Изобретение относится к радиоэлектронике и может использоваться при изготовлении кристаллических элементов для пьезоэлектрических устройств, т. е. кварцевых резонаторов, монолитных фильтров и др.
Известен способ изготовления дисковых кристаллических элементов, заключающийся в разделке кристалла на заготовки заданного угла среза, последующей механической обработке их, круглении, химической обработке, и разметке кристаллических элементов.
Разметка дисковых кристаллических элементов производится для определения на их контуре мест крепления элементов в держателе, которые должны находиться в строго определенном положении относительно кристаллографической оси, так как только в этом случае обеспечиваются требуемые электрические параметры пьезоэлектрических приборов.
Операция разметки осуществляется вручную поштучно.
Недостатком этого способа является низкая точность определения направления кристаллографической оси в кристаллическом элементе (до ±8).
Наиболее близким техническим решением к предложенному является способ изготовления дисковых кристаллических элементов, заключающийся в разделке кристалла на заготовки заданного угла среза, шлифовании, круглении.
Операция разметки осуществляется с помощью электрического или оптического методов вручную.
Недостатком этого способа является низкая производительность разметки и загрязнение поверхности кристаллического элемента при разметке карандашной меткой.
Целью изобретения является увеличение выхода годных элементов и снижение трудоемкости изготовления их путем повышения точности расположения мест крепления кристаллического элемента и исключения операции повторного нахождения кристаллографической оси ZI .
Это достигается тем, что в способе изготовления дисковых кристаллических элементов, заключающемся в разделке кристалла на заготовки заданного угла среза, шлифовании, круглении, шлифование граней ХYI осуществляют до размера, меньшего диаметра дискового кристаллического элемента на 2-6% .
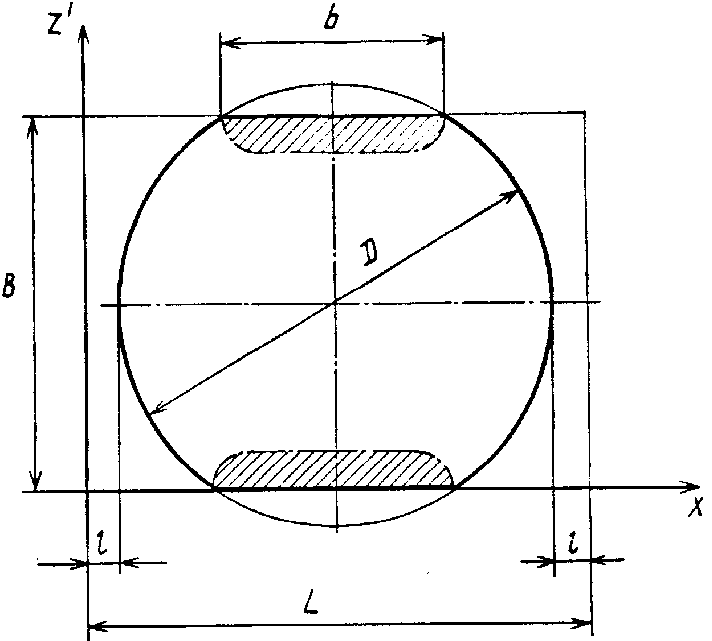
На чертеже представлена схема образования дискового кристаллического элемента.
Для получения кристаллического элемента, диаметр которого равен D, кристалл разделывают на прямоугольные заготовки заданного угла среза с длиной L и шириной В так, что ширина ориентирована параллельно направлению кристаллографической оси (или ее проекции, например Z I), по которой расположены места крепления кристаллического элемента в корпусе пьезоэлектрического прибора. Размер заготовки L рассчитывается из соотношения: L = D + 2l; где D - диаметр кристаллического элемента, мм;
l - припуск на сторону для кругления заготовок, мм
Размер заготовки В рассчитывается из соотношения: B =  ; где b - заданная (требуемая) ширина "лыски", мм.
; где b - заданная (требуемая) ширина "лыски", мм.
Размер В меньше диаметра D на 2-6% т. е. ширина "лысок" составляет от 1 до 3 мм в зависимости от диаметра кристаллического элемента.
После механической обработки по плоскостям заготовки склеивают в пакет и производят кругление до диаметра D, при этом остаются "лыски".
