коэффициента временной задержки на основе длины зоны для параметра и линейной скорости зоны; и выработку позиционно-размерной структуры данных с использованием преобразования матрицы данных на основе распределенной по времени структуры данных, зоны для каждого параметра и коэффициента временной задержки для каждого параметра.
В некоторых неограничивающих вариантах осуществления или аспектах процесс изготовления может включать в себя процесс изготовления стекла, и продукция может включать в себя изделие из стекла с покрытием. Множество параметров может включать в себя: температуру, время события, электрическую дугу, расход газа, напряжение, ток, мощность, давление или любую их комбинацию.
В некоторых неограничивающих вариантах осуществления или аспектах по меньшей мере один процессор может быть дополнительно запрограммирован или выполнен с возможностью обнаружения по меньшей мере одного значения параметра выброса в распределенной по времени структуре данных или позиционно-размерной структуре данных. По меньшей мере один процессор может быть дополнительно запрограммирован или выполнен с возможностью удаления по меньшей мере одного значения параметра выброса. В некоторых неограничивающих вариантах осуществления или аспектах по меньшей мере один алгоритм может включать в себя алгоритм машинного обучения, выполненный с возможностью вывода нового значения на основе модели и по меньшей мере одного введенного пользователем значения.
Согласно неограничивающим вариантам осуществления или аспектам предоставлен компьютерный программный продукт для оптимизации производственного процесса. Компьютерный программный продукт может включать в себя по меньшей мере один постоянный машиночитаемый носитель информации, включающий в себя программные инструкции. Программные инструкции могут, при их исполнении по меньшей мере одним процессором, предписывать по меньшей мере одному процессору принимать производственные данные, ассоциированные с производственным процессом для изготовления продукции. Производственные данные могут включать в себя данные из множества источников данных, ассоциированных с множеством стадий производственного процесса. Производственные данные могут включать в себя значения для множества параметров, включающих в себя по меньшей мере одно значение параметра процесса и по меньшей мере одно значение параметра качества. Программные инструкции предписывают по меньшей мере одному процессору вырабатывать распределенную по времени структуру данных, включающую в себя производственные данные. Каждый параметр из множества параметров может ассоциироваться со временем в распределенной по времени структуре данных. Программные инструкции предписывают по меньшей мере одному процессору преобразовывать распределенную по времени структуру данных в позиционно-размерную структуру данных на основе данных таймирования, ассоциированных с множеством этапов. Каждый параметр из множества параметров может ассоциироваться по меньшей мере с одной позицией. Программные инструкции предписывают по меньшей мере одному процессору определить новое значение по меньшей мере для одного значения параметра процесса на основе позиционно-размерной структуры данных и по меньшей мере одного алгоритма. Программные инструкции предписывают по меньшей мере одному процессору оптимизации производственного процесса на основе нового значения.
В некоторых неограничивающих вариантах осуществления или аспектах преобразование распределенной по времени структуры данных в позиционно-размерную структуру данных может включать в себя: идентификацию зоны для каждого параметра из множества параметров; определение, для каждого параметра, коэффициента временной задержки на основе длины зоны для параметра и линейной скорости зоны; и выработку позиционно-размерной структуры данных с использованием преобразования матрицы данных на основе распределенной по времени структуры данных, зоны для каждого параметра и коэффициента временной задержки для каждого параметра.
В некоторых неограничивающих вариантах осуществления или аспектах процесс изготовления может включать в себя процесс изготовления стекла, продукция может включать в себя изделие из стекла с покрытием, и множество параметров может включать в себя: температуру, время события, электрическую дугу, расход газа, напряжение, ток, мощность, давление или любую их комбинацию.
В некоторых неограничивающих вариантах осуществления или аспектах программные инструкции могут дополнительно предписывать по меньшей мере одному процессору обнаруживать по меньшей мере одно значение параметра выброса в распределенной по времени структуре данных или позиционно-размерной структуре данных. Программные инструкции предписывают по меньшей мере одному процессору удалить по меньшей мере одно значение параметра выброса. В некоторых неограничивающих вариантах осуществления или аспектах по меньшей мере один алгоритм может включать в себя алгоритм машинного обучения, выполненный с возможностью вывода нового значения на основе модели и по меньшей мере одного введенного пользователем значения.
В некоторых неограничивающих вариантах осуществления или аспектах процесс изготовления может представлять собой процесс изготовления изделий из стекла. В некоторых неограничивающих вариантах осуществления или аспектах процесс изготовления может представлять собой процесс изготовления изделий из стекла с покрытием. В некоторых неограничивающих вариантах осуществления или аспектах процесс изготовления может состоять в нанесении покрытия на изделия из стекла.
Дополнительные варианты осуществления или аспекты изложены в следующих пронумерованных пунктах:
Пункт 1: Компьютерно-реализуемый способ оптимизации производственного процесса, содержащий: прием, по меньшей мере одним процессором, производственных данных, ассоциированных с производственным процессом для изготовления продукции, причем производственные данные содержат данные из множества источников данных, ассоциированных с множеством стадий производственного процесса, при этом производственные данные содержат значения для множества параметров, включающих в себя по меньшей мере одно значение параметра процесса и по меньшей мере одно значение параметра качества; выработку, по меньшей мере одним процессором, распределенной по времени структуры данных, содержащей производственные данные, причем каждый параметр из множества параметров ассоциируется со временем в распределенной по времени структуре данных; преобразование, по меньшей мере одним процессором, распределенной по времени структуры данных в позиционно-размерную структуру данных на основе данных таймирования, ассоциированных с множеством этапов, причем каждый параметр из множества параметров ассоциируется по меньшей мере с одной позицией; определение, по меньшей мере одним процессором, нового значения по меньшей мере для одного значения параметра процесса на основе позиционно-размерной структуры данных и по меньшей мере одного алгоритма; и оптимизацию производственного процесса на основе нового значения.
Пункт 2: Компьютерно-реализуемый способ по пункту 1, в котором преобразование распределенной по времени структуры данных в позиционно-размерную структуру данных содержит: идентификацию, по меньшей мере одним процессором, зоны для каждого параметра из множества параметров; определение, по меньшей мере одним процессором, для каждого параметра, коэффициента временной задержки на основе длины зоны для параметра и линейной скорости зоны; и выработку, по меньшей мере одним процессором, позиционно-размерной структуры данных с использованием преобразования матрицы данных на основе распределенной по времени структуры данных, зоны для каждого параметра и коэффициента временной задержки для каждого параметра.
Пункт 3: Компьютерно-реализуемый способ по пункту 1 или 2, в котором производственный процесс содержит процесс изготовления стекла, и продукция содержит изделие из стекла с покрытием.
Пункт 4: Компьютерно-реализуемый способ по любому из пунктов 1-3, в котором множество параметров содержит: температуру, время события, электрическую дугу, расход газа, напряжение, ток, мощность, давление или любую их комбинацию.
Пункт 5: Компьютерно-реализуемый способ по любому из пунктов 1-4, дополнительно содержащий: обнаружение, по меньшей мере одним процессором, по меньшей мере одного значения параметра выброса в распределенной по времени структуре данных или позиционно-размерной структуре данных; и удаление, по меньшей мере одним процессором, по меньшей мере одного значения параметра выброса.
Пункт 6: Компьютерно-реализуемый способ по любому из пунктов 1-5, в котором по меньшей мере один алгоритм содержит алгоритм машинного обучения, выполненный с возможностью вывода нового значения на основе модели и по меньшей мере одного введенного пользователем значения.
Пункт 7: Компьютерно-реализуемый способ по любому из пунктов 1-6, дополнительно содержащий: идентификацию, по меньшей мере одним процессором, набора пустых записей данных в распределенной по времени структуре данных или позиционно-размерной структуре данных; определение, по меньшей мере одним процессором, доли недостающих данных путем сравнения размера набора пустых записей данных с размером распределенной по времени структуры данных или позиционно-размерной структуры данных; и сравнение, по меньшей мере одним процессором, доли недостающих данных с заданным порогом допуска.
Пункт 8: Компьютерно-реализуемый способ по любому из пунктов 1-7, дополнительно содержащий, в ответ на долю недостающих данных, не удовлетворяющую заданному порогу допуска, удаление набора пустых записей данных из распределенной по времени структуры данных или позиционно-размерной структуры данных.
Пункт 9: Компьютерно-реализуемый способ по любому из пунктов 1-8, дополнительно содержащий, в ответ на долю недостающих данных, удовлетворяющую заданному порогу допуска, импутацию данных в набор пустых записей данных.
Пункт 10: Система для оптимизации производственного процесса, содержащая: по меньшей мере один процессор, запрограммированный или выполненный с возможностью: приема производственных данных, ассоциированных с производственным процессом для изготовления продукции, причем производственные данные содержат данные из множества ассоциированных источников данных с множеством стадий производственного процесса, при этом производственные данные содержат значения для множества параметров, включающих в себя по меньшей мере одно значение параметра процесса и по меньшей мере одно значение параметра качества; выработки распределенной по времени структуры данных, содержащей производственные данные, причем каждый параметр из множества параметров ассоциируется со временем в распределенной по времени структуре данных; преобразования распределенной по времени структуры данных в позиционно-размерную структуру данных на основе данных таймирования, ассоциированных с множеством этапов, причем каждый параметр из множества параметров ассоциируется по меньшей мере с одной позицией; определения нового значения по меньшей мере для одного значения параметра процесса на основе позиционно-размерной структуры данных и по меньшей мере одного алгоритма; и оптимизации производственного процесса на основе нового значения.
Пункт 11: Система по пункту 10, в которой преобразование распределенной по времени структуры данных в позиционно-размерную структуру данных содержит: идентификацию зоны для каждого параметра из множества параметров; определение, для каждого параметра, коэффициента временной задержки на основе длины зоны для параметра и линейной скорости зоны; и выработку позиционно-размерной структуры данных с использованием преобразования матрицы данных на основе распределенной по времени структуры данных, зоны для каждого параметра и коэффициента временной задержки для каждого параметра.
Пункт 12: Система по пункту 10 или 11, в которой производственный процесс содержит процесс изготовления стекла, и продукция содержит изделие из стекла с покрытием.
Пункт 13: Система по любому из пунктов 10-12, в которой множество параметров содержит: температуру, время события, электрическую дугу, расход газа, напряжение, ток, мощность, давление или любую их комбинацию.
