В прессе, предлагаемом для выделки полых бетонных камней типа „Крестьянин и т. п., для регулирования движения составных частей, применены два горизонтально расположенных чугунных. мальтийских креста, из которых один, свободно поворотный на вертикальном валу и жестко связанный с несущим формы для камней другим находящимся на нем крестом, предназначен для периодической перестановки фо15м на V окружности, а другой мальтийский крест, заклиненный на вертикальном валу, служит для вращения помещенного в верхней части станины горизонтального вала, приводящего в движение прессующие части. Этот же вал приводит в действие секторный барабан в бункере для бетона, с целью выпуска из бункера в форму установленного количества бетона.
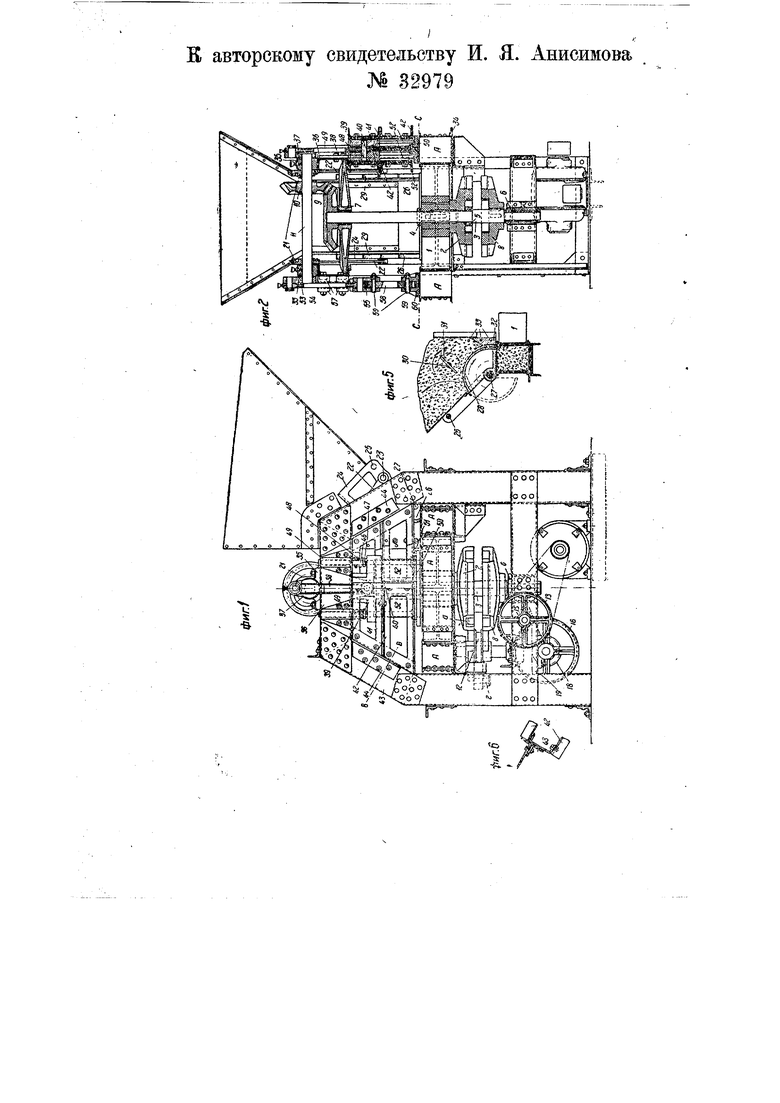
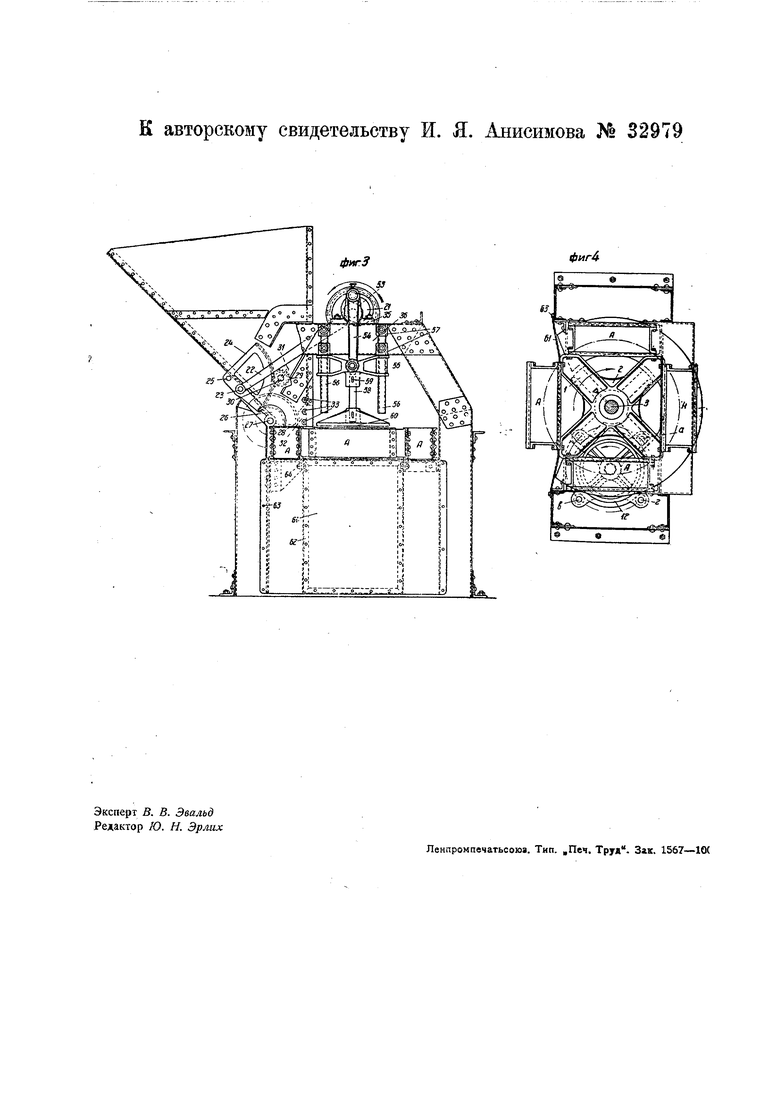
На схематическом чертеже фиг. 1 изображает вид пресса спереди; фиг. 2- вертикальный осевой разрез того же пресса; фиг. 3 - вид того же пресса сзади; фиг. 4 -горизонтальный разрез того же пресса по СС на фиг. 2; фиг. 5- вертикальный разрез части бункера, выпускающей бетон в форму; фиг. б- деталь-разрез по ВВ на фиг. 1.
Пресс для выделки камней имеет четыре формы А (фиг. 1, 2, 3 и 4), выполненные из швеллеров и прикрепленные болтами к чугунному горизонтально
(483)
расположенному кресту 7 (фиг. 4), который насажен на втулку чугунного же мальтийского креста 2, при помощи врезной шпонки укреплен на ней и вращается на валу 3 между упорными кольцами -4 и 5 (фиг. 2). Вал 5, вращающийся в подшипниках 6 и 7 (фиг. 2), имеет на себе укрепленный на шпонках чугунный мальтийский крест и в верхней его части коническую шестерню Р, сцепляющуюся с шестерней JO на валу 77. Мальтийские кресты 2 vi 8 получают вращательное движение от колеса 72 (фиг. 1 и 4), имеющего четыре шипа, из которых один шип а выходит наверх, сцепляется с крестом 2, а три шипа б, в, г выходят вниз и сцепляются с крестом . Колесо 12 за один свой оборот посредством щипа оповорачивает мальтийский крест 2 и сидящий на последнем крест 7 и четыре формы на V окружности и посредством шипов б, в, г поворачивает мальтийский крест 8 на /t окружности. Движение мальтийских крестов происходит последовательно,т.-е.во время движения одного из них, другой неподвижен. Время одного оборота колеса 12 является временем одного цикла, т.-е. временем получения одного камня. За V времени одного цикла, соответствующего вращению мальтийского креста 8, последний поворачивается на V окружности, вал 3 делает /4 оборота и вал 77 делает один оборот
