Изобретение относится к технологии производства электрических машин и может быть использовано в электротехнической промышленности, а именно при производстве явнополюсных статоров электрических машин малой мощности.
Известен способ изготовления сердечников статоров электрических машин, включающий сборку листов в пакет, их центрирование с одновременным ориентированием, опрессовку пакета, его скрепление и калибровку пазов прямым и обратными ходами, например, роликов и дорном вдоль оси пакета, причем калибровку пазов прямым ходом Дорна производят перед опрессовкой и скреплением пакета .
Недостатками известного способа являются большая трудоемкость изготовления сердечников, включающая штамповку, сборку, центрирование, опрессовку, скрепление, калибровку магнитопровода, а также необходимость снятия заусенцев, полученных при штамповке; низкое использование ферромагнитного материала; низкие магнитные характеристики ферромагнитного материала из-за наличия наклепа и нарушения микроструктуры стали 8 результате штамповки.
Наиболее близким к предлагаемому является способ, согласно которому магнитопровод статора изготавливают из плоского ленточного материала, при этом ярмо и полюса выполняют отдельно. Полюсные части изготавливаются из непрерывной ленты шириной, равной высоте пакета, путем ее отгибания в аксиальном направлении, а лейта для ярма шириной, равной высоте ярма, ребром наматывается на цилиндрическую оправку. Затем во внутреннее отверстие ярма вставляют полюсную часть и их соединяют 21.
Недостатком известного способа является сложность технологии изготовления магнитопровода из-за необходимости раздельного выполнения полюсов и ярма и соединения их склеиванием.
Цель изобретения - упрощение технологии изготовления электрических машин.
Поставленная цель достигается тем что заготовки ярма и полюсов получают на шаблоне с секторными выступами путем укладки ленты -.по зигзагообразной форме вокруг секторных выступов, ширина которых равна высоте пакета, а при опрессовке конца заготовок, соответствующие мастям полюсов, со стороны, обращенной внутрь эаго5 товки, расширяют, образуя часть полюсного наконечника.
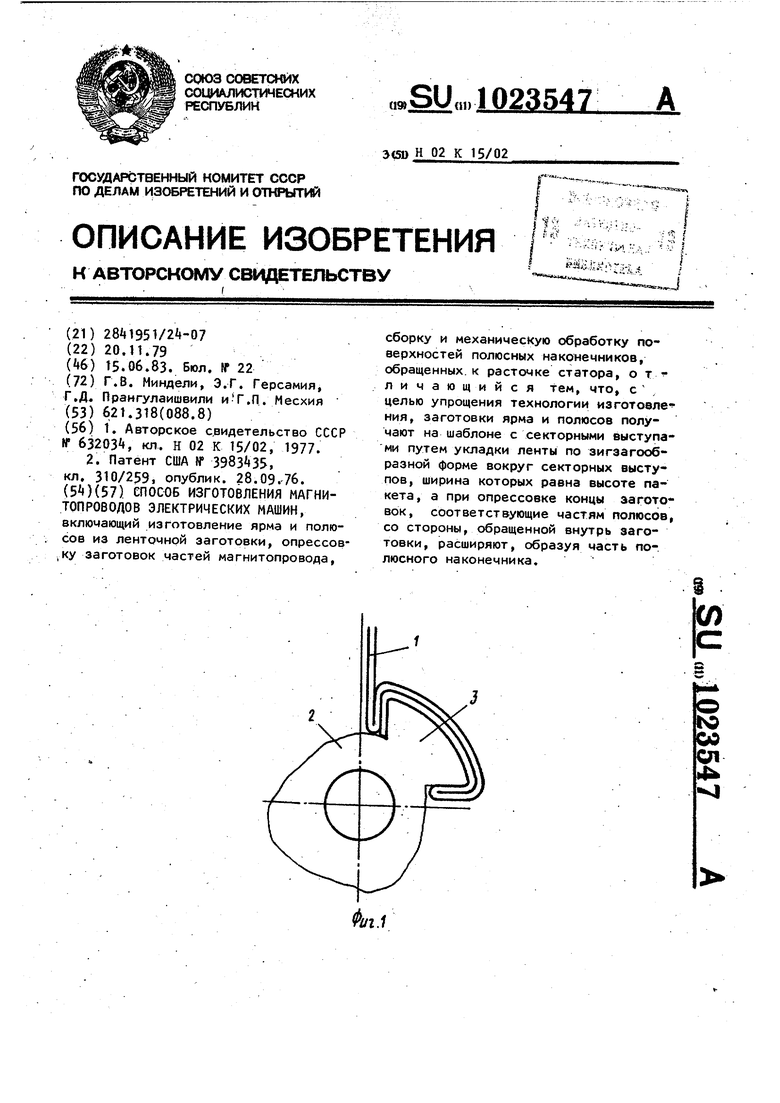
На фиг. 1 показан процесс укладки ленты на шаблон по зигзагообразной форме; на фиг. 2 - магнитопровод
после сборки, общий вид; на фиг. 3 процесс сборки ассиметричного многополюсного статора.
