Изобретение относится к машине-приборостроению и может бьггь использовано для контроля геометрических размеров движущихся деталей, а также при статистическом регулировании технологического процесса при изготовлении деталей и наладке оборудования, изготавливающего эти детали.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является устройство для контроля геометрических размеров движущихся деталей, содержащее три . датчика перемещения, второй и третий из которых установлены от первого датчика соответственно на расстоянии, равном минимально и максимально допустимой длине изделия,, формирователь измерительных импульсов. и два формирователя опорных импульсов, входы которых подключены к выходам соответствующих датчиков-, и соединенные последовательно логический блок и узел разбраковки, два входа логического блока соединены с выходами формирователей опорных импульсов 11.
Недостатком устройства является невозможность использования в случае , необходимости определения положения контролируемого размера внутри дб11усковых границ, например, в случае статистического регулирования технологического процесса при изготовлении деталей, так как логика устройства функционирует как разбраковочный элемент, определяющий лишь допуско- вне границы контролируемого изделия.
Целью изобретения является расширение технологических возможндстей.
Поставленная цель достигается тем, что устройство для контроля геометрических размеров движущихся деталей снабжено импульсньам .селектором) состоящим из двух дифференцирующих блоков , входы которых подключены к соответствующим формирователям опорных импульсов, триггера с раздельные запуском, подключенного к выходам дифференцирующих блоков, прибора .
20 визуальной регистрации и одновибратора, вход одновибратора соединен с формирователем измерительных импульсов, выход - с третьим входом логи-, ческого блока и первым входом прибо25ра визуальной регистрации, к второму ВХОДУ-,которого подключен триггер. .
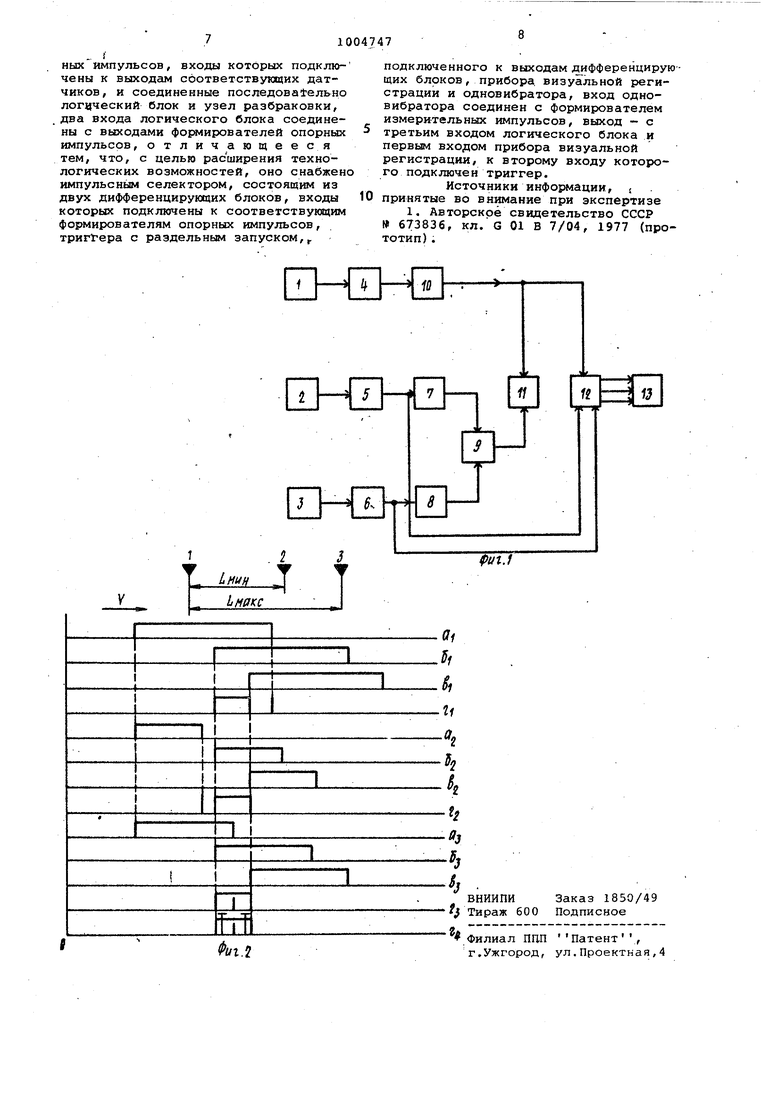
На фиг. 1 представлена блок-схема устройства,,на фиг. 2 - эпюры импульсных сигналов в функции времени,
30 поясняющие работу устройства. Устройство содержит датчики 1-3 перемещений с усилителями, расположенные таким образом (фиг. 2), что расстояние между датчиками 1 и 2 перемещений равно наименьшему Ь,-, а между датчиками 1 и 3 перемещений наибольшему размерам, формирова тель 4 измерительных импульсов и формирователи 5 и 6 опорных импульсов , дифференцирующие блоки 7 и 8, .триггер 9 с раздельным запуском, одновибратор 10, прибор 11 визуальной регистрации (например, двухлучевой осциллограф), логический блок 12 и узел 13 разбраковки. Сигналы, поступившие в момент npo хождения мимо них контролируемой де4 тали, усиливаются усилителями (фиг. ( Преобразователями 4-6 измеритель-: ных и опорйых импульсов трапецеидалв ные импульсы с усилителей формируютeft в прямоугольные импульсы, длительность которых пропорциональна соответствующему размеру контролируе мой детали (фиг.2). В случае превышения размера контролируемой детали максимально допустимого размера ,, на выходе преобразрвателей 1-3 измерительных и опорных импульсов формируются импульсы (фиг.2; эпюры а, б,,, ) , длительность которых пропор циональна контролируемому размеру, причем интервал времени между передними фронтами импульсов, показанных. на фиг. 2 эпюрах б(, в, пропорционален разности между наибольшим Ь,, и наименьшим L размерами (фиг.2 эпюра г). С преобразователей 5 и б опорных импульсов сигналы поступают на дифференцирующие блоки.7 и 8. Для выделения отрезка времени между lieредни фронтами двух импульсов (фигТ2, эпюры б, в), пропорциональ ного разности между наибольшим и наименьшим Ь, размерами и сравне ния его с измерительным