J
г 1
а ю Изобретение относится к строительству и может быть использовано в металлических конструкциях каркасов зданий и сооружений. Известен способ фланцевого соединения строительных металлоконструкций, включающий приварку фланцевых листов к элементам металлоконструкций и стягивание их высокопрочными болтами 1. Однако известный способ фланцевого соединения имеет ряд недостатков. Механическая обработка торцов фланцев, осуществляемая обычно после их приварки к элементам конструкции и необходимая для плотного совпадения поверхностей, повышает металлоемкость и является громоздкой и дорогостоящей операцией, усложняющей технологию изготовления. Несмотря на наличие во фланцевом соединении таких мощных напрягающих элементов, как высокопрочные болты, они не используются для создания реального преднапряжения в самих фланцах, что, в свою очередь, повышает металлоемкость соединения. Силовой контакт фланцев преднапряженными болтами осуществляется в зоне болтов, обычно в пределах участков, ограниченных площадью щайб. Под действием внещней нагрузки контакт в зоне болтов между фланцевыми листами в соединении нарушается и тогда фланец начинает работать по схеме «рычага. Однако размеры плеч «рычага носят случайный характер. Чем ближе точка опоры к болту, тем больше дополнительное усилие в нём,что снижает надежность соединения. Известен способ фланцевого соединения машиностроительных металлоконструкций. включающий приварку фланцевых листов к элементам металлоконструкций, установку между ними прокладки и стягивание их высокопрочными болтами 2. Однако известный способ характеризуется тем,что прокладка обеспечивает только герметичность соединения. Для этого она устанавливается либо по всей плоскости фланца, либо по контуру соединяемых элементов (т. е. по внутреннему контуру фланцев) и выполняется из материалов меньшей жесткости, чем материал фланцевых листов. Цель изобретения - уменьшение металлоемкости и повышение надежности соединения. Указанная цель достигается тем, что согласно способу фланцевого соединения преимущественно .строительных металлоконструкций, включающему приварку фланцевых листов к элементам металлоконструкций и стягивание их высокопрочными болтами, перед сваркой фланцевые листы выгибают навстречу друг другу с обеспечением их контакта по контуру, а при стягивании болтами создают в них предварительное напряжение. Согласно второму варианту способа фланцевого соединения преимущественно строительных металлоконструкций, включающему приварку фланцевых листов к элементам металлоконструкций, установку между ними прокладки и стягивание их. высокопрочными болтами, перед стягиванием по наружному контуру фланцевых листов вне зоны болтов устанавливают прокладку, материал которой имеет ту же жесткость, что и материал фланцев, а при стягивании болтами создают во фланцевых листах предварительное напряжение. На фиг. 1 дано соединение с предварительно выгнутыми фланцами, план; на фиг.2 - соединение перед операцией затяжки болтов, вид спереди (разрез); на фиг. 3 - соединение с установленной по наружному контуру прокладкой, план; на фиг. 4 - то же, после операции затяжки болтов, вид спереди (разрез). При осуществлении способа согласно первому варианту (фиг. 1 и 2) фланцевые листы 1 предварительно выгибают, затем приваривают к металлоконструкции 2 и стягивают высокопрочными болтами 3 для создания преднапряжения. Согласно второму варианту между фланцевыми листами 1 по наружному контуру их вне зоны болтов устанавливают прокладку 4 для создания зазора на участке от края фланца до болта. Прокладка 4 должна быть выполнена из материала той же жесткости, что и материал фланцев. При указанных вариантах предлагаемого способа первоначальный контакт фланцев происходит только по их контуру, при затяжке болтов фланцы изгибаются до пол контакта торцовых поверхностей. Выборка зазора в зоне болтов создает предварительное напряжение фланцевых листов и давление по поверхности их контакта. Внешние эксплуатационные нагрузки нарушают контакт в зоне болтов и создают в соединении так называемый «рычажный эффект. Усилия в болтах равны сумме внешних и дополнительных «рычажных усилий и превосходят по величине усилия их предварительного натяжения.Предлагаемый способ обеспечивает расчетное положение точки опоры «рычага с соответствующим снижением «рычажных усилий, что повышает надежность соединения и дает возможность уменьшить количество болтов. С другой стороны, уменьшение «рычажных усилий позволяет увеличить внешнюю нагрузку на болт, что имеет принципиальное значение в соединениях строительных конструкций, в которых количество болтов ограничено длиной периметра сечений соединяемых профилей (двутавров, труб и т.д.). Это позволяет создать равнопрочную конструкцию «профиль-фланцевое соединение.
Величина начального зазора между фланцами по оси болтов соединения (до их затяжки) определяется возможностями изгиба фланцев на плече, равном расстоянию от болтовой риски до контура фланца, и, при условии допущения частичного развития пластических деформаций, составляет 0,5 мм, или 0,2-0,3 мм на одну сторону, что при размерах фланцев 400-600 мм соответствует допускам на плоскостность прокатных поверхностей без мехобработки. Способ позволяет исключить дорогостоящую технологическую операцию фрезерования торцов фланцев после их приварки к элементам металлоконструкций, уменьшая таким образом металлоемкость соединения.
В результате затяжки болтов во фланце создается преднапряжение, обратное по знаку напряженному состоянию от действия внещних, эксплуатационных нагрузок н расчетное напряженное состояние фланцев в зонах сварных щвов достигается лкц1ь после преодоления этого преднапряжения. Указанный эффект дает возможность уменьщить толщину фланцевого листа.
Предлагаемый способ позволяет достичь уменьшения металлоемкости и повышения надежности соединения.

