Область техники, к которой относится изобретение
[0001]
Настоящее изобретение относится к одноразовому изделию соединяемого типа, предназначенному для ношения, такому как одноразовый подгузник, скрепляемый лентами.
Предшествующий уровень техники
[0002]
Обычное одноразовое изделие соединяемого типа, предназначенное для ношения, имеет промежностную часть, включающую в себя центр, определяемый в направлении вперед-назад, часть, расположенную с вентральной стороны и проходящую вперед от центра, определяемого в направлении вперед-назад, и часть, расположенную с дорсальной стороны и проходящую назад от центра, определяемого в направлении вперед-назад, и по меньшей мере часть, расположенная с дорсальной стороны, имеет крыловидные части, проходящие как влево, так и вправо так, чтобы ширина в зоне данных частей превышала ширину промежностной части, определяемую в направлении ширины. Кроме того, крыловидные части имеют соединительные части, которые присоединяются с возможностью отсоединения к наружной поверхности части, расположенной с вентральной стороны, и данная наружная поверхность части, расположенной с вентральной стороны, имеет части-«мишени», к которым соединительные части должны быть присоединены. Во время использования обе крыловидные части загибают с обеих сторон талии носителя к наружной поверхности части, расположенной с вентральной стороны, и соединительные части крыловидных частей присоединяют к частям-«мишеням». Такое одноразовое изделие соединяемого типа, предназначенное для ношения, используется не только для детей и младенцев, но и также для ухода за больными и престарелыми (использование для взрослых) (см., например, патентный литературный источник 1).
[0003]
Одноразовое изделие соединяемого типа, предназначенное для ношения, как правило, прилегает в направлении к нижней части туловища хуже, чем одноразовое изделие типа трусов, предназначенное для ношения. Таким образом, в частности, для улучшения предотвращения утечки с дорсальной стороны носителя предложено, чтобы поясная концевая растягивающаяся зона была предусмотрена вдоль направления ширины в поясной концевой части в части, расположенной с дорсальной стороны (см., например, патентный литературный источник 1).
[0004]
Однако в подгузнике согласно патентному литературному источнику 1 большое число складок, непрерывных в направлении вперед-назад, образуется на верхней поверхности поясной концевой части в части, расположенной с дорсальной стороны. Таким образом, даже если воздухопроницаемость повышается за счет зазоров, каждый из которых образуется между складками, соседними друг с другом, существует вероятность того, что моча и вязкие фекалии будут проходить между складками и вытекать наружу.
Перечень ссылок
Патентная литература
[0005]
Патентный литературный источник 1: JP 2005-080859 A
Патентный литературный источник 2: JP 2015-202251 A
Сущность изобретения
Техническая проблема
[0006]
Следовательно, основная задача настоящего изобретения состоит в предотвращении утечки между поясной концевой растягивающейся зоной и кожей носителя.
Решение проблемы
[0007]
Одноразовое изделие соединяемого типа, предназначенное для ношения и позволяющее решить вышеуказанную проблему, таково.
<Первый аспект>
Одноразовое изделие соединяемого типа, предназначенное для ношения, включающее в себя:
часть, расположенную с вентральной стороны и проходящую вперед от центра, определяемого в направлении вперед-назад, и часть, расположенную с дорсальной стороны и проходящую назад от центра, определяемого в направлении вперед-назад;
впитывающий компонент, включенный в зону, проходящую от части, расположенной с вентральной стороны, до части, расположенной с дорсальной стороны;
соединительные части, которые предусмотрены в обеих боковых частях части, расположенной с дорсальной стороны, и выполнены с возможностью присоединения с возможностью отсоединения к наружной поверхности части, расположенной с вентральной стороны; и
концевую клапанную часть, которая проходит назад так, чтобы она была расположена с задней стороны впитывающего компонента,
при этом концевая клапанная часть включает в себя
- первый листовой слой, образующий поверхность, контактирующую с кожей,
- второй листовой слой, прикрепленный к поверхности нижней стороны первого листового слоя, и
- эластичную пленку, наложенную на нижнюю сторону второго листового слоя,
первый листовой слой и второй листовой слой соответственно образованы из нетканых материалов,
в зоне, включающей в себя эластичную пленку, имеется поясная концевая растягивающаяся зона, которая может стягиваться в направлении ширины и растягиваться в направлении ширины вместе с эластичной пленкой,
в поясной концевой растягивающейся зоне имеется зона подавления образования складок (pleat-suppressing region), в которой первый листовой слой, второй листовой слой и эластичная пленка наложены друг на друга,
по меньшей мере в зоне подавления образования складок выпуклые части, который выпучиваются по направлению к верхней стороне от второго листового слоя, образованы в первом листовом слое с интервалами в направлении вперед-назад и в направлении ширины с расположением в шахматном порядке, и первый листовой слой и второй листовой слой прикреплены друг к другу в скрепленных частях, каждая из которых образована между выпуклыми частями, соседними друг с другом в направлении ширины, и между выпуклыми частями, соседними друг с другом в направлении вперед-назад,
минимальная ширина промежуточных частей (gap portions), каждая из которых расположена между выпуклыми частями, соседними друг с другом в направлении ширины, составляет 0,1-0,9 от максимальной ширины выпуклых частей, которые расположены как с передней, так и с задней сторон промежуточной части, и
по меньшей мере часть второго листового слоя, которая соответствует всей зоне подавления образования складок, прикреплена к эластичной пленке.
[0008]
(Эффект)
Малое число складок, проходящих прямолинейно в направлении вперед-назад, образуется на верхней поверхности зоны подавления образования складок, предусмотренной в предлагаемом одноразовом изделии соединяемого типа, предназначенном для ношения, даже в состоянии естественной длины, или данные складки не образуются, и это, в частности, имеет место в состоянии при ношении. Более точно, когда поясная концевая растягивающаяся зона растягивается и стягивается, несмотря на то, что ширина выпуклых частей и ширина промежуточных частей в первом листовом слое в зоне подавления образования складок также увеличиваются и уменьшаются, образуется малое число складок или складки не образуются, поскольку весь первый листовой слой не деформируется с образованием волнистой формы в отличие от известного изделия для ношения. То есть, поскольку выпуклые части, которые выпучиваются по направлению к верхней стороне от второго листового слоя, предварительно образованы в первом листовом слое с интервалами и расположением в шахматном порядке, весь первый листовой слой может растягиваться и стягиваться в направлении ширины до определенной степени растягивания и стягивания при незначительном деформировании или без деформирования с образованием волнистой формы. В результате даже в состоянии естественной длины образуется малое число складок или складки не образуются на верхней поверхности зоны подавления образования складок.
[0009]
Между тем ситуация, при которой выпуклые части предварительно образованы в первом листовом слое, аналогична ситуации, при которой складки предварительно образованы в нем. Соответственно, могла бы существовать возможность утечки через части, расположенные между выпуклыми частями. Однако в настоящем изобретении выпуклые части предусмотрены с расположением в шахматном порядке, и минимальная ширина промежуточных частей, каждая из которых расположена между выпуклыми частями, соседними друг с другом в направлении ширины, составляет 0,1-0,9 от максимальной ширины выпуклых частей, расположенных как с передней, так и с задней сторон промежуточной части. Соответственно, части, находящиеся между выпуклыми частями, не являются непрерывными вдоль линии, проходящей в направлении вперед-назад, но образуют непрерывную сетеобразную (волнообразную) структуру. Таким образом, выделения не могут перемещаться назад без «столкновения» с выпуклыми частями, то есть выпуклые части становятся барьерами по отношению к перемещению выделений. Таким образом, обеспечивается предотвращение утечки. С другой стороны, выпуклые части, предусмотренные с расположением в шахматном порядке, уменьшают площадь контакта между первым листовым слоем и кожей носителя, и помимо этого части, находящиеся между выпуклыми частями, обеспечивают повышение воздухопроницаемости в направлении вдоль верхней поверхности первого листового слоя.
[0010]
Между тем, если скрепленные части и нескрепленные части образованы попеременно между вторым листовым слоем и эластичной пленкой, например, как в патентном литературном источнике 1 и патентном литературном источнике 2, в зоне подавления образования складок в предлагаемом одноразовом изделии соединяемого типа, предназначенном для ношения, в случае, когда зона подавления образования складок стянута в состоянии естественной длины и в состоянии при ношении, в нескрепленных частях второй листовой слой выпучивается от эластичной пленки так, что будут образовываться складки, проходящие прямолинейно в направлении вперед-назад. Поскольку в данном случае первый листовой слой соединен со вторым листовым слоем с образованием одного целого, первый листовой слой также деформируется аналогичным образом, так что складки, проходящие прямолинейно в направлении вперед-назад, будут образовываться на верхней поверхности первого листового слоя (то есть не может быть обеспечено подавление образования складок). По этой причине необходимо, чтобы по меньшей мере та часть второго листового слоя, которая соответствует всей зоне подавления образования складок, была прикреплена к эластичной пленке.
[0011]
Кроме того, в дополнение к этому то обстоятельство, что эластичность поясной концевой растягивающейся зоны обеспечивается не посредством удлиненного эластичного элемента, такого как резиновая нить, а посредством эластичной пленки, можно рассматривать как оказывающее положительное влияние на подавление образования складок. То есть стягивающее усилие, создаваемое удлиненным эластичным элементом, концентрируется вдоль прямой линии, но стягивающее усилие, создаваемое эластичной пленкой, будет распределено в плоскости. Соответственно, стягивание и растягивание второго листового слоя в направлении ширины делаются одинаковыми во всем данном слое. Это приводит к тому, что также и в первом листовом слое значения ширины выпуклых частей и значения ширины промежуточных частей становятся одинаковыми. Считается, что в результате этого маловероятно образование складок на верхней поверхности первого листового слоя.
[0012]
<Второй аспект>
Одноразовое изделие соединяемого типа, предназначенное для ношения, согласно первому аспекту,
в котором степень растяжения поясной концевой растягивающейся зоны в расправленном состоянии составляет 130-170%.
[0013]
(Эффект)
Слишком большая степень растяжения в вышеупомянутой зоне подавления образования складок приводит к облегчению образования складок (но образование складок по-прежнему будет сильно затруднено по сравнению с известными изделиями для ношения), в то время как слишком малая степень растяжения делает бессмысленным выполнение растягивающейся зоны. Соответственно, степень растяжения поясной концевой растягивающейся зоны предпочтительно находится в пределах, соответствующих данному аспекту.
[0014]
<Третий аспект>
Одноразовое изделие соединяемого типа, предназначенное для ношения, согласно первому или второму аспекту,
в котором максимальная ширина каждой из выпуклых частей составляет 3-9 мм, и
в зоне подавления образования складок предусмотрены ряды, каждый из которых включает в себя 5-15 выпуклых частей, расположенных в направлении вперед-назад.
[0015]
(Эффект)
Размер каждой из выпуклых частей и число выпуклых частей могут быть определены в зависимости от конкретного случая, но обычно они предпочтительно находятся в пределах, соответствующих данному аспекту, по соображениям, связанным с эффектом подавления образования складок и эффектом предотвращения утечки.
[0016]
<Четвертый аспект>
Одноразовое изделие соединяемого типа, предназначенное для ношения, согласно любому из первого - третьего аспектов,
в котором высота каждой из выпуклых частей составляет 0,20-0,65 от толщины впитывающего компонента.
[0017]
(Эффект)
В одноразовом изделии для ношения толщина части, включающей в себя впитывающий компонент, является наибольшей. При этом толщина концевой клапанной части является малой, поскольку концевая клапанная часть не включает в себя впитывающий компонент. Таким образом, при ношении изделия для ношения существует вероятность образования зазора между концевой клапанной частью и поверхностью тела носителя. Однако, поскольку в соответствии с данным аспектом высота каждой из выпуклых частей первого листового слоя является достаточной по отношению к толщине впитывающего компонента как базовой величине, повышается способность концевой клапанной части к амиртизированию (способность к восстановлению формы после сжатия в направлении толщины). В результате верхняя поверхность концевой клапанной части, скорее всего, будет введена в контакт с поверхностью тела носителя.
[0018]
<Пятый аспект>
Одноразовое изделие соединяемого типа, предназначенное для ношения, согласно любому из первого - четвертого аспектов,
в котором первый листовой слой образован из нетканого материала, изготовленного из коротких волокон, имеющих тонину, составляющую 1-3 дтекс, и имеющего поверхностную плотность, составляющую 18-30 г/м2, и толщину, составляющую 0,3-1,4 мм, и
второй листовой слой образован из нетканого материала, изготовленного из коротких волокон, имеющих тонину, составляющую 2-6 дтекс, и имеющего поверхностную плотность, составляющую 17-30 г/м2, и толщину, составляющую 0,2-4 мм.
[0019]
(Эффект)
Материал первого листового слоя и материал второго листового слоя могут быть определены в зависимости от конкретного случая. Однако предпочтительно, чтобы материалы описанные для данного аспекта, были скомбинированы, поскольку при выполнении этого способность выпуклых частей первого листового слоя к сохранению формы становится очень хорошей, и помимо этого весь первый листовой слой может легко растягиваться и стягиваться в направлении шины при незначительном деформировании с образованием волнистой формы или без такого деформирования.
[0020]
<Шестой аспект>
Одноразовое изделие соединяемого типа, предназначенное для ношения, согласно любому из первого - пятого аспектов, дополнительно включающее в себя:
оберточный лист, обертывающий впитывающий компонент;
лист, не проницаемый для жидкостей и расположенный с нижней стороны той части оберточного листа, которая расположена с нижней стороны впитывающего компонента; и
наружный лист нетканого материала, закрывающий поверхность нижней стороны листа, не проницаемого для жидкостей, для образования наружной поверхности изделия для ношения,
при этом оберточный лист проходит до той середины концевой клапанной части, которая определяется в направлении вперед-назад,
первый листовой слой, второй листовой слой, лист, не проницаемый для жидкостей, и наружный лист нетканого материала, проходят на всей длине изделия для ношения,
зона подавления образования складок включает в себя
- первую зону, в которой между первым листовым слоем и наружным листом нетканого материала имеются только второй листовой слой, оберточный лист, эластичная пленка, лист, не проницаемый для жидкостей, и термоплавкий адгезив для скрепления их, и
- вторую зону, в которой между первым листовым слоем и наружным листом нетканого материала имеются только второй листовой слой, эластичная пленка, лист, не проницаемый для жидкостей, и термоплавкий адгезив для скрепления их, и
эластичная пленка проходит от зоны между листом, не проницаемым для жидкостей, и частью оберточного листа, которая расположена на уровне нижней стороны по отношению к впитывающему компоненту в первой зоне, до зоны между вторым листовым слоем и листом, не проницаемым для жидкостей, во второй зоне.
[0021]
(Эффект)
В соответствии с данным аспектом в зоне подавления образования складок число наложенных друг на друга листов, отличных от эластичной пленки, предпочтительно является небольшим по соображениям, связанным с уменьшением себестоимости. Однако только при уменьшении числа наложенных друг на друга листов снижается жесткость зоны подавления образования складок, и существовала бы вероятность изгибания данной зоны на границе между первой зоной и второй зоной и в зоне верхнего конца концевой клапанной части. С другой стороны, в настоящем изобретении выпуклые части образованы в первом листовом слое, и помимо этого образованы скрепленные части, в которых первый листовой слой и второй листовой слой прикреплены друг к другу, как разъяснено выше. Таким образом, жесткость зоны подавления образования складок становится более высокой по сравнению со случаем, в котором отсутствует выпуклая часть и отсутствует скрепленная часть, так что будет маловероятным изгибание зоны подавления образования складок на границе между первой зоной и второй зоной и в зоне верхнего конца концевой клапанной части.
Предпочтительные эффекты от изобретения
[0022]
Настоящее изобретение обеспечивает такие преимущества, как способность к предотвращению утечки между поясной концевой растягивающейся зоной и кожей носителя, при сохранении способности пропускать воздух.
Краткое описание чертежей
[0023]
Фиг.1 представляет собой вид в плане, иллюстрирующий внутреннюю поверхность одноразового подгузника, скрепляемого лентами, в состоянии, в котором подгузник расправлен.
Фиг.2 представляет собой вид в плане, иллюстрирующий наружную поверхность одноразового подгузника, скрепляемого лентами, в состоянии, в котором подгузник расправлен.
Фиг.3 представляет собой вид в разрезе, выполненном по линии 3-3 на фиг.1.
Фиг.4 представляет собой вид в разрезе, выполненном по линии 4-4 на фиг.1.
Фиг.5 представляет собой вид в разрезе, выполненном по линии 5-5 на фиг.1.
Фиг.6 представляет собой вид в разрезе, выполненном по линии 6-6 на фиг.1.
Фиг.7 представляет собой вид в разрезе, выполненном по линии 7-7 на фиг.1.
Фиг.8 представляет собой вид в плане, иллюстрирующий верхний лист и промежуточный лист в расправленном состоянии.
Фиг.9 представляет собой вид в плане, иллюстрирующий основную часть по фиг.8.
Фиг.10 представляет собой вид в плане, иллюстрирующий основную часть по другому примеру.
Фиг.11 представляет собой вид в плане, иллюстрирующий основную часть по еще одному примеру.
Фиг.12(а) представляет собой вид в разрезе, выполненный по линии 1-1 на фиг.11, фиг.12(b) представляет собой вид в разрезе, выполненный по линии 2-2 на фиг.11, и фиг.12(с) представляет собой вид в разрезе, выполненный по линии 9-9 на фиг.11.
Фиг.13 представляет собой вид в плане, иллюстрирующий основную часть внутренней поверхности образца в состоянии естественной длины.
