Изобретение относится к измерительной технике и может быть использовано в металлургической промышленности для контроля неплоскостности листов и леит в потоке их изготовле ния и сортировки на металлических машинах. Известен способ определения неплоскостности, основанный на ощупывании .поверхности листов с помощью оптических измерителей и заключающийся в том, что освещают движущийся лист с помощью специального осветителя проектирующего на лист полоску прямой линии света, и по искажению проектируемой прямой полосы света на искривленной поверхности пол сы судят о ее неплоскостности 1. Однако отраженный от плавной переходной границы неплоскостности свет дает размытую картину изображения проектируемой полоски света на листе, что значительно снижает точност определения неплоскостности и зоны ее распро транения этим способом. Наиболее близким к изобретению по технической сущности является способ определения неплоскостности и гоны ее распростраиения на металлическом листе, заключающийся в том что располагают над испытуемой поверхностью линейный растр, освещают его под острым углом, фиксируют муаровую картину, по которой судят о неплоскостности и .зоне ее распрост ранения на металлическом листе. . Известный способ обладает значительно большей разрешг1ющей способностью, чем способ наблю дения искаженной картины, спроектированной на поверхности, листа полоски света, дает четг кую границу распространения неплоскостности и позволяет измерять амплитуду дефекта неплоскостности 0,02 мм 2. Однако известньш способ измерения неплоскостности может быть ислользован для контроля листов, класс обработки которых не ниже R 0,05, T. е. обладаюшлх зеркальной поверхностью. Если класс обработки ниже R 0,1, ID на поверхности такого металлического листа из-за рассеивания света на неровное ях муаровые картины получаются значительно менее качественные или не наблюдаются вовсе. Поскольку в общем выпуске листов листы, обработанные по RX 0,05 классу чистоты, составляют незиач1дельную долю (3-5%) (это листы для « офсетной печати в полиграфии, для дисков магнитной памяти ЭВМ, для масок кинескопов и некоторые другие), то использование известного способа на производстве сильно ограничена Таким образом, известный способ имеет ограни функЦионалыгые возможности. Целью изобретения является расширение технологических возможностей, а именно воэ:-: можность определения неплоскостности листов с «шстотой поверхности до В 0,16i, т. е. с ма товой или глянцевой поверхностью, а также возможность различения слабо выявляемых дефектов неплоскостиобти иа листах с зеркальной поверхностью за счет повышения разрешающей способности. Поставленная цель достигается тем, что согласно способу определения неплоскостности и зоны ее распространения иа металлическом листе, заключающемуся в том, что располагают над исследуемой поверхностью листа линейный растр, освещают его под острым углом, фиксируют муаровую картину, по которой судят о неплоскостности и зоне ее распространения на металлическом листе, нанфят на растр со стороны фиксирования муаровой картины слой Люминофора, составляющий ,1 толщины растра, а освещение производят инфракрасными лучами. На чертеже изображена принципиальная схема устройства, реализующая предлагаемый способ. Устройство содержит Источник 1 инфракрас-, ного излучения, линейный растр 2, выполненный в виде пластинки из прозрачного материала с нанесенными на нем зачерненными полосами, причем линиатура растра расположена параллельно оси движения листа 3, слой 4 люминофора, блок 5 наблюдения и зеркальный прожектор. Способ осуществляется следующим образом. Нид контролируемой поверхностью листа 3 параллельно плоскости его движения располага ют линейный растр 2. Над поверхностью растра 2 устанавливают источник 1 инфракрасного излу чения, который помещен в фокусе зеркального прожектора, благодаря чему растр 2, освещается пучком параллельных света под острым углом к его поверхности. Свет от источи ника 1 инфракрасного излучения отражается от контролируемой поверхности листа 3 и попадает либо на зачерненную либо на прозрачную полоски растра 2 в месте фиксирования муаровой картины, либо попадает, либо нет на слой 4 люминофора, нанесенного сю стороны фиксирования муаровой картины, на растр 2. Полученную муаровую карпшу наблюдают визуально блоком 5 н.