Способ изготовления магнитопроводов электрических машин заключается в следующем.
Непрерывную ферромагнитную ленту 1 шириной, равной высоте пакета магнитопровода, одним ее концом закрепляют на шаблоне 2 с секторными выступами 3, соответствующими внутренней поверхности части магнитопровода полюс-ярмо-полюс (фиг. 1).
Затем ленту 1 укладывают на шаблон 2 по зигзагообразной форме, по следовательно огибая поверхности каждого секторного выступа 3 до достижения необходимого количества слоев, придавая ей форму внешней поверхности шаблона 2.
0 После этого |енту 1 обрезают и снимают заготовки магнитопровода с шаблона 2. Затем производят опрессовку каждой заготовки, при этом концы заготовки, соответствующие частям
5 полюсов расширяют со стороны, обраЩенной внутрь заготовки, образуя часть полюсного наконечника, после чего скрепляют слои. Затем заготовки соединяют в магнитопровод и скрепляют (фиг. 2).
После этого производят механическую обработку поверхностей полюсных наконечников, обращенных к расточке статора.
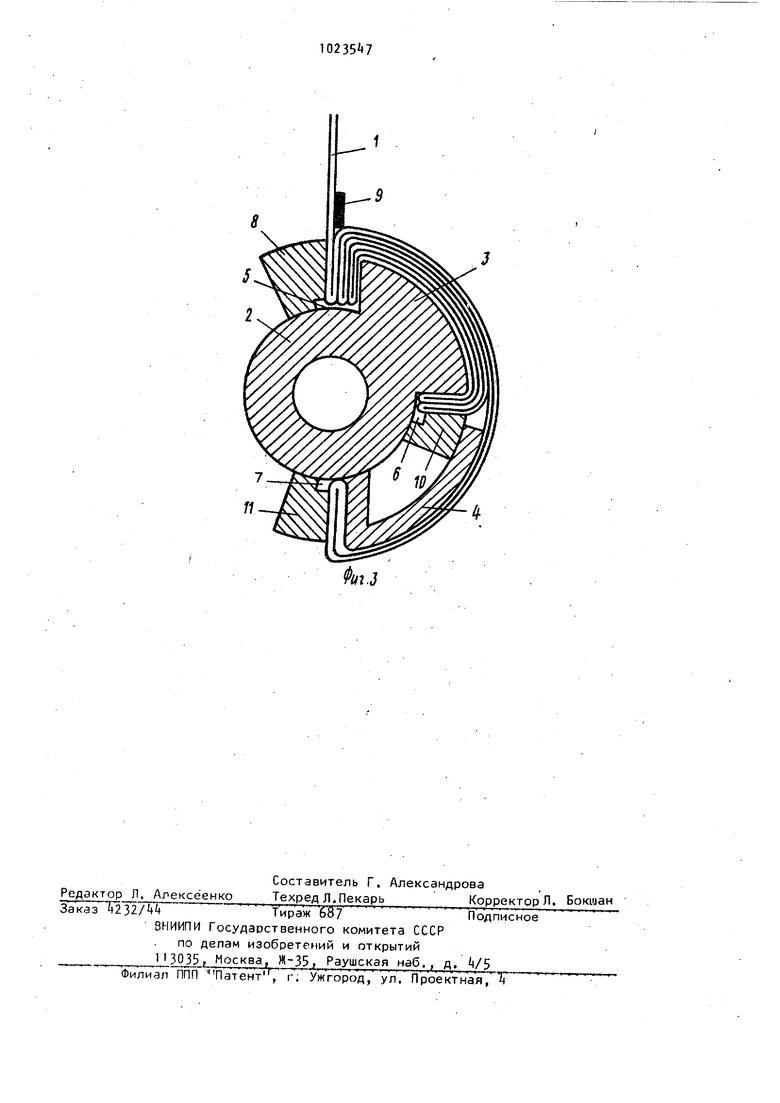
5 При изготовлении, например, ассиметрических явнополюсных статоров непрерывную ферромагнитную ленту 1 закрепляют на шаблоне 2, выполненном с секторными выступами 3 и t и
0 пазами 5, 6 и 7 с помощью прижима 8.