Фиг.14 представляет собой вид в плане, иллюстрирующий основную часть наружной поверхности образца в состоянии естественной длины.
Фиг.15 представляет собой вид в плане, иллюстрирующий основную часть внутренней поверхности промышленно изготавливаемого изделия, имеющегося на рынке, в состоянии естественной длины.
Фиг.16 представляет собой вид в плане, иллюстрирующий основную часть наружной поверхности промышленно изготавливаемого изделия, имеющегося на рынке, в состоянии естественной длины.
Описание вариантов осуществления
[0024]
Фиг.1-7 показывают пример одноразового подгузника, скрепляемого лентами. На фигурах ссылочная позиция Х обозначает максимальную ширину подгузника за исключением соединительных лент 13, при этом ссылочная позиция L обозначает максимальную длину подгузника. На видах в разрезе каждая зона с точечным рисунком показывает термоплавкий адгезив в качестве средства соединения, предназначенного для соединения друг с другом составляющих элементов, которые расположены с верхней стороны и нижней стороны по отношению к точечному рисунку. Термоплавкий адгезив может быть нанесен известным способом, таким как нанесение с помощью щелевой головки, нанесение валиком с образованием непрерывной линии или точечной линии, нанесение распылением с образованием спиральной формы, Z-образной формы и т.д. или нанесение покрытия с рисунком (перенос термоплавкого адгезива способом высокой печати). В альтернативном варианте вместо данных способов нанесения термоплавкого адгезива или в дополнение к ним в закрепляемой части эластичного элемента термоплавкий адгезив наносят на наружную периферийную поверхность эластичного элемента, и эластичный элемент может быть прикреплен к элементу, расположенному рядом с ним. Примеры термоплавкого адгезива включают средство на основе EVA (сополимера этилена и винилацетата), средство на основе каучука (средство на основе эластомера), представляющее собой адгезив, склеивающий при надавливании, средство на основе полиолефинов и средство на основе сложного полиэфира/полиамида, и данные средства могут быть использованы без особого ограничения. В качестве средства скрепления, предназначенного для скрепления соответствующих составляющих элементов друг с другом, также можно использовать средство, представляющее собой сварку материалов, такую как термосварка или ультразвуковая сварка.
[0025]
Предлагаемый одноразовый подгузник скрепляемого типа имеет часть F, расположенную с вентральной стороны и проходящую вперед от центра, определяемого в направлении LD вперед-назад, и часть В, расположенную с дорсальной стороны и проходящую назад от центра, определяемого в направлении LD вперед-назад. Ссылочная позиция М обозначает промежностную часть, определяемую как зона, включающая в себя центр в направлении LD вперед-назад. Если впитывающий компонент 56 имеет более узкую часть в середине, определяемой в направлении вперед-назад, промежностная часть М означает зону, определяемую в направлении LD вперед-назад и имеющую более узкую часть. При этом, если впитывающий компонент 56 не имеет более узкой части и вместо этого изделие в расправленном состоянии имеет наружную форму с суженной частью, как в проиллюстрированном примере, промежностная часть М означает зону, определяемую в направлении LD вперед-назад и имеющую суженную часть, соответствующую наружной форме. Кроме того, если впитывающий компонент 56 не имеет ни более узкой части, ни суженной части, промежностная часть М означает часть, расположенную в середине, когда изделие разделено на равные трети в направлении LD вперед-назад. Кроме того, предлагаемый одноразовый подгузник, скрепляемый лентами, включает в себя впитывающий компонент 56, включенный в зону, проходящую от части F, расположенной с вентральной стороны, до части В, расположенной с дорсальной стороны, проницаемый для жидкостей, верхний лист 30, закрывающий верхнюю сторону впитывающего компонента 56, не проницаемый для жидкостей лист 11, закрывающий нижнюю сторону впитывающего компонента 56, и наружный лист 12 нетканого материала, закрывающий нижнюю сторону листа 11, не проницаемого для жидкостей, для образования наружной поверхности изделия.
[0026]
В дальнейшем материал и характеристическая часть каждой части будут описаны по порядку.
(Впитывающий компонент)
Впитывающий компонент 56 может иметь форму с более узкой частью, размещаемой вдоль периферий ног носителя, в середине, определяемой в направлении вперед-назад, (подобную форме песочных часов) помимо прямоугольной формы, как в проиллюстрированном примере. Ссылочная позиция 56х обозначает максимальную ширину впитывающего компонента 56. Впитывающий компонент 56 представляет собой часть, которая впитывает и удерживает жидкие выделения и может быть образована посредством скопления волокон. В качестве данного скопления волокон помимо скопления, полученного посредством скопления коротких волокон, таких как волокна из вспушенной целлюлозы или синтетические волокна, при необходимости также можно использовать скопление непрерывных волокон, полученное посредством разрыхления жгута (пучка волокон) синтетических волокон, таких как волокна из ацетилцеллюлозы. В случае, когда имеется скопление волокон из вспушенной целлюлозы или коротких волокон, поверхностная плотность волокон может составлять, например, приблизительно 100-300 г/м2. В случае скопления непрерывных волокон поверхностная плотность волокон может составлять, например, приблизительно 30-120 г/м2. В случае синтетического волокна тонина составляет, например, 1-16 дтекс, предпочтительно 1-10 дтекс и более предпочтительно 1-5 дтекс. В случае скопления непрерывных волокон в качестве непрерывного волокна можно использовать неизвитое волокно, но предпочтительно использовать извитое волокно.
[0027]
(Частицы полимера со сверхвысокой впитывающей способностью)
Частицы полимера со сверхвысокой впитывающей способностью могут содержаться в части впитывающего компонента 56 или во всем впитывающем компоненте 56. Частицы полимера со сверхвысокой впитывающей способностью включают «порошок» помимо «частиц». Частицы полимера со сверхвысокой впитывающей способностью, используемые для впитывающего изделия данного типа, могут использоваться в состоянии «как есть» в качестве частиц полимера со сверхвысокой впитывающей способностью. Диаметры частиц полимера со сверхвысокой впитывающей способностью не имеют особых ограничений. Однако, например, при выполнении просеивания с использованием стандартного сита с размером ячей, составляющим 500 мкм (JIS Z8801-1: 2006 (JIS - Японский промышленный стандарт)), (встряхивании в течение пяти минут) и просеивании (встряхивании в течение пяти минут) частиц, опустившихся под данным ситом при использовании вышеуказанного просеивания, посредством использования стандартного сита с размером ячей, составляющим 180 мкм (JIS Z8801-1: 2006), желательно, чтобы доля частиц, остающихся на стандартном сите с размером ячей, составляющим 500 мкм, составляла 30% масс. или менее и чтобы доля частиц, остающихся на стандартном сите с размером ячей, составляющим 180 мкм, составляла 60% масс. или более.
[0028]
Материал частиц полимера со сверхвысокой впитывающей способностью может быть использован без особого ограничения, но предпочтительны материалы, обладающие водопоглошающей способностью, составляющей 40 г/г или более. Примеры частиц полимера со сверхвысокой впитывающей способностью включают частицы из материала на основе крахмала, материала на основе целлюлозы и материала на основе синтетического полимера. Можно использовать привитой сополимер крахмала и акриловой кислоты (соли), продукт омыления сополимера крахмала и акрилонитрила, продукт сшивания натрий-карбоксиметилцеллюлозы, полимер на основе акриловой кислоты (соли) или тому подобное. Обычно используемая форма частиц материала в виде частиц пригодна в качестве форм частиц полимера со сверхвысокой впитывающей способностью, но также можно использовать другие формы.
[0029]
В качестве частиц полимера со сверхвысокой впитывающей способностью соответственно используются частицы, имеющие скорость впитывания воды, составляющую 70 секунд или менее, в частности, 40 секунд или менее. Когда скорость впитывания воды слишком медленная, часто возникает так называемый возврат, при котором жидкость, поданная во впитывающий компонент 56, возвращается наружу из впитывающего компонента 56.
[0030]
В качестве частиц полимера со сверхвысокой впитывающей способностью соответственно используются частицы, имеющие прочность геля, составляющую 1000 Па или более. Это обеспечивает возможность эффективного подавления возникновения ощущения липкости после впитывания жидкости даже в случае использования объемного впитывающего компонента 56.
[0031]
Поверхностная плотность частиц полимера со сверхвысокой впитывающей способностью может быть определена соответствующим образом в зависимости от впитываемого количества, которое требуется при использовании впитывающего компонента 56. Таким образом, поверхностная плотность в обычном случае может находиться в диапазоне 50-350 г/м2, хотя данные значения необязательно являются подходящими.
[0032]
(Оберточный лист)
Для предотвращения выхода частиц полимера со сверхвысокой впитывающей способностью или для улучшения способности впитывающего компонента 56 к сохранению формы впитывающий компонент 56 может быть включен в виде впитывающего элемента 50, в котором впитывающий компонент 56 обернут оберточным листом 58. В качестве оберточного листа 58 можно использовать тонкую бумагу, в частности, крепированную бумагу, нетканый материал, нетканый материал, соединенный с полиэтиленом посредством ламинирования, перфорированный лист или тому подобное. Однако желательно, чтобы оберточный лист 58 представлял собой лист, через который не выходят частицы полимера со сверхвысокой впитывающей способностью. При использовании нетканого материала вместо крепированной бумаги особенно целесообразен гидрофильный нетканый материал со структурой SMMS (слой (S), полученный фильерным способом, - слой (М), полученный способом плавления с раздувом, - слой (М), полученный способом плавления с раздувом, - слой (S), полученный фильерным способом), и в качестве материала можно использовать полипропилен, полиэтилен/полипропилен или тому подобное. Желателен нетканый материал, имеющий поверхностную плотность волокон, составляющую 5-40 г/м2, в частности, 10-30 г/м2.
[0033]
Как проиллюстрировано на фиг.3, один оберточный лист 58 может обертывать весь впитывающий компонент 56. Помимо данного варианта обертывания множество оберточных листов 58, например, два оберточных листа, а именно верхний и нижний, могут обертывать весь впитывающий компонент 56. Оберточный лист 58 может быть исключен.
[0034]
(Верхний лист)
В качестве верхнего листа 30, обладающего проницаемостью для жидкостей, можно использовать перфорированный или неперфорированный нетканый материал, пористый пластиковый лист и т.д.
[0035]
Верхний лист 30 проходит от переднего конца до заднего конца изделия в направлении LD вперед-назад и проходит до боковых сторон за впитывающий компонент 56 в направлении WD ширины. Однако, например, когда линии, от которых поднимающиеся сборки 60, описанные позднее, начинают подниматься, расположены так, чтобы они были ближе к центру, определяемому в направлении WD ширины, чем боковые края впитывающего компонента 56, может быть выполнено соответствующее изменение формы, например, при необходимости верхний лист 30 будет образован с шириной, которая меньше максимальной ширины впитывающего компонента 56.
[0036]
(Промежуточный лист)
Промежуточный лист 40 может быть предусмотрен так, чтобы он прилегал к нижней стороне верхнего листа 30, для предотвращения возврата жидкости, которая прошла через верхний лист 30. В случае, когда промежуточный лист 40 не используется для образования второго листового слоя 72, рассмотренного позднее, промежуточный лист 40 также может быть исключен.
[0037]
В качестве промежуточного листа 40 можно использовать нетканые материалы разных видов, и, в частности, предпочтительно можно использовать объемный нетканый материал, скрепленный пропусканием воздуха насквозь. В качестве нетканого материала, скрепленного пропусканием воздуха насквозь, предпочтительно используется нетканый материал из многокомпонентных волокон, имеющих структуру с ядром и оболочкой. В этом случае, полимер, используемый для ядра, может представлять собой полипропилен (ПП), но предпочтительно представляет собой сложный полиэфир (ПЭТ), имеющий высокую жесткость. Поверхностная плотность предпочтительно составляет 17-80 г/м2, более предпочтительно 25-60 г/м2. Тонина волокон, образующих исходный материал для нетканого материала, предпочтительно составляет 2,0-10 дтекс. Для повышения объемности нетканого материала предпочтительно использовать волокно с эксцентрической структурой, не имеющее ядра в центре, полое волокно и эксцентрическое и полое волокно в виде смешанного волокна в качестве всех или части волокон, образующих исходный материал.
[0038]
В проиллюстрированном примере промежуточный лист 40 расположен в центре, определяемом в направлении ширины, так что он имеет меньшую ширину, чем ширина впитывающего компонента 56, но может быть расположен на максимальной ширине. Промежуточный лист 40 может быть расположен на максимальной длине подгузника, но может быть расположен только в части, средней в направлении LD вперед-назад, включающей в себя место приема выделений, как в проиллюстрированном примере.
[0039]
(Лист, не проницаемый для жидкостей)
Хотя лист 11, не проницаемый для жидкостей, не имеет особых ограничений, он предпочтительно обладает влагопроницаемостью. В качестве листа 11, не проницаемого для жидкостей, предпочтительно можно использовать, например, микропористый лист, который получен посредством вмешивания неорганического наполнителя в смолу на основе полиолефинов, такую как полиэтиленовая или полипропиленовая, формирования листа из смеси, полученной вмешиванием, и растягивания листа в направлении одной или двух осей. Кроме того, можно использовать лист 11, не проницаемый для жидкостей, который имеет нетканый материал в качестве основного материала для повышения водонепроницаемости.
[0040]
Желательно, чтобы лист 11, не проницаемый для жидкостей, проходил на такой же протяженности, что и протяженность впитывающего компонента 56, или на большей протяженности, чем протяженность впитывающего компонента 56, в направлении LD вперед-назад и в направлении WD ширины. Однако, например, когда имеется другое средство, образующее барьер для воды, в качестве другой возможной конфигурации часть впитывающего компонента 56, концевая в направлении LD вперед-назад или направлении WD ширины, при необходимости необязательно должна быть закрыта листом 11, не проницаемым для жидкостей.
[0041]
(Наружный лист нетканого материала)
Наружный лист 12 нетканого материала закрывает всю нижнюю сторону листа 11, не проницаемого для жидкостей, и придает наружной поверхности изделия внешний вид, подобный ткани. Помимо использования одного куска нетканого материала также можно использовать множество нетканых материалов, наложенных друг на друга в виде стопы. В последнем случае нетканые материалы предпочтительно прикреплены друг к другу посредством термоплавкого адгезива или тому подобного. При использовании нетканого материала предпочтительно, чтобы составляющее волокно нетканого материала имело тонину, составляющую 1,6-2,3 дтекс, и чтобы нетканый материал имел поверхностную плотность, составляющую 15-25 г/м2, и толщину, составляющую 0,3-0,8 мм.
[0042]
(Поднимающиеся сборки)
Для предотвращения так называемой боковой утечки посредством блокировки перемещения выделений, проходящих в боковом направлении на верхнем листе 30, на обеих боковых частях верхней поверхности верхнего листа 30, определяемых в направлении WD ширины, предусмотрены поднимающиеся сборки 60, поднимающиеся от верхней поверхности верхнего листа 30 и проходящие вдоль мест блокировки, препятствующих перемещению выделений.
[0043]
Более конкретно, каждая из поднимающихся сборок 60 имеет: корневую часть 65, закрепленную в зоне, включающей в себя боковую клапанную часть SF, основную часть 66, проходящую от корневой части 65, переднюю опущенную часть 67f и заднюю опущенную часть 67b, образованные посредством прикрепления соответственно переднего концевого участка и заднего концевого участка основной части 66 в опущенном состоянии, поднимающуюся часть 68, образованную незакрепленной и расположенную между передней опущенной частью 67f и задней опущенной частью 67b в основной части 66, и, кроме того, эластичный элемент 63 сборок прикреплен по меньшей мере к верхушечной части поднимающейся части 68.
[0044]
В проиллюстрированном примере каждый элемент поднимающихся сборок 60 образован из листа 62 для сборок. Данный лист 62 для сборок сложен вдвое на вершине основной части 66 (на конце, противоположном корневой части 65) для формирования двухслойной структуры. Эластичный элемент 63 сборок расположен между двумя слоями данной двухслойной структуры. Эластичный элемент 63 сборок может быть предусмотрен только в поднимающейся части 68. Однако предпочтительно, чтобы эластичный элемент 63 сборок был закреплен в зоне, проходящей от задней концевой части передней опущенной части 67f до передней концевой части задней опущенной части 67b, как в проиллюстрированном примере, поскольку стягивающее усилие, создаваемое эластичным элементом 63 сборок, будет действовать не только во всей поднимающейся части 68, но и также в зоне, включающей в себя заднюю концевую часть передней опущенной части 67f и переднюю концевую часть задней опущенной части 67b.
[0045]
Внутренняя поверхность листа 62 для сборок имеет фиксированную начальную точку в направлении WD ширины на боковой части верхнего листа 30. Та часть листа 62 для сборок, которая расположена со стороны, наружной в направлении ширины, прикреплена посредством термоплавкого адгезива или тому подобного к внутренней поверхности боковой клапанной части SF, а именно - в проиллюстрированном примере - боковой части листа 11, не проницаемого для жидкостей, и боковой части наружного листа 12 нетканого материала, которая расположена со стороны, наружной в направлении ширины, по отношению к боковой части листа 11, не проницаемого для жидкостей.
[0046]
Та часть каждых из поднимающихся сборок 60, которая расположена со стороны, внутренней в направлении ширины по отношению к фиксированной начальной точке, прикреплена к верхнему листу 30 в обеих частях, концевых в направлении вперед-назад. Однако поднимающаяся часть 68, расположенная между ними, представляет собой незакрепленную свободную часть. Соответственно, поднимающаяся часть 68 поднимается под действием стягивающего усилия, создаваемого эластичным элементом 63 сборок. Следовательно, первая поднимающаяся часть 68 плотно прилегает к поверхности тела носителя. Кроме того, поднимающаяся часть 68 стягивается в направлении вперед-назад под действием стягивающего усилия, создаваемого эластичным элементом 63 сборок, часть, включающая в себя переднюю опущенную часть 67f, и часть, включающая в себя заднюю опущенную часть 67b, деформируются и приближаются друг к другу.
