1
Изобретение относится к автоматизации технологических процессов и может быть использовано для многопараметрового контроля плоских деталей сложной формы, в частности пластин приводных цепей, и выдачи годных деталей на позицию сборки. Цель изобретения - повышение качества сортировки путем многопараметрового контроля деталей.
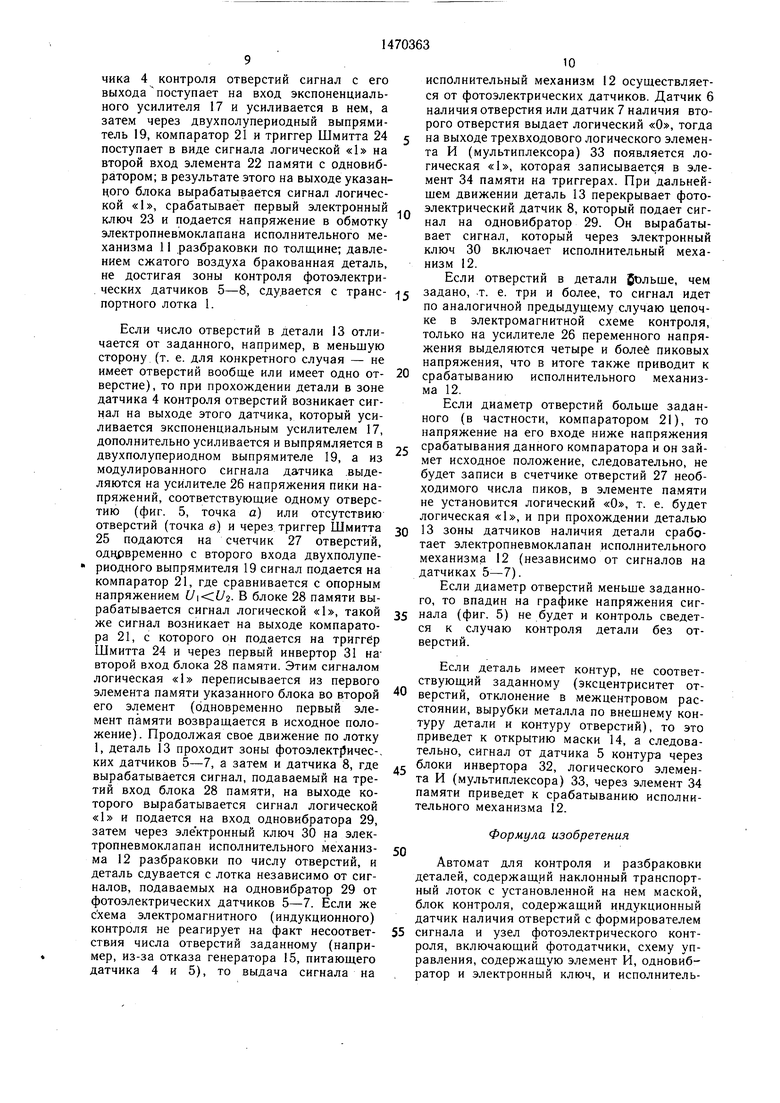
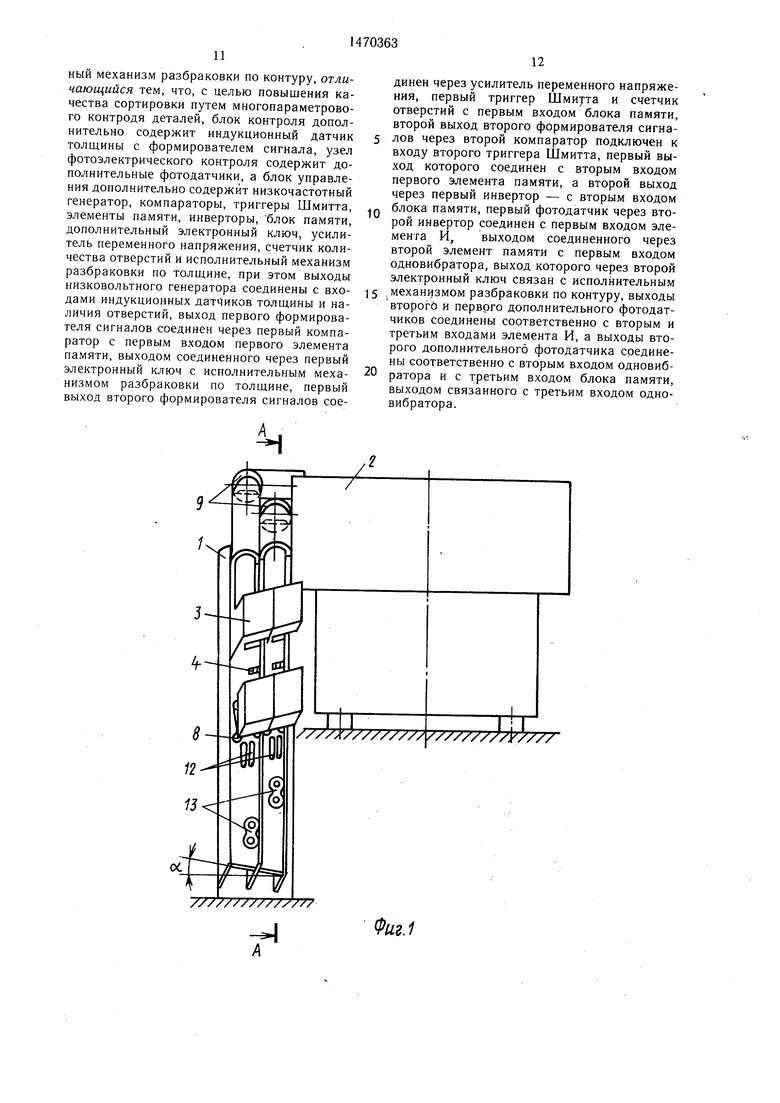
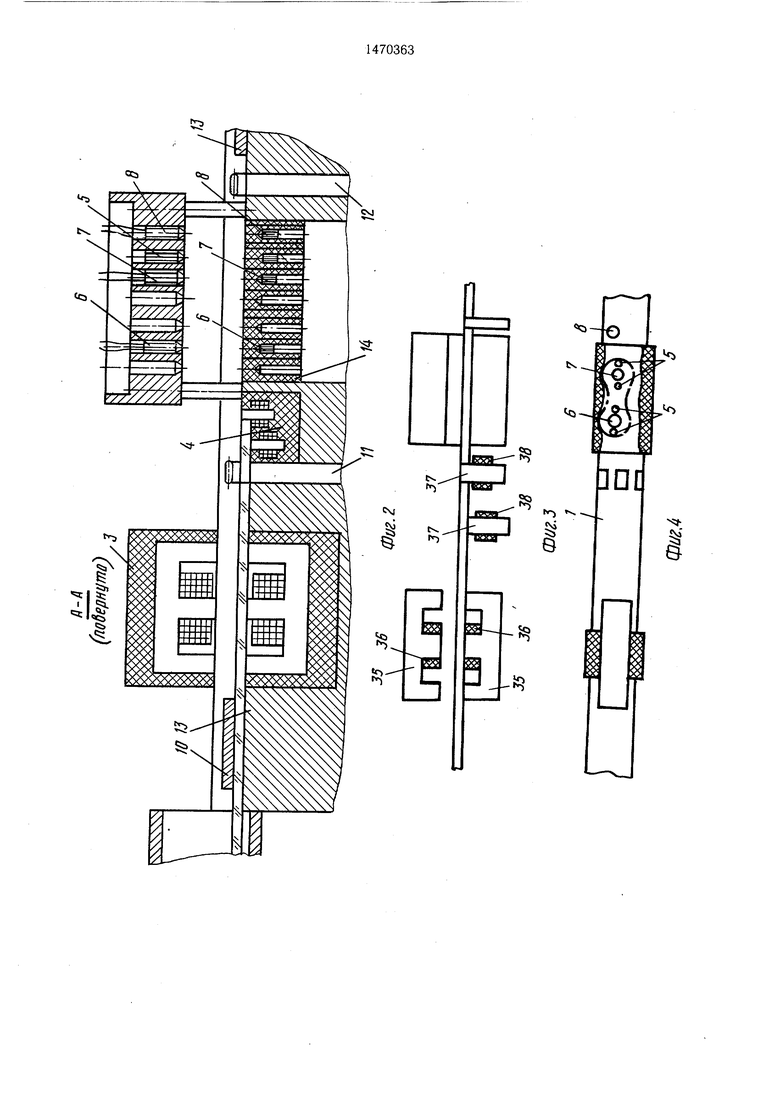
На фиг. 1 показано устройство с двух- ручьевым лотком и элементами системы управления контролем и разбраковкой деталей, общий вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - схема расположения индукционных датчиков и их сердечников вдоль лотка, вид сбоку; на фиг. 4 - схема расположения индукционных и фотоэлектрических датчиков на лотке, вид сверху; на фиг. 5 - график измене- кия напряжения сигнала на выходе индукционного датчика контроля отверстий; на фиг. 6 - структурная схема системы управления контролем и разбраковкой деталей
Автомат содержит транспортный наклонный лоток 1, связанный, например, с выходом вибробункера 2 и расположенную вдоль транспортного лотка электронную систему управления, блок контроля с индукционными датчиками 3 и 4, узел фотометрического контроля с фотоэлектрическими Датчиками 5-8, а также исполнительные меха- ни31чы.