импульсом, сформированным формирователем 4 изме рительных импульсов, используется импульсный селектор, состоящий из триггера 9 с раздельным запуском, одновибратора 10 и прибора11 визуал ной регистрации (например/ двухлучевого осциллографа). Триггер 9 запускается по единичному входу передним фронтом импульса (фиг.2, эпюра б) через дифференцирующий блок 7 и нахо дитсй вeдиничндм состоянии до тех пор, пока его не переведет по нулево му входу в другое состояние передний фронт импульса (фиг. 2, эпюра B-J) через дифференцирующий блок 8. Задни фронтом импульса (фиг. 2, эпюра а), сформированного формирователем 4 измерительных импульсов, запускается одновибратор 10, вырабатывающий измерительнйай импульс длительностью 0,5 мксек. Опорный импульс с триггера 9 и измерительный импульс с одновибратора 10 поступают на двухлучевой осциллограф 11. Причем необходимо оба луча осциллографа совместить, тогда оба сигнала окажутся на одной временной оси (эпюра г фиг.2). Так как эти импульсы не совпадают по времени (измерительный импульс смещен вправо относительно опорного), по данному взаимному расположению импульсов судят о том, что деталь - брак по максимальному размеру. Если контролируемый размер меньше предельно допустимого размера ,, на выходе формирователей 4-6 (фиг.2, эпюры ал, б2 2 формируются в момент прохождения контролируемой детали датчиков 1-3 импульсы, длительность которых пропорциональна контролируемому размеру, причем интервал времени между передними фронтами импульсов (фиг.2, эпюры 62 В2) пропорционален разности между наибольшим глох и наименьшим L размерами (фиг. 2, эпюра rj). Передним фронтом импульса (фиг.2, эпюра 62) через дифференцирующую цепочку 7 запускается триггер 9 на время, равное отрезку времени между передними фронтами импульсов, показанных на эпюрах 62, пропорционального разности между наибольшим и наименьшим L,n размерами (эпюра г у) Передним фронтом импульса (эпюра в ) триггер 9 через дифференцирующий блок 8 возвращается в исходное состояние. Задним фронтом импульса с формирователя 4 измерительного сигнала (эпюра а2) запускается одновибратор 10, вырабатывающий импульс длительностью 0,5 мксек. С выхода триггера 9 и одновибратора 10 импульсы (эпюра Г2) подаются, наприбор 11 визуальной регистрации. Как и в случае контроля детали с размерами большими , измерительный импульс и импульс, пропорциональный разности между наибольшим и наименьшим min размерам (опорный импульс) , в случае контроля детали с размерами меньшими LtTi4n ® совпадают по времени, (т.е. на экране осциллографа) измерительный импульс смещен относительно опорного (фиг. 2, эпюра г,2) влево, чтосоответствует случаю брака по минимальному размеру. Если контролируемый размер меньше предельно допустимого размера , но больше Ь, (фиг. 2, эпюры а, 6j, B.J, rj), на экране двухлучевого осциллографа появляются (фиг. 2, эпюра г) снимаемые с выхода одновибратора 10 и триггера 9 измерительный и опорный импульс, пропорциональный разности между наибольшим L и наименьшим Ln,.jp размерами. При этом измерительный импульс находится внутри опорного импульса, пропорционального разности межд наибольшим и наименьшим размерами во всех случаях/ когда контролируемой размер находится в пределах L L L,g,, Данный случай соответствует случаю годной детали. Сигналы, определяющие брак или годность изделия, обра батываются логическим блоком 12 и подаются на узел 13 разбраковки, сортирующий детали на годные и брак. В случае бракованного изделия по максимально допустимому размеру датчики 2 и 3 (см. фиг. 2) затемне 1ы; на входе логического блока 1 в момент подачи сигнала от датчика 1 возникают логические единицы. Логический блок вьщает сигнал на узел 13 разбраковки который посылает деталь в бункер исправного брака.