[0047]
Хотя это не проиллюстрировано, как хорошо известно, оба концевых участка основной части 66 поднимающихся сборок 60 могут быть закреплены в виде опущенных частей, будучи сложенными вдвое, при этом они имеют базовую краевую боковую часть, проходящую внутрь в направлении ширины от части, расположенной со стороны, наружной в направлении ширины, и часть, которая расположена со стороны вершины, загнута к стороне тела от концевого края базовой краевой боковой части, расположенного со стороны центра, определяемого в направлении ширины, и проходит наружу в направлении ширины.
[0048]
Тип листа 62 для сборок не имеет особых ограничений. Однако обычно для гарантирования способности к обеспечению барьера для жидкости используется водоотталкивающий лист. В частности, нетканый материал, имеющий слой, полученный способом плавления с раздувом и расположенный между слоями, полученными фильерным способом (нетканый материал со структурой SMS, нетканый материал со структурой SMMS, нетканый материал со структурой SSMS или нетканый материал со структурой SSMMS), целесообразен по соображениям, связанным с обеспечением как текстуры, так и способности к образованию барьера для жидкости. Помимо использования одного куска нетканого материала также можно использовать множество нетканых материалов, наложенных друг на друга в виде стопы. В последнем случае нетканые материалы предпочтительно прикреплены друг к другу посредством термоплавкого адгезива или тому подобного.
[0049]
В качестве эластичного элемента 63 сборок можно использовать резиновую нить (резиновую нить из спандекса, имеющую тонину, составляющую приблизительно 470-1120 дтекс. Как проиллюстрировано на фиг.1 и фиг.3, множество эластичных элементов 63 сборок могут быть предусмотрены с каждой стороны, или один эластичный элемент 63 сборок может быть предусмотрен с каждой стороны. Кроме того, степень растяжения эластичного элемента 63 сборок в расправленном состоянии может быть определена в зависимости от конкретного случая, но, например, она может составлять приблизительно 230-320%.
[0050]
(Боковая клапанная часть)
Одноразовый подгузник, скрепляемый лентами, в проиллюстрированном примере имеет две боковые клапанные части SF, не имеющие впитывающего компонента 56 и расположенные соответственно с боковых сторон обоих боковых краев впитывающего компонента 56. Каждая из боковых клапанных частей SF может быть образована из материала, который является непрерывным по отношению к части, включающей в себя впитывающий компонент 56 (из наружного листа 12 нетканого материала или тому подобного), как в проиллюстрированном примере. В альтернативном варианте боковая клапанная часть SF может быть образована посредством прикрепления другого материала, к части, включающей в себя впитывающий компонент 56.
[0051]
(Плоские сборки)
Боковой эластичный элемент 64, который представляет собой удлиненный эластичный элемент, образованный из резиновой нити или тому подобного, прикреплен в состоянии, в котором он растянут вдоль направления LD вперед-назад, к каждой из боковых клапанных частей SF, следовательно, часть в боковой клапанной части SF, размещаемая вокруг ноги, выполнена в виде плоских сборок. Боковой эластичный элемент 64 может быть предусмотрен между листом 11, не проницаемым для жидкостей, и наружным листом 12 нетканого материала в боковой клапанной части SF в дополнение к размещению бокового эластичного элемента 64 между листом 62 для сборок и листом 11, не проницаемым для жидкостей, со стороны, наружной в направлении ширины, вблизи фиксированной начальной точки в закрепленной части листа 62 для сборок, как в проиллюстрированном примере. Множество боковых эластичных элементов 64 могут быть предусмотрены с каждой стороны, как проиллюстрировано на фиг.1 и фиг.3, или только один боковой эластичный элемент 64 может быть предусмотрен с каждой стороны.
[0052]
Плоские сборки представляют собой часть, к которой приложено стягивающее усилие, создаваемое боковым эластичным элементом 64 (часть, в которой боковые эластичные элементы 64 проиллюстрированы на чертежах). Таким образом, помимо конфигурации, в которой боковые эластичные элементы 64 имеются только в месте расположения плоских сборок, могут быть другие конфигурации. В каждой из данных других конфигураций боковые эластичные элементы 64 имеются в зоне, проходящей от плоских сборок до стороны, передней по отношению к плоским сборкам, до стороны, задней по отношению к плоским сборкам, или до сторон, как передней, так и задней по отношению к плоским сборкам. Однако в местах, отличных от мест расположения плоских сборок, боковые эластичные элементы 64 разрезаны на малые части в одном месте или во многих местах, боковые эластичные элементы 64 не прикреплены к листам, между которыми они расположены, или реализуются обе вышеуказанные меры. В результате стягивающее усилие не будет приложено в местах, отличных от мест расположения плоских сборок (что по существу эквивалентно тому, что эластичные элементы не предусмотрены в данных других местах), так что стягивающее усилие, создаваемое боковыми эластичными элементами 64, будет приложено только в месте расположения плоских сборок.
[0053]
(Крыловидная часть)
В предлагаемом одноразовом подгузнике, скрепляемом лентами, часть В, расположенная с дорсальной стороны, имеет крыловидные части WP, проходящие наружу так, чтобы обеспечить ширину, превышающую ширину промежностной части М, определяемую в направлении WD ширины. Аналогичным образом, часть F, расположенная с вентральной стороны, также имеет крыловидные части WP, проходящие наружу так, чтобы обеспечить ширину, превышающую ширину промежностной части М, определяемую в направлении WD ширины. Данные крыловидные части WP могут быть образованы листообразными элементами 14, 15, отличными от остальных компонентов. Кроме того, хотя это не проиллюстрировано, в конструкции, имеющей боковые клапанные части SF, в случае, когда середина, определяемая в направлении LD вперед-назад, в каждой из боковых частей боковых клапанных частей SF вырезана для образования вогнутого края, проходящего от бокового края промежностной части М до нижнего края крыловидной части, в результате образуется крыловидная часть WP.
[0054]
В случае, когда крыловидная часть WP в части В, расположенной с дорсальной стороны, образована посредством листообразного элемента 15, отличного от остальных частей, как в проиллюстрированном примере, в качестве данного листообразного элемента 15 может быть использована эластичная пленка, у которой как верхняя поверхность, так и поверхность нижней стороны закрыты слоями, образованными из стопы волокон, или слоями из нетканого материала и которая может растягиваться и стягиваться в направлении WD ширины. В этом случае предпочтительно, чтобы нагрузка, необходимая для растягивания листообразного элемента 15 крыловидной части WP, была задана большей, чем нагрузка для растягивания поясной концевой растягивающейся зоны 79, рассмотренной позднее.
[0055]
(Соединительная часть)
В проиллюстрированном примере соединительные ленты 13 предусмотрены в соответствующих крыловидных частях WP в части В, расположенной с дорсальной стороны. При этом соединительные части 13А, выполненные с возможностью присоединения с возможностью отсоединения к наружной поверхности части F, расположенной с вентральной стороны, предусмотрены на соединительных лентах 13. При надевании подгузника соединительные ленты 13 загибают от обеих сторон талии носителя к наружной поверхности части F, расположенной с вентральной стороны, и соединительные части 13А соединительных лент 13 могут быть присоединены к соответствующим местам соединения на наружной поверхности части F, расположенной с вентральной стороны. Хотя это не проиллюстрировано, в части В, расположенной с дорсальной стороны, также можно выполнить крыловидную часть WP с достаточно большим размером в направлении WD ширины для прикрепления соединительной части 13А непосредственно к внутренней поверхности крыловидной части WP.
[0056]
Как проиллюстрировано на фиг.1, фиг.2 и фиг.5, каждая из соединительных лент 13 имеет лист 13S и соединительную часть 13А, предназначенную для присоединения к части F, расположенной с вентральной стороны. Лист 13S состоит из базовой концевой части 13С, прикрепленной к крыловидной части WP, и основной части 13В, выступающей от базовой концевой части 13С. Соединительная часть 13А предусмотрена на той части основной части 13В, которая является промежуточной в направлении WD ширины, в листе 13S. В данной основной части 13В часть, расположенная ближе к базовой концевой части 13В, чем соединительная часть 13А, представляет собой часть, не являющуюся соединительной и не соединяемую с частью F, расположенной с вентральной стороны, в то время как часть, расположенная со стороны, противоположной по отношению к данной части, не являющейся соединительной, относительно соединительной части 13А, представляет собой язычковую часть. Часть, не являющаяся соединительной, и язычковая часть образованы только из той части листа 13S, которая образует основную часть 13В.
[0057]
Соединительная часть 13А образована из материала с крючками (охватываемого элемента) механической застежки (застежки-«липучки»). Материал с крючками имеет много сцепляющихся выступов на его соединительной поверхности. Примеры форм сцепляющихся выступов включают форму «галочки», J-образную форму, грибовидную форму, Т-образную форму и форму сдвоенной буквы J (форму, в которой J-образные части соединены друг с другом «спинка к спинке»), но может быть использована другая форма.
[0058]
В качестве листа 13S, состоящего из базовой концевой части 13С и основной части 13В, можно использовать нетканый материал, пластиковую пленку, нетканый материал, к которому полиэтилен присоединен посредством ламинирования, бумагу или композиционный материал из вышеуказанных материалов.
[0059]
В проиллюстрированном примере соединительная часть 13А предусмотрена на листе 13S соединительной ленты 13, выступающей от крыловидной части WP. Однако соединительная часть 13А может быть предусмотрена непосредственно на крыловидной части WP.
[0060]
(Лист-«мишень»)
Лист-«мишень» 12Т предусмотрен в местах соединения на части F, расположенной с вентральной стороны, для соединения с местами соединения.
[0061]
Листовой материал, предназначенный для образования листа-«мишени» 12Т, не имеет особых ограничений. Однако в случае, когда соединительная часть 13А представляет собой материал с крючками, например, можно использовать нетканый материал из длинных волокон, в котором волокна частично приварены друг к другу посредством ультразвуковой сварки с прерывистым рисунком. В этом случае нетканый материал из длинных волокон предпочтительно представляет собой нетканый материал, в котором составляющее волокно имеет тонину, составляющую 5-10 дтекс, и который имеет поверхностную плотность, составляющую 25-40 г/м2, и толщину, составляющую 0,3-0,8 мм.
[0062]
Кроме того, когда соединительная часть 13А представляет собой материал с крючками, в качестве листа-«мишени» 12Т также можно использовать листовой материал, в котором множество петлистых нитей предусмотрены на поверхности базового материала, образованного из пластиковой пленки или нетканого материала, и сцепляющиеся выступы материала с крючками сцепляются/спутываются с петлистыми нитями. Конкретным примером такого листового материала, используемого для листа-«мишени» 12Т, является композиционный листовой материал, в котором нити из волокон, образующие петлевой ворс, переплетены так, чтобы они появлялись по меньшей мере на наружной поверхности базового материала. В данном композиционном листовом материале на наружной поверхности базового материала, то есть на стороне наружной поверхности одноразового подгузника, обеспечивается выступание нитей из волокон, образующих петлевой ворс, с интервалами в направлении утка и направлении основы, в то время как на нижней стороне базового материала (на стороне базового материала, обращенной к носителю) нити из волокон, образующих ворс, соединены друг с другом для формирования пересекающихся рядов нитей основы из волокон, образующих ворс.
[0063]
Кроме того, когда соединительная часть 13А представляет собой материал с крючками, место соединения на части F, расположенной с вентральной стороны, к которому присоединяют соединительную ленту 13, может быть образовано из нетканого материала (например, предусмотрен наружный лист 12 нетканого материала). В данном случае можно разместить с внутренней стороны наружного листа 12 нетканого материала лист-«мишень» 12Т, образованный из пластикового листа, бумаги, нетканого материала и т.д., на котором место соединения может быть указано, например, посредством использования напечатанной шкалы или тому подобного. В этом случае материал с крючками соединительной части 13А спутывается с волокнами наружного листа 12 нетканого материала в месте расположения листа-«мишени» 12Т, который может быть виден пользователю сквозь наружный лист 12 нетканого материала, так что пользователь может выполнить соединение.
[0064]
С другой стороны, в случае, когда соединительная часть 13А представляет собой слой адгезива, можно использовать в качестве листа-«мишени» 12Т листовой материал, образованный из пластиковой пленки, имеющей гладкую поверхность, которая имеет большую адгезионную способность, и подвергаемой процессу удаления предохранительного покрытия.
[0065]
(Концевая клапанная часть)
Предлагаемый одноразовый подгузник, скрепляемый лентами, имеет две концевые клапанные части EF, расположенные соответственно с передней стороны и задней стороны впитывающего компонента 56, которые не включают в себя впитывающий компонент 56. Составляющие элементы каждой из концевых клапанных частей EF изменяются в зависимости от конструкции подгузника. Например, концевая клапанная часть EF образована посредством наложения друг на друга части верхнего листа 30, части промежуточного листа 40, части оберточного листа 58, части листа 62 для сборок, части листа 11, не проницаемого для жидкостей, и части наружного листа 12 нетканого материала, которые проходят с передней стороны или задней стороны впитывающего компонента 56 для их скрепления друг с другом. В отличие от проиллюстрированного примера в случае, когда наружный лист 12 нетканого материала не включен в подгузник, например, концевая клапанная часть EF может быть образована посредством верхнего листа 30, промежуточного листа 40, оберточного листа 58 и листа 11, не проницаемого для жидкостей. Концевая клапанная часть EF может быть образована посредством добавления листа, который специально предназначен для формирования концевой клапанной части EF, к передней стороне или задней стороне впитывающего компонента 56.
[0066]
Предпочтительно, чтобы определяемый в направлении LD вперед-назад размер концевой клапанной части EF в части В, расположенной с дорсальной стороны, был больше размера базовой концевой части 13С в соединительной ленте 13, определяемого в направлении LD вперед-назад. Обычно размер концевой клапанной части EF в направлении LD вперед-назад предпочтительно составляет приблизительно 20-25% от размера L всего подгузника в направлении LD вперед-назад. В качестве примера определяемый в направлении LD вперед-назад размер концевой клапанной части EF подгузника для детей и младенцев может быть задан равным приблизительно 80-120 мм.
[0067]
(Поясная концевая растягивающаяся зона)
Как проиллюстрировано на фиг.1 и фиг.6 - фиг.8, концевая клапанная часть EF в части В, расположенной с дорсальной стороны, включает в себя первый листовой слой 71, образующий поверхность, контактирующую с кожей, второй листовой слой 72, прикрепленный к поверхности нижней стороны первого листового слоя 71, и эластичную пленку 70, наложенную на нижнюю сторону второго листового слоя 72. Кроме того, зона, включающая в себя эластичную пленку 70, стягивается в направлении WD ширины вместе с эластичной пленкой 70, и в данной зоне имеется поясная концевая растягивающаяся зона 79, которая может растягиваться в направлении WD ширины. Вся зона, в которой имеется эластичная пленка 70, может представлять собой поясную концевую растягивающуюся зону 79. В альтернативном варианте только часть зоны, в которой имеется эластичная пленка 70, может представлять собой поясную концевую растягивающуюся зону 79, то есть некоторые части зоны, в которой имеется эластичная пленка 70 (например, части, расположенные на обоих участках данной зоны, концевых в направлении WD ширины), обладают малой эластичностью или не обладают эластичностью.
[0068]
При условии, что поясная концевая растягивающаяся зона 79 образована в концевой клапанной части EF в части В, расположенной с дорсальной стороны, размер и расположение поясной концевой растягивающейся зоны 79 могут быть определены в зависимости от конкретного случая. Место расположения переднего конца поясной концевой растягивающейся зоны 79 может быть таким же, как место расположения заднего конца впитывающего компонента 56. В альтернативном варианте передний конец поясной концевой растягивающейся зоны 79 может быть расположен между задним концом впитывающего компонента 56 и задним концом оберточного листа 58, может быть расположен между задним концом оберточного листа 58 и задним концом изделия (поясным краем на задней стороне) или, напротив, может быть расположен с передней стороны по отношению к заднему концу впитывающего компонента 56. Кроме того, место расположения заднего конца поясной концевой растягивающейся зоны 79 может быть таким же, как место расположения заднего конца изделия (поясного края на задней стороне) или может находиться с передней стороны от заднего конца изделия на расстоянии от него, составляющем приблизительно 10-20 мм.
[0069]
Желательно, чтобы ширина поясной концевой растягивающейся зоны 79 была по существу такой же, как ширина впитывающего компонента 56, или была больше ширины впитывающего компонента 56, но она не ограничена этим. Например, поясная концевая растягивающаяся зона 79 предпочтительно проходит в направлении наружных сторон за места, каждое из которых находится на расстоянии 10 мм от бокового края впитывающего компонента 56 со стороны центра в направлении WD ширины. Следовательно, хотя это не показано, поясная концевая растягивающаяся зона 79 может проходить до мест, близких к крыловидным частям WP, и может проходить так, что она будет «входить» в крыловидные части WР.
[0070]
Степень растяжения поясной концевой растягивающейся зоны 79 в расправленном состоянии может быть определена соответствующим образом, и, например, она может составлять приблизительно 120-220%.