Так как предлагаемое автоматическое устройство подает детали на входные кассеты сборочного автомата, в котором детали собираются попарно с помощью щтифтов в ячейки приводных цепей, то транспортный лоток выполнен с двумя ручьями, по которым одновременно подается в один слой два высокопроизводительных потока одинаковых по конструкции деталей.
Заходная часть транспортного лотка 1 установлена с зазором напротив выходных лотков 9, выполненных в виде трубок и закрепленных на выходе вибробункера 2 Трубчатая форма лотков 9 позволяет при4:;
О СО О5
со
давать деталям нужное положение перед поступлением на транспортный лоток, а также передавать детали из вибробункера 2 в транспортный лоток 1 без снижения высокой скорости подачи, создаваемой вибробункером. Выходной конец лотка 1 обращен к сборочному автомату и жестко закреплен на основании.
Транспортный лоток 1 наклонен к горизонту под углом, равным 50°, что позволяет получить такое ускорение деталей (в том числе и сильно загрязненных) под действием сил гравитации, при котором обеспечивается движение деталей по лотку без остановок. Для этого же служит установленная на дне транспортного лотка 1 на участке до фотоэлектрических датчиков стеклянная пластина 10, которая обладает повышенной износостойкостью, ровной прямой поверхностью и не влияет на работу индукционных датчиков 3 и 4, особенно при измерении толщины детали. Плоскость дна транспортного лотка 1 наклонена на 45° в сторону вибролотка 2 (;а на фиг. i), что позволяет обеспечить надежный выход из вибробункера 2, где детали транспортируются в два яруса, в оба ручья с одинаковой скоростью, а также создать одинаковые условия для разбраковки деталей в обоих потоках. Учитывая высокую скор.ость подачи деталей на контроль и разбраковку, исполнительные механизмы разбраковки по толщине 11 и по контуру 12 выполнены в виде сопел из изогнутых тонкостенных трубок и подведены к соответствующим электропнев- моклапанам (не показаны).
Для обеспечения работы элементов фотоконтроля качества деталей 13 над дном лотка 1 на участке между индукционным датчиком 4 и фотодатчиком 8 установлена маска 14, конфигурация которой выполнена в соответствии с фотонегативом годной контролируемой детали и представляет собой сочетание металлических гильз для ограничения потока от излучателей фотодатчиков и прозрачной части из органического стекла.
Структурная схема системы управления контролем и разбраковкой деталей (фиг. 6) помимо датчиков содержит такие блоки, как низкочастотный генератор 15, формирователи сигналов, содержащие экспоненциальные усилители 16 и 17, двухполупериодные выпрямители 18 и 19, компараторы 20 и 21, элемент 22 памяти, электронный ключ 23 на входе исполнительного механизма 11, триггеры Шмитта 24 и 25, усилитель 26 переменного напряжения, счетчик 27 количества отверстий, блок 28 памяти (из двух элементов памяти), одновибратор 29, электронный ключ 30 на входе исполнительного механизма 12, инверторы 31 и 32, мультиплексор (элемент И) 33 и элемент 34 памяти на триггерах.
Каждая система управления со своими датчиками и исполнительными механизмами
обслуживает поток деталей 13, перемещающихся по одному ручью лотка 1.