Пункт 14: Система по любому из пунктов 10-13, в которой по меньшей мере один процессор дополнительно запрограммирован или выполнен с возможностью: обнаружения по меньшей мере одного значения параметра выброса в распределенной по времени структуре данных или позиционно-размерной структуре данных; и удалить по меньшей мере одно значение параметра выброса.
Пункт 15: Система по любому из пунктов 10-14, в которой по меньшей мере один алгоритм содержит алгоритм машинного обучения, выполненный с возможностью вывода нового значения на основе модели и по меньшей мере одного введенного пользователем значения.
Пункт 16: Компьютерный программный продукт для оптимизации производственного процесса, содержащий по меньшей мере один постоянный машиночитаемый носитель информации, включающий в себя программные инструкции, которые при их исполнении по меньшей мере одним процессором предписывают по меньшей мере одному процессору: принимать данные, ассоциированные с производственным процессом для изготовления продукции, причем производственные данные содержат данные из множества источников данных, ассоциированных с множеством стадий производственного процесса, при этом производственные данные содержат значения для множества параметров, включающих в себя по меньшей мере одно значение параметра процесса и по меньшей мере одно значение параметра качества; выработать распределенную по времени структуру данных, содержащую производственные данные, причем каждый параметр из множества параметров ассоциируется со временем в распределенной по времени структуре данных; преобразовать распределенную по времени структуру данных в позиционно-размерную структуру данных на основе данных таймирования, ассоциированных с множеством этапов, причем каждый параметр из множества параметров ассоциируется по меньшей мере с одной позицией; определить новое значение по меньшей мере для одного значения параметра процесса на основе позиционно-размерной структуры данных и по меньшей мере одного алгоритма; и оптимизировать производственный процесс на основе нового значения.
Пункт 17: Компьютерный программный продукт по пункту 16, в котором преобразование распределенной по времени структуры данных в позиционно-размерную структуру данных содержит: идентификацию зоны для каждого параметра из множества параметров; определение, для каждого параметра, коэффициента временной задержки на основе длины зоны для параметра и линейной скорости зоны; и выработку позиционно-размерной структуры данных с использованием преобразования матрицы данных на основе распределенной по времени структуры данных, зоны для каждого параметра и коэффициента временной задержки для каждого параметра.
Пункт 18: Компьютерный программный продукт по пункту 16 или 17, в котором производственный процесс содержит процесс изготовления стекла, продукция содержит изделие из стекла с покрытием, и множество параметров содержит: температуру, время события, электрическую дугу, расход газа, напряжение, ток, мощность, давление или любую их комбинацию.
Пункт 19: Компьютерный программный продукт по любому из пунктов 16-18, в котором программные инструкции дополнительно предписывают по меньшей мере одному процессору: обнаружить по меньшей мере одно значение параметра выброса в распределенной по времени структуре данных или позиционно-размерной структуре данных; и удалить по меньшей мере одно значение параметра выброса.
Пункт 20: Компьютерный программный продукт по любому из пунктов 16-19, в котором по меньшей мере один алгоритм содержит алгоритм машинного обучения, выполненный с возможностью вывода нового значения на основе модели и по меньшей мере одного введенного пользователем значения.
Пункт 21: Компьютерно-реализуемый способ оптимизации производственного процесса стекла, содержащий: получение по меньшей мере одним процессором производственных данных, ассоциированных с процессом изготовления стекла для изготовления изделия из стекла с покрытием, причем производственные данные, содержат данные от множество источников данных, ассоциированных с множеством стадий производственного процесса стекла, причем производственные данные содержат значения для множества параметров, включающих в себя, по меньшей мере, одно значение параметра процесса и, по меньшей мере, одно значение параметра качества; выработку, по меньшей мере одним процессором, распределенной по времени структуры данных, содержащей производственные данные, причем каждый параметр из множества параметров ассоциируется со временем в распределенной по времени структуре данных; преобразование, по меньшей мере одним процессором, распределенной по времени структуры данных в позиционно-размерную структуру данных на основе данных таймирования, ассоциированных с множеством этапов, причем каждый параметр из множества параметров ассоциируется по меньшей мере с одной позицией; определение, по меньшей мере одного процессора, нового значения по меньшей мере для одного значения параметра процесса на основе позиционно-размерной структуры данных и по меньшей мере одного алгоритма; и оптимизацию производственного процесса стекла на основе нового значения.
Пункт 22: Система для оптимизации производственного процесса стекла, содержащая: по меньшей мере один процессор, запрограммированный или выполненный с возможностью: приема производственных данных, ассоциированных с процессом изготовления стекла для изготовления изделия из стекла с покрытием, причем производственные данные содержат данные из множества источников данных, ассоциированных с множеством стадий производственного процесса стекла, при этом производственные данные содержат значения для множества параметров, включающих в себя по меньшей мере одно значение параметра процесса и по меньшей мере одно значение параметра качества; выработки распределенной по времени структуры данных, содержащей производственные данные, причем каждый параметр из множества параметров ассоциируется со временем в распределенной по времени структуре данных; преобразования распределенной по времени структуры данных в позиционно-размерную структуру данных на основе данных таймирования, ассоциированных с множеством этапов, причем каждый параметр из множества параметров ассоциируется по меньшей мере с одной позицией; определения нового значения по меньшей мере для одного значения параметра процесса на основе позиционно-размерной структуры данных и по меньшей мере одного алгоритма; и оптимизации производственного процесса стекла на основе нового значения.
Пункт 23: Компьютерный программный продукт для оптимизации производственного процесса стекла, содержащий по меньшей мере один постоянный машиночитаемый носитель информации, включающий в себя программные инструкции, которые при их исполнении по меньшей мере одним процессором предписывают по меньшей мере одному процессору: принимать производственные данные, ассоциированные с процессом изготовления стекла для изготовления изделия из стекла с покрытием, причем производственные данные содержат данные из множества источников данных, ассоциированных с множеством стадий производственного процесса стекла, при этом производственные данные содержат значения для множества параметров, включающих в себя по меньшей мере одно значение параметра процесса и по меньшей мере одно значение параметра качества; выработать распределенную по времени структуру данных, содержащую производственные данные, причем каждый параметр из множества параметров ассоциируется со временем в распределенной по времени структуре данных; преобразовать распределенную по времени структуру данных в позиционно-размерную структуру данных на основе данных таймирования, ассоциированных с множеством этапов, причем каждый параметр из множества параметров ассоциируется по меньшей мере с одной позицией; определить новое значение по меньшей мере для одного значения параметра процесса на основе позиционно-размерной структуры данных и по меньшей мере одного алгоритма; и оптимизировать процесс изготовления стекла на основе нового значения.
Эти и другие признаки и характеристики настоящего раскрытия, а также способы работы и функции связанных с ними элементов конструкций и сочетание частей и экономия производства станут более очевидными после рассмотрения следующего описания и прилагаемой формулы изобретения со ссылкой на сопроводительные чертежи, каждый из которых составляет часть настоящего описания, где одинаковые ссылочные позиции обозначают соответствующие части на различных чертежах. Однако следует четко понимать, что чертежи предназначены только для целей иллюстрации и описания и не предназначены для определения пределов изобретения.
Краткое описание чертежей
Дополнительные преимущества и подробности поясняются более подробно ниже со ссылкой на неограничивающие примерные варианты осуществления, которые проиллюстрированы на сопроводительных чертежах, на которых:
фиг. 1 – схематичное представление неограничивающих вариантов осуществления или аспектов системы и способа оптимизации производственного процесса;
фиг. 2 – примерные компоненты вычислительного устройства, используемые в связи с неограничивающими вариантами осуществления системы, способа и компьютерного программного продукта для оптимизации производственного процесса;
фиг. 3 блок-схема последовательности операций неограничивающих вариантов осуществления или аспектов способа оптимизации производственного процесса;
фиг. 4 блок-схема последовательности операций неограничивающих вариантов осуществления или аспектов способа оптимизации производственного процесса;
фиг. 5 блок-схема последовательности операций неограничивающих вариантов осуществления или аспектов способа оптимизации производственного процесса; и
фиг. 6 блок-схема последовательности операций неограничивающих вариантов осуществления или аспектов способа оптимизации производственного процесса.
Подробное описание изобретения
Следует понимать, что варианты осуществления могут предусматривать различные альтернативные варианты и последовательности выполнения этапов, если прямо не указано иное. Следует также понимать, что конкретные устройства и процессы, проиллюстрированные в прилагаемом приложении и описанные в последующем описании, являются просто примерными вариантами осуществления или аспектами настоящего раскрытия. Следовательно, конкретные размеры и другие физические характеристики, относящиеся к раскрытым в данном документе вариантам осуществления или аспектам, не следует рассматривать как ограничивающие. Ни один аспект, компонент, элемент, структура, действие, этап, функция, инструкция и/или тому подобное, которые используются в данном документе, не должны рассматриваться как особо важные или существенные, если они явно не описаны как таковые. Кроме того, в данном документе формы единственного числа подразумевают включение одного или более элементов и могут взаимозаменяемо использоваться со терминами «один или более» и «по меньшей мере один». Кроме того, используемые в данном документе термины «имеет», «имеют», «имеющий» и т.п. предназначены для использования в качестве открытых терминов. Кроме того, фраза «на основе» предназначена для обозначения термина «по меньшей мере частично на основе», если прямо не указано иное.
Используемые в данном документе термины «связь» и «поддерживать связь» могут относиться к приему, получению, передаче, переносу, предоставлению и/или т.п. данных (например, информации, сигналов, сообщений, инструкций, команд и/или т.п.). Для одного блока (например, устройства, системы, компонента устройства или системы, их комбинации и/или т.п.) связь с другим устройством означает то, что один блок способен прямо или косвенно принимать информацию из другого блока и/или отправлять (например, передавать) информацию в другой блок. Это может относиться к прямому или косвенному соединению, которое является проводным и/или беспроводным по своей природе. В дополнение к этому, два блока могут поддерживать связь друг с другом, даже если передаваемая информация может быть модифицирована, обработана, ретранслирована и/или маршрутизирована между первым и вторым блоком. Например, первый блок может поддерживать связь со вторым блоком, даже если первый блок пассивно принимает информацию и не передает активно информацию в второй блок. В качестве другого примера, первый блок может поддерживать связь со вторым блоком, если по меньшей мере один промежуточный блок (например, третий блок, расположенный между первым блоком и вторым блоком) обрабатывает информацию, принятую из первого блока, и передает обработанную информацию во второй блок. В некоторых неограничивающих вариантах осуществления сообщение может относиться к сетевому пакету (например, пакету данных и/или т.п.), который включает в себя данные.
