Область техники, к которой относится изобретение
Настоящее изобретение относится к области техники электронных сигарет, невоспламеняемых при нагревании и, в частности, к картриджу электронной сигареты, подходящему как для нагревателей вставного типа, так и для электромагнитных индукционных нагревателей объемного нагрева.
Уровень техники
Картриджи электронных сигарет, не воспламеняющиеся при нагреве, были первоначально разработаны иностранными табачными компаниями-гигантами, такими как Philip Morris International и т.д. Специальный картридж электронной сигареты загружается в нагревательное устройство, а никотин и дым, выходящие из картриджа электронной сигареты, выделяются посредством низкотемпературной сушки. Температура низкотемпературной сушки составляет около 300 градусов, что значительно ниже температуры горения традиционных сигарет, которая составляет свыше 800 градусов. Содержание канцерогенов в дыме сигарет, не воспламеняющихся при нагреве, на 80% меньше, чем у обычных сигарет, что снижает потребление курильщиками мутагенов на 70%, а заболеваемость бронхитом и пневмонией у курильщиков на 46% и 36%. Таким образом, картриджи электронных сигарет значительно сократили вред табачных изделий для организма человека и стали новой тенденцией, ведущей к потреблению табака.
На сегодняшний день существует два основных метода нагрева картриджей электронных сигарет, не воспламеняющихся при нагреве. Один метод заключается во вставке нагревательной иглы или нагревательной пластины курительного прибора для электрического нагрева, а другой метод заключается в использовании принципа электромагнитной индукции для кольцевого нагрева.
При использовании электрического нагрева требуется вставка нагревательной иглы или нагревательной пластины курительного прибора в табачное изделие, загруженное в картридж электронной сигареты. Нагревательная игла или нагревательная пластина нагревает табачное изделие с образованием дыма, всасывающего пользователем; в данном способе нагрева, когда нагревательная игла или нагревательная пластина вставляются в картридж электронной сигареты, движущая сила, создаваемая при вставке, приводит к смещению табачного изделия или прочих функциональных секций в картридже электронной сигареты. Для разрешения данной проблемы, в предшествующем уровне техники на заднем конце табачного изделия часто предусмотрен изолирующий элемент для компенсации движущей силы, создаваемой при вставке; после завершения нагрева нагревательную иглу или нагревательную пластину необходимо извлечь из картриджа электронной сигареты, поскольку в этот момент табачное изделие в картридже электронной сигареты может прилипнуть к нагревательной игле или нагревательной пластине либо проникнуть в курительный прибор, что сделает очистку курительного прибора крайне затруднительной. Кроме этого, скопление табачного изделия в курительном приборе в течение длительного периода времени может легко привести к повреждению курительного прибора и, соответственно, нанесет ущерб потребителям; решением вышеуказанной проблемы в предшествующем уровне техники является наклеивание герметизирующей пластины на конец табачного изделия, загруженного в картридж электронной сигареты, или использование заглушки для герметизации прохода для нагревательной пластины или нагревательной иглы.
При использовании электромагнитного индукционного нагрева необходимо установить в курительном приборе источник индукции, состоящий из электромагнитной катушки, а также установить датчик в картридже электронной сигареты, который будет находится в прямом физическом контакте с субстратом для выработки дыма, загруженным в картридже электронной сигареты. Источник индукции генерирует переменное электромагнитное поле и когда картридж электронной сигареты вставлен в курительный прибор, переменное электромагнитное поле индуцирует тепло в датчике, вызывая вихревой ток и/или гистерезисные потери. Датчик самостоятельно нагревается, а затем нагревает субстрат для выработки дыма и тем самым обеспечивает всасывание дыма пользователем. При нагреве данным способом индуктор встраивается в картридж электронной сигареты, в результате чего не возникает проблем со вставкой и извлечением. Однако существующий датчик представляет собой металлическую пластину, расположенную в центре табачного изделия, или данный датчик устанавливается в виде катушки, расположенной вдоль внутренней стенки картриджа электронной сигареты. При нагреве с помощью металлической пластины тепло излучается индуктором и постепенно передается от центра к периферии табачного изделия. Тепло в процессе передачи постепенно расходуется, при этом центр и периферия табачного изделия получают разное количество тепла, что делает нагрев крайне неравномерным, а именно вызывает перегрев центра и недостаточный нагрев периферии табачного изделия; ситуация с использованием катушки для нагрева противоположна ситуации с использованием металлической пластины для нагрева. Тепло сначала воздействует на периферию табачного изделия, а затем постепенно передается к центру табачного изделия. Тепло в процессе передачи постепенно расходуется, при этом центр и периферия табачного изделия получают разное количество тепла, что приводит к неравномерному нагреву или недостаточному нагреву центра и перегреву периферии табачного изделия.
Поскольку курительные приборы имеют различные конструкции, то существующие картриджи электронных сигарет, подходящие для электрического нагрева, и картриджи, пригодные для электромагнитного индукционного нагрева, также различаются, то есть существующие картриджи для электрического нагрева не могут быть адаптированы для курительных приборов с электромагнитным нагревателем, а картриджи электронных сигарет с электромагнитным нагревателем также не могут быть адаптированы к курительным приборам с электрическим нагревателем. Поскольку в электромагнитном индукционном нагревателе отсутствуют проблемы, вызванные необходимостью вставки и извлечения при электрическом нагреве, то в дальнейшем электромагнитный индукционный нагреватель станет основной альтернативой электрическому нагревателю. Однако на современном этапе курительные приборы, используемые наибольшим количеством потребителей, представляют собой курительные приборы с электрическим нагревателем, а курительные приборы, используемые наименьшим количеством потребителей, представляют собой курительные приборы с электромагнитным индукционным нагревателем. На сегодняшний день существует острая необходимость в обеспечении картриджа электронной сигареты, который будет подходить к двум типам курительных приборов, что позволяем потребителям, имеющим только один тип курительного прибора, нормально использовать картридж электронной сигареты.
Ближайшим аналогом заявленного изобретения является патентная заявка WO 2021064124 A1. В WO 2021064124 A1 раскрыт сенсор нагревательного элемента, выполненный из материала с памятью формы для устройств, генерирующих аэрозоль. В частности, раскрыты следующие технические признаки. На фиг. 3 показано изделие 30, генерирующее аэрозоль, которое содержит сенсорный нагревательный элемент 12. Изделие 30, генерирующее аэрозоль, содержит множество компонентов, собранных в форме стержня, и имеет дальний конец 32 и мундштучный конец 34 ниже по потоку от дальнего конца 32. Изделие 30, генерирующее аэрозоль, содержит передний стержень 36, часть 38, генерирующую аэрозоль, первую полую ацетатную трубку 42, вторую полую ацетатную трубку 44 и фильтрующий наконечник 46. Часть 38, генерирующая аэрозоль, содержит сенсорный нагревательный элемент 12, находящийся в тепловом контакте с матрицей 40, генерирующей аэрозоль. Указанная матрица, выполненная в виде стержня, состоит из агрегированных листов гомогенизированного табачного материала, причем табачный материал зависит от упаковочной бумаги. Сенсорный нагревательный элемент 12 расположен по центру в матрице 40, генерирующей аэрозоль, части 38, генерирующей аэрозоль. На фиг. 2 показан сенсорный нагревательный элемент 12, образованный стержнем из сплава с памятью формы. Указанный стержень выполнен из титано-никель-платинового сплава и характеризуется рифленой формой. Сенсорный нагревательный элемент 12 характеризуется волнистой формой с регулярным синусоидальным рисунком. Вид снизу на фиг. 2 изображает другой сенсорный нагревательный элемент 12. Указанный сенсорный нагревательный элемент 12 выполнен из того же материала, но с фольгой шириной 4 мм. В зависимости от типа устройства, генерирующего аэрозоль, может быть использован любой из указанных сенсорных нагревательных элементов 12. Форма нагревательного элемента 12, как показано на виде снизу на фиг. 2 и 3, раскрывает частично замкнутую геометрическую форму продольного сечения индуктора внутри сигареты.
Преимущественный эффект, обеспечиваемый техническим решением по WO 2021064124 A1, состоит в следующем: когда индукционный нагревательный элемент содержится в изделии, генерирующем аэрозоль, устройство, генерирующее аэрозоль, может не содержать дополнительный индукционный нагревательный элемент. В таких вариантах осуществления устройство содержит индукционную катушку, выполненную с возможность генерирования переменного магнитного поля при подаче на нее переменного тока. При использовании, когда изделие, генерирующее аэрозоль, вставляют в устройство, генерирующее аэрозоль, магнитное поле, создаваемое индукционной катушкой указанного устройства, используют для генерации тепла в индукционном нагревательном элементе, содержащемся в изделии, генерирующем аэрозоль.
В то же время, раскрытый в данной заявке индуктор имеет одну концевую часть и две боковые части; закрытый конец представляет собой концевую часть, а две открытые боковые стороны представляют собой боковые части. Можно увидеть из содержания WO 2021064124 A1, что решаемая там техническая задача заключается в использовании принципа электромагнитной индукции для объемного нагрева, в то время как данная заявка направлена на решение задачи адаптации как к нагревателям вставного типа, так и к нагревателям объемного нагрева.
Краткое изложение сущности изобретения
Целью настоящего изобретения является устранение недостатков предшествующего уровня техники и обеспечение картриджа электронной сигареты, подходящего как для нагревателей вставного типа, так и для электромагнитных индукционных нагревателей кольцевого нагрева.
Технические термины, используемые в настоящем изобретении, поясняются следующим образом:
Термин «дальний конец» - это относительное понятие, под которым подразумевается конец картриджа электронной сигареты, располагаемый вдали или не близко ко рту пользователя при использовании.
Термин «ближний конец» противоположен термину «дальний конец», и в частности, относится к концу картриджа электронной сигареты, который контактирует со ртом пользователя при использовании.
Под термином «прилегание» подразумевается тесный контакт между двумя компонентами и установка плотного прилегания одной части к другой посредством силы упругости и трения.
Под термином «приклеивание» подразумевается соединение двух компонентов посредством склеивания.
Термин «внутренняя цилиндрическая стенка» относится к внутренней цилиндрической стенке охватывающего элемента, входящего в состав бумажного цилиндра, и противоположен термину «внешняя цилиндрическая стенка» или «стенка внешнего цилиндра».
Термин «пластинчатый материал» относится к материалу, длина которого намного превышает толщину и имеет определенную ширину, которая может иметь некоторое значение или может плавно изменяться в пределах установленного диапазона значений.
Термин «цилиндрический материал» относится к материалу, состоящему из двух взаимно параллельных и равных торцевых поверхностей, а также изогнутой поверхности, соединяющей две торцевые поверхности.
Под термином «сгибание» подразумевается операция непрерывного приложения определенной силы к материалу вдоль прямой линии, проходящей на поверхности материала, с целью его деформации под определенным углом.
Под термином «загибание» подразумевается операция непрерывного приложения определенной силы к материалу вдоль конкретной дуговой поверхности с целью деформации по меньшей мере одного участка дуги.
Термин «гибкий листовой материал» относится к листовому материалу с определенной степенью гибкости и способностью выдерживать сгибание, складывание или другие деформационные нагрузки, без разрывов.
Термин «продольное сечение» относится к сечению, сформированному разрезанием картриджа электронной сигареты по плоскости, окруженной центральной линией пластинчатого или цилиндрического материала, образующего индуктор.
Термин «поперечное сечение» относится к сечению, сформированному разрезанием картриджа электронной сигареты по плоскости, параллельной двум торцевым поверхностям охватывающего элемента.
Термин «зигзагообразная форма» относится к форме с зубьями, которая напоминает зубья пилы и образована непрерывным сгибанием.
Термин «волнообразная форма» относится к форме, которая напоминает волнистую линию и образована соединением нескольких участков дуг, сформированных непрерывным сгибанием.
Термин «зубчатая форма» относится к форме, которая напоминает зубчатое колесо и образована путем соединения нижних частей нескольких трапеций одинакового размера и формы.
Термин «форма дверной рамы» относится к форме, которая напоминает дверную раму, и окружена тремя линейными отрезками. Часть, расположенная между двумя линейными отрезками расположена под прямым углом.
Термин «высота индуктора» относится к максимальному расстоянию, преодолеваемому индуктором в картридже электронной сигареты вдоль оси картриджа электронной сигареты.
Настоящее изобретение реализуется за счет следующих технических решений:
Изобретение 1:
Картридж электронной сигареты состоит из секции направления потока, секции субстрата для выработки дыма, полой секции и секции фильтра, последовательно установленных в охватывающем элементе.
Охватывающий элемент представляет собой полый бумажный цилиндр; роль охватывающего элемента заключается в обертывании секции направляющей потока, секции субстрата для выработки дыма, полой секции и секции фильтра. Охватывающий элемент выполнен из бумажного материала, который не деформируется или не вызывает специфического запаха в процессе нагревания при температуре 100-300°C, длина охватывающего элемента составляет 25-60 мм, внешний диаметр цилиндра охватывающего элемента 5,5-8 мм, а толщина охватывающего элемента 0,05-2 мм; охватывающий элемент предварительно изготавливается на формовочной машине, а внешняя цилиндрическая стенка может быть обернута ободковой бумагой той же длины, что и охватывающий элемент, в эстетических целях или для печати информации об изделии.
Секция направления потока расположена на дальнем конце охватывающего элемента; секция направления потока образована внутренней цилиндрической стенкой охватывающего элемента и первым разделительным элементом; роль секции направления потока заключается в том, что когда картридж электронной сигареты вставляется в курительный прибор, между дальним концом картриджа электронной сигареты и курительным набором формируется определенное пространство, используемое в качестве воздушного канала, который предотвращает тесный контакт плоскости дальнего конца картриджа электронной сигареты с внутренней плоскостью курительного прибора, вызывающий относительно большое сопротивление всасыванию, не способствующее курению; кроме этого, это также может предотвратить попадание в прибор жировых компонентов, содержащихся в табачных изделиях, при нагревании, вызывающее загрязнение курительных приборов; альтернативно, на стенке цилиндра охватывающего элемента, оборачивающего секцию направления потока, также можно предусмотреть несколько вентиляционных отверстий, проходящих через стенку цилиндра, чтобы еще больше снизить сопротивление всасыванию, а также обеспечить несколько воздушных каналов, которые изменят ситуацию, когда картридж электронной сигареты всасывает воздух только с концевой части дальнего конца.
Длина секции направления потока в картридже электронной сигареты может быть рассчитана как 0,5-6 мм, однако предпочтительным значением является 1-4 мм и наиболее предпочтительным 1 мм.
Первый разделительный элемент прилегает или приклеен к внутренней цилиндрической стенке охватывающего элемента и разделяет секцию направления потока от секции субстрата для выработки дыма; с одной стороны, первый разделительный элемент не только играет роль разделения секции направления потока и секции субстрата для выработки дыма, но также играет роль обертывания или блокировки субстрата для выработки дыма, что предотвращает утечку субстрата для выработки дыма; с другой стороны, на данном элементе предусмотрены мини-отверстия, используемые в качестве воздухозаборника; при проектировании и загрузке прибора, если используется метод прилегания, то можно не предусматривать воздушные отверстия на первом разделительном элементе, поскольку между первым разделительным элементом и внутренней цилиндрической стенкой охватывающего элемента отсутствует герметичное соединение, а также использовать формовочную бумагу только с высокой проницаемостью для соответствия требованиям к обеспечению воздухозаборника; если используется метод приклеивания, а между первым разделительным элементом и внутренней цилиндрической стенкой охватывающего элемента имеется герметичное соединение, а также между первым разделительным элементом и внутренней цилиндрической стенкой охватывающего элемента отсутствует зарезервированный зазор, то в данном случае нужно просверлить отверстия для обеспечения воздухозаборника; если между первым разделительным элементом и внутренней цилиндрической стенкой охватывающего элемента имеется зарезервированный зазор, то в зависимости от фактической ситуации можно определить, необходимо ли предусмотреть воздушные отверстия на первом разделительном элементе.
Толщина первого разделительного элемента составляет 0,1-3 мкм, однако предпочтительным значением является 0,8-2 мкм и наиболее предпочтительным 1,05 мкм.
В секции субстрата для выработки дыма загружены субстрат для выработки дыма и индуктор. Субстрат для выработки дыма представляет собой субстрат, вырабатывающий дым. Субстрат для выработки дыма представляет собой частицы, изготовленные из табачных и/или не табачных растений. Табачные частицы получают путем измельчения и гранулирования сушенного табака, табака, выдержанного на воздухе, табака, высушенного на солнце, табака Берли и прочего ароматического табака. Нетабачные частицы получают путем измельчения и гранулирования корней, стеблей, листьев, цветов, плодов или семян растений, отличных от табачных.
Длина секции субстрата для выработки дыма составляет 10-20 мм, однако предпочтительным значением является 12-16 мм и наиболее предпочтительным 15 мм.
Индуктор выполнен из сплошного пластинчатого или цилиндрического магнитного материала путем по меньшей мере однократного сгибания или загибания, а продольное сечение индуктора в картридже электронной сигареты имеет не полностью замкнутую геометрическую форму; индуктор имеет одну концевую часть и две боковые части; закрытый конец индуктора является концевой частью, а две открытые боковые стороны - боковыми частями; индуктор расположен в субстрате для выработки дыма и окружен субстратом для выработки дыма; поскольку индуктор в секции субстрата для выработки дыма имеет незамкнутую геометрическую форму, то предпочтительно, если продольное сечение индуктора имеет «>» - образную форму, а внутреннее пространство секции субстрата для выработки дыма разделено на четыре схожих по объему области a, b, c и d (см. Фиг. 12) так, чтобы данные четыре области могли одновременно и равномерно получать тепло, передаваемое индуктором. При использовании курительного прибора с электромагнитным индукционным нагревателем, роль индуктора заключается в восприятии переменного магнитного поля, создаваемого электромагнитной катушкой в курительном приборе, после вставки картриджа электронной сигареты в курительный прибор, в целях генерации тепла, используемого для равномерного нагрева субстрата для выработки дыма; при использовании курительного прибора с электрическим нагревателем вставного типа нагревательная игла вставляется в картридж электронной сигареты и начинает нагреваться. Поскольку нагревательная игла имеет более высокую теплопроводность, чем субстрат для выработки дыма, то индуктор может более равномерно передавать тепло субстрату для выработки дыма после нагрева. Независимо от того, какой метод нагрева используется, наличие индуктора может обеспечить равномерную передачу тепла к субстрату для выработки дыма в каждой области секции субстрата для выработки дыма, тем самым обеспечивая более равномерный нагрев и дополнительно повышая эффективность нагрева.
Полая секция состоит из второго разделительного элемента, внутренней цилиндрической стенки охватывающего элемента и секции фильтра. Роль полой секции главным образом заключается в охлаждении. В полую секцию также могут быть добавлены ароматизирующие или охлаждающие частицы. Длина полой секции в картридже электронной сигареты составляет 5-15 мм, однако предпочтительным значением является 8-12 мм и наиболее предпочтительным 10 мм. Частицы, усиливающие аромат, представляют собой частицы, полученные путем добавления ароматизаторов/ароматических веществ непосредственно на пористый субстрат или прочих растительных частиц, которые от природы содержат ароматические компоненты. Полая секция в зависимости от требований также может быть оснащена охлаждающим или фильтрующим элементами. В качестве охлаждающего элемента может быть выбран полый стержень фильтра, который создает эффект Вентури для быстрого снижения температуры дыма до оптимальной температуры всасывания.