Система управления контролем и разбраковкой деталей представляет собой сочета- г ние схем электромагнитного (индукционного) и оптического (фотоэлектрического) контроля и позволяет, не снижая высокой производительности устройств, подающих детали, обрабатывать результаты контроля качества деталей и своевременно включать
О исполнительные механизмы для их разбра ковки. Указанные выще блоки данной комбинированной системы управления образуют общую схему и обеспечивают как индукционный, так и фотоэлектрический контроль.
5 Контроль качества деталей состоит в проверке их толщины, отсутствия нагара и нарущения плоскостности, наличия заданного числа отверстий и расстояния между их центрами, величины диаметра отверстий, а также контура детали.
0 Годной является плоская деталь (пластина приводной цепи) заданной толщины с двумя отверстиями заданного диаметра, симметрично расположенными в заданном контуре детали.
5 Схема электромагнитного контроля позволяет проверить все указанные параметры качества детали, за исключением симметричного расположения отверстий и величины ее контура, что контролируется схемой фотоэлектрического контроля.
0 Чувствительными элементами схемы электромагнитного контроля являются индукционные датчики 3 и 4, выполненные в виде дифференциальных трансформаторов и работающие в зависимости от удаления контролируемого участка детали от сердечников
5 трансформаторов (датчик 3 толщины) либо в зависимости от наличия или отсутствия отверстий в детали (датчик 4 контроля отверстий) .
Датчик 3 толщины установлен в начале транспортного лотка 1 и состоит из двух
Ш-образных сердечников 35 с обмотками 36, образующих дифференциальный трансформатор, причем один из сердечников установлен над лотком, а другой - под ним (фиг. 2 и 3). Данный индукционный датс чик реализован на базе сердечника М 600 НН-9Ш7х7 с обмоткой из провода. ПЭТВ с числом витков первичной обмотки, равным 40, и с числом витков вторичной обмотки, равным 240. Длина датчика соизмерима с длиной детали, а зазор между его
0 сердечниками 35 равен сумме толщины стеклянной пластины 10 и двойной толщины детали 13. В зоне действия указанного датчика детали могут двигаться практически без значительного интервала, что позволяет сохранять высокую скорость транспортиров5 ки деталей мимо датчиков.
Датчик 4 контроля отверстий установлен под транспортным лотком 1 и также состоит из двух Ш-образных сердечников 37,
Ч
с обмотками 38, первый из сердечников (фиг. 2 и 3) установлен на оси лотка а второй смещен относительно первого вниз на величину, меньшую, чем длина детали но большую, чем ширина дифференциального трансформатора, образованного указанными сердечниками; применение сдвоенных сердечников позволяет значительно увеличить чувствительность датчика, который реализован на базе сердечника М 600 НН-9Ш4х4 с числом витков провода ПЭТВ в первичной обмотке, равным 50, а во вторичной - 200 Низкочастотный генератор 15 предназначен для питания датчиков 3 и 4 и его выход подключен к их первичным обмоткам (стабильность генератора обеспечивается тем, что допустимое отклонение его выходного напряжения от номинала не превышает 5% (при частоте 5 КГц) Генератор реализован по схеме с мостом Вина на базе микросхем типа КР140УД8 и транзисторов KT3I5, KT36I, КТ816Г, КТ817Г Экспоненциальные усилители 16 и 17 предназначены для усиления сигналов с выходов датчика 3 толшины и датчика 4 контроля отверстий соответственно и отличаются от обычных усилителей тем, что больший по величине сигнал усиливается в них больше в итоге повышается надежность выделения полезного сигнала. Оба таких усилителя одинаковы по конструкции и каждый из них
RmTvnon 3 микросхеме КР140УД20 и двух диодах Д9Д. У усилителя 1Ь кoэффициeнt усиления выбран большим, чем у усилителя 17, так как полезный сигнал от датчика 3 толшины на порядок меньше, чем сигнал от датчика 4 контроля отверстий.
