оо
СП
О5
со Изобретение относится к области нанесения алюминиевых покрытий из расплава и может быть использовано при изготовлении стальных алитированных металлоконструкций о Известен способ получения стальных алитированных изделий, включающий предварительную очистку поверхности изделий и последующее алитирование в расплавах алюминия и его сплавов при температуре 600 700°С СП. Однако этот способ предваритель ной обработки перед алитированием не предусматривает возможности тако го активирования физико-химических процессов на границе раздела стальрасплав алюминия при формировании покрытия, которое не приводило бы к cHi-шению коррозионных и механичес ких свойств покрытия и алитированно го изделия. Наиболее близким к изобретению является способ получения алитированных изделий из углеродистых сталей, включающий предварительное активирование поверхности изделий .и после дуюшее алитирование в распла ве при 700-740 С. Активирование осу ществляют погружением во флюс при , 370-450°С на 1-2 мин С23. Недостатком указанного способа является большая длительность процесса алитирования особенно массивных стальных металлоконструкций. На пример, при алитировании образцов из уголкового проката стали марки СтЗ размером 50-1503 мм оптимальная выдержка в расплаве алюминия, содержащего 2,0 мас.% Fe и 1 мас.% Ш достигает 2-3 мин, что связано с низкой скоростью растекания расплава по поверхности. При этом скорость образования покрытия не одина кова на различных участках поверхности, так как активные поверхностные центры с высокой энергией атомо распределены крайне неравномерно. Последнее приводит к формированию сплошных, но неравномерных покрытий При длительной вьщержке покрываемого металла в расплаве значительно увеличивается толщина зоны интерметаллидов на отдельных участках покрытия, а в нем самом появляются включения избыточных интерметаллидо типа Ре.А2у,что значительно снижает эксплуатационные и коррозионные свойства покрытия. Присутствие в по рытии трудно вьмываемых остатков флюсов, которые содержат хлориды и другие активные соли, также отрицательно влияет ан его коррозионные свойства. Целью изобретения является снижение времени алитирования, повьпиение равномерности покрытий и коррозионной стойкости изделий. Поставленная цель достигается тем, что согласно способу получения алитированных изделий из углеродистых сталей, включающему предварительное активирование поверхности изделий и последующее алитирование в расплаве при 700-740 С, активирование осуществляют ударной обработкой потоком твердых частиц размером 0,3-1,0 мм при скорости их подачи 60-100 м/с. Ударная обработка твердыми частицами в указанных режимах приводит к образованию тонкого и с энергетической точки зрения активного фазово-наклепанного слоя с высокой плотностью дислокаций на поверхности обрабатываемого изделия. Дислокации в кристаллах создают области упругих напряжений, энергия атомов в которьпх достигает значительной величины. Это приводит к тому, что в областях с искаженной кристаллической решеткой ускоряются химические реакции и диффузионные процессы. С другой стороны, при температурах полиморфного превращения стали Ас для углеродистых сталей при 700-740С происходит значительное увеличение энергии подвижности его атомов, что в свою очередь также ускоряет физико-химические процессы яа границе раздела фаз при формировании покрытия. Действие указанных факторов приводит к тому, что в интервале температур 700-740 С достигается максимальная скорость растекания алюминия по поверхности стали.Выход за указанный температурный интервал снижает скорость растекания расплава по поверхности. Создание условий для протекания преимущественной поверхностной гетеродиффузии, ускорения топохимических реакций на границе раздела тверой и жидкой фаз, выбор оптимальной температуры процесса создает условия для получения сплошных покрытий с повыиенными коррозионными свойствами за счет формирования равномерной и ограниченной по толщине промежуточной зоны интерметаллидов, При скорости потока частиц менее 60 м/с частицы не обладают энергией для формирования фазового наклепа на поверхности. Частицы дроби величиной более 1,0 мм также не позволя гот создать на всей поверхности обрабатываемого изделия фазово-наклепанной зоны даже при максимальных скоростях истечения. Кроме того частицы крупной дроби (более 1,0 м) создают на поверхности стального из делия грубый рельеф, препятствующий образованию равномерных по. толщине и структуре покрытий. Верхний предел скорости истечения частиц дроби из сопла и нижний предел величины дроби определяются технологической целесообразностью.
