2. Магнитопровод rion.l, отличающийся тем, что, боковые стенки желобов имеют усики, отогнутые в сторону паза.
3. Магнитопровод по п.1, о т л ичающийся тем, что зубцовая зона соединена с ярмом в торцовой части посредством лепестков, выполненных на зубцовой зоне.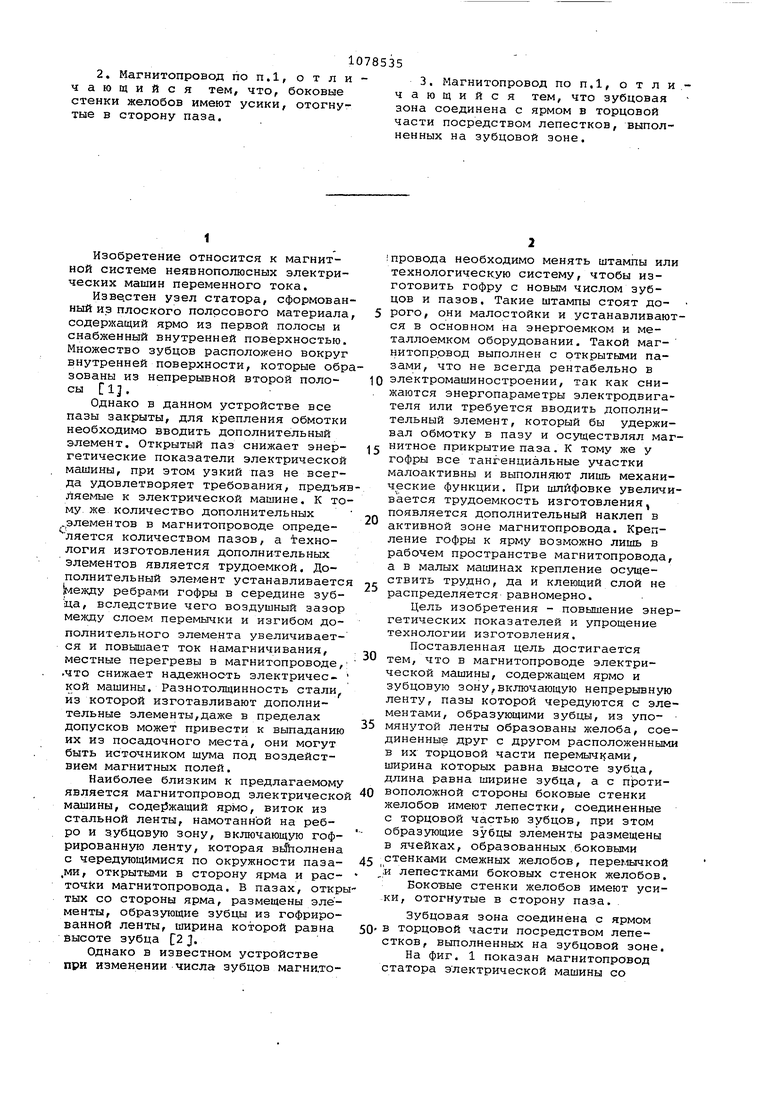
| название | год | авторы | номер документа |
|---|---|---|---|
| Магнитопровод электрической машины | 1981 |
|
SU1137554A1 |
| Разъемный магнитопровод электрической машины | 1980 |
|
SU1077012A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СБОРНОГО МАГНИТОПРОВОДА ТОРЦОВОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2004 |
|
RU2269857C1 |
| Магнитопровод электрической машины | 1981 |
|
SU1246247A1 |
| Разъемный магнитопровод электрической машины | 1980 |
|
SU1075350A1 |
| Магнитопровод электрической машины | 1982 |
|
SU1270834A1 |
| Способ изготовления магнитопровода электрической машины | 1982 |
|
SU1133638A1 |
| Разъемный магнитопровод электрической машины | 1980 |
|
SU1077011A1 |
| Статор электрической машины | 1982 |
|
SU1069067A1 |
| Магнитопровод электрической машины | 1980 |
|
SU951556A1 |
1. МАГННТОПРОВОД ЭЛЕКТРИЧЕСКОЙ МАШИНЫ, содержащий ярмо и :зубцовую зону, включающую непрерывную ленту, пазы которой чередуются с элементами, образующими зубцы, отличающийся тем, что, с целью повышения энергетических показателей и упрощения технологии изготовления, из упомянутой ленты образованы желоба, соединенные друг с другом расположенными в их- торцовой части перемычками, ширина которых равна высоте зубца, длина равна ширине зубца, а с противоположной стороны боковые стенки желобов имеют лепестки, соединенные с торцовой частью зубцов, при этом о бразующие зубцы элементы размещены в ячейках, образованных боковыми стенками смежных желобов, перемычкой и лепест- § ками боковых стенок желобов. 00 ел 00 ел
1
Изобретение относится к магнитной системе неявнополюсных электрических машин переменного тока.
