J
: Изобретение относится к технологии изготовления керамических изделий, а именно к способу обрабо ки керамических деталей . Наиболее близким к изобретению по технической сущности является способ изготовления керамических изделий, включакмдий фо{ ювание, термообработку последующее шлифов ние алмазными кругами со смазочноохлаждакхцей жидкостью и полирювание мелкозернистыми алмазными лентами tl 1- . - OjiHaKo известный способ не позволяет получить на керамических изделиях высокое качество поверяно ТИ и необходимую ИЗНОСОСТ(9ЙКОСТЬ. Целью изобретения является улуч шение качества обработки поверхнос ти изделия и повышение ее износостойкости. Поставленная цель достигается тем, что согласно способу изготовления керамических изделий, включающему формование, .термообработку последующее шлифование алмазными кругами и полирование мелкозернистыми алмаз.ными лентами со смазочно охлаждающей жидкостью, после шлифо вания осуществляют съем слоя изделия при помощи алмазной крупнозернистой ленты с жесткой связкой со смазочно-охлаждающей жидкостью, а после полирования мелкозернистыми алмазными лентами производят полирование мелкозернистой абразивной лентой без применения смазочно-охлсО сдающей жидкости. Способ изготовления кергшических изделий включает фос ювание, термообработку, шлифование алмазными кругами и алкгазными лентами, после шлифования производят доводочное шлифование алмазной крУпнозернистой лентой с жесткой связкой Р14, Р5, Р14Б,, обеспечивая в режиме пластического деформирования съем разрушенного кругами слоя керамики толщиной 100-200 мкм и о дновременно снижение шероховатости поверхности до R, 0,63 мкм, с послед5ющим полированием алмазной мелкозерниоой лентой с полужесткой или мягкой связкой до шероховатости RC( 0,16 мкм (10 класс) с СОЖ и абразивной мелкозернистой бесконечн ьй лентой без смазывающе-охлаждающей жидкости, обеспечивая оплавление стеклофазы на поверхности керамики и снижение шероховатости до R 0,08 мкм (II класс). В таблице представлены данные обработки керёшических тяговых устройств из ультрафарфора марки УФ-46 для волочильных станов UDZWG-8/18.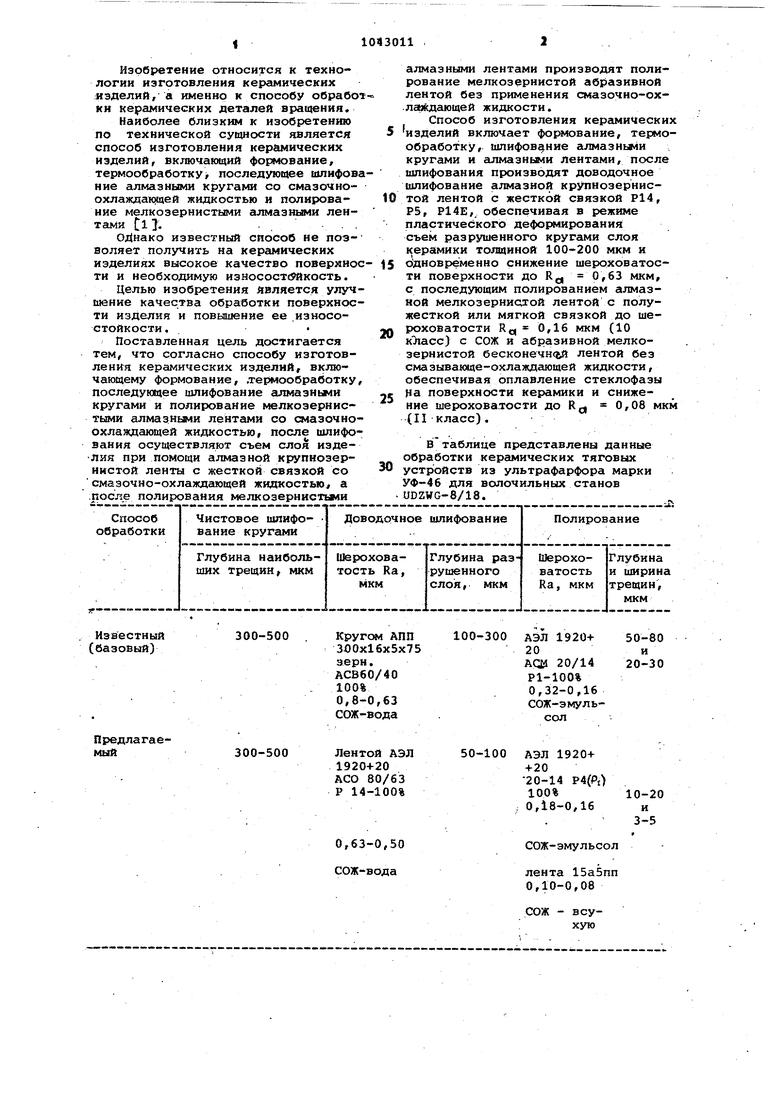
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМБИНИРОВАННЫЙ ШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ | 1994 |
|
RU2076039C1 |
| Способ абразивной обработки металлооптических зеркал | 2002 |
|
RU2223850C1 |