Шаблон 2 имеет наружную форму, соответствующую внутренней части магнитопровода, охватывающей части несущий обмотку полюс-беэобмоточный
5 полюс и несущий обмотку полюс - несущий обмотку .полюс. Затем шаблон 2 разворачивают вокруг своей оси сначала на угол, равный шагу несу,щий обмотку полюс - безобмоточный
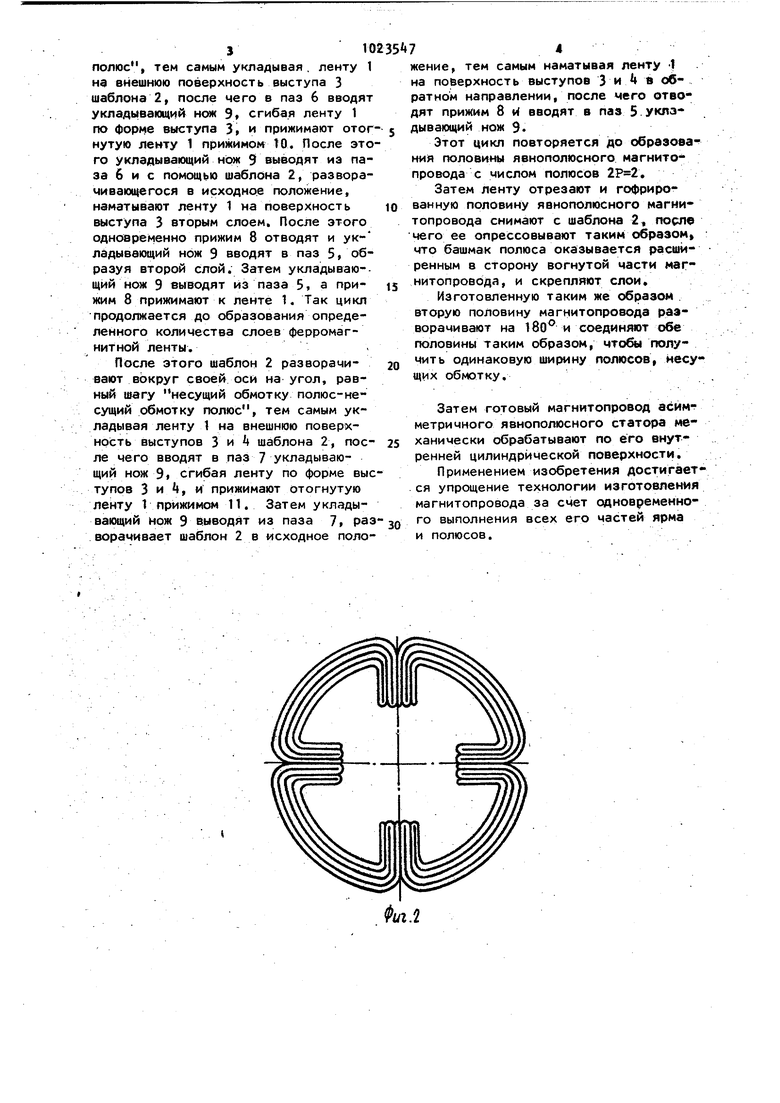
полюс, тем самым укладывая, ленту 1 Н9 внешнюю поверхность выступа 3 шаблона 2, после чего в паз 6 вводят укладывающий нож 9 сгибая ленту 1 по форме выступа 3, и прижимают отог нутую ленту 1 прижимом tO. После этого укладывающий нож Э выводят из паза б и с помощью шаблона 2, разворачивающегося в исходное положение, наматывают ленту 1 на поверхность выступа 3 вторым слоем. После этого однсяременно прижим 8 отводят и укладывающий нож 9 вводят в паз 5, образуя второй слой. Затем укладываю-щйй нож 9 выводят из паза 5, а прижим 8 прижимают к ленте 1. Так цикл продолжается до образования определенного количества слоев ферромз - нитной ленты..
