Исследование металлов, с целью выяснения их склонности к коррозионному растрескиванию в определенной жидкой коррозионной среде, производилось двумя различными способами.
Испытание на длительную прочность при коррозионном растрескивании в данной среде при атмосферном давлении и температурах от 0° до температуры кипения и определение сравнительной стойкости против коррозионного растрескивания различных металлов, осуществляемое путем кипячения напряженных образцов в автоклавах в исследуемой среде.
Применительно к исследованиям металлов для работы при высоких температурах и давлениях оба эти способа обладают существенными недостатками. В испытаниях по первому способу материал не может быть подвергнут воздействию давления и высокой температуры.
При испытаниях по второму способу имеется большая неопределенность в отношении другого основного фактора: величины и распределения растягивающих напряжений. Протекающая в процессе испытаний
релаксация напряжении в образце вносит неопределеггность в результаты испытаний.
Особенность описываемого способа испытания металла заключается в том. что для получения характеристики длительной прочности при коррозионном растрескивании в жидкой среде при высоких температурах и давлениях, при испытании применен трубчатый заваренный с двух сторон образец, заполненный рабочей жидкостью (раствор или расплав) .
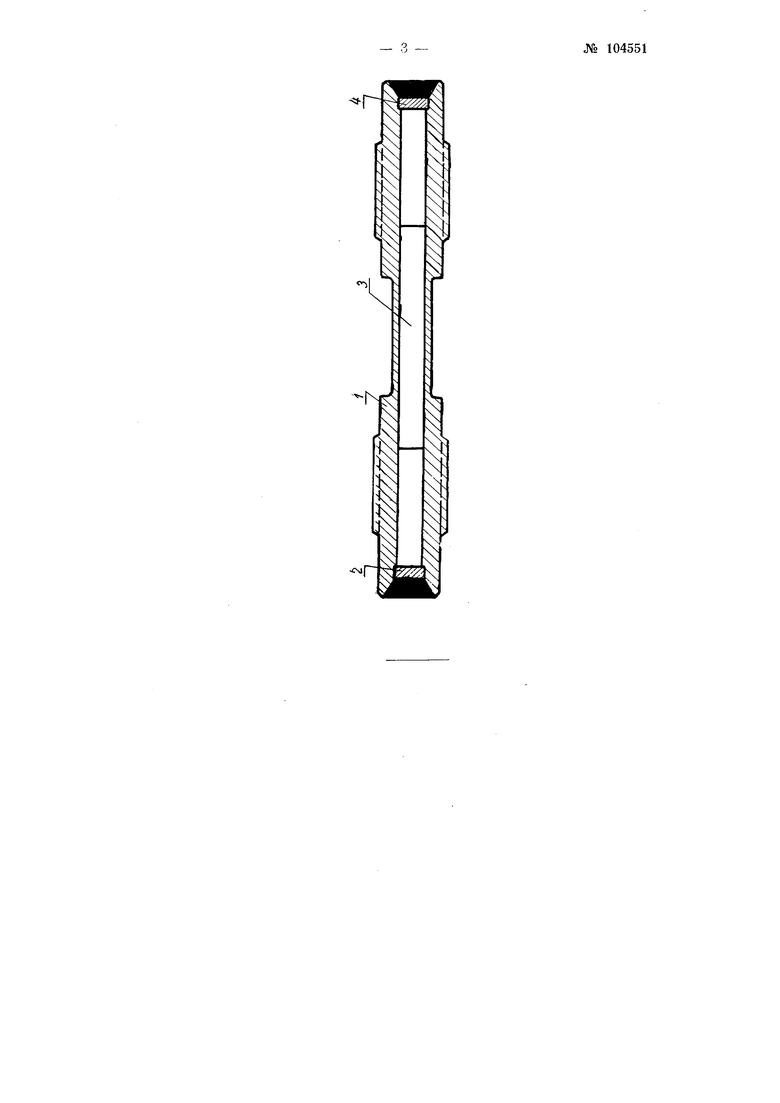
Па чертеже изображен трубчатый образец в разрезе.
Образец подготаг5ливается к испытаниям следующим образом. После термической и механической обработки образец - трубка / замеряется, заглушается пробкой 2 с заваркой с одной стороны, промывается до удаления следов жира и грязи и заливается рабочей жидкостью 3, Во избежание преждевременного разрушения образца при случайном незначительном перегреве количество жидкости для залива одного образца берется с таким расчетом, чтобы при нагреве до температуры
испытания в образце оставался еще некоторый запас объема.
Затем образец заглушается второй пробкой 4 с заваркой с другой стороны. При этом для предупреждения подогрева всего образца и выкипания рабочей жидкости образец на 4/5 своей высоты погружается в воду. Прочность заварки проверяется путем взвешивания образца до и после опрессовки, производимой путем нагрева его до рабочей температуры.
Для проведения испытания образец цомещается в захваты соответствующей машины, нагревается до необходимой температуры, нагружается до нужного напряжения и выдерживается к таком состоянии до разрыва.
Металл образца при этом испытании подвергается воздействию всех основных факторов: напряжения, жидкой коррозионной среды, повышенного давления и температуры.
Результаты испытания оформляются в виде кривых в координатах
напряжение - время до разрушения.
Данный способ позволяет получить не только качественные, но и количественные характеристики склонности металлов к коррозионному растрескиванию в жидких средах при высоких температурах и давлениях в условиях максимально приближенных к эксплуатацион1ПзШ.
Предмет изобретения
Способ испытания металла на длительную прочность при коррозии под напряжением, с использованием обычных для этой це.ли машин, отличающийся тем, что, с целью получения характеристики длитель мн прочности пр.и коррозийном растрескивании в жидкой среде при высоких температурах и давлениях, при испытании применяют трубчатый заваренный с двух сторон образец с введенной внутрь его рабочей жидкостью (раствор или расплав).

| название | год | авторы | номер документа |
|---|---|---|---|
| Образец для испытания материалов | 1971 |
|
SU436993A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2003 |
|
RU2238180C1 |
| Способ исследования чувствительности оболочек твэлов к коррозионному растрескиванию | 1991 |
|
SU1797013A1 |
| Способ испытания трубных сталей на коррозионное растрескивание под напряжением и устройство для его осуществления | 2017 |
|
RU2666161C1 |
| ЖАРОПРОЧНЫЙ СПЛАВ | 2015 |
|
RU2581323C1 |
| ЖАРОПРОЧНЫЙ СПЛАВ | 2015 |
|
RU2581317C1 |
| ЖАРОПРОЧНЫЙ СПЛАВ | 2015 |
|
RU2583188C1 |
| ЖАРОПРОЧНЫЙ СПЛАВ | 2015 |
|
RU2579710C1 |
| ЖАРОПРОЧНЫЙ СПЛАВ | 2015 |
|
RU2581318C1 |
| ЖАРОПРОЧНЫЙ СПЛАВ | 2015 |
|
RU2581936C1 |