Изобретение относится к полиграфическому производству: подборка или комплектование листов или тетрадей, брошюрование (B42C 1/00).
УРОВЕНЬ ТЕХНИКИ
Из предшествующего уровня техники известны широко распространенные комплектовки блоков вкладкой и подборкой1. Клеевые соединения, применяемые в настоящее время в технологии брошюровочно-переплетных процессов, можно разделить на четыре группы: плоские; Ш-образные; Т-образные; комбинированные плоские и Ш-образные, плоские и Т-образные.
Клеевые соединения Ш-образного типа применяются в процессах скрепления и обработки книжных блоков, скомплектованных вкладкой и подборкой, скрепленных швейным или швейно-клеевым способом (далее клеевое швейное скрепление (КШС)). Недостаток способа - высокая стоимость, сложность и трудоемкость, низкая прочность скрепления тетрадей между собой.
Т-образный тип клеевого соединения применяется при клеевом бесшвейном скреплении блоков, скомплектованных подборкой (далее клеевое бесшовное скрепление (КБС)). Недостаток способа - большие напряжения растяжения, возникающие в клеевом слое между листами блока при раскрывании и чтении книги. Они приводят к его быстрому разрушению.
Разработан способ (DE 2540266, 10.09.1975 г.), который для клеевого бесшвейного скрепления (тип Ш) предлагает двухэтапное клеевое скрепление - вместо швейного сначала в тетради вкладкой, а затем в блок тетрадей подборкой. При этом соединение тетрадей между собой практически отсутствует.
Способ многоэтапный и очень сложный в применении. Прочность ниже, чем КБС, поскольку жесткие скрепления тетрадей легко разрушают корешок.
Разработаны два способа ручного архивного скрепления документов в виде брошюр в папки.
Известен способ (US 5,011,187, 30 апреля 1991), который для быстрого скрепления документов в виде брошюр предлагает скреплять липкой лентой со съемной защитной пленкой посредством ручного механического приспособления.
Однако способ изначально не направлен на получение прочного скрепления. Практическая реализация способа представляется проблематичной и распространения не получила, поскольку потребуется создать слой жидкого клея достаточной толщины (0,5-0,75 мм) под защитной пленкой для попадания клея в зазор между брошюрами с одной стороны.
Не решена проблема сталкивания брошюр, приклеенных к липкой ленте. Отсутствует двусторонняя связь между соседними брошюрами. Способ изобилует ручными операциями, корешок получается рыхлым и непрочным.
Известен способ (US 3.210.093, 25.06.1963 г.), который для быстрого скрепления документов предлагает папку с липким слоем внутри, с защитной пленкой.
При этом также отсутствует связь между соседними листами. Корешок еще более рыхлый и непрочный. Площадь склеивания незначительна.
Известен способ (SU 921883 A1, 20.05.80 г.), при котором для повышения прочности клеевого бесшвейного скрепленя (тип Т) предлагается двухэтапное клеевое соединение. 1 этап - нанесение быстросохнущего клея с двух сторон листов в месте будущей склейки, в целях ее упрочнения, без создания соединения между листами. После фальцовки, комплектовки и обрезки фальцев на корешок наносится основной слой клея. Способ сложный, многоэтапный и прочность корешка не повышает. Увеличивает его толщину за счет двойного слоя засохшего клея на каждом листе.
Задача, на решение которой направлено заявленное изобретение, заключается в создании изделия, отвечающего современным требованиям по прочности и долговечности клеевого бесшвейного скрепления книжных блоков со снижением стоимости производства, повышения удобства их эксплуатации.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Поставленная задача решается новым способом комплектовки блоков, который позволяет значительно увеличить прочность их скрепления.