Например, для изготовления кристаллического элемента с диаметром D = 15 мм и шириной лыски b = 2,5 мм, кристалл разделывают на прямоугольные заготовки, размеры которых L = 16 мм и В = B =  = 14,79мм = = 14,79 мм.
= 14,79мм = = 14,79 мм.
Производят механическую обработку по плоскостям заготовок, затем склеивают заготовки в пакет и производят кругление до необходимого диаметра (15 мм). Так как заготовки имеют прямоугольную (а не квадратную, как обычно) форму и ширина кристаллического элемента ориентирована параллельно направлению проекции его кристаллографической оси ZI , при круглении кристаллического элемента образовавшиеся "лыски" указывают расположение мест крепления пьезоэлемента в держателе.
Также "лыска" является базой при измерении угла среза, что дает возможность проводить разбраковку по углу среза готовых кристаллических элементов и получить таким образом приборы с улучшенной температурно-частотной характеристикой. Крепление пьезоэлемента в точках, ориентированных относительно кристаллографической оси с точностью ±30l вместо ± 8о у прототипа уменьшает относительные уходы частоты у пьезокварцевых резонаторов при воздействии на них вибрации, линейных ускорений, ударов в 5 раз.
Предложенный способ изготовления дисковых кристаллических элементов позволяет:
увеличить долговременную стабильность частоты за счет повышения точности расположения мест крепления пьезоэлемента в держателе; уменьшить относительные уходы частоты в интервале рабочих температур за счет обеспечения возможности прецизионного измерения угла среза окончательно изготовленных кристаллических элементов при использовании "лысок" в качестве базы для ретгенометрического контроля;
снизить трудоемкость изготовления кристаллических элементов пьезоэлектрических устройств на 15-20% , так как разметка мест крепления совмещается с обработкой контура и осуществляется не вручную поштучно, а групповым механизированным способом;
упростить нанесение контактных площадок заданного размера, так как ширина "лыски" может выбираться равной ширине контактной площадки;
экономить дорогостоящее сырье за счет уменьшения площади заготовки. (56) Авторское свидетельство СССР N 451168, кл. H 03 H 3/02, 1972.
Смагин А. Г. Пьезоэлектрические резонаторы и их применение. М. , Стандарты, 1967, с. 133-135.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЬЕЗОЭЛЕКТРИЧЕСКИЙ РЕЗОНАТОР | 1994 |
|
RU2107987C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КВАРЦЕВЫХ КРИСТАЛЛИЧЕСКИХ ЭЛЕМЕНТОВ ДЛЯ ПЬЕЗОУСТРОЙСТВ С ПЬЕЗОВИБРАТОРАМИ СРЕЗОВ yx1/+45° И yx1/-45° | 2009 |
|
RU2397605C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И НАСТРОЙКИ ПЬЕЗОЭЛЕКТРИЧЕСКОГО РЕЗОНАТОРА | 1970 |
|
SU275159A1 |
| ПЬЕЗОЭЛЕКТРИЧЕСКИЙ РЕЗОНАТОР | 1992 |
|
RU2047267C1 |
| Кварцевый микрорезонатор крутильных колебаний | 1977 |
|
SU683478A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МИКРОРЕЗОНАТОРОВ КРУТИЛЬНЫХ КОЛЕБАНИЙ | 2001 |
|
RU2193274C2 |
| ПЬЕЗОЭЛЕМЕНТ | 1992 |
|
RU2032252C1 |
| МОНОЛИТНЫЙ КВАРЦЕВЫЙ ФИЛЬТР | 2006 |
|
RU2329592C2 |
| ПЬЕЗОЭЛЕКТРИЧЕСКИЙ РЕЗОНАТОР | 2003 |
|
RU2246791C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КВАРЦЕВЫХ КРИСТАЛЛИЧЕСКИХ ЭЛЕМЕНТОВ АТ-СРЕЗА | 1995 |
|
RU2117382C1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКОВЫХ КРИСТАЛЛИЧЕСКИХ ЭЛЕМЕНТОВ, заключающийся в разделке кристалла на заготовки заданного угла среза, шлифовании, круглении, отличающийся тем, что, с целью увеличения выхода годных элементов и снижения трудоемкости изготовления их путем повышения точности расположения мест крепления кристаллического элемента и исключения операции повторного нахождения кристаллографической оси Z1, шлифование граней XY1 осуществляют до размера, меньшего диаметра дискового кристаллического элемента на 2 - 6% .