[0071]
Эластичная пленка 70 не имеет особых ограничений, и при условии, что она сама по себе обладает эластичностью, может быть использована без особого ограничения любая пленка, которая получена, например, посредством обработки термопластичного эластомера одного вида или смеси термопластичных эластомеров более одного вида; например, эластомер на основе стирола, эластомер на основе полиолефина, эластомер на основе полиамида, эластомер на основе полиуретана и т.д. обрабатывают посредством экструзии, например, посредством способа изготовления пленки экструдированием через плоскощелевой мундштук и способа раздува так, чтобы придать эластомеру форму пленки. В качестве эластичной пленки 70 помимо непористого листа можно использовать лист, в котором множество отверстий или щелей образованы для обеспечения воздухопроницаемости. В частности, предпочтительно, чтобы эластичная пленка 70 имела прочность при растяжении в направлении растягивания, составляющую 8-25 Н/35 мм, прочность при растяжении в направлении, ортогональном к направлению растягивания, составляющую 5-20 Н/35 мм, относительное удлинение при растяжении в направлении растягивания, составляющее 450-1050%, и относительное удлинение при растяжении в направлении, ортогональном к направлению растягивания, составляющее 450-1400%. Прочность при растяжении и относительное удлинение при растяжении (относительное удлинение при разрыве) означают величины, измеренные при задании исходного расстояния между зажимами равным 50 мм и задании скорости растягивания равной 300 мм/мин в соответствии с JIS K7127: 1999 “Plastics - Determination of tensile properties” («Пластики - Определение механических свойств при растяжении») за исключением того, что испытательный образец имеет прямоугольную форму, ширину 35 мм и длину 80 мм. В качестве машины для испытаний на растяжение можно использовать, например, машину AUTOGRAPH AGS-G100N производства компании SHIMADZU CORPORATION. Толщина эластичной пленки 70 не имеет особых ограничений. Однако толщина предпочтительно составляет приблизительно 20-40 мкм. Поверхностная плотность эластичной пленки 70 не имеет особых ограничений. Однако поверхностная плотность предпочтительно составляет приблизительно 30-45 г/м2 и более предпочтительно приблизительно 30-35 г/м2.
[0072]
При условии, что первый листовой слой 71 и второй листовой слой 72 образованы из нетканых материалов, они не имеют особых ограничений, и они могут быть образованы, например, посредством составляющих элементов концевой клапанной части EF. То есть первый листовой слой 71 может быть образован той частью верхнего листа 30, которая расположена в концевой клапанной части EF, как в проиллюстрированном примере, в то время как второй листовой слой 72 может быть образован той частью промежуточного листа 40, которая расположена в концевой клапанной части EF. Само собой разумеется, первый листовой слой 71 и второй листовой слой 72 могут быть образованы посредством добавления листов, которые отличаются от верхнего листа 30 и промежуточного листа 40 и которые специально предназначены для образования соответственно первого листового слоя 71 и второго листового слоя 72. В альтернативном варианте в случае первого листового слоя 71 и второго листового слоя 72 существует возможность того, что любой один из данных двух слоев будет образован таким отдельным листом, специально предназначенным для его образования, в то время как другой из данных двух слоев будет образован одним из составляющих элементов концевой клапанной части EF. Кроме того, первый листовой слой 71 и второй листовой слой 72 могут быть образованы из двух отдельных листов, или, хотя это не проиллюстрировано, один лист может быть сложен вдвое так, чтобы первый листовой слой 71 представлял собой часть данного одного листа, расположенную с одной стороны по отношению к линии сгиба данного одного листа, и второй листовой слой 72 представлял собой часть данного одного листа, расположенную с другой стороны по отношению к линии сгиба данного одного листа.
[0073]
Материал первого листового слоя 71 и материал второго листового слоя 72 могут быть определены в зависимости от конкретного случая. Однако предпочтительно, чтобы первый листовой слой 71 был образован из нетканого материала, который образован из коротких волокон, имеющих тонину, составляющую 1-3 дтекс, и имеет поверхностную плотность, составляющую 18-30 г/м2, и толщину, составляющую 0,3-1,4 мм. Кроме того, второй листовой слой 72 образован из нетканого материала, который образован из коротких волокон, имеющих тонину, составляющую 2-6 дтекс, и имеет поверхностную плотность, составляющую 17-30 г/м2, и толщину, составляющую 0,2-4 мм. При комбинировании данных материалов способность выпуклых частей 31 первого листового слоя 71, рассмотренных позднее, к сохранению формы становится очень хорошей, и помимо этого весь первый листовой слой 71 может растягиваться и стягиваться в направлении WD ширины при незначительном деформировании с образованием волнистой формы или без такого деформирования.
[0074]
При условии, что первый листовой слой 71 и второй листовой слой 72 предусмотрены во всей зоне 90 подавления образования складок, рассмотренной позднее, данные листовые слои 71 и 72 могут проходить на большей протяженности, чем протяженность поясной концевой растягивающейся зоны 79, могут проходить на той же протяженности, что и протяженность поясной концевой растягивающейся зоны 79, или могут проходить так, чтобы они доходили до места, находящегося внутри по отношению к периферийному краю поясной концевой растягивающейся зоны 79, по меньшей мере в одном из направления LD вперед-назад и направления WD ширины. Например, возможна такая нижеуказанная конфигурация, как в проиллюстрированном примере. То есть верхний лист 30, образующий первый листовой слой 71, и промежуточный лист 40, образующий второй листовой слой 72, проходят в направлении LD вперед-назад как до передней стороны, так и до задней стороны поясной концевой растягивающейся зоны 79, и верхний лист 30, образующий первый листовой слой 71, проходит в направлении WD ширины до обеих наружных сторон поясной концевой растягивающейся зоны 79, в то время как оба боковых края промежуточного листа 40, образующего второй листовой слой 72, могут быть расположены так, что они будут находиться ближе к центру, чем оба боковых края поясной концевой растягивающейся зоны 79.
[0075]
(Зона подавления образования складок)
В поясной концевой растягивающейся зоне 79 имеется зона 90 подавления образования складок, в которой первый листовой слой 71, второй листовой слой 72 и эластичная пленка 70 наложены друг на друга в виде стопы. Как проиллюстрировано на фиг.8 и фиг.9, в зоне 90 подавления образования складок выпуклые части 31, которые выпучиваются по направлению к верхней стороне от второго листового слоя 72, образованы в первом листовом слой 71 с интервалами в направлении WD ширины и в направлении LD вперед-назад с расположением в шахматном порядке, и, кроме того, скрепленные части 80, в которых первый листовой слой 71 и второй листовой слой 72 прикреплены друг к другу, образованы между выпуклыми частями 31, соседними друг с другом в направлении WD ширины, и между выпуклыми частями 31, соседними друг с другом в направлении LD вперед-назад. Минимальная ширина 32х промежуточных частей 32, каждая из которых расположена между выпуклыми частями 31, соседними друг с другом в направлении WD ширины, составляет 0,1-0,9 от максимальной ширины 31с выпуклых частей 31, расположенных как с передней, так и с задней сторон промежуточной части 32. Кроме того, по меньшей мере та часть второго листового слоя 72, которая соответствует всей зоне 90 подавления образования складок, прикреплена к эластичной пленке 70.
[0076]
Как известно из фотографии (фиг.13) верхней поверхности и фотографии (фиг.14) поверхности нижней стороны образца в состоянии естественной длины, в котором используется конструкция, проиллюстрированная на фиг.1 - фиг.9, в такой поясной концевой растягивающейся зоне 79 складки G образуются на поверхности нижней стороны поясной концевой растягивающейся зоны 79, при этом малое число складок, проходящих прямолинейно в направлении LD вперед-назад, образуется или такие складки не образуются на верхней поверхности зоны 90 подавления образования складок. Более точно, когда поясная концевая растягивающаяся зона 79 растягивается и стягивается, несмотря на то, что ширина выпуклых частей 31 и ширина промежуточных частей 32 в первом листовом слое 71 в зоне 90 подавления образования складок также увеличиваются и уменьшаются, образуется малое число складок или складки не образуются, поскольку весь первый листовой слой 71 не деформируется с образованием волнистой формы в отличие от известного изделия для ношения. То есть, поскольку выпуклые части 31, которые выпучиваются по направлению к верхней стороне от второго листового слоя 72, предварительно образованы в первом листовом слое 71 с интервалами и расположением в шахматном порядке, весь первый листовой слой 71 может растягиваться и стягиваться в направлении WD ширины до определенной степени растягивания и стягивания при незначительном деформировании или без деформирования с образованием волнистой формы. В результате даже в состоянии естественной длины образуется малое число складок или складки не образуются на верхней поверхности зоны 90 подавления образования складок. С другой стороны, как известно из фотографии (фиг.15) верхней поверхности и фотографии (фиг.16) поверхности нижней стороны имеющегося на рынке, промышленно изготавливаемого изделия в состоянии естественной длины, в известном подгузнике складки несомненно образуются на верхней поверхности поясной концевой растягивающейся зоны 79.
[0077]
Между тем, что касается возможности утечки через части, расположенные между выпуклыми частями 31, то ситуация, при которой выпуклые части 31 предварительно образованы в первом листовом слое 71, аналогична ситуации, при которой складки предварительно образованы в нем. Однако в настоящем изобретении выпуклые части 31 предусмотрены с расположением в шахматном порядке, и минимальная ширина 32х промежуточных частей 32, каждая из которых расположена между выпуклыми частями 31, соседними друг с другом в направлении WD ширины, составляет 0,1-0,9 от максимальной ширины 31с выпуклых частей 31, расположенных как с передней, так и с задней сторон промежуточной части 32. Соответственно, части, находящиеся между выпуклыми частями 31, не являются непрерывными вдоль линии, проходящей в направлении LD вперед-назад, но образуют непрерывную сетеобразную (волнообразную) структуру. Таким образом, выделения не могут перемещаться назад без «столкновения» с выпуклыми частями 31, и выпуклые части 31 становятся барьерами по отношению к перемещению выделений. Таким образом, обеспечивается предотвращение утечки. С другой стороны, выпуклые части 31, предусмотренные с расположением в шахматном порядке, уменьшают площадь контакта между первым листовым слоем 71 и кожей носителя, и помимо этого вогнутые части, находящиеся между выпуклыми частями, обеспечивают повышение воздухопроницаемости в направлении вдоль верхней поверхности первого листового слоя 71. Между тем, исходя из данных соображений, минимальная ширина 32х промежуточных частей 32, каждая из которых расположена между выпуклыми частями 31, соседними друг с другом в направлении WD ширины, более предпочтительно составляет 0,5-0,9 и особенно предпочтительно 0,7-0,9 от максимальной ширины 31с выпуклых частей 31, расположенных как с передней, так и с задней сторон промежуточной части 32.
[0078]
Что касается зоны 90 подавления образования складок, то необходимо, чтобы по меньшей мере та часть второго листового слоя 72, которая соответствует всей зоне 90 подавления образования складок, была прикреплена к эластичной пленке 70. Что касается соединения между вторым листовым слоем 72 и эластичной пленкой 70, то может быть выполнено непосредственное соединение всего второго листового слоя 72 и всей эластичной пленки 70 друг с другом, или может быть выполнено их непрямое соединение друг с другом посредством другого слоя. Кроме того, в некотором месте может быть выполнено непосредственное соединение второго листового слоя 72 и эластичной пленки 70, как в проиллюстрированном примере (в частности, см. фиг.7), и в другом месте может быть выполнено их непрямое соединение посредством другого слоя. Как указано выше, та часть второго листового слоя 72, которая соответствует всей зоне 90 подавления образования складок, прикреплена к эластичной пленке 70. Это означает, что второй листовой слой 72 и эластичная пленка 70 прикреплены друг к другу почти непрерывно, так что между ними не образуется пространство при стягивании поясной концевой растягивающейся зоны 79. Соответственно, например, эластичная пленка 70 и второй листовой слой 72 могут быть прикреплены друг к другу посредством использования межслойной адгезии, обеспечиваемой между ними на всей протяженности посредством термоплавкого адгезива НМ1, нанесенного с мелким сетчатым узором (также упоминаемым как «волокнистый» узор), и термоплавкого адгезива НМ2, нанесенного непрерывно на плоскости. В скрепленных частях, образованных посредством термоплавкого адгезива НМ1, нанесенного с мелким сетчатым узором, каналы, по которым может проходить воздух, или каналы, по которым может проходить жидкость в микроскопической степени и в которых отсутствует какой-либо термоплавкий адгезив, являются точечными. Однако, когда поясная концевая растягивающаяся зона 79 стягивается, такое пространство не образуется между вторым листовым слоем 72 и эластичной пленкой 70. Следует отметить, что для нанесения термоплавкого адгезива с мелким сетчатым узором можно использовать нанесение распылением с образованием спиральной формы, Z-образной формы или тому подобного. С другой стороны, для нанесения термоплавкого адгезива непрерывно на плоскости можно использовать нанесение посредством щелевой головки или тому подобное.
[0079]
Более конкретно, в проиллюстрированном примере зона 90 подавления образования складок включает в себя первую зону 91, в которой между первым листовым слоем 71 и наружным листом 12 нетканого материала имеются только второй листовой слой 72, оберточный лист 58, эластичная пленка 70, лист 11, не проницаемый для жидкостей, и термоплавкие адгезивы НМ1, НМ2, посредством которых первый листовой слой 71, второй листовой слой 72, оберточный лист 58, эластичная пленка 70, лист 11, не проницаемый для жидкостей, и наружный лист 12 нетканого материала прикреплены друг к другу, и вторую зону 92, в которой между первым листовым слоем 71 и наружным листом 12 нетканого материала имеются только второй листовой слой 72, эластичная пленка 70, лист 11, не проницаемый для жидкостей, и термоплавкие адгезивы НМ1, Нм2, посредством которых первый листовой слой 71, второй листовой слой 72, эластичная пленка 70, лист 11, не проницаемый для жидкостей, и наружный лист 12 нетканого материала прикреплены друг к другу (то есть вторая зона 92 не включает в себя оберточный лист 58). Эластичная пленка 70 проходит от зоны между листом 11, не проницаемым для жидкостей, и той частью оберточного листа 58, которая расположена на уровне нижней стороны по отношению к впитывающего компоненту 56 в первой зоне 91, до зоны между вторым листовым слоем 72 и листом 11, не проницаемым для жидкостей, во второй зоне 92.
В зоне 90 подавления образования складок, имеющей такую многослойную структуру, вся поверхность нижней стороны второго листового слоя 72 может быть прикреплена в первой зоне 91 к верхней поверхности той части оберточного листа 58, которая расположена с верхней стороны, и во второй зоне 92 к верхней поверхности эластичной пленки 70 посредством термоплавкого адгезива НМ1, нанесенного с мелким сетчатым узором, и термоплавкого адгезива НМ2, нанесенного непрерывно на плоскости; в первой зоне 91 обращенные друг к другу поверхности той части оберточного листа 58, которая расположена с верхней стороны, и той части оберточного листа 58, которая расположена с нижней стороны, могут быть прикреплены друг к другу на всей их протяженности посредством термоплавкого адгезива НМ1, нанесенного с мелким сетчатым узором, и в первой зоне 91 поверхность нижней стороны той части оберточного листа 58, которая расположена с нижней стороны, и верхняя поверхность эластичной пленки 70 могут быть прикреплены друг к другу на всей их протяженности посредством термоплавкого адгезива НМ1, нанесенного с мелким сетчатым узором.
Между тем в зоне 90 подавления образования складок число наложенных друг на друга листов, отличных от эластичной пленки 70, предпочтительно является небольшим по соображениям, связанным с уменьшением себестоимости, как в проиллюстрированном примере. Однако только при уменьшении числа наложенных друг на друга листов снижается жесткость зоны 90 подавления образования складок, и существовала бы вероятность изгибания данной зоны 90 на границе между первой зоной 91 и второй зоной 92 и в зоне верхнего конца концевой клапанной части EF в части В, расположенной с дорсальной стороны. С другой стороны, в настоящем изобретении выпуклые части 31 образованы в первом листовом слое 71, и помимо этого образованы скрепленные части 80, в которых первый листовой слой 71 и второй листовой слой 72 прикреплены друг к другу, как разъяснено выше. Таким образом, жесткость зоны 90 подавления образования складок становится более высокой по сравнению со случаем, в котором отсутствует выпуклая часть и отсутствует скрепленная часть, так что будет маловероятным изгибание зоны 90 подавления образования складок на границе между первой зоной 91 и второй зоной 92 и в зоне верхнего конца концевой клапанной части EF в части В, расположенной с дорсальной стороны.
[0080]
Слишком большая степень растяжения приводит к облегчению образования складок в зоне 90 подавления образования складок. Таким образом, степень растяжения поясной концевой растягивающейся зоны 79 в расправленном состоянии предпочтительно составляет 130-170%, более предпочтительно 130-150%. Между тем в образце, проиллюстрированном на фиг.13 и фиг.14, степень растяжения поясной концевой растягивающейся зоны 79 в расправленном состоянии составляет 140%.
[0081]
Достаточно того, чтобы выпуклые части 31, образованные в первом листовом слое 71, выпучивались от второго листового слоя 72, как проиллюстрировано на фиг.12. Такие выпуклые части 31 могут быть образованы при подвергании первого листового слоя 71 выдавливанию в направлении от его нижней стороны к его верхней стороне посредством тиснения. Каждая из выпуклых частей 31 предпочтительно имеет круглую куполообразную форму, но может иметь такую соответствующую форму, как эллиптическая куполообразная форма и многоугольная куполообразная форма.
