-iS
о
;О
пкА
ю
4
2. Способ изготовления жидкометаллического геркона, включающий в себя послойное изготовление баллона геркона из незатвердевшего изоляционного материала с припуском на усадку при затвердевании, размещение в нам неподвижных контактных электродов и соединенных с ними пленочных выводов и контактных площадок, подвижного контактного электрода, отверждение баллона и придание ему необходимой формы, очистку рабочих поверхностей контактных электродов,смачивание их жидким металлом, дозировку рабочего наполнения баллона жидким металлом и и инертновосстановительным газом, герметизацию геркона в среде его
инертковосстановительного каполнеиия. о т л и ч-а ю щ и и с я тем, что, с целью подьппения технологичности изготовления геркона, неподвижные контактные электроды вводят сквозь слои баллона, а очистку рабочих поверхностей контактных электродов, их смачивание жидким металлом и дозировку рабочего наполнения баллона жидким металлом и инертновосстановительным газом осуществляют через отверстия и закрывают их заглушками,
3. Способ поп.З, отличающийся тем, что в отверстия встат вляют заглушки путем импульсного нагрена со стороны внешней поверхности баллона геркона.


| название | год | авторы | номер документа |
|---|---|---|---|
| Жидкометаллический геркон и способ его изготовления | 1980 |
|
SU983788A1 |
| Жидкометаллический геркон и способ его изготовления | 1981 |
|
SU1007139A1 |
| Способ сортировки жидкометаллических герконов | 1979 |
|
SU858129A1 |
| Коммутатор | 1982 |
|
SU1076974A1 |
| Способ изготовления жидкометаллического геркона | 1981 |
|
SU970501A1 |
| Жидкометаллический геркон | 1989 |
|
SU1709408A1 |
| Способ изготовления жидкометаллического геркона | 1981 |
|
SU966769A1 |
| Жидкометаллический сильноточный контактный узел | 1982 |
|
SU1065911A2 |
| Жидкометаллический контактный узел | 1984 |
|
SU1187222A1 |
| Жидкостный коммутатор | 1979 |
|
SU832613A1 |

1. Жидкометаллический геркон, содержащий изоляционный баллон, во внутренней полости которого размещены неподвкяшые контактные электроды, имеющие пленочные вьтоды, смоченные жидким металлом и утопленные в теле баллона, подвижньй мостиковый кон -актный электрод, установленный с воЗможностью его переката, о. т л и чающийся тем, что, с целью . повьшения чувствительности, он снабжен заглушками, в баллоне выполнены отверстия, расположенггые параллельно плоскости пленочных выводов и герметизированные заглушками, а неподвижные контактные электроды утоплены в теле баллона перпендикулярно плоскости их пленочных выводов.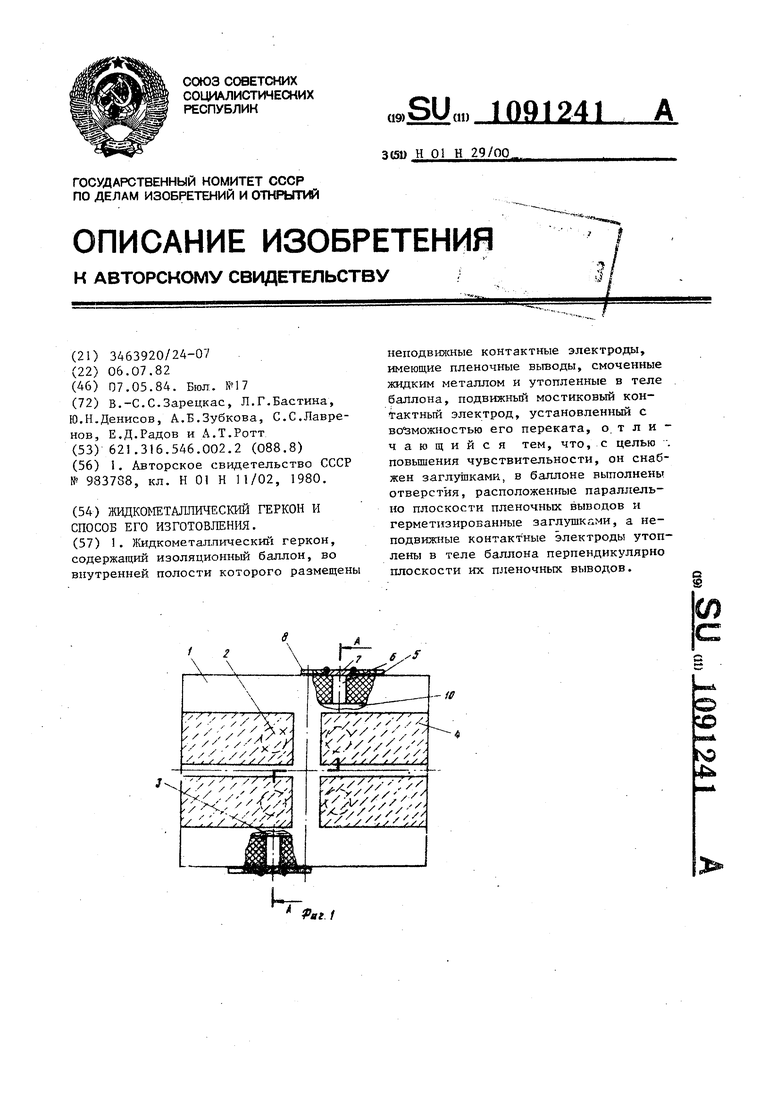
Изобретение относится К электротехнике, в частности к жидкометаллическим коммутационным аппаратам, используемым в аппаратуре широкого при менения , преимуп1;ественно в аппаратур оконечных средств проводной связи. Известен жидкометаллический геркон и способ его изготовления. Геркон выполнен в виде изоляционного корпуса с внутренней полостью и размещенными к- ней контактными электродами, смоченными жидким металлом, причем подвижньй мостиковый контактный элект род установлен с возможностью переката и контактирования за счет сил поверхностного натяжения жидкого . металла с несколькими неподвижными контактньми электродами, вьшолненными в виде пленок, расположенных на нескольких плоскостях и утопленных в теле корпуса, а способ изхготовления этого геркона включает послойное изготовление его баллона композитным из сьфого (незатвердевшего) изоляционного материала с припуском на усадку при последуюп.ем затвердевании баплона, размещение в нем между слоями неподвилсных контактных электродов и дополнительных токопроводников, отвер ждение баллона,смачивание рабочих поверхностей контактных электродов жидким металлом,дозировку рабочего наполнения баллона жидким металлом и инерт новосстановительным газом,сборку и герметизацию геркона вереде его инертновосстановительного заполнения Сы. Недостатком указанного геркона является наличие неровностей и ступенек в полостях на их поверхностях, пересекающих слои баллона, обусловленных; технологией послойной штампо ки полостей и веточным их совмещением при моноличивании. .