| название | год | авторы | номер документа |
|---|---|---|---|
| МЕТАЛЛИЧЕСКАЯ НЕСУЩАЯ КОНСТРУКЦИЯ ПОКРЫТИЯ | 2007 |
|
RU2361982C1 |
| СТАЛЕЖЕЛЕЗОБЕТОННОЕ ПРОЛЕТНОЕ СТРОЕНИЕ МОСТА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2468143C2 |
| Устройство для уплотнения трубопроводов | 1980 |
|
SU947550A1 |
| ЭЛЕКТРОИЗОЛИРУЮЩЕЕ ФЛАНЦЕВОЕ СОЕДИНЕНИЕ | 2008 |
|
RU2357146C1 |
| Фланцевое соединение | 2022 |
|
RU2788024C1 |
| ЗАБОЙНАЯ ТРУБА И СПОСОБ МОНТАЖА ТРУБОПРОВОДА | 1994 |
|
RU2086846C1 |
| ПРЕДНАПРЯЖЕННОЕ НЕРАЗРЕЗНОЕ СТАЛЕЖЕЛЕЗОБЕТОННОЕ ПРОЛЕТНОЕ СТРОЕНИЕ МОСТА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2701258C1 |
| Устройство для создания усилия натяжения в затяжках из круглой стали | 2019 |
|
RU2723785C1 |
| Способ реконструкции промышленного здания путем разрежения колонн | 1986 |
|
SU1477885A1 |
| ГИБРИДНОЕ ПРОЛЕТНОЕ СТРОЕНИЕ МОСТА | 2022 |
|
RU2794115C1 |
1. Способ фланцевого соединения преимущественно строительных металлоконструкций, включающий приварку фланцевых листов к элементам металлоконструкций и стягивание их высокопрочными болтами, отличающийся тем, что, с целйю уменьщения металлоемкости и повышения надежности соединения, перед сваркой фланцевые листы выгибают навстречу друг другу с обеспечением их контакта по контуру, а при стягивании болтами создают в них предварительное напряжение. 2. Способ фланцевого соединения преимущественно строительных металлоконструкций, включающий приварку фланцевых листов к элементам металлоконструкций, установку между ними прокладки и стягивание их высокопрочными болтами, отличающийся тем, что, с целью уменьщения металлоемкости и повышения надежности соеч динения, перед стягиванием по наружному 9 контуру фланцевых листов, вне зоны бол(Л тов устанавливают прокладку, материал которой имеет ту же жесткость, что и мате;риал фланцев, а при стягивании болтами создают во фланцевых листах предварительное напряжение.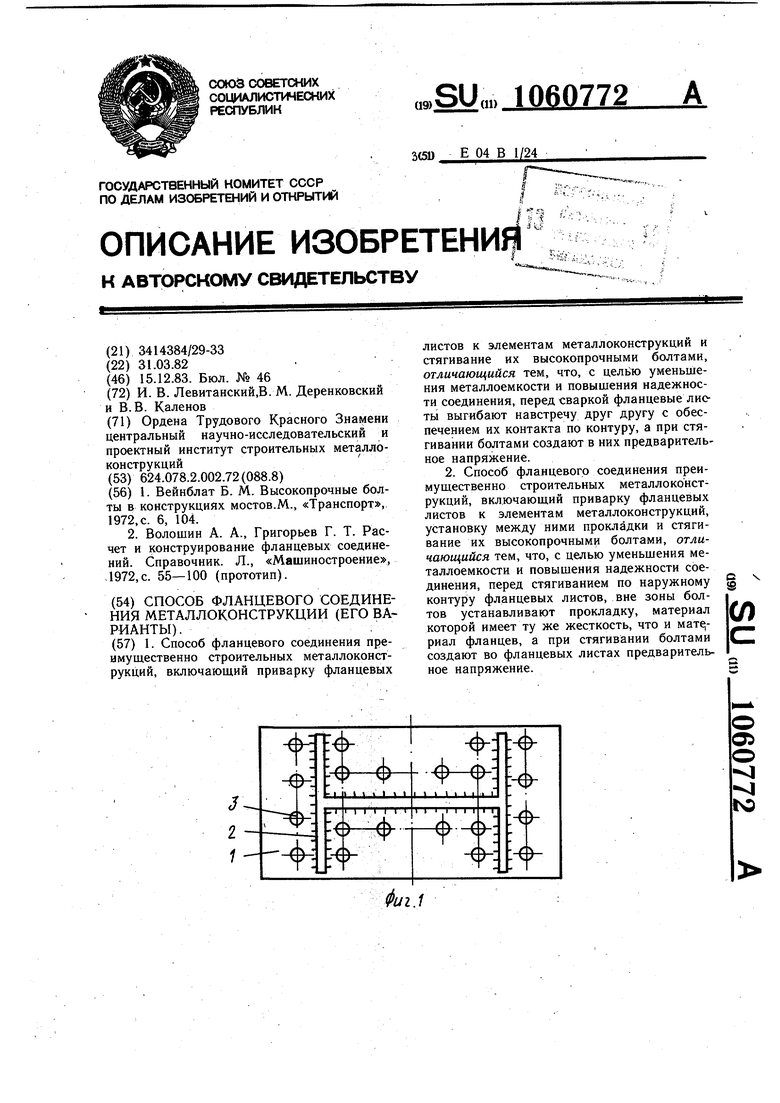
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Вейнблат Б | |||
| М | |||
| Высокопрочные болты в конструкциях мостов.М., «Транспорт, 1972, с | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Волошин А | |||
| А., Григорьев Г | |||
| Т | |||
| Расчет и конструирование фланцевых соединений | |||
| Справочник | |||
| Л., «Машиностроение, Л972,с | |||
| Устройство двукратного усилителя с катодными лампами | 1920 |
|
SU55A1 |