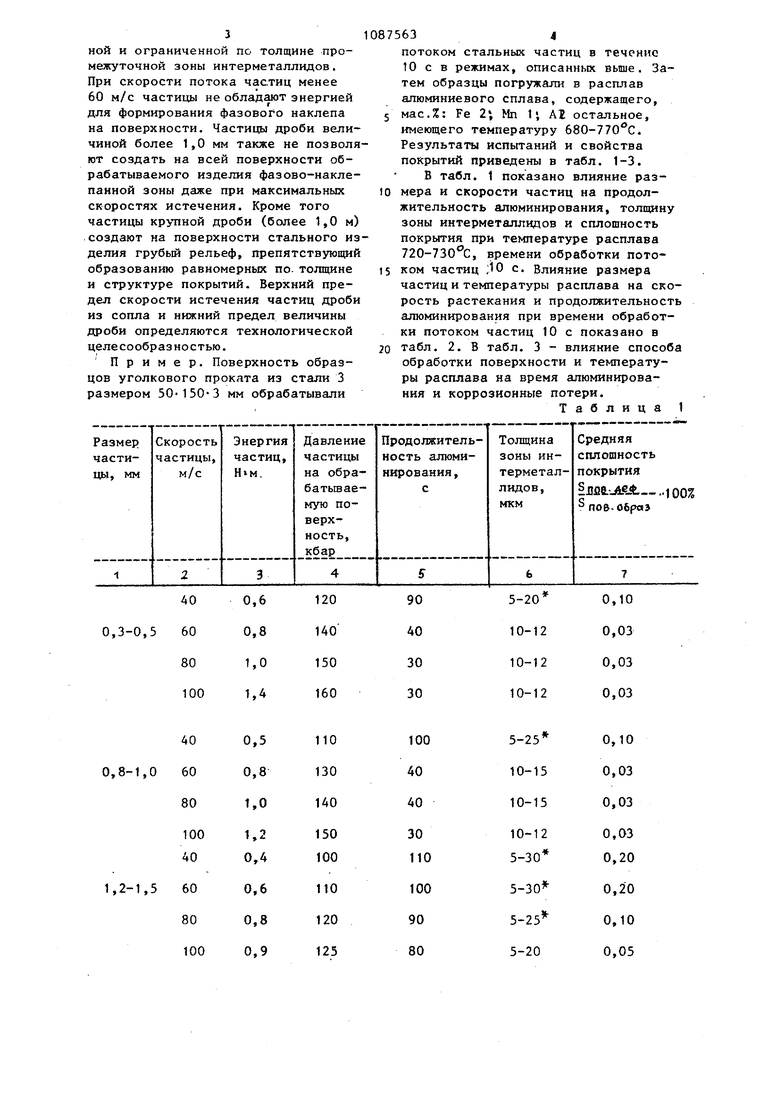
Пример. Поверхность образцов уголкового проката из стали 3 размером 50-150-3 мм обрабатывали
0875634
потоком стальных частиц в течение 10 с в режимах, описанных выше. Затем образцы погружали в расплав алюминиевого сплава, содержащего,
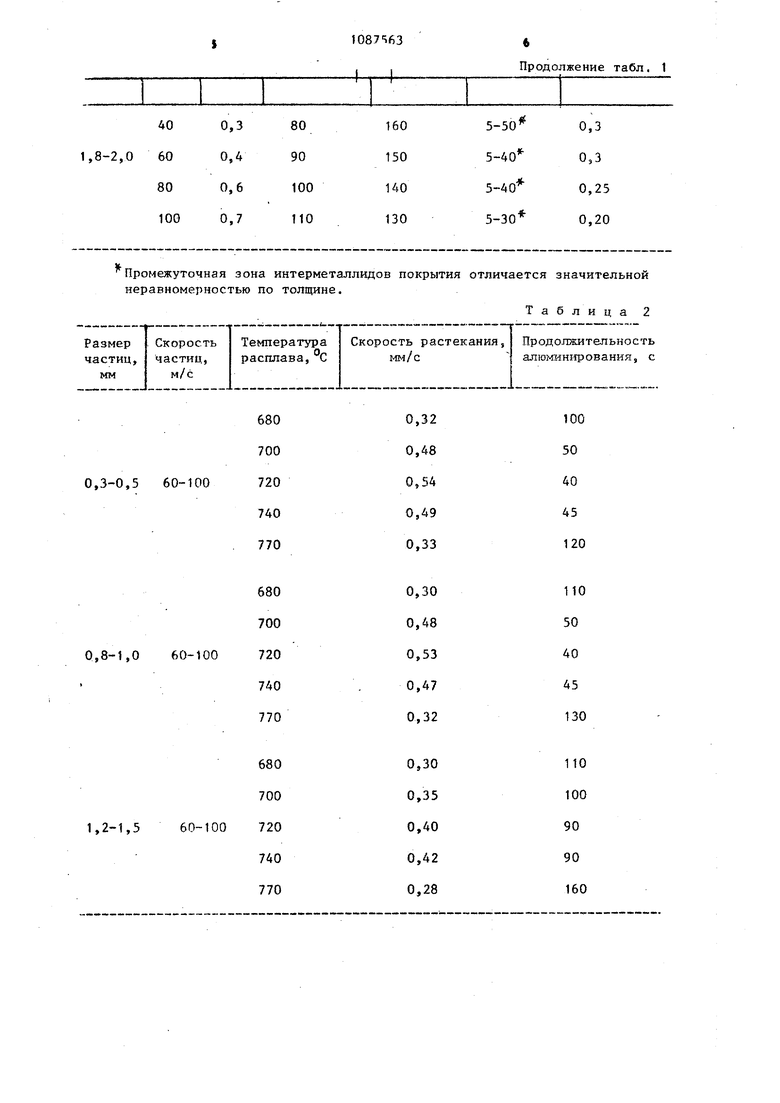
5 Mac.Z: Fe 2, Mn 1, AI остальное, имеющего температуру 680-7ТО С. Результаты испытаний и свойства покрытий приведены в табл. 1-3. В табл. 1 показано влияние раз10 мера и скорости