Эти неровности и ступеньки при коммутации препятствуют плавному перекату подвижного контактного электрода по стенке полости геркона, т.е. качество геркона по чувствительности к управляющему воздействию и времени переключения. Недостатком способа изготовления геркона является ограниченная технологичность, вызванная тем, что токопрОБодники можно утопить в теле баллона только до моноличивания слоев баллона геркона, а их смачивание можно вести только перед сборкой баллона геркона, причем герметизация геркона затруднена тем, что металличбские крышки необходимо скреплять с баллоном после их локального смачивания жидким металлом. Цель изобретения - повьшение чувствительности технологичности изготовления геркона. Поставленная цель достигается тем, что жидкометаллический геркон, содержащий изоляционный баллон, во внутре ней полости которого размещент неподвижные контактные электроды, имеющие пленочные выводы, смоченные жид ким металлом и утопленные в теле бал лона, подвижный мостиковьгй контактньп электрод, установленный с возможностью его переката, снабжен заглушками в баллоне выполнены отверстия, распо ложенные параллельно плоскости пленочных вьгоодов и герметизированные заглушками, а неподвижные контактные электроды утоплены в теле баллона перпендикулярно плоскости их пленочных выводов. Поставленная цель достигается так же тем, что согласно способу изготов ления жидкометаллического геркона, включающему в себя послойное изготов ление баллона геркона из незатвердев шего изоляционного материала с припуском на усадку при затвердевании, размещение в нем неподвижных контакт ных электродов и соединенных с ним пленочных выводов и контактных площадок, подвижного контактного электрода, отверждение баллона и придание ему необходимой формы, очистку рабочих поверхностей контактных электродов и смачивание их жидким металлом дозировку рабочего наполнения баллон жидким металлом и инертновосстанови- тельным газом, герметизацию геркона в среде его инертновосстановительног наполнения,- неподвижные контактные электроды вводят сквозь слои баллона а очистку рабочих поверхностей контактных электродов, их смачивание жидким металлом и дозировку рабочего наполнения баллона жидким металлом и инертновосстановительным газом осу ществляют через отверстия и закрываю их заглушками. Заглушки вставляют в отверстия путем импульсного нагрева со стороны внешней поверхности баллона геркона. На фиг.1 показан единичный многопозиционный многонаправленный жидкометаллический геркон, вид сбоку; на фиг.2 - разрез А-А на фиг.1. )Сидкометаллический геркон (фиг. Г и 2) содержит плоскослоистый однополостной баллон 1, выполненный в данном варианте композитным из четьфех слоев диэлектрического субстрата, утопленные в нем токопроводники неподвижных контактных электродов 2, . рабочей поверхностью которых является электропроводная жидкость 3, расположенньге на внешней поверхности баллона I толстопленочные вьшоды 4 неподвижные контактных электродов 2, а также металлизированные участки 5 вокруг технологических отверстий 6, выполненных вдоль слоев баллона 1 и герметизированных заглушками 7, например, импульсной сваркой непосредственно у внешней поверхности баллона геркона. Заглушки 7 расположены в гнездовых углублениях на баллоне 1, образованных отверстиями в ободках 8 (фиг.1), припаяных к металлизированным участкам 5, либо в металлизированных углублениях, вьтолненных непосредственно в теле баллона 1 (фиг.2). Возможна герметизация заглушек 7 без сварки посредством замазки герметиком 9 (фиг.2), но это менее технологично и надежно. В полости 10 баллона 1 геркон может содержать подвижный контактный электрод 11, выполценьгый в виде накопления жидкости 3 или смоченного ею твердого тела, В последнем случае размеры хотя бы одного из отверстий 6 обеспечивают возможность