Q СО 00
«
Изобретение относится к производству изделий сборного бетона и железобетона.
Известны формы для изготовления железобетонных изделий, содержащие поддон, борта, соединенные с поддоном, гибкими элементами, и крепежные .устройства Г }
Ги()кий элемент крепится к поддону и борту сваркой и выполнен из стального листа толщиной Ц мм, согнутого под углом 90°.
Недостатком известных форм является небольшой угол раскрытия губких бортов, недостаточный для распалубки изделий со сложной конфигурацией г боковых поверхностей.
Наиболее близким техническим решением к предлагаемому является форма для изготовления изделий из бетонных смесей, содержащая поддон, соединенный посредством упругих элементов с бортами,и прижимные устройства . .
Недостатками данного технического решения являются следующие
Упругие элементы известной формы, выполненные из листовой стали толщиной й-5 мм, работая в пределах упругих деформаций металла, обеспечивают угол отклонений бортов k-7, что недостаточно для распалубки формы при изготовлении изделий со сложной конфигурацией боковых поверхностей. При отклонении бортов на угол больше 7° металл начинает работать в зоне пластических деформаций, что приводит к появлению трещин в месте изгиба и поломке бортов. Упругопластический элемент выполняют с уменьшенной толщиной листа в месте гиба. Однако подобное решение не является оптимальным, так как для изготовления упругопластических элементов можно использовать сталь только спокойной плавки, при изготовлении элемента необходимо соблюдать ряд конструктивных и технологических требований, и, кроме того, что очень важно, уменьшение толщины упругого элемента, способствующее увеличению числа циклов напряжения, снижает его несущую способность.
Цель изобретения - увеличение срока службы устройства.
Поставленная цель достигается тем, что в форме для изготовления изделий из бетонных смесей,содержащей поддон, соединенный посредством упругих элементов с боотами, и прижимные приспособления, каждый упругий элемент выполнен в виде пакета металлических пластин, толщина каждой из которых лежит в пределах от 0,5 до 1 мм.
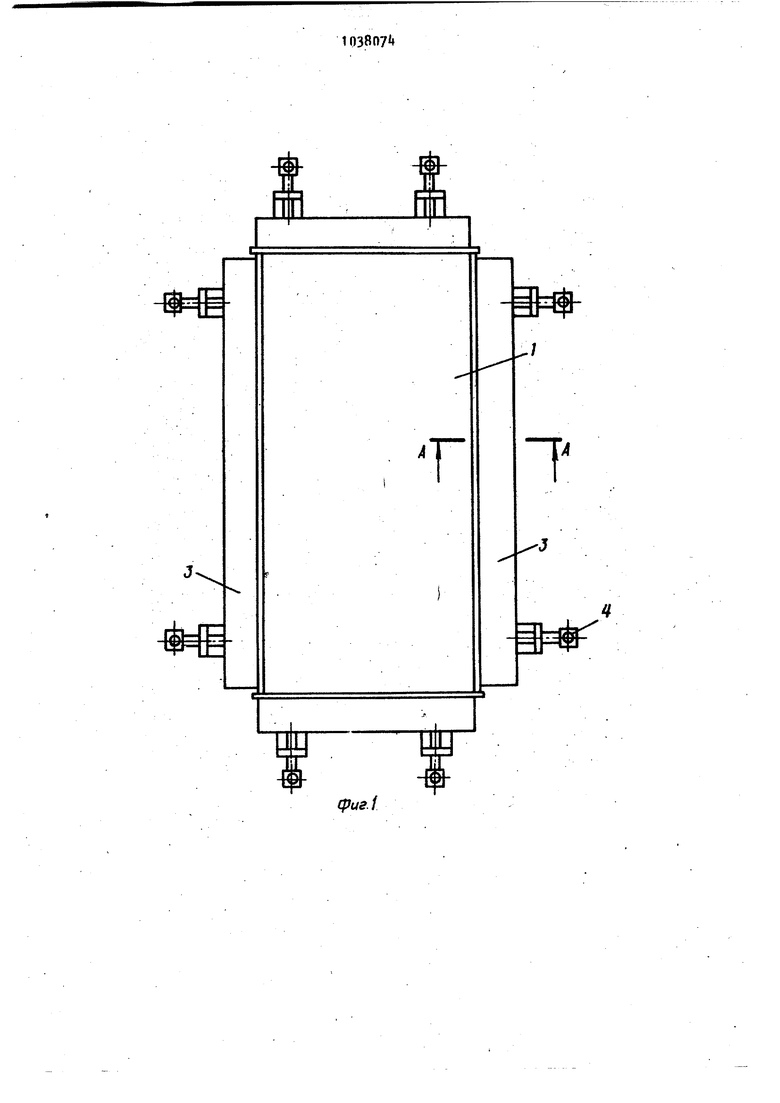
На фиг. 1 показана форма, общий вид; на фиг. 2 - разрез А-А на фиг. 1
Форма состоит из поддона 1, соединенного упругими элементами 2 с бортами 3, охватываемыми прижимными приспособлениями 4.
Каждый упругий элемент выполнен в виде пакета металлических пластин 5 каждой из которых лежит в пределах от 0,5 до 1 мм.