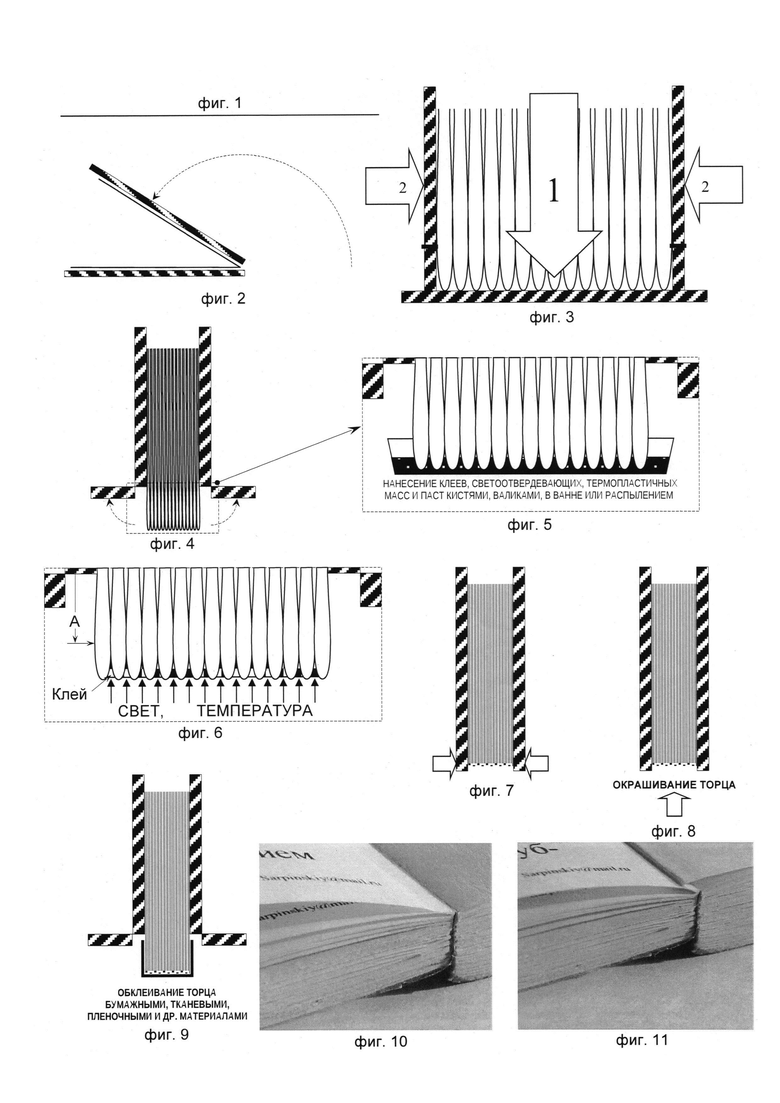
Способ комплектовки блоков отличает комплектовка подборкой сфальцованных односгибных листов, каждый из которых образует собой два листа брошюры (фиг.1, 2). Пачка двойных листов выравнивается (фиг.3) и спрессовывается (фиг.4) на избранном расстоянии (более 1 мм) от фальцев для получения поверхности торца из сжатых валиков фальцев листов (фиг.5, 6). Это позволяет получить площадь приклеивания каждого листа не долю миллиметра по длине, как сейчас, а три и более миллиметра, что практически полностью исключает отрыв одного из листов от блока.
Такая поверхность из сжатых валиков не пропускает клей внутрь более той глубины, которая определяется расстоянием спрессовывания от торца блока. После нанесения клея (фиг.5) в результате последующего сжатия в прессе (фиг.7) округлые фальцы листов, покрытые клеем, выравниваются и сжимаются друг с другом, образуя гребешкообразный профиль из застывшего клея и фальцев листов. Он имеет гладкую эластичную поверхность из клея со стороны торца брошюры и проклеенные на глубину 2-3 мм фальцы двойных листов брошюры с другой.