Используемый в данном документе термин «вычислительное устройство» может относиться к одному или нескольким электронным устройствам, которые выполнены с возможностью поддержания прямой или косвенной связи с одной или несколькими сетями или через них. Вычислительное устройство может быть мобильным или портативным вычислительным устройством, настольным компьютером, сервером и/или т.п. Кроме того, термин «компьютер» может относиться к любому вычислительному устройству, которое включает в себя необходимые компоненты для приема, обработки и вывода данных и обычно включает в себя дисплей, процессор, память, устройство ввода и сетевой интерфейс. «Вычислительная система» может включать в себя одно или более вычислительных устройств или компьютеров. «Приложение» или «интерфейс прикладного программирования» (API) относится к компьютерному коду или другим данным, отсортированным на машиночитаемом носителе информации, которые могут исполняться процессором для облегчения взаимодействия между программными компонентами, такими как внешний интерфейс на стороне клиента и/или внутренний интерфейс на стороне сервера для приема данных от клиента. «Интерфейс» относится к выработанному отображению, такому как один или несколько графических пользовательских интерфейсов (GUI), с которыми пользователь может взаимодействовать прямо или косвенно (например, через клавиатуру, мышь, сенсорный экран и т.д.). Кроме того, многочисленные компьютеры, например, серверы или другие компьютеризированные устройства, прямо или косвенно взаимодействующие в сетевой среде, могут образовывать «систему» или «вычислительную систему».
Используемый в данном документе термин «сервер» может относиться к одному или более вычислительным устройствам, таким как процессоры, запоминающие устройства и/или аналогичные компьютерные компоненты, которые взаимодействуют с клиентскими устройствами и/или другими вычислительными устройствами по сети, такой как Интернет или частные сети и, в некоторых случаях, обеспечивают связь между другими серверами и/или клиентскими устройствами.
Неограничивающие варианты осуществления относятся к системам, способам и компьютерным программным продуктам для оптимизации производственного процесса, такого как процесс изготовления стекла. Такие производственные процессы производят большие объемы данных в реальном времени и собираются с помощью множества различных устройств и компонентов, что создает проблемы для эффективного и действенного хранения, структурирования, управления и доступа к таким данным. Неограничивающие варианты осуществления, описанные в данном документе, обеспечивают повышение эффективности на протяжении всего процесса изготовления, включая постоянную и/или периодическую оптимизацию параметров процесса (например, для производства более качественной продукции, для использования меньшего количества материалов, для создания меньшего количества отходов, для ускорения производственного процесса и/или т.п.). Более того, необработанные данные, собранные из устройств и компонентов производственного процесса, могут привести к неэффективности обработки данных и ошибкам при попытках анализа таких данных для выработки оптимизированных параметров процесса. Соответственно, неограничивающие варианты осуществления, описанные в данном документе, обеспечивают уникальные способы реструктурирования производственных данных для использования в аналитических алгоритмах, включая, помимо прочего, алгоритмы машинного обучения.
Данные производственного процесса
Вышеупомянутые системы, способы и компьютерные программные продукты могут быть использованы для оптимизации процесса изготовления стекла. Хотя приведенное в данном документе описание может относиться к технической реализации в контексте изготовления стекла, следует понимать, что многие из технических характеристик и преимуществ применимы к производственному процессу любого типа, включающему в себя сбор и анализ производственных данных.
Описанные системы и способы позволяют повысить эффективность производства за счет оптимизации процесса. Например, при производстве листового стекла эффективность производства может включать в себя: (1) уменьшение количества дефектов в продукции, включая частично расплавленные частицы песка и маленькие пузырьки в стекле; (2) уменьшение потребления энергии для плавки и производства листового стекла и изделий из стекла с покрытием; (3) сокращение производственных отходов, таких как бракованное стекло, потери при резке и обрезке кромок; (4) оптимизацию распределения по толщине стекла; (5) сокращение потерь материалов при смене продукции; (6) оптимизацию использования сырья; и (7) управление запасами и цепочкой поставок.
В качестве другого примера, в процессе нанесения покрытия на стекло эффективность производства может включать в себя (1) минимизацию количества дефектов, например, микроотверстий, возникающих в результате технологического мусора и электрической дуги при плазменной обработке; (2) оптимизацию однородности цвета изделия; (3) сведение к минимуму времени простоя производства, например, в результате частой очистки и/или восстановления катода; (4) сведение к минимуму цикла разработки и коммерциализации нового изделия; и (6) повышение надежность и работоспособности оборудования за счет проведения профилактического технического обслуживания.
Описанные системы и способы могут использовать данные из различных источников в ходе производственного процесса, подлежащего оптимизации. Согласно некоторым неограничивающим вариантам осуществления или аспектам в таблице 1 приведены различные источники данных для процесса изготовления стекла, включая частоты выборок из различных источников данных и примерных мест хранения данных.
Таблица 1
В некоторых неограничивающих вариантах осуществления или аспектах поток данных описанных систем и способов может начинаться с извлечения производственных данных из различных источников данных и загрузки данных на облачную платформу данных. Данные могут быть обработаны, например, проверены, очищены и организованы, в виде набора данных всего процесса для анализа. Данные могут храниться в проверенном наборе данных на облачной платформе данных. Данные могут быть проанализированы на основе различных потребностей производства и бизнеса.
В некоторых неограничивающих вариантах осуществления или аспектах проверка данных и конструирование признаков могут быть разделены на следующие типичные категории: (1) общие ошибки данных; (2) обработка данных по конкретным процессам и случаям; и (3) конструирование признаков процесса для создания новых переменных процесса. В первой категории могут быть идентифицированы общие ошибки данных. Общие ошибки данных могут быть вызваны измерительными и компьютерными системами, включая, но без ограничений, ошибки данных, связанные с машиной, в базе данных процесса, инструментальные ошибки, вырабатываемые сервером, в результате отсутствия соединения, отключения или процессов SQL-сервера и/или ошибки, вырабатываемые базой данных на основе плоских файлов. Такие ошибки данных могут быть связаны с конкретным источником данных. Ошибки данных, такие как недостающие данные и выбросы, могут быть исправлены автоматически. Во второй категории инженерия и обработка данных могут применяться как специфичные для процесса, включая, но без ограничений, товарное сегментирование, временную задержку процесса, организацию компонентов производственных данных и выявление динамики процесса. В третьей категории новые переменные процесса могут быть вырабатываться путем конструирования признаков процесса. Новые переменные могут представлять собой обнаруженную и скрытую динамику процесса, которая позволяет эффективно раскрывать особенности процесса, необходимые для моделирования искусственного интеллекта (ИИ, AI) и выработки интеллектуальных действий.
В некоторых неограничивающих вариантах осуществления или аспектах производственный процесс может быть оптимизирован в соответствии со следующими стадиями: (1) преобразование размерности данных; (2) устранение данных-выбросов; (3) импутация данных; и (4) конструирование признаков производственных данных, включая идентификацию процесса цикла очистки и атрибуты уровня продукции.
Преобразование размерности данных
В производственном процессе изделие может транспортироваться через различные зоны, где изделие может быть модифицировано, обработано, собрано и/или т.п. Может оказаться полезным определить причинно-следственную связь между переменными качества и переменными процесса в производственном процессе, и значения скорости и/или временной задержки транспортировки в зонах и/или между зонами могут повлиять на точное определение взаимосвязи между переменными качества и переменными процесса. Например, в процессе изготовления стекла определение причины и следствия между параметрами качества и параметрами процесса может быть затруднено из-за характера технологический процесс нанесения покрытия на стекло. Из-за того, что стеклянный лист транспортируется со стороны загрузки через различные сегменты процесса нанесения покрытия (например, зону промывки, зону нанесения покрытия и т.д.) с соответствующими линейными скоростями, будут возникать временные задержки транспортировки между переменными качества стеклянной продукции и переменными процесса, которые могут влиять на правильную интерпретацию причинно-следственных связей в местах расположения или зонах устройства для нанесения покрытий. Описанные системы и способы обеспечивают точную идентификацию причинно-следственных связей, в том числе способ преобразования матрицы данных из распределенной по времени структуры данных в позиционно-размерную структуру данных.
Может существовать промежуток времени между переменными качества продукции, измеренными в конце производственного процесса, и переменными процесса, измеренными в ходе производственного процесса (например, равный нескольким минутам). Местоположения зон могут быть обозначены для того, чтобы определить взаимосвязи между параметрами отдельных зон и их влиянием, например, на дефекты. Местоположения зон могут быть обозначены путем применения преобразования размерности матрицы данных из распределенной по времени структуры данных в позиционно-размерную структуру данных. В определенной позиции производственного процесса может быть выбрана контрольная точка, и временная задержка может быть рассчитана в позициях вдоль направления технологического процесса. Местоположение каждой отдельной зоны может быть использовано для обозначения позиции с целью преобразования распределенных по времени данных в позиционно-размерные данные. После реализации преобразования данные, используемые для моделирования, могут быть независимыми от времени, так что корреляция между переменными процесса и качества становится позиционно зависимой. Обобщенное уравнение для расчета временного промежутка для каждой зоны может быть следующим:
Формула 1
 ,
,
где Δt обозначает промежуток времени для зоны, L обозначает длину зоны в направлении движения продукта, и v обозначает линейную скорость. Преобразование размерности матрицы данных можно рассматривать как функцию линейной скорости.
Для реализации компенсации временного промежутка во всех зонах производственного процесса временную задержку можно рассчитывать по двум категориям: (1) задержка отдельной зоны; и (2) временная задержка между сканированием для проверки качества (например, дефекта) и контрольной точкой зонной задержки. Контрольная точка зонной задержки (например, контрольная временная метка) может быть определена в отдельной зоне. Уравнение, используемое для временного промежутка отдельной зоны, может быть следующим:
Формула 2
 ,
,
где ΔKn обозначает общий временной промежуток для зоны с номером n, где, например, n = 1-10. Tr обозначает контрольную временную метку в отдельной зоне. Временной промежуток между местоположением сканирования для проверки качества (например, дефекта) и контрольной точкой зонной задержки может быть вычислен с использованием функции взаимной корреляции.
