Изобретение относится к области пьезотехники, а именно к технологии изготовления пьезоэлектрических резонаторов, и может быть использовано при изготовлении микрорезонаторов крутильных колебаний, применяющихся в различных радиоэлектронных устройствах и бытовой электронике.
Известен способ изготовления пьезоэлектрических резонаторов, в том числе и резонаторов крутильных колебаний (Справочник "Пьезоэлектрические резонаторы" под редакцией П.Е. Кандыбы и П.Г. Позднякова, Москва, Радио и связь, 1992, с. 100-104).
Этот способ изготовления пьезоэлектрических резонаторов включает следующие операции:
- разделку кристаллов и ориентацию заготовок, включающую резку кристаллов на блоки и заготовки и контроль углов среза их, а при необходимости коррекцию плоскости среза;
- шлифовку кварцевых пластин в несколько переходов с контролем частоты в процессе шлифовки;
- очистку и травление кристаллических пластин, при этом очистку производят после распиловки и каждой операции шлифовки заготовок, а также после операции шлифовки пластин производят прокаливание при температуре 450oС;
- очистку и травление кварцевых пластин перед металлизацией;
- металлизацию пьезоэлементов, включающую нанесение электродных покрытий различными методами, в том числе нанесение в вакууме и химическим способом, при этом после нанесения электродных покрытий производят отжиг и термотренировку пьезоэлементов;
- монтаж пьезоэлементов, осуществляемый различными методами и включающий операции пайки мягкими припоями и токопроводящим клеем, а также проведение операции очистки и нагрева до температуры 150-200oC;
- окончательную настройку частоты различными методами с постоянным контролем частоты в течение всего процесса настройки;
- герметизацию и контроль резонаторов, включающую операцию герметизации корпусов резонаторов различными способами в инертной среде или в вакууме, контроль резонаторов, маркировку, испытания и измерения их электрических параметров.
Указанный способ является дорогостоящим, малопроизводительным и не обеспечивает существующей потребности промышленности.
Наиболее близким по технической сущности является способ изготовления пьезоэлектрических резонаторов, описанный в книге "Технология пьезо- и акустоэлектронных устройств" В.А. Мостяев, В.И. Дюжиков, Москва, Ягуар, 1993, с. 58, рис. 2.1.
При изготовлении пьезоэлектрических резонаторов брускового типа указанным способом производят резку кристаллов на секции и заготовки, шлифовку заготовок по толщине, склейку заготовок в пакет и его резку на пакеты пластин, шлифовку пакета пластин по длине. Далее производят резку пакетов пластин на пакеты индивидуальных кристаллических элементов, шлифовку их по ширине, расклейку и очистку поверхностей индивидуальных кристаллических элементов, нанесение пленочных покрытий для формирования двух пар рабочих электродов, пайку отводов, сборку пьезоэлементов, затем настройку электрических параметров, герметизацию резонаторов с контролем их параметров и испытаниями.
Вышеизложенный способ изготовления пьезоэлектрических резонаторов имеет высокие трудозатраты, низкий процент выхода годных резонаторов.
Целью предлагаемого изобретения является повышение качества изготавливаемых микрорезонаторов. Эта цель достигается тем, что в известном способе изготовления пьезоэлектрических резонаторов, включающем резку кристаллов на секции и заготовки, шлифовку заготовок по толщине, склейку заготовок в пакет и его резку на пакеты пластин, шлифовку палата пластин по длине, резку пакетов пластин на пакеты индивидуальных кристаллических элементов, шлифовку их по ширине, расклейку и очистку поверхностей индивидуальных кристаллических элементов, формирование двух пар рабочих электродов, пайку отводов, а также сборку пьезоэлементов, настройку частоты и герметизацию резонаторов, контроль их параметров и испытания, после операции шлифовки пакета пластин по длине проводят полировку большой грани каждой пластины, химическую металлизацию по шлифованным поверхностям с последующим нанесением первой пары рабочих электродов на большие грани каждой пластины, а нанесение второй пары рабочих электродов производят на индивидуальные кристаллические элементы после шлифовки по ширине и последующей полировки граней. Сущность предлагаемого способа изготовления микрорезонаторов крутильных колебаний заключается в том, что осуществление предлагаемой последовательности операций позволяет более качественно производить процесс формирования рабочих электродов, создать микрорезонатор с двумя парами полированных граней, что способствует уменьшению динамического сопротивления не менее чем на 30-40%.
На фиг. 1 представлена блок-схема предлагаемого способа изготовления микрорезонаторов крутильных колебаний.