Второй разделительный элемент прилегает или приклеен к внутренней цилиндрической стенке охватывающего элемента и разделяет полую секцию и секцию субстрата для выработки дыма; установка второго разделительного элемента может предотвратить попадание субстрата для выработки дыма в полую секцию, тем самым оборачивая или блокируя субстрат для выработки дыма. Аналогично первому разделительному элементу, на втором разделительном элементе также предусмотрены мини-отверстия, используемые в качестве канала циркуляции дыма; если при проектировании и загрузке прибора используется способ прилегания и поскольку между вторым разделительным элементом и внутренней цилиндрической стенкой охватывающего элемента отсутствует герметичное соединение, то на втором разделительном элементе можно не предусматривать воздушные отверстия, а также использовать формовочную бумагу только с высокой проницаемостью для соответствия требованиям к обеспечению воздухозаборника; если используется способ приклеивания и между вторым разделительным элементом и внутренней цилиндрической стенкой охватывающего элемента имеется герметичное соединение, то в данном случае необходимо просверлить отверстия для обеспечения канала циркуляции дыма; если между первым разделительным элементом и внутренней цилиндрической стенкой охватывающего элемента имеется зарезервированный зазор, то в зависимости от фактической ситуации можно определить, необходимо ли предусмотреть воздушные отверстия на первом разделительном элементе.
Толщина второго разделительного элемента составляет 0,1-3 мкм, однако предпочтительным значением является 0,8-2 мкм и наиболее предпочтительным 1,05 мкм.
Первый разделительный элемент и второй разделительный элемент представляют собой гибкий листовой материал. Гибкий листовой материал представляет собой один из видов формовочной бумаги с высокой проницаемостью 3000 CU - 20000 CU, перфорированной бумаги, перфорированной алюминиевой фольги, перфорированной бумаги из алюминиевой фольги, перфорированной высокотемпературной пластмассовой пленки, перфорированного силиконового листа, перфорированного листа из полимолочной кислоты. Продольное сечение первого разделительного элемента и второго разделительного элемента имеет «]»-образную или «]»-образную форму. Первый разделительный элемент и второй разделительный элемент могут быть расположены вдоль осевого направления картриджа электронной сигареты в четырех формах: «][», «[]», «]]» и «[[», причем предпочтительной формой является «]]».
Секция фильтра расположена на ближнем конце охватывающего элемента; секция фильтра выполнена из материала, способного фильтровать и охлаждать дым; роль секции фильтра главным образом заключается в охлаждении и фильтрации дыма, фильтр может быть выполнен из ацетатного или полилактидного волокна. Секция фильтра может состоять из одного сплошного стержня фильтра или из комбинации сплошного стержня фильтра и полого стержня фильтра. Если в секции фильтра используется один сплошной стержень фильтра, то длина стержня фильтра должна составлять 5-20 мм, однако предпочтительным значением является 6-12 мм и наиболее предпочтительным 10 мм. Если секция фильтра состоит из сплошного стержня фильтра и полого стержня фильтра, то длина комбинированной секции фильтра должна составлять 10-20 мм, однако предпочтительным значением является 18 мм. Среди них, длина сплошного стержня фильтра составляет 10 мм, а длина полого стержня фильтра 8 мм.
В полом стержне фильтра также может быть установлена капсула для усиления аромата.
Предпочтительно, если индуктор выполнен из сплошного магнитного материала путем однократного сгибания по заданной линии изгиба. Линия изгиба задана на 1/2 направления длины магнитного материала, а продольное сечение индуктора, сформированного путем сгибания, имеет «>»-образную форму.
Предпочтительно, если индуктор выполнен из сплошного магнитного материала путем однократного сгибания; продольное сечение индуктора имеет «U»-образную форму. При использовании данной формы на двух боковых частях индуктора также могут быть предусмотрены выступающие части, образованные путем сгибания или загибания наружу, и индуктор поддерживается на внутренней цилиндрической стенке охватывающего элемента посредством данных выступающих частей.
Предпочтительно, если индуктор выполнен из сплошного магнитного материала путем однократного сгибания; продольное сечение индуктора представляет собой открытую на одной стороне дугу, причем кривизна дуги составляет  -
- , а диаметр дуги 50%-100% внутреннего диаметра цилиндра охватывающего элемента. При использовании данной формы на двух боковых частях индуктора также могут быть предусмотрены выступающие части, образованные путем сгибания или загибания наружу, и индуктор поддерживается на внутренней цилиндрической стенке охватывающего элемента посредством данных выступающих частей.
, а диаметр дуги 50%-100% внутреннего диаметра цилиндра охватывающего элемента. При использовании данной формы на двух боковых частях индуктора также могут быть предусмотрены выступающие части, образованные путем сгибания или загибания наружу, и индуктор поддерживается на внутренней цилиндрической стенке охватывающего элемента посредством данных выступающих частей.
Предпочтительно, если индуктор выполнен из сплошного магнитного материала путем однократного сгибания; продольное сечение индуктора имеет форму дверной рамы.
Предпочтительно, если индуктор выполнен из сплошного магнитного материала путем сгибания в течение нечетного количества раз; нечетное число ≥ 3; продольное сечение концевой части имеет зигзагообразную или волнообразную форму, а продольное сечение боковой части имеет форму  или «II»-образную форму.
или «II»-образную форму.
Независимо от вышеупомянутой конструкции индуктора, на индукторе может быть предусмотрена опорная часть. Опорная часть образована путем сгибания или загибания концов двух боковых частей наружу в направлении открытой части индуктора; самые внешние концы двух опорных частей опираются на внутреннюю цилиндрическую стенку охватывающего элемента. Наиболее предпочтительно, если опорная часть установлена между боковыми частями под тупым углом. Тот же эффект может быть достигнут в случае, если опорная часть установлена под прямым или острым углом. Более того, опорная часть и боковая часть могут плавно соединяться по дуге посредством угла R.
Вышеупомянутые опорная часть и выступающая часть главным образом предназначены для уменьшения площади контакта между индуктором и внутренней стенкой охватывающего элемента, тем самым снижая вероятность перегрева бумажного охватывающего элемента, когда опорная часть нагревается во время процесса теплопередачи, вызывая возгорание охватывающего элемента и появление специфического запаха. Кроме этого, можно стабильно поддерживать индуктор во избежание его смещения в охватывающем элементе, а также дополнительно увеличить площадь индуктора, тем самым увеличивая площадь рассеивания тепла и улучшая эффективность теплопроводности.
Если продольное сечение индуктора представляет собой открытую на одной стороне дугу, а кривизна дуги составляет -, то дуговая поверхность индуктора может плотно прилегать к внутренней цилиндрической стенке охватывающего элемента, и использоваться в качестве опоры. Если индуктор с такой конструкцией дополнительно снабжен выступающей частью, то выступающая часть может также служить опорой, то есть индуктор может опираться на внутреннюю цилиндрическую стенку охватывающего элемента посредством данной выступающей части. В двух вышеупомянутых случаях опорная часть может не использоваться для поддержки или опорная часть может быть расширена таким образом, чтобы опорная часть и выступающая часть или дуговая поверхность могли совместно использоваться в качестве опоры.
Если продольное сечение индуктора имеет U-образную форму и две боковые части индуктора снабжены выступающими частями, образованными путем сгибания или разгибания наружу, то опорную часть можно не использовать для поддержки или опорную часть можно расширить таким образом, чтобы опорная часть и выступающая часть или дуговая поверхность могли совместно использоваться в качестве опоры.
Независимо от того, какая конструкция индуктора используется, чтобы гарантировать, что индуктор всегда расположен в секции субстрата для выработки дыма, высота индуктора устанавливается меньше или равной длине секции субстрата для выработки дыма. Чтобы гарантировать, что индуктор может устойчиво удерживаться в секции субстрата для выработки дыма, максимальное расстояние между двумя боковыми частями индуктора должно быть меньше или равно внутреннему диаметру цилиндра охватывающего элемента. Максимальное расстояние между двумя боковыми частями в данном месте включает толщину пластинчатого материала, используемого для корпуса индуктора, или диаметр цилиндрического материала. Более того, если максимальное расстояние между двумя боковыми частями индуктора меньше внутреннего диаметра цилиндра охватывающего элемента, то установку опорной части удобнее выполнять во в процессе загрузки прибора, поскольку в данном случае необходимо лишь вставить индуктор в охватывающий элемент и индуктор будет поддерживаться за счет опорной части, и не потребуются прочие вспомогательные средства опоры; если опорная часть не предусмотрена, то можно также использовать индуктор, который может использоваться в качестве опоры. Однако при загрузке прибора индуктор необходимо поместить в охватывающий элемент с помощью позиционирующего устройства, а затем загрузить в охватывающий элемент субстрат для выработки дыма и одновременно с этим извлечь позиционирующее устройство. Если максимальное расстояние между двумя боковыми частями индуктора будет равно внутреннему диаметру цилиндра охватывающего элемента, то индуктор вставляется в охватывающий элемент. Гибкость индуктора может привести к тому, что части или концевая часть двух боковых частей будут естественным образом застревать во внутренней стенке охватывающего элемента, что устраняет необходимость в установке опорной части. Независимо от того, какая из вышеперечисленных ситуаций имеет место быть, выступающая часть может быть установлена или не установлена в зависимости от требований.
Предпочтительно, если первый разделительный элемент и второй разделительный элемент содержат внутреннюю кольцевую уплотнительную часть и внешнюю кольцевую сопрягаемую часть. Внутренняя кольцевая уплотнительная часть находится в непосредственном контакте с субстратом для выработки дыма и совместно с охватывающим элементом играет роль в обертывании субстрата для выработки дыма. Роль внешней кольцевой сопрягаемой части заключается в обеспечении части, которая контактирует с внутренней цилиндрической стенкой охватывающего элемента при прилегании или приклеивании. Внутренняя кольцевая уплотнительная часть и внешняя кольцевая сопрягаемая часть представляют собой разные составляющие части из цельного гибкого листового материала; внутренняя кольцевая уплотнительная часть представляет собой центральную часть из цельного гибкого листового материала и является круглой, при этом диаметр внутренней кольцевой уплотнительной части равен внутреннему диаметру цилиндра охватывающего элемента или диаметр внутренней кольцевой уплотнительной части бесконечно близок к внутреннему диаметру цилиндра охватывающего элемента. Внешняя кольцевая сопрягаемая часть представляет собой другую часть из цельного гибкого листового материала, отличную от внутренней кольцевой уплотнительной части. Более того, внешняя кольцевая сопрягаемая часть согнута вдоль части, отличной от длины окружности внутренней кольцевой уплотнительной части, а также плотно прилегает или приклеена к внутренней цилиндрической стенке охватывающего элемента и имеет ровную форму или форму со складками.
Более того, внешняя кольцевая сопрягаемая часть перед сгибанием разрезается так, что она целиком соединяется по длине окружности внутренней кольцевой уплотнительной части с целью получения кольцевой формы, сплошной зигзагообразной формы, сплошной волнообразной формы, сплошной формы зубчатого колеса; или частично соединяется по длине окружности внутренней кольцевой уплотнительной части с целью получения нескольких не сплошных выступающих частей. С одной стороны, разрезание позволяет уменьшить объем внешней кольцевой сопрягаемой части, а с другой стороны, снизить расходы на гибкий листовой материал.
Более того, если внешняя кольцевая сопрягаемая часть целиком соединена по длине окружности внутренней кольцевой уплотнительной части с образованием кольцевой формы, то первый или второй разделительный элемент вставляется толкателем и плотно прилегает или приклеивается к внутренней цилиндрической стенке охватывающего элемента, а после принимает форму со складками.
Более того, если внешняя кольцевая сопрягаемая часть целиком соединена по длине окружности внутренней кольцевой уплотнительной части с образованием сплошной зигзагообразной формы, сплошной волнообразной формы или сплошной формы зубчатого колеса, то первый или второй разделительный элемент вставляется толкателем и плотно прилегает или приклеивается к внутренней цилиндрической стенке охватывающего элемента, а после принимает форму со складками. Также, данный элемент может принимать ровную форму, однако это зависит от площади обрезанной части.
Более того, если внешняя кольцевая сопрягаемая часть частично соединена по длине окружности внутренней кольцевой уплотнительной части с образованием несколько сплошных выступающих частей, то первый или второй разделительный элемент вставляется толкателем и плотно прилегает или приклеивается к внутренней цилиндрической стенке охватывающего элемента, а после принимает форму с зазубринами.
Предпочтительно, если наиболее оптимальным выбором для внешней кольцевой сопрягаемой части первого разделительного элемента является то, что сплошная форма, образованная разрезанием, прилегает или приклеивается к внутренней цилиндрической стенке охватывающего элемента и может плотно прилегать к внутренней цилиндрической стенке охватывающего элемента, не вызывая складок, выпуклостей или зазубрин.
Предпочтительно, если второй разделительный элемент вставляется в охватывающий элемент толкателем, а также плотно прилегает или приклеивается в заданном положении, то можно предусмотреть несколько пазов в осевом направлении поверхности толкателя. Когда второй разделительный элемент целиком вставляется в охватывающий элемент, лишние части на внешней кольцевой сопрягаемой части образуют складки, однако из-за наличия пазов данные лишние части входят в пазы под действием силы сжатия. В результате под действием пазов между внешней кольцевой сопрягаемой частью и внутренней цилиндрической стенкой охватывающего элемента образуется углубление. Независимо от того, используется ли способ прилегания или приклеивания, данное углубление должно быть предусмотрено на постоянной основе. Сформированное углубление может служить каналом циркуляции дыма, за счет которого регулируется сопротивление всасыванию и увеличивается воздухопроницаемость. Данное углубление также позволяет избежать или уменьшить количество просверленных отверстий в гибком листовом материале второго разделительного элемента.
Предпочтительно, если концы боковых частей индуктора расположены по направлению к первому разделительному элементу, а концевая часть по направлению ко второму разделительному элементу. Картриджи с такой конструкцией могут широко применяться в курительных приборах с резистивным или электромагнитным центральным нагревателем вставного типа, а также в курительных приборах с резистивным или электромагнитным кольцевым нагревателем. При использовании нагревателя вставного типа открытую часть между двумя боковыми частями индуктора можно использовать для нагревательных игл или нагревательных пластин, вставляемых в табачное изделие. В данном случае индуктор действует как теплоноситель для более равномерного распределения тепла по всем углам секций табачного изделия. При использовании электромагнитного кольцевого нагревателя индуктор действует как нагревательный элемент, обеспечивающий нагрев табачного изделия. Кроме этого, это гарантирует, что выделяемое само по себе тепло может более равномерно передаваться табачному изделию, повышая эффективность нагрева.
Концевая часть индуктора расположена по направлению к первому разделительному элементу а концы боковых частей по направлению ко второму разделительному элементу. Картриджи с такой конструкцией используются только в курительных приборах с резистивным или электромагнитным кольцевым нагревателем. Индуктор действует как нагревательный элемент, обеспечивающий нагрев табачного изделия. Кроме этого, это гарантирует, что выделяемое само по себе тепло может более равномерно передаваться табачному изделию, повышая эффективность нагрева.
Предпочтительно, если секция фильтра состоит из сплошного стержня фильтра или из комбинации сплошного стержня фильтра и полого стержня фильтра, причем полый стержень фильтр и сплошной стержень фильтра могут быть тесно соединены или не соединены; на полом стержне фильтра предусмотрен по меньшей мере один канал для аэрозоля, а общая площадь поперечного сечения канала для аэрозоля составляет 30%-90% от общей площади поперечного сечения охватывающего элемента.
Предпочтительно, если секция фильтра представляет собой комбинацию из сплошного стержня фильтра и полого стержня фильтра, причем полый стержень фильтра расположен на стороне секции фильтра, близкой к полой секции. В данном случае, из-за наличия канала для аэрозоля в полом стержне фильтра, возникает эффект Вентури, при котором дым проходит через канал для аэрозоля в секцию фильтра, тем самым стремительно снижая температуру дыма. Дым, охлажденный полым стержнем фильтра, затем поступает в сплошной стержень фильтра для дальнейшего охлаждения и фильтрации, а после всасывается пользователем, тем самым гарантируя, что дым, всасываемый пользователем, не будет вызывать ощущение обжигания рта.
Если секция фильтра состоит только из сплошного стержня фильтра, то для обеспечения охлаждающего эффекта дыма, к полой секции можно добавить охлаждающий элемент, а для обеспечения эффекта фильтрации дыма, в полую секцию можно добавить фильтрующий элемент. Как охлаждающий элемент, так и фильтрующий элемент являются относительно зрелыми решениями в предшествующем уровне техники, в связи с чем не будут здесь повторно описываться.
Магнитный материал представляет собой материал, способный преобразовывать электромагнитную энергию в тепло, и, в частности, представляет собой парамагнитный или ферромагнитный металл, или металлический сплав. Предпочтительными являются железо-никелевый сплав, марганец-цинковый ферритовый материал, никель-цинковый ферритовый материал, кобальтовый сплав, чистое железо или нержавеющая сталь. Предпочтительно, если кобальтовый сплав представляет собой жаропрочный сплав на основе кобальта, редкоземельный кобальтовый магнитно-твердый сплав или вольфрам-кобальтовый сплав, а нержавеющая сталь представляет собой мартенситную сталь, ферритную сталь, аустенитную сталь или аустенитно-ферритную (дуплексную) нержавеющую сталь.
Ширина пластинчатого магнитного материала составляет 0,5-4 мм, толщина 0,01-0,2 мм, а диаметр цилиндрического магнитного материала 0,05-2 мм.
Изобретение 2:
Индуктор для картриджа электронной сигареты. Индуктор изготавливается согласно следующим этапам:
Выберите сплошной пластинчатый или цилиндрический магнитный материал и определите, соответствуют ли ширина и толщина пластинчатого магнитного материала или диаметр цилиндрического магнитного материала установленным требованиям; за счет средств обработки материалов преобразуйте материалы, которые не соответствуют требованиям, в материалы, соответствующие требованиям. Особые требования заключаются в том, что ширина пластинчатого магнитного материала должна составлять 0,5-4 мм, толщина - 0,01-0,2 мм, а диаметр цилиндрического магнитного материала 0,05-2 мм.
Если используется пластинчатый магнитный материал, то ширина магнитного материала может плавно изменяться в определенном диапазоне таким образом, что две длинные стороны магнитного материала могут иметь сплошную зигзагообразную форму, сплошную волнообразную форму или сплошную форму зубчатого колеса. На двух длинных сторонах магнитного материала также может быть равномерно предусмотрено несколько дугообразных или прямоугольных пазов.
Если используется цилиндрический магнитный материал, то поверхность данного магнитного материала можно разрезать, чтобы сформировать сплошную резьбовую форму, или на магнитном материале можно предусмотреть несколько дугообразных или прямоугольных пазов.
Сплошной магнитный материал разрезается на заданную длину; заданная длина устанавливается в соответствии с длиной секции субстрата для выработки дыма в используемом картридже электронной сигареты, которая, как правило, в 1,5-4 раза превышает длину секции субстрата для выработки дыма.