благодаря передаточному числу V. в конической передаче из шестерен 9 и JO. 8 это время формы неподвижны. Далее за последнюю V времени цикла происходит передвижение формы А, а вал // неподвижен. На валу //насаженыэксцентрики 2/ (фиг. 1 и 3), которые при вращении двигают тяги 22 (фиг. 3). Тяги 22, действуя на пальцы 23, поворачивают на некоторый угол зубчатые секторы 24, сидящие на общем валу 25, опорами которому служат нижние боковые листы бункера. Зубчатые секгоры 24 сцепляются с зубчатыми секторами26, которые вращают вал 27 и закрепленный на нем чугунный секторный барабан 28 на некоторый угол. Кроме того, секторы 24 вращают шестерни 29, сидящие на общем валу 30 с пальцами 5/, ворошащими материал, засыпанный в бункер, и тем обеспечивают поступление его в форму, находящуюся; под бункером. Во время каждого цикла, как только вал // переходит из состояния покоя в движение, барабанный сектор открывается, т. - е. делает поворот на некоторый угол и переходит в положение, обозначенное «а фиг. 5 пунктиром. В это время материал получает свободный доступ в форму и возвратным движением секторного i барабана запрессовывается в нем. Таким | -образом получается первичное прессование материала и отделение части ма- i териала, находящегося в форме от общей массы в бункере. В бункер вставлена чугунная колодка 32 (фиг. 5), которая j закреплена сквозными болтами 33 vi мимо | которой проходит секторный барабан с зазором 25 мм, обуславливающим величину зерен инертной составляющей j бетона. Эксцентрики2/ (фиг. 1 и 3) поса- j жены на вал // с таким расчетом, чтобы секторный барабан, запрессовав материал в форму, перешел мертвую точку и, повернувшись в направлении, обратлом прессованию на 1-2°. освободил форму от зажима и только тогда получится остановка, благодаря остановке вала //, во время которой начинают двигаться формы. Формы снизу и сверху не замкнуты и нижними своими краями скользят по листу 34 (фиг. 2), лежащему на швеллерах, представляющих собой стол, укрепленный на станине пресса. Вал // {вращается в подшипниках 35
(фиг. 1), укрепленных на швеллерах 36, составляющих станину пресса. На конец вала // насажен кривошип 37 (фиг. 2). который посредством шатуна 38 движет башмак 39, скользящий по направляющим 40, закрепленным болтами на швеллерах 4J и 42, стенки которых облегчены вырезами. Швеллеры 4/ и 42 составлены в виде коробки и укреплены при помощи швеллера 43 (фиг. 1) и уголков 44 болтами к швеллерам 36, составляющим станину пресса. Сквозь башмак 39 пропущены щтифты- б (фиг. 2), имеющие заточки 47 (фиг. 1), которые нижней стороной упираются в башмак, а верхней-на пружины , упирающиеся Б свою очередь в подшипники 49 (фиг. 2), укрепленные болтами к швеллерам станины. Штифты 46 свободно скользят в подшипниках 49, на нижних концах резьбу, посредством которой ввинчены в чугунную плиту 50 (фиг. 1 и 2) и закреплены