Изобретение относится к устройствам для термообработки концов труб, с целью повышения их прочности.
Известные устройства работают по принципу изменения длины нагревательного элемента, а охлаждение нагретого конца трубы производится водой.
ТакоЛ способ является весьма неточным, так как измеряется температура нагревательного элемента, а не конца трубы. Охлаждение нагрётого конца трубы водой вызывает трещины.
В отличие от известного в предлагаемом устройстве контролируется непосредственно температура нагреваемого конца трубы, а охлаждение конца трубы производится путем ввода .струи воздуха внутрь трубы.
Для этой цели ходоувеличитель выполнен в виде сильфона, соединенlioro с U-образной трубкой с ртутным столбом и контактами для включения через ртутный столб электромагнитов, управляющих индуктором, зажимным п)1евматическим патроном и клапаном для впуска воздуха в спреер, а спреер выполнен в виде вращаюи.1егося цилиндра с радиальными отверстиями, введенного внутрь трубы.
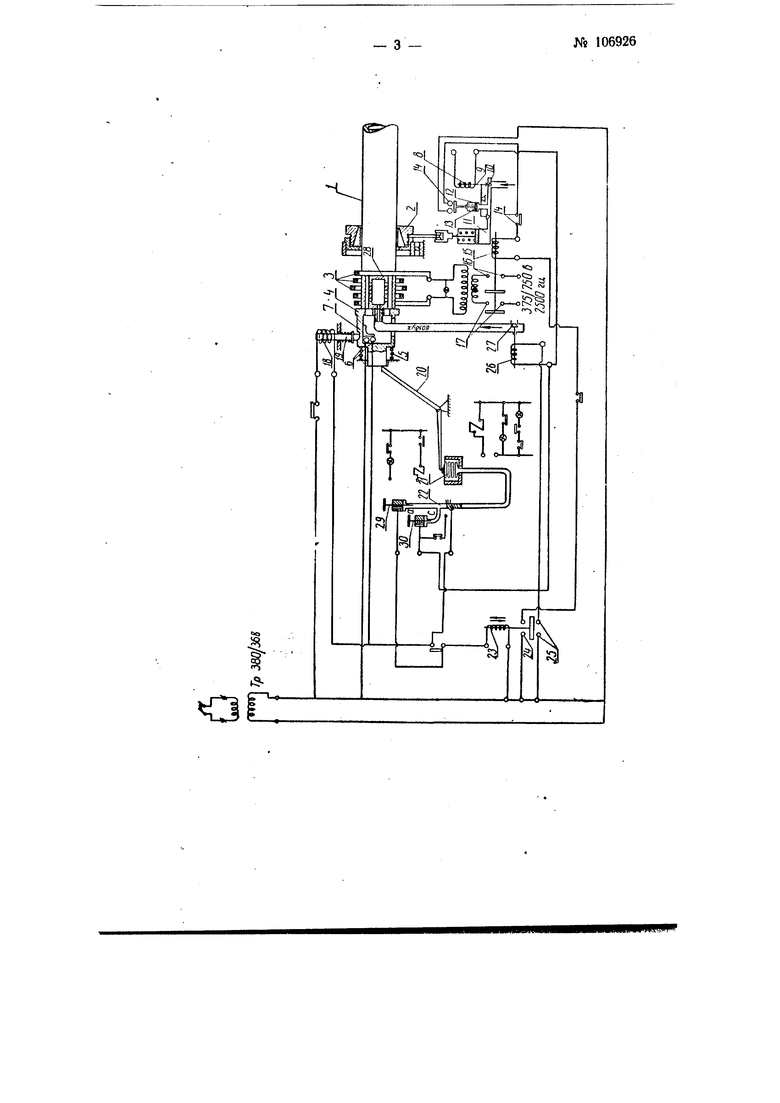
Для регу.тирования температуры нагрева конца трубы и температуры его охлаждег1ия контакты на U-образной трубке выполнены в виде 1Ч1НТОП, погружающихся в трубку на различиую величину путем ввинчпвания или вывинчнваиияГ1ринц1|Г1иа.ты1ая схема устройства изображена на чертеже. Работа на п 1сдлагасмом устройстве проходит огтедующим образом.
Конец трубы / вводится через пневматический зажим 2 в индуктор 3 до упора 4, подпружиненного пружииой 5. При смещении упора на 2- 3 мм .:1ь оси контакты 6 замыкаются деталт ю 7, что приводит к включению катушки 8, которая втягивает сердечник 9 с клапаном 10, открывая доступ сжатому воздуху в цилиндр // пневмозажима. Пневмореле 12 установлено параллельно цилиндру пневмозажима и при подъеме давления до заданной величины пружина 13 сжимается, а контакты 4 замыкаются, что включает катущку /5, управляющую включением напряЛГй 1()692Г).- 2
U индуктор 3 путем замыкания контактен 16 и 17. Одновременно с зтим па катушку /5 подается напряженче, 1У:лсдстпие чего упор-предокраиитель 19 втягивается в катушку и освобождает упор 4.
Индуктор, питаемый током высокой частоты, генерирует электромагнитное поле, которое, воздействуя на копсц стальной трубы, вызывает нагрев последней, Удлнняясь вследствие пагрева, конец т|)убы перемещает упор 4, который через рычаг 20 давит на сильфон 21, заполненный ртутью. Ртуть перетекает из сильфона в трубку 22 до достижения в ней уровня а, при этом замыкается катушка 23, сердечник которой выталкивается и размыкает нормально замкнутые контакты 24 и замыкает контакты 25.
Размыканне контактов 24 выключает катушку 15, что вызывает выключоние индуктора, а замыкание контактов 25 вызывает включение катушки 26, втягивание сердечника с клапаном 27 и обеспечивает подачу воздуха в спреер 28, помещенный внутри нагретого конца трубы.
По мере охлаждения конца трубы он укорачивается, что вызывает перемещение упора 4 в обратном направлении. Это приводит к перемещению рпути обратно в сильфон- Падение уровня до уровня с не вносит изменений в действие устройства, так как контакт 29 заблокирован контактом 30.
При падении уровня ртути ниже отметки с катушка 26 оказывается выключенной, что вызывает отключение катушки 5. Эти отключения прекращают доступ воздуха в .спреер и пневматический зажим. Удаление трубы размыкает контакты б, что дает полный возврат жесткого упорапредохранителя, тем самым возвращая систему в исходное положение.
Предмет изобретения
1.Устройство для термообработки концов труб с использованием высокочастотного индуктора и охлаждения струей воздуха, отл и ч а юще ес я тем, что, с целью точного регулирования температуры нагреваемого конца трубы и придания наибольшей прочности телу конца трубы в зоне, прилегающей к поверхности отверстия, ходоувеличитель выполнен в виде сильфона, соединенного -с U-образной трубкой с ртутным столбом и контактами для включения через ртутный столб электромагнитов, управляющих индуктором, зажиМиым пневматическим патроном и клапаном для впуска воздуха в спреер, а спреер выполнен в виде вращающегося цилиндра с радиальными отверстиями, введенного внутрь трубы.
2.Прием выполнения устройства по п. 1, отличающийся тем, что, с целью регулировки температуры нагрева конца трубы и температуры его охлаждения, контакты иа U-образной трубке выполнены в виде винтов, могущих погружаться в трубку на различную величину путем ввинчивания или вывинчивания.
3.Форма выполнения устройства по п- I, отличающ аяся тем, что, с целью предагвращения влияния ударов трубы и непостоянства ее неподвижного псхложення, холостая часть ходоувеличителя, касающйяся трубы, замыкается фрикционной муфтой после зажима трубы.