Поместите разрезанный магнитный материал в пресс-форму, а затем согните и/или загните его по меньшей мере один раз, чтобы получился индуктор заданной формы; индуктор имеет одну концевую часть и две боковые части. Закрытый конец индуктора является концевой частью, а две открытые боковые стороны - боковыми частями.
Концы двух боковых частей готового индуктора также могут быть согнуты или загнуты наружу в направлении открытой части индуктора для образования опорной части, или две боковые части дополнительно снабжены выступающими частями, образованными путем сгибания или загибания наружу в направлении открытой части индуктора, или одновременно предусмотрены опорная часть или выступающая часть.
При загрузке готового индуктора в охватывающий элемент индуктор загружают в охватывающий элемент с помощью загрузочного оборудования, а затем получают две боковые части индуктора. Место с максимальной шириной между двумя опорными частями или двумя выступающими частями прилегает к внутренней цилиндрической стенке охватывающего элемента. Далее субстрат для выработки дыма загружают в охватывающий элемент таким образом, чтобы субстрат для выработки дыма окружал индуктор. Предпочтительно, если загрузочное оборудование представляет собой загрузочное оборудование вставного типа. При загрузке вставку можно осуществлять как с дальнего, так и с ближнего конца.
Прочее содержание, не упомянутое в настоящем изобретении, такое же, как и в изобретении 1, в связи чем не будет описываться здесь повторно.
Изобретение 3:
Картридж электронной сигареты состоит из секции направления потока, секции субстрата для выработки дыма, полой секции и секции фильтра, последовательно установленных в охватывающем элементе.
Охватывающий элемент представляет собой полый бумажный цилиндр; роль охватывающего элемента заключается в обертывании секции направляющей потока, секции субстрата для выработки дыма, полой секции и секции фильтра. Охватывающий элемент выполнен из бумажного материала, который не деформируется или не вызывает специфического запаха в процессе нагревания при температуре 100-300°C, длина охватывающего элемента составляет 25-60 мм, внешний диаметр цилиндра охватывающего элемента 5,5-8 мм, а толщина охватывающего элемента 0,05-2 мм; охватывающий элемент предварительно изготавливается на формовочной машине, а внешняя цилиндрическая стенка может быть обернута ободковой бумагой той же длины, что и охватывающий элемент, в эстетических целях или для печати информации об изделии.
Секция направления потока расположена на дальнем конце охватывающего элемента; секция направления потока образована внутренней цилиндрической стенкой охватывающего элемента и первым разделительным элементом; роль секции направления потока заключается в том, что когда картридж электронной сигареты вставляется в курительный прибор, между дальним концом картриджа электронной сигареты и курительным набором формируется определенное пространство, используемое в качестве воздушного канала, который предотвращает тесный контакт плоскости дальнего конца картриджа электронной сигареты с внутренней плоскостью курительного прибора, вызывающий относительно большое сопротивление всасыванию, не способствующее курению; кроме этого, это также может предотвратить попадание в прибор жировых компонентов, содержащихся в табачных изделиях, при нагревании, вызывающее загрязнение курительных приборов; альтернативно, на стенке цилиндра охватывающего элемента, оборачивающего секцию направления потока, также можно предусмотреть несколько вентиляционных отверстий, проходящих через стенку цилиндра, чтобы еще больше снизить сопротивление всасыванию, а также обеспечить несколько воздушных каналов, которые изменят ситуацию, когда картридж электронной сигареты всасывает воздух только с концевой части дальнего конца. Длина секции направления потока в картридже электронной сигареты может быть рассчитана как 0,5-2 мм, однако предпочтительным значением является 1 мм.
Первый разделительный элемент прилегает или приклеен к внутренней цилиндрической стенке охватывающего элемента и разделяет секцию направления потока и секцию субстрата для выработки дыма; первый разделительный элемент не только играет роль разделения секции направления потока и секции субстрата для выработки дыма, но и, с одной стороны, также играет роль обертывания или блокировки субстрата для выработки дыма, что предотвращает утечку субстрата для выработки дыма; с другой стороны, на данном элементе предусмотрены мини-отверстия, используемые в качестве воздухозаборника; при проектировании и загрузке прибора, если используется метод прилегания, то можно не предусматривать воздушные отверстия на первом разделительном элементе, поскольку между первым разделительным элементом и внутренней цилиндрической стенкой охватывающего элемента отсутствует герметичное соединение, а также использовать формовочную бумагу только с высокой проницаемостью для соответствия требованиям к обеспечению воздухозаборника; если используется метод приклеивания, а между первым разделительным элементом и внутренней цилиндрической стенкой охватывающего элемента имеется герметичное соединение, то в данном случае нужно просверлить отверстия для обеспечения воздухозаборника. Толщина первого разделительного элемента составляет 0,1-3 мкм, однако предпочтительным значением является 0,8-2 мкм и наиболее предпочтительным 1,05 мкм.
В секции субстрата для выработки дыма загружен субстрат для выработки дыма, субстрат для выработки дыма представляет собой субстрат, вырабатывающий дым, субстрат для выработки дыма представляет собой частицы, изготовленные из табачных и/или не табачных растений. Табачные частицы получают путем измельчения и гранулирования сушенного табака, табака, выдержанного на воздухе, табака, высушенного на солнце, табака Берли и прочего ароматического табака. Нетабачные частицы получают путем измельчения и гранулирования корней, стеблей, листьев, цветов, плодов или семян растений, отличных от табачных. Длина секции субстрата для выработки дыма составляет 10-20 мм, однако предпочтительным значением является 12-16 мм и наиболее предпочтительным 13 мм.
Полая секция состоит из второго разделительного элемента, внутренней цилиндрической стенки охватывающего элемента и секции фильтра. Роль полой секции главным образом заключается в охлаждении. В полую секцию также можно добавлять ароматизирующие или охлаждающие частицы. Длина полой секции в картридже электронной сигареты составляет 5-15 мм, однако предпочтительным значением является 8-12 мм и наиболее предпочтительным 10 мм. В качестве ароматизирующих частиц используются частицы, изготовленные непосредственно из ароматизаторов/ароматических веществ, или прочие частицы, содержащие ароматические компоненты. В зависимости от требований в полой секции также могут быть установлены охлаждающий или фильтрующий элементы. Второй разделительный элемент прилегает или приклеен к внутренней цилиндрической стенке охватывающего элемента и разделяет полую секцию и секцию субстрата для выработки дыма; второй разделительный элемент разделяет секцию субстрата для выработки дыма и полую секцию во избежание попадания субстрата для выработки дыма в полую секцию, тем самым оборачивая или блокируя субстрат для выработки дыма. Аналогично первому разделительному элементу, на втором разделительном элементе также предусмотрены мини-отверстия, используемые в качестве канала циркуляции дыма; если при проектировании и загрузке прибора используется способ прилегания и поскольку между вторым разделительным элементом и внутренней цилиндрической стенкой охватывающего элемента отсутствует герметичное соединение, то на втором разделительном элементе можно не предусматривать воздушные отверстия, а также использовать формовочную бумагу только с высокой проницаемостью для соответствия требованиям к обеспечению воздухозаборника; если используется метод приклеивания, а между вторым разделительным элементом и внутренней цилиндрической стенкой охватывающего элемента имеется герметичное соединение, то в данном случае нужно просверлить отверстия для обеспечения воздухозаборника. Толщина второго разделительного элемента составляет 0,1-3 мкм, однако предпочтительным значением является 0,8-2 мкм и наиболее предпочтительным 1,05 мкм.
Первый разделительный элемент и второй разделительный элемент представляют собой гибкий листовой материал. Гибкий листовой материал представляет собой один из видов формовочной бумаги с высокой проницаемостью 3000 CU - 20000 CU, перфорированной бумаги, перфорированной алюминиевой фольги, перфорированной бумаги из алюминиевой фольги, перфорированной высокотемпературной пластмассовой пленки, перфорированного силиконового листа, перфорированного листа из полимолочной кислоты. Продольное сечение первого разделительного элемента и второго разделительного элемента имеет «]»-образную или «]»-образную форму. Первый разделительный элемент и второй разделительный элемент могут быть расположены вдоль осевого направления картриджа электронной сигареты в четырех формах: «][», «[]», «]]» и «[[», причем предпочтительной формой является «]]».
Секция фильтра расположена на ближнем конце охватывающего элемента; секция фильтра выполнена из материала, способного фильтровать и охлаждать дым; роль секции фильтра главным образом заключается в охлаждении и фильтрации дыма, фильтр может быть выполнен из ацетатного или полилактидного волокна. Длина секции фильтра составляет 5-20 мм, однако предпочтительным значением является 8-12 мм и наиболее предпочтительным 10 мм. Секция фильтра выполнена из материала, способного фильтровать и охлаждать дым, и расположена на ближнем конце охватывающего элемента; если секция фильтра состоит из сплошного стержня фильтра или из комбинации сплошного стержня фильтра и полого стержня фильтра, причем полый стержень фильтр и сплошной стержень фильтра могут быть тесно соединены или не соединены; на полом стержне фильтра предусмотрен по меньшей мере один канал для аэрозоля, а общая площадь поперечного сечения канала для аэрозоля составляет 30%-90% от общей площади поперечного сечения охватывающего элемента.
Поскольку картридж электронной сигареты с вышеуказанной конструкцией не снабжен индуктором, то данное устройство применяется только для курительных приборов с резистивным или электромагнитным центральным нагревателем вставного типа.
Если требуется использовать курительный прибор с электромагнитным кольцевым нагревателем, то секция субстрата для выработки дыма в вышеупомянутой конструкции картриджа также может быть снабжена индуктором. Данный индуктор представляет собой замкнутую геометрическую конструкцию, выполненную из сплошного пластинчатого или цилиндрического магнитного материала путем сгибания или разгибания; индуктор расположен в субстрате для выработки дыма и окружен субстратом для выработки дыма. Геометрическая конструкция представляет собой овал, прямоугольник, треугольник или другую нестандартную замкнутую кольцевую конструкцию. Поскольку индуктор имеет замкнутую геометрическую конструкцию, то индуктор также может быть однократно предварительно отформован в пресс-форме.
Поскольку предусмотрен индуктор, то картридж электронной сигареты с такой конструкцией можно использовать для курительных приборов с электромагнитным кольцевым нагревателем. Так как индуктор имеет замкнутую геометрическую конструкцию, то при использовании курительного прибора с резистивным или электромагнитным центральным нагревателем вставного типа нагревательную иглу или нагревательную пластину нельзя вставлять в картридж электронной сигареты. Следовательно, картридж электронной сигареты с такой конструкцией применяется только для курительных приборов с кольцевым нагревателем и не подходит для курительных приборов с нагревателем вставного типа.
Магнитный материал представляет собой материал, способный преобразовывать электромагнитную энергию в тепло, и, в частности, представляет собой парамагнитный или ферромагнитный металл, или металлический сплав. Предпочтительными являются железо-никелевый сплав, марганец-цинковый ферритовый материал, никель-цинковый ферритовый материал, кобальтовый сплав, чистое железо или нержавеющая сталь. Предпочтительно, если кобальтовый сплав представляет собой жаропрочный сплав на основе кобальта, редкоземельный кобальтовый магнитно-твердый сплав или вольфрам-кобальтовый сплав, а нержавеющая сталь представляет собой мартенситную сталь, ферритную сталь, аустенитную сталь или аустенитно-ферритную (дуплексную) нержавеющую сталь. Ширина пластинчатого магнитного материала составляет 0,5-4 мм, толщина 0,01-0,2 мм, а диаметр цилиндрического магнитного материала 0,05-2 мм.
Первый разделительный элемент и второй разделительный элемент содержат внутреннюю кольцевую уплотнительную часть и внешнюю кольцевую сопрягаемую часть, при этом внутренняя кольцевая уплотнительная часть и внешняя кольцевая сопрягаемая часть представляют собой разные составляющие части из цельного гибкого листового материала. Внутренняя кольцевая уплотнительная часть представляет собой центральную часть из цельного гибкого листового материала и является круглой, при этом диаметр внутренней кольцевой уплотнительной части равен внутреннему диаметру цилиндра охватывающего элемента; внешняя кольцевая сопрягаемая часть представляет собой другую часть из цельного гибкого листового материала, отличную от внутренней кольцевой уплотнительной части; гибкий листовой материал представляет собой один из видов формовочной бумаги с высокой проницаемостью 3000 CU - 20000 CU, перфорированной бумаги, перфорированной алюминиевой фольги, перфорированной бумаги из алюминиевой фольги, перфорированной высокотемпературной пластмассовой пленки, перфорированного силиконового листа, перфорированного листа из полимолочной кислоты.
Настоящее изобретение отличается от изобретения 1, за исключением способа установки индуктора и конкретной формы индуктора. Остальные неописанные части такие же, как и в изобретении 1, в связи с чем не будут описываться здесь повторно.
В настоящем изобретении индуктор выполнен следующим способом:
Выберите сплошной пластинчатый или цилиндрический магнитный материал и определите, соответствуют ли ширина и толщина пластинчатого магнитного материала или диаметр цилиндрического магнитного материала установленным требованиям; за счет средств обработки материалов преобразуйте материалы, которые не соответствуют требованиям, в материалы, соответствующие требованиям. Особые требования заключаются в том, что ширина пластинчатого магнитного материала должна составлять 0,5-4 мм, толщина - 0,01-0,2 мм, а диаметр цилиндрического магнитного материала 0,05-2 мм.
Если используется пластинчатый магнитный материал, то ширина магнитного материала может плавно изменяться в определенном диапазоне таким образом, что две длинные стороны магнитного материала могут иметь сплошную зигзагообразную форму, сплошную волнообразную форму или сплошную форму зубчатого колеса. На двух длинных сторонах магнитного материала также может быть равномерно предусмотрено несколько дугообразных или прямоугольных пазов.
Если используется цилиндрический магнитный материал, то поверхность данного магнитного материала можно разрезать, чтобы сформировать сплошную резьбовую форму, или на магнитном материале можно предусмотреть несколько дугообразных или прямоугольных пазов.
Сплошной магнитный материал разрезается на заданную длину; заданная длина устанавливается в соответствии с длиной секции субстрата для выработки дыма в используемом картридже электронной сигареты, которая, как правило, в 1,5-4 раза превышает длину секции субстрата для выработки дыма.
Поместите разрезанный магнитный материал в пресс-форму, а затем согните и/или загните его для образования индуктора заданной формы; два конца магнитного материала готового индуктора тесно соединены между собой, образуя замкнутую геометрическую форму.
При использовании готовый индуктор загружается в охватывающий элемент картриджа электронной сигареты с помощью загрузочного оборудования, а затем в охватывающий элемент загружается субстрат для выработки дыма таким образом, чтобы субстрат для выработки дыма полностью окружал данный индуктор. Предпочтительно, если загрузочное оборудование представляет собой загрузочное оборудование вставного типа. При загрузке вставку можно осуществлять как с дальнего, так и с ближнего конца. Загрузочное оборудование вставного типа должно гарантировать, что индуктор не деформируется во время загрузки.
По сравнению с предшествующим уровнем техники настоящее изобретение отличается следующими преимущественными результатами:
1. Настоящее изобретение обеспечивает несколько конструкций картриджа электронной сигареты, при чем изобретение 1 раскрывает конструкцию картриджа электронной сигареты, который широко используется в курительных приборах с резистивным или электромагнитным центральным нагревателем вставного типа и курительных приборах с резистивным или электромагнитным кольцевым нагревателем. Индуктор в картридже электронной сигареты с данной конструкцией имеет один конец закрытым, а другой конец открытым, открытый конец обращен к дальнему концу картриджа электронной сигареты. При нагреве с использованием курительного прибора вставного типа нагревательная пластина или нагревательная игла курительного прибора могут плавно вставляться в субстрат для выработки дыма с открытого конца, без признаков блокировки. В данном случае индуктор может использоваться в качестве пластинчатого радиатора для более лучшей передачи тепла; при использовании курительного прибора с кольцевым нагревателем, индуктор действует как нагревательный элемент, который индуцирует электромагнитную энергию и генерирует тепло для нагрева табачного изделия. Настоящее изобретение разрешает технические проблемы, которые заключаются в том, что существующие картриджи электронных сигарет не могут быть использованы совместно с нагревателями вставного типа и кольцевыми нагревателями, что позволяет избежать неудобств, вызванных необходимостью пользователя постоянно менять курительные приборы.
2. В изобретении 1 индуктор имеет определенную форму конструкции. Если предпочтительной формой конструкции является форма «>», то индуктор разделяет субстрат для выработки дыма на четыре области одинакового размера в секции субстрата для выработки дыма. Субстрат для выработки дыма в каждой области может более равномерно получать тепло, передаваемое индуктором. Таким образом субстрат для выработки дыма нагревается более равномерно, а процесс карбонизации считается достаточно полным.
3. Изобретение 1 также раскрывает техническое решение, которое заключается в установке открытого конца индуктора по направлению к дальнему концу картриджа электронной сигареты. Данное техническое решение подходит для курительных приборов с резистивным или электромагнитным кольцевым нагревателем.
4. В изобретении 1 и изобретении 3 раскрывается информация о секции направления потока. За счет установки секции направления потока, когда картридж вставляется в курительный прибор, между дальним концом картриджа и курительным прибором формируется определенное пространство, используемое в качестве воздушного канала, который предотвращает тесный контакт плоскости дальнего конца картриджа электронной сигареты с внутренней плоскостью курительного прибора, вызывая относительно большое сопротивление всасыванию, не способствующее курению; кроме этого, это также может предотвратить попадание в прибор жировых компонентов, содержащихся в табачных изделиях, при нагреве, вызывая загрязнение курительных приборов; альтернативно, на стенке цилиндра охватывающего элемента, оборачивающего секцию направления потока, также можно предусмотреть несколько вентиляционных отверстий, проходящих через стенку цилиндра, чтобы еще больше снизить сопротивление всасыванию, а также обеспечить несколько воздушных каналов, которые изменят ситуацию, когда картридж электронной сигареты всасывает воздух только с концевой части дальнего конца.
5. Настоящее изобретение за счет установки первого разделительного элемента и второго разделительного элемента оборачивает и ограничивает табачное изделие, при чем площадь гибкого пластинчатого материала первого разделительного элемента больше площади торцевой поверхности бумажного цилиндра охватывающего элемента; настоящее изобретение фиксируется внутри бумажного цилиндра посредством вставки цилиндрическим толкателем и устанавливается внутри охватывающего элемента посредством способа прилегания или приклеивания. По сравнению с существующим методом приклеивания уплотнительной пластины на дальний конец картриджа электронной сигареты, данный способ считается более быстрым, удобным и надежным. Конец охватывающего элемента не будет плотно запечатан, однако при этом можно будет зарезервировать пространство для секции направления потока. Второй разделительный элемент устанавливается за счет пластинчатого гибкого материала, который заменяет оградительный элемент из пластика, силикона, полимолочной кислоты или ацетатного волокна в существующей конструкции картриджа электронной сигареты, что значительно снижает затраты на производство и обработку, а также способствует более простому контролю всасывания. Более того, если в качестве разделительного элемента используется бумажный материал, то это может удовлетворять требования к защите окружающей среды.