Обнаружение и устранение выбросов
Выбросы могут включать в себя экстремальные значения, которые отклоняются от большинства наблюдений набора данных. Выбросы в наборе данных рискуют загрязнить данные предвзятой и/или вводящей в заблуждение информацией. Выбросы могут указывать на значительные отклонения данных, вызванные инструментальными ошибками, ошибками экспериментальных процедур и/или другими ошибками человека/оборудования. Обнаружение выбросов может быть классифицировано в соответствии с измеренными параметрами изделия в производственном процессе. В примере нанесения покрытия на стекло обнаружение выбросов может быть классифицировано в соответствии со следующими категориями переменных, но без ограничений: (1) температура; (2) скорость производственной линии (которая может варьироваться в зависимости от продукта); (3) время события процесса; (4) электрическая дуга; (5) расход технологического газа; (6) электрическое напряжение; (7) электрический ток; (8) электрическая мощность; (9) технологическое давление; и/или тому подобное.
Первый этап идентификации и обнаружения выбросов может включать в себя определение выбросов, которые могут быть введены в производственный процесс в результате таких событий, как смена продукции и технологическая очистка. Второй этап идентификации и обнаружения выбросов может включать в себя маркировку выбросов с использованием надежного статистического способа. На первом этапе система может идентифицировать зоны с выключенным и включенным питанием. Во время смены продукции питание различных производственных зон может быть либо выключено, либо включено, где зоны с отключенным питанием производят значения переменных продукции, преимущественно равные нулю. Без предварительной фильтрации зон с отключенным питанием избыток нулевых параметров может размыть и исказить измеренные статистические распределения. Цифровые флаги могут быть введены для идентификации таких событий, как очистка продукции и процесса. На втором этапе выбросы могут быть помечены, например, с использованием способа межквартильного диапазона (IQR). IQR также может называться средним разбросом и может быть мерой статистической дисперсии, равной разнице между 75-м и 25-м процентилями или между верхним и нижним квартилями, например, IQR = Q3 – Q1. Без предварительной регулировки для зон с отключенным питанием IQR может идентифицировать нормальные значения производственных данных как выбросы, учитывая избыток параметров с нулевым значением из зон с отключенным питанием. После учета зон с отключенным питанием IQR может правильно идентифицировать выпадающие значения за пределами обычного статистического распределения значений.
Импутация недостающих данных
Недостающие данные могут возникать тогда, когда наборы данных производственного процесса являются недействительными, например, из-за событий процесса, таких как отказ оборудования. Недостающие данные могут быть устранены (например, удалены пустые столбцы), если сегмент недостающих данных является достаточно большим (например, выше порога допуска). Недостающие данные могут быть импутированы, если недостающий сегмент данных является достаточно маленьким (например, в пределах допустимого порога). В некоторых неограничивающих вариантах осуществления или аспектах порог допуска сегмента недостающих данных может быть установлен равным 5% от общего набора данных.
Импутация недостающих значений может быть выполнена в соответствии с одной или несколькими категориями переменных, которые могут включать в себя, но не ограничиваться ими: (1) переменные с постоянным значением; (2) вероятностные переменные; (3) условные переменные; и/или тому подобное. В первой категории переменные с постоянным значением (например, заданные переменные процесса) могут быть импутированы путем замены недостающих значений на статистические усредненные данные (например, среднее значение столбца переменных) и/или соседние значения (например, постоянное значение из соседней записи). Во второй категории вероятностные переменные могут быть импутированы путем анализа корреляций между столбцами данных и выработки оценок с использованием линейных моделей, например, с использованием низкоразмерной аппроксимации данных. В третьей категории условные переменные могут быть импутированы с использованием многопараметрической импутации с помощью цепных уравнений (MICE), в которых каждая переменная с недостающими данными моделируется, условно используя другие переменные в данных перед заполнением недостающих значений. MICE может включать в себя выполнение нескольких проходов по набору данных для определения заполняющего значения.
В некоторых неограничивающих вариантах осуществления или аспектах постоянное значение из предыдущей записи данных может быть импутировано в запись данных, имеющую недостающие значения данных. Устранение недостающих данных позволяет моделям машинного обучения работать тогда, когда такие модели требуют непрерывных наборов данных (например, без разорванных сегментов данных).
Фигуры
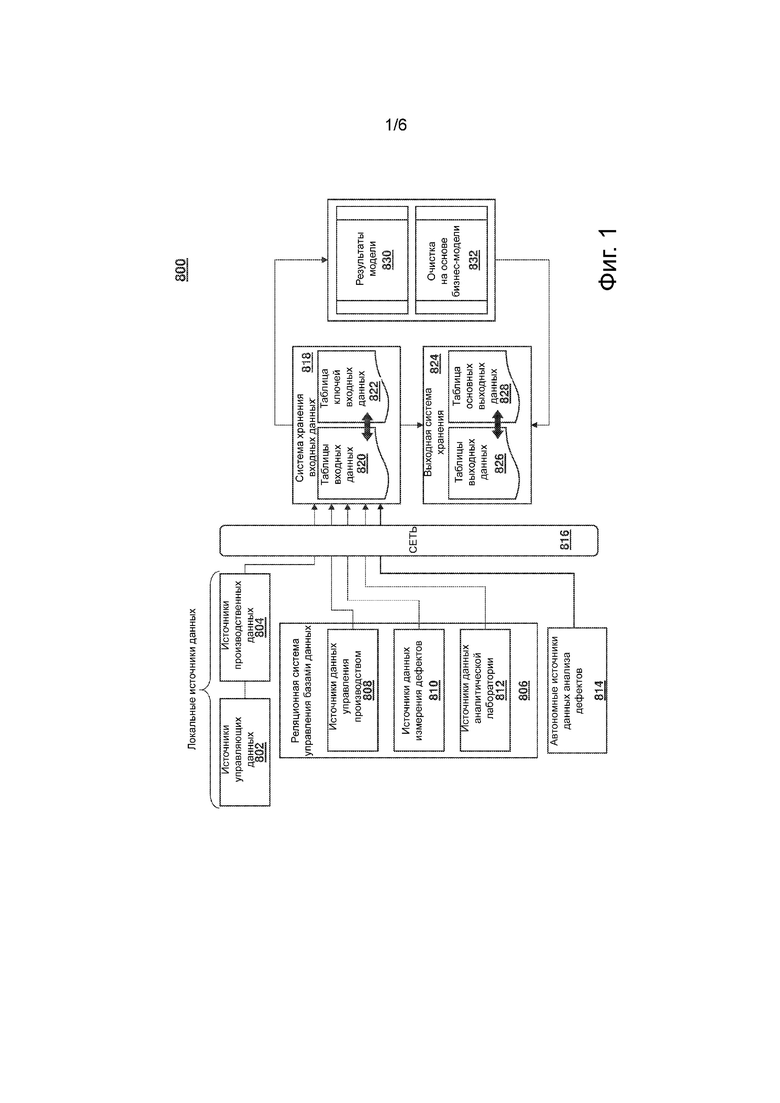
Обратимся теперь к фиг. 1, на которой показана система 800 для оптимизации производственного процесса согласно неограничивающим вариантам осуществления или аспектам. Система 800 включает в себя поток процессов для архитектуры данных на облаке. Система 800 может включать в себя множество источников данных, которые могут включать в себя одно или более вычислительных устройств, которые могут вырабатывать и/или хранить данные. Система 800 может включать в себя множество локальных источников 802, 804 данных, в том числе источники 802 данных управления (например, предоставляющие данные управления датчиками и машинами) и источники 804 производственных данных (например, предоставляющие данные контуров управления основными параметрами процесса). Локальные источники 802, 804 данных могут обмениваться данными с системой облачных вычислений (например, Microsoft Azure), которая может включать в себя систему 818 хранения входных данных. Локальные источники 802, 804 данных могут обмениваться данными с системой облачных вычислений с использованием коммуникационной сети 816 (например, с использованием службы локальной среды выполнения интеграции). Система 800 может дополнительно включать в себя реляционную систему 806 управления базами данных (например, SQL Server). Реляционная система 806 управления базами данных может включать в себя источники 808 данных управления производством, источники 810 данных измерения дефектов и источники 812 данных аналитической лаборатории. Система 800 может также включать в себя автономные источники 814 данных анализа дефектов, которые могут обмениваться данными с системой 818 хранения входных данных через коммуникационную сеть 816.
Система 800 может включать в себя систему 818 хранения входных данных, в которой могут выполняться один, несколько или все процессы хранения необработанных данных и проверки данных. Система 818 хранения входных данных может управляться системным хостом (например, Data Lake). Система 818 хранения входных данных может включать в себя множество таблиц 820 входных данных и таблицу 822 основных входных данных. Система 800 может включать в себя систему 824 хранения выходных данных, где хранятся один, несколько или все наборы обработанных данных и результаты интеллектуального анализа для поиска исторических данных. Система 818 хранения входных данных может быть взаимодействовать с одной или несколькими службами машинного обучения, которые могут использоваться для анализа данных. Результаты 830 модели машинного обучения и наборы данных после процессов 832 очистки на основе бизнес-модели могут передаваться из системы 818 хранения входных данных в систему 824 хранения выходных данных.