Двухполупериодные выпрямители 18 и 19 предназначены для выпрямления переменного напряжения в постоянное и одновременного усиления сигнала (в данном чае в 10 раз) в цепях на выходе индукционных датчиков 3 и 4. По конструкц ии они одинаковы и каждый из них реализо- дах КР140УД8Б и двух диоКомпараторы 20 и 21 предназначены для сравнения порогового напряжения с постоянным значением напряжения выходного сигнала (они изменяют свой выходной уровень с низкого на высокий, когда входной сигнал становится больше заранее установленного порога срабатывания). По конструкции они одинаковы и к.аждый из них реализован на интегральной микросхеме К521САЗ Элемент 22 памяти с одновибратором предназначен для запоминания выходного сигнала с датчика 3 толщины (при наличии орака), выдаче его на одновибратор и реализован на интегральной микросхеме К561ТМ2 Электронный ключ 23 на входе исполни- тельного механизма 11 разбраковки по толщине и электронный ключ 30 на входе исва а полнительного механизма 12 разбраковки пе размерам контура и отсутствию необходимого числа отверстий в детали 13 - при подаче снгпалов с соответствующих одновиб- 5 ратороБ включают связанные с ними исполнительные механизмы разбраковки.
Триггеры Шмитта 24 и 25 предназначены для увеличения четкости работы системы управления (они повышают помехоустойчи- Q вость и позволяют избавиться от переходных процессов при переключении компараторов 20 и 21). По конструкции эти триггеры одинаковы и реализованы на интегральной микросхеме К561ЛП2.
Усилитель 26 переменного напряжения 15 предназначен для выделения и усиления переменной составляющей сигнала на выходе при движении деталей 13 в зоне действия датчика 4 контроля отверстий. Реализован на интегральной микросхеме КР140УД8Б Счетчик 27 отверстий (импульсов) предназначен для подсчета импульсов от тпигпагчг 11Т жг1.тч,л
..lu tJ iiiyv iD UD Ul (риггера Шмитта при движении детали в зоне контроля датчика 4. Реализован на интегральной микросхеме К561ИЕ8.
Блок 28 памяти (с двумя элементами 25 памяти) предназначен для сохранения информации о состоянии счетчика 27 до входа детали 13 в зону действия датчика 8 Реа- К56°ТМ2 интегральной микросхеме
Одновибратор 29 предназначен для фор- 30 мирования сигнала на исполнительный меха- т, реализован на микросхеме К561ТМ2. Инвертор 31 предназначен для возвращения в исходное положение первого элемента памяти в блоке 28 и реализован на микросхеме К561ЛП2. 35 Инвертор 32 преобразует сигнал поступающий из датчика 5-, реализован на микросхеме К561ЛА9.
Мультиплексор (трехвходовой логической элемент И) 33 - для анализа поступающих сигналов отдатчиков 5-7 (опредёпяют годность или негодность детали) и реааизо- ван на микросхеме К561ЛА9.
Элемент 34 памяти служит для хранения информации о детали 13 до поступления ее 5 в зону действия датчика 8 и реализован на интегральной микросхеме К561ТМ2 Узел фотоэлектрического контроля проверяет деталь по ее контуру в плоскости совпадающей с дном транспортного лотка Г а также наличие заданного числа отверстий 0 в этой плоскости, и позволяет выявить и отбраковать следующие виды дефектов- высечки по наружному контуру детали и по краям отверстий в ней; смещение отверстий относительно оси сммметрии деталей; отклонение от заданного межцентрового р асстоя- 5 ния отверстий; неправильную (например овальную) форму отверстий; отсутствие од- ного или обоих отверстий; наличие трех и более отверстий.
Первые четыре вида дефектов могут быть выявлены надежно только фотоэлектрическим методом контроля, последние два дублируют контроль, осуществленный электромагнитным методом, так как пропуск пластин без отверстий или с одним отверстием, а также с большим, чем заданное, числом отверстий может вызвать аварийную ситуацию с выходом из строя сложного и дорогостоящего сборочного оборудования.
Чувствительными элементами схемы фотоэлектрического контроля являются размещенные сверху и снизу лотка 1 по ходу движения деталей 13 фотоэлектрические датчики: датчик 5 контура детали, датчик 6 наличия первого отверстия, датчик 7 наличия второго отверстия, датчик 8 наличия .детали.
Все фотодатчики одинаковы по конструкции, используют инфракрасное излучение и каждый из них представляет собой оптрон- ную пару, содержащую фотоизлучатель, реализованный, например, на светодиоде АЛ107А и фотоприемник, реализованный, например, на фотодиоде ,25. Датчик 5 контура для более эффективного облучения детали выполнен в виде не одной, а четырех оптронных пар, размещенных вдоль продольной оси мдски 14 впереди и сзади каждого отверстия (на фиг. 2 обозначена одна оптронная пара 5).
