Область техники
Настоящее изобретение относится к пористой обертке курительного материала и курительному изделию, содержащему такую обертку. В частности, настоящее изобретение относится к обертке курительного материала, содержащей микропоры, образованные отдельной перфорацией, и к курительному изделию, содержащему такую обертку.
Настоящая заявка испрашивает приоритет на основании патентной заявки Кореи № 10-2022-0119033, поданной 21 сентября 2022 г., все содержание которой включено в настоящий документ путем отсылки.
Предшествующий уровень техники
По существу, для изготовления курительного изделия, такого как табак, выделяющий никотин в результате сгорания, различные виды листового табака сначала смешивают и обрабатывают для получения желаемого аромата и вкуса. Обработанный табачный лист нарезают для получения нарезанных табачных листьев, после чего нарезанные табачные листья заворачивают в обертку курительного материала (или сигаретную бумагу) для изготовления сигареты без фильтра. Затем при необходимости на сигарету без фильтра устанавливают фильтр.
Фильтр может содержать активированный уголь, ароматизирующий материал и т.п. и может представлять собой монофильтр или несколько фильтров. Фильтр окружен оберткой фильтра и соединен с нарезанными табачными листьями оберточной бумагой. В этом случае оберточная бумага может содержать мелкие поры.
Обертка курительного материала может быть изготовлена таким образом, чтобы обеспечить передачу заданного количества смолы и никотина во время курения за счет соответствующей пористости и способности к горению, а также придание уникального вкуса курения сигарете. Различные обертки курительных материалов уже представлены на рынке, однако их функциональность все еще нуждается в совершенствовании. Автор разработал настоящее изобретение по результатам длительного исследования оберток курительных материалов.
[Документ по предшествующему уровню техники]
[Патентный документ]
(Патентный документ 1) Опубликованная заявка на патент Кореи № 10-2007-0096027
Сущность изобретения
Техническая задача
Задачей настоящего изобретения является разработка обертки курительного материала, позволяющей улучшить функциональность при использовании обертки курительного материала в курительном изделии путем формирования микропор в обертке курительного материала, образуемых отдельной перфорацией, и курительного изделия, содержащего такую обертку.
Техническое решение
Согласно первому аспекту настоящего изобретения,
предложена обертка курительного материала, содержащая микропоры, в которой, если обертка курительного материала разделена на три области с равными интервалами от верхнего дистального конца, в случае установки обертки курительного материала на курительное изделие, средняя пористость увеличивается по мере приближения области к нижнему концу.
В одном из вариантов осуществления настоящего изобретения микропоры имеют размер от 10 до 50 мкм.
В одном из вариантов осуществления настоящего изобретения микропоры формируют способом плазменной перфорации.
В одном из вариантов осуществления настоящего изобретения несколько микропор ориентированы по вертикали и составляют один набор, когда обертка курительного материала установлена на курительное изделие, и когда обертка курительного материала разделена на три области с равными интервалами от верхнего дистального конца в случае, если обертка курительного материала установлена на курительное изделие, одна область содержит один или несколько таких наборов.
В одном из вариантов осуществления настоящего изобретения расстояние между соседними наборами в верхнем и нижнем направлении одинаково, или такое расстояние больше в верхнем направлении, чем в нижнем направлении, когда обертка курительного материала установлена на курительное изделие.
В одном из вариантов осуществления настоящего изобретения пористость обертки курительного материала можно регулировать расстоянием между микропорами.
В одном из вариантов осуществления настоящего изобретения пористость обертки курительного материала можно регулировать размером микропор.
В одном из вариантов осуществления настоящего изобретения, если обертка курительного материала разделена на три области с равными интервалами от верхнего дистального конца в варианте, в котором обертка курительного материала установлена на курительное изделие, средний размер пор будет уменьшаться по мере смещения области в нижнем направлении.
В одном из вариантов осуществления настоящего изобретения пористость обертки курительного материала в любом положении не превышает 1000 ТЕ.
В одном из вариантов осуществления настоящего изобретения обертка курительного материала имеет среднюю пористость от 300 до 700 ТЕ.
В одном из вариантов осуществления настоящего изобретения пористость обертки курительного материала увеличивается от верхнего дистального конца к нижнему концу в случае, когда обертка курительного материала установлена на курительное изделие, и когда пористость достигает верхнего предела, пористость можно поддерживать на уровне верхнего предела.
В одном из вариантов осуществления настоящего изобретения пористость обертки курительного материала увеличивается в форме квадратичной или кубической функции от верхнего дистального конца к нижнему в варианте, в котором обертка курительного материала установлена на курительное изделие.
В одном из вариантов осуществления настоящего изобретения пористость обертки курительного материала увеличивается от верхнего дистального конца к нижнему концу в случае, когда обертка курительного материала установлена на курительный материал, и достигает верхнего предела на уровне 60—80% длины обертки курительного материала.
Согласно второму аспекту настоящего изобретения,
предложено курительное изделие, содержащее: блок курительного материала, обертку курительного материала, блок фильтра, обертку фильтра и оберточную бумагу, причем обертка курительного материала представляет собой описанную выше обертку курительного материала.
Полезные эффекты изобретения
Обертка курительного материала согласно одному из вариантов осуществления настоящего изобретения по существу содержит малоразмерные микропоры, выполненные способом плазменной перфорации, при котором трудно распознать микропоры невооруженным глазом и заметность не ухудшается, то есть обертка курительного материала может сохранять функциональность оберточного материала.
Кроме того, несмотря на постоянный уровень средней пористости обертки курительного материала, можно свести к минимуму уменьшение коэффициента разбавления вследствие сгорания блока курительного материала при сохранении основного коэффициента разбавления, когда обертка курительного материала установлена на курительное изделие, за счет эффективного расположения микропор.
Соответственно, можно обеспечить более постоянную удовлетворенность курильщика от начала и до конца процесса курения.