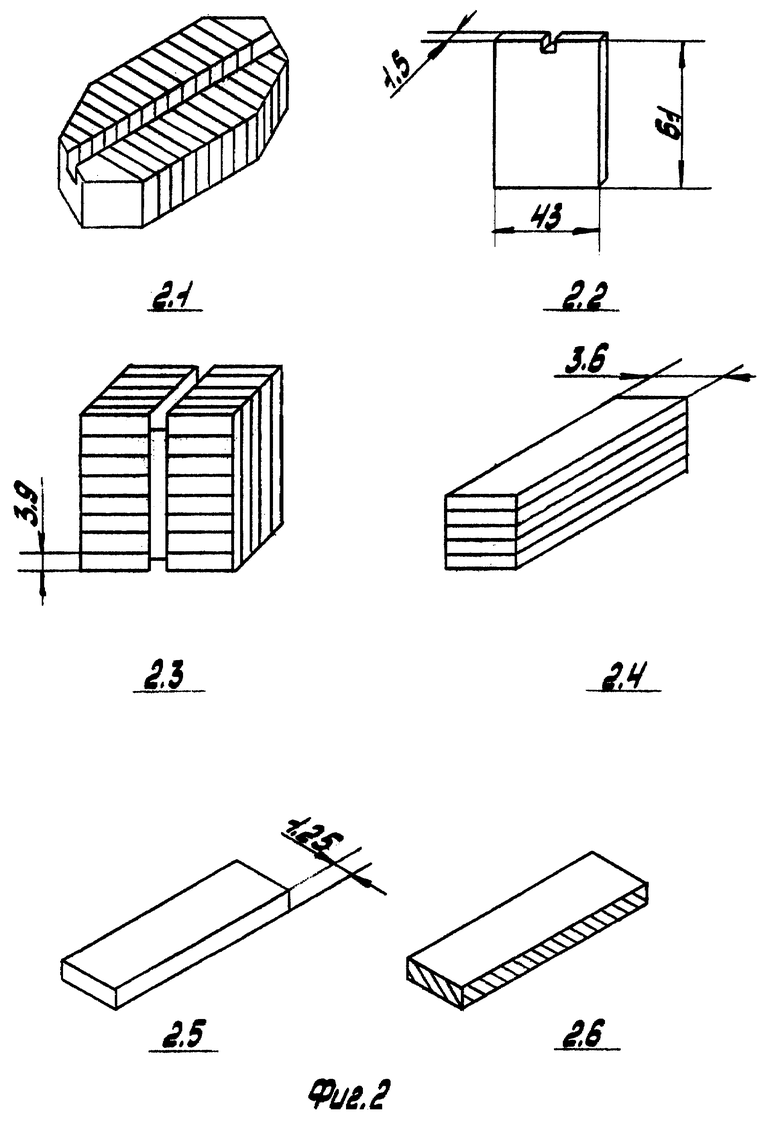
На фиг.2 и 3 - вид секции, заготовок и пьезоэлементов на каждой из операций при их изготовлении.
Предлагаемый способ включает (см. фиг.1) операции резки кристаллов на секции и заготовки (1.1), шлифовки заготовок по толщине (1.2), склейку заготовок в пакет и его резку на пакеты пластин (1.3), шлифовку пакета пластин по длине (1.4), расклейку пакета пластин, полировку больших граней и отмывку пластин (1.5), химическую металлизацию пластин (1.6), при которой металлизируются только шлифованные поверхности, т.е. на полированные поверхности осаждения металла, например, никеля не происходит. Далее формируют первую пару рабочих электродов (1.7) методом магнетронного напыления через маску, производят склейку пластин в пакет и его резку на пакеты индивидуальных кристаллических элементов (1.8). После этого производят шлифовку пакетов по ширине и их полировку (1.9), затем проводят расклейку пакетов и очистку кристаллических элементов перед металлизацией (1.10), далее формируют вторую пару рабочих электродов методом магнетронного напыления через маску (1.11), после чего припаивают отводы к пьезоэлементу (1.12), проводят сборку блоков резонаторов (1.13), настройку частоты блоков резонаторов (1.14), герметизацию резонаторов (1.15), контроль их параметров и испытания (1.16).