Для повыщения чувствительности контроля и разрешающей способности фотодатчиков 5-8 каждый из них настроен на свою частоту инфракрасного излучения, соответственно /1-/4- Излучение с частотой fi (для контроля контура детали) должно полностью перекрьшаться годной деталью, а излучения с частотой /2 (для контроля наличия первого отверстия) и с частотой /з (для контроля наличия второго отверстия) не должно перекрываться деталью 13. Если указанная комбинация отсутствует, то деталь бракуется и удаляется с лотка после перекрытия ею излучения датчика наличия детали 8, который модулирован частотой /4.
Автоматическое устройство для контроля и разбраковки деталей работает следующим образом.
В исходном положении сигналы на выходе индукционных датчиков 3 и 4 соответствуют логическому «О, на выходе фотоэлектрических датчиков 5-8 - логической «1, электропневмоклапаны обоих исполнительных механизмов II и 12 обесточены.
При включении автомата начинает работать электропривод вибробункера 2 и под действием виброускорений детали 13, загруженные в его чащу, перемещаются со дна чащи вверх по ориентирующим лоткам вибробункера к его выходу двумя высокопроизводительными потоками, один над другим, и через трубчатые лотки 9 без снижения скорости подаются на входьг обоих ручьев транспортного лотка 1 в один слой;
при этом детали разворачиваются на угол, равный 45° относительно вертикали, и с усилием прижимаются к нижним боковым стенкам ручьев, скользя боковой поверхностью по дну лотка.
Так как каждый поток, движущийся по своему ручью, находится под воздействием одинакового оборудования для контроля и разбраковки деталей, работающего в аналогичных условиях, то дальнейшее рассмотрение работы проводят для одного потока. При входе передней в потоке детали 13 в зону действия датчика 3 толщины (в случае, если деталь годная) сигнал на выходе этого датчика не вырабатывается, так как относительно сердечников 35, образующих дифференциальный трансформатор, перемещается симметричная деталь, поэтому все связанные .с датчиком 3 блоки схемы электромагнитного контроля остаются в исходном состоянии, в том числе и электропневмо0 клапан исполнительного механизма 11. Деталь 13, продолжая свое движение по лотку 1, проходит зону действия датчика 4 контроля отверстий, при этом счетчик 27 отверстий фиксирует три импульса напряже5 ния, соответствующие двум отверстиям в детали, и выработанный сигнал логического «О за писывается в первом элементе блока 28 памяти. Состояние последующих блоков, в том числе и электропневмокла- пана исполнительного механизма 12, не из0 меняется и деталь 13 продолжает движение в зону датчиков 5-8. При прохож- дении детали 13 зон датчиков 5-7 на все входы логического элемента И 33 поступают логические «1, на элемент 34 памяти записывается логический «О, продолжая дви5 жение, деталь 13 перекрывает датчик 8 и сигнал от него поступает на вход одно- вибратора 29, но, так как на его втором входе имеется запрещающий сигнал с блока памяти, сигнал на электронный ключ 30 не подается.
Если контролируемая деталь 13 имеет отклонения по толщине от заданного значения (к ним относятся отклонения в обе стороны от номинала за счет отклонений в толщине стального листа, из которого
5 щтампуются пластины, а также отклонения в большую сторону за счет нагара или нарушения плоскостности деталей), то при прохождении ее через зону датчика 3 толщины на выходе этого датчика вырабатывается сигнал, который после усиления
0 экспоненциальным усилителем 16, а также дополнительного усиления и выпрямления в двухполупериодном выпрямителе 18 сравнивается с заданным опорным напряжением в компараторе 20; если напряжение сигнала указанного датчика больще опорного напря5 жения, то в компараторе вырабатывается сигнал логической «1, который подается на первый вход элемента 22 памяти с одно- вибратором. При входе детали 13 в зону датчика 4 контроля отверстий сигнал с его выхода поступает на вход экспоненциального усилителя 17 и усиливается в нем, а затем через двухполупериодный выпрямитель 19, компаратор 21 и триггер Шмитта 24 поступает в виде сигнала логической «1 на второй вход элемента 22 памяти с одновиб- ратором; в результате этого на выходе указанного блока вырабатывается сигнал логичесисполнительный механизм 12 осуществляется от фотоэлектрических датчиков. Датчик 6 наличия отверстия или датчик 7 наличия второго отверстия выдает логический «О, тогда на выходе трехвходового логического элемента И (мультиплексора) 33 появляется логическая «1, которая записывается в элемент 34 памяти на триггерах. При дальнейшем движении деталь 13 перекрывает фотокой «Ь, срабатывает первый электронный электрический датчик 8, который подает сиг- ключ 23 и подается напряжение в обмоткунал на одновибратор 29. Он вырабаты- электропневмоклапана исполнительного механизма 11 разбраковки по толщине; давлением сжатого воздуха бракованная деталь, не достигая зоны контроля фотоэлектрических датчиков 5 портного лотка 1.