6. При загрузке второго разделительного элемента изобретения 1 можно предусмотреть несколько пазов, устанавливаемых вдоль осевого направления поверхности толкателя. Когда второй разделительный элемент целиком вставляется в охватывающий элемент, лишние части на внешней кольцевой сопрягаемой части образуют складки, однако из-за наличия пазов данные лишние части входят в пазы под действием силы сжатия. В результате под действием пазов между внешней кольцевой сопрягаемой частью и внутренней цилиндрической стенкой охватывающего элемента образуется углубление. Независимо от того, используется ли способ прилегания или приклеивания, данное углубление должно быть предусмотрено на постоянной основе. Сформированное углубление может служить каналом циркуляции дыма, за счет которого регулируется сопротивление всасыванию и увеличивается воздухопроницаемость. Данное углубление также позволяет избежать или уменьшить количество просверленных отверстий в гибком листовом материале второго разделительного элемента.
7. В изобретении 1 также раскрывается несколько конструкций индуктора. За счет установки опорной частей и выступающей частей индуктор может не только повысить устойчивость опоры, предотвращающей смещение индуктора, а также увеличить площадь нагрева с целью повышения эффективности теплопередачи.
8. Изобретение 2 также раскрывает способ обработки и изготовления индуктора настоящего изобретения, который прост в реализации и удобен для крупномасштабного промышленного производства.
9. Изобретение 3 также раскрывает конструкцию картриджа электронной сигареты, которая пригодна только для курительных приборов с игольчатым нагревателем вставного типа. В картридже с данной конструкцией предусмотрена секция направления потока и используется гибкий листовой материал для замены существующих пластиковых или силиконовых оградительных элементов. Кроме этого, данный картридж электронной сигареты характеризуется более высокой эффективностью производства, чрезвычайно низкими затратами на изготовление и может лучше соответствовать требованиям к защите окружающей среды. В то же время была опубликована конструкция картриджа электронной сигареты, используемого только для курительных приборов с электромагнитным кольцевым нагревателем. Индуктор в данной конструкции представляет собой замкнутую геометрическую конструкцию, которая может дополнительно обеспечить равномерность теплопередачи, а также повысить коэффициент теплопередачи.
10. Первый разделительный элемент и второй разделительный элемент по настоящему изобретению состоит из внутренней кольцевой уплотнительной части и внешней кольцевой сопрягаемой части, при этом внутренняя кольцевая уплотнительная часть и внешняя кольцевая сопрягаемая часть представляют собой разные составляющие части из цельного гибкого листового материала. Процесс производства и обработки разделительных элементов данной конструкции прост и имеет низкую себестоимость, что еще больше снижает затраты на обработку картриджа электронной сигареты.
Описание графических материалов
Фигура 1 - Фигура 11 представляют схематическое изображение конструкции картриджа электронной сигареты настоящего изобретения.
Фигура 12 представляет схематическое изображение равномерно разделенной конструкции секции субстрата для выработки дыма настоящего изобретения;
Фигура 13 - Фигура 21 представляют схематическое изображение продольного сечения индуктора настоящего изобретения;
Фигура 22 представляет схематическое изображение конструкции первого разделительного элемента или второго разделительного элемента;
Фигура 23 представляет схематическое изображение способа установки первого разделительного элемента или второго разделительного элемента в картридж электронной сигареты;
Фигура 24 - Фигура 32 представляют собой схематическое изображение способа комбинирования картриджа по настоящему изобретению с различными курительными приборами;
На Фиг.: 1-охватывающий элемент, 2-секция субстрата для выработки дыма, 3-полая секция, 4-сплошной стержень фильтра, 5-индуктор, 6-секция направления потока, 7-субстрат для выработки дыма 8-первый разделительный элемент, 9-второй разделительный элемент, 10-полый стержень фильтра, 11-канал для аэрозоля, 12-боковая часть, 13-концевая часть, 14-опорная часть, 15-выступающая часть, 16-внутренняя кольцевая уплотнительная часть, 17-внешняя кольцевая сопрягаемая часть, 18-углубление, 19-курительный прибор, 20-нагревательная игла или нагревательная пластина, 21-индукционная катушка.
Описание предпочтительных вариантов осуществления изобретения
Настоящее изобретение будет дополнительно описано ниже совместно с прилагаемыми чертежами и вариантами осуществления, однако объем защиты настоящего изобретения не ограничивается данными вариантами осуществления. Среди них, варианты осуществления 1 - 18 представляют собой варианты осуществления изобретения 1; варианты осуществления 19 - 21 представляют собой варианты осуществления изобретения 2; варианты осуществления 22 - 24 представляют собой варианты осуществления изобретения 3.
Вариант осуществления 1
Как показано на Фиг. 5, данный вариант осуществления обеспечивает картридж электронной сигареты, который содержит секцию направления потока, секцию субстрата для выработки дыма, полую секцию и секцию фильтра, последовательно установленных в охватывающем элементе. Охватывающий элемент представляет собой полый бумажный цилиндр; длина охватывающего элемента составляет 25 мм, диаметр внешнего цилиндра охватывающего элемента - 5,5 мм, а толщина охватывающего элемента - 0,05 мм, то есть внутренний диаметр цилиндра охватывающего элемента можно рассчитать как 5,45 мм. Длина секции направления потока установлена на 2 мм, длина секции субстрата для выработки дыма - на 10 мм, длина полой секции - на 5 мм, а длина секции фильтра - на 8 мм.
Секция направления потока зарезервирована на дальнем конце охватывающего элемента. Секция направления потока образована внутренней цилиндрической стенкой охватывающего элемента и первым разделительным элементом; дальний конец секции направления потока является открытым. Когда первый разделительный элемент загружен в охватывающий элемент, секция направления потока естественным образом формируется, а первый разделительный элемент прилегает к внутренней цилиндрической стенке охватывающего элемента и разделяет секцию направления потока и секцию субстрата для выработки дыма.
В секции субстрата для выработки дыма загружены субстрат для выработки дыма и индуктор, субстрат для выработки дыма представляет собой частицы, изготовленные из табачных растений; табачные частицы получают путем измельчения и гранулирования сушенных табачных листьев; размер готовых табачных частиц составляет 3-5 мм.
Как показано на Фиг. 13а, индуктор выполнен из сплошного пластинчатого магнитного материала путем по меньшей мере однократного сгибания по заданной линии изгиба. Пластинчатый магнитный материал из железо-никелевого сплава имеет ширину 0,5 мм и толщину 0,01 мм; Линия изгиба установлена на 1/2 направления длины магнитного материала, а продольное сечение индуктора, сформированного путем сгибания, имеет «>»-образную форму. Один закрытый конец индуктора с острым углом, сформированный путем сгибания, является концевой частью, а две открытые боковые стороны с острым углом являются боковыми частями. Индуктор расположен в субстрате для выработки дыма и окружен субстратом для выработки дыма; концевая часть индуктора расположена рядом со вторым разделительным элементом, а концы двух боковых частей расположены на внутренней цилиндрической стенке охватывающего элемента и используются в качестве опоры; высота индуктора составляет 8 мм, а максимальное расстояние между двумя боковыми частями индуктора - 5,45 мм. Пластинчатый магнитный материал обладает жесткостью и индуктор, сформированный путем сгибания, обладает силой упругости, восстанавливающей его деформацию. Под действием данной силы упругости индуктор устойчиво опирается на внутреннюю цилиндрическую стенку охватывающего элемента. Как показано на Фиг. 12, индуктор, расположенный в субстрате для выработки дыма, равномерно разделяет субстрат для выработки дыма в охватывающем элементе на четыре области a, b, c и d. Объем субстрата для выработки дыма в каждой области приблизительно одинаковый.
Полая секция состоит из второго разделительного элемента, внутренней цилиндрической стенки охватывающего элемента и секции фильтра. Второй разделительный элемент прилегает к внутренней цилиндрической стенке охватывающего элемента и разделяет полую секцию и секцию субстрата для выработки дыма. Полая секция представляет собой полость, зарезервированную в охватывающем элементе. Роль полой секции заключается в буферизации и охлаждении, но главным образом в охлаждении. Когда горячий дым, образуемый субстратом для выработки дыма, проходит через длинный проход, образованный полой секцией, в условиях нагрева, температура дыма естественным образом снижается. В зависимости от требований к охлаждению в полую секцию могут быть добавлены охлаждающий элемент или полый стержень фильтра для дальнейшего вспомогательного охлаждения. В других альтернативных ситуациях в полую секцию могут быть добавлены ароматические частицы или охлаждающие частицы. Ароматические частицы могут быть загружены в полую секцию или могут быть размещены на внутренней цилиндрической стенке охватывающего элемента посредством распыления.
Секция фильтра расположена на дальнем конце охватывающего элемента. Секция фильтра представляет собой стержень фильтра из ацетатного волокна. Роль данной секции заключается в фильтрации и охлаждении дыма таким образом, чтобы дым, образуемый субстратом для выработки дыма, мог быть пригоден для всасывания пользователем. В качестве секции фильтра выбирается сплошной стержень фильтра для отдельной фильтрации, что приводит к меньшему сопротивлению всасыванию.
Первый разделительный элемент и второй разделительный элемент содержат внутреннюю кольцевую уплотнительную часть и внешнюю кольцевую сопрягаемую часть. Внутренняя кольцевая уплотнительная часть находится в непосредственном контакте с субстратом для выработки дыма и совместно с охватывающим элементом участвует в обертывании субстрата для выработки дыма. Роль внешней кольцевой сопрягаемой части заключается в обеспечении части, которая контактирует с внутренней цилиндрической стенкой охватывающего элемента при прилегании или приклеивании. Внутренняя кольцевая уплотнительная часть и внешняя кольцевая сопрягаемая часть представляют собой разные составляющие части из цельного гибкого листового материала, как показано на Фиг. 22b, внутренняя кольцевая уплотнительная часть представляет собой центральную часть из цельного гибкого листового материала и является круглой, при этом диаметр внутренней кольцевой уплотнительной части равен внутреннему диаметру цилиндра охватывающего элемента, или диаметр внутренней кольцевой уплотнительной части бесконечно близок к внутреннему диаметру цилиндра охватывающего элемента; внешняя кольцевая сопрягаемая часть представляет собой другую часть из цельного гибкого листового материала, отличную от внутренней кольцевой уплотнительной части.
Гибкий листовой материал представляет собой один из видов формовочной бумаги с высокой проницаемостью 3000 CU - 20000 CU, перфорированной бумаги; продольное сечение первого разделительного элемента и второго разделительного элемента имеют «]»-образную форму. Первый разделительный элемент и второй разделительный элемент вставляются в охватывающий элемент посредством толкателя. Поперечное сечение охватывающего элемента показано на Фиг. 23c
При производстве бумажный материал, который не деформируется или не вызывает специфического запаха в процессе нагревания при температуре 100-300°C, скручивают на формовочной машине в охватывающий элемент, а затем предварительно разрезанный и сформированный второй разделительный элемент вставляют толкателем от дальнего конца охватывающего элемента в заданное положение в охватывающем элементе; далее индуктор, сформированный путем сгибания, вставляется толкателем от дальнего конца охватывающего элемента в заданное положение в охватывающем элементе; после приготовленный субстрат для выработки дыма загружают в охватывающий элемент с дальнего конца охватывающего элемента с помощью загрузочного оборудования; после завершения загрузки субстрата для выработки дыма второй разделительный элемент вставляется толкателем от дальнего конца охватывающего элемента в заданное положение в охватывающем элементе; и наконец, после резервирования пространства для полой секции в охватывающем элементе стержень фильтра загружают в охватывающий элемент с дальнего конца охватывающего элемента с помощью загрузочного оборудования. Также в зависимости от требований к эстетичному внешнему виду и прочих коммерческих требований на внешнюю стенку охватывающего элемента можно приклеить ободковую бумагу или прочую клейкую бумагу с рисунком.
Для более плавного соединения в данном варианте осуществления также выполняется процесс плавного соединения концевой части индуктора. Вид продольного сечения индуктора в картридже электронной сигареты данного варианта осуществления показан на Фиг. 13а. Картридж электронной сигареты по данному варианту осуществления может применяться как к курительным приборам с электромагнитным индукционным нагревателем, так и к курительным приборам с электрическим нагревателем вставного типа. При использовании курительного прибора с электромагнитным индукционным нагревателем, роль индуктора заключается в восприятии переменного магнитного поля, создаваемого электромагнитной катушкой в курительном приборе, после вставки картриджа электронной сигареты в курительный прибор, в целях генерации тепла, используемого для равномерного нагрева субстрата для выработки дыма; установка индуктора в «>»-образной форме может быть более благоприятной для теплопередачи; при использовании курительного прибора с электрическим нагревателем вставного типа нагревательная игла вставляется в картридж электронной сигареты и начинает нагреваться; поскольку нагревательная игла имеет более высокую теплопроводность, чем субстрат для выработки дыма, то индуктор может более равномерно передавать тепло субстрату для выработки дыма после нагрева. Установка индуктора в «>» -образной форме может облегчить введение нагревательной иглы таким образом, что нагревательная игла не будет создавать сопротивление индуктора при вставке в картридж электронной сигареты. Независимо от того, какой метод нагрева используется, наличие индуктора может обеспечить равномерную передачу тепла к субстрату для выработки дыма в четырех областях a, b, c и d секции субстрата для выработки дыма, тем самым обеспечивая более равномерный нагрев и дополнительно повышая эффективность нагрева.
Более предпочтительный вариант осуществления заключается в том, что опорная часть может быть образована путем сгибания концов боковых частей индуктора, см. Фиг. 13b. Индуктор, снабженный опорной частью, может опираться на внутреннюю цилиндрическую стенку охватывающего элемента посредством опорной части.
Вариант осуществления 2
Длина охватывающего элемента составляет 60 мм, внешний диаметр цилиндра 8 мм, толщина охватывающего элемента 2 мм, то есть внутренний диаметр цилиндра охватывающего элемента можно рассчитать как 6 мм; среди них, длина секции направления потока установлена на 5 мм, длина секции субстрата для выработки дыма - на 20 мм, длина полой секции - на 15 мм, а длина секции фильтра - на 20 мм.
В секции субстрата для выработки дыма загружены субстрат для выработки дыма и индуктор, а субстрат для выработки дыма представляет собой частицы, изготовленные из табачных растений; табачные частицы получают путем измельчения и гранулирования сушенных табачных листьев; размер готовых табачных частиц составляет 2-3 мм.
Магнитный материал представляет собой цилиндрический марганец-цинковый ферритовый материал диаметром 0,05 мм; продольное сечение индуктора в картридже электронной сигареты показано на Фиг. 14а. Индуктор выполнен из сплошного цилиндрического магнитного материала путем однократного сгибания; продольное сечение индуктора имеет «U»-образную форму, высота индуктора составляет 18 мм, а максимальное расстояние между двумя боковыми частями индуктора 3 мм.
Секция фильтра расположена на дальнем конце охватывающего элемента. Секция фильтра представляет собой комбинацию из сплошного стержня фильтра и полого стержня фильтра, изготовленных из ацетатного волокна. Длина сплошного стержня фильтра составляет 11 мм, а длина полого стержня фильтра 9 мм; общая площадь поперечного сечения канала для аэрозоля в полом стержне фильтра составляет 30% от общей площади поперечного сечения охватывающего элемента; полый стержень фильтра расположен на стороне секции фильтра, близкой к полой секции. В данном случае из-за наличия канала для аэрозоля в полом стержне фильтра возникает эффект Вентури, при котором дым проходит через канал для аэрозоля в секцию фильтра, тем самым стремительно снижая температуру дыма. Дым, охлажденный полым стержнем фильтра, затем поступает в сплошной стержень фильтра для дальнейшего охлаждения и фильтрации, а после всасывается пользователем, тем самым гарантируя, что дым, всасываемый пользователем, не будет вызывать ощущение обжигания рта.
Продольное сечение первого разделительного элемента имеет «[»-образную форму, а продольное сечение второго разделительного элемента «]»-образную форму. Первый разделительный элемент и второй разделительный элемент выполнены из перфорированной алюминиевой фольги. Как показано на Фиг. 22а, внешняя кольцевая сопрягаемая часть на первом разделительном элементе и втором разделительном элементе имеет кольцевую форму. Поперечное сечение первого разделительного элемента и второго разделительного элемента в охватывающем элементе после вставки в охватывающий элемент посредством толкателя показано на Фиг. 23c. Прочая информация такая же, как и в варианте осуществления 1.
Поскольку не предусмотрены опорная часть и выступающая часть, а расстояние между двумя боковыми частями индуктора составляет 3 мм, то при загрузке индуктора данного варианта осуществления необходимо использовать толкатель с функцией позиционирования. Когда индуктор вставляется в соответствующее положение в охватывающем элементе, начинается загрузка субстрата для выработки дыма. При загрузке субстрата для выработки дыма толкатель выдвигается так, что центральная ось индуктора совпадает с центральной осью охватывающего элемента. Даже если центральная ось индуктора не полностью совпадает с центральной осью охватывающего элемента, то данная погрешность допустима только в том случае, если она не влияет на вставку нагревательной иглы или нагревательной пластины.
Вариант осуществления 3
На двух боковых частях индуктора предусмотрены выступающие части, образованные путем сгибания или загибания наружу. Выступающие части опираются на внутреннюю цилиндрическую стенку охватывающего элемента. В данном случае максимальное расстояние между двумя боковыми частями индуктора представляет собой расстояние между вершинами двух выступающих частей и составляет 6 мм. В зависимости от требований концы боковых частей также можно согнуть наружу для образования опорных частей. Расстояние между самыми внешними концами опорных частей также составляет 6 мм; продольное сечение индуктора в картридже электронной сигареты по данному варианту осуществления показано на Фиг. 14d.
В зависимости от требований в индукторе по данному варианту осуществления также может предусматриваться только опорная часть без выступающей части. Конструкция, образованная путем сгибания опорной части, показана на Фиг. 14b. Конструкция, образованная путем загибания опорной части, показана на Фиг. 14c; прочая информация такая же, как и в варианте осуществления 2.
Вариант осуществления 4
Длина охватывающего элемента составляет 45 мм, внешний диаметр цилиндра охватывающего элемента 7,1 мм, а толщина охватывающего элемента 0,1 мм, то есть внутренний диаметр цилиндра охватывающего элемента составляет 7 мм; среди них, длина секции направления потока установлена на 0,5 мм, длина секции субстрата для выработки дыма - на 10 мм, длина полой секции - на 14,5 мм, а длина секции фильтра - на 20 мм.
В секции субстрата для выработки дыма загружены субстрат для выработки дыма и индуктор, а субстрат для выработки дыма представляет собой частицы, изготовленные из табачных растений; табачные частицы получают путем измельчения и гранулирования сушенных табачных листьев.
Индуктор выполнен из сплошного магнитного материала путем однократного сгибания; магнитный материал представляет собой никель-цинковый ферритовый материал шириной 4 мм и толщиной 0,2 мм; продольное сечение индуктора представляет собой открытую на одной стороне дугу, при этом кривизна дуги составляет -. Поскольку продольное сечение индуктора представляет собой дугу, кривизна которой больше полукруга, то максимальное расстояние между двумя боковыми частями индуктора представляет собой диаметр дуги; диаметр дуги составляет 90% внутреннего диаметра цилиндра охватывающего элемента, то есть 6,3 мм; высота индуктора должна составлять 6 мм, продольное сечение индуктора по данному варианту осуществления в картридже электронной сигареты показано на Фиг. 15а.