Изве.стен узел статора, сформованный из плоского полосового материала содержащий ярмо из первой полосы и снабженный внутренней поверхностью. Множество зубцов расположено вокруг внутренней поверхности, которые обрзованы из непрерывной второй полосы 1.
Однако в данном устройстве все пазы закрыты, для крепления обмотки необходимо вводить дополнительный элемент. Открытый паз снижает энергетические показатели электрической машины, при этом узкий паз не всегда удовлетворяет требования, предъяляe Iыe к электрической машине. К тому же количество дополнительных .элементов в магнитопроводе опреде ляется количеством пазов, а texHoлогия изготовления дополнительных элементов является трудоемкой. Дополнительный элемент устанавливаетс Цежду ребрают гофры в середине зубiua, вследствие чего воздушный зазор между слоем перемычки и изгибом дополнительного элемента увеличивается и повышает ток намагничивания, местные перегревы в магнитопроводе, .что снижает надежность электрической машины. Разнотолщинность стали из которой изготавливают дополнительные элементы,даже в пределах допусков может привести к выпаданию их из посадочного места, они могут быть источником шума под воздействием магнитных полей.
Наиболее близким к предлагаемому является Магнитопровод электрическо машины, соде 5жащий ярмо, виток из стальной ленты, намотанной на ребро и зубцовую зону, включающую гофрированную ленту, которая вьйюлнена с чередующимися по окружности паза,ми, открытыми в сторону ярма и растoчkи магнитопровода. В пазах, откртых со стороны ярма, размещены элементы, образующие зубцы из гофрированной ленты, ширина которой равна йысоте зубца 2 J.
Однако в известном устройстве при изменении числа зубцов магни,то провода необходимо менять штампы или технологическую систему, чтобы изготовить гофру с новым числом зубцов и пазов. Такие штампы стоят дорого, они малостойки и устанавливаются в основном на энергоемком и металлоемком оборудовании. Такой магнитопррвод выполнен с открытьоми пазами, что не всегда рентабельно в электромашиностроении, так как снижаются энергопараметры электродвигателя или требуется вводить дополнительный элемент, который бы удерживал обмотку в пазу и осуществлял магнитное прикрытие паза. К тому же у гофры все тангенциальные участки малоактивны и выполняют лишь механические функции. При шлифовке увеличивается трудоемкость изготовления, появляется дополнительный наклеп в активной зоне магнитопровода. Крепление гофры к ярму возможно лишь в рабочем пространстве магнитопровода, а в малых машинах крепление осуществить трудно, да и клеющий слой не распределяется равномерно.
Цель изобретения - повышение энергетических показателей и упрощение технологии изготовления.
Поставленная цель достигается тем, что в магнитопроводе электрической машины, содержащем ярмо и зубцовую зону,включающую непрерывную ленту, пазы которой чередуются с элементами, образукяцими зубцы, из упомянутой ленты образованы желоба, соединенные друг с другом расположенным в их торцовой части перег/ичками, ширина которых равна высоте зубца, длина равна ширине зубца, а с противоположной стороны боковые стенки желобов имеют лепестки, соединенные с торцовой частью зубцов, при этом образующие зубцы элементы размещены в ячейках, образованных боковыми стенками смежных желобов, перемычкой и лепестками боковых стенок желобов.
Боковые стенки желобов имеют усики, отогнутые в сторону паза.
Зубцовая зона соединена с ярмом в торцовой части посредством лепестков, выполненных на зубцовой зоне.