Описание чертежей
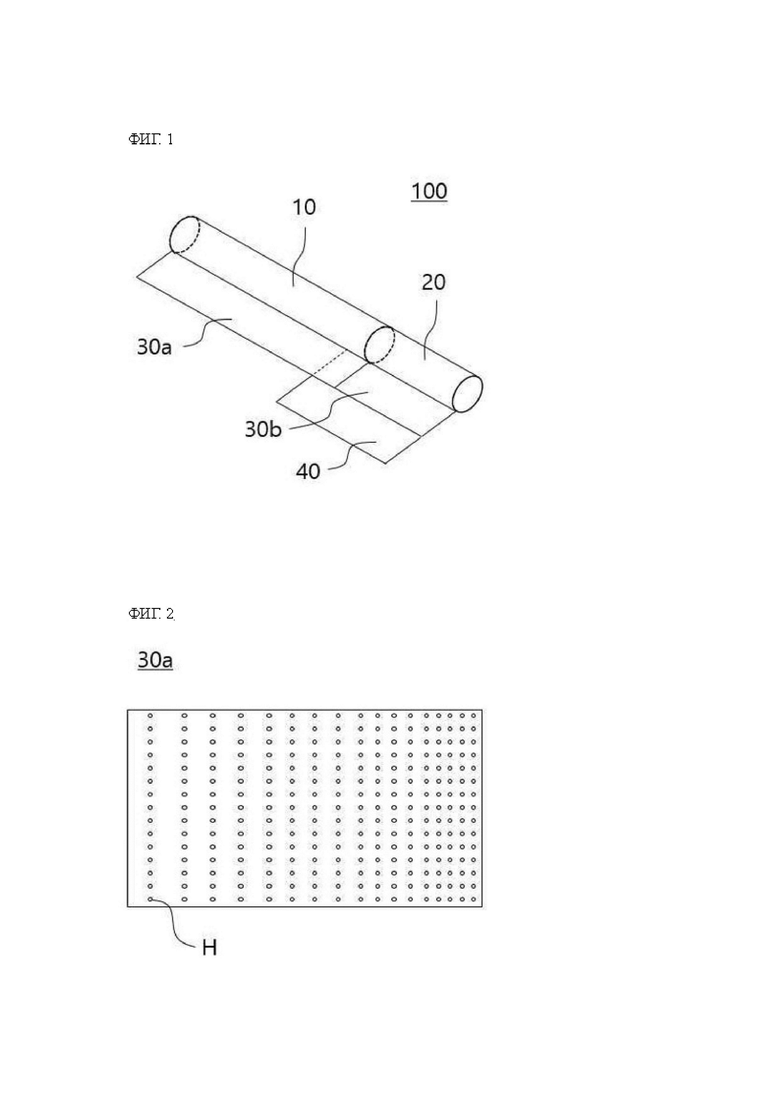
НА ФИГ. 1 схематично изображено курительное изделие согласно одному из вариантов осуществления настоящего изобретения.
НА ФИГ. 2 схематично изображена обертка курительного материала, пористость которой регулируют путем изменения интервала между наборами микропор, выровненных в вертикальном направлении, в случае, в котором обертка курительного материала установлена на курительное изделие, согласно одному из вариантов осуществления настоящего изобретения.
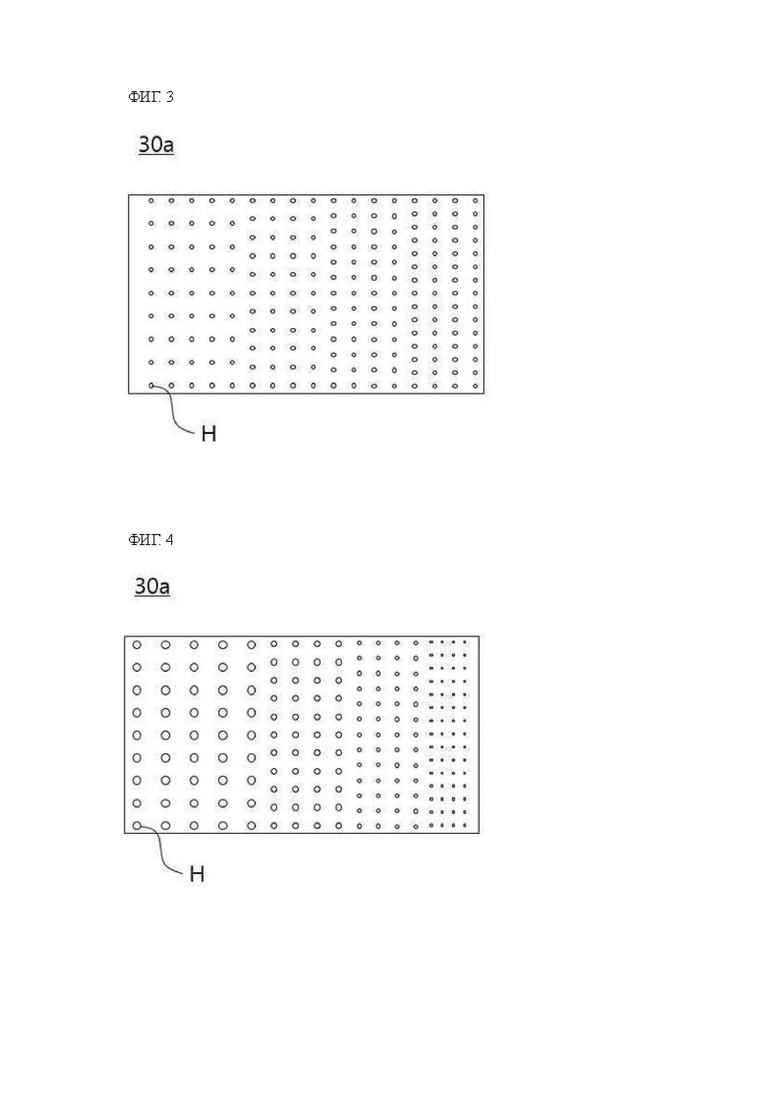
НА ФИГ. 3 схематично изображена обертка курительного материала, пористость которой регулируют путем изменения количества микропор в наборах микропор, выровненных в вертикальном направлении, в случае, в котором обертка курительного материала установлена на курительное изделие, согласно одному из вариантов осуществления настоящего изобретения.
НА ФИГ. 4 схематично изображена обертка курительного материала, пористость которой регулируют путем изменения размера микропор в наборах микропор, выровненных в вертикальном направлении, в случае, в котором обертка курительного материала установлена на курительное изделие, согласно одному из вариантов осуществления настоящего изобретения.
