Изобретение относится к контрольно- измерительной технике, используемой в металлургической промышленности, и может быть применено для контроля неплоскостности, например, поверхности холоднокатаной ленты и полосы.
Цель изобретения - повышение точности контроля,
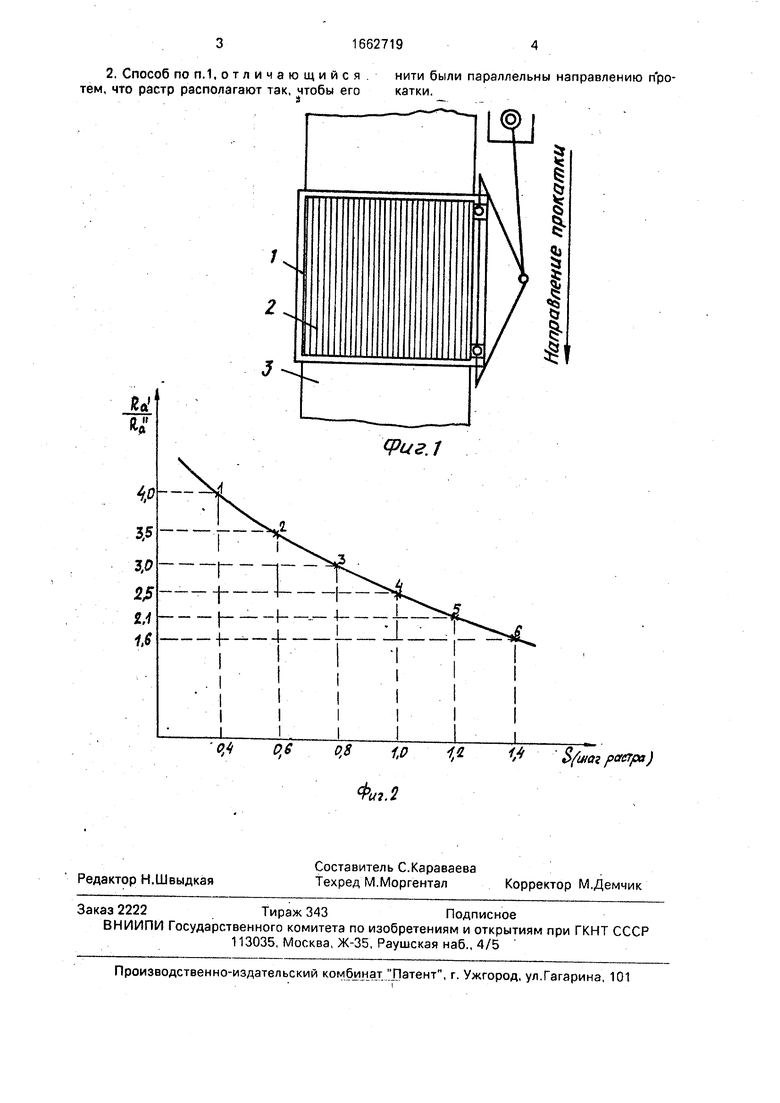
На фиг. 1 изображен растр, общий вид; на фиг.2 - график зависимости шага растра от шероховатости полосы в поперечном и продольном направлениях.
Растр представляет собой рамку 1, между двумя сторонами которого натянуты нити 2. Растр располагают над контролируемой полосой 3,
Способ осуществляют следующим образом.
Предварительно измеряют поперечную (Ra1) и продольную (Ra) шероховатости.
Растр подбирают с шагом, удовлетворяющим выражению
5 2
2,5 где S - шаг растра.
(мм),
Растр располагают над контролируемой полосой так, что его нити параллельны направлению прокатки Возможен подбор растра по графику, представленному на фиг 2 Фиксируют полученную муаровую картину, по которой судят о неплоскостности контролируемой полосы
Формула изобретения
1, Способ контроля неплоскостности холоднокатаной полосы путем расположения растра над исследуемой поверхностью и фиксирования получаемой муаровой картины, отличающийся тем. что с целью повышения точности, используют растр с шагом, удовлетворяющим выражению
pi /рИ
с о а Ка 2,5
где S - шаг растра,
Ra - шероховатость полосы в поперечном направлении,
Ra1 - шероховатость полосы в продольном направлении.