Для подтверждения результатов использования предлагаемого способа была произведена резка 2-х кристаллов (см. фиг.2) на секции (2.1) алмазно-отрезным станком К8611, затем 2 секции распилены на заготовки (2.2) размером 61•43•1,5 мм с использованием групповой проволочной резки на станке проволочной резки, где было получено 230 шт заготовок. Далее проведена шлифовка заготовок в групповой кассете на станке 9ВТ до толщины 1,25 мм (2.2). После этого произведена склейка заготовок в пакеты и резка пакетов заготовок станком К8611 на пакеты пластин (2.3), шлифовка пакетов пластин в групповой кассете на станке К3827 до получения длины 3,6 мм (2.4). Затем проведена расклейка пакетов пластин с последующей полировкой больших граней отмывка пластин (2.5), при этом было получено 5500 шт пластин. Далее было проведено формирование первой пары рабочих электродов методом химической металлизации до толщины 0,6 мкм (покрытие никель-фосфор) в групповой фторопластовой кассете (2.6), при этом осаждение металла происходит только по шлифованным поверхностям, так как на полированную поверхность осаждение никеля не происходит. Затем проведена склейка пластин в пакет и их резка на пакеты индивидуальных кристаллических элементов до ширины 1.6 мм (см. фиг.3; 3.1 и 3.2). После этого проведена шлифовка пакетов индивидуальных кристаллических элементов в групповой кассете на станке К3827 до ширины 1.3 мм и полировка граней (3.3), расклейка пакетов на индивидуальные кристаллические элементы (3.4), при этом было получено 55 тыс. шт индивидуальных кристаллических элементов. Затем сформирована вторая пара рабочих электродов на полированных гранях методом магнетронного напыления через маску на установке "Плазма-1" (3.5), при этом ширина линии, разделяющей электроды, составляет 50-70 мкм. Далее были припаяны отводы к пьезоэлементам и произведена сборка микрорезонаторов крутильных колебаний.
Параллельно также была изготовлена партия резонаторов традиционным способом на эту же частоту. Результаты испытаний готовых изделий показали, что резонаторы, изготовленные предлагаемым способом, имеют динамическое сопротивление порядка 800 Ом, в то время, как динамическое сопротивление резонаторов, изготовленных традиционным способом, составляет около 1600 Ом.
Исходя из вышесказанного, предлагаемый способ изготовления микрорезонаторов крутильных колебаний позволяет повысить качество резонаторов за счет уменьшения динамического сопротивления на 30-40%, при этом трудоемкость изготовления микрорезонаторов уменьшается с 0,04 н/час на одно изделие до 0,0083 н/час на одно изделие.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВИБРАТОР КРУТИЛЬНЫХ КОЛЕБАНИЙ | 2000 |
|
RU2187882C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КВАРЦЕВЫХ РЕЗОНАТОРОВ БТ-СРЕЗА | 1999 |
|
RU2169986C2 |
| ПОЛОСКОВЫЙ ПЬЕЗОЭЛЕМЕНТ ТОЛЩИННО-СДВИГОВЫХ КОЛЕБАНИЙ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2007023C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КВАРЦЕВЫХ КРИСТАЛЛИЧЕСКИХ ЭЛЕМЕНТОВ Z-СРЕЗА | 2012 |
|
RU2475950C1 |