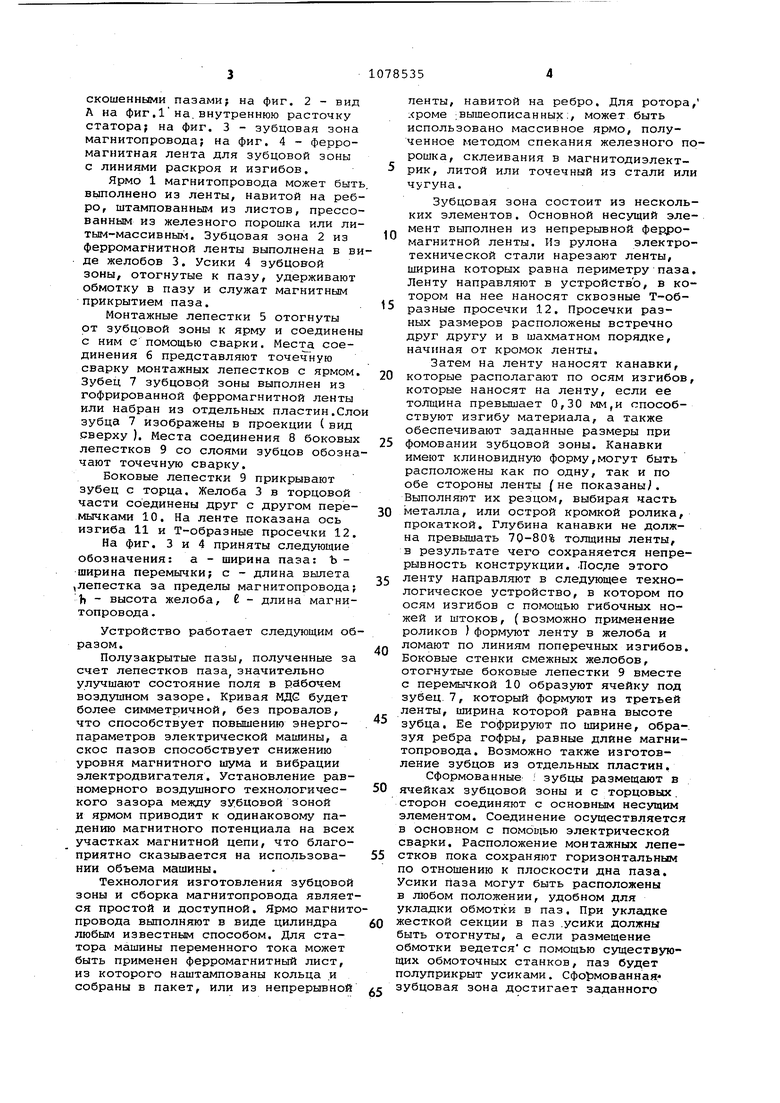
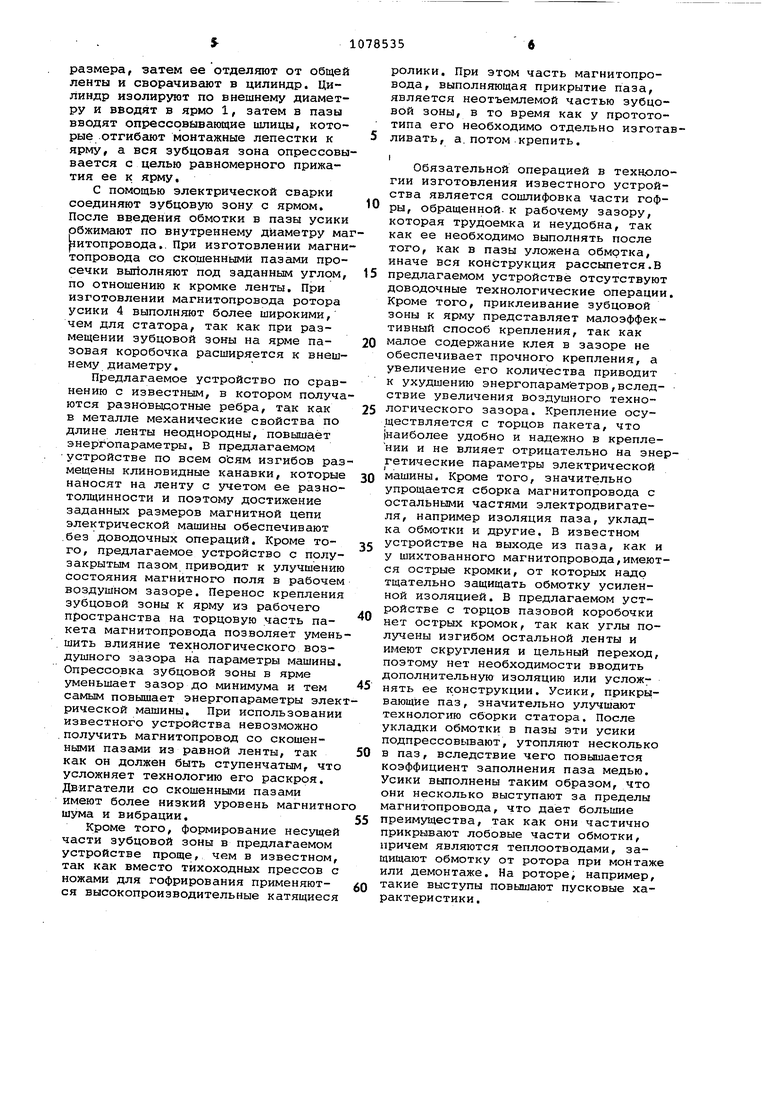
На фиг. 1 показан Магнитопровод статора электрической машины со скошенньпии пазами; на фиг. 2 - вид А на фиг,1на,внутреннюю расточку статора на фиг. 3 - зубцовая зона магнитопровода; на фиг, 4 - ферромагнитная лента для зубцовой зоны с линиями раскроя и изгибов. Ярмо 1 магнитопровода может быт выполнено из ленты, навитой на реб ро, штампованным из листов, прессо ванным из железного порошка или ли тым-массивны ч, Зубцовая зона 2 из ферромагнитной ленты выполнена в в де желобов 3, Усики 4 зубцовой зоны, отогнутые к пазу, удерживают обмотку в пазу и служат магнитным прикрытием паза. Монтажные лепестки 5 отогнуты от зубцовой зоны к ярму и соединены с ним с помощью сварки. Места соединения 6 представляют точечную сварку монтажных лепестков с ярмом Зубец 7 зубцовой зоны выполнен из гофрированной ферромагнитной ленты или набран из отдельных пластин.Сло зубца 7 изображены в проекции ( вид сверху ). Места соединения 8 боковых лепестков 9 со слоями зубцов обозна чают точечную сварку. Боковые лепестки 9 прикрывают зубец с торца. Желоба 3 в торцовой части соединены друг с другом перемычками 10, На ленте показана ось изгиба 11 и Т-образные просечки 12, На фиг, 3 и 4 приняты следующие обозначения: а - ширина паза: Ъ ширина перемычки; с - длина вылета ,лепестка за пределы магнитопровода Ь - высота желоба, 2 - длина магнитопровода . Устройство работает следующим об разом. Полузакрытые пазы, полученные за счет лепестков паза значительно улучшают состояние поля в рабочем воздушном зазоре. Кривая МДС будет более симметричной, без провалов, что способствует повышению энергопараметров электрической машины, а скос пазов способствует снижению уровня магнитного шума и вибрации электродвигателя. Установление равномерного воздушного технологического зазора между зубцовой зоной и ярмом приводит к одинаковому падению магнитного потенциала на всех участках магнитной цепи, что благоприятно сказывается на использовании объема машины. Технология изготовления зубцовой зоны и сборка магнитопровода являет ся простой и доступной. Ярмо магнит провода выполняют в виде цилиндра любым известным способом. Для статора машины переменного тока может быть применен ферромагнитный лист, из которого наштампованы кольца и собраны в пакет, или из непрерывной ленты, навитой на ребро. Для ротора, хроме ;вышеописанных:, может быть использовано массивное ярмо, полученное методом спекания железного порошка, склеивания в магнитодиэлектрик, литой или точечный из стали или чугуна. Зубцовая зона состоит из нескольких элементов. Основной несущий элемент выполнен из непрерывной фер эомагнитной ленты. Из рулона электротехнической стали нарезают ленты, ширина которых равна периметру паза. Ленту направляют в устройство, в котором на нее наносят сквозные Т-образные просечки 12, Просечки разных размеров расположены встречно друг другу и в шахматном порядке, начиная от кромок ленты. Затем на ленту наносят канавки, которые располагают по осям изгибов, которые наносят на ленту, если ее толщина превышает 0,30 мм,и способствуют изгибу материала, а также обеспечивают заданные размеры при фомовании зубцовой зоны. Канавки имеют клиновидную форму,могут быть расположены как по одну, так и по обе стороны ленты (не показаны), Выполняют их резцом, выбирая часть металла, или острой кромкой ролика, прокаткой. Глубина канавки не должна превышать 70-80% толщины ленты, в результате чего сохраняется непрерывность конструкции. .