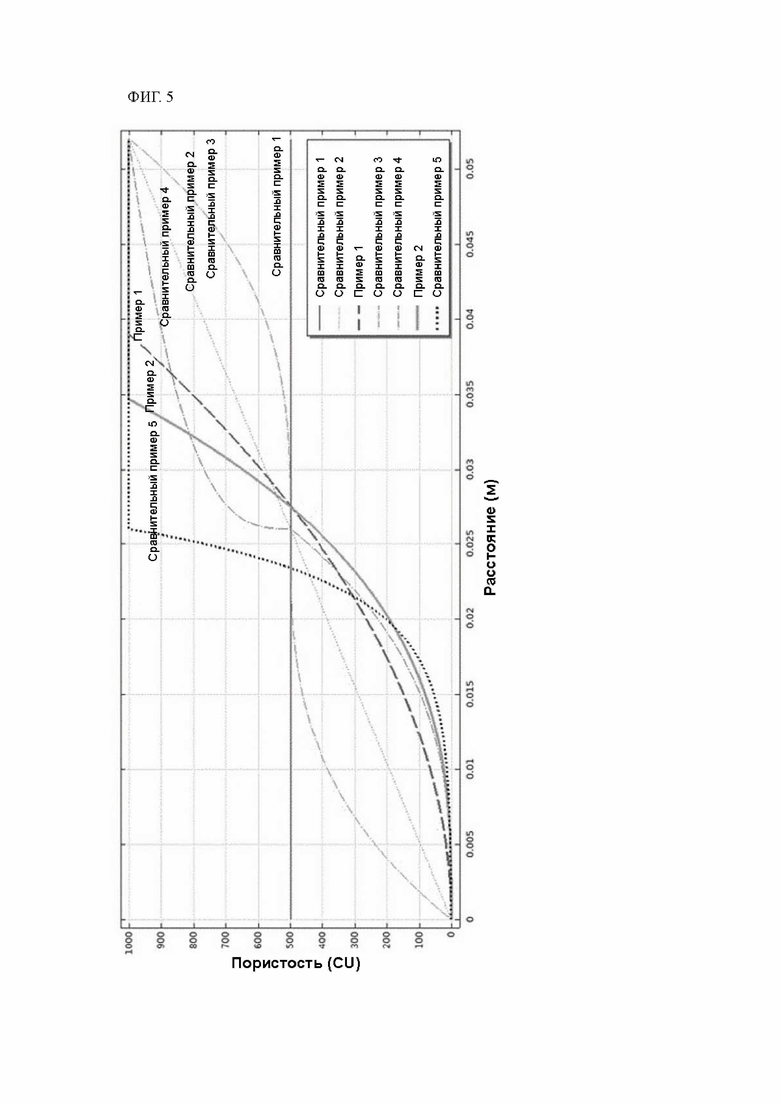
НА ФИГ. 5 изображены графики, иллюстрирующие распределение пористости оберток курительного материала согласно примерам 1 и 2 и сравнительным примерам 1—5.
Лучший вариант осуществления изобретения
Ниже будут подробно описаны варианты осуществления изобретения со ссылкой на иллюстративные чертежи. Следует отметить, что при присвоении ссылочных обозначений компонентам соответствующих чертежей одинаковые компоненты будут иметь одинаковые ссылочные обозначения, даже если они изображены на различных чертежах. Кроме того, в настоящем описании изобретения подробное описание известной связанной конфигурации или функции опускается, если будет принято решение, что оно препятствует пониманию сути настоящего изобретения.
Кроме того, термины «первый», «второй», A, B, (a), (b) и т.п. могут использоваться при описании компонентов вариантов осуществления изобретения. Эти термины используются только для отличения одного элемента от другого и не ограничивают признаки, последовательность, порядок и т.п. соответствующих элементов. Если указано, что один элемент «соединен», «связан» или «доступен» с другим элементом, следует понимать, что элемент может быть непосредственно соединен или доступен с другим элементом, или другой элемент может быть «соединен», «связан» или «доступен» между соответствующими элементами.
Один элемент, используемый во всех вариантах осуществления изобретения, и элемент, имеющий общую функцию, будут описаны в других вариантах осуществления изобретения с использованием тех же названий. Если не указано иное, описание в любом из вариантов осуществления изобретения применимо к другим вариантам осуществления изобретения, и подробные описания в перекрывающихся случаях будут опущены.
Под «курительным изделием» в данном описании может пониматься изделие, способное генерировать аэрозоль, такое как сигарета и сигара. Курительное изделие может содержать материал или субстрат для генерирования аэрозоля. Кроме того, в состав курительного изделия может входить твердый материал на основе табачного сырья, например гомогенизированное табачное полотно, нарезанный табачный лист и гомогенизированный табак. Курительный материал может содержать летучие вещества. Курительное изделие может содержать несколько сегментов, каждый из которых имеет собственную функциональность, и такие сегменты будут называться «блоками». В настоящем описании курительное изделие может представлять собой не только сигарету сгораемого типа, но и сигарету нагревательного типа, используемую с устройством для генерирования аэрозоля (не показанным на фигуре), в частности, электронную сигарету.
В данном описании термины «верхний» и «нижний» используются для обозначения относительных положений сегментов, составляющих курительное изделие, в зависимости от направления, в котором пользователь вдыхает воздух с помощью курительного изделия. Курительное изделие содержит верхний конец (т.е. часть, через которую входит воздух) и нижний конец (т.е. часть, через которую выходит воздух), обращенный к верхнему концу. При использовании курительного изделия пользователь может удерживать нижний конец курительного изделия между губами. Нижний конец может быть расположен ниже верхнего конца. При этом «конец» может также называться «дистальным концом».
Настоящим изобретением предложена обертка курительного материала, используемая в качестве одного из компонентов курительного изделия. Для справки, на ФИГ. 1 схематично изображена конфигурация курительного изделия согласно одному из вариантов осуществления настоящего изобретения. Курительное изделие 100, по существу, содержит блок 10 курительного материала и блок 20 фильтра. Блок 10 курительного материала окружен и обернут оберткой 30a курительного материала, и блок 20 фильтра окружен и обернут оберткой 30b фильтра. Обернутый блок курительного материала и блок фильтра соединены друг с другом оберточной бумагой 40.
Функциональность обертки 30a курительного материала согласно одному из вариантов осуществления настоящего изобретения улучшена по сравнению с существующей оберткой курительного материала путем добавления микропор в виде дополнительной перфорации, дополняющих естественные поры, образующихся в основном в бумажном материале. Естественные поры имеют размер менее 10 мкм, а микропоры имеют размер 10 мкм и более, вследствие чего невооруженный глаз и т.п. явно различает естественные поры и искусственные микропоры, выполненные перфорацией.