[0082]
Размер и тому подобные характеристики выпуклой части 31 могут быть определены в зависимости от конкретного случая. Однако, как проиллюстрировано на фиг.9 - фиг.11, максимальная длина 31m (размер в направлении LD вперед-назад) каждой из выпуклых частей 31 меньше расстояния 80y в направлении LD вперед-назад между центрами скрепленной части 80 (рассмотренной позднее), расположенной с одной стороны, и скрепленной части 80, расположенной с другой стороны выпуклой части 31, нижнее предельное значение максимальной длины 31m предпочтительно составляет приблизительно 0,9 от расстояния 80y между центрами, и максимальная длина 31m в подгузнике для детей и младенцев предпочтительно составляет приблизительно 3-9 мм. Аналогичным образом, максимальная ширина 31с (размер в направлении WD ширины) каждой из выпуклых частей 31 меньше расстояния 80х в направлении WD ширины между центрами скрепленной части 80, расположенной с одной стороны, и скрепленной части 80, расположенной с другой стороны выпуклой части 31, нижнее предельное значение максимальной ширины 31с предпочтительно составляет приблизительно 0,9 от расстояния 80х между центрами, и максимальная ширина 31с в подгузнике для детей и младенцев предпочтительно составляет приблизительно 3-9 мм. Определяемая в направлении LD вперед-назад, минимальная длина 32y каждой из промежуточных частей 32, расположенных между выпуклыми частями 31, соседними друг с другом в направлении WD ширины, может составлять приблизительно 0,8-1,2 от минимальной ширины 32х.
[0083]
Интервал, с которым расположены выпуклые части 31, может быть определен в зависимости от конкретного случая. В качестве примера существует возможность того, что расстояние 31х в направлении WD ширины между центрами выпуклых частей 31, соседних друг с другом в направлении WD ширины и расположенных в соответствующих рядах, в каждом из которых выпуклые части 31 расположены в направлении LD вперед-назад, может составлять приблизительно 3-10 мм, и расстояние 31y в направлении LD вперед-назад между центрами выпуклых частей 31, соседних друг с другом в направлении LD вперед-назад и расположенных в соответствующих рядах, в каждом из которых выпуклые части 31 расположены в направлении WD ширины, может составлять приблизительно 3-10 мм. В частности, в зоне 90 подавления образования складок ряды, каждый из которых включает в себя 5-15 выпуклых частей 31, расположенных в направлении LD вперед-назад, предпочтительно образованы по соображениям, связанным с эффектом подавления образования складок и эффектом предотвращения утечки.
[0084]
Предпочтительно, чтобы высота 31z каждой из выпуклых частей 31 (см. фиг.12) предпочтительно составляла 0,20-0,65 от толщины впитывающего компонента 56. Таким образом, поскольку высота 31z каждой из выпуклых частей 31 первого листового слоя 71 является достаточной по отношению к толщине впитывающего компонента 56 как базовой величине, повышается способность концевой клапанной части EF к амортизированию (способность к восстановлению формы после сжатия в направлении толщины) в части, расположенной с дорсальной стороны. В результате верхняя поверхность концевой клапанной части EF в части, расположенной с дорсальной стороны, скорее всего, будет введена в контакт с поверхностью тела носителя. Следует отметить, что высота 31z каждой из выпуклых частей 31 означает кажущуюся высоту (в состоянии, в котором внешнее усилие не приложено), которая может быть измерена посредством цифрового микроскопа VHS-1000, изготавливаемого компанией KEYENCE CORPORATION.
[0085]
Для образования скрепленной части 80, в которой первый листовой слой 71 и второй листовой слой 72 прикреплены друг к другу, данные листовые слои 71 и 72 прикрепляют друг к другу посредством сварки, такой как термосварка или ультразвуковая сварка, или посредством термоплавкого адгезива.
[0086]
При условии, что скрепленная часть 80 предусмотрена между выпуклыми частями 31, соседними друг с другом в направлении WD ширины и в направлении LD вперед-назад, множество скрепленных частей 80 могут быть предусмотрены в расчете на одну часть, расположенную между выпуклыми частями 31, или одна скрепленная часть 80 может быть предусмотрена в расчете на одну часть, расположенную между выпуклыми частями 31. Кроме того, в случае, когда множество скрепленных частей 80 предусмотрены в расчете на одну часть, расположенную между выпуклыми частями 31, скрепленные части 80 могут быть расположены в одном ряду, могут иметь матричное расположение, как в примерах, проиллюстрированных на фиг.9 и фиг.11, или могут быть расположены в шахматном порядке, как в примере, проиллюстрированном на фиг.10. Форма скрепленной части 80 может быть определена в зависимости от конкретного случая и может быть задана в виде любой формы, такой как эллиптическая форма, многоугольная форма, звездообразная форма, форма облака, тыквообразная форма и тому подобное, помимо круглой формы, как в проиллюстрированных примерах.
[0087]
Размер скрепленной части 80 может быть определен в зависимости от конкретного случая. Однако максимальная длина 80m (размер в направлении LD вперед-назад) каждой из скрепленных частей 80 предпочтительно составляет приблизительно 0,1-0,4 от расстояния 31y в направлении LD вперед-назад между центрами выпуклых частей 31, соседних друг с другом в направлении LD вперед-назад и расположенных в соответствующих рядах, в каждом из которых выпуклые части 31 расположены в направлении WD ширины (например, максимальная длина 80m составляет 0,5-3 мм в подгузнике для детей и младенцев). Кроме того, максимальная ширина 80с (размер в направлении WD ширины) каждой из скрепленных частей 80 предпочтительно составляет приблизительно 0,1-0,4 от расстояния 31х в направлении WD ширины между центрами выпуклых частей 31, соседних друг с другом в направлении WD ширины и расположенных в соответствующих рядах, в каждом из которых выпуклые части 31 расположены в направлении LD вперед-назад (например, максимальная ширина 80с составляет 0,5-3 мм в подгузнике для детей и младенцев).
[0088]
В промежуточных частях, каждая из которых находится между скрепленными частями 80, соседними друг с другом в направлении WD ширины, первый листовой слой 71 и второй листовой слой 72 не прикреплены друг к другу, как в примере, проиллюстрированном на фиг.11, и первый листовой слой 71 сжимается в большей степени по сравнению с частями, расположенными с определяемых в направлении LD вперед-назад, обеих сторон данных промежуточных частей, для образования сжатых частей 81. В сжатых частях 81 при сжатии первого листового слоя 71 второй листовой слой 72 может быть подвергнут сжатию как одно целое вместе с первым листовым слоем 71 или может не подвергаться сжатию.
[0089]
При условии, что выпуклые части 31 и скрепленные части 80 образованы во всей зоне 90 подавления образования складок (в части, показанной посредством штриховки на фиг.8), зона, в которой образованы выпуклые части 31 и скрепленные части 80, имеющие одинаковые конфигурации и схемы расположения, может проходить наружу за зону 90 подавления образования складок. Например, в случае, когда верхний лист 30, образующий первый листовой слой 71, и промежуточный лист 40, образующий второй листовой слой 72, проходят наружу в направлении LD вперед-назад за зону 90 подавления образования складок, как в проиллюстрированном примере (в проиллюстрированном примере они проходят на всей длине изделия в направлении LD вперед-назад), выпуклые части 31 и скрепленные части 80 могут быть предусмотрены на определяемой в направлении вперед-назад, всей длине зоны, в которой перекрываются верхний лист 30 и промежуточный лист 40.
[0090]
Зона, в которой расположены выпуклые части 31 и скрепленные части 80, может проходить на большей протяженности, чем протяженность поясной концевой растягивающейся зоны 79, так, что она будет включать в себя поясную концевую растягивающуюся зону 79, или может проходить на такой же протяженности, как протяженность поясной концевой растягивающейся зоны 79. В альтернативном варианте выпуклые части 31 и скрепленные части 80 могут быть образованы только на части поясной концевой растягивающейся зоны 79 (например, только в такой промежуточной части поясной концевой растягивающейся зоны 79, которая не включает в себя обе части поясной концевой растягивающейся зоны 79, боковые в направлении WD ширины).
[0091]
(Нетканый материал)
В качестве нетканого материала в вышеприведенном описании известный нетканый материал может быть использован соответствующим образом в соответствии с местом или назначением. Примеры составляющего волокна нетканого материала включают, среди прочего, синтетическое волокно, такое как волокно на основе полиолефинов, включая полиэтиленовое и полипропиленовое, волокно на основе сложного полиэфира или волокно на основе полиамида (включая многокомпонентное волокно, такое как волокно с ядром и оболочкой, помимо однокомпонентного волокна), регенерированное волокно, такое как вискозное или медно-аммиачное, и натуральное волокно, такое как хлопковое. Данные волокна могут быть смешаны и использованы. Для повышения гибкости нетканого материала предпочтительно использовать извитое волокно в качестве составляющего волокна. Кроме того, составляющее волокно нетканого материала может представлять собой гидрофильное волокно (включая волокно, которое стало гидрофильным за счет гидрофилизирующего средства), гидрофобное волокно или водоотталкивающее волокно (включая волокно, которое стало водоотталкивающим за счет водоотталкивающего средства). Кроме того, нетканые материалы обычно подразделяют на нетканый материал из коротких волокон, нетканый материал из длинных волокон, фильерный нетканый материал, нетканый материал мелтблаун, нетканый материал, полученный гидросплетением, термоскрепленный нетканый материал (скрепленный пропусканием воздуха насквозь), нетканый материал, полученный иглопробиванием, нетканый материал, полученный точечным скреплением, многослойный нетканый материал (нетканый материал со структурой SMS, нетканый материал со структурой SMMS или тому подобный нетканый материал, имеющий слой, полученный способом плавления с раздувом (M - meltblown), размещенный между слоями, полученный фильерным способом (S - spunbond)), или тому подобные нетканые материалы в зависимости от длины волокон, способа формирования листа, способа соединения волокон или многослойной структуры, и может быть использован любой из данных нетканых материалов.
<Описание терминов, используемых в описании>
[0092]
Нижеприведенные термины, используемые в описании, следует понимать как имеющие значения, определенные ниже, если в описании не указано иное.
[0093]
- «Направление вперед-назад» означает направление (продольное направление), обозначенное ссылочной позицией LD на чертеже, «направление ширины» означает направление (направление влево-вправо), обозначенное ссылочной позицией WD на чертеже, и направление вперед-назад и направление ширины ортогональны друг к другу.
[0094]
- «Машинное направление (MD)» и «поперечное направление (CD)» означают направление потока (MD) в производственном оборудовании и боковое направление (CD), ортогональное к направлению потока, и в зависимости от каждого компонента изделия любое одно из данных направлений представляет собой направление вперед-назад и другое направление представляет собой направление ширины. Направление MD нетканого материала представляет собой направление ориентации волокон нетканого материала. Направление ориентации волокон представляет собой направление, вдоль которого проходит волокно нетканого материала, и определяется, например, посредством метода измерения, соответствующего методу испытания для определения ориентации волокон на основе прочности при растяжении при нулевом расстоянии между зажимами, заданному в стандартном методе TAPPI T481 (TAPPI - Техническая ассоциация целлюлозно-бумажной промышленности), или посредством упрощенного метода измерения для определения направления ориентации волокон на основе отношения прочности при растяжении в направлении вперед-назад к прочности при растяжении в направлении ширины.
[0095]
- «Верхняя сторона» означает сторону, более близкую к коже носителя при ношении изделия. «Нижняя сторона» означает сторону, удаленную от кожи носителя при ношении изделия.
[0096]
- «Верхняя поверхность» означает поверхность элемента, более близкую к коже носителя при ношении изделия. «Поверхность нижней стороны» означает поверхность, удаленную от кожи носителя при ношении изделия.
[0097]
- «Степень растяжения» означает величину, полученную, когда длина в естественном состоянии задана равной 100%. Например, степень растяжения, составляющая 200%, имеет такое же значение, как степень удлинения, составляющая 2.
[0098]
- «Прочность геля» определяют следующим образом. 1,0 г полимера со сверхвысокой впитывающей способностью добавляют к 49,0 г искусственной мочи (полученной посредством смешивания мочевины в количестве 2% масс., хлорида натрия в количестве 0,8% масс., двуводного хлорида кальция в количестве 0,03% масс., семиводного сульфата магния в количестве 0,08% масс. и ионообменной воды в количестве 97,09% масс.), и получающуюся в результате смесь перемешивают мешалкой. Получающийся в результате гель оставляют в термогигростате при температуре 40°С и относительной влажности 60% на три часа и после этого охлаждают до температуры внутри помещения. Прочность геля определяют посредством плотномера (Curdmeter-MAX ME-500, изготавливаемого компанией I. Techno Engineering Co., Ltd.).
[0099]
- «Поверхностную плотность» определяют следующим образом. После предварительной сушки образца или испытательного образца образец или испытательный образец оставляют в испытательной лаборатории или в устройстве для испытаний при нормальных условиях (в месте испытания температура окружающего воздуха составляет 23±1°С и относительная влажность составляет 50±2%) до тех пор, пока масса образца или испытательного образца не достигнет постоянной массы. Предварительная сушка предназначена для достижения постоянной массы образца или испытательного образца в среде c температурой 100°С. Для волокон, имеющих стандартную влажность в процентах от веса абсолютно сухого материала, составляющую 0,0%, предварительная сушка может быть исключена. Испытательный образец, имеющий постоянную массу, посредством шаблона для вырезания, имеющего размер 100 мм × 100 мм, разрезают на образцы с размерами 100 мм × 100 мм. Измеряют массу образца измеряют. Измеренную массу умножают на 100 для определения массы на один квадратный метр, которую определяют как поверхностную плотность.
[0100]
- «Толщину» толстого элемента, такого как впитывающий компонент 56, впитывающий элемент 50 или тому подобное, измеряют, используя прибор для измерения толщины от компании Ozaki Mfg. Co., Ltd. (Peacock, Dial Thickness Gauge (толщиномер с циферблатным индикатором), модель G-30 (диапазон измерений - 0-10 мм, размер и форма измерительной поверхности: круглый контактный наконечник с диаметром 60 мм, измерительное усилие, составляющее приблизительно 1,7 Н) при горизонтальном размещении образца и устройства для измерения толщины. «Толщину» тонкого элемента, такого как нетканый материал, которая отличается от вышеуказанной толщины, измеряют автоматически при нагрузке, составляющей 0,098 Н/см2, и площади приложения давления, составляющей 2 см2, используя автоматическое устройство для измерения толщины (переносной прибор KES-G5 для испытаний на сжатие с программой). Толщину перфорированного листа, такого как перфорированный нетканый материал, измеряют в части, отличной от отверстий или выступов вокруг отверстий.
[0101]
- Водопоглощающую способность определяют в соответствии со стандартом JIS К7223-1996 “Testing method for water absorption capacity of super absorbent polymers” («Метод испытаний для определения водопоглощающей способности полимеров со сверхвысокой впитывающей способностью»).
[0102]
- Скорость впитывания воды определена как «время, которое проходит до конечной точки», измеренное при использовании 2 г полимеров со сверхвысокой впитывающей способностью и 50 г физиологического солевого раствора в соответствии со стандартом JIS К7224-1996 “Testing method for water absorption speed of super absorbent polymers” («Метод испытаний для определения скорости впитывания воды полимерами со сверхвысокой впитывающей способностью»).
[0103]
- Направление ориентации волокон нетканого материала представляет собой направление, вдоль которого проходит волокно нетканого материала, и определяется, например, посредством метода измерения, соответствующего методу испытания для определения ориентации волокон на основе прочности при растяжении при нулевом расстоянии между зажимами, заданному в стандартном методе TAPPI T481, или посредством упрощенного метода измерения для определения направления ориентации волокон исходя из отношения прочности при растяжении в направлении вперед-назад к прочности при растяжении в направлении ширины.
[0104]
- «Расправленное состояние» означает состояние, в котором изделие расправлено до плоского состояния без стягивания (включая любое стягивание, такое как стягивание, вызываемое эластичным элементом) или провисания.
[0105]
- Размер каждого компонента означает размер в расправленном состоянии, а не в состоянии естественной длины, если не указано иное.
[0106]
- Испытания и измерения выполняются в лаборатории или устройстве при нормальных условиях (в месте испытания температура составляет 23±1°С и относительная влажность составляет 50±2%), если окружающие условия для испытаний и измерений не заданы иным образом.
Промышленная применимость
[0107]
Настоящее изобретение может быть применено для одноразовых изделий соединяемого типа, предназначенных для ношения, таких как одноразовые подгузники, скрепляемые лентами, подобные подгузникам в вышеприведенных примерах.