В случае бракованного изделия по минимально допустимому размеру датчики 2 и 3 освещены, на входе логического блока 12 в момент подачи сигна па от датчика .1 возникают логические нули.
Логический блок 12 выдает сигнал на узел 13 разбраковки, который посылает деталь в бункер неисправного брака.
В случае годного изделия датчик 2 затемнен, а 3 - освещен, на входе логического блока 12 в момент подачи сигнала от датчика 1 возникает логический ноль и единица. Логический блок выдает сигнал на узел 13 разбра ковки, который посылает деталь в бункер годных изделий.
Кроме того, .на экране двухлучевог осциллографа можно визуально наблюдать перемещение измерительного им- пульса относительно опорного (в случае годной детали). По местоположению измерительного импульса внутри границ опорного импульса, соответствующего величине допуска на контрОлируемый размер, можно определить степень отклонения этого размера от номинального в момент очередной выборки деталей из партии изготавливаемых изделий. .Делается это так На экран осциллографа наносятся границы пределов статистического регулирования технологического процесса в виде двух штрихов-(см. фиг. 2 зпюi ра г), отстоящих от переднего и заднего фронтов опорного импульса на заранее рассчитанную величину и ito положению измерительного импульса. относительно этих границ судят о сос.тоянии технологического процесса. Чтобы измерительный и опорный импуль сы не перемещались по экрану, осциллографа, на синхронизирующие входы осциллографа подайт те же сигналы, что и на его пластины. Кроме того, необходимо обеспечить постоянство
скорости развертки лучей осциллографа. Этого добиваются стабилизацией скорости перемещения контролируемых изделий (например, применяя синхронный двигатель),,
Таким образом обеспечивается привязка всех импульсов к нанесенным границам пределов статистического регулирования. Это значительно упрощает процесс статистического регулирования технологического процесса, так как отпадает необходимость во вспомогательном дорогоетоящем оборудовании, определяющим и обрабатывающим параметры регулирования. Если при контроле каждой очередной выборки деталей измерительный импульс приближается к границам регулирования, то необходимо провести регулировку технологического процесса. Кроме того, возможность визуального наблюдения измерительного и опорного- импульсов дает наглядное представление о степени настройки оборудования (более точная настройка которое используется при изготовлении деталей. Наилучшей считается так настройка, когда измерительный импульс находится примерно в центре опорного.
Использование предлагаемого устройства позволяет расширить технологические возможности устройства, так как последнее .может быть использовано не .только в разбраковочных уст-. . ройствах, работающих по принципу ; годен , исправимый брак , неисправимый брак, но и при статистическом регулировании технологического прюцесса изготовления изделий, а также оно может быть использовано . при наладке технологического оборудования изготавливающего изделия, I ..
Применение предлагаемого устройства контроля не требует сложных и громоздких мерителей, которые используются в настоящее время при статистит ческом регулировании технологическог процесса, так как в данном случае . можно обойтись без определения действительного размера контролируемой детали. Экономический эффект от внедрения одного устройства составляет 5 тыс. руб. . ..
Формула изобретения
Устройство для контроля геометрических размеров движущихся деталей, содержащее три датчика перемещения, второй и третий из которых установлены от первого датчика соответственно на расстоянии, равном минима.льно и максимально допустимой длине изделия, формирователь измерительных импульсов и два формирователя опор
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сортировки плоских деталей | 1986 |
|
SU1407595A1 |
| Автомат для контроля и разбраковки деталей | 1987 |
|
SU1470363A1 |
| Устройство для раскроя заготовок и сортировки мерных изделий | 1977 |
|
SU742056A1 |
| Электромагнитный дефектоскоп | 1978 |
|
SU862057A1 |
| Устройство для магнитной стуктуроскопии | 1991 |
|
SU1793353A1 |
| Устройство для измерения параметров микросхем кадровой развертки телевизионного приемника | 1983 |
|
SU1183927A2 |
| Устройство для контроля качества термической обработки ферромагнитных деталей и материалов | 1988 |
|
SU1640624A2 |
| Устройство для разбраковки электро-ТЕХНичЕСКий издЕлий пО АКТиВНОМуСОпРОТиВлЕНию | 1979 |
|
SU819744A1 |
| Устройство для разбраковки диодов по времени восстановления обратного сопротивления | 1983 |
|
SU1140064A1 |
| Устройство для допускового контроля | 1986 |
|
SU1668982A1 |