После этого шаблон 2 разворачивают вокруг своей оси на угол, равный шагу несущий обмотку полюс-несущий обмотку полюс, тем самым укладывая ленту 1 на внешнюю поверхность выступов 3 и А шаблона 2, после чего вводят в паз 7 укладывающий нож 9i сгибая ленту по форме выступов 3 и , и прижимают отогнутую ленту Г прижимом 11. Затем укладывающий нож 9 выводят из паза 7, раз ворачивает шаблон 2 в исходное положение, тем самым наматывая ленту -1 на поверхность выступов ЗиЛ в обратном направлении, после чего отводят прижим 8 и вводят в паз 5 укладывающий нож 9
Этот цикл повторяется до образования половины явнополюсного магнитопровода с числом полюсов .
Затем ленту отрезают и гофрированную половину явнополюсного магмитопровода снимают с шаблона 2, после чего ее опрессовывают таким образом что башмак полюса оказывается расширенным в сторону вогнутой части магнитопровЬда, и скрепляют слои.
Изготовленную таким же образом вторую половину магнитопровода разворачивают на 180 и соединяют обе половины таким образом, чтобы получить одинаковую ширину полюсов, несущих обмотку.
Затем готовый магнитопровод асимт метричного явнополюсного статора механически обрабатывают по его внутренней цилиндрической поверхности.
Применением изобретения достигается упрощение технологии изготовления магнитопровода за счет одновременного выполнения всех его частей ярма и полюсов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления магнитопровода электрической машины | 1987 |
|
SU1495932A1 |
| Способ изготовления магнитопровода статора электрической машины | 1981 |
|
SU1056379A1 |
| Статор электродвигателя переменного тока | 1989 |
|
SU1746471A1 |
| Способ изготовления гофрированной зубцовой зоны магнитопровода электрической машины | 1981 |
|
SU1077021A1 |
| ОДНОФАЗНЫЙ ЭЛЕКТРОДВИГАТЕЛЬ | 1991 |
|
RU2028024C1 |
| ОДНОФАЗНЫЙ АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ | 2002 |
|
RU2233531C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СБОРНОГО МАГНИТОПРОВОДА ТОРЦОВОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1997 |
|
RU2142191C1 |
| Статор цилиндрической линейной машины | 1980 |
|
SU1003263A1 |
| ИНДУКТОР ЯВНОПОЛЮСНОГО МАГНИТОПРОВОДА | 1990 |
|
RU2024156C1 |
| Магнитопровод электрической машины | 1982 |
|
SU1078535A1 |
8
Л
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ изготовления нитей для гравитационных вариометров | 1940 |
|
SU63203A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| ЭЛЕКТРИЧЕСКИЙ, ОПУСКАЕМЫЙ В ЖИДКОСТЬ, ПРИБОР ДЛЯ КИПЯЧЕНИЯ И НАГРЕВАНИЯ | 1925 |
|
SU3983A1 |
| Приспособление для съемки жилетно-карманным фотографическим аппаратом со штатива | 1921 |
|
SU310A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