частиц на продолжительность алюминирования, толщину зоны интерметаллидов и сплошность покрытия при температуре расплава 720-730 С, времени обработки пото15 ком частиц ;10 с. Влияние размера частиц и температуры расплава на скорость растекания и продолжительность алюминирования при времени обработки потоком частиц 10 с показано в
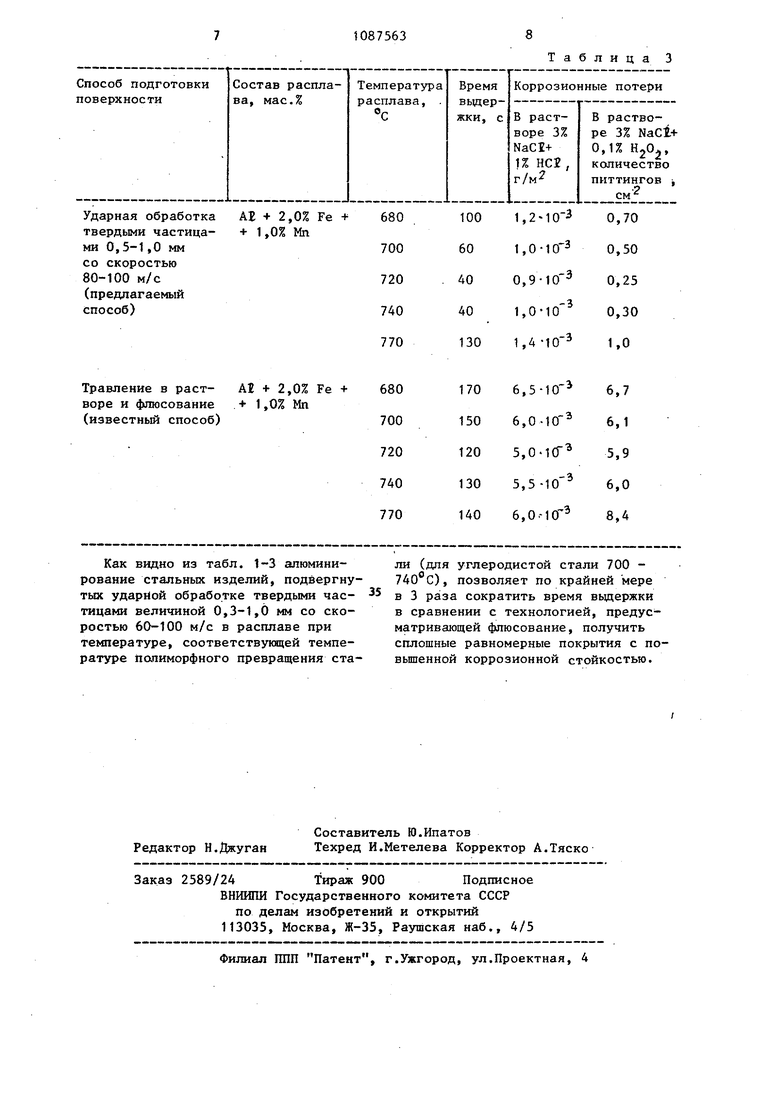
20 табл. 2. В табл. 3 - влияние способа обработки поверхности и температуры расплава на время алюминирования и коррозионные потери.