Поскольку максимальное расстояние между двумя боковыми частями индуктора по данному варианту осуществления составляет 6,3 мм, а внутренний диаметр цилиндра охватывающего элемента - 7 мм, то при загрузке также необходимо использовать толкатель с функцией позиционирования для загрузки в соответствии со способом загрузки и извлечения толкателя, указанным в варианте осуществления 2.
В данном варианте осуществления первый разделительный элемент и второй разделительный элемент выполнены из перфорированной бумаги. Как показано на Фиг. 1, продольное сечение первого разделительного элемента по данному варианту осуществления имеет «]»-образную форму, а продольное сечение второго разделительного элемента «[»-образную форму. Как показано на Фиг. 22с, внешняя кольцевая сопрягаемая часть на первом разделительном элементе и втором разделительном элементе разрезаны на несколько участков из сплошных дуг, которые образуют форму, подобную цветку; после того, как разделительные элементы (первый и второй разделительный элемент) данной конструкции вставлены в охватывающий элемент, внешняя кольцевая сопрягаемая часть не будет образовывать складки на внутренней цилиндрической стенке охватывающего элемента, как показано на Фиг. 23b. Складки на данной конструкции относительно небольшие, что может снизить сопротивление всасыванию. Прочая информация такая же, как и в варианте осуществления 1.
Вариант осуществления 5
На двух боковых частях индуктора предусмотрены опорные части, образованные сгибанием наружу. Опорные части опираются на внутреннюю цилиндрическую стенку охватывающего элемента. Максимальное расстояние между двумя боковыми частями индуктора представляет собой расстояние между двумя концами опорных частей и составляет 7 мм. Продольное сечение индуктора по данному варианту осуществления в картридже электронной сигареты показано на Фиг. 15b.
Как показано на Фиг. 15с, индуктор по данному варианту осуществления в зависимости от требований может быть дополнительно снабжен выступающими частями. Предпочтительно, если расстояние между двумя концами выступающих частей представляет собой внутренний диаметр цилиндра охватывающего элемента, то есть 7 мм. Прочая информация такая же, как в варианте осуществления 4.
Вариант осуществления 6
Длина охватывающего элемента составляет 55 мм, внешний диаметр цилиндра охватывающего элемента 7,5 мм, а толщина охватывающего элемента 1,2 мм, то есть внутренний диаметр цилиндра охватывающего элемента составляет 6,3 мм; среди них, длина секции направления потока установлена на 5 мм, длина секции субстрата для выработки дыма - на 15 мм, длина полой секции - на 15 мм, а длина секции фильтра - на 20 мм.
Индуктор выполнен из сплошного цилиндрического магнитного материала путем двухкратного сгибания; продольное сечение индуктора имеет форму дверной рамы, высота индуктора составляет 14 мм, а максимальное расстояние между двумя боковыми частями индуктора - 3,15 мм; продольное сечение индуктора по данному варианту осуществления в картридже электронной сигареты показано на Фиг. 16а. Если в картридже электронной сигареты используется индуктор в «форме дверной рамы», как показано на Фиг. 16а, то во время его установки необходимо загрузить субстрат для выработки дыма и одновременно с этим извлечь толкатель. Чтобы лучше поддерживать индуктор, опорные части можно сформировать путем сгибания обоих концов боковых частей индуктора, как показано на Фиг. 16b. Расстояние между самыми внешними концами двух опорных частей составляет 6,3 мм.
В данном варианте осуществления первый разделительный элемент выполнен из перфорированной алюминиевой фольги, а второй разделительный элемент из перфорированной бумаги. Первый разделительный элемент вырезается из перфорированной алюминиевой фольги и имеет форму с множеством острых углов, как показано на Фиг. 22d. Часть с острыми углами представляет собой внешнюю кольцевую сопрягаемую часть, которая не полностью отрезана от внутренней кольцевой уплотнительной части; второй разделительный элемент разрезается на несколько форм с острыми углами, как показано на Фиг. 22g. Часть с острыми углами представляет собой внешнюю кольцевую сопрягаемую часть, которая полностью отрезана от внутренней кольцевой уплотнительной части, в связи с чем часть между двумя смежными острыми углами не является сплошной.
В данном варианте осуществления первый разделительный элемент установлен в охватывающем элементе путем прилегания, а второй разделительный элемент установлен в охватывающем элементе путем приклеивания. Поперечное сечение первого разделительного элемента в охватывающем элементе после вставки в охватывающий элемент посредством толкателя показано на Фиг. 23d; поперечное сечение второго разделительного элемента в охватывающем элементе после вставки в охватывающий элемент посредством толкателя показано на Фиг. 23а. Прочая информация такая же, как и в варианте осуществления 1.
Вариант осуществления 7
Длина охватывающего элемента составляет 50 мм, внешний диаметр цилиндра охватывающего элемента 6,6 мм, а толщина охватывающего элемента 0,1 мм, то есть внутренний диаметр цилиндра охватывающего элемента составляет 6,4 мм; среди них, длина секции направления потока установлена на 5 мм, длина секции субстрата для выработки дыма - на 15 мм, длина полой секции - на 12 мм, а длина секции фильтра - на 18 мм.
Индуктор выполнен из сплошного магнитного материала путем сгибания в течение нечетного количество раз, нечетное число - 3; как показано на Фиг. 18а, продольное сечение концевой части имеет зигзагообразную или волнообразную форму, а продольное сечение боковой части «II»-образную форму. Высота индуктора составляет 14 мм, а максимальное расстояние между двумя боковыми частями индуктора - 3,2 мм. Если в картридже электронной сигареты используется индуктор, как показано на Фиг. 18а, то во время его установки необходимо загрузить субстрат для выработки дыма и одновременно с этим извлечь толкатель. В связи с этим необходимо использовать толкатель с функцией позиционирования для загрузки.
В данном варианте осуществления первый разделительный элемент и второй разделительный элемент выполнены из перфорированного силиконового листа. Как показано на Фиг. 2, продольное сечение первого разделительного элемента по данному варианту осуществления имеет «[»-образную форму, а продольное сечение второго разделительного элемента «[»-образную форму. Как показано на Фиг. 22е, внешняя кольцевая сопрягаемая часть на первом разделительном элементе и втором разделительном элементе разрезана на несколько участков из сплошных трапеций, и две смежные трапеции не соединены друг с другом, образуя таким образом форму, подобную шестерне. Поперечное сечение первого разделительного элемента и второго разделительного элемента в охватывающем элементе после вставки в охватывающий элемент посредством толкателя, как показано на Фиг. 23а, представляет собой ровную конструкцию.
Секция фильтра расположена на дальнем конце охватывающего элемента. Секция фильтра представляет собой комбинацию из сплошного стержня фильтра и полого стержня фильтра, изготовленных из ацетатного волокна. Длина сплошного стержня фильтра составляет 10 мм, а длина полого стержня фильтра 8 мм; общая площадь поперечного сечения канала для аэрозоля в полом стержне фильтра составляет 50% от общей площади поперечного сечения охватывающего элемента; полый стержень фильтра расположен на стороне секции фильтра, близкой к полой секции. В данном случае из-за наличия канала для аэрозоля в полом стержне фильтра возникает эффект Вентури, при котором дым проходит через канал для аэрозоля в секцию фильтра, тем самым стремительно снижая температуру дыма. Дым, охлажденный полым стержнем фильтра, затем поступает в сплошной стержень фильтра для дальнейшего охлаждения и фильтрации, а после всасывается пользователем, тем самым гарантируя, что дым, всасываемый пользователем, не будет вызывать ощущение обжигания рта. Прочая информация такая же, как и в варианте осуществления 1.
Вариант осуществления 8
Продольное сечение боковых частей имеет форму , а максимальное расстояние между двумя боковыми частями индуктора составляет 6,4 мм. Индуктор по данному варианту осуществления в картридже электронной сигареты показан на Фиг. 17а. Прочая информация такая же, как и в варианте осуществления 7.
Вариант осуществления 9
Индуктор выполнен из сплошного магнитного материала путем сгибания в течение нечетного количества раз, нечетное число - 5. Конструкция продольного сечения индуктора показана на Фиг. 17b. Если максимальное расстояние между двумя боковыми частями индуктора по данному варианту осуществления меньше 6,4 мм, то в зависимости от требований необходимо предусмотреть опорную часть. Опорная часть образована путем сгибания или загибания концов двух боковых частей наружу в направлении открытой части индуктора; самые внешние концы двух опорных частей опираются на внутреннюю цилиндрическую стенку охватывающего элемента. Подробная конструкция показана на Фиг. 17c. Прочая информация такая же, как и в варианте осуществления 8.
Вариант осуществления 10
Индуктор выполнен из сплошного магнитного материала путем сгибания в течение нечетного количества раз, нечетное число - 5. Конструкция продольного сечения индуктора показана на Фиг. 18b. Если максимальное расстояние между двумя боковыми частями индуктора по данному варианту осуществления меньше 6,4 мм, то в зависимости от требований необходимо предусмотреть опорную часть. Опорная часть образована путем сгибания или загибания концов двух боковых частей наружу в направлении открытой части индуктора; самые внешние концы двух опорных частей опираются на внутреннюю цилиндрическую стенку охватывающего элемента. Подробная конструкция показана на Фиг. 18c, а прочая информация такая же, как и в варианте осуществления 7.
Вариант осуществления 11
Длина охватывающего элемента составляет 41 мм, внешний диаметр цилиндра охватывающего элемента 6,6 мм, а толщина охватывающего элемента 0,1 мм, то есть внутренний диаметр цилиндра охватывающего элемента составляет 6,4 мм; среди них, длина секции направления потока установлена на 1 мм, длина секции субстрата для выработки дыма - на 15 мм, длина полой секции - на 10 мм, а длина секции фильтра - на 15 мм.
Индуктор выполнен из сплошного магнитного материала путем сгибания в течение нечетного количество раз, нечетное число - 3; продольное сечение конечной части имеет волнообразную форму, а продольное сечение боковой части «II»-образную форму, высота индуктора составляет 12 мм, а максимальное расстояние между двумя боковыми частями индуктора составляет 3,2 мм. Продольное сечение индуктора по данному варианту осуществления в картридже электронной сигареты показано на Фиг. 20а.
В данном варианте осуществления первый разделительный элемент и второй разделительный элемент выполнены из перфорированного силиконового листа. Как показано на Фиг. 2, продольное сечение первого разделительного элемента по данному варианту осуществления имеет «[»-образную форму, а продольное сечение второго разделительного элемента «[»-образную форму. Как показано на Фиг. 22f, внешняя кольцевая сопрягаемая часть первого разделительного элемента и второго разделительного элемента разрезана на несколько участков из сплошных трапеций и две смежные трапеции тесно соединены друг с другом, образуя таким образом наружную окружность, подобную шестерне, а вблизи места размещения внутренней кольцевой уплотнительной части форму, подобную кольцу. Поперечное сечение первого разделительного элемента и второго разделительного элемента в охватывающем элементе после вставки в охватывающий элемент посредством толкателя показано на Фиг. 23d. На внешней кольцевой сопрягаемой части после сжатия образуются складки. Прочая информация такая же, как и в варианте осуществления 1.
Вариант осуществления 12
Продольное сечение боковых частей имеет форму , а максимальное расстояние между двумя боковыми частями индуктора составляет 6,4 мм. Индуктор по данному варианту осуществления в картридже электронной сигареты показан на Фиг. 19а. Прочая информация такая же, как и в варианте осуществления 11.
Вариант осуществления 13
Индуктор выполнен из сплошного магнитного материала путем сгибания в течение нечетного количества раз, нечетное число - 5. Индуктор данной конструкции показан на Фиг. 20b. Если максимальное расстояние между двумя боковыми частями индуктора по данному варианту осуществления меньше 6,4 мм, то в зависимости от требований необходимо предусмотреть опорную часть. Опорная часть образована путем сгибания или загибания концов двух боковых частей наружу в направлении открытой части индуктора; самые внешние концы двух опорных частей опираются на внутреннюю цилиндрическую стенку охватывающего элемента. Подробная конструкция показана на Фиг. 20c. Прочая информация такая же, как и в варианте осуществления 11.
Вариант осуществления 14
Индуктор выполнен из сплошного магнитного материала путем 5 кратного сгибания. Конструкция готового индуктора показана на Фиг. 19b. Если максимальное расстояние между двумя боковыми частями индуктора по данному варианту осуществления меньше 6,4 мм, то в зависимости от требований необходимо предусмотреть опорную часть. Опорная часть образована путем сгибания или загибания концов двух боковых частей наружу в направлении открытой части индуктора; самые внешние концы двух опорных частей опираются на внутреннюю цилиндрическую стенку охватывающего элемента. Подробная конструкция показана на Фиг. 19c, а прочая информация соответствует информации, указанной в варианте осуществления 12.
Вариант осуществления 15
Длина охватывающего элемента составляет 60 мм, внешний диаметр цилиндра охватывающего элемента 8 мм, а толщина охватывающего элемента 0,05 мм, то есть внутренний диаметр цилиндра охватывающего элемента составляет 7,95 мм; среди них, длина секции направления потока установлена на 5 мм, длина секции субстрата для выработки дыма - на 20 мм, длина полой секции - на 15 мм, а длина секции фильтра - на 20 мм.
Индуктор выполнен из сплошного пластинчатого магнитного материала путем четырехкратного сгибания; магнитный материал представляет собой жаропрочный сплав на основе кобальта шириной 3,6 мм и толщиной 0,096 мм; продольное сечение индуктора показано на Фиг. 21а, концевая часть индуктора представляет собой ровную конструкцию, боковая часть имеет «><»-образную форму, высота индуктора составляет 18 мм, а минимальное расстояние между двумя боковыми частями индуктора составляет 2 мм; максимальное расстояние между двумя боковыми частями индуктора составляет 7,95 мм. В индукторе по данному варианту осуществления в зависимости от требований также можно однократно согнуть концевую часть в форме дуги, образуя тем самым форму конструкции, как показано на Фиг. 21b. Прочая информация такая же, как и в варианте осуществления 1.
Вариант осуществления 16
Если второй разделительный элемент, указанный в варианте осуществления 1-16, вставляется в охватывающий элемент посредством толкателя, а также плотно прилегает или приклеивается в заданном положении, то можно предусмотреть несколько пазов в осевом направлении поверхности толкателя. Пазы на толкателе имеют определенный угол, а глубина пазов в осевом направлении толкателя постепенно изменяется; среди них, паз на конце толкателя самый глубокий, а паз в середине толкателя, напротив, самый неглубокий.
Когда второй разделительный элемент целиком вставляется в охватывающий элемент, лишние части на внешней кольцевой сопрягаемой части образуют складки, однако из-за наличия пазов данные лишние части входят в пазы под действием силы сжатия. В результате под действием пазов между внешней кольцевой сопрягаемой частью и внутренней цилиндрической стенкой охватывающего элемента образуется углубление, как показано на Фиг. 23е. Независимо от того, используется ли способ прилегания или приклеивания, данное углубление должно быть предусмотрено на постоянной основе. Сформированное углубление может служить каналом циркуляции дыма, за счет которого регулируется сопротивление всасыванию и увеличивается воздухопроницаемость. Данное углубление также позволяет избежать или уменьшить количество просверленных отверстий в гибком листовом материале второго разделительного элемента.
Вариант осуществления 17
Направление установки индуктора в картридж электронной сигареты, описанного в вышеупомянутых вариантах осуществления 1-16, является следующим: как показано на Фиг. 1, 2, 5 и 10, концы боковых частей индуктора расположены по направлению к первому разделительному элементу, а концевая часть индуктора по направлению ко второму разделительному элементу. См. Фиг. 24, 25, 28 и 30; картриджи с такой конструкцией могут широко применяться в курительных приборах с резистивным или электромагнитным центральным нагревателем вставного типа, а также в курительных приборах с резистивным или электромагнитным кольцевым нагревателем. При использовании нагревателя вставного типа открытую часть между двумя боковыми частями индуктора можно использовать для нагревательных игл или нагревательных пластин, вставляемых в табачное изделие. В данном случае индуктор действует как теплоноситель для более равномерного распределения тепла по всем углам секций табачного изделия. При использовании окружного нагревателя индуктор действует как нагревательный элемент, обеспечивающий нагрев табачного изделия. Кроме этого, это гарантирует, что выделяемое само по себе тепло может более равномерно передаваться табачному изделию, повышая эффективность нагрева.
Вариант осуществления 18
Направление установки индуктора в картридж электронной сигареты, описанного в вышеупомянутых вариантах осуществления 1-16, является следующим: как показано на Фиг. 6 и 7, концевая часть индуктора установлена по направлению к первому разделительному элементу, а концы боковых частей индуктора по направлению ко второму разделительному элементу. Согласно Фиг. 29 и Фиг. 31, картридж с данной конструкцией используется только в курительных приборах с резистивным или электромагнитным кольцевым нагревателем. Индуктор действует как нагревательный элемент, обеспечивающий нагрев табачного изделия. Кроме этого, это гарантирует, что выделяемое само по себе тепло может более равномерно передаваться табачному изделию, повышая эффективность нагрева.
Вариант осуществления 19
Индуктор для картриджа электронной сигареты. Индуктор изготавливается согласно следующим этапам:
(1) Выберите сплошной железо-никелевый сплав в качестве магнитного материала и с помощью средств обработки материала изготовьте листовой материал шириной 4 мм и толщиной 0,2 мм.
(2) Разрежьте сплошной магнитный материал на длину секции субстрата для выработки дыма, превышающую в 2,5 раза.
(3) Поместите разрезанный магнитный материал в пресс-форму, а затем согните его по меньшей мере один раз, чтобы получился индуктор заданной формы; индуктор имеет одну концевую часть и две боковые части. Закрытый конец индуктора является концевой частью, а две открытые боковые стороны - боковыми частями. Готовый индуктор показан на Фиг. 13а.
(4) Концы двух боковых частей готового индуктора также могут быть согнуты или загнуты наружу в направлении открытой части индуктора для образования опорной части, как показано на Фиг. 13b.
При загрузке готового индуктора в охватывающий элемент индуктор загружают в охватывающий элемент с помощью загрузочного оборудования, а затем получают две боковые части индуктора. Место с максимальной шириной между двумя боковыми частями или двумя опорными частями готового индуктора прилегает к внутренней цилиндрической стенке охватывающего элемента, а затем субстрат для выработки дыма загружается в охватывающий элемент таким образом, чтобы субстрат для выработки дыма окружал индуктор. Предпочтительно, если загрузочное оборудование представляет собой загрузочное оборудование вставного типа. При загрузке вставку можно осуществлять как с дальнего, так и с ближнего конца.
Вариант осуществления 20
В качестве магнитного материала выберите сплошную аустенитную сталь и за счет средств обработки материала изготовьте листовой материал шириной 2 мм и толщиной 0,05 мм. Разрежьте сплошной магнитный материал на длину секции субстрата для выработки дыма, превышающую в 3 раза. Поместите разрезанный магнитный материал в пресс-форму, а затем согните его по меньшей мере один раз, чтобы получился индуктор заданной формы; индуктор имеет одну концевую часть и две боковые части. Закрытый конец индуктора является концевой частью, а две открытые боковые стороны - боковыми частями. Готовый индуктор показан на Фиг. 14а.