в ней гайками 5/. В башмаке 39 укреплены песты 52 (фиг. 2), которые проходят сквозь отверстия в плите 50. Во время остановки вала // кривошип 37 находится в положении верхней мертвой точки. Как только начнет двигаться кривошип 37, башмак 39 начнет опускаться вниз. Штифты 46, под действием пружин стремясь опускаться вслед за башмаком, прижимают плиту 50 к форме и удерживают ее в таком положении, под давлением пружин, во время всей остальной части хода башмака. Башмак, дойдя до нижней мертвой точки, вдавит песты 52 в материал, которым наполнена форма, благодаря чему камень получит вторичное еще более сильное уплотнение и образование пустот. Башмак, пройдя свою нижнюю мертвую точку и двигаясь вверх, вынимает песты из камня. Не дойдя на 10 мм до верхней своей мертвой точки, башмак упирается в заточки 47 штифтов 46 и, доходя до мертвой точки, сжимает пружины 48 и поднимает плиту 50 на 10 мм над формой, что освобождает формы от зажима. Башмак, дойдя до мертвой точки, останавливается, а формы начинают передвигаться. Плита 50 предохраняет верхнюю поверхность камня от выпучивания и других деформаций во время вдавливания и выхода пестов из камня. На другом конце вал // имеет второй
кривошип 53 (фиг. 2), который посредством шатуна 54 движет крейцкопф 55, ско пьзящий по двум направляющим 56 (фиг. 3), выполненным из водопроводных труб и укрепленным прижимами 57 к швеллеру станины. Крейцкопф 55 {фиг. 2) соединен посредством штока 58 и клиньев 59 с чугунной плитой 60, которая выжимает из формы вниз уже готовый камень. Операции наполнения формы из бункера, вторичного прессования, и образования пустот и выжимания камня из формы производятся одновременно при каждом обороте вала /7. Работа человека, обслуживающего пресс, заключается в следующем. Во время передвижения формы рабочий берет одну деревянную подкладку из рядом сложенного штабеля и, держа ее в обеих руках за концы, прижимает к нижней поверхности уже остановившейся формы. Плита 60 начинает двигаться вниз, выжимает камень из формы на подкладку и, пройдя нижнюю мертвую точку, двигается вверх. В это время рабочий укладывает камень вместе с подкладкой на катящуюся рядом тележку или на другой транспортирующий прибор. Плита 60, дойдя до верхней мертвой точки, останавливается и снова начинают двигаться формы, подводя следующий камень. В это время рабочий берет следующую подкладку из штабеля и т. д. Рабочий, прижимая к форме подкладку, слегка прижимает ее к фартуку 6J (фиг. 3) для того, чтобы во время выжимания камня из формы вниз, а, следовательно, во время движения подкладки, последняя не вибрировала в руках рабочего, а спускалась строго прямолинейно, скользя по фартуку, и не разрушала камень. Фартук 61, состоящий из листа, прикрепленного к рамке 62 из углового железа, укреплен болтами 63 к швеллеру станины и болтами 64 к швеллерам стола. Фартук, кроме направления подкладок, предназначен для предохранения от попадания в механизм платья рабочего.