Это позволяет создать боковые зоны приклеивания и придать им подвижность, увеличить перпендикулярную площадь приклеивания торца каждого листа в 3-5 раз. Крепление каждого двойного листа в брошюре получается подвижным. При разглаживании разворота книги не возникает зоны разлома клеевой основы. Прочность скрепления такой брошюры определяется не силой на разлом брошюры и не силой на отрыв торца листа из клеевого слоя, а прочностью слоя клея. Гребешкообразный профиль увеличивает прочность брошюры, амортизируя разрывающее воздействие.
Степень спрессовки фальцев и удаление пресса от торца (фиг.6, указатель А) определяет глубину проникновения клея между листами.
В эксплуатации способ отличается тем, что при энергичном разглаживании разворота не возникает разлом зоны склейки, не выламываются листы из клеевого слоя (фиг.10-11).
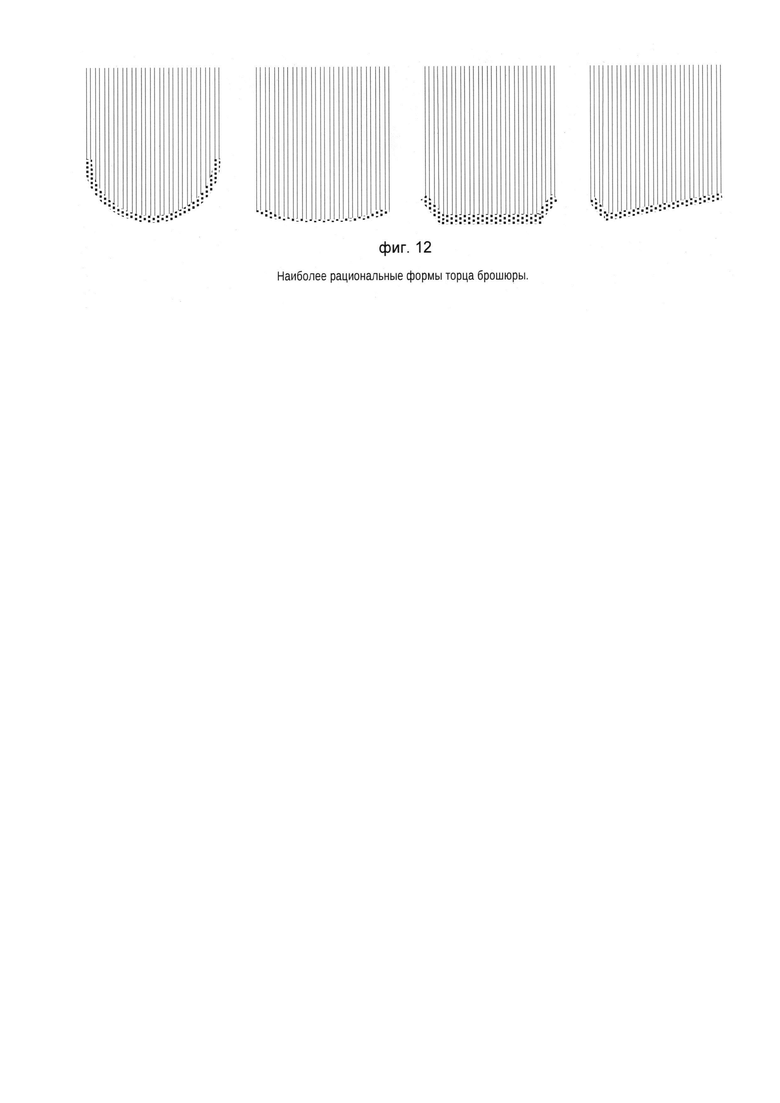
Прочность брошюры значительно повышается увеличением слоя клея и (или) при оклейке с торцевой стороны полимерными пленками и тканями (фиг.8 и 9). Форма торца брошюры, в зависимости от условий эксплуатации, может задаваться разнообразной (фиг.12).