Пос/je этого ленту направляют в следующее технологическое устройство, в котором по осям изгибов с помощью гибочных ножей и штоков, (возможно применение роликов ) формуют ленту в желоба и ломают по линиям поперечных изгибов. Боковые стенки смежных желобов, отогнутые боковые лепестки 9 вместе с перемычкой 10 образуют ячейку под зубец. 7, который формуют из третьей ленты, ширина которой равна высоте зубца. Ее гофрируют по ширине, образуя ребра гофры, равные длине магнитопровода. Возможно также изготовление зубцов из отдельных пластин, Сформованные зубцы размещают в ячейках зубцовой зоны и с торцовых. сторон соединяют с основным несущим элементом. Соединение осуществляется в основном с помои1ью электрической сварки. Расположение монтажных лепестков пока сохраняют горизонтальным по отношению к плоскости дна паза. сики Паза могут быть расположены в любом положении, удобном для укладки обмотки в паз, При укладке есткой секции в паз .усики должны быть отогнуты, а если размещение бмотки ведется с помощью существуюих обмоточных станков, паз будет олуприкрыт усиками. Сформованная убцовая зона достигает заданного размера, затем ее отделяют от общей ленты и сворачивают в цилиндр. Цилиндр изолируют по внешнему диаметру и вводят в ярмо 1, затем в пазы вводят опрессовавающие шлицы, которые отгибают монтажные лепестки к ярму, а вся зубцовая зона опрессовы вается с целью равномерного прижатия ее к ярму, С помощью электрической сварки соединяют зубцовую зону с ярмом. После введения обмотки в пазы усики обжимают по внутреннему диаметру ма нитопровода.. При изготовлении магни топровода со скошенными пазами просечки выполняют под заданным углом, по отношению к кромке ленты. При изготовлении магнитопровода ротора усики 4 выполняют более широкими, чем для статора, так как при размещении зубцовой зоны на ярме пазовая коробочка расширяется к внешнему диаметру. Предлагаемое устройство по сравнению с известным, в котором получа ются разновыдотные ребра, так как в металле механические свойства по длине ленты неоднородны, повышает энергопараметры. В предлагаемом устройстве по всем осям изгибов раз мещены клиновидные канавки, которые наносят на ленту с учетом ее разнотолщинности и поэтому достижение заданных размеров магнитной цепи электрической машины обеспечивают .