В одном из вариантов осуществления настоящего изобретения микропоры формируют способом плазменной перфорации. При выполнении микропор описанным выше способом перфорации можно сформировать микропоры меньшего и более однородного размера. Обертка 30a курительного материала, по существу, служит для обертывания блока 10 курительного материала, поэтому она должна обладать высокими эстетическими характеристиками и предотвращать утечку содержимого наружу. Микропоры, сформированные способом плазменной перфорации, могут иметь размер от 10 до 50 мкм, от 15 до 50 мкм и от 20 до 50 мкм. Если микропоры имеют размер 50 мкм и менее, то даже при наличии микропор заметность обертки курительного материала существенно не увеличивается, что позволяет сохранить исходную функциональность оберточного материала. Кроме того, в случае способа плазменной перфорации явление, при котором бумага сгорает и чернеет вокруг точек формирования микропор, по существу не возникает, то есть по существу отсутствует проблема снижения эстетических характеристик в результате перфорации.
Микропоры в обертке 30a курительного материала могут иметь различные размеры, положения, количество и иные характеристики, причем несмотря на одинаковое количество микропор, функциональность может различаться в зависимости от положения микропор. Одной из задач настоящего изобретения является улучшение характеристик курительного изделия при установке обертки курительного материала согласно одному из вариантов осуществления настоящего изобретения на курительное изделие путем максимального улучшения функциональности даже при сохранении аналогичного количества сформированных микропор.
В настоящем описании пористость описывает степень формирования микропор. Под пористостью понимают физическое значение, обычно используемое в данной области техники для определения свойств бумаги, в частности, обертки курительного материала, которое также может быть выражено как воздухопроницаемость. Под пористостью понимают проницаемость бумаги для потока воздуха, обусловленную разностью давлений между обеими сторонами бумаги, то есть проницаемость может указывать на объем воздуха, проходящего через бумагу за единицу времени, на единице площади и при разности давлений. Соответственно, пористость может быть выражена в таких единицах, как см3/(мин·см2·кПа), и эта единица также выражается в виде единиц CORESTA (ТЕ), в которой 1 ТЕ = 1 см3/(мин·см2·кПа). В настоящем описании пористость и средняя пористость намеренно выражены по отдельности, что позволяет указать на значительные отклонения при измерении пористости на площади, превышающей единицу площади, в зависимости от положения измерения. В частности, в настоящем описании под пористостью понимают пористость на единице площади, сформированной вокруг определенного положения в определенном положении, а под средней пористостью понимают пористость, рассчитанную путем измерения общей степени воздухопроницаемости для площади, превышающей единицу площади, с последующим делением общей степени воздухопроницаемости на единицу площади.
В одном из вариантов осуществления настоящего изобретения, если обертка курительного материала разделена на три области с равными интервалами от верхнего дистального конца в варианте, в котором обертка курительного материала установлена на курительное изделие, средняя пористость увеличивается по мере смещения области в нижнем направлении. Если микропоры сформированы в обертке курительного материала симметрично, направление, в котором обертка курительного материала установлена на курительное изделие, может существенно влиять на функциональность обертки курительного материала. Соответственно, даже несмотря на то, что обертка курительного материала сама по себе не имеет определенной направленности перед установкой на курительное изделие, положения в обертке курительного материала различают с учетом направленности, когда обертку курительного материала устанавливают на курительное изделие. Если обертка курительного материала разделена на три области через равные интервалы от верхнего дистального конца при установке на курительное изделие, то относительное расположение трех областей может быть явно разделено и определено как концепция верха и низа курительного изделия. Если принять крайнюю верхнюю из трех областей за первую область, следующую от верха область за вторую область и крайнюю нижнюю область за третью область, средняя пористость может последовательно увеличиваться в первой области, второй области и третьей области согласно одному из вариантов осуществления настоящего изобретения. Поскольку третья область представляет собой часть, которая может оставаться несгоревшей наиболее длительное время при горении курительного изделия, это может помочь улучшить функциональность путем формирования нескольких микропор в третьей области даже при сохранении количества микропор.
Микропоры не обязательно должны быть сформированы равномерно, но если одни и те же микропоры расположены на определенном расстоянии от верхнего дистального конца курительного изделия, и поток воздуха возникает в курительном изделии в направлении сверху вниз во время курения, микропоры могут иметь аналогичную функциональность, то есть, если несколько микропор ориентированы в вертикальном направлении и выполнены в случае, когда обертка курительного материала установлена на курительное изделие, предпочтительно, положение формирования микропор влияет на функциональность. Кроме того, такой способ выполнения микропор может способствовать улучшению технологичности. В одном из вариантов осуществления настоящего изобретения несколько микропор ориентированы по вертикали, когда обертка курительного материала установлена на курительное изделие, и составляют один набор, и когда обертка курительного материала разделена на три области с равными интервалами от верхнего дистального конца в случае, если обертка курительного материала установлена на курительное изделие, одна область содержит один или несколько таких наборов. В данном случае может быть очевидно, что микропоры выровнены в вертикальном направлении, но можно также считать, что микропоры выровнены в вертикальном направлении, если имеет место тенденция к выравниванию микропор в вертикальном направлении в целом, даже если центры микропор отклоняются от вертикальной линии на величину одной или двух микропор.
В одном из вариантов осуществления настоящего изобретения микропоры формируют непрерывно в направлении сверху вниз. В данном случае под «непрерывно» понимают постоянное или постепенно уменьшающееся среднее расстояние между соседними микропорами по мере формирования микропор в направлении сверху вниз. Например, если микропоры формируют в определенной тенденции и не формируют в определенной области, среднее расстояние между соседними микропорами значительно увеличивается. В этом случае формирование микропор нельзя считать непрерывным. Если микропоры выполняют наборами, выровненными в вертикальном направлении, обертка курительного материала установлена на курительное изделие, и микропоры формируют непрерывно, то расстояние между соседними наборами будет одинаковым сверху и снизу или больше сверху, чем снизу, если обертка курительного материала установлена на курительное изделие.
Пористость обертки курительного материала можно регулировать различными способами. На ФИГ. 2-4 схематично изображены обертки курительного материала с сформированными микропорами, и на фигурах показан пример способа регулирования пористости в обертках курительного материала. Для справки на ФИГ. 2—4 направление влево является направлением вверх, а направление вправо — направлением вниз.
На ФИГ. 2 каждый набор состоит из микропор H одинакового размера и количества, и микропоры формируют таким образом, чтобы расстояние между наборами уменьшалось по мере формирования микропор в направлении сверху вниз. Если обертка курительного материала, изображенная на ФИГ. 2, разделена на три области с равными интервалами от верхнего дистального конца в варианте, в котором обертка курительного материала установлена на курительное изделие, средняя пористость увеличивается по мере смещения области в нижнем направлении.