а6 1юдения (в данном случае глаз) црд углом 90° к поверхности растра 2. Если металлический яистЗ не имеет дефекта иешюскостности, то муаровая картина представляет собой прямые продольные линии с равным шагом. Когда контролируемая поверхность листа имеет дефектнеплоскостности величиной А,, прямолинейность муаровых полос нарушается и они получают искривление в том месте, где поверхность имеет дефект. Таким образом муаровая .картина отражает профиль неплрскосткости металла. Зная величину искривления полосы А в месте дефекта, а также угол , под которым освещен растр 2, можно найти веляч1гау дефекта Д по формуле А«А;| -tg ja . оксацйя муаровой картины происходит на тонком cQpe 4 люминофора, {поэтому яркость я четкость Муаровой картины значительно усиливается, пос кольку яркость свечения люмино; фора даже больше яркости свечения абсолютно адрного тела при той же температуре. В то же время отражательная способность большинс тва пол юваиных металлов лежит в пределах 0,32-0,97, а для матовых поверхностей или гаянцевых состг1вляет 0,,б от светимости абсолхшю черного тела. Пбс ольку большинство металлических листов имеют матовую или глянцевую поверхность то, вь1брав дайну волны инфракрасного иэв1учёния 1, .мкм, можно наблюдать качественную ьоаровую картину, вто время как в пределах, длин волн 0,4-0,76 мкм вообще йе наблюдают муаровую карпину, поскольку неровности поверхности поломы рассеивают видимьп1 свет. Соотношение толщины люминофора в пределах 0,05-ОД толщины растра 2 выбрано потому, что при значениях, меньших 0,05, свечение люминофора значительно ослабляется, а при толщинах, превьпдаЮпщх 0,1, начинает сказываться дифракция, что размывает границы муаровых полос. Использование предлагаемого способа определения неплоскостносш и зоны ее распространения по сравнению с известным обеспечивает возможность контролировать неплоскостность листов с матовой или глянцевой поверхностью, например использование люминофора на основе ZnS-Си, дает необычайно яркое свечение в видимой части спектра под действием инфракрасного облучения, что увеличивает «разрешающую спо собность, как минимум в 10 раз и применяя инфракрасшлй источник излучения, обеспечивает ; зеркальность поверхности практически всех выпускаемых листов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения неплоскостности и зоны ее распространения на холоднокатаной полосе | 1975 |
|
SU544862A1 |
| Способ определения неплоскостности и зоны ее распространения на холоднокатанной полосе | 1977 |
|
SU623598A2 |
| Растр для контроля неплоскостности прокатываемой полосы | 1978 |
|
SU771462A1 |
| Устройство для определения неплоскостности холоднокатаной полосы | 1982 |
|
SU1019238A1 |
| Способ получения и фиксирования картины муаровых полос | 1989 |
|
SU1716323A1 |
| Способ контроля неплоскостности холоднокатаной полосы | 1987 |
|
SU1662719A1 |
| Способ получения муаровых полос при определении деформаций объекта | 1990 |
|
SU1737263A1 |
| ЦЕННЫЙ ДОКУМЕНТ С СООТВЕТСТВУЮЩИМИ МАТОВЫМИ И ГЛЯНЦЕВЫМИ ЗАЩИТНЫМИ СЛОЯМИ | 2011 |
|
RU2569268C2 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ОТКЛОНЕНИЙ ОТ ПЛОСКОСТНОСТИ ПОВЕРХНОСТИ | 2004 |
|
RU2287776C2 |
| ГРАФО-ПРОЕКЦИОННЫЙ МУАРОВЫЙ СПОСОБ ИЗМЕРЕНИЯ | 2014 |
|
RU2583852C2 |
СПОСОБ ОПРЕДЕЛЕНИЯ НЕПЛОСКОСТНОСТИ И ЗОНЫ ЕЕ РАСПРОСТРАНЕНИЯ , НА МЕТАЛЛИЧЕСКОМ ЛИСТЕ, заключающийся в том, что располагают над исследуемой поверхностью листа линейный растр, освещают его под острым углом, фиксируют муаровую картину, по которой судят о неплосКостности и зоне ее распространения на металлическом листе, о т л и чающийся тем, что, с целью .расширения технологических возможностей, наносят на растр со стороны фиксирования муаровой картины слой люминофора; составляющий 0,05-0,1 толщины pacipa, освещение производят инфракрасными лучами. ;О 00 СО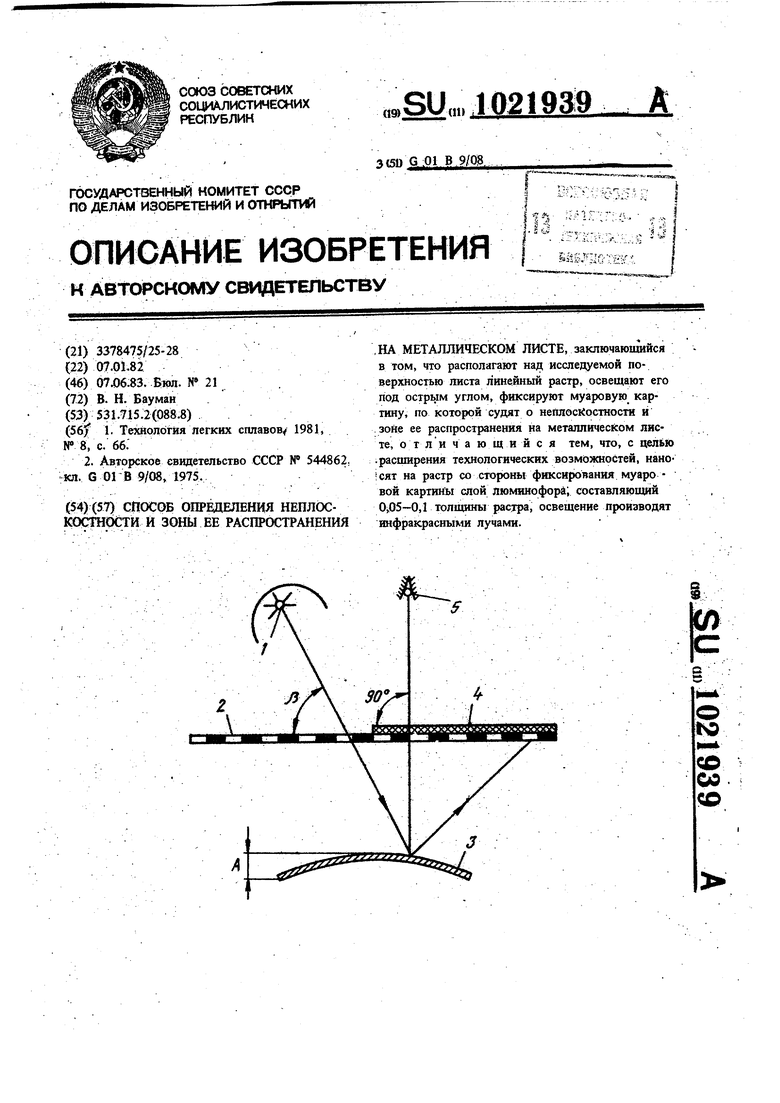
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
| Приспособление для соединения пучка кисти с трубкою или втулкою, служащей для прикрепления ручки | 1915 |
|
SU66A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ определения неплоскостности и зоны ее распространения на холоднокатаной полосе | 1975 |
|
SU544862A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