вает сигнал, который через электронный ключ 30 включает исполнительный механизм 12.
Если отверстий в детали , чем сдувается с транс- задано, т. е. три и более, то сигнал идет
по аналогичной предыдущему случаю цепочке в электромагнитной схеме контроля, только на усилителе 26 переменного напряжения выделяются четыре и более пиковых напряжения, что в итоге также приводит к
Если число отверстий в детали 13 отличается от заданного, например, в меньщую
U Н уЧал НС11Ы11рллл.пг1У1, ч 1 W D пиле ПиИВиДИ Г к
имеет отверстии вообще или имеет одно от-20 срабатыванию исполнительного механизверстие), то при прохождении детали в зонема 12
датчика 4 контроля отверстий возникает сиг-Если диаметр отверстий больще заданнал на выходе этого датчика, который уси-ного (в частности, компаратором 21) то
ливается экспоненциальным усилителем 17,напряжение на его входе ниже напряжения
дополнительно усиливается и выпрямляется всрабатывания данного компаратора и он зайдвухполупеоиолном ВЫППЯМИТР.ПР 1Q я нч - ж.„ „„„- „„„ ;
двухполупериодном выпрямителе 19, а из модулированного сигнала датчика .выделяются на усилителе 26 напряжения пики напряжений, соответствующие одному отверстию (фиг. 5, точка а) или отсутствию отверстий (точка в) и через триггер Шмитта 25 подаются на счетчик 27 отверстий, одцрвременно с второго входа двухполупе- риодного выпрямителя 19 сигнал подается на компаратор 21, где сравнивается с опорным напряжением U.U i. В блоке 28 памяти вырабатывается сигнал логической «1, такой же сигнал возникает на выходе компаратора 21, с которого он подается на триггер Шмитта 24 и через первый инвертор 31 на второй вход блока 28 памяти. Этим сигналом логическая «1 переписывается из первого элемента памяти указанного блока во второй его элемент (одновременно первый элемент памяти возвращается в исходное положение). Продолжая свое движение по лотку 1, деталь 13 проходит зоны фотоэлект15ичес-. ких датчиков 5-7, а затем и датчика 8, где вырабатывается сигнал, подаваемый на третий вход блока 28 памяти, на выходе которого вырабатывается сигнал логической «1 и подается на вход одновибратора 29, затем через электронный ключ 30 на элек- тропневмоклапан исполнительного механизма 12 разбраковки по числу отверстий, и деталь сдувается с лотка независимо от сигналов, подаваемых на одновибратор 29 от фотоэлектрических датчиков 5-7. Если же с хема электромагнитного (индукционного) контроля не реагирует на факт несоответствия числа отверстий заданному (например, из-за отказа генератора 15, питающего датчика 4 и 5), то выдача сигнала на
мет исходное положение, следовательно, не будет записи в счетчике отверстий 27 необходимого числа пиков, в элементе памяти не установится логический «О, т. е. будет логическая «1, и при прохождении деталью
30 13 зоны датчиков наличия детали сработает электропневмоклапан исполнительного механизма 12 (независимо от сигналов на датчиках 5-7).
Если диаметр отверстий меньще заданного, то впадин на графике напряжения сиг35 нала (фиг. 5) не будет и контроль сведется к случаю контроля детали без отверстий.
40
45
50
55
Если деталь имеет контур, не соответствующий заданному (эксцентриситет отверстий, отклонение в межцентровом расстоянии, вырубки металла по внещнему контуру детали и контуру отверстий), то это приведет к открытию маски 14, а следовательно, сигнал от датчика 5 контур-а через блоки инвертора 32, логического элемента И (мультиплексора) 33, через элемент 34 памяти приведет к срабатыванию исполнительного механизма 12.