Концы двух боковых частей готового индуктора также могут быть согнуты или загнуты наружу в направлении открытой части индуктора для образования опорной части, как показано на Фиг. 14b.
Угол между двумя боковыми частями индуктора и опорной частью также может быть обработан по дуге с помощью угла R. Эффект обработки показан на Фиг. 14c.
Независимо от того, имеется опорная часть или нет, на двух боковых частях готового индуктора можно путем сгибания наружу сделать выступающие части. Конструкция индуктора с выступающими частями показана на Фиг. 14d.
При загрузке готового индуктора в охватывающий элемент индуктор загружают в охватывающий элемент с помощью загрузочного оборудования, а затем получают две боковые части индуктора. Место с максимальной шириной между двумя опорными частями или двумя выступающими частями прилегает к внутренней цилиндрической стенке охватывающего элемента. Далее субстрат для выработки дыма загружают в охватывающий элемент таким образом, чтобы субстрат для выработки дыма окружал индуктор. Предпочтительно, если загрузочное оборудование представляет собой загрузочное оборудование вставного типа. При загрузке вставку можно осуществлять как с дальнего, так и с ближнего конца.
Вариант осуществления 21
В качестве магнитного материала выберите сплошной вольфрам-кобальтовый сплав и за счет средств обработки материала изготовьте цилиндрический материал диаметром 0,15 мм, а затем разрежьте сплошной магнитный материал на длину секции субстрата для выработки дыма, превышающую в 4 раза. Поместите разрезанный магнитный материал в пресс-форму, а затем согните его по меньшей мере один раз, чтобы получился индуктор заданной формы; индуктор имеет одну концевую часть и две боковые части. Закрытый конец индуктора является концевой частью, а две открытые боковые стороны - боковыми частями. Готовый индуктор показан на Фиг. 17b.
Концы двух боковых частей готового индуктора также могут быть согнуты или загнуты наружу в направлении открытой части индуктора для образования опорной части. Угол между двумя боковыми частями индуктора и опорной частью также может быть обработан по дуге с помощью угла R. Эффект обработки показан на Фиг. 17c.
При загрузке готового индуктора в охватывающий элемент индуктор загружают в охватывающий элемент с помощью загрузочного оборудования, а после получают две боковые части индуктора. Место с максимальной шириной между двумя боковыми частями и двумя опорными частями прилегает к внутренней цилиндрической стенке охватывающего элемента, а затем субстрат для выработки дыма загружается в охватывающий элемент таким образом, чтобы субстрат для выработки дыма окружал индуктор. Предпочтительно, если загрузочное оборудование представляет собой загрузочное оборудование вставного типа. При загрузке вставку можно осуществлять как с дальнего, так и с ближнего конца.
Вариант осуществления 22
Картридж электронной сигареты, который содержит секцию направления потока, секцию субстрата для выработки дыма, полую секцию и секцию фильтра, последовательно установленных в охватывающем элементе; охватывающий элемент представляет собой полый бумажный цилиндр; так как длина охватывающего элемента составляет 50 мм, диаметр внешнего цилиндра охватывающего элемента 8 мм, толщина охватывающего элемента 0,5 мм, то диаметр внутреннего цилиндра охватывающего элемента можно рассчитать как 7,5 мм; охватывающий элемент предварительно изготавливается на формовочной машине, а внешняя цилиндрическая стенка может быть обернута ободковой бумагой той же длины, что и охватывающий элемент, в эстетических целях или для печати информации об изделии.
Секция направления потока расположена на дальнем конце охватывающего элемента; секция направления потока образована внутренней цилиндрической стенкой охватывающего элемента и первым разделительным элементом; роль секции направления потока заключается в том, что когда картридж вставляется в курительный прибор, между дальним концом картриджа и курительным прибором формируется определенное пространство, используемое в качестве воздушного канала, который предотвращает тесный контакт плоскости дистального конца картриджа с внутренней плоскостью курительного прибора, вызывая относительно большое сопротивление всасыванию, не способствующее курению; альтернативно, на стенке цилиндра охватывающего элемента, оборачивающего секцию направления потока, также можно предусмотреть несколько вентиляционных отверстий, проходящих через стенку цилиндра, чтобы еще больше снизить сопротивление всасыванию, а также обеспечить несколько воздушных каналов, которые изменят ситуацию, когда картридж электронной сигареты всасывает воздух только с концевой части дальнего конца. Длина секции направления потока в картридже электронной сигареты составляет 2 мм.
Первый разделительный элемент приклеен к стенке внутреннего цилиндра охватывающего элемента и разделяет секцию направления потока и секцию субстрата для выработки дыма; первый разделительный элемент не только играет роль разделения секции направления потока и секции субстрата для выработки дыма, но и, с одной стороны, также играет роль обертывания или блокировки субстрата для выработки дыма, что предотвращает утечку субстрата для выработки дыма; с другой стороны, на данном элементе предусмотрены мини-отверстия, используемые в качестве воздухозаборника; толщина первого разделительного элемента составляет 1,05 мкм.
В секции субстрата для выработки дыма загружен субстрат для выработки дыма, при этом субстрат для выработки дыма представляет собой частицы, полученные из табачных и/или не табачных растений; табачные частицы получают путем измельчения и гранулирования сушенного табака, табака, выдержанного на воздухе, табака, высушенного на солнце, табака Берли и прочего ароматического табака. Длина секции субстрата для выработки дыма составляет 15 мм.
Полая секция состоит из второго разделительного элемента, внутренней цилиндрической стенки охватывающего элемента и секции фильтра. Роль полой секции главным образом заключается в охлаждении. В полую секцию также можно добавлять ароматизирующие или охлаждающие частицы. Длина полой секции в картридже электронной сигареты составляет 13 мм. В качестве ароматизирующих частиц выбираются частицы, изготовленные непосредственно из ароматизаторов/ароматических веществ, или прочие частицы, содержащие ароматические компоненты.
Второй разделительный элемент прилегает к внутренней цилиндрической стенке охватывающего элемента и разделяет полую секцию и секцию субстрата для выработки дыма; второй разделительный элемент разделяет секцию субстрата для выработки дыма и полую секцию во избежание попадания субстрата для выработки дыма в полую секцию, тем самым оборачивая или блокируя субстрат для выработки дыма. Поскольку при проектировании и загрузке прибора между вторым разделительным элементом и внутренней цилиндрической стенкой охватывающего элемента отсутствует герметичное соединение, то на втором разделительном элементе можно не предусматривать воздушные отверстия, а также использовать формовочную бумагу только с высокой проницаемостью для соответствия требованиям к обеспечению воздухозаборника; толщина второго разделительного элемента составляет 1,05 мкм.
Первый разделительный элемент представляет собой перфорированную бумагу, второй разделительный элемент представляет собой формованную бумагу с высокой проницаемостью 20000 CU, а продольные сечения первого разделительного элемента и второго разделительного элемента имеют «]»-образную форму.
Секция фильтра выполнена из материала, способного фильтровать и охлаждать дым, и расположена на ближнем конце охватывающего элемента; если секция фильтра состоит из сплошного стержня фильтра или из комбинации сплошного стержня фильтра и полого стержня фильтра, причем длина сплошного стержня фильтра составляет 11 мм, а длина полого стержня фильтра - 9 мм; полый стержень фильтра и сплошной стержень фильтра могут быть тесно соединены или не соединены; на полом стержне фильтра предусмотрен по меньшей мере один канал для аэрозоля, а общая площадь поперечного сечения канала для аэрозоля составляет 30% от общей площади поперечного сечения охватывающего элемента.
Поскольку индуктор не предусмотрен, картридж электронной сигареты по данному варианту осуществления можно применять только в курительных приборах с резистивным или электромагнитным центральным нагревателем вставного типа. Подробный способ использования см. на Фиг. 26 и Фиг. 27.
Вариант осуществления 23
В секции субстрата для выработки дыма также загружен индуктор, причем индуктор выполнен из сплошного пластинчатого или цилиндрического магнитного материала путем сгибания или загибания с целью образования замкнутой геометрической конструкции; индуктор расположен в субстрате для выработки дыма и окружен субстратом для выработки дыма. Прочая информация такая же, как и в варианте осуществления 23.
Индуктор расположен в субстрате для выработки дыма и окружен субстратом для выработки дыма. Геометрическая конструкция представляет собой круг, овал, прямоугольник, треугольник или другую нестандартную замкнутую кольцевую конструкцию. Поскольку индуктор имеет замкнутую геометрическую конструкцию, то индуктор также может быть однократно предварительно отформован в пресс-форме. В данном варианте осуществления выбран датчик с геометрической конструкцией в виде круга, а его конструкция в картридже показана на Фиг. 11.
В данном варианте осуществления индуктор выполнен следующим способом:
Выберите сплошной пластинчатый или цилиндрический магнитный материал и определите, соответствуют ли ширина и толщина пластинчатого магнитного материала или диаметр цилиндрического магнитного материала установленным требованиям; за счет средств обработки материалов преобразуйте материалы, которые не соответствуют требованиям, в материалы, соответствующие требованиям. Особые требования заключаются в том, что ширина пластинчатого магнитного материала должна составлять 0,5-4 мм, толщина - 0,01-0,2 мм, а диаметр цилиндрического магнитного материала 0,05-2 мм.
Если используется пластинчатый магнитный материал, то ширина магнитного материала может плавно изменяться в определенном диапазоне таким образом, что две длинные стороны магнитного материала могут иметь сплошную зигзагообразную форму, сплошную волнообразную форму или сплошную форму зубчатого колеса. На двух длинных сторонах магнитного материала также может быть равномерно предусмотрено несколько дугообразных или прямоугольных пазов.
Если используется цилиндрический магнитный материал, то поверхность данного магнитного материала можно разрезать, чтобы сформировать сплошную резьбовую форму, или на магнитном материале можно предусмотреть несколько дугообразных или прямоугольных пазов.
Сплошной магнитный материал разрезается на заданную длину; заданная длина устанавливается в соответствии с длиной секции субстрата для выработки дыма в используемом картридже электронной сигареты, которая, как правило, в 1,5-4 раза превышает длину секции субстрата для выработки дыма.
Поместите разрезанный магнитный материал в пресс-форму, а затем согните и/или загните его для образования индуктора заданной формы; два конца магнитного материала готового индуктора тесно соединены между собой, образуя замкнутую геометрическую форму.
При использовании готовый индуктор загружается в охватывающий элемент картриджа электронной сигареты с помощью загрузочного оборудования, а затем в охватывающий элемент загружается субстрат для выработки дыма таким образом, чтобы субстрат для выработки дыма полностью окружал данный индуктор. Предпочтительно, если загрузочное оборудование представляет собой загрузочное оборудование вставного типа. При загрузке вставку можно осуществлять как с дальнего, так и с ближнего конца. Загрузочное оборудование вставного типа должно гарантировать, что индуктор не деформируется во время загрузки.
Поскольку предусмотрен индуктор, как показано на Фиг. 32, то картридж с такой конструкцией можно использовать для курительных приборов с электромагнитным кольцевым нагревателем. Индуктор имеет замкнутую геометрическую конструкцию, поэтому при использовании курительного прибора с резистивным или электромагнитным центральным нагревателем вставного типа нагревательную иглу или нагревательную пластину нельзя вставлять в картридж электронной сигареты. Следовательно, картридж с такой конструкцией применяется только для курительных приборов с кольцевым нагревателем и не подходит для курительных приборов с нагревателем вставного типа.
Вариант осуществления 24
Первый разделительный элемент и второй разделительный элемент содержат внутреннюю кольцевую уплотнительную часть и внешнюю кольцевую сопрягаемую часть, при этом внутренняя кольцевая уплотнительная часть и внешняя кольцевая сопрягаемая часть представляют собой разные составляющие части из цельного гибкого листового материала; внутренняя кольцевая уплотнительная часть представляет собой центральную часть из цельного гибкого листового материала и является круглой, при этом диаметр внутренней кольцевой уплотнительной части равен внутреннему диаметру цилиндра охватывающего элемента; внешняя кольцевая сопрягаемая часть представляет собой другую часть из цельного гибкого листового материала, отличную от внутренней кольцевой уплотнительной части.
Внешняя кольцевая сопрягаемая часть перед сгибанием разрезается так, что она целиком соединяется по длине окружности внутренней кольцевой уплотнительной части с целью получения кольцевой формы, сплошной зигзагообразной формы, сплошной волнообразной формы, сплошной формы зубчатого колеса; или частично соединяется по длине окружности внутренней кольцевой уплотнительной части с целью получения нескольких несплошных выступающих частей.
Если внешняя кольцевая сопрягаемая часть целиком соединяется по длине окружности внутренней кольцевой уплотнительной части с образованием кольцевой формы, то первый или второй разделительный элемент вставляется толкателем и плотно прилегает или приклеивается к внутренней цилиндрическое стенке охватывающего элемента, а после принимает форму со складками.
Если внешняя кольцевая сопрягаемая часть целиком соединяется по длине окружности внутренней кольцевой уплотнительной части с образованием сплошной зигзагообразной формы, сплошной волнообразной формы или сплошной формы зубчатого колеса, то первый или второй разделительный элемент вставляется толкателем и плотно прилегает или приклеивается к внутренней цилиндрической стенке охватывающего элемента, а после принимает форму со складками. Также, данный элемент может принимать ровную форму, однако это зависит от площади обрезанной части.
Если внешняя кольцевая сопрягаемая часть частично соединяется по длине окружности внутренней кольцевой уплотнительной части с образованием нескольких сплошных выступающих частей, то первый или второй разделительный элемент вставляется толкателем и плотно прилегает или приклеивается к внутренней цилиндрической стенке охватывающего элемента, а после принимает ровную форму.
Прочая информация такая же, как и в варианте осуществления 23.