Перечень ссылочных позиций
[0108]
11: Лист, проницаемый для жидкостей
12: Наружный лист нетканого материала
12Т: Лист-«мишень»
13: Соединительная лента
13А: Соединительная часть
13В: Основная часть
13С: Базовая концевая часть
30: Верхний лист
31: Выпуклая часть
32: Промежуточная часть
40: Промежуточный лист
50: Впитывающий элемент
56: Впитывающий компонент
58: Оберточный лист
60: Поднимающиеся сборки
62: Лист для сборок
63: Эластичный элемент сборок
65: Корневая часть
66: Основная часть
67b: Задняя опущенная часть
67f: Передняя опущенная часть
68: Поднимающаяся часть
70: Эластичная пленка
71: Первый листовой слой
72: Второй листовой слой
79: Поясная концевая растягивающаяся зона
80: Скрепленная часть
90: Зона подавления образования складок
В: Часть, расположенная с дорсальной стороны
EF: Концевая клапанная часть
F: Часть, расположенная с вентральной стороны
LD: Направление вперед-назад
SF: Боковая клапанная часть
WD: Направление ширины
WP: Крыловидная часть.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОДНОРАЗОВЫЙ ПОДГУЗНИК | 2022 |
|
RU2840943C2 |
| ОДНОРАЗОВЫЙ ПОДГУЗНИК-ТРУСЫ | 2018 |
|
RU2759980C2 |
| ЭЛАСТИЧНЫЙ ЭЛЕМЕНТ И ОДНОРАЗОВОЕ ИЗДЕЛИЕ, ВКЛЮЧАЮЩЕЕ В СЕБЯ ЭЛАСТИЧНЫЙ ЭЛЕМЕНТ | 2018 |
|
RU2761786C2 |
| ЭЛАСТИЧНЫЙ ЭЛЕМЕНТ И ОДНОРАЗОВОЕ ИЗДЕЛИЕ, ВКЛЮЧАЮЩЕЕ В СЕБЯ ЭЛАСТИЧНЫЙ ЭЛЕМЕНТ | 2018 |
|
RU2761943C2 |
| ОДНОРАЗОВОЕ ИЗДЕЛИЕ ДЛЯ НОШЕНИЯ | 2019 |
|
RU2769810C1 |
| ЭЛАСТИЧНЫЙ ЭЛЕМЕНТ И ОДНОРАЗОВОЕ ИЗДЕЛИЕ ДЛЯ НОШЕНИЯ, ВКЛЮЧАЮЩЕЕ В СЕБЯ ЭЛАСТИЧНЫЙ ЭЛЕМЕНТ | 2018 |
|
RU2759111C2 |
| ОДНОРАЗОВОЕ ИЗДЕЛИЕ ДЛЯ НОШЕНИЯ | 2019 |
|
RU2774800C1 |
| ОДНОРАЗОВЫЙ ПОДГУЗНИК ТИПА ТРУСОВ | 2017 |
|
RU2730719C1 |
| ЭЛАСТИЧНЫЙ ЭЛЕМЕНТ И ИЗДЕЛИЕ ДЛЯ ОДНОРАЗОВОГО НОШЕНИЯ, ВКЛЮЧАЮЩЕЕ В СЕБЯ ЭЛАСТИЧНЫЙ ЭЛЕМЕНТ | 2018 |
|
RU2752879C1 |
| ОДНОРАЗОВЫЙ ПОДГУЗНИК ТИПА ТРУСОВ | 2017 |
|
RU2737305C2 |
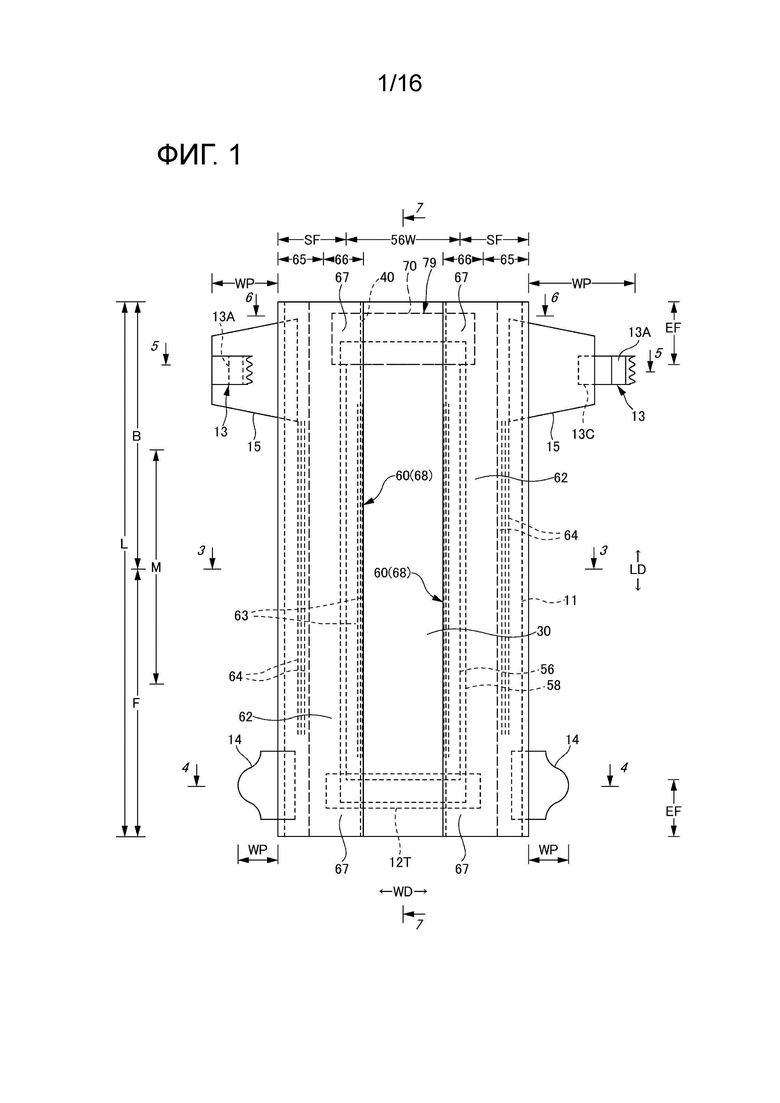
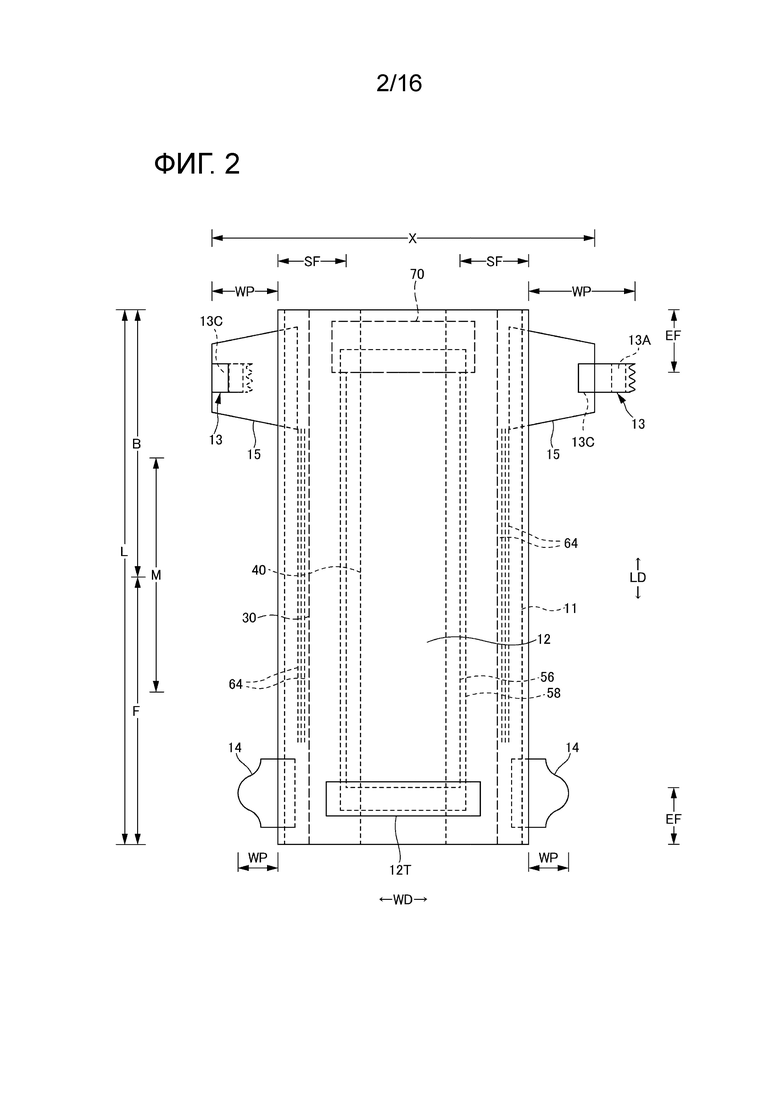
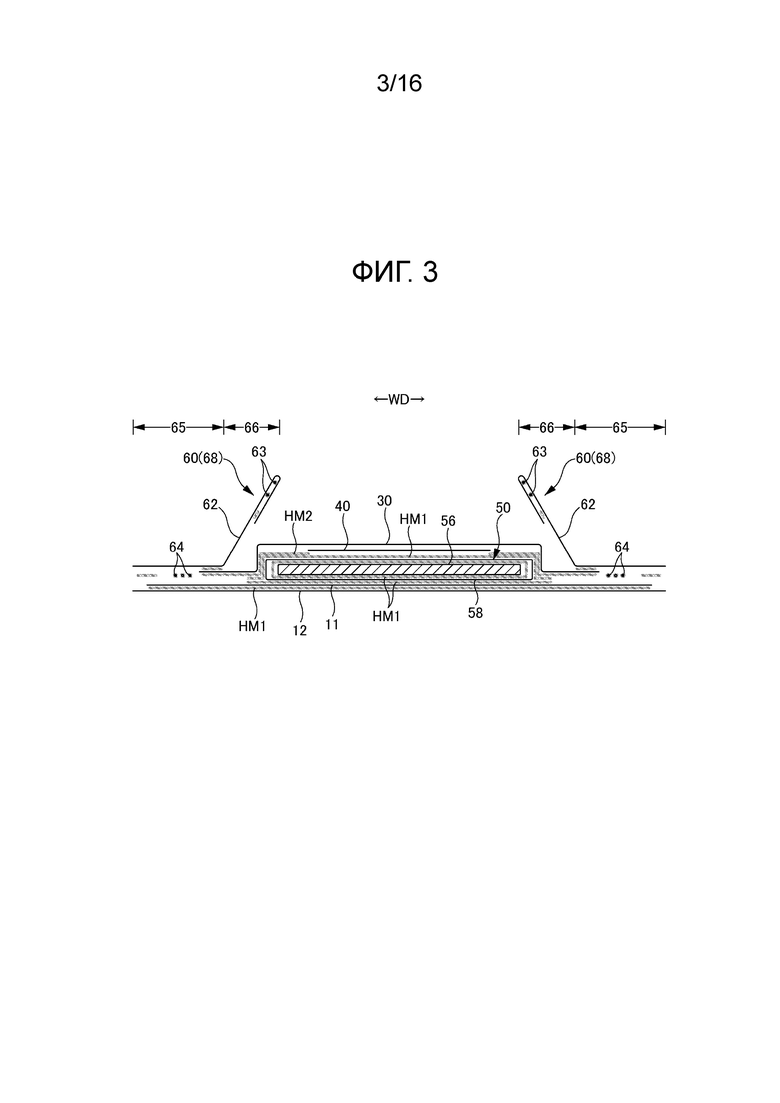
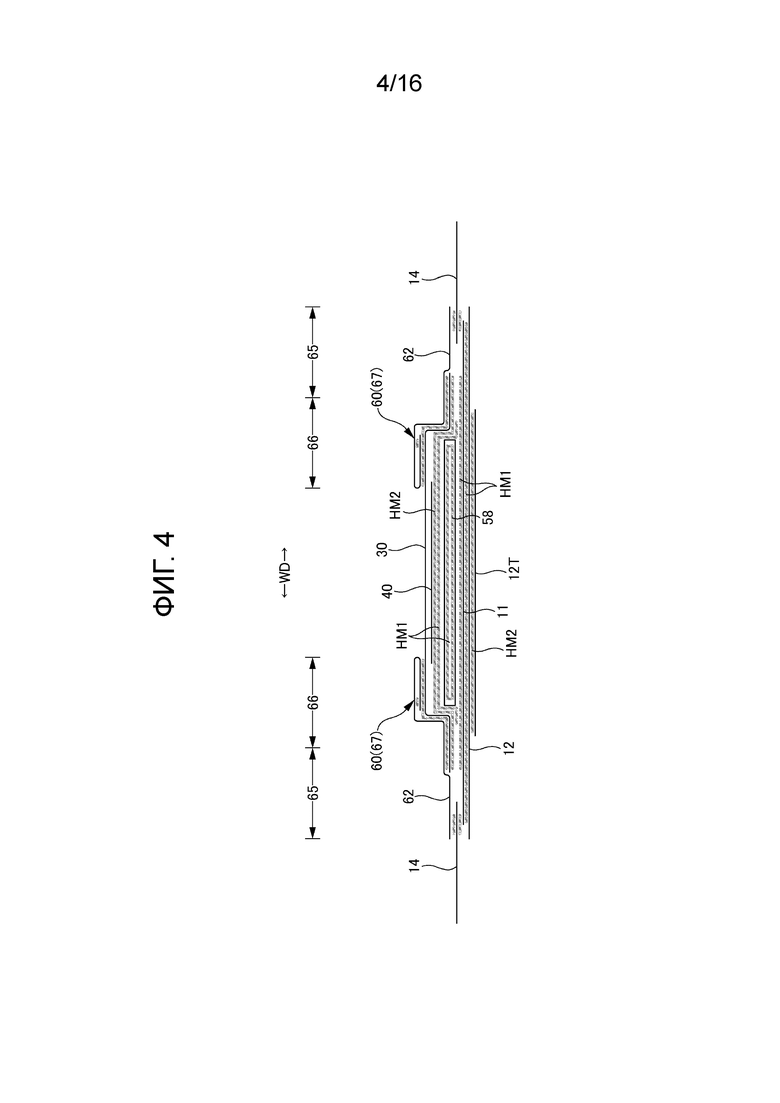
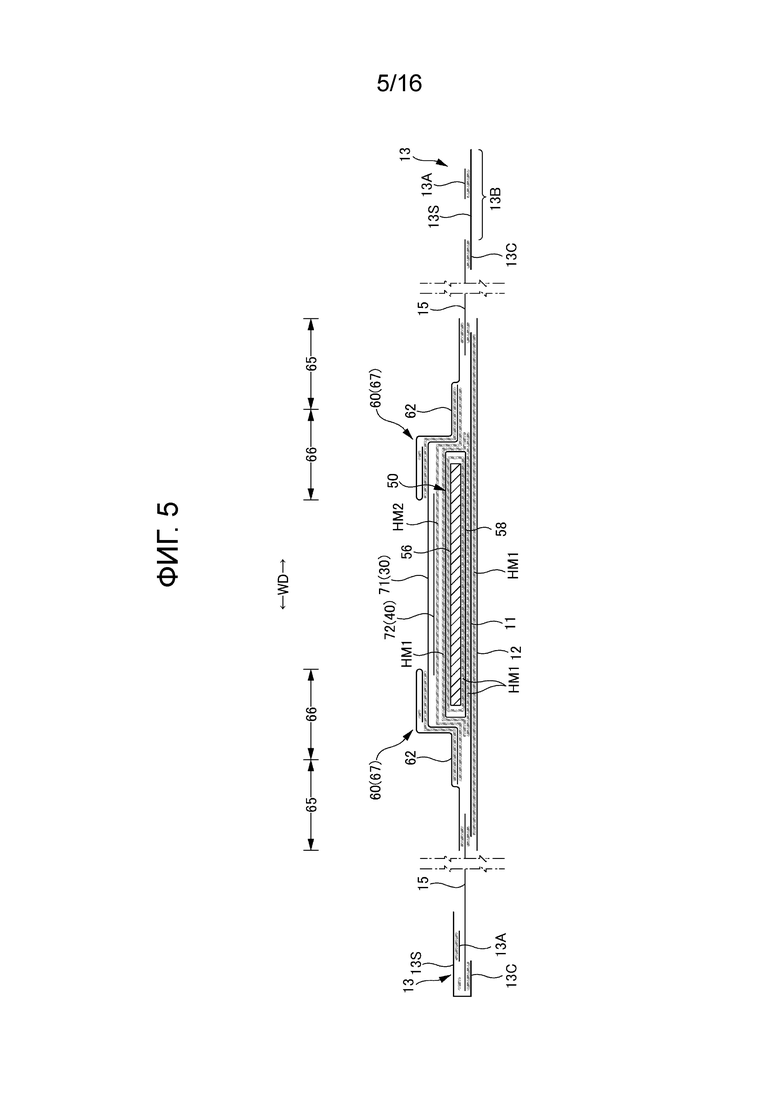
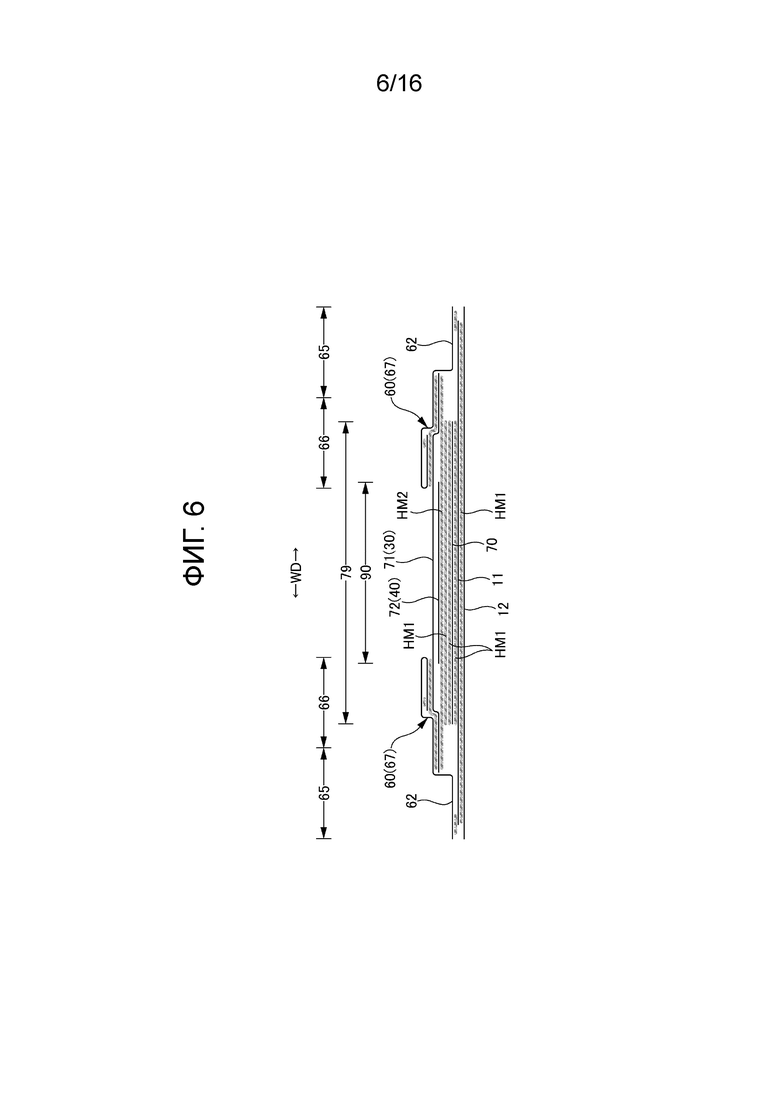
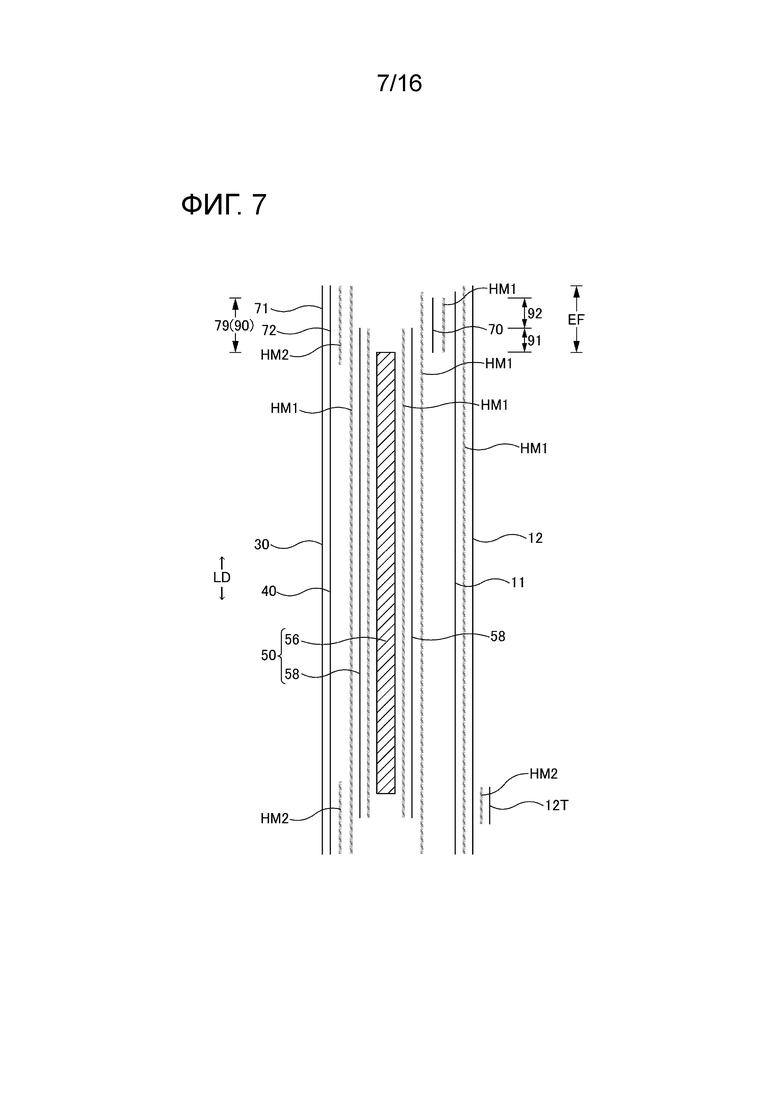
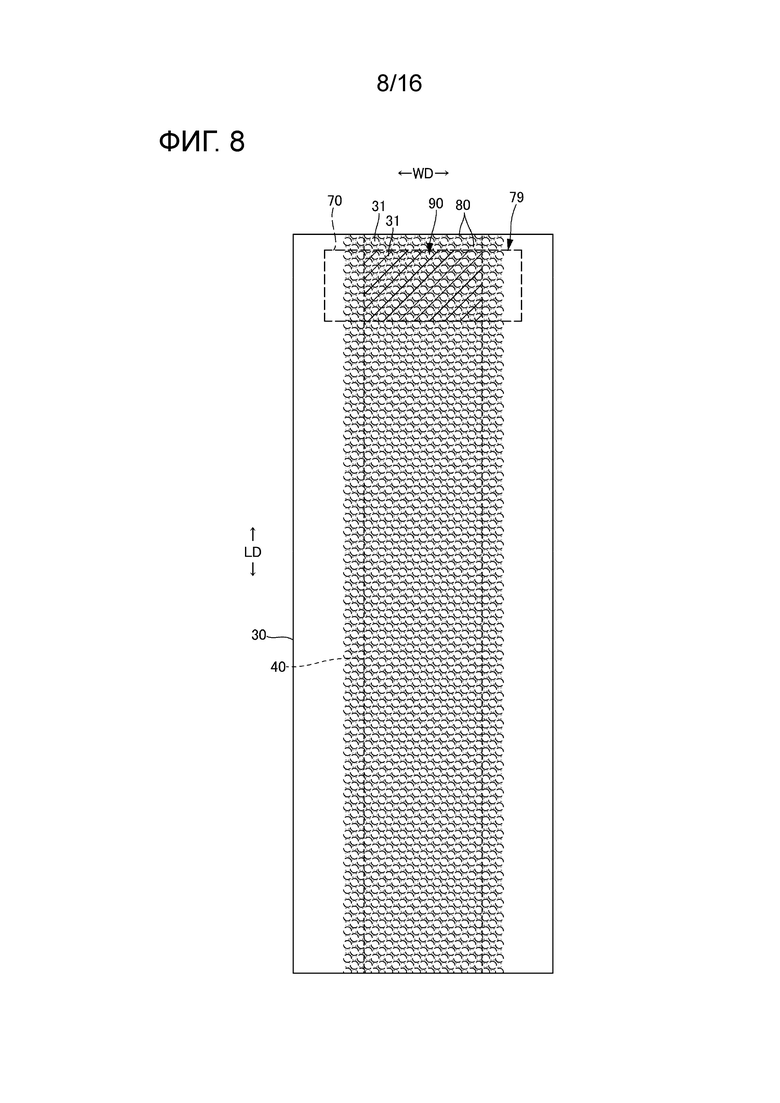
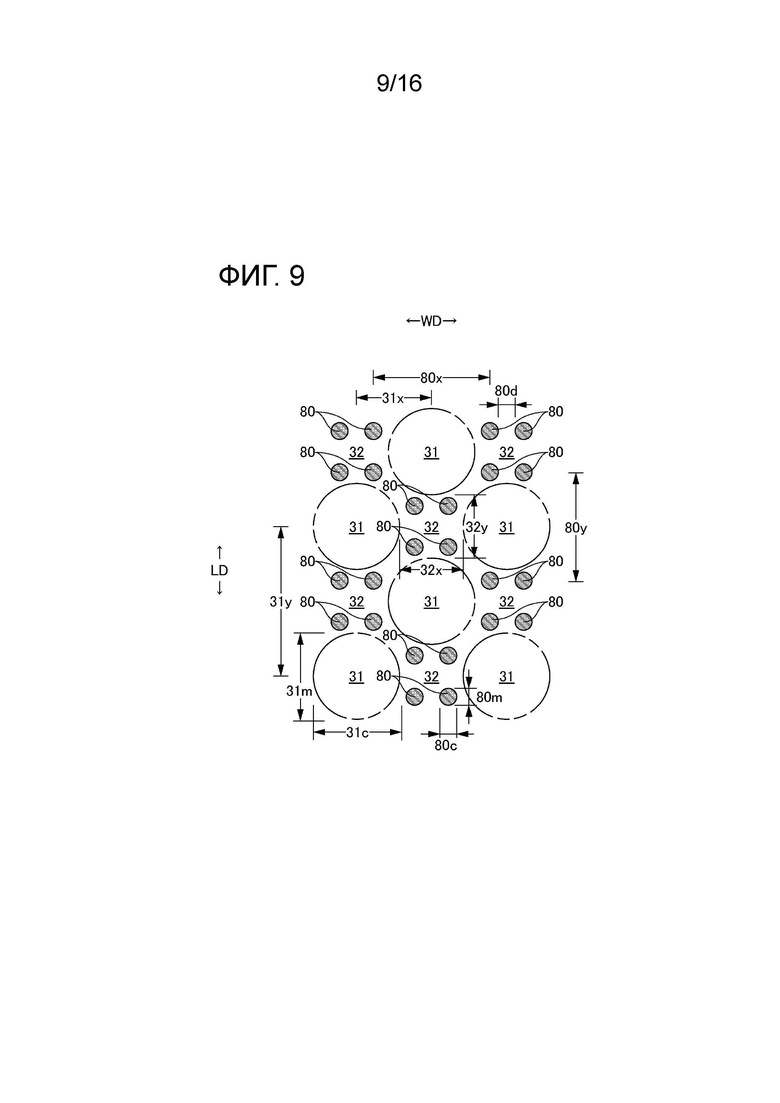
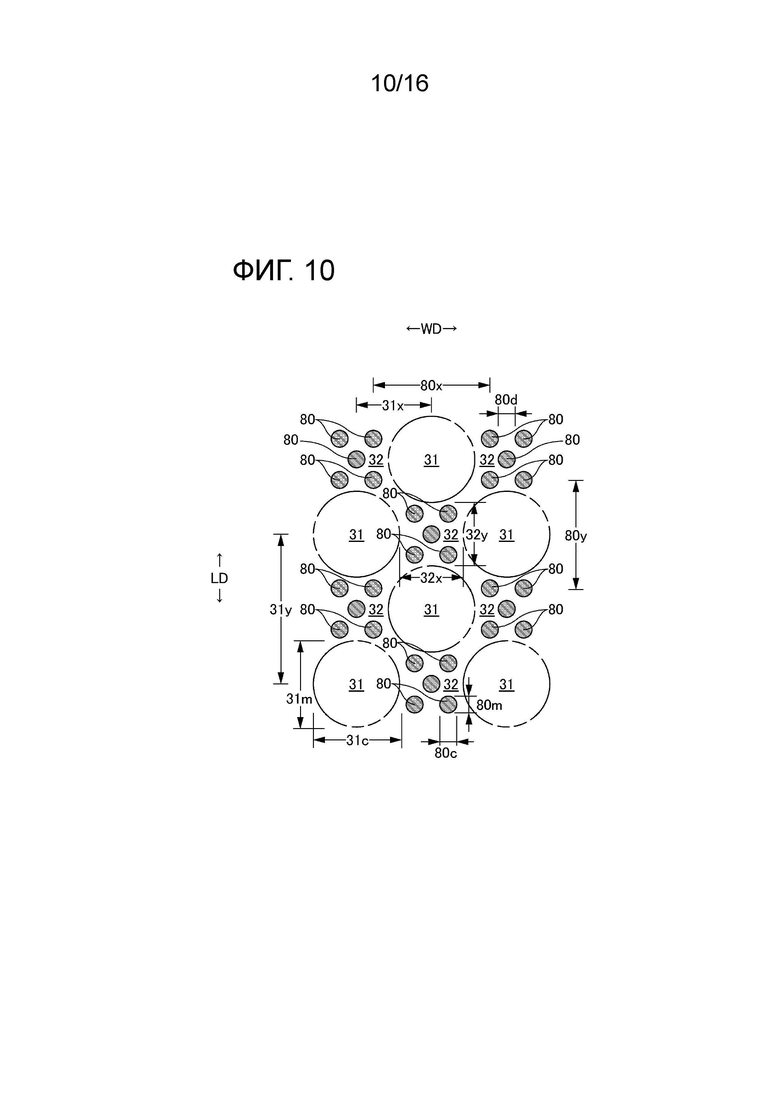
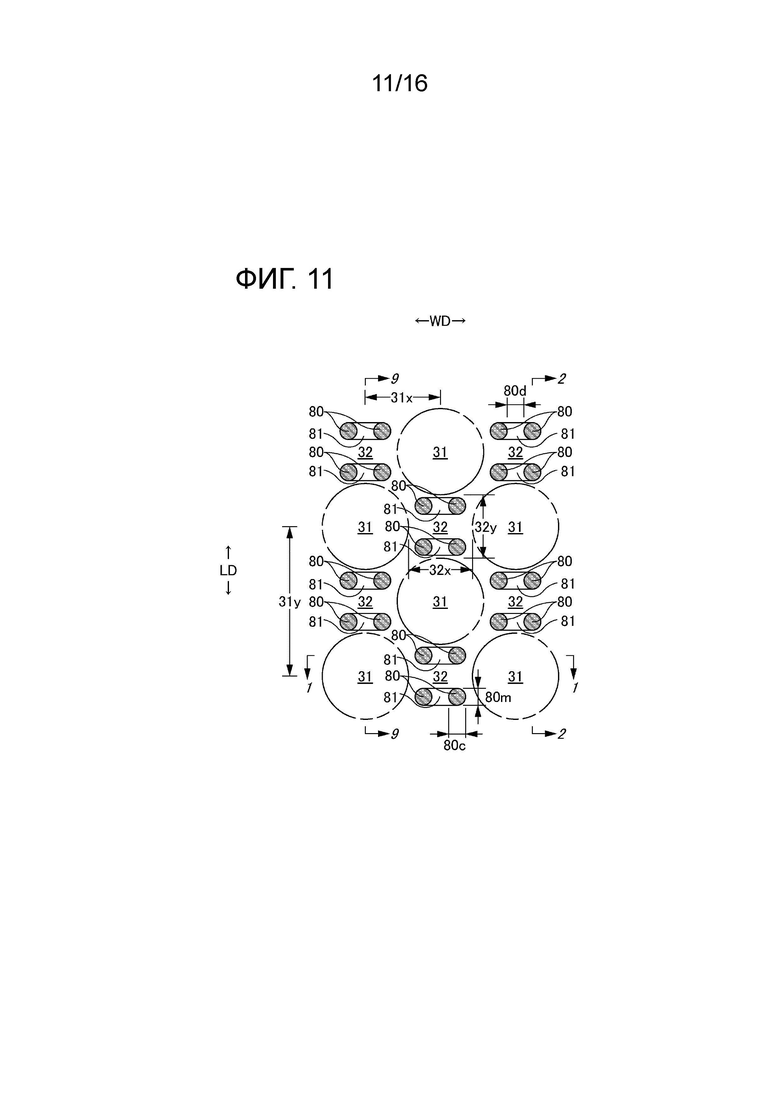
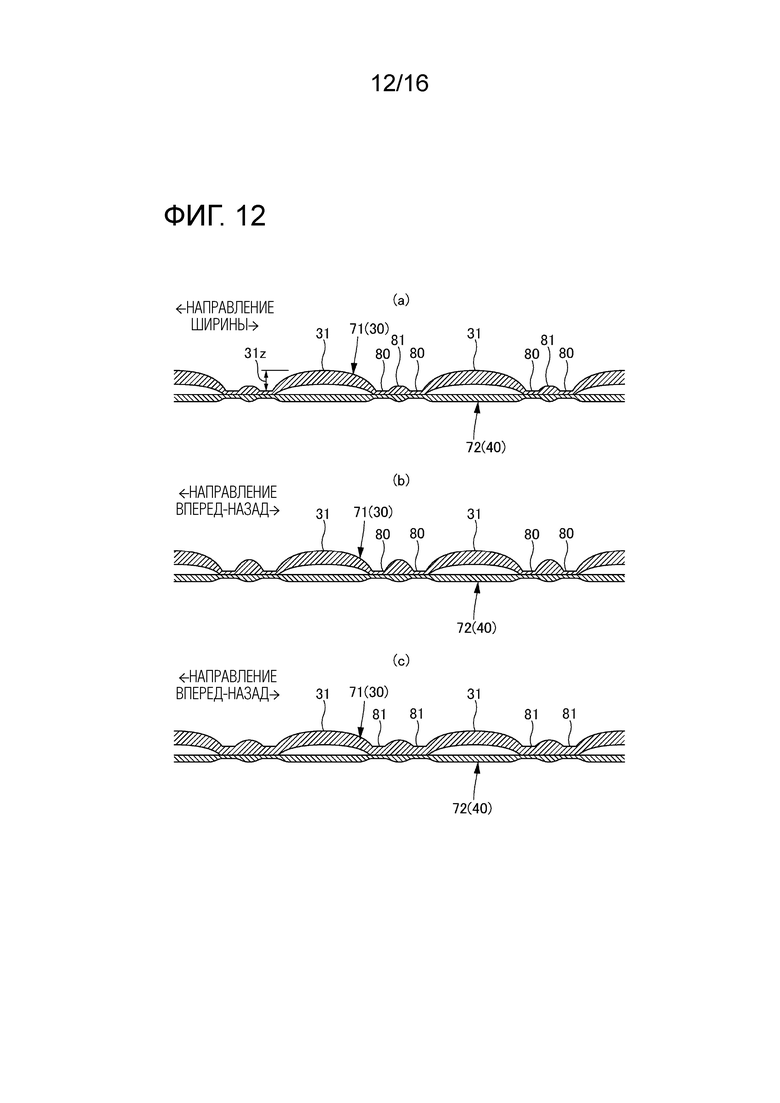
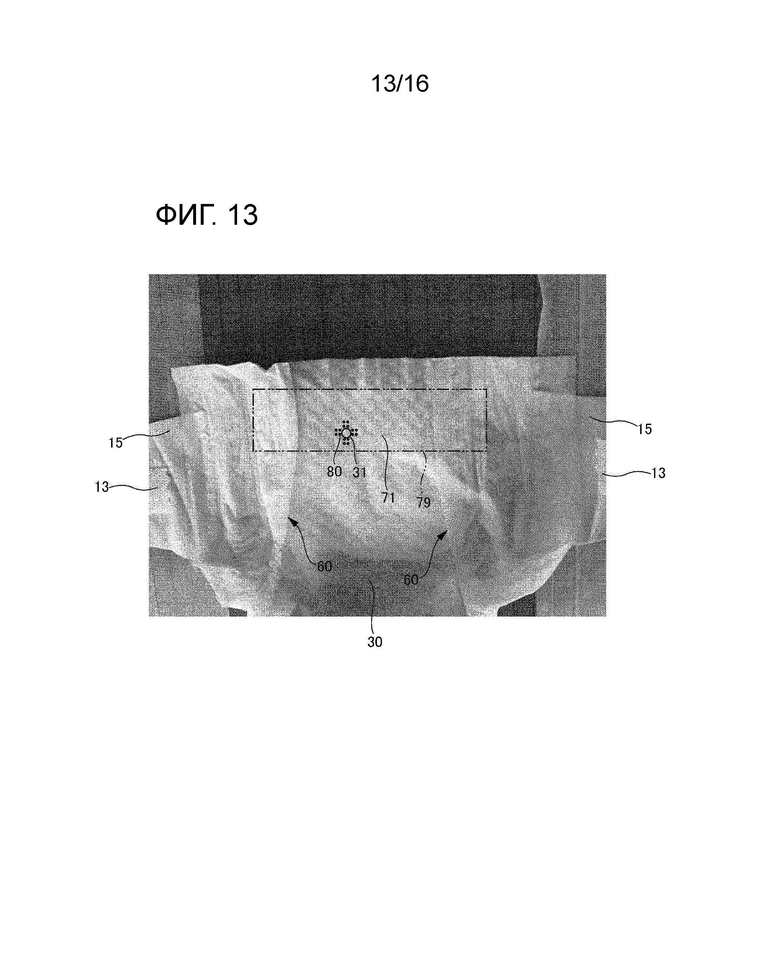
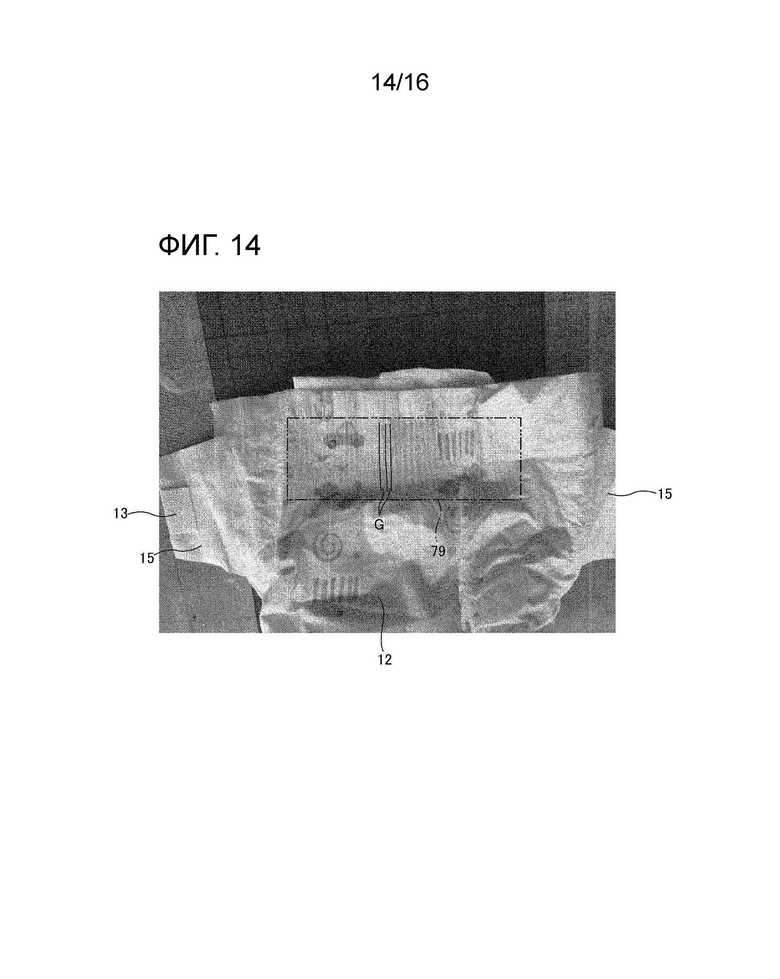
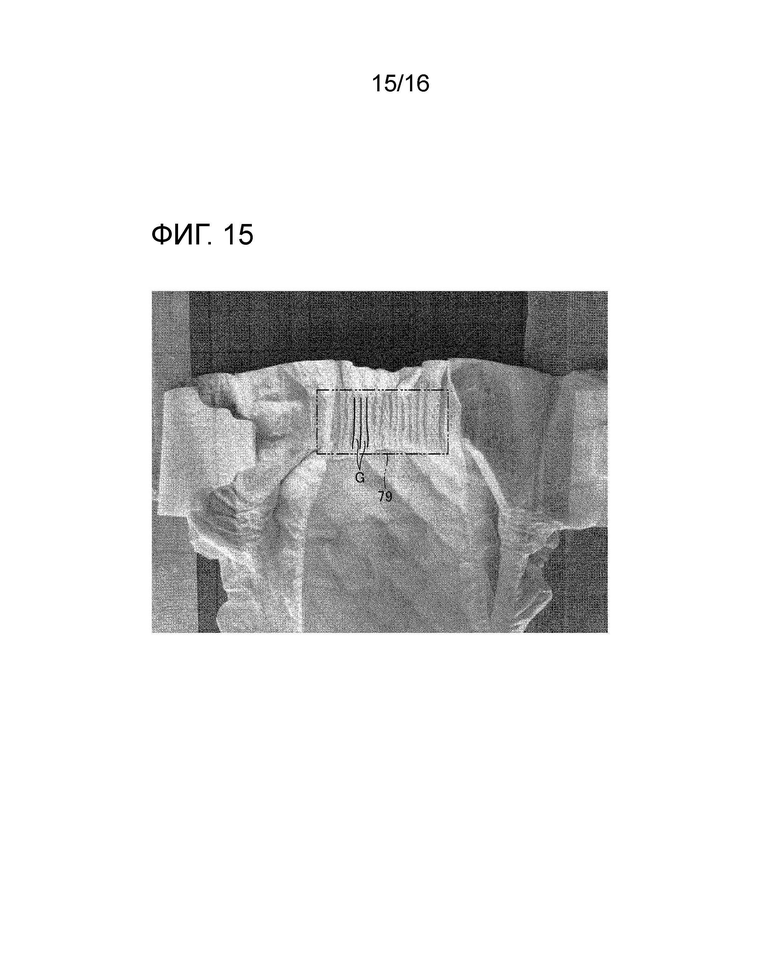
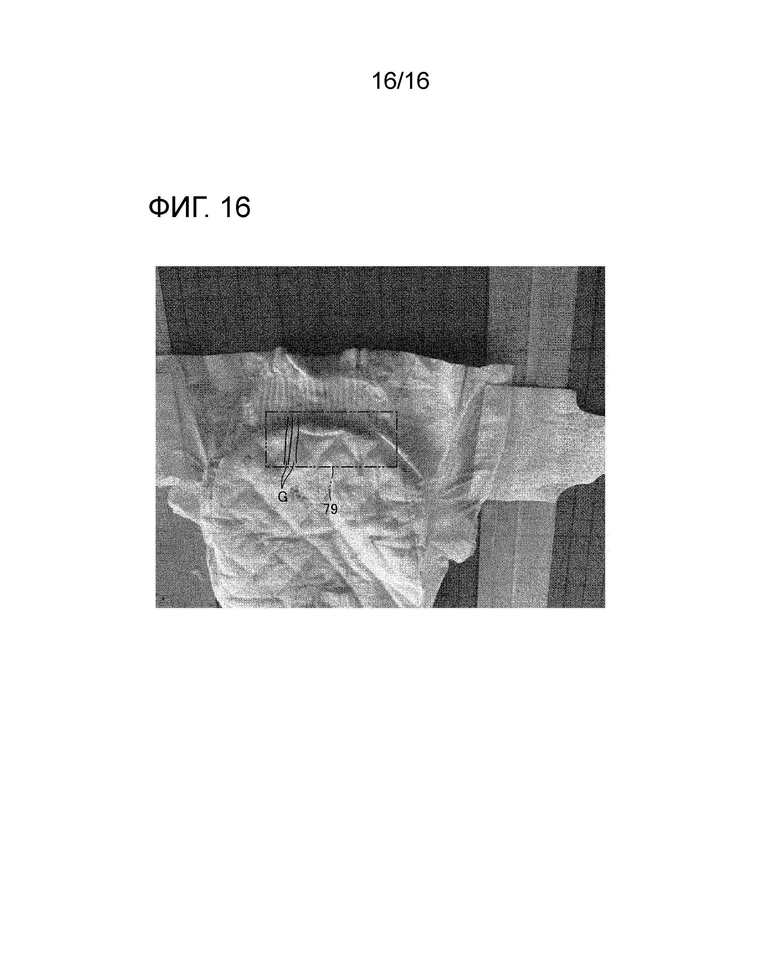
Изобретение относится к одноразовому изделию соединяемого типа, предназначенному для ношения, такому как одноразовый подгузник, скрепляемый лентами. Проблема состоит в предотвращении утечки между поясной концевой растягивающейся зоной и кожей носителя. Вышеуказанная проблема решается за счет того, что концевая клапанная часть EF, которая проходит назад так, чтобы она была расположена с задней стороны впитывающего компонента 56, имеет поясную концевую растягивающуюся зону 79; в поясной концевой растягивающейся зоне 79 имеется зона 90 подавления образования складок, в которой первый листовой слой 71, второй листовой слой 72, прикрепленный к поверхности нижней стороны первого листового слоя 71, и эластичная пленка 70, наложенная на нижнюю сторону второго