Изобретение относится к полиграф в частности к брошюровочно-переплет ным процессам и может быть использо вено на предприятиях отрасли, выпус кающих книжно-журналкную продукцию бесшвейным способом скрепления. Известен способ бесшвейного изготовления книги, включающий фальцо ку печатных оттисков, комплектовку тетрадей, скрепление их в блок, обрезку блока и соединение блока с пе реплетной крышкой, имеющей сторонки В способе при скреплении тетрадей в блок осуществляют фрезерование корешка блока и заклейку корешка, после чего производят приклеивание форзацев и окантовочного материала а соединение блока с переплетной крышкой осуществляют посредством клея l . Однако книги, изготовленные таки способом недолговечны и не могут быть использованы в экстремальных эксплуатационных условиях. Например издания, склеенные с помощью поливинилацетатной дисперсии. При низки температурах, в зимнее время, разру шаются при чтении И31бза того, что клеевое соединение книги становится чрезвычайно хрупким. Существует целый ряд производств где необходимы издания повышенной долговечности: в химической промышленности (там, где используются ai рессивные среды, в условиях повышенной влажности Гтропический клима на судах), при воздействии атмосфер ных осадков (дождь, снег), в условия повышенной солнечной радиации и пониженной влажности пустыни), при резких перепадах атмосферного давления (при космических полетах), при пониженных температурах (на поля ных станциях). Во всех вышеназванных видах чело веческой деятельности необходимо .использование различных изданий: технологические инструкции,- методики, руководящие материалы, справочники и т.п. Технология изготовления этих изданий не обеспечивает возможности их успешной эксплуатации при вышеназванных условиях. Цель изобретения - увеличение сро ка службы книг. Поставленная цель достигается тем, что в способе бесшвейного изготовления книги, включающем фалЬцов ку печатных оттисков, комплектовку тетрадей, скрепление их в блок, обрезку блока и соединение блока с переплетной крышкой, имеющей сторонки, печатные оттиски по линиям фальцевальных сгибов перед фальцовкой и сторонки переплетной крышки по их контуру перед соединением переплетной крышки с блоком пропитывают водоотталкивающим составом и опрессовывя-ют полимерной пленкой с двух сторон с напуском пленки за кромки листов и сторонок, а соединение блока с переплетной крышкой осуществляют одновременно со скреплением тетрадей в блок путем сварки выступающей за кромки тетрадей и сторонок пленки, при этом обрезку 5лока осуществляют с четырёх сторон после его соединения с переплетной крышкой. На фиг. 1 изображен печатный оттиск на фиг. 2 - сторонка переплета, на фиг. 3 - сторонка, опрессованная пленкой, на фиг. - лист, опрессованный Пленкой, на фиг. 5 - книжный блок, на фиг. 6 - книга. Способ осуществляется следующим образом. Отпечатанные листы 1 (оттиски) перед фальцовкой пропитывают водоотталкивающим составом, например 1-3%ным толуольным раствором полиметилсилоксана в присутствии солей органических кислот с последующим закреплением по линиям будущих сгибов 2 (фиг. 1). Операция пропитки, аналогична обычному аппретированию и проводится при тех же условиях, что и гидрофобизация бу.