На ФИГ. 3 каждый набор состоит из микропор H одинакового размера, и микропоры формируют таким образом, чтобы количество микропор, составляющих каждый набор, постепенно увеличивалось при сохранении расстояния между соответствующими наборами по мере формирования микропор в направлении сверху вниз. Если обертка курительного материала, изображенная на ФИГ. 3, разделена на три области с равными интервалами от верхнего дистального конца в варианте, в котором обертка курительного материала установлена на курительное изделие, средняя пористость увеличивается по мере смещения области в нижнем направлении.
На ФИГ. 4 каждый набор состоит из одинакового количества микропор H и микропоры формируют таким образом, чтобы одновременно уменьшить размер микропор и расстояние между соответствующими наборами. Несмотря на то, что обертка курительного материала, как показано на ФИГ. 4, разделена на три области с равными интервалами от верхнего дистального конца, когда обертка курительного материала установлена на курительное изделие, может быть нечетко определено увеличение средней пористости по мере смещения области вниз, причем средняя пористость может быть увеличена, если эффект увеличения пористости за счет уменьшения расстояния между соответствующими наборами превысит эффект снижения пористости за счет уменьшения размера микропор.
Как подтверждено на ФИГ. 2-4, пористость обертки курительного материала можно регулировать расстоянием между микропорами и размером микропор. Поскольку при увеличении количества микропор в конечном итоге среднее расстояние между микропорами уменьшается, можно считать, что пористость регулируют расстоянием между микропорами. Если необходима высокая пористость обертки курительного материала, пористость можно увеличить путем значительного уменьшения расстояния между микропорами с одновременным уменьшением размера микропор. Если уменьшить только расстояние между микропорами в состоянии, в котором размер микропор соответствует определенному уровню или превышает его, заметность обертки курительного материала может быть увеличена, то есть функциональность обертки курительного материала как оберточного материала может быть ухудшена. В одном из вариантов осуществления настоящего изобретения, если обертка курительного материала разделена на три области с равными интервалами от верхнего дистального конца в варианте, в котором обертка курительного материала установлена на курительное изделие, средний размер пор будет уменьшаться по мере смещения области в нижнем направлении.
В одном из вариантов осуществления настоящего изобретения пористость обертки курительного материала в любом положении не превышает 1000 ТЕ. В данном случае под пористостью понимают пористость в определенном положении, а не среднюю пористость. Несмотря на низкую среднюю пористость, пористость может значительно увеличиться в случае плотного расположения микропор вблизи определенного положения. Если пористость в определенном месте превышает 1000 ТЕ, может быть не только увеличена заметность в определенном месте, но и снижен срок службы в этом определенном месте, то есть функциональность обертки курительного материала в качестве оберточного материала может быть ухудшена.
В одном из вариантов осуществления настоящего изобретения обертка курительного материала имеет среднюю пористость от 300 до 700 ТЕ, от 350 до 650 ТЕ и от 400 до 600 ТЕ. Если средняя пористость находится в пределах вышеуказанного диапазона, может проявляться эффект улучшения функциональности, в частности, увеличение коэффициента разбавления вследствие введения микропор; если средняя пористость превышает вышеуказанный диапазон, может быть не только увеличен коэффициент разбавления, но и уменьшен срок службы блока курительного материала курительного изделия. Как было описано выше, несмотря на то, что обертка курительного материала имеет такую же среднюю пористость, функциональность обертки курительного материала может изменяться в зависимости от положения микропор, поэтому может иметь значение расположение или иные подобные характеристики микропор.
В одном из вариантов осуществления настоящего изобретения пористость обертки курительного материала увеличивается от верхнего дистального конца к нижнему концу в случае, когда обертка курительного материала установлена на курительное изделие, и когда пористость достигает верхнего предела, пористость поддерживают на уровне верхнего предела. Может быть предпочтительным расположение микропор максимально внизу, поскольку микропоры могут быстро исчезать при сгорании, если микропоры выполнены вблизи верхнего дистального конца, и обертка курительного материала установлена на курительное изделие. Тем не менее, если микропоры расположены только в нижней части, коэффициент разбавления воздухом в начале курения может быть не очень большим, поскольку дым, образующийся при горении, не сразу разбавляется воздухом, когда курительный материал сгорает в положении, близком к верхнему дистальному концу. Соответственно, микропоры должны быть по возможности расположены на заданном уровне по всей поверхности блока курительного материала. Учитывая сказанное, для максимального сохранения функциональности сформированных микропор может быть предпочтительным вариант с увеличением пористости по мере выполнения микропор в направлении сверху вниз и поддержание пористости на уровне верхнего предела после достижения верхнего предела пористости. В данном случае верхний пределе можно произвольно задавать в соответствии с конструкцией производителя, но может быть предпочтительным верхний предел пористости не более 1000 ТЕ. Если пористость не достигает верхнего предела вплоть до нижнего дистального конца блока курительного материала, пористость блока курительного материала может равномерно увеличиваться.
В одном из вариантов осуществления настоящего изобретения пористость обертки курительного материала увеличивается в форме квадратичной или кубической функции в направлении от верхнего дистального конца к нижнему в варианте, в котором обертка курительного материала установлена на курительное изделие. В данном случае квадратичная или кубическая функция означает, что пористость увеличивается пропорционально квадрату или кубу расстояния. Соответственно, в формы кубической функции, даже несмотря на увеличение пористости по графику кубической функции, исключается случай, в котором отсутствует точка перегиба в точке, в которой расстояние равно 0. В отличие от линейной функции, при квадратичной или кубической функции пористость может быстро увеличиваться в зависимости от расстояния, чтобы быстрее достичь верхнего предела, и пористость, достигшая верхнего предела, более не увеличивается и поддерживается на уровне верхнего предела.
В одном из вариантов осуществления настоящего изобретения пористость обертки курительного материала увеличивается от верхнего дистального конца к нижнему концу в случае, когда обертка курительного материала установлена на курительный материал, и достигает верхнего предела на уровне 60—80% длины обертки курительного материала. Скорость снижения коэффициента разбавления может быть сведена к минимуму в том случае, когда пористость поддерживается на определенном уровне верхнего предела по сравнению со случаем, в котором пористость достигает верхнего предела слишком быстро или слишком поздно.