листового слоя 72, перекрываются; выпуклые части 31, которые выпучиваются по направлению к верхней стороне от второго листового слоя 72, расположены в первом листовом слое 71 в шахматном порядке; первый листовой слой 71 и второй листовой слой 72 прикреплены друг к другу в скрепленных частях 80, каждая из которых образована между выпуклыми частями 31, соседними друг с другом в направлении WD ширины, и между выпуклыми частями 31, соседними друг с другом в направлении LD вперед-назад; минимальная ширина промежуточных частей 32, каждая из которых расположена между выпуклыми частями 31, соседними друг с другом в направлении WD ширины, составляет 0,1-0,9 от максимальной ширины выпуклых частей 31, которые расположены как с передней, так и с задней сторон промежуточной части 32, и по меньшей мере та часть второго листового слоя 72, которая соответствует всей зоне 90 подавления образования складок, прикреплена к эластичной пленке 70. 5 з.п. ф-лы, 16 ил.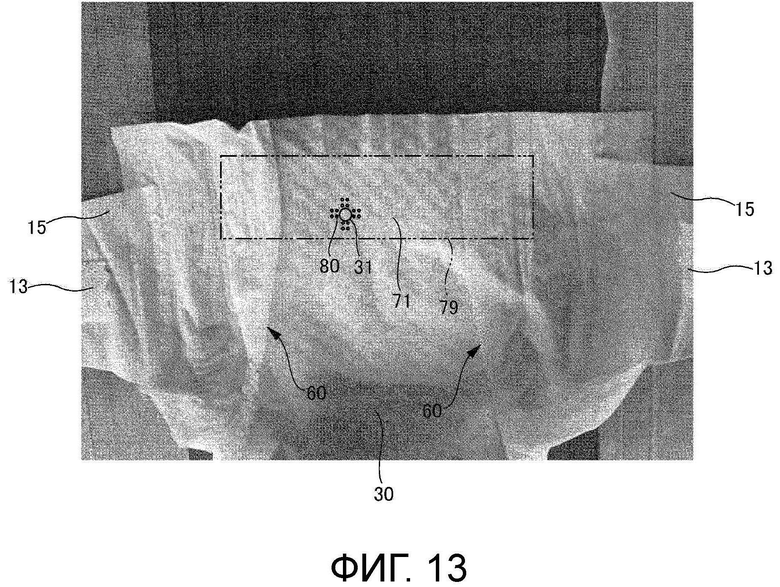
1. Одноразовое изделие соединяемого типа для ношения, содержащее:
часть, расположенную с вентральной стороны и проходящую вперед от центра в направлении вперед-назад, и часть, расположенную с дорсальной стороны и проходящую назад от центра в направлении вперед-назад;
впитывающий компонент, включенный в зону, проходящую от части, расположенной с вентральной стороны, до части, расположенной с дорсальной стороны;
соединительные части, которые предусмотрены в обеих боковых частях части, расположенной с дорсальной стороны, и выполнены с возможностью присоединения, с возможностью отсоединения к наружной поверхности части, расположенной с вентральной стороны;
концевую клапанную часть, которая проходит назад так, чтобы она была расположена с задней стороны впитывающего компонента,
при этом концевая клапанная часть включает в себя:
- первый листовой слой, образующий поверхность, контактирующую с кожей,
- второй листовой слой, прикрепленный к поверхности нижней стороны первого листового слоя, и
- эластичную пленку, наложенную на нижнюю сторону второго листового слоя,
первый листовой слой и второй листовой слой соответственно образованы из нетканых материалов,
зона, включающая в себя эластичную пленку, имеет поясную концевую растягивающуюся зону, которая может стягиваться в направлении ширины и растягиваться в направлении ширины вместе с эластичной пленкой,
поясная концевая растягивающаяся зона имеет зону подавления образования складок, в которой первый листовой слой, второй листовой слой и эластичная пленка наложены друг на друга,
по меньшей мере в зоне подавления образования складок выпуклые части, которые выступают по направлению к верхней стороне от второго листового слоя, обеспечены в первом листовом слое с интервалами в направлении вперед-назад и в направлении ширины с расположением в шахматном порядке, и первый листовой слой и второй листовой слой прикреплены друг к другу в скрепленных частях, каждая из которых образована между выпуклыми частями, смежными друг другу в направлении ширины, и между выпуклыми частями, смежными друг другу в направлении вперед-назад,
минимальная ширина промежуточных частей, каждая из которых расположена между выпуклыми частями, смежными друг другу в направлении ширины, составляет 0,1-0,9 от максимальной ширины выпуклых частей, которые расположены как с передней, так и с задней сторон промежуточной части, и