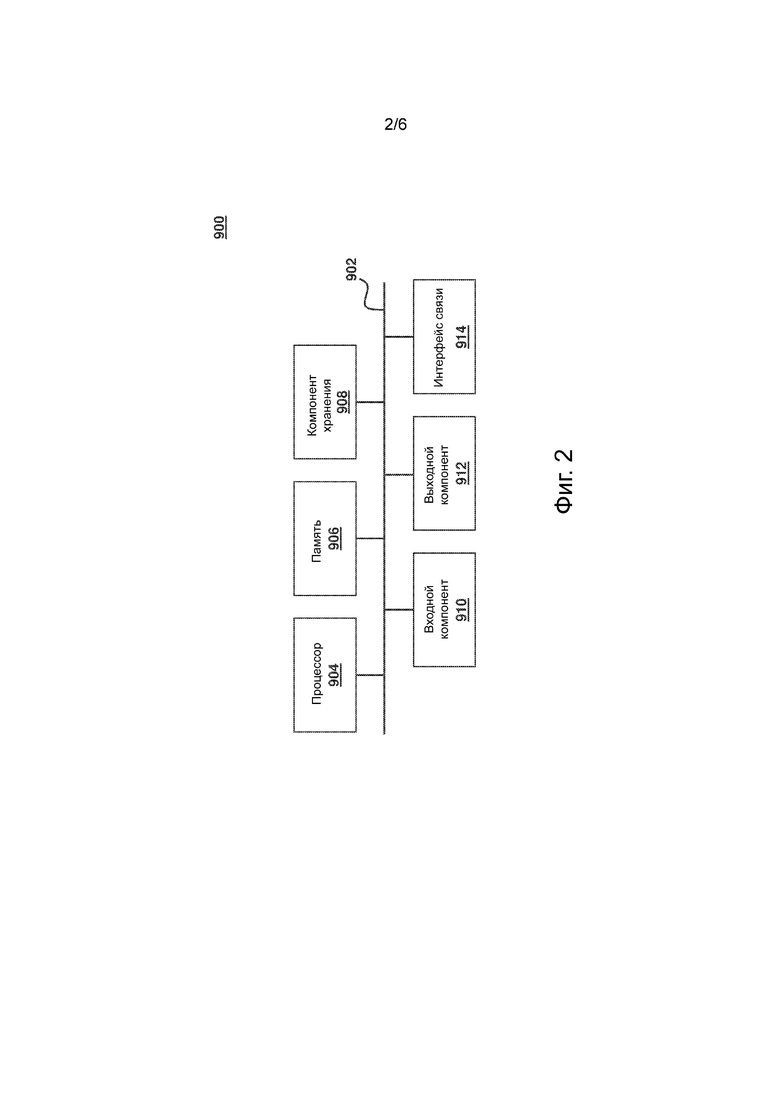
Обратимся теперь к фиг. 2, на которой показана схема примерных компонентов вычислительного устройства 900 для реализации и выполнения систем и способов, описанных в данном документе, согласно неограничивающим вариантам осуществления. Вычислительное устройство 900 может соответствовать одному или нескольким вычислительным устройствам системы 800, показанной на фиг. 1, включающей в себя, но без ограничений, одно или несколько вычислительных устройств из: источников 802 данных управления, источников 804 производственных данных, реляционной системы 806 управления базами данных, источников 808 данных управления производством, источников 810 данных измерения дефектов, источников 812 данных аналитической лаборатории, автономных источников 814 данных анализа дефектов, коммуникационной сети 816, системы 818 хранения входных данных, системы 824 хранения выходных данных и/или одной или нескольких систем для управления вышеупомянутыми устройствами. В некоторых неограничивающих вариантах осуществления устройство 900 может включать в себя дополнительные компоненты, меньшее количество компонентов, другие компоненты или компоненты, расположенные иначе, чем те, которые показаны на фиг. 2. Устройство 900 может включать в себя шину 902, процессор 904, память 906, компонент 908 хранения, компонент 910 ввода, компонент 912 вывода и интерфейс 914 связи. Шина 902 может включать в себя компонент, который обеспечивает обмен данными между компонентами устройства 900. В некоторых неограничивающих вариантах осуществления процессор 904 может быть реализован в виде аппаратных средств, программно-аппаратных средств или комбинации аппаратных средств и программного обеспечения. Например, процессор 904 может включать в себя процессор (например, центральный процессор (CPU), графический процессор (GPU), ускоренный процессор (APU) и т.д.), микропроцессор, процессор цифровых сигналов (DSP) и/или любой компонент обработки (например, программируемую пользователем вентильную матрицу (FPGA), специализированную интегральную схему (ASIC) и т.д.), который можно запрограммировать или сконфигурировать для выполнения функции. Память 906 может включать в себя оперативное запоминающее устройство (RAM), постоянное запоминающее устройство (ROM) и/или динамическое или статическое запоминающее устройство другого типа (например, флэш-память, магнитную память, оптическую память и т.д.), на котором хранится информация и/или инструкции для использования процессором 904.
Продолжая ссылаться на фиг. 2, компонент 908 хранения может хранить информацию и/или программное обеспечение, связанное с работой и использованием устройства 900. Например, компонент 908 хранения может включать в себя жесткий диск (например, магнитный диск, оптический диск, магнитооптический диск, твердотельный диск и т.д.) и/или машиночитаемый носитель информации другого типа. Компонент 910 ввода может включать в себя компонент, который позволяет устройству 900 принимать информацию, например, посредством пользовательского ввода (например, дисплей с сенсорным экраном, клавиатура, клавишная панель, мышь, кнопка, переключатель, микрофон и т.д.). Дополнительно или альтернативно компонент 910 ввода может включать в себя датчик для сбора информации (например, компонент системы глобального позиционирования (GPS), акселерометр, гироскоп, привод и т.д.). Компонент 912 вывода может включать в себя компонент, который обеспечивает вывод информации из устройства 900 (например, дисплей, громкоговоритель, один или более светоизлучающих диодов (LED) и т.д.). Интерфейс 914 связи может включать в себя компонент, аналогичный приемопередатчику (например, приемопередатчик, отдельный приемник и передатчик и т.д.), который позволяет устройству 900 обмениваться данными с другими устройствами, например, через проводное соединение, беспроводное соединение или комбинацию проводного соединения и беспроводного соединения. Интерфейс 914 связи позволяет устройству 900 принимать информацию из другого устройства и/или передавать информацию в другое устройство. Например, интерфейс 914 связи может включать в себя интерфейс Ethernet, оптический интерфейс, коаксиальный интерфейс, инфракрасный интерфейс, радиочастотный (РЧ) интерфейс, интерфейс универсальной последовательной шины (USB), интерфейс Wi-Fi®, интерфейс сотовый сети связи и/или т.п.
Устройство 900 может выполнять один или несколько процессов, описанных в данном документе. Устройство 900 может выполнять эти процессы на основе процессора 904, исполняющего инструкции программного обеспечения, хранящиеся на машиночитаемом носителе информации, таком как память 906 и/или компонент 908 хранения. Машиночитаемый носитель информации может включать в себя любое невременное запоминающее устройство. Устройство памяти включает в себя пространство памяти, расположенное внутри одного физического запоминающего устройства, или пространство памяти, распределенное по нескольким физическим запоминающим устройствам. Инструкции программного обеспечения могут считываться в память 906 и/или компонент 908 хранения с другого машиночитаемого носителя информации или с другого устройства через интерфейс 914 связи. При исполнении инструкции программного обеспечения, хранящиеся в памяти 906 и/или компоненте 908 хранения, предписывают процессору 904 выполнять один или несколько процессов, описанных в данном документе. Дополнительно или альтернативно, аппаратно-реализованная схема может использоваться вместо инструкций программного обеспечения или в сочетании с ними для выполнения одного или нескольких процессов, описанных в данном документе. Таким образом, описанные в данном документе варианты осуществления не ограничиваются какой-либо конкретной комбинацией аппаратных схем и программного обеспечения. Используемый в данном документе термин «запрограммированный или сконфигурированный» относится к размещению программного обеспечения, аппаратно-реализованных схем или любой их комбинации на одном или нескольких устройствах.
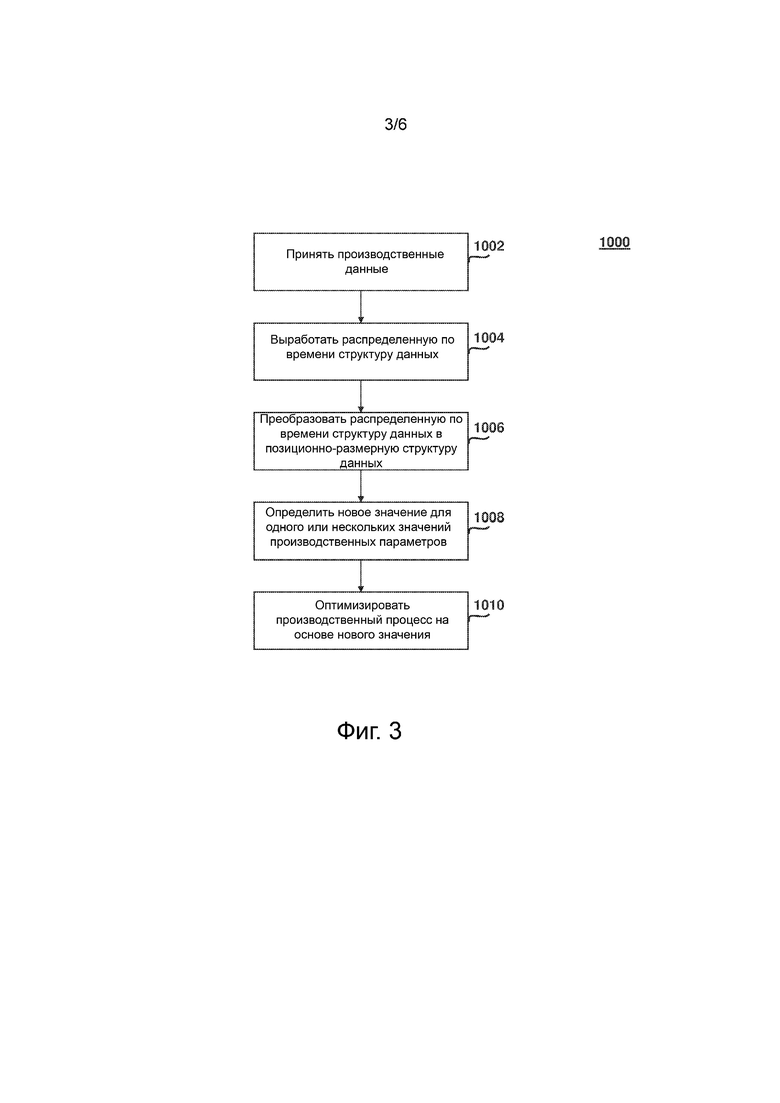
Обратимся теперь к фиг. 3, где изображен процесс 1000 оптимизации производственного процесса согласно неограничивающим вариантам осуществления или аспектам. Один или несколько этапов процесса 1000 могут исполняться одним или несколькими такими же вычислительными устройствами, как и один или несколько других этапов процесса 1000. Один или несколько этапов процесса 1000 могут исполняться одним или несколькими вычислительными устройствами из коммуникационной сети 816, системы 818 хранения входных данных, системы 824 хранения выходных данных и/или других систем для управления устройствами системы 800, показанной на фиг. 1.
На этапе 1002 принимаются производственные данные. Например, система 818 хранения входных данных может получать производственные данные, ассоциированные с производственным процессом для изготовления продукции. Производственные данные могут включать в себя данные из одного или нескольких источников данных, ассоциированных с одной или несколькими стадиями (например, стадиями производства, стадиями сборки, стадиями обработки и т.д.) производственного процесса. Производственные данные могут включать в себя значения для множества параметров, включающих в себя одно или более значений параметров процесса и одно или более значений параметров качества. Параметр процесса может включать в себя одну или несколько измеряемых (например, имеющих значение) характеристик и/или аспектов стадии производственного процесса (например, скорость обработки, температуру обработки, давление обработки и т.д.). Параметр качества может включать в себя одну или несколько измеряемых (например, имеющих значение) характеристик и/или аспектов производимой продукции. В некоторых неограничивающих вариантах осуществления или аспектах производственный процесс может включать в себя процесс изготовления стекла, и продукция может включать в себя изделие из стекла с покрытием. В некоторых неограничивающих вариантах осуществления или аспектах множество параметров производственных данных может включать в себя, но не ограничиваться этим: температуру, время события, электрическую дугу, расход газа, напряжение, ток, мощность, давление или любую их комбинацию.