стоящего здесь и обслуживающего пресс. Подкладками служат .отрезки из сосновых нестроганных досок. Мотор делает 1000 об/мин. Ошошание диаметра шкива мотора к диаметру шкива 13 (фиг. 1) 1:3, 5. Передаточное число цилиндрических шестерен 15 и (фиг. 1) и передаточное число конических шестерен J8 и 7 2,9 (фиг. 1). Общее передаточное число 3,5X6X2,9 61. Таким образом,
10ПП
колесо 72 делает 16,4 об/мин.
Время одного оборота колеса циклу, т.-е. времени изготовления одного камня. Следовательно, .пресс изготовляет 16,4 камней в минуту или 1 камень в 3,65 сек и за 8 часов 16,4X60X8 8030 камней. При начале работы необходимы два рабочих для обслуживания пресса, причем один из них принимает камень от пресса, другой принимаег от первого и укладывает на тележку. Через 4-5 дней рабочий получает сноровку и справляется один.
Предмет изобретения.
1.Пресс для выделки полых бетонных камней типа „Крестьянин и т. п., отличающийся применением двух мальтийских крестов 2, 8, из которых крест 2, свободно поворотный на валу 3 и жестко связанный с несущим формы А крестом /, предназначен для периодической перестановки последних на Vi окружности, тогда как мальтийский крест 8, заклиненный на валу 3, служит для вращения горизонтального вала 77.
2.При прессе по п. 1, применение в бункере для бетона секторного барабана 28, приводимого в действие при посредстве зубчатых секторов 24 тягами 22 от эксцентриков 27 на валу //, с целью выпуска из бункера в форму установленного количества бетона, и вкладыша 32 для регулирования этого количества.
к авторскому свидетельству И. Я. Анисимова
М S2979
фиг4
| название | год | авторы | номер документа |
|---|---|---|---|
| Ударный пресс для изготовления бетонных камней | 1933 |
|
SU41416A1 |
| Вибропрессовальный станок для изготовления бетонных камней (блоков) | 1955 |
|
SU109954A1 |
| РЕВОЛЬВЕРНЫЙ ПРЕСС ДЛЯ ФОРМОВКИ КИРПИЧА | 1928 |
|
SU18235A1 |
| Пресс для изготовления полых строительных камней | 1931 |
|
SU26609A1 |
| СТАНОК ДЛЯ ВЫДЕЛКИ ПОЛЫХ ИСКУССТВЕННЫХ КАМНЕЙ | 1929 |
|
SU18241A1 |
| Пресс для выделки теплобетонных камней с закрытыми с обоих концов внутренними каналами | 1931 |
|
SU28825A1 |
| Пресс для изготовления искусственных камней | 1938 |
|
SU59642A1 |
| ТОПКА ДЛЯ ТОРФА И БУРОГО УГЛЯ | 1926 |
|
SU4732A1 |
| Станок для изготовления пустотелых шлакобетонных камней | 1949 |
|
SU89315A1 |
| Станок для формирования строительных камней | 1944 |
|
SU67178A1 |