без доводочных операций. Кроме того, предлагаемое устройство с полузакрытым пазом приводит к улучшению состояния магнитного поля в рабочем воздушном зазоре. Перенос крепления зубцовой зоны к ярму из рабочего пространства на торцовую часть пакета магнитопровода позволяет умень шить влияние технологического воздушного зазора на параметры машины. Опрессовка зубцовой зоны в ярме уменьшает зазор до минимума и тем самым повышает энергопараметры элек рической машины. При использовании известного устройства невозможно ,получить магнитопровод со скошенными пазами из равной ленты, так как он должен быть ступенчатым, что усложняет технологию его раскроя. Двигатели со скошенными пазами имеют более низкий уровень магнитно шума и вибрации. Кроме того, формирование несущей части зубцовой зоны в предлагаемом устройстве проще, чем в известном, так как вместо тихоходных прессов с ножами для гофрирования применяются высокопроизводительные катящиеся ролики. При этом часть магнитопровода, выполняющая прикрытие паза, является неотъемлемой частью зубцовой зоны, в то время как у протототипа его необходимо отдельно изготавливать, а. потом крепить. Обязательной операцией в технологии изготовления известного устройства является сошлифовка части гофры, обращенной, к рабочему зазору, которая трудоемка и неудобна, так как ее необходимо выполнять после того, как в пазы уложена обмотка, иначе вся конструкция рассыпется,В предлагаемом устройстве отсутствуют доводочные технологические операции. Кроме того, приклеивание зубцовой зоны к ярму представляет малоэффективный способ крепления, так как малое содержание клея в зазоре не обеспечивает прочного крепления, а увеличение его количества приводит к ухудшению энергопарамётров,вследствие увеличения воздушного технологического зазора. Крепление осу,ществляется с торцов пакета, что (Наиболее удобно и надежно в креплении и не влияет отрицательно на энергетические параметры электрической машины. Кроме того, значительно упрощается сборка магнитопровода с остальными частями электродвигателя, например изоляция паза, укладка обмотки и другие. В известном устройстве на выходе из паза, как и у шихтованного магнитопровода,имеются острые кромки, от которых надо тщательно защищать обмотку усиленной изоляцией. В предлагаемом устройстве с торцов пазовой коробочки нет острых кромок, так как углы получены изгибом остальной ленты и имеют скругления и цельный переход, поэтому нет необходимости вводить дополнительную изоляцию или усложнять ее конструкции. Усики, прикрывающие паз, значительно улучшают технолоппо сборки статора. После уклещки обмотки в пазы эти усики подпрессовывают, утопляют несколько в паз, вследствие чего повышается коэффициент заполнения паза медью. Усики выполнены таким образом, что они несколько выступают за пределы магнитопровода, что дает большие преимущества, так как они частично прикрывают лобовые части обмотки, причем являются теплоотводами, защищают обмотку от ротора при монтаже или демонтаже. На роторе, например, такие выступы повышают пусковые характеристики.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США 3983435, кл | |||
| Приспособление для съемки жилетно-карманным фотографическим аппаратом со штатива | 1921 |
|
SU310A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР по заявке 2904263/24-07, кл | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