| ПЬЕЗОЭЛЕКТРИЧЕСКИЙ РЕЗОНАТОР | 1992 |
|
RU2047267C1 |
| ВЫСОКОЧАСТОТНЫЙ ПЬЕЗОЭЛЕМЕНТ | 2003 |
|
RU2234186C1 |
| ПЬЕЗОЭЛЕКТРИЧЕСКИЙ ПРЕОБРАЗОВАТЕЛЬ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2121241C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЬЕЗОЭЛЕМЕНТОВ ДЛЯ ВЫСОКОЧАСТОТНЫХ РЕЗОНАТОРОВ | 2010 |
|
RU2458458C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КВАРЦЕВЫХ КРИСТАЛЛИЧЕСКИХ ЭЛЕМЕНТОВ ДЛЯ ПЬЕЗОУСТРОЙСТВ С ПЬЕЗОВИБРАТОРАМИ СРЕЗОВ yx1/+45° И yx1/-45° | 2009 |
|
RU2397605C1 |
| ПЬЕЗОЭЛЕКТРИЧЕСКИЙ РЕЗОНАТОР | 1994 |
|
RU2107987C1 |

Изобретение относится к электротехнике, к технологии изготовления пьезоэлектрических резонаторов и может быть использовано при изготовлении микрорезонаторов крутильных колебаний, применяющихся в различных радиоэлектронных устройствах и бытовой электронике. Техническим результатом изобретения является повышение качества изготавливаемых микрорезонаторов. В способе, включающем резку кристаллов на секции и заготовки, шлифовку заготовок по толщине, склейку заготовок в пакет и резку пакета заготовок на пакеты пластин, шлифовку пакета пластин по длине, резку пакета пластин на пакеты индивидуальных кристаллических элементов, шлифовку их по ширине, формирование двух пар рабочих электродов на предварительно очищенных поверхностях индивидуальных кристаллических элементов, пайку отводов, а также сборку блоков резонаторов, настройку частоты, герметизацию резонаторов, контроль их параметров и испытание, после операции шлифовки пакета пластин по длине проводят полировку большой грани каждой пластины, химическую металлизацию по шлифованным поверхностям с последующим нанесением первой пары рабочих электродов на большие грани каждой пластины и нанесение второй пары рабочих электродов на индивидуальные кристаллические элементы после их шлифовки по ширине и последующей полировки граней. 3 ил.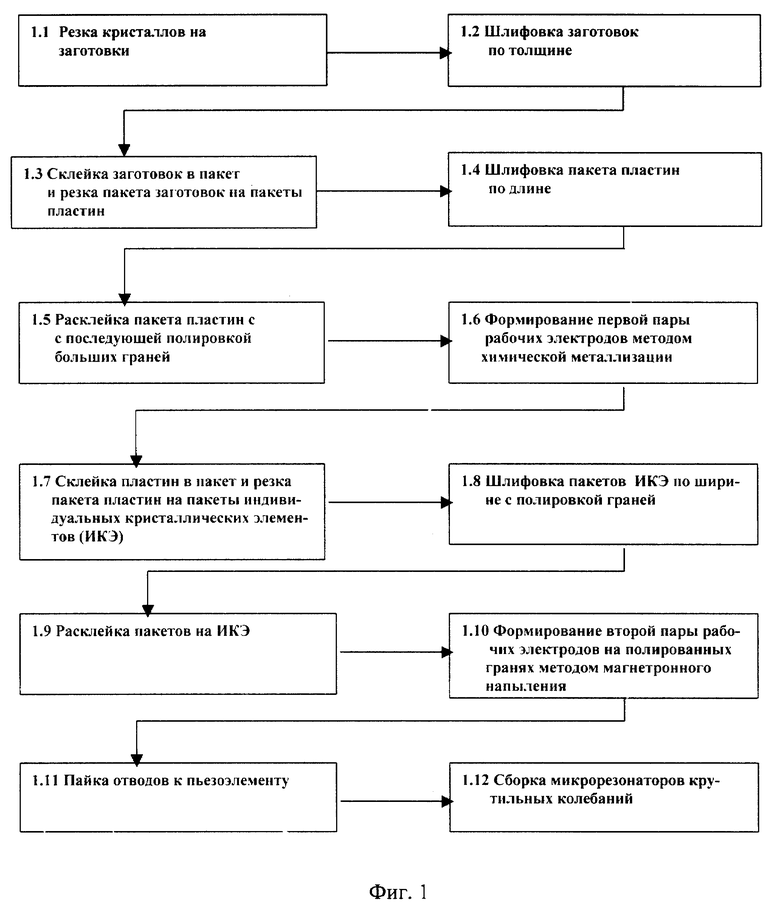
Способ изготовления микрорезонаторов крутильных колебаний, включающий резку кристаллов на заготовки, шлифовку заготовок по толщине, склейку заготовок в пакет и резку пакета заготовок на пакеты пластин, шлифовку пакета пластин по длине, расклейку пакета пластин с последующей полировкой больших граней и формированием первой пары рабочих электродов способом химической металлизации, после чего проводят склейку пластин в пакет и резку пакета пластин на пакеты индивидуальных кристаллических элементов, их шлифовку по ширине с полировкой граней, расклейку пакетов на индивидуальные кристаллические элементы с формированием второй пары рабочих электродов на полированных гранях способом магнетронного напыления, пайку отводов к пьезоэлементу и сборку микрорезонаторов крутильных колебаний.
| МОСТЯЕВ В | |||
| А., Технология пьезо- и акустоэлектронных устройств | |||
| - М.: Ягуар, 1993, с.57-59 | |||
| RU 95100969 A1, 10.11.1996 | |||
| Прибор для умножения чисел | 1927 |
|
SU5786A1 |
| US 4342014 А, 27.07.1982 | |||
| Устройство для нанесения лака на венчик крышек стеклянных консервных банок | 1961 |
|
SU143686A1 |