Таблица 1
Продолжение табл. 1
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО АЛИТИРОВАНИЯ ИЗДЕЛИЙ ИЗ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ | 2015 |
|
RU2603744C1 |
| СПОСОБ НАНЕСЕНИЯ АЛЮМИНИЕВЫХ ПОКРЫТИЙ НА МЕТАЛЛИЧЕСКИЕ ИЗДЕЛИЯ | 2016 |
|
RU2621201C1 |
| Способ получения жаростойкого покрытия | 2023 |
|
RU2807264C1 |
| Способ получения жаростойкого покрытия | 2023 |
|
RU2807248C1 |
| СПОСОБ НАНЕСЕНИЯ АЛЮМИНИЕВОГО ИЛИ ЦИНКОВОГО ПОКРЫТИЯ НА ИЗДЕЛИЯ ИЗ ЧУГУНА ИЛИ СТАЛИ, ИСПОЛЬЗУЕМЫЕ СПЛАВЫ, ФЛЮСЫ И ПОЛУЧАЕМЫЕ ИЗДЕЛИЯ | 2005 |
|
RU2310011C2 |
| Способ получения жаростойкого покрытия на поверхностях медной пластины | 2023 |
|
RU2807251C1 |
| Способ получения жаростойкого покрытия на поверхности пластины из жаропрочной стали | 2023 |
|
RU2807253C1 |
| Способ получения диффузионного алюминидного покрытия на низкоуглеродистой стали | 2016 |
|
RU2658550C1 |
| Способ получения жаростойкого покрытия | 2023 |
|
RU2807243C1 |
| Способ получения жаростойкого покрытия на поверхностях пластины из жаропрочной стали | 2023 |
|
RU2807255C1 |
СПОСОБ ПОЛУЧЕНИЯ АЛИТИРОВАННЫХ ИЗДЕЛИЙ ИЗ УГЛЕРОДИСТЫХ СТАЛЕЙ, включающий предварительное активирование поверхности изделий и последующее алитирование в расплаве при 700-740°С, отличающийся тем, что, с целью снижения времени алитирования, повышения равномерности покрытий и коррозионной стойкости изделий, активирование осуществляют ударной обработкой потоком твердых частиц размером 0,31,0 мм при скорости их подачи 60100 м/с. 9
40 60 80 100
0,3
80 90 100
2,0 0.4 0,6 0,7 110 Промежуточная зона интерметаллидов покрытия неравномерностью по толщине.
680 700 720
,5 60-100 740 770
680 700 720
1,0 60-100 740 770
680 700 720
1,3
60-100 740 770
5-50
0,3
5-40 0,3
5-40 0,25
5-30 0,20
100
50
40
45
120
110
50
40
45
130
110
100
90
90
160 отличается значительной Таблица 2
Как видно из табл. 1-3 алюминирование стальных изделий, подвергнутых ударной обработке твердыми частицами величиной 0,3-1,6 мм со скоростью 60-100 м/с в расплаве при температуре, соответствукщей температуре полиморфного превращения стаТаблица 3
ли (для углеродистой стали 700 ), позволяет по крайней мере в 3 раза сократить время вьздержки в сравнении с технологией, предусматривающей флюсование, получить сплошные равномерные покрытия с повьшенной коррозионной стойкостью.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Bajka Von L | |||
| Merkmale eitier Technotogie des Tauchaluminierens | |||
| MetaEIoberflache, 33, 1979, 7, 8 | |||
| ПОРШНЕВОЙ ДВИГАТЕЛЬ | 1916 |
|
SU282A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР № 106470, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