Формула изобретения
Автомат для контроля и разбраковки деталей, содержащий наклонный транспортный лоток с установленной на нем маской, блок контроля, содержащий индукционный датчик наличия отверстий с формирователем сигнала и узел фотоэлектрического контроля, включающий фотодатчики, схему управления, содержащую элемент И, одновибратор и электронный ключ, и исполнитель10
исполнительный механизм 12 осуществляется от фотоэлектрических датчиков. Датчик 6 наличия отверстия или датчик 7 наличия второго отверстия выдает логический «О, тогда на выходе трехвходового логического элемента И (мультиплексора) 33 появляется логическая «1, которая записывается в элемент 34 памяти на триггерах. При дальнейшем движении деталь 13 перекрывает фотоэлектрический датчик 8, который подает сиг- нал на одновибратор 29. Он вырабаты-
ж.„ „„„- „„„ ;
мет исходное положение, следовательно, не будет записи в счетчике отверстий 27 необходимого числа пиков, в элементе памяти не установится логический «О, т. е. будет логическая «1, и при прохождении деталью
13 зоны датчиков наличия детали сработает электропневмоклапан исполнительного механизма 12 (независимо от сигналов на датчиках 5-7).
Если диаметр отверстий меньще заданного, то впадин на графике напряжения сигнала (фиг. 5) не будет и контроль сведется к случаю контроля детали без отверстий.
0
5
0
5
Если деталь имеет контур, не соответствующий заданному (эксцентриситет отверстий, отклонение в межцентровом расстоянии, вырубки металла по внещнему контуру детали и контуру отверстий), то это приведет к открытию маски 14, а следовательно, сигнал от датчика 5 контур-а через блоки инвертора 32, логического элемента И (мультиплексора) 33, через элемент 34 памяти приведет к срабатыванию исполнительного механизма 12.
Формула изобретения
Автомат для контроля и разбраковки деталей, содержащий наклонный транспортный лоток с установленной на нем маской, блок контроля, содержащий индукционный датчик наличия отверстий с формирователем сигнала и узел фотоэлектрического контроля, включающий фотодатчики, схему управления, содержащую элемент И, одновибратор и электронный ключ, и исполнитель
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сортировки плоских деталей | 1986 |
|
SU1407595A1 |
| Устройство управления процессом разбраковки и ориентации деталей | 1988 |
|
SU1639784A1 |
| Устройство для сортировки плоских деталей | 1985 |
|
SU1291218A1 |
| Устройство для контроля и сортировки деталей | 1987 |
|
SU1442274A1 |
| Устройство для автоматического управления подачей изделий загрузочным и транспортным механизмами | 1982 |
|
SU1105864A1 |
| Устройство для автоматического управления процессом настройки рабочих органов рыборазделочной машины | 1976 |
|
SU738576A1 |
| Устройство автоматической подачи деталей | 1984 |
|
SU1181848A1 |
| Устройство для счета деталей | 1986 |
|
SU1410077A1 |
| Устройство для автоматического регулирования процесса непрерывно-последовательного индукционного нагрева ферромагнитных сталей при отпуске | 1983 |
|
SU1136329A1 |
| Система автоматической разбраковки листов по качеству | 1985 |
|
SU1294402A1 |
Изобретение относится к автоматизации технологических процессов, может быть использовано для многопараметрового контроля плоских деталей сложной формы, в частности пластин приводных цепей, и выдачи годных деталей на позицию сборки и позволяет повысить качество сортировки путем многопараметрового контроля деталей. Устройство содержит транспортный наклонный лоток, связанный с выходом вибробункера, и выполненную в дне лотка маску, а также комбинированную систему управления контролем и разбраковкой деталей, имеющую в качестве чувствительных элементов два индукционных датчика: датчик толщины деталей и датчик контроля отверстий и четыре фотоэлектрических датчика
датчик контура детали, датчик наличия первого отверстия, датчик наличия второго отверстия и датчик наличия детали и механизмы разбраковки. 6 ил.
Фиг.1
«сэ
и
6
Фиг.5
| Устройство для сортировки плоских деталей | 1985 |
|
SU1291218A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