| название | год | авторы | номер документа |
|---|---|---|---|
| КАРТРИДЖ ДЛЯ КУРИТЕЛЬНОГО ИЗДЕЛИЯ (ВАРИАНТЫ) | 2020 |
|
RU2834356C1 |
| КУРИТЕЛЬНОЕ ИЗДЕЛИЕ | 2016 |
|
RU2721796C2 |
| АЭРОЗОЛЬ-ГЕНЕРИРУЮЩЕЕ ИЗДЕЛИЕ, СОДЕРЖАЩЕЕ БИОРАЗЛАГАЕМЫЙ АРОМАТ-ГЕНЕРИРУЮЩИЙ КОМПОНЕНТ | 2012 |
|
RU2581999C2 |
| НАГРЕВАЕМОЕ ТАБАЧНОЕ ИЗДЕЛИЕ С ПЕРФОРИРОВАННОЙ БОКОВОЙ СТЕНКОЙ | 2020 |
|
RU2833162C1 |
| УСТРОЙСТВО ДЛЯ ГЕНЕРИРОВАНИЯ МИКРОЧАСТИЦ C ИНДУКЦИОННЫМ НАГРЕВАТЕЛЕМ | 2023 |
|
RU2827426C1 |
| КУРИТЕЛЬНОЕ ИЗДЕЛИЕ | 1999 |
|
RU2138974C1 |
| Курительное изделие | 1989 |
|
SU1812955A3 |
| ФИЛЬТР КУРИТЕЛЬНОГО ИЗДЕЛИЯ ДЛЯ ЛЕГКОГО ТУШЕНИЯ | 2014 |
|
RU2661841C2 |
| КУРИТЕЛЬНОЕ ИЗДЕЛИЕ | 2016 |
|
RU2718359C2 |
| СПОСОБ, УСТРОЙСТВО И СИСТЕМА, ГЕНЕРИРУЮЩИЕ АЭРОЗОЛЬ, С ДАТЧИКОМ ГАЗООБРАЗНЫХ ПРОДУКТОВ СГОРАНИЯ | 2015 |
|
RU2690102C2 |
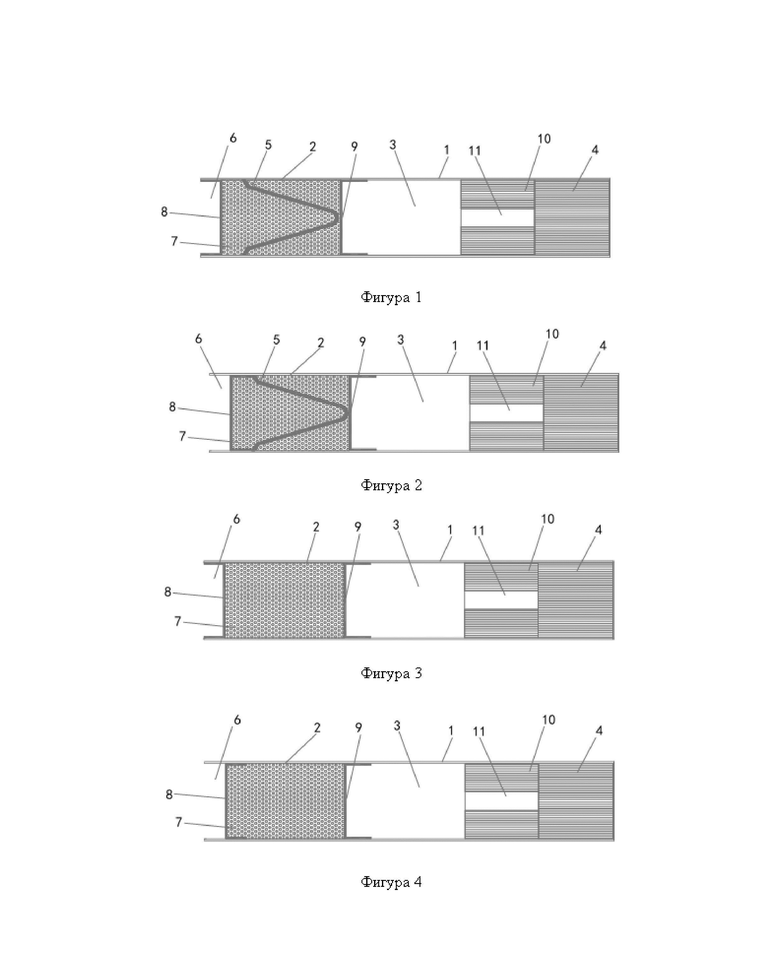
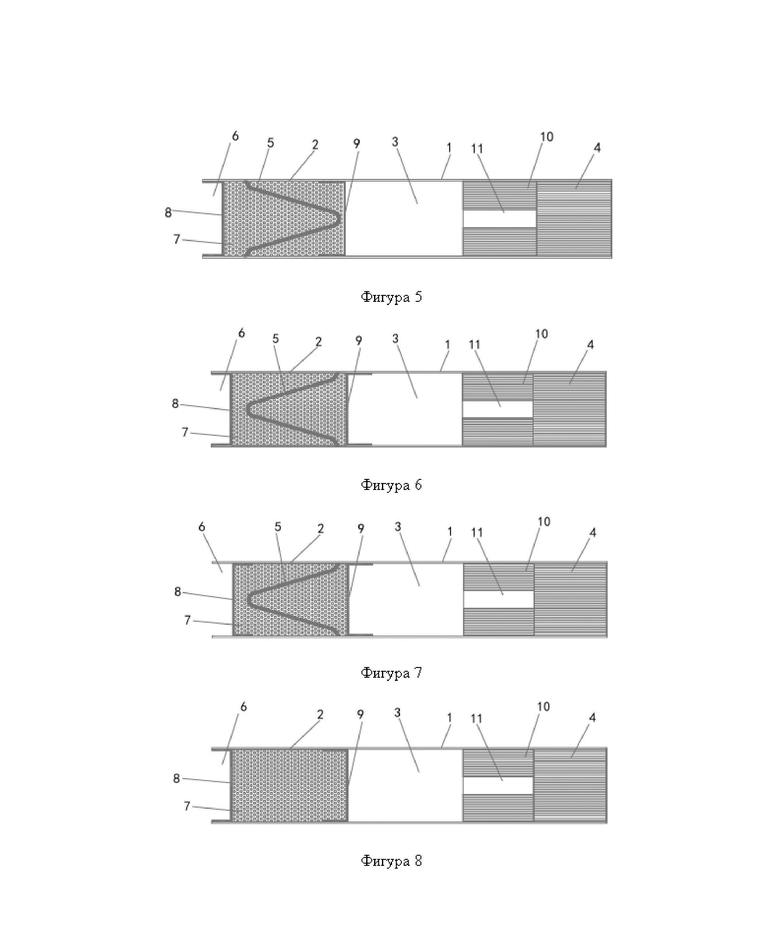
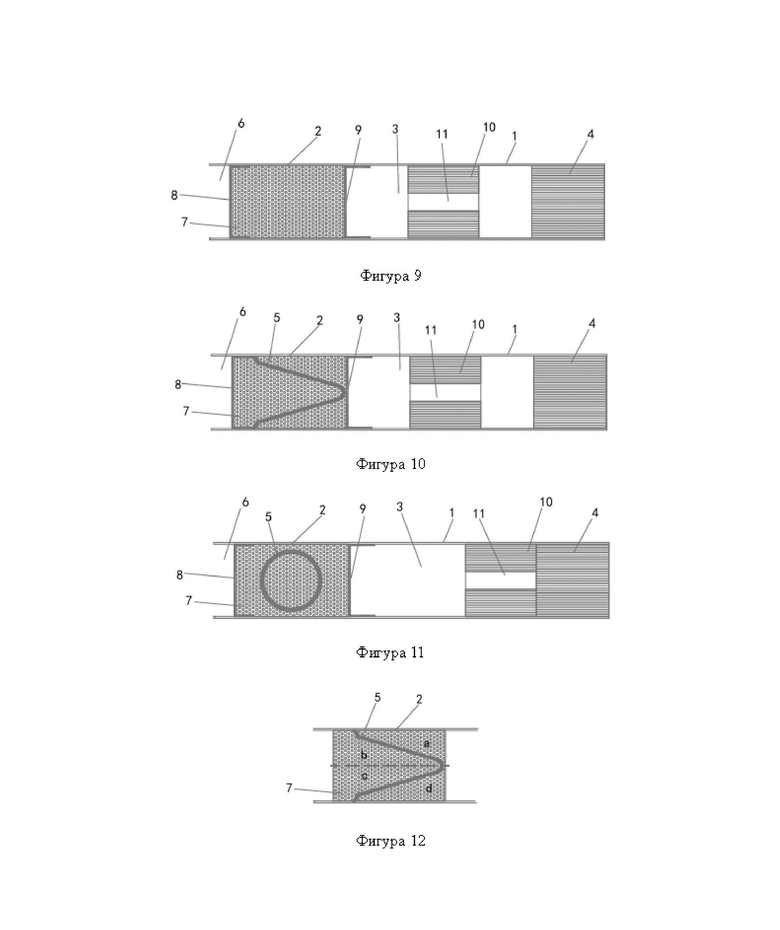
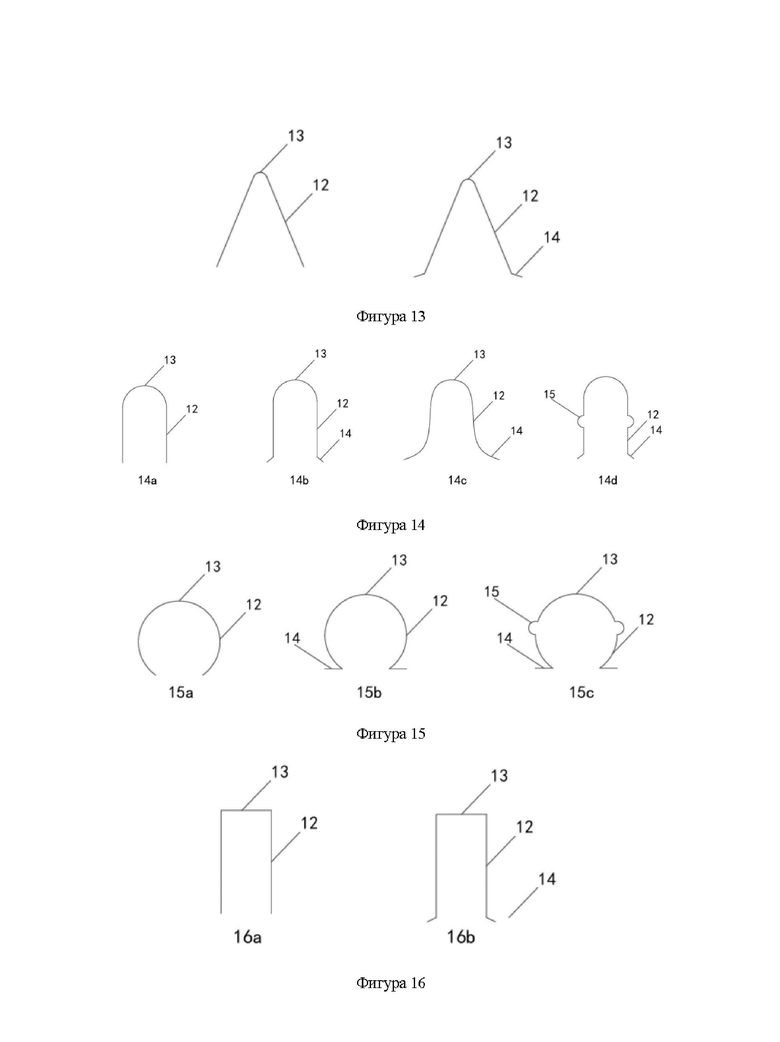
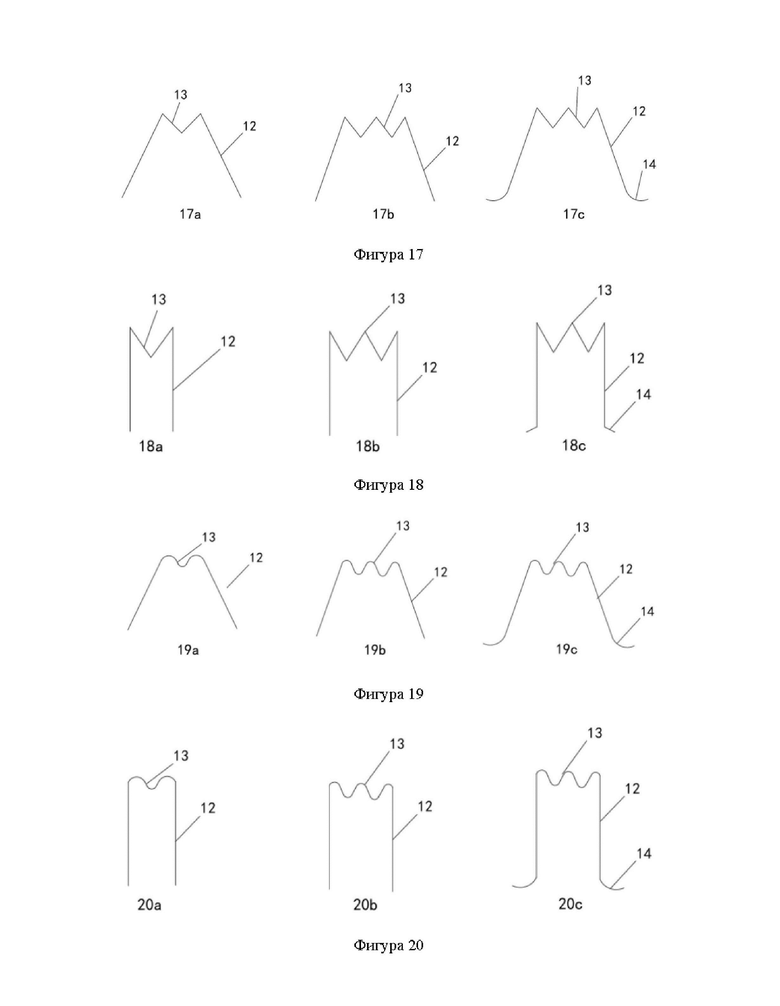
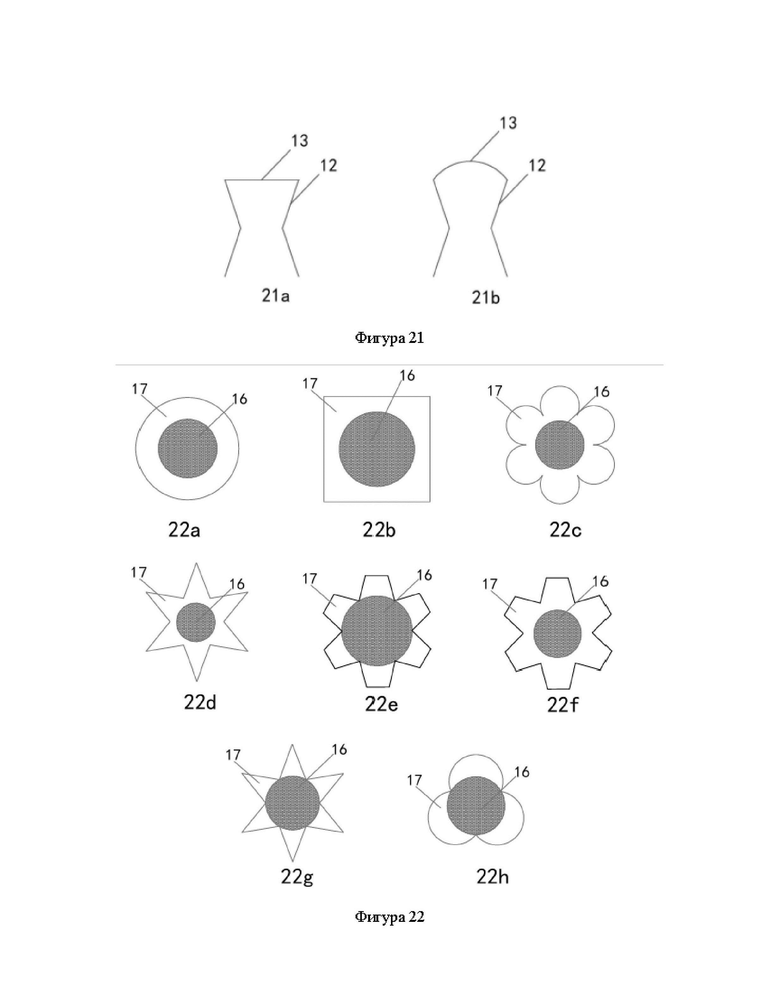
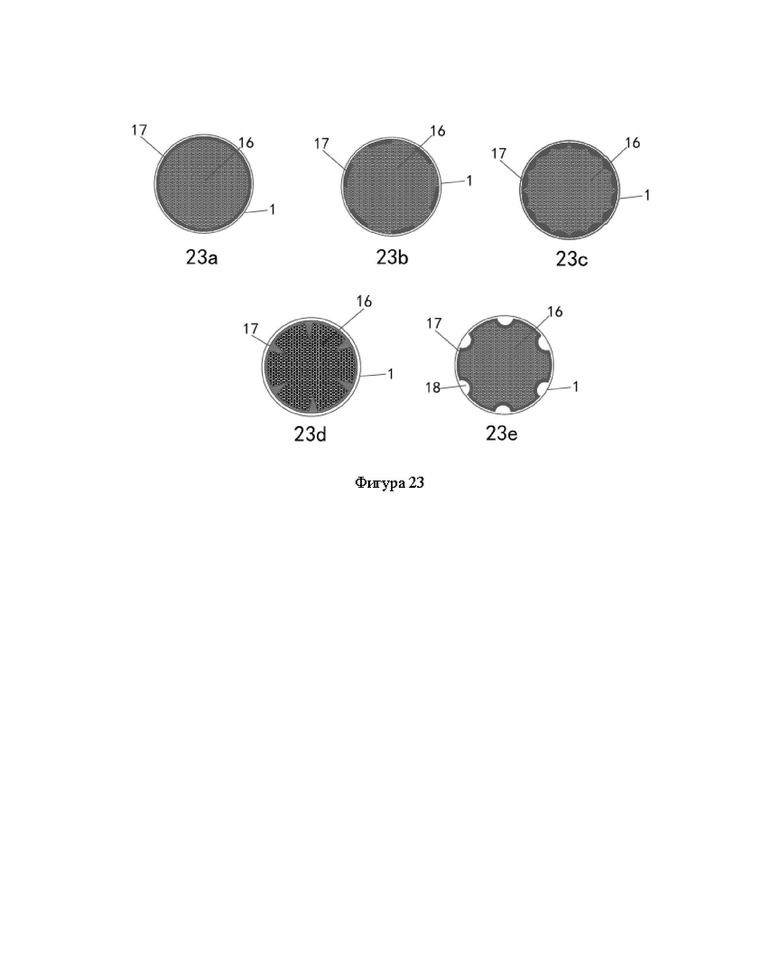
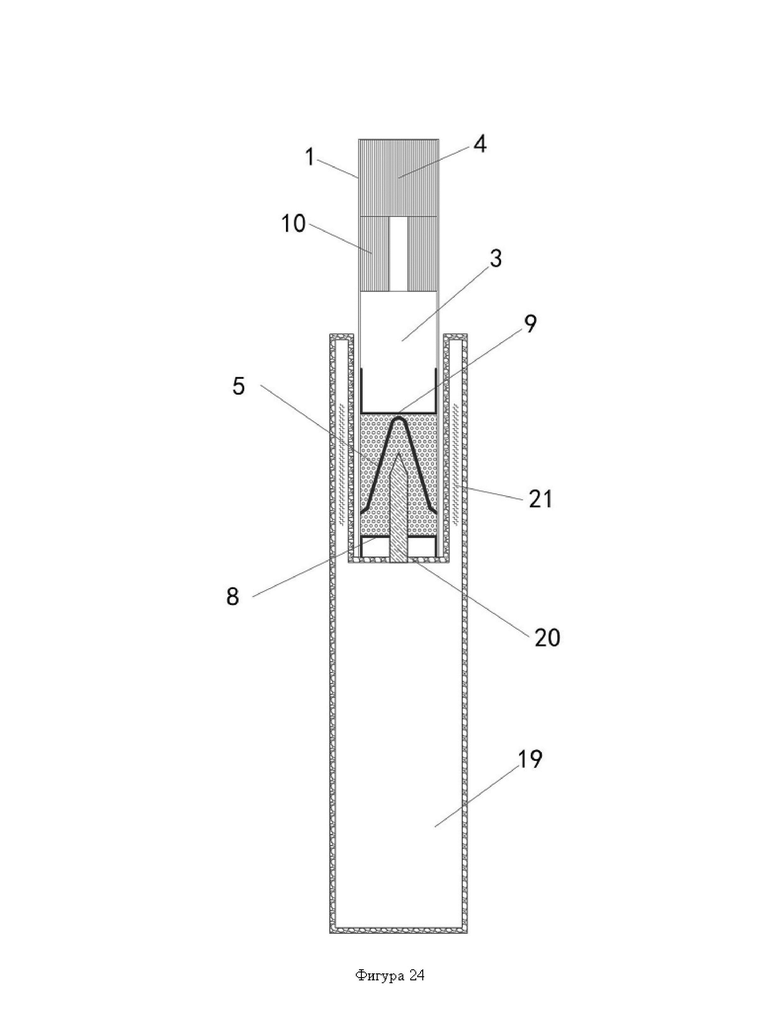
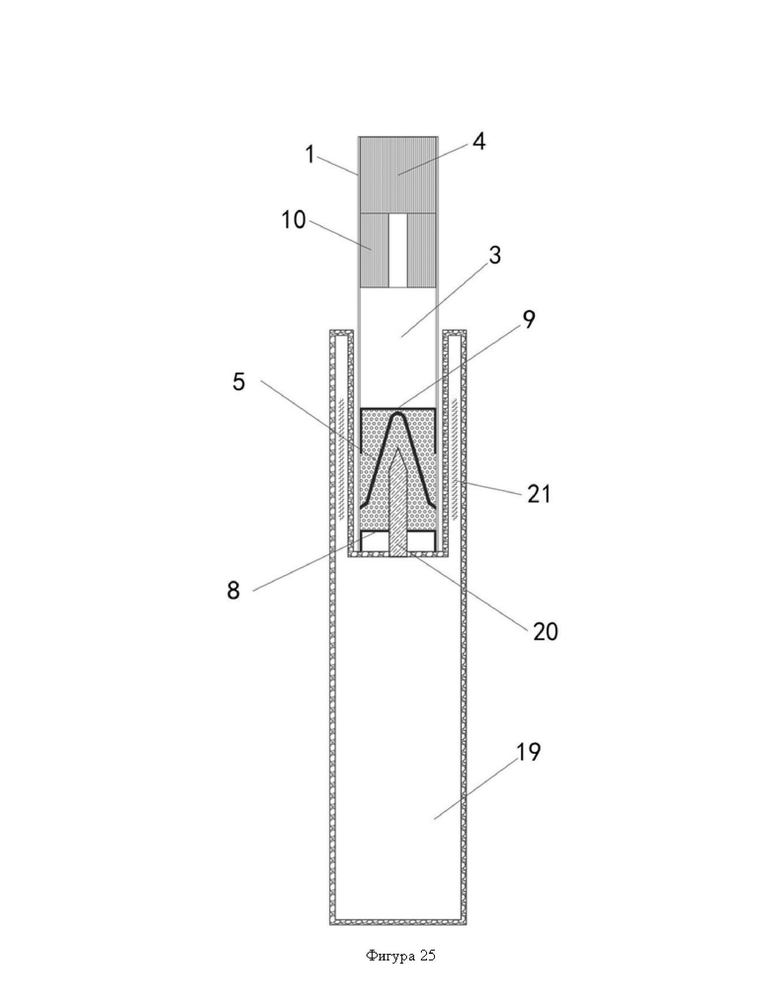
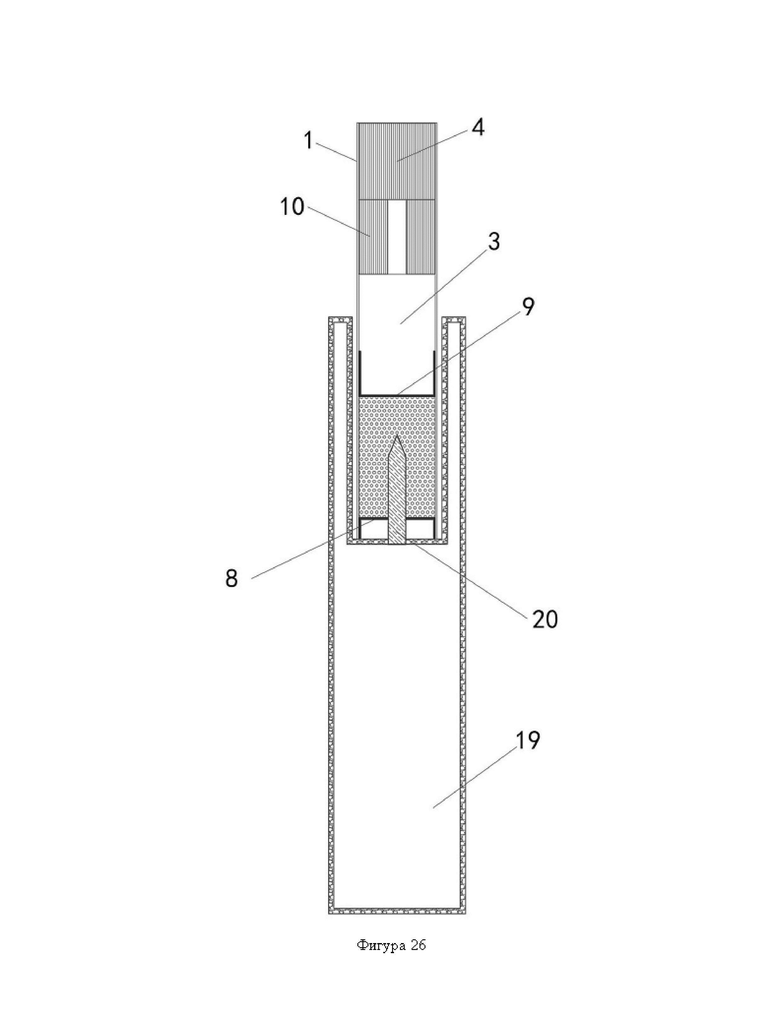
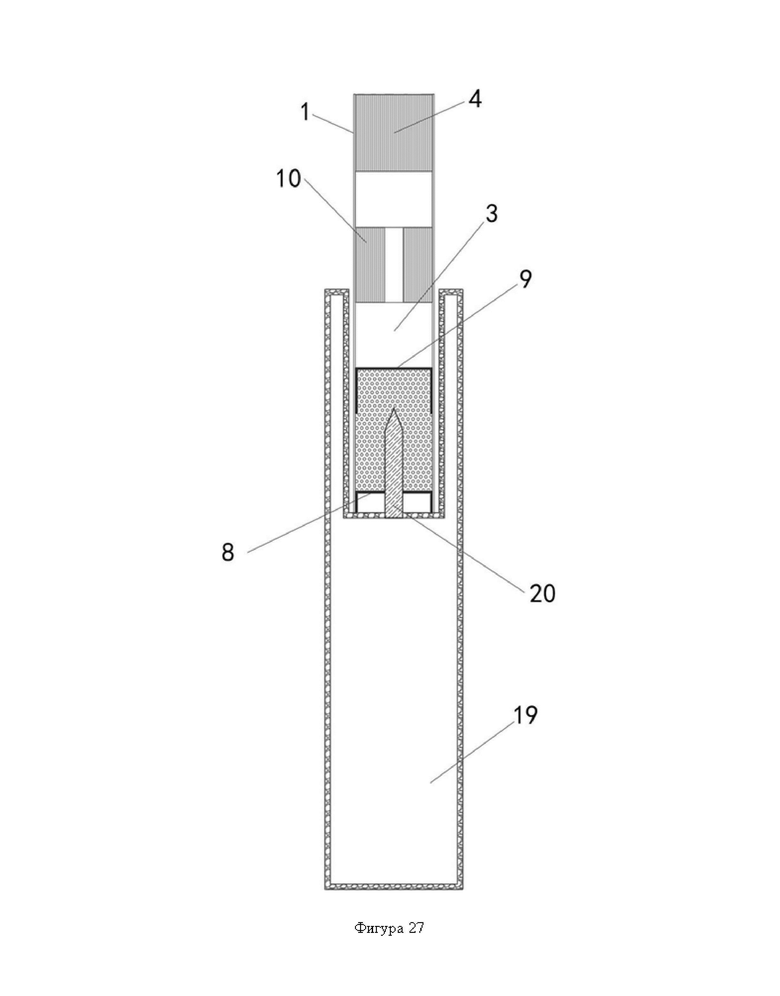

Предложена группа изобретений, включающая варианты картриджа электронной сигареты. Техническим результатом является повышение качества нагревания и обеспечение картриджа электронной сигареты, подходящего как для нагревателей вставного типа, так и для электромагнитных индукционных нагревателей кольцевого нагрева. Картридж содержит секцию направления потока, секцию субстрата для выработки дыма, полую секцию и секцию фильтра, последовательно установленные в охватывающем элементе. Охватывающий элемент представляет собой полый бумажный цилиндр. Секция направления потока расположена на дальнем конце охватывающего элемента. Секция направления потока образована внутренней цилиндрической стенкой охватывающего элемента и первым разделительным элементом. Первый разделительный элемент прилегает или приклеен к внутренней цилиндрической стенке охватывающего элемента и отделяет секцию направления потока от секции субстрата для выработки дыма. В секции субстрата для выработки дыма расположен субстрат для выработки дыма и индуктор. Субстрат для выработки дыма представляет собой гранулы, полученные из табачных и/или нетабачных растений. Индуктор получен из сплошного пластинчатого или цилиндрического магнитного материала путем по меньшей мере однократного загибания или сгибания. Продольное сечение индуктора в сигарете имеет не полностью замкнутую геометрическую форму. Индуктор имеет одну концевую часть и две боковые части. У индуктора один замкнутый конец представляет собой концевую часть, а две открытые боковые стороны представляют собой боковые части. Индуктор расположен в субстрате для выработки дыма и окружен субстратом для выработки дыма. Полая секция совместно образована вторым разделительным элементом, внутренней цилиндрической стенкой охватывающего элемента и секцией фильтра. Второй разделительный элемент прилегает или приклеен к внутренней цилиндрической стенке охватывающего элемента и отделяет полую секцию от секции субстрата для выработки дыма. Секция фильтра расположена на ближнем конце охватывающего элемента. Секция фильтра выполнена из материала, способного фильтровать и охлаждать дым. Первый разделительный элемент и второй разделительный элемент представляют собой гибкий листовой материал, их продольное сечение имеет «]»-образную форму или «[»-образную форму. 2 н. и 19 з.п. ф-лы, 32 ил.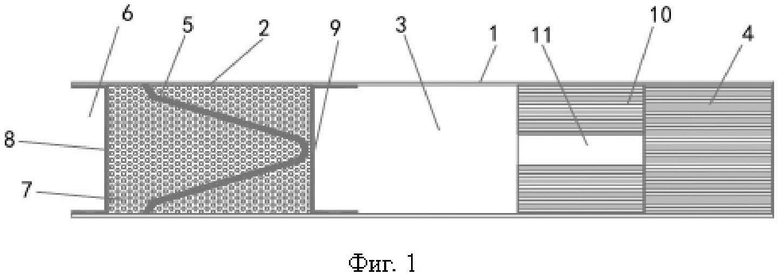
1. Картридж электронной сигареты, содержащий секцию направления потока, секцию субстрата для выработки дыма, полую секцию и секцию фильтра, последовательно установленные в охватывающем элементе; отличающийся тем, что
охватывающий элемент представляет собой полый бумажный цилиндр;
секция направления потока расположена на дальнем конце охватывающего элемента; секция направления потока образована внутренней цилиндрической стенкой охватывающего элемента и первым разделительным элементом; первый разделительный элемент прилегает или приклеен к внутренней цилиндрической стенке охватывающего элемента и отделяет секцию направления потока от секции субстрата для выработки дыма;
в секции субстрата для выработки дыма расположен субстрат для выработки дыма и индуктор, при этом субстрат для выработки дыма представляет собой гранулы, полученные из табачных и/или нетабачных растений; индуктор получен из сплошного пластинчатого или цилиндрического магнитного материала путем по меньшей мере однократного загибания или сгибания; продольное сечение индуктора в сигарете имеет не полностью замкнутую геометрическую форму; индуктор имеет одну концевую часть и две боковые части; у индуктора один замкнутый конец представляет собой концевую часть, а две открытые боковые стороны представляют собой боковые части;
индуктор расположен в субстрате для выработки дыма и окружен субстратом для выработки дыма;
полая секция совместно образована вторым разделительным элементом, внутренней цилиндрической стенкой охватывающего элемента и секцией фильтра; второй разделительный элемент прилегает или приклеен к внутренней цилиндрической стенке охватывающего элемента и отделяет полую секцию от секции субстрата для выработки дыма;
секция фильтра расположена на ближнем конце охватывающего элемента; секция фильтра выполнена из материала, способного фильтровать и охлаждать дым;
первый разделительный элемент и второй разделительный элемент представляют собой гибкий листовой материал, при этом их продольное сечение имеет «]»-образную форму или «[»-образную форму.
2. Картридж по п. 1, отличающийся тем, что индуктор выполнен из сплошного магнитного материала путем однократного загибания вдоль предварительно определенной линии загиба, при этом линия загиба находится в области 1/2 направления длины магнитного материала, при этом полученное после загибания продольное сечение индуктора имеет «>»-образную форму.
3. Картридж по п. 1, отличающийся тем, что индуктор выполнен из сплошного магнитного материала путем однократного сгибания; продольное сечение индуктора имеет «U»-образную форму.
4. Картридж по п. 1, отличающийся тем, что индуктор выполнен из сплошного магнитного материала путем однократного сгибания; продольное сечение индуктора представляет собой одну открытую на одной стороне дугу, при этом кривизна дуги составляет  -
- , а диаметр дуги составляет 50%-100% внутреннего диаметра цилиндра охватывающего элемента.
, а диаметр дуги составляет 50%-100% внутреннего диаметра цилиндра охватывающего элемента.
5. Картридж по п. 1, отличающийся тем, что индуктор выполнен из сплошного магнитного материала путем двукратного загибания; продольное сечение индуктора имеет форму дверной рамы.
6. Картридж по п. 1, отличающийся тем, что индуктор выполнен из сплошного магнитного материала путем загибания или сгибания нечетное число раз, при этом нечетное число больше или равно 3; продольное сечение концевой части является зигзагообразным или волнообразным, а продольное сечение боковой части имеет  -образную форму или «II»-образную форму.
-образную форму или «II»-образную форму.
7. Картридж по п. 3 или 4, отличающийся тем, что индуктор на двух боковых частях дополнительно снабжен выступами, выполненными в направлении наружу путем сгибания или загибания, при этом выступ опирается на внутреннюю цилиндрическую стенку охватывающего элемента.
8. Картридж по п. 7, отличающийся тем, что индуктор дополнительно снабжен опорными частями, при этом опорные части получены путем сгибания или загибания концов двух боковых частей в направлении открытия индуктора наружу; две опорные части опираются наружными концами на внутреннюю цилиндрическую стенку охватывающего элемента.
9. Картридж по любому из пп. 2-6, отличающийся тем, что высота индуктора меньше или равна длине секции субстрата для выработки дыма; у индуктора наибольшее расстояние между двумя боковыми частями меньше или равно внутреннему диаметру цилиндра охватывающего элемента.