На этапе 1004 вырабатывается распределенная по времени структура данных. Например, система 818 хранения входных данных может вырабатывать распределенную по времени структуру данных, которая включает в себя производственные данные, где каждый параметр из множества параметров ассоциируется со временем (например, измерения параметра производственного процесса и/или продукции) в распределенной по времени структуре данных. В некоторых неограничивающих вариантах осуществления или аспектах распределенная по времени структура данных может представлять собой таблицу данных, где каждый параметр зависит от столбца времени и упорядочен в соответствии с ним.
На этапе 1006 преобразуется распределенная по времени структура данных. Например, система 818 хранения входных данных может преобразовать распределенную по времени структуру данных в позиционно-размерную структуру данных. Преобразование может быть основано на данных синхронизации, ассоциированных с множеством этапов. Каждый параметр из множества параметров может ассоциироваться по меньшей мере с одной позицией в позиционно-размерной структуре данных. В некоторых неограничивающих вариантах осуществления или аспектах позиционно-размерная структура данных может представлять собой таблицу данных, в которой каждый параметр зависит от позиции в производственном процессе и размещается в соответствии с ней.
На этапе 1008 определяется новое значение для одного или более значений параметров процесса. Например, система 818 хранения входных данных может определить новое значение для одного или более значений параметров процесса на основе позиционно-размерной структуры данных и по меньшей мере одного алгоритма. По меньшей мере один алгоритм может включать в себя алгоритм машинного обучения, выполненный с возможностью вывода нового значения на основе модели (например, модели случайного леса, нейронной сети и т.д.) и по меньшей мере одного входного значения пользователя.
На этапе 1010 оптимизируется производственный процесс. Например, система 818 хранения входных данных может оптимизировать производственный процесс на основе выработанного нового значения этапа 1008. Оптимизация производственного процесса может включать в себя улучшение производимой продукции (например, ее качества) или объема произведенной продукции (например, экономию производства, уменьшение потребления сырья, сокращение избыточных повторяющихся операций и т.д.). В некоторых неограничивающих вариантах осуществления или аспектах система 818 хранения входных данных может исполнять одну или несколько моделей машинного обучения для выработки рекомендаций по изменению одного или нескольких параметров процесса (например, оптимизации параметров процесса), например, путем внесения изменений в одну или несколько систем управления технологическими процессами. В некоторых неограничивающих вариантах осуществления или аспектах оптимизация процесса изготовления стекла может включать в себя уменьшение количества дефектов в стеклянной продукции (например, частично расплавившихся частиц песка, маленьких пузырьков в стекле и т.д.), уменьшение потребления энергии для плавки и производства листового стекла и изделий из стекла с покрытием, сокращение производственных отходов (например, бракованного стекла, потерь при резке стекла и обрезке кромок и т.д.), оптимизацию распределения по толщине стекла, сокращение потерь материалов при смене продукции, управление изменениями запасов и поставок и/или т.п.
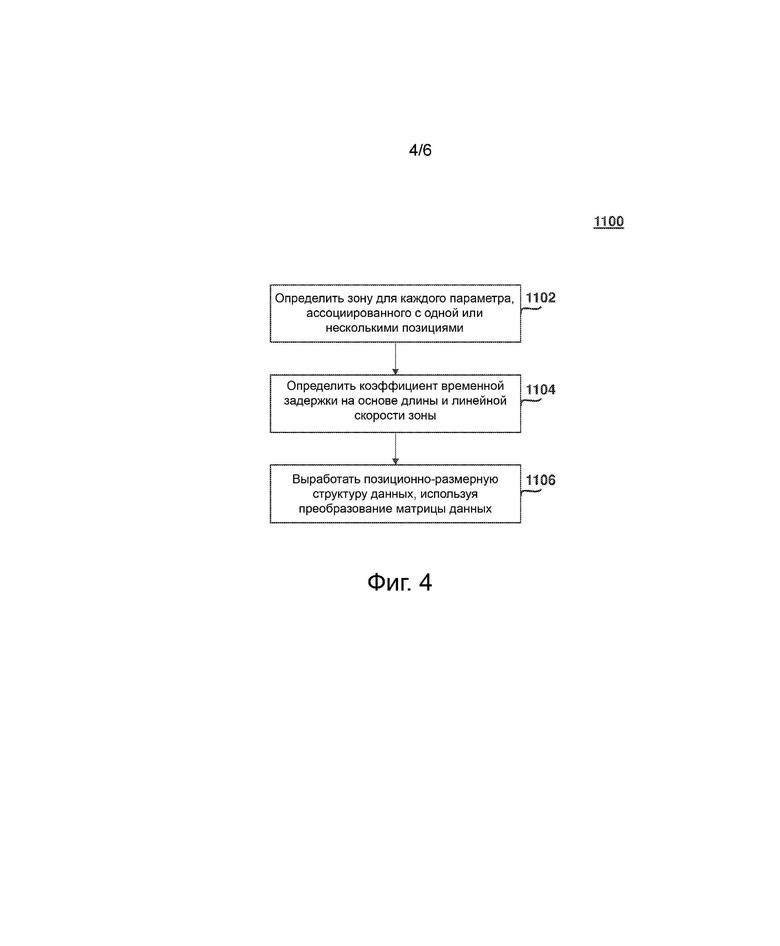
Обратимся теперь к фиг. 4, на которой показан процесс 1100 оптимизации производственного процесса согласно неограничивающим вариантам осуществления или аспектам. Один или несколько этапов процесса 1100 могут быть исполнены одним или несколькими одними и теми же вычислительными устройствами из одного или нескольких других этапов процесса 1100. Один или несколько этапов процесса 1100 могут быть исполнены одним или несколькими вычислительными устройствами коммуникационной сети 816, системы 818 хранения входных данных, системы 824 хранения выходных данных и/или других систем для управления устройствами системы 800, показанной на фиг. 1. Показанный процесс 1100 может представлять собой способ преобразования распределенной по времени структуры данных в позиционно-размерную структуру данных.
На этапе 1102 идентифицируется зона для каждого параметра из множества параметров. Например, система 818 хранения входных данных может идентифицировать зону (например, производственную зону) для каждого параметра из множества параметров. На этапе 1104 определяется коэффициент временной задержки. Например, система 818 хранения входных данных может определять, для каждого параметра, коэффициент временной задержки на основе длины (например, количества метров) зоны для параметра и скорости линии (например, значения в метрах в секунду) зоны. На этапе 1106 вырабатывается позиционно-размерная структура данных. Например, система 818 хранения входных данных может вырабатывать позиционно-размерную структуру данных с использованием преобразования матрицы данных на основе распределенной по времени структуры данных, зоны для каждого параметра и коэффициента временной задержки для каждого параметра. Приведенные ниже таблицы демонстрируют неограничивающий вариант осуществления или аспект результата преобразования матрицы данных, в котором согласование по времени (например, до согласования в таблице 2, после согласования в таблице 3) реализуется в технологическом процессе нанесения покрытия на стекло. Столбцы представляют условия процесса в зоне нанесения покрытия, и строки представляют временные метки в реальной временной последовательности.
Таблица 2
21:10:00
21:10:20
21:10:40
21:11:00
21:11:20
21:11:40
21:12:00
21:12:20
21:12:40
21:13:00
Таблица 3
21:10:00
21:10:20
21:10:40
21:11:00
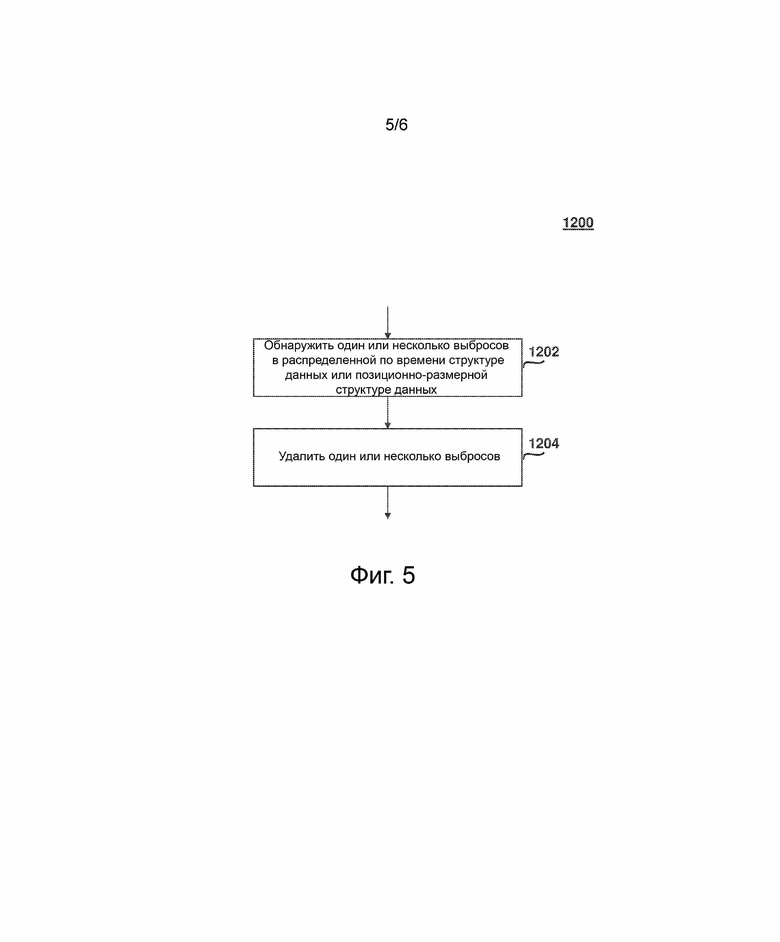
Обратимся теперь к фиг. 5, на которой показан процесс 1200 оптимизации производственного процесса согласно неограничивающим вариантам осуществления или аспектам. Один или несколько этапов процесса 1200 могут быть исполнены одним или несколькими одними и теми же вычислительными устройствами из одного или нескольких других этапов процесса 1200. Один или несколько этапов процесса 1200 могут быть исполнены одним или несколькими вычислительными устройствами коммуникационной сети 816, системы 818 хранения входных данных, системы 824 хранения выходных данных и/или других систем для управления устройствами системы 800, показанной на фиг. 1. Показанный процесс 1200 может представлять собой способ очистки/обработки данных для ввода в модель машинного обучения и/или процесс преобразования матрицы данных.