сл
с
о о
го
XI
2. Способ по п. 1,отличающийся тем, что растр располагают так, чтобы его
нити были параллельны направлению прокатки.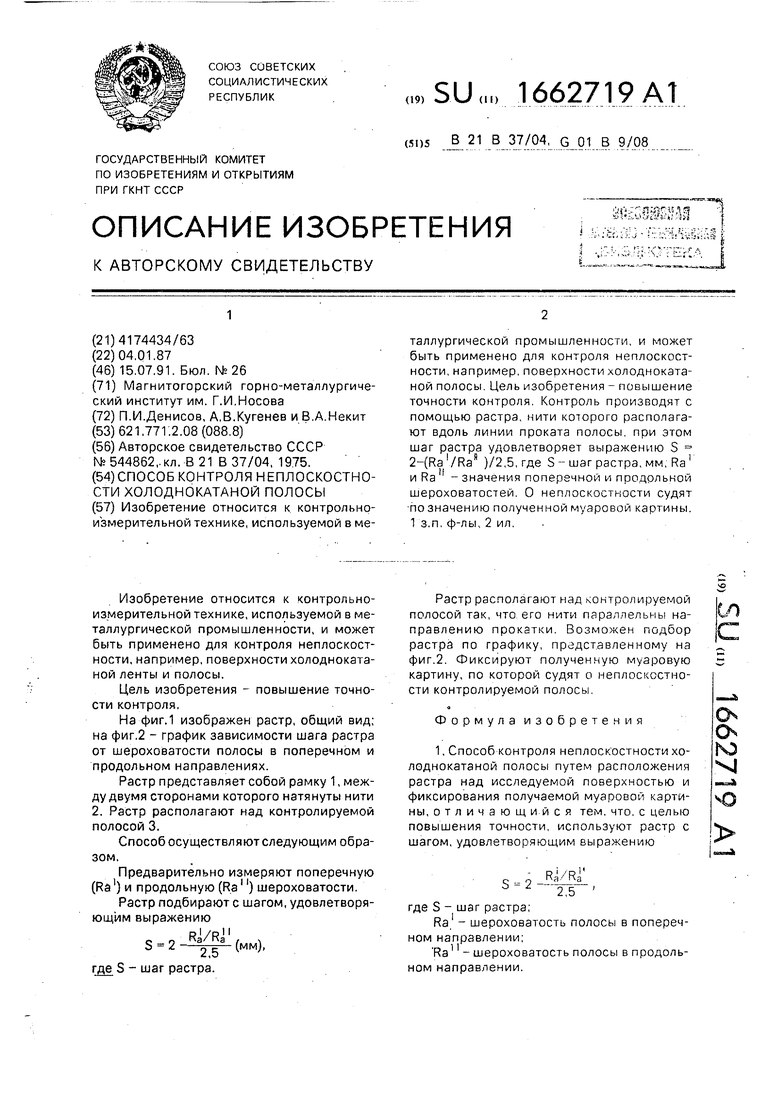
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для определения неплоскостности холоднокатаной полосы | 1982 |
|
SU1019238A1 |
| Способ определения неплоскостности и зоны ее распространения на холоднокатанной полосе | 1977 |
|
SU623598A2 |
| Способ определения неплоскостности и зоны ее распространения на металлическом листе | 1982 |
|
SU1021939A1 |
| Способ определения неплоскостности и зоны ее распространения на холоднокатаной полосе | 1975 |
|
SU544862A1 |
| Растр для контроля неплоскостности прокатываемой полосы | 1978 |
|
SU771462A1 |
| Устройство для измерения диаметра изделий | 1987 |
|
SU1516774A2 |
| ДИФФЕРЕНЦИАЛЬНЫЙ ЭЛЕКТРОННО-ПРОЕКЦИОННЫЙ СПОСОБ ИЗМЕРЕНИЯ ФОРМЫ ПОВЕРХНОСТИ ОБЪЕКТА | 2001 |
|
RU2216710C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА МЕТАЛЛИЧЕСКИХ ЛИСТОВ ИЛИ ПОЛОС И МЕТАЛЛИЧЕСКИЕ ЛИСТЫ ИЛИ ПОЛОСЫ | 1995 |
|
RU2158639C2 |
| СПОСОБ ПРОИЗВОДСТВА КИНЕСКОПНОЙ ПОЛОСЫ | 2002 |
|
RU2223336C2 |
| Однообъективный растровый микроскоп для измерения шероховатости поверхности | 1983 |
|
SU1095036A1 |
Изобретение относится к контрольно-измерительной технике, используемой в металлургической промышленности, и может быть применено для контроля неплоскостности, например, поверхности холоднокатаной полосы. Цель изобретения - повышение точности контроля. Контроль производят с помощью растра, нити которого располагают вдоль линии проката полосы, при этом шаг растра удовлетворяет выражению S = 2 - (RA @ / RA @ )/ 2,5, где S - шаг растра в мм
RA @ и RA @ - значения поперечной и продольной шероховатостей. О неплоскостности судят по значению полученной муаровой картины. 1 з.п. ф-лы, 2 ил.
06
0,8 1,0 Физ.2
1 , Sfwoi раяра)
| Способ определения неплоскостности и зоны ее распространения на холоднокатаной полосе | 1975 |
|
SU544862A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