10. Картридж по п. 9, отличающийся тем, что индуктор дополнительно снабжен опорными частями, при этом опорные части получены путем сгибания или загибания концов двух боковых частей в направлении открытия индуктора наружу; две опорные части опираются наружными концами на внутреннюю цилиндрическую стенку охватывающего элемента.
11. Картридж по п. 1, отличающийся тем, что первый разделительный элемент и второй разделительный элемент содержат внутреннюю кольцевую уплотнительную часть и внешнюю кольцевую сопрягаемую часть, при этом внутренняя кольцевая уплотнительная часть и внешняя кольцевая сопрягаемая часть представляют собой разные составляющие части из цельного гибкого листового материала; внутренняя кольцевая уплотнительная часть представляет собой центральную часть из цельного гибкого листового материала и является круглой, при этом диаметр внутренней кольцевой уплотнительной части равен внутреннему диаметру цилиндра охватывающего элемента; внешняя кольцевая сопрягаемая часть представляет собой другую часть из цельного гибкого листового материала, отличную от внутренней кольцевой уплотнительной части; гибкий листовой материал представляет собой одно из бумаги с высокой проницаемостью 3000 CU - 20000 CU, перфорированной бумаги, перфорированной алюминиевой фольги, перфорированной алюминизированной бумаги, перфорированной термостойкой пластмассовой пленки, перфорированной силикагелевой пластины, перфорированной гелевой пластины или перфорированной пластины на основе полимолочной кислоты.
12. Картридж по п. 11, отличающийся тем, что внешняя кольцевая сопрягаемая часть представляет собой часть, расположенную снаружи вдоль длины окружности внутренней кольцевой уплотнительной части, после загибания плотно прилегающую или приклеенную к внутренней цилиндрической стенке охватывающего элемента и имеющую ровную форму или форму со складками.
13. Картридж по п. 12, отличающийся тем, что внешняя кольцевая сопрягаемая часть перед загибанием также подвергнута резанию для ее полного прикрепления по длине окружности внутренней кольцевой уплотнительной части за счет получения кольцевой формы, сплошной зигзагообразной формы, сплошной волнообразной формы, сплошной формы зубчатого колеса; или для ее частичного прикрепления по длине окружности внутренней кольцевой уплотнительной части за счет получения нескольких несплошных выступающих частей.
14. Картридж по п. 11, отличающийся тем, что второй разделительный элемент посредством цилиндрического стержня для толкания вставлен в охватывающий элемент и прилегает или приклеен в предварительно определенном положении, при этом на поверхности цилиндрического стержня для толкания в осевом направлении выполнено несколько пазов, и внешняя кольцевая сопрягаемая часть под действием пазов образует углубления с внутренней цилиндрической стенкой охватывающего элемента.
15. Картридж по п. 9, отличающийся тем, что боковые части своими концами расположены обращенными к первому разделительному элементу, а концевая часть расположена обращенной ко второму разделительному элементу.
16. Картридж по п. 9, отличающийся тем, что концевая часть расположена обращенной к первому разделительному элементу, а боковые части своими концами расположены обращенными ко второму разделительному элементу.
17. Картридж по п. 1, отличающийся тем, что секция фильтра образована только сплошным стержнем фильтра или совместно образована сплошным стержнем фильтра и полым стержнем фильтра, при этом полый стержень фильтра и сплошной стержень фильтра плотно соединены друг с другом или не соединены друг с другом; полый стержень фильтра снабжен по меньшей мере одним каналом для аэрозоля, при этом общая площадь поперечного сечения канала для аэрозоля составляет 30%-90% общей площади поперечного сечения охватывающего элемента.
18. Картридж по п. 1, отличающийся тем, что магнитный материал представляет собой материал, способный преобразовывать электромагнитную энергию в тепло, в частности представляющий собой парамагнитный или ферромагнитный металл или металлический сплав, при этом ширина пластинчатого магнитного материала составляет 0,5-4 мм, его толщина составляет 0,01-0,2 мм, а диаметр цилиндрического магнитного материала составляет 0,05-2 мм.
19. Картридж электронной сигареты, содержащий секцию направления потока, секцию субстрата для выработки дыма, полую секцию и секцию фильтра, последовательно установленные в охватывающем элементе; отличающийся тем, что
охватывающий элемент представляет собой полый бумажный цилиндр;
секция направления потока расположена на дальнем конце охватывающего элемента; секция направления потока образована внутренней цилиндрической стенкой охватывающего элемента и первым разделительным элементом; первый разделительный элемент прилегает или приклеен к внутренней цилиндрической стенке охватывающего элемента и отделяет секцию направления потока от секции субстрата для выработки дыма;
в секции субстрата для выработки дыма расположен субстрат для выработки дыма, при этом субстрат для выработки дыма представляет собой гранулы, полученные из табачных и/или нетабачных растений;
полая секция совместно образована вторым разделительным элементом, внутренней цилиндрической стенкой охватывающего элемента и секцией фильтра; второй разделительный элемент прилегает или приклеен к внутренней цилиндрической стенке охватывающего элемента и отделяет полую секцию от секции субстрата для выработки дыма;
секция фильтра выполнена из материала, способного фильтровать и охлаждать дым, и расположена на ближнем конце охватывающего элемента; секция фильтра образована только сплошным стержнем фильтра или совместно образована сплошным стержнем фильтра и полым стержнем фильтра, при этом полый стержень фильтра и сплошной стержень фильтра плотно соединены друг с другом или не соединены друг с другом; полый стержень фильтра снабжен по меньшей мере одним каналом для аэрозоля, при этом общая площадь поперечного сечения канала для аэрозоля составляет 30%-90% общей площади поперечного сечения охватывающего элемента; и
первый разделительный элемент и второй разделительный элемент представляют собой гибкий листовой материал, при этом их продольное сечение имеет «]»-образную форму или «[»-образную форму.
20. Картридж по п. 19, отличающийся тем, что в секции субстрата для выработки дыма дополнительно размещен индуктор, при этом индуктор получен из сплошного пластинчатого или цилиндрического магнитного материала путем загибания или сгибания и имеет замкнутую геометрическую форму; индуктор расположен в субстрате для выработки дыма и окружен субстратом для выработки дыма.
21. Картридж по п. 19, отличающийся тем, что первый разделительный элемент и второй разделительный элемент содержат внутреннюю кольцевую уплотнительную часть и внешнюю кольцевую сопрягаемую часть, при этом внутренняя кольцевая уплотнительная часть и внешняя кольцевая сопрягаемая часть представляют собой разные составляющие части из цельного гибкого листового материала; внутренняя кольцевая уплотнительная часть представляет собой центральную часть из цельного гибкого листового материала и является круглой, при этом диаметр внутренней кольцевой уплотнительной части равен внутреннему диаметру цилиндра охватывающего элемента; внешняя кольцевая сопрягаемая часть представляет собой другую часть из цельного гибкого листового материала, отличную от внутренней кольцевой уплотнительной части; гибкий листовой материал представляет собой одно из бумаги с высокой проницаемостью 3000 CU - 20000 CU, перфорированной бумаги, перфорированной алюминиевой фольги, перфорированной алюминизированной бумаги, перфорированной термостойкой пластмассовой пленки, перфорированной силикагелевой пластины, перфорированной гелевой пластины или перфорированной пластины на основе полимолочной кислоты.
| WO 2021064124 A, 08.04.2021 | |||
| СИСТЕМА, ГЕНЕРИРУЮЩАЯ АЭРОЗОЛЬ, И ИЗДЕЛИЕ, ГЕНЕРИРУЮЩЕЕ АЭРОЗОЛЬ, ДЛЯ ИСПОЛЬЗОВАНИЯ В ТАКОЙ СИСТЕМЕ | 2016 |
|
RU2702397C2 |
| Пресс для выделки полых бетонных камней типа "Крестьянин" и т.п. | 1933 |
|
SU32979A1 |
| CN 108669663 A, 19.10.2018 | |||
| CN 110177403 A, 27.08.2019 | |||
| CN 105831815 A, 10.08.2016. | |||