Способ применяется при ручном и машинном брошюровочно-переплетных процессах.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
На фиг.1-9 последовательно показан процесс фальцовки листов (1-2), сталкивания (3), сжатия (4), нанесение клея на листы с трех сторон (5), сушка, полимеризация клея (6), прессование зоны склейки с жесткой фиксацией всей брошюры (7), художественное оформление брошюры в виде книги в «мягком переплете» (8-9). На фиг.10 и 11 показан механизм обеспечения высокой прочности предлагаемого способа брошюровки и склейки. Различные формы торца брошюры (12) позволяют изменять ее гибкость, мягкость, различные варианты восприятия, соответствие условиям эксплуатации и др. показатели.
Осуществление изобретения
Изобретение реализовано при изготовлении руководящих и нормативных актов в типографии ВУЗа ВВИА им. Проф. Жуковского. (4 тиража от 20 до 100 экз.).
ИСТОЧНИКИ ИНФОРМАЦИИ
1. Воробьев Д.В. Технология послепечатных процессов: Учебник. Москва: Изд-во МГУП, 2000, 393 с. ISBN 5-8122-0126-9.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ бесшвейного скрепления книжных блоков | 1980 |
|
SU921883A1 |
| Книжный блок и способ его изготовления | 1987 |
|
SU1419929A1 |
| Способ бесшвейного скрепления книжных блоков | 1981 |
|
SU992231A1 |
| Способ скрепления книжных блоков | 1981 |
|
SU1000304A1 |
| СПОСОБ БЕСШВЕЙНОГО КЛЕЕВОГО СКРЕПЛЕНИЯ КНИГ | 1998 |
|
RU2121440C1 |
| Способ бесшвейного изготовления книги | 1981 |
|
SU1044469A1 |
| Способ скрепления блоков и машина для его осуществления | 1991 |
|
SU1781087A1 |
| Способ изготовления книжно-журнальной продукции | 1980 |
|
SU921882A1 |
| СПОСОБ БЕСШВЕЙНОГО КЛЕЕВОГО СКРЕПЛЕНИЯ КНИГ | 2003 |
|
RU2244633C1 |
| Способ бесшвейного скрепления книжного блока | 1980 |
|
SU990550A1 |
Изобретение относится к полиграфии. Задачей изобретения является повышение прочности и долговечности клеевого бесшвейного скрепления книжных блоков без увеличения стоимости. Это достигается новым способом комплектовки блоков, определяющим новое качество клеевого скрепления. Способ комплектовки блоков отличает комплектовка подборкой односгибных листов фальцем к корешку, каждый из которых образует собой два листа, выровненных и спрессованных на заданном расстоянии от торца. Слой клея наносится на распушенный торец блока, образованный сжатыми валиками корешковых фальцев. Клей протекает между листами только на заданную глубину за счет упругого сжатия овальных сгибов листов прессом. При этом торец каждого двойного листа всей брошюры за один проход покрывается клеем с трех сторон точно в месте соприкосновения с другими двойными листами. Степень и удаление зоны спрессовки от торца фальцев определяет глубину проникновения клея между листами. Это позволяет увеличить площадь приклеивания торца каждого листа в 3-5 раз, создать боковые зоны приклеивания и придать им подвижность. В эксплуатации способ отличается значительной прочностью скрепления, мягкостью и подвижностью, причем даже при энергичном разглаживании разворота не возникает разлом зоны склейки, не выламываются листы из клеевого слоя. 12 ил.
Способ комплектовки блоков подборкой односгибных листов фальцем к корешку, каждый из которых образует собой два листа, выровненных и спрессованных на заданном расстоянии от торца, для получения поверхности торца из сжатых сгибов листов, не пропускающих клей внутрь брошюры, обеспечивающий стойкое к разлому брошюры бесшвейное клеевое скрепление блока краями боковых сторон и торцами каждого из корешковых фальцев листов.
| СПОСОБ БРОШЮРОВКИ КНИГ | 2002 |
|
RU2222434C2 |
| US 2007286706 A1, 13.12.2007 | |||
| Устройство для сортирования волокнистой суспензии | 1990 |
|
SU1747581A1 |