На этапе 1202 могут быть обнаружены один или несколько выбросов. Например, система 818 хранения входных данных может обнаружить одно или несколько значений параметров выбросов в распределенной по времени структуре данных или позиционно-размерной структуре данных. Обнаружение выбросов может быть проведено с использованием способа межквартильного диапазона. Обнаружение выбросов можно облегчить за счет определения зон с выключенным питанием и зон с включенным питанием, в которых зоны с выключенным питанием могут давать нулевые значения параметров, которые будут искажать распределения данных.
На этапе 1204 могут быть удалены один или более выбросов. Например, система 818 хранения входных данных может удалить одно или несколько значений параметров выбросов из распределенной по времени структуры данных или позиционно-размерной структуры данных. В качестве дополнительного примера, нулевые параметры зон с выключенным питанием могут быть удалены из соответствующей структуры данных.
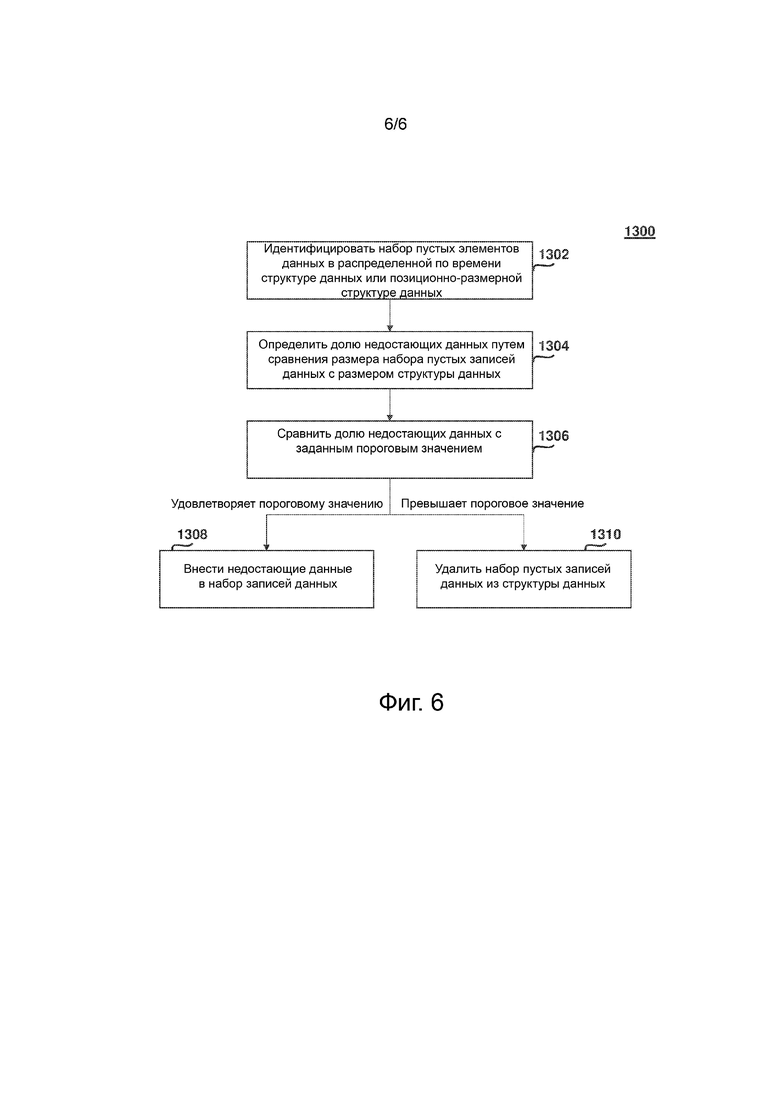
Обратимся теперь к фиг. 6, на которой показан процесс 1300 оптимизации производственного процесса согласно неограничивающим вариантам осуществления или аспектам. Один или несколько этапов процесса 1300 могут быть исполнены одним или несколькими одними и теми же вычислительными устройствами из одного или нескольких других этапов процесса 1300. Один или несколько этапов процесса 1300 могут быть исполнены одним или несколькими вычислительными устройствами коммуникационной сети 816, системы 818 хранения входных данных, системы 824 хранения выходных данных и/или других систем для управления устройствами системы 800, показанной на фиг. 1. Показанный процесс 1300 может представлять собой способ очистки/обработки данных для ввода в модель машинного обучения и/или процесс преобразования матрицы данных.
На этапе 1302 идентифицируется набор пустых записей данных. Например, система 818 хранения входных данных может идентифицировать набор пустых записей данных в распределенной по времени структуре данных или в позиционно-размерной структуре данных. Набор пустых записей данных может быть непрерывным набором строк и/или столбцов, в которых отсутствуют данные, измеренные для данного времени и/или данной позиции. На этапе 1304 может быть определена доля недостающих данных. Например, система 818 хранения входных данных может определить долю недостающих данных путем сравнения размера (например, количества строк и/или столбцов, размера данных и т.д.) набора пустых записей данных с размером распределенной по времени структуры данных или позиционно-размерной структуры данных (например, строками и/или столбцами всего набора, размером данных всего набора и т.д.).
На этапе 1306 доля недостающих данных может сравниваться с заданным порогом. Например, система 818 хранения входных данных может сравнивать определенную долю недостающих данных с заданным порогом допуска (например, пороговым размером недостающих данных). Заданный порог допуска может быть определен с помощью модели машинного обучения и/или пользовательского ввода. Заданный порог допуска может представлять собой пороговый размер недостающих данных, превышение которого указывает на то, что строки и/или столбцы записей недостающих данных должны быть удалены, а не заполнены импутированными данными. В некоторых неограничивающих вариантах осуществления или аспектах заданный порог допустимого отклонения может составлять 5% (например, недостающие данные могут составлять не более 5% распределенной по времени структуры данных или позиционно-размерной структуры данных).
На этапе 1308, в ответ на долю недостающих данных, удовлетворяющую заданному порогу допуска (например, меньше, меньше или равно и т.д.), могут быть импутированы недостающие данные. Например, система 818 хранения входных данных может импутировать данные в набор пустых записей данных. В некоторых неограничивающих вариантах осуществления или аспектах постоянное значение из соседней (например, предыдущей, последующей) записи данных (например, строки и/или столбца) может быть импутировано в запись данных, имеющую недостающие значения данных. Дополнительно или альтернативно, модель машинного обучения позволяет предсказывать недостающие значения из набора пустых записей данных на основе исторических данных.
На этапе 1310, в ответ на долю недостающих данных, не удовлетворяющую заданному порогу допуска (например, больше, больше или равно и т.д.), может быть удален набор пустых записей данных. Например, система 818 хранения входных данных может удалить набор пустых записей данных из распределенной по времени структуры данных или позиционно-размерной структуры данных.
Хотя варианты осуществления были подробно описаны с целью иллюстрации, следует понимать, что такие подробности предназначены исключительно для этой цели, и что раскрытие не ограничивается раскрытыми вариантами осуществления, а наоборот, предназначено для охвата модификаций и эквивалентных устройства, которые находятся в пределах сущности и объема прилагаемой формулы изобретения. Например, следует понимать, что настоящее раскрытие предполагает, насколько это возможно, что один или несколько признаков любого варианта осуществления могут быть объединены с одним или несколькими признаками любого другого варианта осуществления.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВЫДЕЛЕНИЯ РЕСУРСОВ В СИСТЕМАХ БЕСПРОВОДНОЙ СВЯЗИ | 2009 |
|
RU2459365C2 |
| ОПТИМИЗАЦИЯ ПРЕОБРАЗОВАТЕЛЯ СФОКУСИРОВАННОГО УЛЬТРАЗВУКА ВЫСОКОЙ ИНТЕНСИВНОСТИ | 2010 |
|
RU2563061C2 |
| СПОСОБ СООБЩЕНИЯ ИНФОРМАЦИИ О СОСТОЯНИИ КАНАЛА С СОКРАЩЕНИЕМ ЧИСЛА ПОРТОВ И РЕАЛИЗУЮЩЕЕ УПОМЯНУТЫЙ СПОСОБ УСТРОЙСТВО | 2024 |
|
RU2824879C1 |
| СПОСОБЫ И ОТНОСЯЩИЕСЯ К НИМ СИСТЕМЫ ПОСТРОЕНИЯ МОДЕЛЕЙ И ПРОГНОЗИРОВАНИЯ ОПЕРАЦИОННЫХ РЕЗУЛЬТАТОВ ОПЕРАЦИИ БУРЕНИЯ | 2013 |
|
RU2600497C2 |
| СПОСОБ И СИСТЕМА ДЛЯ ВЫЧИСЛЕНИЯ ДАННЫХ ДЛЯ УПРАВЛЕНИЯ РАБОТОЙ БЕСПИЛОТНОГО АВТОМОБИЛЯ | 2019 |
|
RU2757234C2 |
| ОСНОВАННОЕ НА ОБУЧЕНИИ ПОЛУПОСТОЯННОЕ ПЛАНИРОВАНИЕ В БЕСПРОВОДНОЙ СВЯЗИ | 2008 |
|
RU2429578C2 |
| СПОСОБ (ВАРИАНТЫ) И СИСТЕМА ДЛЯ КАЛИБРОВКИ НЕСКОЛЬКИХ ЛИДАРНЫХ ДАТЧИКОВ | 2019 |
|
RU2767949C2 |
| СИСТЕМЫ И СПОСОБЫ РАЗРАБОТКИ И ОПТИМИЗАЦИИ ПРИЛОЖЕНИЙ ДЛЯ УПРАВЛЕНИЯ ИЕРАРХИЧЕСКИМИ ИНТЕЛЛЕКТУАЛЬНЫМИ АКТИВАМИ | 2016 |
|
RU2747824C2 |
| МАСШТАБИРОВАНИЕ РЕСУРСОВ В СИСТЕМАХ БЕСПРОВОДНОЙ СВЯЗИ | 2008 |
|
RU2476009C2 |
| СПОСОБ РАСШИРЕННОГО СООБЩЕНИЯ КАНАЛЬНЫХ СВОЙСТВ ДЛЯ X-MIMO СИСТЕМ, ПОЛЬЗОВАТЕЛЬСКОЕ ОБОРУДОВАНИЕ И БАЗОВАЯ СТАНЦИЯ, РЕАЛИЗУЮЩИЕ УПОМЯНУТЫЙ СПОСОБ | 2024 |
|
RU2838641C1 |
Заявленное изобретение относится к системе и способу для оптимизации процесса изготовления стекла. Технический результат заключается в повышении производительности и эффективности производства листового стекла за счет уменьшения количества дефектов в продукции, уменьшения потребления энергии при производстве, оптимизации использования сырья. Способ включает в себя получение производственных данных, ассоциированных с производственным процессом, выработку распределенной по времени структуры данных, включающей в себя производственные данные, преобразование распределенной по времени структуры данных в позиционно-размерную структуру данных на основе временных данных, ассоциированных с множеством этапов, и определение нового значения по меньшей мере для одного значения параметра процесса на основе позиционно-размерной структуры данных и по меньшей мере одного алгоритма и оптимизацию производственного процесса на основе нового значения. 3 н. и 9 з.п. ф-лы, 6 ил., 3 табл.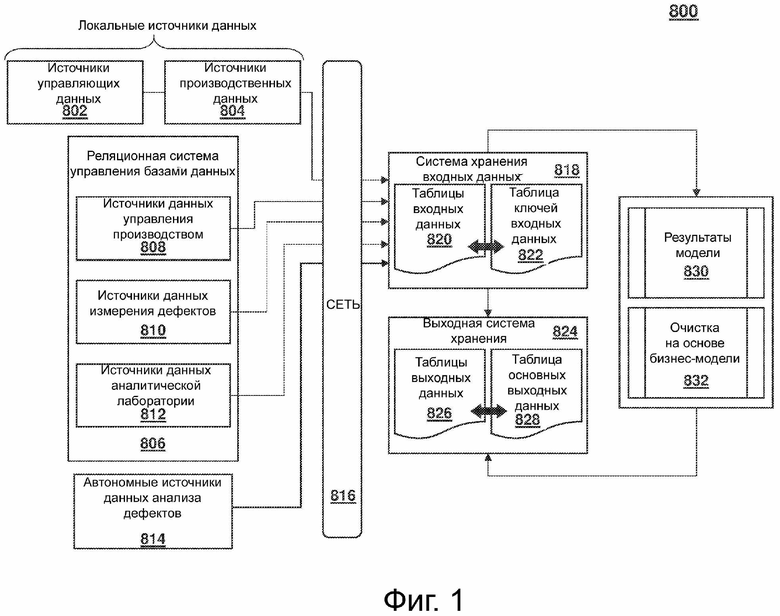
1. Компьютерно-реализуемый способ оптимизации процесса изготовления стекла, содержащий:
прием, по меньшей мере одним процессором, производственных данных, ассоциированных с процессом изготовления стекла, причем производственные данные содержат данные из множества источников данных, ассоциированных с множеством стадий процесса изготовления стекла, при этом производственные данные содержат значения для множества параметров, включающих в себя по меньшей мере одно значение параметра процесса и по меньшей мере одно значение параметра качества;
выработку, по меньшей мере одним процессором, распределенной по времени структуры данных, содержащей производственные данные, причем каждый параметр из множества параметров ассоциируется со временем в распределенной по времени структуре данных;