ввода этого тела в полость 10. Остальное пространство полости 10 баллона геркона наполнено инертной или восстановительной газожидкостной средой. Жидкометаллический геркон работает следующим образом. При управляющем воздействии на подвижный контактный электрод 1, например, внешним магнитным полем (если электрод 11 магнитный) или простым изменением ориентации баллона 1геркона в гравитационном поле, электрод 11 смещается в полости 10, осуществляя электрическое мостиковое переключение контактных электродов 2посредством взаимодействия с их рабочими поверхностями, образованными полукапельками смачивающей i-ix жидкости 3. Обратное переключение контактных электродов 2 осуществляется аналогично при обратном управляющем воздействии. Способ изготовления предлагаемого жидкометаллического геркона характеризуется тем, что баллон 1 изготавливают из сырого диэлектрического субстрата в виде пленок и паст послойно с отверстиями и с учетом последующей усадки. В одни отверстия после моноличивания (например, прессования и обжига) вделывают герметично токо проводниковый материал, например, в виде паст, неподвижных контактных электродов 2, который объединяют с пленочными вьшодами и одновременно вьшолнякзт металлизированные толстопленочные участки 5. Другие отверсти 6 используют для технологических цепей - через них осуществляют обработку рабочих поверхностей контактных электродов 2, смачивание их жидким металлом 3, дозировку рабочего наполнения баллона 1 жидкостью 3 и другими средами. При необходимости через одно из отверстий ,6 может быть введен твердотельный подвггашый контактный электрод 11. Обработку контактных электродов 2 и полости 10 проводят в сред рабочего заполнения геркона, хотя для данного геркона это не обязательно, так как наличие отверстия 6 позволяет провести финиш ную очистку и обезгаживание полости 10 баллона 1, изготовленного а обычной газовой среде (на воздухе). Предлагаемьй способ изготовления жидкометаллического геркона предусма ривает возможность монолитить и от верждать (спекать) заготовку баллона 1 из диэлектрического субстрата с от верстиями 6 в окислительной среде (на воздухе), После этого в отвержде ную заготовку баллона 1 вделывают толстопленочные заготовки токопровод никовых элементов 2,4 и 5, которые атем моноличивают в восстановитель oй среде. Таким образом, способ позволяет разделить моноличивание диэл ктрических и токопроводниковых суб стратов и снизить технологические потери последних, так как на металлизацию пойду.т только годные диэлектрические заготовки баллонов. После наполнения полости 10 баллона 1 геркона рабочей средой отверстия 6 закрьшшот заглушками 7 и герметизируют в непосредственной близости к внешней поверхности баллона 1 геркона. При этом заглушки 7 вакуумно-плотно соединяют, например, сваркой лазером с ободками 8 и с метгшлизированными участками 5 на поверхности баллона 1 геркона. Использование промежуточного ободка 8 позволяет снизить тепловую нагрузку на диэлектрический субстрат баллона 1 и металлизированные участки 5 в процессе сварки. Технологическим преимуществом предлагаемЪго способа по сравнению с известньпуш является и то, что за1 лушку 7 и ободок 8 можно делать одним инструментом - безотходным штампом. При этом обеспечивается тугая посадка заглушки 7 в ободке 8, что облегчает герметизацию геркона (снижается требуемая для их заварки энергия и время), Дополнительным преимуществом является то, что повьш1енная точность сопряжения заглушки 7 с обо/дком 8 по всему контуру герметизирующего шва позволяет уменьшить размеры заглушки 7 - делать ее лишь на несколько десятых долей миллиметра перекрывающей контур отверстия 6, т.е. минимизировать длину этого шва по контуру герметизируемого отверстия 6у что дает дополнительную экономию энергии и времени заварки.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Жидкометаллический геркон и способ его изготовления | 1980 |
|
SU983788A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