по меньшей мере часть второго листового слоя, которая соответствует всей зоне подавления образования складок, прикреплена к эластичной пленке.
2. Одноразовое изделие соединяемого типа для ношения по п. 1,
в котором степень растяжения поясной концевой растягивающейся зоны в расправленном состоянии составляет 130-170%.
3. Одноразовое изделие соединяемого типа для ношения по п. 1 или 2,
в котором максимальная ширина каждой из выпуклых частей составляет 3-9 мм и
в зоне подавления образования складок предусмотрены ряды, каждый из которых включает в себя 5-15 выпуклых частей, расположенных в направлении вперед-назад.
4. Одноразовое изделие соединяемого типа для ношения по п. 1 или 2,
в котором высота каждой из выпуклых частей составляет 0,20-0,65 от толщины впитывающего компонента.
5. Одноразовое изделие соединяемого типа для ношения по п. 1 или 2,
в котором первый листовой слой образован из нетканого материала, изготовленного из коротких волокон, имеющих тонину, составляющую 1-3 дтекс, и имеющего поверхностную плотность, составляющую 18-30 г/м2, и толщину, составляющую 0,3-1,4 мм, и
второй листовой слой образован из нетканого материала, изготовленного из коротких волокон, имеющих тонину, составляющую 2-6 дтекс, и имеющего поверхностную плотность, составляющую 17-30 г/м2, и толщину, составляющую 0,2-4 мм.
6. Одноразовое изделие соединяемого типа для ношения по п. 1 или 2, дополнительно содержащее:
оберточный лист, обертывающий впитывающий компонент;
лист, непроницаемый для жидкостей и расположенный с нижней стороны той части оберточного листа, которая расположена с нижней стороны впитывающего компонента; и
наружный лист нетканого материала, закрывающий поверхность нижней стороны листа, непроницаемого для жидкостей, для образования наружной поверхности изделия для ношения,
при этом оберточный лист проходит до той середины концевой клапанной части, которая определяется в направлении вперед-назад,
первый листовой слой, второй листовой слой, лист, непроницаемый для жидкостей, и наружный лист нетканого материала проходят на всей длине изделия для ношения,
зона подавления образования складок включает в себя:
- первую зону, в которой между первым листовым слоем и наружным листом нетканого материала имеются только второй листовой слой, оберточный лист, эластичная пленка, лист, непроницаемый для жидкостей, и термоплавкий адгезив для скрепления их, и
- вторую зону, в которой между первым листовым слоем и наружным листом нетканого материала имеются только второй листовой слой, эластичная пленка, лист, непроницаемый для жидкостей, и термоплавкий адгезив для скрепления их, и
эластичная пленка проходит от зоны между листом, непроницаемым для жидкостей, и частью оберточного листа, которая расположена на уровне нижней стороны по отношению к впитывающему компоненту в первой зоне, до зоны между вторым листовым слоем и листом, непроницаемым для жидкостей, во второй зоне.
| JP 2020049022 A, 02.04.2020 | |||
| JP 2008148807 A, 03.07.2008 | |||
| ДЕТСКИЙ МНОГОРАЗОВЫЙ ПОДГУЗНИК | 2009 |
|
RU2400200C1 |
| Приспособление для правильного впуска поездов | 1923 |
|
SU1258A1 |