маги. Ширина пропитки П определяется величинбй будущей обрезки блока и должна быть не менее -8 мм. Кромки 3 сторонок k также пропитывают водоотталкивающим составом, ширина пропитки не менее 3-5 мм (фиг. 2). Затем листы 1 и сторонки опрессовывают полимерной пленкой 5 таким образом, чтобы пленка выступала за кромки листов и сторонок. В зависимости от объема издания величина выступа пленки В должна быть равна i-Gмм (фиг. 3 и 4). Закрепление полимерной пленки проводят при в течение 3-5 мин и затем в течение 1-3 мин при . После фальцовки листов получается тетрадь, на одной из сторон которой тсут;ствуют фальцы. Эта сторона и является местом скрепления тетрадей книжном блоке. Поэтому спуск полос на листы 1 должен быть осуществлен с учетом последующего скрепления за кромку листа, не участвующую в .фальцовке свободную от фальцев). После комплектовки тетрадей и вставки их между сторонками, книжный блок имеет вид, показанный на фиг. 5 (тетради и сторонки условно разведены). Листы и сторонки скрепляют между собой за выступающую часть пленки, например, сваркой. Может быть применен , нагрев в электромагнитном поле высокой частоты. Затем книгу обрезают с четырех сторон. Готовая книга показана на фиг. 6. Поверхность страниц и обложки, а так же корешковая часть книги полностью покрыта пленкой. Кромки листов и об3Лложки пропитаны водоотталкивающим составом, Необходимо отметить упрощение технологического процесса изготовления книг по предлагаемому способу, В отличие от известного способа клеевого бесшвёйного скрепления книг отпадает необходимость в проведении таких операций, как фрезерование.корешка, кругяениа и отгибка фальцев корешка, приклеивание форзацев и . окантовочного материала, изготовление переплетной крышки. Книги, изготовленные по предлага- . емому способу, обладают простой конструкцией и одновременно повышенной прочностью и долговечностью, что делает возможным их использование в экстремальных эксплуатационных условиях.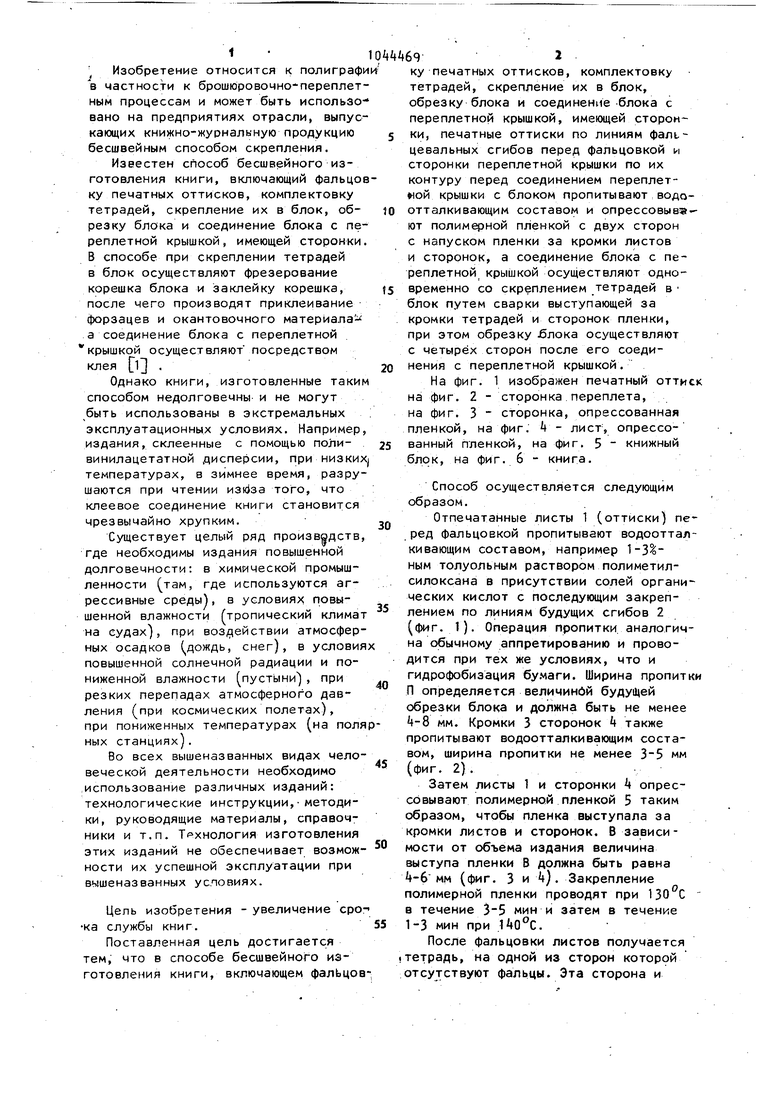

| название | год | авторы | номер документа |
|---|---|---|---|
| КНИГА В ЖЕСТКОМ ПЕРЕПЛЕТЕ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2283775C1 |
| Способ изготовления книжного блока | 1983 |
|
SU1497058A1 |
| СПОСОБ ОБРАБОТКИ МАЛООБЪЕМНЫХ ИЗДАНИЙ | 1971 |
|
SU302259A1 |
| Способ бесшвейного скрепления книжных блоков | 1981 |
|
SU992231A1 |
| ПЕРЕПЛЕТНАЯ КРЫШКА ДЛЯ ПЕЧАТНОЙ ПРОДУКЦИИ | 1996 |
|
RU2150391C1 |
| СПОСОБ КЛЕЕВОЙ ВЫСОКОПРОЧНОЙ БРОШЮРОВКИ КНИГ | 2013 |
|
RU2628983C2 |
| Способ скрепления книжных блоков | 1981 |
|
SU1000304A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КНИЖНОГО БЛОКА | 1969 |
|
SU239210A1 |
| СПОСОБ БЕСШВЕЙНОГО КЛЕЕВОГО СКРЕПЛЕНИЯ КНИГ | 2003 |
|
RU2244633C1 |
| Способ бесшвейного скрепления книжных блоков | 1980 |
|
SU921883A1 |

fuz. 2.
В ФигЛ
Фиг,.3
/ ,1 .
/ У
f f
f
.Т