Форма работает следующим образом.
По окончании технологического процесса гибкий борт 3 с помои ью прижимного приспособления отгибается на необходимый для распалубки изделия угол При этом напряжение, возникающее в упругом элементе 2. распределяется между отдельными металлическими пластинами 5. а несущая способность упругого элемента равна суммарной нёсушей способности металлических пластин.
Выполнение упругих элементов в виде пакета металлических пластин, толщина которых лежит в пределах от 0,5 до 1 мм, позволяет увеличить срок службы формы, обеспечив необходимый для распалубки изделия угол раскрытия бортов.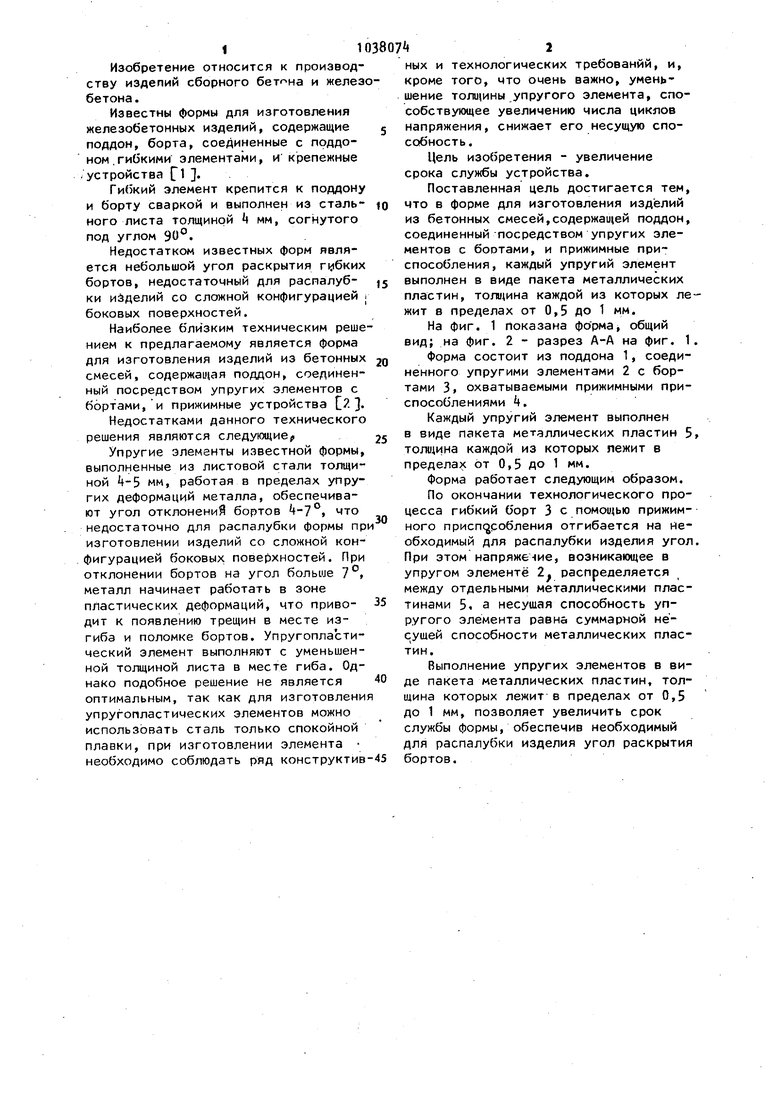
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для изготовления изделий из бетонных смесей | 1980 |
|
SU895668A1 |
| Форма для изготовления изделий из бетонных смесей | 1985 |
|
SU1301718A2 |
| СПОСОБ РАСПАЛУБКИ БЛОКОВ, ФОРМУЕМЫХ С "ГРЕБЕНКАМИ", И БЕСПОДДОННЫЙ ЗАХВАТ ДЛЯ ПЕРЕМЕЩЕНИЯ БЛОКОВ | 2004 |
|
RU2270755C2 |
| Форма для изготовления железобетонныхиздЕлий | 1979 |
|
SU797873A1 |
| Форма для изготовления изделий из бетонных смесей | 1984 |
|
SU1161398A1 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1992 |
|
RU2104152C1 |
| Форма для изготовления изделий из бетонных смесей | 1982 |
|
SU1065201A1 |
| Кассетная форма для изготовления бетонных изделий | 1991 |
|
SU1795939A3 |
| СПОСОБ ВОЗВЕДЕНИЯ МАЛОЭТАЖНЫХ ЗДАНИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2057864C1 |
| ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ПО ПРОИЗВОДСТВУ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ И ПЛИТА ПЕРЕКРЫТИЯ, ИЗГОТОВЛЕННАЯ В ЭТОМ ТЕХНОЛОГИЧЕСКОМ КОМПЛЕКСЕ | 2005 |
|
RU2304042C2 |
Г
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Винайкина Л | |||
| Металлические формы с гибкими бортами и минусовыми допусками | |||
| Реферативная информация | |||
| Строительная индустрия Министерства промышленного строительства, ЦБНТИ, 197, вып | |||
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Формы для производства сборного железобетона | |||
| Материалы семинара, М., 1980, с.81-86. | |||