преобразование, по меньшей мере одним процессором, распределенной по времени структуры данных в позиционно-размерную структуру данных на основе данных таймирования, ассоциированных с множеством этапов, причем каждый параметр из множества параметров ассоциируется по меньшей мере с одной позицией, и в котором преобразование распределенной по времени структуры данных в позиционно-размерную структуру данных содержит:
идентификацию зоны для каждого параметра из множества параметров, при этом зона для каждого указанного параметра представляет собой место, через которое продукция по меньшей мере: транспортируется, модифицируется, обрабатывается или собирается;
определение коэффициента временной задержки на основе длины зоны для параметра и линейной скорости зоны; и
выработку позиционно-размерной структуры данных с использованием преобразования матрицы данных на основе распределенной по времени структуры данных, зоны для каждого параметра и коэффициента временной задержки для каждого параметра;
определение, по меньшей мере одним процессором, нового значения по меньшей мере для одного значения параметра процесса на основе позиционно-размерной структуры данных и по меньшей мере одного алгоритма; и
оптимизацию процесса изготовления стекла на основе нового значения.
2. Компьютерно-реализуемый способ по п. 1, в котором продукция содержит изделие из стекла с покрытием.
3. Компьютерно-реализуемый способ по п. 2, в котором множество параметров содержит: температуру, время события, электрическую дугу, расход газа, напряжение, ток, мощность, давление или любую их комбинацию.
4. Компьютерно-реализуемый способ по любому из пп. 1-3, дополнительно содержащий:
обнаружение, по меньшей мере одним процессором, по меньшей мере одного значения параметра выброса в распределенной по времени структуре данных или в позиционно-размерной структуре данных; и
удаление, по меньшей мере одним процессором, по меньшей мере одного значения параметра выброса.
5. Компьютерно-реализуемый способ по любому из пп. 1-4, в котором по меньшей мере один алгоритм содержит алгоритм машинного обучения, выполненный с возможностью вывода нового значения на основе модели и по меньшей мере одного введенного пользователем значения.
6. Компьютерно-реализуемый способ по любому из пп. 1-5, дополнительно содержащий:
идентификацию, по меньшей мере одним процессором, набора пустых записей данных в распределенной по времени структуре данных или позиционно-размерной структуре данных;
определение, по меньшей мере одним процессором, доли недостающих данных путем сравнения размера набора пустых записей данных с размером распределенной по времени структуры данных или позиционно-размерной структуры данных; и
сравнение, по меньшей мере одним процессором, доли недостающих данных с заданным порогом допуска.
7. Компьютерно-реализуемый способ по п. 6, дополнительно содержащий, в ответ на долю недостающих данных, не удовлетворяющую заданному порогу допуска, удаление набора пустых записей данных из распределенной по времени структуры данных или позиционно-размерной структуры данных.
8. Компьютерно-реализуемый способ по п. 6 или 7, дополнительно содержащий, в ответ на долю недостающих данных, удовлетворяющую заданному порогу допуска, импутацию данных в набор пустых записей данных.
9. Система оптимизации процесса изготовления стекла, содержащая:
по меньшей мере один процессор, запрограммированный или выполненный с возможностью:
приема производственных данных, ассоциированных с процессом изготовления стекла, причем производственные данные содержат данные из множества источников данных, ассоциированных с множеством стадий процесса изготовления стекла, при этом производственные данные содержат значения для множества параметров, включающих в себя по меньшей мере одно значение параметра процесса и по меньшей мере одно значение параметра качества изготавливаемого стекла;
выработки распределенной по времени структуры данных, содержащей производственные данные, причем каждый параметр из множества параметров ассоциируется со временем в распределенной по времени структуре данных;
преобразования распределенной по времени структуры данных в позиционно-размерную структуру данных на основе данных таймирования, ассоциированных с множеством этапов, причем каждый параметр из множества параметров ассоциируется по меньшей мере с одной позицией, и в которой во время преобразования распределенной по времени структуры данных по меньшей мере один процессор запрограммирован или выполнен с возможностью:
идентификации зоны для каждого параметра из множества параметров, при этом зона для каждого указанного параметра представляет собой место, через которое продукция по меньшей мере: транспортируется, модифицируется, обрабатывается или собирается;
определения коэффициента временной задержки на основе длины зоны для параметра и линейной скорости зоны; и
выработки позиционно-размерной структуры данных с использованием преобразования матрицы данных на основе распределенной по времени структуры данных, зоны для каждого параметра и коэффициента временной задержки для каждого параметра;
определения нового значения по меньшей мере для одного значения параметра процесса на основе позиционно-размерной структуры данных и по меньшей мере одного алгоритма; и
оптимизации процесса изготовления стекла на основе нового значения.
10. Система по п. 9, в которой множество параметров содержит: температуру, время события, электрическую дугу, расход газа, напряжение, ток, мощность, давление или любую их комбинацию.
11. Система по п. 9 или 10, в которой по меньшей мере один процессор дополнительно запрограммирован или выполнен с возможностью:
обнаружения по меньшей мере одного значения параметра выброса в распределенной по времени структуре данных или в позиционно-размерной структуре данных; и
удаления по меньшей мере одного значения параметра выброса.
12. Постоянный машиночитаемый носитель информации для оптимизации процесса изготовления стекла, включающий в себя программные инструкции, которые при их исполнении по меньшей мере одним процессором предписывают по меньшей мере одному процессору:
принимать производственные данные, ассоциированные с процессом изготовления стекла, причем производственные данные содержат данные из множества источников данных, ассоциированных с множеством стадий процесса изготовления стекла, при этом производственные данные содержат значения для множества параметров, включающих в себя по меньшей мере одно значение параметра процесса и по меньшей мере одно значение параметра качества изготавливаемого стекла;
выработать распределенную по времени структуру данных, содержащую производственные данные, причем каждый параметр из множества параметров ассоциируется со временем в распределенной по времени структуре данных;
преобразовать распределенную по времени структуру данных в позиционно-размерную структуру данных на основе данных таймирования, ассоциированных с множеством этапов, причем каждый параметр из множества параметров ассоциируется по меньшей мере с одной позицией и в котором программные инструкции, которые предписывают по меньшей мере одному процессору преобразовывать распределенную по времени структуру данных, предписывают по меньшей мере одному процессору
идентифицировать зону для каждого параметра из множества параметров, при этом зона для каждого указанного параметра представляет собой место, через которое продукция по меньшей мере: транспортируется, модифицируется, обрабатывается или собирается;
определить коэффициент временной задержки на основе длины зоны для параметра и линейной скорости зоны; и
выработать позиционно-размерную структуру данных с использованием преобразования матрицы данных на основе распределенной по времени структуры данных, зоны для каждого параметра и коэффициента временной задержки для каждого параметра;
определить новое значение по меньшей мере для одного значения параметра процесса на основе позиционно-размерной структуры данных и по меньшей мере одного алгоритма; и
оптимизировать процесс изготовления стекла на основе нового значения.
| CN 110263972 A, 20.09.2019 | |||
| US 6370437 B1, 09.04.2002 | |||
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| Станок для придания концам круглых радиаторных трубок шестигранного сечения | 1924 |
|
SU2019A1 |
| CN 109711714 A, 03.05.2019. | |||