Как было указано выше, функциональность, реализованная формированием микропор, может быть дополнительно увеличена путем комбинирования с другими компонентами курительного изделия. Другие технические характеристики курительного изделия, за исключением технической характеристики формирования микропор, можно легко комбинировать и использовать в пределах диапазона, в целом известного на уровне техники.
Блок 10 курительного материала, обернутый оберткой 30a курительного материала, может быть заполнен курительным материалом, например, сырым листовым табаком, гомогенизированным табачным листом или смесью листового и гомогенизированного табака. Обработанный курительный материал может быть введен в блок 10 курительного материала в виде полотна или нарезанных табачных листьев. Блок 10 курительного материала может иметь форму удлиненного стержня, причем длина, окружность и диаметр блока 10 курительного материала, по существу, не ограничены, но могут быть доведены до размера, обычно используемого в данной области техники с учетом количества курительного материала, помещенного в блок 10 курительного материала, вкуса пользователя и т.п. Кроме того, блок 10 курительного материала может содержать по меньшей мере один из следующих материалов для генерирования аэрозоля: глицерин, пропиленгликоль, этиленгликоль, дипропиленгликоль, диэтиленгликоль, триэтиленгликоль, тетраэтиленгликоль и олеиловый спирт. Блок 10 курительного материала может содержать другие добавки, в частности, ароматизирующие агенты, смачивающие агенты и/или ацетатные соединения. Материал для генерирования аэрозоля и добавки могут содержаться в курительном материале.
В дополнение к блоку 10 курительного материала блок 20 фильтра, входящий в состав курительного изделия 100, расположен ниже блока 10 курительного материала и служит фильтром, через который проходит аэрозольный материал, генерируемый блоком 10 курительного материала, непосредственно перед его вдыханием пользователем. Блок 20 фильтра может быть изготовлен из различных материалов. Например, блок 20 фильтра может представлять собой фильтр из ацетата целлюлозы. Блок 20 фильтра может представлять собой фильтр из ацетата целлюлозы, в который не добавлен ароматический материал, или фильтр с системой форсунок переноса (TJNS), в который добавлен ароматический материал.
В одном из вариантов осуществления настоящего изобретения блок 20 фильтра может представлять собой трубчатую структуру с полостью внутри. Блок 20 фильтра может быть изготовлен путем введения в его внутреннюю часть (например, полость) структуры, в частности, пленки или трубки, изготовленной из однородных или неоднородных материалов. На ФИГ. 1 показано, что блок 20 фильтра согласно одному из вариантов осуществления настоящего изобретения выполнен в виде монофильтра, состоящего из одного фильтра, но настоящее изобретение не ограничивается этим вариантом. Например, блок 20 фильтра может также представлять собой двойной фильтр, тройной фильтр и т.п. и содержать два ацетатных фильтра для увеличения эффективности фильтрации. Кроме того, хотя это и не показано на фигуре, раздавливаемая капсула (не показанная на фигуре), в структуре которой внутренняя жидкость, в том числе ароматизирующее вещество, окружена пленкой, также может входить в состав блока 20 фильтра.
Блок 10 курительного материала может быть обернут описанной выше оберткой 30a курительного материала. Часть сигаретного дыма, образующегося в процессе горения блока 10 курительного материала в целом, выпускается в воздух через обертку 30a блока курительного материала до прохождения через сигаретный фильтр, и боковой дымовой поток вызывает неприятные ощущения у пассивных курильщиков. Предпринимались различные попытки уменьшения такого бокового дымового потока, в частности, добавление в сигаретную бумагу наполнителя, в частности, оксида магния, оксида титана, оксида церия, оксида алюминия, карбоната кальция или карбоната циркония, но уменьшение бокового дымового потока путем простого применения такого наполнителя приводило к снижению аромата курения, горелому вкусу, уменьшению целостности столбика пепла и т.п. Поэтому вышеописанную проблему трудно решить путем подбора соответствующей комбинации материалов, входящих в состав наполнителя. В обертку 30a курительного материала согласно одному из вариантов осуществления настоящего изобретения введен наполнитель, содержащий смесь оксида магния (MgO и/или Mg(OH)2) и карбоната кальция (CaCO3) для предотвращения снижения аромата курения, уменьшения целостности столбика пепла и горелого вкуса при уменьшении бокового дымового потока.
Блок 20 фильтра может быть обернут оберткой 30b фильтра. Обертка 30b фильтра может быть изготовлена из жиронепроницаемой оберточной бумаги, а на внутреннюю поверхность обертки 30b фильтра может быть дополнительно нанесена алюминиевая фольга.
Блок 10 курительного материала, обернутый оберткой 30a курительного материала, и блок 20 фильтра, обернутый оберткой 30b фильтра, могут быть соединены и обернуты оберточной бумагой 40. Оберточная бумага 40 может обертывать наружную сторону, по меньшей мере, части (например, нижней части области) обертки 30a курительного материала и обертки 30b фильтра, как показано на ФИГ. 1. Иными словами, блок 10 курительного материала и блок 20 фильтра могут быть по меньшей мере частично обернуты оберточной бумагой 40 и физически объединены. В одном из вариантов осуществления настоящего изобретения оберточная бумага 40 может представлять собой, непористую оберточную бумагу, не обладающую свойствами жиронепроницаемости, но возможны и другие варианты. Кроме того, оберточная бумага 40 может предотвращать возгорание блока 20 фильтра счет включения в состав невоспламеняющегося материала, но возможны и другие варианты.
Здесь и далее конфигурация настоящего изобретения и его эффекты будут описаны более подробно на Примерах и Сравнительных примерах. Тем не менее, эти Примеры представлены для подробного описания настоящего изобретения, и защищаемый объем настоящего изобретения не ограничивается данными Примерами.
Примеры
Пример 1
Например, обертка курительного материала, окружающая блок курительного материала курительного изделия, изготовленного для испытания, была удалена, и в обертке курительного материала аналогичного типа были сформированы микропоры размером примерно 30 мкм с помощью устройства плазменной перфорации (производства компании Tann papier). Микропоры сформировали таким образом, чтобы средняя пористость обертки курительного материала составляла 500 ТЕ, и пористость обертки курительного материала увеличивалась согласно квадратичной функции расстояния от верхнего дистального конца, когда обертка курительного материала установлена на курительное изделие. Пористость достигала 1000 ТЕ в точке, расположенной примерно в 39 мм от верхнего дистального конца, и оставалась на уровне 1000 ТЕ после этой точки. Курительное изделие изготовили путем приклеивания обертки курительного материала с сформированными микропорами к блоку курительного материала таким образом, чтобы она окружала блок курительного материала. В курительном изделии длина блока курительного материала в осевом направлении составила примерно 51 мм, а окружность блока курительного материала – примерно 23,7 мм.