| УПРОЧНЯЮЩЕ-ПОЛИРОВАЛЬНЫЙ КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ С ПАРАМЕТРИЧЕСКОЙ ОСЦИЛЛЯЦИЕЙ | 2005 |
|
RU2283745C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РАБОЧЕГО РАЗМЕРА АЛМАЗНО-АБРАЗИВНОГО ИНСТРУМЕНТА С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2284893C1 |
| СПОСОБ ШЛИФОВАНИЯ НАРУЖНОЙ ПОВЕРХНОСТИ ИЗДЕЛИЙ ИЗ ЦИРКОНИЙ-НИОБИЕВЫХ СПЛАВОВ | 2004 |
|
RU2281848C2 |
| КОМБИНИРОВАННЫЙ СПОСОБ УПРОЧНЕНИЯ И ПОЛИРОВАНИЯ С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2284256C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ КЕРАМИЧЕСКИХ СФЕРИЧЕСКИХ ТЕЛ | 2006 |
|
RU2396160C2 |
| САПФИРОВАЯ ПОДЛОЖКА (ВАРИАНТЫ) | 2007 |
|
RU2414550C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ САПФИРОВОЙ ПОДЛОЖКИ | 2007 |
|
RU2422259C2 |
| ЛЕПЕСТКОВЫЙ КРУГ С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2285603C1 |
СПОСОБ ИЗГОТОВЛЕНИЯ KEPAMH-t ЧЕСКИХ ИЗДЕЛИЙ, включающий формование, термообработку, последующее ьшифование алмазными кругами и по- ; лирование мелкозернистыми алмазными лентами со сказочно-охлаждающей жидкостью, отличающийся тем, что, с целью улучшения качест-. ва обработки поверхности изделия и повышения, износостойкости, после шлифования осуществляют съем слоя изделия при помощи алмазной крупнозернистой ленты с жесткой связкой со смазочно-охлаждающей жидкостью, а .после полирования мелкозернистыми алмазньми лентами полируют мелкозернистой абразивной лентой без применения смазочно-охлаждающей жидкости..
Известный
300-500
Кругсви АПП базовый)
300x16x5x75
зерн.
АСВ60/40
100%
0,8-0,63
СОЖ-вода
300-500
Лентой АЭЛ 1920+20 AGO 80/63 Р 14-100%
0,63-0,50 СОЖ-вода
АЭЛ 1920+ 50-80 20и
АОИ 20/1420-30
Р1-100% 0,32-0,16 СОЖ-эмульсол
0-100 АЭЛ 1920+ +20
20-14 P4(Pi) 100%10-20
; 0,18-0,16и
3-5
9
СОЖ-эмульсол
лента 15а5пп 0,10-0,08
СОЖ - всу хую
Предлагаемый способ изготовления керамических изделий обеспечив .вает не только вершинное выравнивание микронеровностей рабочей поверхности керамических тяговых устройств, снятие наиболее разрушенного поверхностного слоя, на
з алолнение стеклофазой расплавляю Щейся в поверхностном слое керами;ки, и продуктами расрлава абрази|ва ленты трещин и пустот, которые служили концентраторами напряжений и способствовали разрушению поверхности в известном устройстве..
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Телефонная трансляция с катодным реле | 1921 |
|
SU772A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