Пример 2
Курительное изделие изготовили аналогично примеру 1 за исключением того, что микропоры сформировали по схеме, отличающейся от схемы в примере 1. В частности, в примере 2 микропоры сформировали таким образом, чтобы средняя пористость обертки курительного материала составляла 500 ТЕ, и пористость обертки курительного материала увеличивалась согласно кубической функции расстояния от верхнего дистального конца, когда обертка курительного материала установлена на курительное изделие. Пористость достигала 1000 ТЕ в точке, расположенной примерно в 34 мм от верхнего дистального конца, и оставалась на уровне 1000 ТЕ после этой точки.
Сравнительный пример 1
Курительное изделие изготовили аналогично примеру 1 за исключением того, что микропоры сформировали по схеме, отличающейся от схемы в примере 1. В частности, в Сравнительном примере 1 микропоры сформировали таким образом, чтобы средняя пористость обертки курительного материала составляла 500 ТЕ, и пористость обертки курительного материала постоянно поддерживалась на уровне 500 ТЕ, даже несмотря на то, что расстояние от верхнего дистального конца было увеличено, когда обертка курительного материала установлена на курительное изделие.
Сравнительный пример 2
Курительное изделие изготовили аналогично примеру 1 за исключением того, что микропоры сформировали по схеме, отличающейся от схемы в примере 1. В частности, в сравнительном примере 2 микропоры сформировали таким образом, чтобы средняя пористость обертки курительного материала составляла 500 ТЕ, и пористость обертки курительного материала увеличивалась согласно линейной функции расстояния от верхнего дистального конца, когда обертка курительного материала установлена на курительное изделие. Пористость достигала 1000 ТЕ в точке, расположенной примерно в 51 мм от верхнего дистального конца.
Сравнительный пример 3
Курительное изделие изготовили аналогично примеру 1 за исключением того, что микропоры сформировали по схеме, отличающейся от схемы в примере 1. В частности, в сравнительном примере 3 микропоры сформировали таким образом, чтобы средняя пористость обертки курительного материала составляла 500 ТЕ, и пористость обертки курительного материала увеличивалась согласно кубической функции расстояния от верхнего дистального конца, отличающейся от функции в примере 2, когда обертка курительного материала установлена на курительное изделие. В отличие от примера 2, кубическую функцию в Сравнительном примере 3 изменили таким образом, чтобы точка перегиба кубической функции находилась примерно в 25,5 мм от верхнего дистального конца, а пористость достигала 1000 ТЕ примерно в 51 мм от верхнего дистального конца.
Сравнительный пример 4
Курительное изделие изготовили аналогично примеру 1 за исключением того, что микропоры сформировали по схеме, отличающейся от схемы в примере 1. В частности, в сравнительном примере 4 микропоры сформировали таким образом, чтобы средняя пористость обертки курительного материала составляла 500 ТЕ, и пористость обертки курительного материала увеличивалась по мере увеличения расстояния от верхнего дистального конца путем соединения кривых различных схем на основе точки, находящейся примерно в 25,5 мм от верхнего дистального конца. Пористость достигала 1000 ТЕ в точке, расположенной примерно в 51 мм от верхнего дистального конца.
Сравнительный пример 5
Курительное изделие изготовили аналогично примеру 1 за исключением того, что микропоры сформировали по схеме, отличающейся от схемы в примере 1. В частности, в сравнительном примере 5 микропоры сформировали таким образом, чтобы средняя пористость обертки курительного материала составляла 500 ТЕ, и пористость обертки курительного материала увеличивалась согласно экспоненциальной функции расстояния от верхнего дистального конца, когда обертка курительного материала установлена на курительное изделие. Пористость достигала 1000 ТЕ в точке, расположенной примерно в 27 мм от верхнего дистального конца, и оставалась на уровне 1000 ТЕ после этой точки.
Распределение удельной пористости оберток курительного материала согласно Примерам 1 и 2 и Сравнительным примерам 1—5 показано на ФИГ. 5 ниже. На ФИГ. 5 расстояние по оси X обозначает расстояние от верхнего дистального конца, когда обертка курительного материала установлена на курительное изделие. Например, расстояние 0 м относится к положению на верхнем дистальном конце, когда обертка курительного материала установлена на курительное изделие, и расстояние 0,025 м относится к положению в 25 мм от верхнего дистального конца, когда обертка курительного материала установлена на курительное изделие.
Экспериментальный пример
Физические свойства соответствующих курительных изделий, изготовленных в соответствии с Примерами 1 и 2 и Сравнительными примерами 1—5, проанализировали с помощью устройства для измерения физических свойств сигарет (тестер качества сигарет производства компании Kardien). Анализ физических свойств выполняли, когда на блоке курительного материала оставалась точка 51 мм (точка 3/3), точка 34 мм (точка 2/3) и точка 17 мм (точка 1/3), соответственно. При анализе физических свойств коэффициенты разбавления всех компонентов оценивали в варианте без микропор, и результаты оценки свели в таблицу 1 (см. ниже).
[Таблица 1]
(точка 3/3 → точка 1/3)
(точка 3/3)
(точка 2/3)
(точка 1/3)
Как показано в Таблице 1, несмотря на то, что средняя пористость оберток курительного материала скорректирована таким образом, чтобы она была одинаковой в Примерах и Сравнительных примерах, коэффициент разбавления различался в соответствующих точках в зависимости от структуры микропор. Может быть важно свести к минимуму снижение коэффициента разбавления в зависимости от длительности курения, чтобы удовлетворенность курильщика была более постоянной от начала до конца процесса курения. В связи с этим, с увеличением пористости в форме квадратичной или кубической функции от верхнего дистального конца курительного материала, как в примерах 1 и 2, снижение коэффициента разбавления может быть сведено к минимуму, даже если обертка курительного материала имеет одинаковую среднюю пористость.
Варианты осуществления изобретения описаны выше со ссылкой на ограничительные примеры и чертежи, но специалисты в данной области техники могут внести различные изменения и вариации в вышеприведенное описание. Например, соответствующие результаты могут быть достигнуты несмотря на то, что описанные технологии осуществляют в порядке, отличающемся от порядка, предусмотренного описанным способом, и/или компоненты описанной системы, структуры, устройства, схемы и т.п., могут быть соединены или объединены в форме, отличающейся от описанного способа, или заменены другими компонентами или их эквивалентами.
[Ссылочные обозначения]
10: Блок курительного материала
20: Блок фильтра
30a: Обертка курительного материала
30b: Обертка фильтра
40: Оберточная бумага
100: Курительное изделие
Н: микропоры
| название | год | авторы | номер документа |
|---|---|---|---|
| ОБЕРТКА КУРИТЕЛЬНОГО МАТЕРИАЛА, СОДЕРЖАЩАЯ ВАНИЛЬ, И КУРИТЕЛЬНОЕ ИЗДЕЛИЕ, СОДЕРЖАЩЕЕ ТАКУЮ ОБЕРТКУ | 2021 |
|
RU2813016C1 |
| ОБЕРТКА МАТЕРИАЛА ДЛЯ КУРЕНИЯ, СОДЕРЖАЩАЯ ШЕЛУХУ ЗЕРНА, КУРИТЕЛЬНОЕ ИЗДЕЛИЕ, СОДЕРЖАЩЕЕ ТАКУЮ ОБЕРТКУ, И СПОСОБ ПРОИЗВОДСТВА КУРИТЕЛЬНОГО ИЗДЕЛИЯ | 2020 |
|
RU2765149C2 |
| ОБЕРТКА КУРИТЕЛЬНОГО ИЗДЕЛИЯ | 2012 |
|
RU2613858C1 |
| ОБЕРТКА КУРИТЕЛЬНОГО ИЗДЕЛИЯ | 2012 |
|
RU2580273C2 |
| ОБЕРТКА КУРИТЕЛЬНОГО МАТЕРИАЛА, В КОТОРУЮ ДОБАВЛЕНО АРОМАТИЗИРУЮЩЕЕ ВЕЩЕСТВО НА ОСНОВЕ БАЛЬЗАМА, И СОДЕРЖАЩЕЕ ЕЕ КУРИТЕЛЬНОЕ ИЗДЕЛИЕ | 2022 |
|
RU2806390C1 |
| КУРИТЕЛЬНОЕ ИЗДЕЛИЕ, СОДЕРЖАЩЕЕ АРОМАТИЗИРОВАННЫЕ ГОМОГЕНИЗИРОВАННЫЕ ТАБАЧНЫЕ ЛИСТЬЯ | 2022 |
|
RU2800509C1 |
| Обертка из бумаги для курительных изделий и курительное изделие | 1991 |
|
SU1836037A3 |
| КУРИТЕЛЬНОЕ ИЗДЕЛИЕ С ПРОЗРАЧНОЙ ОБЕРТКОЙ | 2013 |
|
RU2660794C2 |
| ОБЕРТКА ДЛЯ КУРИТЕЛЬНОГО ИЗДЕЛИЯ | 2011 |
|
RU2560834C2 |
| ФИЛЬТР КУРИТЕЛЬНОГО ИЗДЕЛИЯ И КУРИТЕЛЬНОЕ ИЗДЕЛИЕ, СОДЕРЖАЩЕЕ ТАКОЙ ФИЛЬТР | 2023 |
|
RU2831256C2 |
Группа изобретений относится к обертке курительного материала и курительному изделию. Обертка курительного материала, содержащая микропоры, разделена на три области с равными интервалами от верхнего дистального конца и средняя пористость увеличивается по мере приближения области к нижнему концу. Пористость обертки курительного материала увеличивается в форме квадратичной или кубической функции от одного конца к другому. Обеспечивается сведение к минимуму скорости снижения коэффициента разбавления, когда пористость поддерживается на определенном уровне верхнего предела. 2 н. и 10 з.п. ф-лы, 5 ил., 1 табл.
1. Обертка курительного материала, содержащая микропоры, в которой обертка курительного материала разделена на три области с равными интервалами от верхнего дистального конца и средняя пористость увеличивается по мере приближения области к нижнему концу, и в которой пористость обертки курительного материала увеличивается в форме квадратичной или кубической функции от одного конца к другому.
2. Обертка курительного материала по п. 1, в которой размер микропор составляет от 10 до 50 мкм.
3. Обертка курительного материала по п. 1, в которой микропоры сформированы способом плазменной перфорации.
4. Обертка курительного материала по п. 1, в которой несколько микропор выровнены в вертикальном направлении и составляют один набор и одна область содержит один или несколько наборов.
5. Обертка курительного материала по п. 4, в которой расстояние между соседними наборами в верхнем и нижнем направлениях одинаково, или такое расстояние больше от одного конца к другому.
6. Обертка курительного материала по п. 1, в которой пористость обертки курительного материала отрегулирована расстоянием между микропорами.
7. Обертка курительного материала по п. 1, в которой пористость обертки курительного материала отрегулирована размером микропор.
8. Обертка курительного материала по п. 1, в которой средний размер пор уменьшен по мере смещения области от одного конца к другому.
9. Обертка курительного материала по п. 1, в которой пористость обертки курительного материала в любом положении не превышает 1000 CU.
10. Обертка курительного материала по п. 1, в которой обертка курительного материала имеет среднюю пористость от 300 до 700 CU.
11. Обертка курительного материала по п. 1, в которой пористость обертки курительного материала увеличивается от одного конца к другому и достигает верхнего предела на уровне 60-80% длины обертки курительного материала.
12. Курительное изделие, содержащее блок курительного материала, обертку курительного материала по п. 1, установленную на курительное изделие, блок фильтра, обертку фильтра и оберточную бумагу.
| WO 2021143688 A1, 22.07.2021 | |||
| СИГАРЕТА С ПОНИЖЕННЫМ ВЫДЕЛЕНИЕМ ПОБОЧНОГО ДЫМА, СОДЕРЖАЩАЯ НЕСГОРАЕМЫЙ МАТЕРИАЛ ДЛЯ ЕГО ОБРАБОТКИ | 2001 |
|
RU2248172C2 |
| US 4784164 A1, 15.11.1988 | |||
| KR 20150144766 A, 28.12.2015 | |||
| WO 2012122126 A2, 13.09.2012 | |||
| УСОВЕРШЕНСТВОВАНИЯ, ОТНОСЯЩИЕСЯ К КУРИТЕЛЬНЫМ ИЗДЕЛИЯМ | 2003 |
|
RU2325824C2 |
| US 20100242977 A1, 30.09.2001 | |||
| ДЕФОЛИАНТ | 0 |
|
SU365986A1 |

